Análisis de los componentes críticos del sistema de combustión en la línea de cocinas en la Empresa Mabe Ecuador S A
115
0
0
Texto completo
(2) ii. DECLARATORIA DE AUTORÍA. La responsabilidad del contenido de este trabajo de titulación,. me. corresponde exclusivamente; y el patrimonio intelectual del mismo a la Facultad de Ingeniería Industrial de la Universidad de Guayaquil.. MOROCHO LATA JOHN ANDERSON C.I. 0923684138.
(3) iii. DEDICATORIA. A mis padres Giovanni y María, que con mucho esfuerzo forjaron mi camino demostrando que las adversidades de la vida son enseñanzas y que debo esforzarme para alcanzar mis objetivos. A mi madre que siempre ha estado ahí para mí cuando la he necesitado, dándome consejos y ánimos para no desistir del camino que me he trazado, enseñándome valores que han hecho de mi la persona que soy, por lo cual siempre viviré agradecido y por todos los sacrificios que ha hecho. A mi padre que confió en mí, trabajando duro para que lograra superar mis metas y progresar en la vida. A Dios quien me ha dado sus dones, los cuales me han permitido poder avanzar en este caminar, ya que sin Él nada sería posible. Para ellos que me han motivado para que pueda llegar hasta esta etapa de mí camino, los sentimientos más profundos de admiración, amor, gratitud y respeto, pues son los acreedores de la dedicatoria de este trabajo..
(4) iv. AGRADECIMIENTOS. Agradezco a Dios por la vida que me ha dado y por los maravillosos padres que tengo, la paciencia, constancia y dedicación de los profesionales que brindaron sus conocimientos para la absorción de los míos. Al ING. IND. LEONARDO SILVA, ING. IND. WELFOR PÁRRAGA, a los inspectores NÉSTOR HUACÓN, ADRIÁN DE LA CRUZ, y a mis amigos PATRICIA FRANCO, KARINA MIRANDA, FABRICIO LUCAS y ANA CARRERA..
(5) v. ÍNDICE GENERAL. N°. Descripción. Pág.. PRÓLOGO. 1. CAPÍTULO I MARCO TEÓRICO N°. Descripción. Pág.. 1.1.. Introducción. 3. 1.1.1. Antecedentes. 3. 1.1.2. Justificativo. 4. 1.1.3. Delimitación. 5. 1.1.4. Objetivos. 6. 1.1.4.1. Objetivo General. 6. 1.1.4.2. Objetivos Específicos. 6. 1.1.5. Marco Teórico. 6. 1.1.6. Metodología. 11. 1.2. La empresa. 18. 1.2.1. Datos generales. 18. 1.2.1.1. Ubicación. 18. 1.2.1.2. Organización. 19. 1.2.1.3. Productos. 21. 1.2.2. Recursos Productivos. 22. 1.2.2.1. Materia prima y materiales. 22. 1.2.2.2. Distribución de la planta. 23. 1.2.2.3. Procesos Productivos. 25.
(6) vi. CAPÍTULO II METODOLOGÍA N°. Descripción. Pág.. 2.1. Situación actual. 26. 2.1.1. Procesos e indicadores de Calidad. 26. 2.1.2. Registro de problemas. 27. 2.2. Análisis y diagnóstico. 34. 2.2.1. Análisis de datos e Identificación de problemas. 34. 2.2.2. Impacto económico de problemas. 36. 2.2.3. Diagnóstico. 37. CAPÍTULO III PROPUESTA N°. Descripción. 3.1. Propuesta. 42. 3.1.1. Planteamiento de alternativas de solución a problemas. 42. 3.1.2. Costos de alternativas de solución. 45. 3.1.3. Evaluación y selección de alternativa de solución.. 47. 3.1.4. Análisis Costo Beneficio. 50. 3.2. Conclusiones y Recomendaciones. 54. 3.2.1. Conclusiones. 54. 3.2.2. Recomendaciones. 54. GLOSARIO DE TÉRMINOS. 56. ANEXOS. 58. BIBLIOGRAFÍA. Pág.. 105.
(7) vii. ÍNDICE DE CUADROS N°. Descripción. Pág.. 1. Defectos en los componentes proveedor Transarc. 28. 2. Defectos en los componentes proveedor Ecuapar. 30. 3. Defectos en los componentes proveedor Idenova. 32. 4. Indicadores de calidad. 35. 5. Perdidas por rechazos. 36. 6. Causas de productos defectuosos. 40. 7. Costo de alternativa. 8. Pérdidas anuales por rechazo. 50. 9. Componentes defectuosos. 51. 10. Reducción anual de pérdida por rechazo. 51. 11 12. Reducción anual de pérdida por proyecto. 52. Tiempo de recuperación de la inversión. 53. 46.
(8) viii. ÍNDICE DE GRÁFICOS N°. Descripción. Pág.. 1. Ubicación de la empresa. 18. 2. Área de metalistería. 24. 3. Área de pintura. 24. 4. Área de ensamble. 25. 5. Defectos en los componentes proveedor Transarc. 29. 6. Defectos en los componentes proveedor Ecuapar. 31. 7. Defectos en los componentes proveedor Idenova. 33. 8. Indicadores de calidad. 35. 9. Perdidas por rechazos. 36. 10. Causas de productos defectuosos. 41.
(9) ix. AUTOR: TÍTULO:. MOROCHO LATA JOHN ANDERSON ANÁLISIS DE LOS COMPONENTES CRÍTICOS DEL SISTEMA DE COMBUSTIÓN EN LA LÍNEA DE COCINAS EN LA EMPRESA MABE ECUADOR S. A. DIRECTOR: ING. IND.SILVA FRANCO LEONARDO, MSc.. RESUMEN La presente investigación plantea una propuesta para la reducción de defectos en los componentes críticos del sistema de combustión en la línea de cocinas, en la empresa Mabe Ecuador S.A mediante el análisis en el control de la calidad de los componentes críticos, utilizando la metodología sistemática de solución de problemas 8D, estas 8 disciplinas tienen como principales objetivos identificar, corregir y eliminar problemas con el análisis y la investigación a base de la observación. Para el control de la calidad se detalla la información obtenida de la investigación y se esta se presentan en tablas que permitirán observar de manera más explícita los problemas que enfrenta actualmente la empresa y para lo cual se utilizará la metodología de los 5 ¿Por qué? que definirán sus posibles causas desde el problema hasta la causa raíz. Para complementar se utilizará el diagrama de Pareto como herramienta visual para evaluar las causas potenciales fomentando una cultura de análisis de datos. Finalmente el proyecto propone el desarrollo de instructivos de calidad para estos componentes como parte de la solución del problema, de esta manera se mejorará el proceso de inspección, además se deberá realizar un cambio en el tipo inspección normal a rigurosa, que junto con los instructivos de calidad permitirán obtener una reducción de los componentes defectuosos en la línea de cocinas, para esto se necesitará una inversión de $ 11,520.00, que permitirá generar un ahorro anual de $ 65,630.00 en un periodo aproximado de 4 meses con un beneficio mensual de $ 5,469.00.. PALABRAS CLAVES:. Reducción, Control, Calidad, Componentes, Instructivos, Defectos, Inspección, Analizar, Sistema, Combustión, Cocina.. Morocho Lata John Anderson C.C. 0923684138. Ing. Ind. Silva Franco Leonardo Director del trabajo.
(10) x. AUTHOR: TOPIC:. MOROCHO LATA JOHN ANDERSON ANALYSIS OF THE CRITICAL COMBUSTION COMPONENTS SYSTEM IN THE COOKS LINE AT THE COMPANY MABE ECUADOR S. A. DIRECTOR: IND. ENG. SILVA FRANCO LEONARDO, MSc.. ABSTRACT This research presents a proposal for reducing defects in critical components of the combustion system in cooks line at the company Mabe Ecuador SA by analyzing the quality control of critical components, using systematic methodology 8D problem solving, these eight disciplines which main objectives are to identify, correct and eliminate problems with analysis and research based on observation. For quality control information obtained from the research is detailed and this is presented in tables that will observe more explicitly the problems currently facing the company and for which the methodology of the 5 Why? will be used to define possible causes for the problem to the root cause. To complement the Pareto chart is used as a visual tool to evaluate potential causes fostering a culture of data analysis. Finally, the project proposes the development of instructional quality for these components as part of the solution to the problem, so the inspection process will be improved, also it must be changed the normal inspection type to rigorous, together with instructions of quality will allow a reduction of defective components in the stoves line, for this an investment of $ 11,520.00, to generate annual savings of $ 65,630.00 in a period of approximately 4 months with a monthly benefit of $ 5,469.00 is required.. KEY WORDS:. Reduction, Control, Quality Components, Instructional, Defects, Inspection, Analyze, System, Combustion, Cook.. Morocho Lata John Anderson C.C. 0923684138. Ind. Eng. Silva Franco Leonardo, MSc Director of work.
(11) PRÓLOGO. El proyecto tiene como objetivo principal. el análisis de los. componentes críticos del sistema de combustión en la línea de cocinas y desarrollo de instructivos de calidad que genera su justificación en las constantes anomalías que presentan los informes del control de calidad en estos componentes.. Esto genera que al final de la línea de ensamble se tenga productos defectuosos por componentes y que la empresa tenga pérdidas por cantidad de componentes defectuosos provenientes de los proveedores, los cuales no han sido detectados previamente en las inspecciones.. Este trabajo presenta una evaluación del proceso actual en las inspecciones y control de calidad de estos componentes, con el fin de ir definiendo la forma correcta de realizarlas, para que efectúen mejoras a los procesos de la misma.. Para este proyecto es necesario un análisis de las causas para definir las soluciones que permitirán reducir las pérdidas por componentes defectuosos de la empresa.. Mabe es una firma integral con más de 60 años de tradición, líder en el mercado de línea blanca y la empresa magna en Latinoamérica en aquel rubro.. Es fabricante y distribuidor de artículos como estufas, refrigeradoras, secadoras de ropa, lavadoras, hornos, campanas, enfriadores de agua, lavavajillas entre otros con operaciones en todo el continente americano, posee. liderazgo. en. casi. todos. los. países. que. opera..
(12) Prólogo 2. El proyecto cuenta con tres capítulos; el capítulo número uno muestra un preámbulo de la fábrica a través de su historia, además contiene el marco teórico correspondiente al control de calidad, la metodología científica de solución de problemas 8D, los 5 ¿Por qué?, método de observación científica y en el capítulo número dos es donde se presentan los indicadores de calidad, registros de problemas y se aplican los aspectos teóricos antes mencionados.. Posteriormente el proyecto culmina con la aplicación de los aspectos teóricos para la obtención de las posibles soluciones del problema, donde se enmarcan las conclusiones derivadas en el proceso de creación del proyecto. y. sus. recomendaciones. pertinentes..
(13) CAPÍTULO I. MARCO TEÓRICO. 1.1.. Introducción. 1.1.1.. Antecedentes. La empresa Mabe Ecuador S.A. pasa a formar parte del Grupo Mabe, desde Agosto de 1995 a partir de la fusión de Electrodomésticos Durex con Mabe Corporativa.. Está empresa se encuentra ubicada en el Km 14 ½ vía a Daule en Guayaquil, se dedica a la fabricación de electrodomésticos, los mismos que han tenido una gran acogida por los consumidores, manteniéndola en el mercado a lo largo de este tiempo.. La planta cumple con los requisitos establecidos en sus instalaciones para la seguridad industrial en el Ecuador, en cada uno de sus procesos de producción, siendo una de las plantas más seguras del país. Dentro de las varias líneas de fabricación que tiene la empresa, se tiene la de cocinas.. Esta es una de las más importantes por la acogida que tiene en el mercado, lo cual ha hecho que cada vez se mejore la calidad del producto para satisfacer las necesidades y requerimientos de sus clientes.. En la línea de cocinas se tiene varios componentes que la conforman, dentro de los cuales se tiene un grupo que forman el sistema de.
(14) Marco Teórico 4. combustión, los cuales son necesarios para el ensamble y distribución en la empresa.. Éstos componentes tienen una rotación diaria en la empresa por eso se ha ido generando un mayor control al momento de que se realiza las pruebas en las líneas de ensamble o al final cuando el producto este ensamblado.. Últimamente al momento de ensamblar las cocinas, se han podido detectar varias no conformidades con respecto a los componentes que se tiene en el sistema de combustión, los cuales son fundamentales para el funcionamiento de las cocinas, por eso son considerados críticos para este sistema.. Esto ha generado retrasos e inconvenientes para la empresa Mabe Ecuador S.A., la cual ha realizado correcciones para que la línea continúe, a pesar de estas no conformidades para mantener los estándares de calidad que caracterizan a la empresa.. La calidad de Mabe Ecuador S.A. es la que ha generado gran acogida y fidelidad de sus clientes, manteniéndola con prestigio en el mercado a nivel nacional e internacional.. 1.1.2.. Justificativo. Este proyecto se genera debido a las diversas inconformidades de los componentes críticos del sistema de combustión que se han detectado en la línea ensamble de cocinas y en la inspección del producto terminado, donde se considera que no están cumpliendo con las especificaciones de los estándares de calidad que maneja la empresa y por consiguiente afecta la calidad de los productos, la misma que es importante para la empresa..
(15) Marco Teórico 5. Esto ha generado pérdidas en productos defectuosos por componentes para la empresa, al no estar de acuerdo con las especificaciones del plano, los componentes del sistema de combustión, provocando retrasos a la producción y un déficit en los estándares de calidad, que la empresa ha estado manteniendo durante mucho tiempo.. Para este proyecto se necesitará una observación y análisis profundo, usando herramientas científicas, que permitirán con la ingeniería, determinar correctamente las inspecciones necesarias para cada componente crítico, esto hará que cumplan con las condiciones establecidas.. 1.1.3.. Delimitación. La empresa Mabe Ecuador S.A. tiene varias líneas de fabricación de electrodomésticos, pero en el proyecto se analizará la línea de fabricación de cocinas. Esta tiene varios componentes para su fabricación, pero se analizarán los componentes críticos del sistema de combustión, que son fundamentales para el estudio del proyecto. En el siguiente listado se tienen los componentes: . Espreas. . Cañerías - Tuberías. . Soporte Bracket. . Quemadores. . Tapillas. . Parillas. . Válvulas. En el estudio de estos componentes se puede conocer las inspecciones requeridas y en consecuencia desarrollar. instructivos de. calidad, que permitirá detallar las inspecciones apropiadas para cada uno de los componentes antes mencionados..
(16) Marco Teórico 6. 1.1.4.. Objetivos. 1.1.4.1.. Objetivo General. Analizar los componentes críticos del sistema de combustión en la línea de cocinas en la empresa Mabe Ecuador S.A.. 1.1.4.2.. Objetivos Específicos. a). Analizar los problemas de calidad de los componentes críticos.. b). Establecer las inspecciones requeridas para el control de calidad de los componentes críticos.. c). Desarrollar los instructivos necesarios para el control de calidad de los componentes críticos.. 1.1.5.. Marco Teórico. 1.1.5.1.. Fundamento conceptual. La empresa Mabe Ecuador S.A. tiene varias líneas de fabricación de electrodomésticos, teniendo como principal de la fabricación de cocinas por su posicionamiento en el mercado, que le ha permitido tener una preferencia y fidelidad por parte de sus clientes, debido a la calidad de productos que ofrece.. En la fabricación de cocinas se tiene un grupo de componentes que es muy importantes, llamado sistema de combustión, que analizaremos el cumplimiento de calidad de estos componentes para este proyecto. El sistema de combustión es el corazón de la cocina porque permite realizar el correcto funcionamiento, pero se ha tenido algunas no conformidades con los componentes de este sistema, que deben ser corregidos para obtener los resultados que se desea..
(17) Marco Teórico 7. Combustión. La Combustión es un proceso químico de oxidación rápida que va acompañado de desprendimiento de energía bajo en forma de calor y luz. Para que éste proceso se dé, es necesario la presencia de un combustible, un comburente y calor. El material que es capaz de arder y se combina con el oxígeno, se conoce como combustible. En las combustiones ordinarias el combustible es una sustancia compuesta, como hidrocarburos (gas de petróleo, gasolina, kerosene, parafina, etc.), existen otros compuestos como el hidrógeno, el azufre, el papel, la madera, etc. El oxígeno, elemento esencial para que se produzca y continúe el proceso de oxidación, se conoce como comburente.. Fuente: (http://conceptodefinicion.de/combustion/). Calidad. La Calidad para Joseph Juran alcanza tener varios significados, dos de los cuales son muy transcendentales para la empresa, ya que estos se aprovechan para planificar la calidad y la estrategia empresarial. Juran entiende por calidad la ausencia de deficiencias que pueden mostrarse como: retraso en las entregas, fallos durante los servicios, facturas incorrectas, cancelación de contratos de ventas, etc.. La planificación de la calidad empieza con suministrar a las fuerzas operativas los medios para conseguir productos que puedan compensar las necesidades de los clientes una vez que se ha completado la proyección, el plan se pasa a las fuerzas operativas en donde ocurre la producción.. Fuente: (http://www.gestiopolis.com/recursos/documentos/fulldocs/ger/ aucalid.htm, s.f.).
(18) Marco Teórico 8. Calidad total, normas (estándares) y especificaciones.. Una de las complejidades principales de la evolución y aplicación de los estándares modernos y efectivos para el control de la calidad, ha sido la necesidad de considerar en ellos los aspectos pertinentes de ciertas tecnologías y metodologías nuevas orientadas a la calidad que han evolucionado a lo largo de la última década, tales como técnicas de confiabilidad, muestreos estadísticos y prácticas de pruebas modernas.. La formalización de conceptos estándares y específicos y del proceso organizacional para su determinación se había cristalizado mucho antes de la aparición de estas nuevas técnicas. En consecuencia, él logra su integración de estándares y especificaciones modernas ha representado un aspecto importante para la atención del control de calidad.. Fuente: (http://www.gestiopolis.com/recursos/documentos/fulldocs/ger/ aucalid.htm, s.f.). Control de calidad. Control de calidad es el proceso de regulación a través del cual podemos medir la calidad real, compararla con las normas y actuar sobre la diferencia.. El. control. de. calidad. está. compuesto. por. las. herramientas,. conocimientos prácticos o técnicas por medio de la cuales se desarrollan algunas o todas las funciones de calidad.. Se. denomina. control. de. calidad. al. conjunto. de. técnicas. y. procedimientos de que se sirve la dirección para orientar, supervisar y controlar todas las etapas mencionadas hasta la obtención de un producto de la calidad deseada..
(19) Marco Teórico 9. Todos los miembros de una empresa son responsables del control de calidad. Sea cual sea el trabajo que desarrolle una persona o una máquina, quien realiza el trabajo o maneja la máquina es quien con mayor eficacia puede controlar la calidad o informar de la imposibilidad de alcanzar la calidad deseada para que se adopten medidas correctoras.. Fuente: (http://www.gestiopolis.com/recursos/documentos/fulldocs/ger/ aucalid.htm, s.f.). Control de materiales adquiridos. Implica la recepción y almacenamiento a los costos más económicos de calidad, de solo aquellas partes cuya calidad cumple con los requisitos especificados, con atención a la más completa responsabilidad práctica del vendedor. Fuente: (http://www.gestiopolis.com/recursos/documentos/fulldocs/ger/ aucalid.htm, s.f.). 1.1.5.2. Fundamento histórico. El 1 de Agosto de 1995 la empresa mexicana Mabe, en busca de crecimiento hacia los mercados latinoamericanos compra acciones en la empresa de Electrodomésticos Durex C. A. y de esta forma se establece en Ecuador.. Durex, empresa que nació de la idea del Sr. Plutarco Avilés Merizalde fue fundada el 4 de Abril de 1964, y comenzó sus operaciones con la línea de vajillas de hierro enlozados, siendo la primera industria que manufacturaba estos productos en el país, produciendo en 1967 la primera cocina de acero porcelanizado en el Ecuador. En 1970 Durex celebró contrato de licencia con General Electric Co. Produciendo la.
(20) Marco Teórico 10. primera refrigeradora bajo esta licencia con activa participación en el mercado nacional con sus electrodomésticos de línea blanca, exportando a otros países sudamericanos.. Con la asociación entre Mabe y Durex, se consolidó el posicionamiento de Mabe dentro del mercado latinoamericano, convirtiéndose en el fabricante número 1 de productos y servicios de línea blanca en el país.. Desde ese momento MABE se ha dedicado a la plena satisfacción del cliente enfocándose en la calidad de sus procesos y por lo tanto sus productos rigiéndose con las normativas correspondientes.. Sus procesos son auditados periódicamente de manera interna como externa con el fin de regirse a las normas vigentes; una de sus primeras auditorias se realizó en el año 2004 para obtener el certificado del sistema de gestión de calidad ISO 9001-2000 y de aquí cada 2 años se da la actualización de la certificación.. La evolución de sus productos ha ido avanzando según las exigencias del consumidor empezando con cocinetas eléctricas y a gas seguidas muy de cerca con cocinas de 20, 24, 76” con 4, 6, 7, hornillas con hornos giratorios fijos y con asador además de cocinas actuales y vanguardistas llegando a las cocinas de inducción que es el producto actual.. Algunas partes son elaboradas internamente ya que se cuenta con diferentes áreas como: metalistería, pintura, esmaltado, componentes.. En la actualidad Mabe Ecuador S.A. se encuentra innovando sus instalaciones, procesos y procedimientos, capacitando a su personal con el fin de ofrecer productos con alta tecnología y calidad satisfaciendo las necesidades y expectativas de sus clientes, con el fin de mantenerse líder en el mercado mundial..
(21) Marco Teórico 11. 1.1.5.3.. Fundamento legal. Este proyecto se fundamenta en el cumplimiento de la norma NTE INE (NORMA TÉCNICA ECUATORIANA) 2259 (Artefactos de uso doméstico para. cocinar,. que. utilizan. combustibles. gaseosos.. Requisitos. e. inspección).. Además se encuentra apoyada por las normas ISO 9001:2008 que hace referencia a la dirección de sistema de gestión de calidad que propone una mejora continua para la satisfacción del cliente.. 1.1.5.4.. Fundamento referencial. Dentro del proyecto a ejecutarse, se van a tomar como referencia las normas técnicas ecuatorianas (NTE), principalmente la norma NTE INEN 2259 Artefactos de uso doméstico para cocinar, que utilizan combustibles gaseosos. Requisitos e inspección (que se manejan en la empresa para el control de calidad), la norma NTC (NORMA TÉCNICA COLOMBIANA) 2832-1 (Gasodomésticos para la cocción de alimentos. Parte 1: requisitos de seguridad), NORMA VENEZOLANA COVENIN 1867 (Cocinas a gas para uso doméstico) y NORMA CHILENA 927/1 (Artefactos de uso doméstico para cocinar que utilizan combustibles gaseosos – Parte 1: Seguridad).. 1.1.6.. Metodología. Para el desarrollo de este trabajo de titulación se utilizará el método científico de solución de problemas 8D, que esta detallado a continuación. ¿Qué son las 8D?. 8D es una metodología Sistemática para identificar, corregir y eliminar.
(22) Marco Teórico 12. problemas. 8D significa 8 Disciplinas, que Permite desarrollar ventajas competitivas al solucionar rápida y efectivamente los problemas, mantener a los clientes por el buen servicio y la calidad en los productos que se proveen, disminuir la cantidad de problemas dentro de la organización.. ¿Qué es un problema?. Es la diferencia existente entre una situación deseada (estándar) y una situación actual (Real). Un problema suele ser un asunto del que se espera una rápida y efectiva solución, generalmente lo que se ve de los problemas son los síntomas, la metodológica permite encontrar la causa raíz para darle el debido tratamiento.. ¿Cuáles son los 8 pasos?. Los pasos a seguir ante la aparición de un problema relevante son los siguientes:. D1.. Establecer un grupo para solución del problema.. Para empezar el proceso de solución de problemas siguiendo los pasos del 8D se debe establecer un equipo de investigación multidisciplinario.. En donde todos los integrantes tengan la experiencia para entender el problema y autoridad para implementar soluciones, tengan la disposición y el tiempo para pertenecer al grupo y tengan diferentes competencias que permitan ver los diferentes aspectos que pueda tener el problema el mismo.. El equipo debe tener un líder quien debe manejar la información de la investigación, debe mantener informado al grupo y a las personas.
(23) Marco Teórico 13. involucradas con el problema, y es quién debe hacerse responsable por que se cumplan los objetivos establecidos por el grupo 8D.. D2.. Crear la descripción del problema.. En este paso se debe crear una descripción del problema que contenga información clara, concisa, que contemple varios aspectos del problema. Esta información debe ser obtenida preguntando a las personas que están directamente involucradas, es decir quienes trabajan en el área o proceso objeto del problema.. La descripción del problema se debe basar en hechos reales, es decir que el grupo 8D debe ir al lugar real y ver que está sucediendo. Para completar la descripción del problema se deben contestar preguntas como: ¿Cuál es el problema?, ¿Que está pasando? vs ¿Qué debería de estar pasando?, ¿En dónde está pasando?, ¿Cuando está pasando?, ¿Cuando no está pasando?, ¿Quiénes están involucrados? Y ¿Cuál es el alcance del problema en cuanto a costos, calidad, seguridad, daños, etc.?. D3.. Desarrollar una solución temporal.. En algunos casos es necesario implementar una solución temporal para controlar los efectos que pueda tener un problema, esto para dar tiempo a encontrar la causa raíz del problema y dar una solución definitiva al mismo.. Es importante que la solución temporal sea evaluada y probada antes de su implementación, y que se documente muy bien para poder ser removida en su totalidad cuando sea implementada la solución final a la causa raíz del problema.. Esta solución temporal se debe poner en consideración de las.
(24) Marco Teórico 14. personas involucradas en el proceso y que puedan verse afectado por los efectos que pueda tener.. No debe olvidarse que esta solución es para remediar temporalmente los efectos que cause el problema en cuestión, mas no es la solución final, por lo que el grupo 8D debe continuar trabajando en las siguientes disciplinas hasta cerrar el caso.. D4.. Análisis de causa raíz.. En esta disciplina se deben identificar la causa o causas de los síntomas que se están presentando. Cabe anotar que el problema que se define en la D2 (Crear la descripción del problema) en principio es la consecuencia o síntoma de una o varias cosas que lo han ocasionado.. En la mayoría de los casos no es tan evidente la causa raíz por lo cual se debe hacer un análisis que conduzca a encontrarla.. Para esto primero es necesario observar detenidamente el proceso que contiene el problema, obtener información directamente de las personas que tienen la experiencia y de datos reales obtenidos.. Después de tener una o varias causas se debe utilizar la metodología de los 5 ¿Por qué? hasta obtener las causas iniciales. La causa raíz se identifica comprobando que al eliminarla el problema no debe tener recurrencia.. D5.. Desarrollar soluciones permanentes.. Una vez encontrada la causa raíz del problema en cuestión se deben plantear soluciones permanentes que la ataquen directamente. Estas soluciones deben probarse hasta comprobar que efectivamente la causa.
(25) Marco Teórico 15. raíz ha sido detectada y eliminada.. Es probable que al implementar la o las soluciones permanentes se vean buenos resultados pero si el problema persiste se deben buscar más soluciones hasta que este sea eliminado en gran medida.. D6.. Implementar y validar soluciones.. Después de haber desarrollado y probado la o las soluciones permanentes. se. debe. planear. y. realizar. la. implementación,. y. posteriormente verificar que funcione correctamente, es decir que no se presente recurrencia.. Se recomienda tomar mediciones para saber si las acciones realizadas son efectivas y saber en qué momento reaccionar cuando se den medidas descontroladas.. D7.. Prevenir la recurrencia.. La información obtenida de un 8D es tal vez lo más importante de todo este proceso. Porque permitirá que los logros obtenidos en la solución de un problema en un área de trabajo se puedan trasladar a otra área en donde se presenten problemas similares.. Esta sea una manera eficiente de que el trabajo de un grupo sea de ayuda para que otros grupos puedan llegar más rápidos y efectivamente a soluciones permanentes a situaciones no deseables que se estén presentando. De igual manera tomar acciones preventivas a situaciones que se puedan presentar en los diferentes lugares de trabajo dentro de la empresa.. Para prevenir la recurrencia se puede hacer:.
(26) Marco Teórico 16. 1). Revisar el historial de problema.. 2). Identificar las políticas y prácticas que permitieron que este problema ocurriera.. 3). Desarrollar un plan de acciones de prevención.. Es importante en este punto del 8D realizar auditorías para asegurarse de que la solución implementada está funcionando de acuerdo a lo esperado.. D8.. Cerrar el problema y reconocer contribuciones.. Una vez un problema ha sido auditado y se ha determinado que su solución es efectiva debe ser cerrado oficialmente. En este punto se debe remover la solución temporal que se dio en el paso D3, a menos de que se considere parte de la solución permanente.. Para finalizar el proceso el grupo debe preguntarse que estuvo bien y que no, revisar las responsabilidades de los miembros y el líder del grupo, las expectativas de las personas involucradas con el problema tratado en el análisis.. Si los procedimientos pueden ser aplicados en algún otro lugar, si se encontraron problemas adicionales, que se aprendió y si finalmente se resolvió el problema.. Es importante reconocer la contribución de cada uno de los miembros del equipo, ya que toda la organización se beneficia por las actividades que contribuyen al mejoramiento continuo.. También la metodología de los 5 ¿Por qué? que ayudará en la cuarta disciplina..
(27) Marco Teórico 17. Los 5 ¿Por qué?. Es una técnica para realizar preguntas iterativas usadas, para explorar las relaciones de causa y efecto subyacentes a un problema particular.1 El objetivo principal de la técnica es determinar la causa raíz de un defecto o problema repitiendo la pregunta "¿Por qué?". Cada pregunta forma la base de la siguiente pregunta. El "5" en el nombre se deriva de la observación empírica en el número de iteraciones típicamente requeridas para resolver el problema.. Además del método de investigación de la observación científica que ayudará a realizar un análisis correcto para poder desarrollar de una mejor manera este proyecto.. Método de la observación científica. La observación científica como método consiste en la percepción directa del objeto de investigación.. La observación investigativa es el instrumento universal del científico. La observación permite conocer la realidad mediante la percepción directa de los objetos y fenómenos.. Puede utilizarse en distintos momentos de una investigación más compleja: en su etapa inicial se usa en el diagnóstico del problema a investigar y es de gran utilidad en el diseño de la investigación.. La observación científica es consciente; y se orienta hacia un objetivo o fin determinado. El observador debe tener un conocimiento cabal del proceso u objeto a observar, para que sea capaz de seleccionar aquellos aspectos que son susceptibles a ser observados y que contribuyen a la demostración de la hipótesis..
(28) Marco Teórico 18. La observación científica debe ser cuidadosamente planificada donde se tiene en cuenta además de los objetivos, el objeto y sujeto de la observación, los medios con que se realiza y las condiciones o contexto natural o artificial donde se produce el fenómeno, así como las propiedades y cualidades del objeto a observar.. 1.2.. La empresa. 1.2.1.. Datos generales. 1.2.1.1.. Ubicación. Mabe Ecuador S.A., está ubicada en el Km 14 ½ vía a Daule en Guayaquil – Guayas – Ecuador. Frente a gasolinera Petroecuador y según el código CIIU su actividad comercial está catalogada con el número CIIU: G4649.11 que se refiere a venta al por mayor de electrodomésticos Para prestar un servicio cada vez más eficiente cuenta con oficinas regionales de Venta y Distribución en Guayaquil, Quito y Cuenca. La red de servicio postventa SERVIPLUS está centralizada en Guayaquil, y se apoya en centros de servicio para prestar el servicio postventa en todo el país.. GRÁFICO # 1 UBICACIÓN DE LA EMPRESA. Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson.
(29) Marco Teórico 19. 1.2.1.2.. Organización. La empresa tiene una estructura basada en función de línea (Ver Anexo 1), la cual está dividida por cada una de las áreas, a continuación se detalla las funciones que realiza cada uno de los gerentes como líderes de nuestra organización :. a). Gerente General. Es aquel que tiene la función de liderar. tutelar y ejecutar las. operaciones que precautelen los bienes o intereses de la sociedad, además de consolidar la estabilidad con la que opera la sociedad sus funciones son: . Establecer políticas para el mejor desarrollo de actividades dentro de la empresa.. . Analizar compromisos y obligaciones contraídas con los bancos y entidades financieras.. . Controlar y establecer medidas para lograr la mejor organización interna y marcha de la empresa.. b). Gerencia de Operaciones. Es el responsable de cumplir con los requerimientos del departamento de ventas, su función principal es la de dirigir, planificar y desarrollar la fabricación de los productos. Las funciones son: . Mantener autoridad sobre la gerencia de Metalistería, accesorios, acabados, ensambles e ingeniería de planta.. . Analizar los informes técnicos de los departamentos a su cargo para tomar decisiones y mejoras.. . Comunicar la información del trabajo realizado..
(30) Marco Teórico 20. c). Gerencia de Productos. Su función es la de planificar, diseñar y desarrollar los nuevos modelos de. los. productos,. además. tiene. la. responsabilidad. del. buen. funcionamiento del área de ingeniería, sus funciones son: . Mantener autoridad sobre la gerencia de calidad y diseño de producto.. . Autorizar pruebas y ensayos de materiales de recepción, así como de producto terminado para saber si cumplen con las normas establecidas.. d). Gerencia de Materiales. Es el responsable de dirigir y controlar la materia prima y los materiales que se usan en la fabricación de los productos, sus funciones son: . Realizar informes a la gerencia para la toma de decisiones.. . Mantener comunicación y coordinación permanente con las áreas de producción y finanzas para poder llevar a cabo una producción exitosa.. . Mantener siempre abastecidas la bodega para la orden de pedidos.. . Realizar inventarios y reportar a la gerencia.. . Controlar el consumo de materiales para cada área.. e). Gerencia de Ventas. Encargada de comercializar los productos y sus funciones son: . Reportar e informar al Gerente General sobre las ventas y pedidos de los clientes..
(31) Marco Teórico 21. . Controlar los gastos que se generen en el departamento a su cargo.. . Dirigir políticas de comercialización dentro y fuera del país.. f). Gerencia de Recursos Humanos. Es el responsable de mantener una armonía laboral entre patrono y trabajador, los trabajadores de Mabe Ecuador se dividen en empleados y obreros estables, los empleados son la gente de oficina y el personal de planta que no es mano de obra directa, los obreros son específicamente la mano de obra directa.. En la actualidad existen más 500 trabajadores en Mabe Ecuador entre empleados y operarios dentro de sus principales funciones están: . Escribir cartas de despido que se retiran con causa y realiza entrevistas de salida para determinar las razones de las separaciones.. . Dirigir y coordinar con el departamento de personal la contratación de los trabajadores.. . Planea y realiza inducción a los nuevos empleados para fomentar una actividad positiva hacia los objetivos de la empresa.. 1.2.1.3.. Productos. Con sus líneas de ensamble, fabrica lavadoras, cocinas, cocinetas en marcas mabe y otras que se exportan a Venezuela, Colombia, Perú, México y Centro América; comercializa productos como refrigeradoras, lavadoras,. microondas,. congeladores,. acondicionadores. de. aire,. dispensadores de agua, equipos de empotrar, campanas extractoras y cocinas a gas y eléctricas en gran variedad procedentes de Estados Unidos y México..
(32) Marco Teórico 22. Existe una gran variedad de modelos de cocinas, que van desde los más económicos hasta los de lujo. Las características de las cocinas varían de acuerdo al mercado hacia donde van dirigidas, ya que cada país tiene sus propios requerimientos.. La empresa Mabe Ecuador cuenta con una extensa lista de productos en línea blanca, tanto para el mercado local, nacional e internacional. (Ver Anexo 2).. La empresa cuenta con cuatro líneas de ensamble, una cabina de inducción, una línea de CKD y actualmente se encuentra en construcción una línea de refrigeración de las cuales las primeras tres primeras líneas se dedica a la elaboración de cocinas y la cuarta línea elabora cocinetas y parrillas.. La cabina son para las cocinas de inducción y la línea de CKD para lavadoras para los diferentes mercados en diversos países cumpliendo con los más altos estándares de calidad requeridos, en las marcas tales como: Mabe, Durex, Centrales, IEM, Regina, IBG entre otras.. 1.2.2.. Recursos Productivos. 1.2.2.1.. Materia prima y materiales. Los materiales utilizados en la fabricación de estufas son de origen local e importado. La materia prima principal es el acero que es importado, viene en bobinas de diferentes medidas y espesores, de los que se fabrican las distintas piezas de la estufa.. La tornillería, la pintura, y piezas eléctricas son materiales importados, hay piezas que son de mercado nacional, como los vidrios, los embalajes y ciertas piezas metálicas..
(33) Marco Teórico 23. La materia prima llega a la bodega de componentes, donde es revisada por inspectores de calidad, los que la aprueban o rechazan de acuerdo a estándares de aceptación, para luego distribuirla a las diferentes áreas.. 1.2.2.2.. Distribución de la planta. Dentro de la planta se tiene las siguientes áreas como son:. a). Área de Metalistería. b). Área de Pintura y esmaltado. c). Área de ensamble. d). Bodega de producto terminado. e). Bodega de componentes o materia prima. f). Taller mecánico y eléctrico. A continuación se tiene la descripción de cada una de las áreas.. a). Descripción del área de metalistería. En esta área se recibe la principal materia prima para la fabricación de los productos, aquí se realiza el corte y transformación de las plantillas de acero en las partes principales de las cocinas, cuyas partes serán ensambladas.. Estas partes son laterales, frente perilla, marco de horno, puerta calientaplatos frontales, espaldares piso de horno, laterales de horno, contra puertas cubiertas de diversas longitudes.. Entre otros con ayuda de troqueles, matrices y. por supuesto del. recurso humano debidamente capacitado para la realización de su trabajo, es así como va tomando forma cada uno de los componentes que se usan en la línea de cocinas..
(34) Marco Teórico 24. GRÁFICO # 2 ÁREA DE METALISTERÍA. Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson. b). Descripción del área de pintura y esmaltado. El proceso que se realiza en esta sección es el de pintar o esmaltar cada uno de los componentes que forman parte de nuestros productos finales con la finalidad de darles una mejora estética y acabado a los productos.. GRÁFICO # 3 ÁREA DE PINTURA. Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson.
(35) Marco Teórico 25. Esto se inicia con la recepción de los componentes que son clasificados para conocer si son esmaltados o pintados esta sección cuenta con hornos de secado, cabinas de pintura, cadenas de pintura, tanques de limpiezas y bañados de coloración.. c). Descripción del área de ensamble. Finalmente se tiene el área de ensamble que es la encargada de dar forma a los productos finales, cuyo proceso inicia con la llegada a las líneas. de. todos los componentes generados en las áreas antes. mencionadas luego empiezan armar los productos con ayuda de neumáticos, remachadoras, zuncho. Esta es la sección que consta con un mayor número de mano de obra y con menos maquinaria pesada, con respecto a las demás áreas.. GRÁFICO # 4 ÁREA DE ENSAMBLE. Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson. 1.2.2.3.. Procesos Productivos. La empresa Mabe Ecuador tiene un diagrama de procesos productivos, donde se puede observar la forma en cómo se interrelacionan todos los procesos, que permite tener un desempeño óptimo, para alcanzar los resultados deseados. (Ver Anexo 3)..
(36) CAPÍTULO II. METODOLOGÍA. 2.1.. Situación actual. 2.1.1.. Procesos e indicadores de Calidad. El área de calidad es la encargada de controlar que todos los componentes y productos cumplan con los estándares de calidad establecidos por las normas que debe cumplir la empresa. En esta área la empresa tiene una persona que es la encargada llevar este control periódicamente, con lo cual se han generado registros que nos permiten saber si los componentes están cumpliendo con los requerimientos.. A continuación se observará varias tablas y gráficos del segundo semestre del 2015, que muestra los indicadores de cumplimiento de calidad por proveedores según la cantidad de ingreso y la cantidad de rechazo que no cumplen con las especificaciones requeridas.. Los inspectores realizaron inspecciones de calidad de toda la cantidad de ingresos de componentes, por parte de los proveedores que la empresa tiene, siguiendo los parámetros de calidad establecidos por la empresa.. Esta inspección sirve para asegurar que todos los componentes que van a ser ensamblados estén en óptimas condiciones, para que esto no repercuta en los productos que serán enviados al mercado y que lo clientes estén satisfechos con los productos que la empresa ofrece..
(37) Metodología 27. Así se ha mantenido la confianza y el prestigio que a lo largo del tiempo la empresa Mabe Ecuador ha ido adquiriendo, lo que la ha hecho ser muy competente en el mercado nacional, frente a la competencia, que cada vez la impulsa a mejorar e innovar sus productos, según las necesidades de los clientes.. Se han seleccionado estos proveedores por los componentes que se está analizando en este proyecto, para así poder determinar la cantidad de componentes que no están cumpliendo con las especificaciones dadas.. Estos. defectos. están. generando. problemas. al. momento. de. ensamblarlos, como retrasos en la línea, paros, etc., esto se ha detectado por el control de calidad antes, durante y después de ensamblar un producto, para brindar a sus clientes productos de calidad, lo cual ha permitido que la empresa obtenga el prestigio que tiene actualmente en el mercado.. Para cada mes se tiene los ingresos por proveedores y la cantidad de rechazos que han tenido, esto permite obtener el porcentaje que se obtiene de los rechazo en las tablas y estos datos se puede representar en los gráficos de rechazo por proveedores para el segundo semestre del 2015. (Ver Anexos 4-9). 2.1.2.. Registro de problemas. Se realizó un registro de los problemas que se encontraban en los controles de calidad de los componentes, lo que permitirá determinar qué es lo que se debe analizar para poder encontrar una solución. Se muestran varios cuadros de registros de los problemas encontrados en los componentes que se está analizando en este proyecto para el segundo semestre del 2015. (Ver Anexos 10-15).
(38) Metodología 28. 2.1.2.1.. Defectos en los componentes por proveedores. Se tiene una consolidación de datos reunidos de los registros de los problemas del segundo semestre del 2015, para los cuales se observará un cuadro y un gráfico, de los defectos en los componentes seleccionados que se ha analizado. . Transarc. CUADRO # 1 DEFECTOS EN LOS COMPONENTES PROVEEDOR TRANSARC. DEFECTOS EN LOS COMPONENTES POR PROVEEDOR. EVENTOS. %. % ACUMULADO. Refuerzos desoldados. 22918. 41%. 41%. Pivoteo en el soporte y/o marco. 16876. 30%. 71%. Sobredimensionamiento en dimensiones criticas. 15984. 29%. 100%. 55778. Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson.
(39) Metodología 29. GRÁFICO # 5 DEFECTOS EN LOS COMPONENTES. Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson. PROVEEDOR TRANSARC.
(40) Metodología 30. En el análisis de los defectos de los componentes del proveedor TRANSARC, se ha podido determinar tres defectos críticos por los cuales se rechazan los componentes, pues no cumplen con los estándares de calidad que la empresa requiere. . Ecuapar. CUADRO # 2 DEFECTOS EN LOS COMPONENTES PROVEEDOR ECUAPAR DEFECTOS EN LOS COMPONENTES POR PROVEEDOR. EVENTOS. %. % ACUMULADO. Quemadores manchados y/o filos picados y/o granallados no uniformes y/o fisurados. 17925. 30%. 30%. Tapillas con grumos y/o depresiones y/o piel de naranja. 16789. 28%. 58%. Anillo regulador del quemador no cubre el troquelado correctamente. 14376. 24%. 82%. Tapillas no pasan prueba de impacto. 10584. 18%. 100%. 59674. Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson.
(41) Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson. Metodología 31. GRÁFICO # 6. DEFECTOS EN LOS COMPONENTES PROVEEDOR ECUAPAR.
(42) Metodología 32. En el análisis de los defectos de los componentes del proveedor ECUAPAR, se ha podido determinar cuatro defectos críticos por los cuales se rechazan los componentes, pues no cumplen con los estándares de calidad que la empresa requiere. . Idenova. CUADRO # 3 DEFECTOS EN LOS COMPONENTES PROVEEDOR IDENOVA. DEFECTOS EN LOS COMPONENTES POR PROVEEDOR. EVENTOS. %. % ACUMULADO. Residuos de aceite en las espreas. 9964. 57%. 57%. Diámetro de la esprea sobredimensionado. 5275. 30%. 87%. Desalineación de la esprea con respecto al soporte. 2369. 13%. 100%. 17608. Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson.
(43) Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson. Metodología 33. GRÁFICO # 7. DEFECTOS EN LOS COMPONENTES PROVEEDOR IDENOVA.
(44) Metodología 34. En el análisis de los defectos de los componentes del proveedor IDENOVA, se ha podido determinar tres defectos críticos por los cuales se rechazan los componentes, pues no cumplen con los estándares de calidad que la empresa requiere.. 2.2.. Análisis y diagnóstico. 2.2.1.. Análisis de datos e Identificación de problemas. Se procede a la aplicación de método científico de solución de problemas 8D, que previamente se ha explicado en el capítulo anterior, el cual permitirá encontrar la solución deseada para el problema del proyecto.. D1.. Establecer un grupo para solución del problema. Para este proyecto se ha conformado un equipo de investigación, teniendo como líder un Ing. de Calidad, junto con dos Inspectores de Calidad y la persona responsable del proyecto. Esto permitirá realizar de mejor manera la investigación del proyecto.. El equipo está capacitado para poder analizar correctamente la información obtenida de las inspecciones realizadas a los componentes estudiados para poder saber cuáles son los problemas que se deberá solucionar y poder cumplir con los estándares de calidad determinados.. D2.. Crear la descripción del problema. Analizando los información de las inspecciones realizadas a los componentes del sistema de combustión, se ha determinado varios problemas dentro de los cuales está en que los componentes no cumplen en el 100% a las dimensiones establecidas en los planos, no cumple con.
(45) Metodología 35. la calidad visual y todas las especificaciones establecidas para el cumplimiento de calidad, para los proveedores que se analizarán según los componentes que se está estudiando en este proyecto.. A continuación se tiene una consolidación de datos reunidos del segundo semestre del 2015, para los cuales se observará un cuadro y un gráfico, de los proveedores seleccionados por los componentes que estamos analizando.. CUADRO # 4 INDICADORES DE CALIDAD RECHAZO PROVEEDORES PROVEEDOR. INGRESO. RECHAZO. %. TRANSARC. 561824. 55778. 9,93%. ECUAPAR. 2868228. 59674. 2,08%. IDENOVA. 1315151. 17608. 1,34%. Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson. GRÁFICO # 8 INDICADORES DE CALIDAD. RECHAZO PROVEEDORES RECHAZO 59674. 55778. 17608. TRANSARC. ECUAPAR. Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson. IDENOVA.
(46) Metodología 36. 2.2.2.. Impacto económico de problemas. En el análisis realizado se ha obtenido la información cuantificable de los problemas que se han dado últimamente en la empresa, los cuales han generado pérdidas económicas. Estos datos se muestran en la siguiente tabla y gráfico según la actividad de la empresa en el segundo semestre del 2015 para los proveedores que se está analizando, en base a la cantidad de rechazo que se obtuvo.. CUADRO # 5 PÉRDIDAS POR RECHAZOS PROVEEDOR. RECHAZO. TOTAL PÉRDIDAS ($). TRANSARC. 55778. 98113,50. ECUAPAR. 59674. 82887,19. IDENOVA. 17608. 10899,35. Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson. GRÁFICO # 9 PÉRDIDAS POR RECHAZOS. RECHAZO PROVEEDORES TOTAL PERDIDAS ($) 98113,50 82887,19. 10899,35 TRANSARC. ECUAPAR. Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson. IDENOVA.
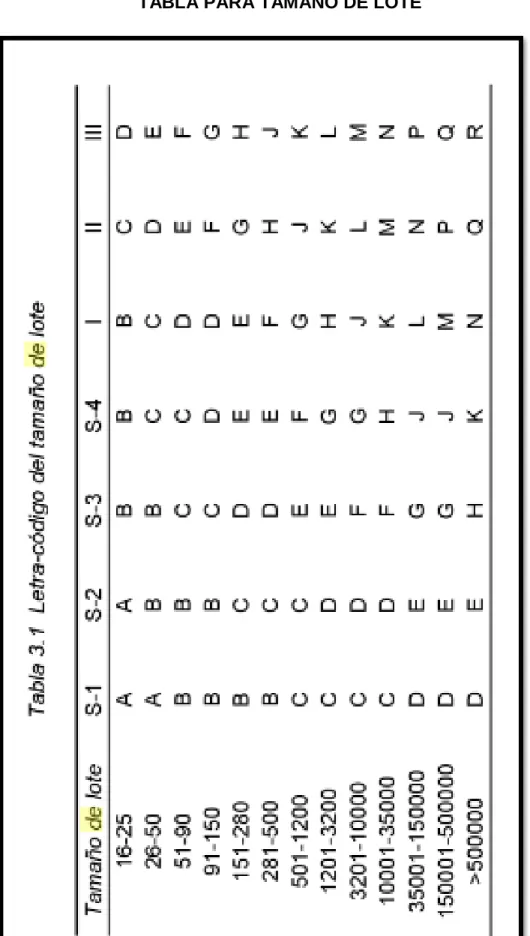
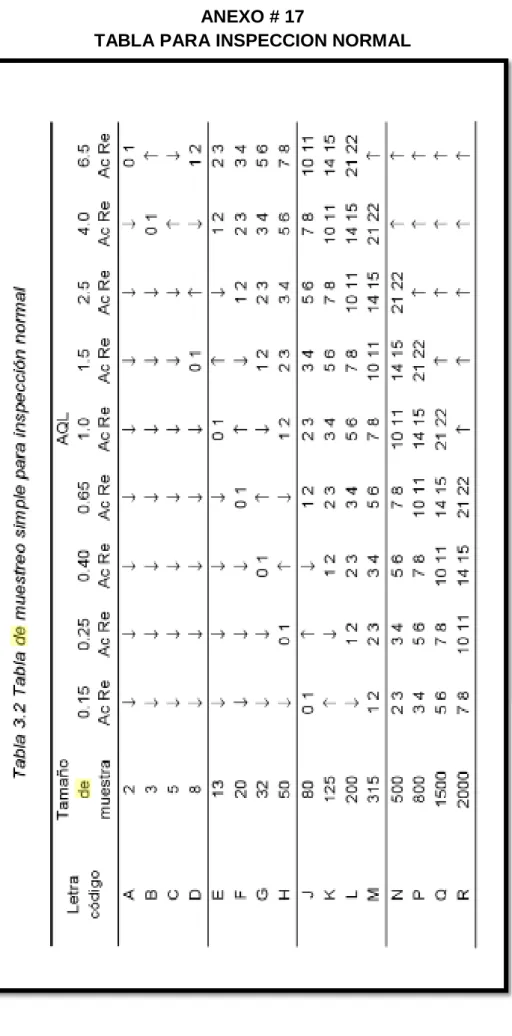
(47) Metodología 37. 2.2.3.. D3.. Diagnóstico. Desarrollar una solución temporal. Se procede a realizar inspecciones según los estándares de calidad y se aumenta la exigencia al tipo de inspección. (Ver Anexos 16-17). Según los planos de los componentes: . Espreas (Ver Anexo 18). . Cañerías – Tuberías (Ver Anexo 19). . Quemadores (Ver Anexos 20-21). . Tapillas (Ver Anexo 22). . Parillas (Ver Anexos 23-28). Se realiza una revisión al 100% del lote inspeccionado por la empresa para poder hacer una clasificación de componentes buenos y defectuosos por parte del personal del proveedor.. Se puede dar tolerancias a ciertas especificaciones no críticas a la calidad y al funcionamiento según los criterios del inspector en base a las pruebas realizadas en ensamble que no afectan al producto terminado.. Luego de la clasificación se realiza una inspección más estricta en grado de exigencia para obtener un resultado más óptimo de los componentes clasificados como buenos, mientras que los componentes clasificados como defectuosos son devueltos al proveedor para que realice las correcciones respectivas.. En el análisis realizado se realizó unas mediciones de parrillas y quemadores de sus dimensiones críticas para el funcionamiento adecuado de las mismas..
(48) Metodología 38. Medición de anillo y regulador. a). Quemador de 3” (Ver Anexo 29). b). Quemador de 4” (Ver Anexo 30). Medición de altura. c). Parrilla Andina 50 (Ver Anexo 31). d). Parrilla Central 76 (Ver Anexo 32). e). Parrilla Júpiter (Ver Anexo 33). f). Parrilla Lateral 76 (Ver Anexo 34). g). Parrilla Triple Ring (Ver Anexo 35). h). Parrilla Superior 24 (Ver Anexo 36). D4.. Análisis de causa raíz. Utilizando el método de los “5 ¿Por qué?”, se determinó varios aspectos que generan el problema para la empresa, los cuales se muestran a continuación:. Preguntas iterativas para determinar la causa raíz.. ¿Por qué se tiene productos defectuosos de la línea de ensamble? Porque hay componentes defectuosos.. ¿Por qué hay componentes defectuosos en la línea de ensamble? Porque se pasaron componentes. defectuosos después de la. inspección realizada. ¿Por. qué. existen. componentes. defectuosos. después. inspección? Porque se detectaron componentes defectuoso en la inspección.. de. la.
(49) Metodología 39. ¿Por qué se componentes defectuosos en la inspección? Porque en los componentes que envía el proveedor tienen defectos.. Después de analizar todos los factores con respecto al problema encontrado desde la recepción de los componentes hasta el producto terminado, se ha concentrado en realizar una inspección más estricta a los componentes, de esta manera se ha podido detallar los siguientes aspectos:. Componentes defectuosos detectados en la inspección.. Al momento de realizar la inspección a los componentes que llegan a la empresa de parte del proveedor, se pudo detectar la incidencia de esta causa, que según el análisis realiza representa un valor determinado. (Ver Cuadro 6). Componentes defectuosos después de la inspección.. Se tiene que los componentes que han sido inspeccionados y son enviados a la línea de ensamble presentan defectos, los cuales provocan que no puedan ser ensamblados correctamente, que según el análisis realiza representa un valor determinado. (Ver Cuadro 6). Componentes defectuosos en la línea de ensamble.. Al final de la línea de ensamble se detectaron productos defectuosos por componentes, que según el análisis realiza representa un valor determinado. (Ver Cuadro 6). Los datos obtenidos de la investigación, según las causas de los problemas detectados en la inspección rigurosa realizada a los componentes críticos, desde su recepción hasta el ensamble que da los.
(50) Metodología 40. productos terminados.. Se ha determinado los siguientes resultados presentados en la siguiente tabla, según la ocurrencia de evento expresado en forma porcentual, esto permite poder priorizar las causas del problema detectado con los componentes críticos del sistema de combustión en la línea de cocinas.. CUADRO # 6 CAUSAS DE PRODUCTOS DEFECTUOSOS. CAUSA DE PRODUCTOS DEFECTUOSOS POR COMPONENTES DEFECTUOSOS. EVENTOS. %. % ACUMULADO. Componentes defectuosos detectados en la inspección. 43. 43%. 43%. Componentes defectuosos después de la inspección. 36. 36%. 79%. Componentes defectuosos en la línea de ensamble. 21. 21%. 100%. 100. Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson.
(51) Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson. Metodología 41. GRÁFICO # 10 CAUSAS DE PRODUCTOS DEFECTUOSOS.
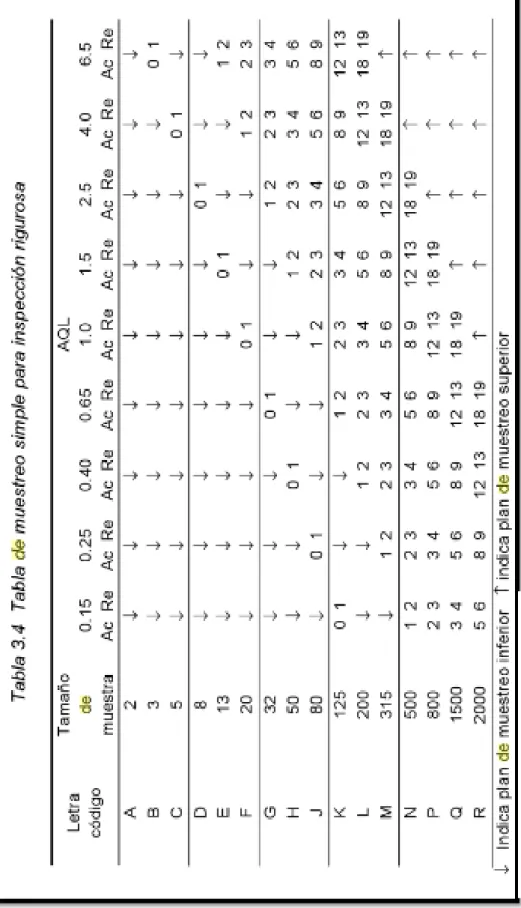
(52) CAPÍTULO III. PROPUESTA. 3.1.. Propuesta. 3.1.1.. Planteamiento de alternativas de solución a problemas. Se continúa con la aplicación de método científico de solución de problemas 8D, que previamente se ha explicado en el capítulo anterior, el cual permitirá encontrar la solución deseada para el problema del proyecto.. 3.1.1.1.. Cambiar a una inspección rigurosa los componentes críticos del sistema de combustión en la línea de cocinas.. D5.. Desarrollar soluciones permanentes.. La empresa tiene estipulado en el control de calidad de los componentes que reciben, el tipo de inspección normal (Ver Anexo 16 – 17), pero debido a los problemas presentados, se recomienda realizar un ajuste más estricto para el control de calidad de los componentes críticos del sistema de combustión que se utilizan para el ensamble en la línea de cocinas.. Este cambio de inspección normal a inspección rigurosa (Ver Anexo 47), permitirá reducir significativamente estos problemas, así poder obtener un mayor beneficio para la empresa. La empresa dispone de dos inspectores de calidad en el área de bodega de materia prima, siendo responsable el Ing. de Calidad..
(53) Propuesta 43. Debido al ajuste que se plantea realizar se necesita la colaboración de dos inspectores más, para que estos se encarguen de realizar esta tarea específica, y así poder lograr los objetivos deseados.. En el análisis realizado se recolecto la información necesaria para poder elaborar instructivos de calidad para estos componentes críticos del sistema de combustión, que ayudarán a los inspectores de calidad a realizar de manera más eficiente sus labores en control de la calidad de los componentes.. 3.1.1.2.. Elaborar Instructivos de Calidad para los componentes críticos del sistema de combustión.. La empresa no consta con instructivos de calidad, esto ha generado que no se realice una inspección de forma correcta y necesaria para los componentes que se ha analizado.. Los instructivos de calidad ayudarían considerablemente a realizar una inspección adecuada para cada componente según los estándares de calidad que la empresa requiere para sus productos terminados.. Por el análisis del proyecto se ha reunido la información necesaria para poder realizar las correctas inspecciones para cada uno de los componentes críticos del sistema de combustión, estos son:. Instructivos de Calidad . Instructivo de Calidad para Inspección de Cañerías.. . Instructivo de Calidad para Inspección de Espreas.. . Instructivo de Calidad para Inspección de Soporte Bracket.. . Instructivo de Calidad para Inspección de Parrillas. . Instructivo de Calidad para Inspección de Quemador..
(54) Propuesta 44. . Instructivo de Calidad para Inspección de Quemador Clipado.. . Instructivo de Calidad para Inspección de Tapillas.. . Instructivo de Calidad para Inspección de Válvulas.. Con los instructivos los inspectores de calidad podrán realizar las inspecciones adecuadas y necesarias para cada componente, así los componentes que lleguen a la línea de ensamble no tendrían defectos, que repercutan en los productos terminados.. Esto permitirá tener productos con los estándares de calidad que la empresa requiere para satisfacer las necesidades de sus clientes y mantener su posicionamiento en el mercado con productos de calidad, brindando confianza y seguridad.. 3.1.1.3.. Analizar. con. los. proveedores. según. los. defectos. detectados en sus componentes.. Con el análisis realizado en el proyecto, se ha determinado varios defectos en los componentes críticos del sistema de combustión, los cuales afectan al producto terminado.. En Los cuadros 1, 2 y 3, y los gráficos 5, 6 y 7, de los componentes defectuosos por proveedores, detallan la importancia de eliminar estos defectos, por lo cual se recomienda al proveedor realizar un análisis de sus procesos productivos en base a los defectos presentados.. Con esta información los proveedores podrán detectar las fallas en sus procesos productivos y de esa manera poder corregirlas las fallas que provocan estos defectos en sus componentes, teniendo de esta manera componentes según los estándares de calidad que la empresa requiere para sus productos, para así mantener la confianza de sus clientes con la satisfacción de los productos que adquieren..
(55) Propuesta 45. 3.1.1.4.. Buscar proveedores alternativos que brinden componentes con los estándares requeridos por la empresa.. Según el análisis realizado por proveedores, se tiene un porcentaje considerable de productos defectuosos, por lo cual se recomienda realizar la gestión de búsqueda de proveedores alternativos, que provean componentes con los estándares de calidad que la empresa requiere para sus productos.. Esta recomendación permitirá a la empresa tener componentes óptimos y así poder brindar productos de calidad, para la satisfacción de las necesidades de sus clientes y seguir teniendo posicionamiento en el mercado.. Con el cambio la empresa podría reducir la cantidad de componentes defectuosos que están generando productos defectuosos, lo cual genera pérdidas para la empresa, y que con este proyecto se planea reducirlas.. 3.1.2.. Costos de alternativas de solución. 3.1.2.1.. Cambiar a una inspección rigurosa los componentes críticos del sistema de combustión en la línea de cocinas.. Para poder realizar este cambio de requiere de la colaboración de dos inspectores de calidad para que realicen esta labor de la manera más eficiente y así poder solucionar los problemas que se tiene en la empresa.. Se requieren dos inspectores, para que uno se encargue del proveedor TRANSARC y el otro de los proveedores ECUAPAR E IDENOVA. Esta distribución de proveedores se requiere en base al porcentaje de defectos por proveedores, por eso se recomienda un inspector para un proveedor y el segundo inspector se encargara de los otros dos proveedores..
(56) Propuesta 46. CUADRO # 7 COSTO DE ALTERNATIVA INVERSIÓN ANUAL. MANO DE OBRA. SUELDO ($). 2 INSPECTORES DE CALIDAD. 11520. Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson. 3.1.2.2.. Elaborar Instructivos de Calidad para los componentes críticos del sistema de combustión.. En el análisis realizado en el proyecto, se obtuvo la información necesaria, para la elaboración de los instructivos de calidad para los componentes críticos del sistema de combustión.. La empresa dispone de los recursos necesarios, los cuales permitirán que no se genere un costo por la elaboración de los instructivos, los mismo que ayudarán de forma significativa a reducir la cantidad de componentes defectuosos en la línea de ensamble.. 3.1.2.3.. Analizar. con. los. proveedores. según. los. defectos. detectados en sus componentes.. Con el análisis realizado en el proyecto, se obtuvo la información necesaria, en el análisis de los componentes defectuosos por proveedor, por lo cual esto no generará un costo para la empresa, pues la empresa dispone de un Ing. de Calidad, el cual está capacitado para realizar la gestión de analizar con cada proveedor los defectos detectados en sus componentes, así poder reducir los componentes defectuosos en la línea de cocinas..
(57) Propuesta 47. 3.1.2.4.. Buscar proveedores alternativos que brinden componentes con los estándares requeridos por la empresa.. Según el análisis realizado por proveedores en el proyecto, se determinó un porcentaje considerable de productos defectuosos, por lo cual se recomienda a la empresa realizar la gestión de buscar proveedores alternativos.. Esta gestión no representaría un costo para la empresa, pues dispone del recurso necesario para poder realizarla, así esto permitirá obtener una mejora para la empresa, reduciendo la cantidad de componentes defectuosos, que son pérdidas para la empresa.. 3.1.3.. D6.. Evaluación y selección de alternativa de solución.. Implementar y validar soluciones.. Se procedería a implementar las dos primeras alternativas, pues la empresa consta con los recursos necesarios y estas se aplican directamente a ella, se aplicarían de la siguiente manera.. 3.1.3.1.. Elaborar Instructivos de Calidad para los componentes críticos del sistema de combustión.. Primero se debe proceder a la elaboración de los instructivos de calidad para realizar correctamente las inspecciones a los componentes críticos del sistema de combustión.. A continuación se podrá observar los instructivos de calidad que usarían los inspectores de calidad para realizar la inspección necesaria para cada componente crítico del sistema de combustión en la línea de cocinas..
(58) Propuesta 48. Instructivos de Calidad . Instructivo de Calidad para Inspección de Cañerías. (Ver Anexo 37). . Instructivo de Calidad para Inspección de Espreas. (Ver Anexo 38). . Instructivo de Calidad para Inspección de Soporte Bracket. (Ver Anexo 39). . Instructivo de Calidad para Inspección de Parrillas. (Ver Anexo 40). . Instructivo de Calidad para Inspección de Quemador. (Ver Anexos 41-42). . Instructivo de Calidad para Inspección de Quemador Clipado. (Ver Anexos 43-44). . Instructivo de Calidad para Inspección de Tapillas. (Ver Anexo 45). . Instructivo de Calidad para Inspección de Válvulas. (Ver Anexo 46). Una vez elaborados los instructivos de calidad, el Ing. de Calidad de la empresa deberá proceder a la capacitación respectiva sobre el uso y manejo de los instructivos de calidad, para que puedan realizar su trabajo óptimamente, así poder obtener los resultados deseados.. 3.1.3.2.. Cambiar a una inspección rigurosa los componentes críticos del sistema de combustión en la línea de cocinas.. Segundo se procedería al cambio de tipo de inspección normal a inspección rigurosa (Ver Anexo 47), para lo cual el Ing. de Calidad deberá capacitar a los inspectores de calidad, para que puedan realizar de forma correcta este tipo de inspección, la cual permitirá reducir la cantidad de componentes defectuosos que van a la línea de ensamble y no se tengan productos defectuosos por motivo de componentes críticos del sistema de combustión..
(59) Propuesta 49. Con la implementación de estas dos alternativas a las inspecciones de calidad, que serán realizadas por los inspectores junto con el Ing. de Calidad, se podrá reducir la cantidad de componentes defectuosos que pasan a la línea de ensamble, de manera que solo llegarían a la línea de ensamble, componentes con la calidad deseada para los productos que la empresa fabrica.. D7.. Prevenir la recurrencia.. Para prevenir la recurrencia, se deberá realizar un control periódico de calidad después de las inspecciones por parte del Ing. de Calidad, para así poder controlar que se estuviera realizando de manera correcta las inspecciones rigurosas a los componentes críticos del sistema de combustión.. Los. inspectores. deberán. realizar. reportes. detallados. de. las. inspecciones que realizaran, también deberán realizar revisiones al 100% cuando se encuentren componentes defectuosos, explicando los defectos que encontrarían, después deberán reportarlos con el Ing. de Calidad.. El cual deberá informarlas al proveedor, para que este las corrija y no se vuelvan repetitivos estos defectos en los componentes que la empresa recibiría, por lo cual se deberá realizar una mejora continua a estas soluciones para que se mantuvieran los resultados deseados.. D8.. Cerrar el problema y reconocer contribuciones.. Una vez que se realice la implementación de estas soluciones, que serán auditadas, con el control de calidad y las revisiones al 100%, se podrá comprobar que las soluciones propuestas reducirán la cantidad de componentes defectuosos en la línea de ensamble, lo cual generará que se fabriquen productos de calidad al final de la línea de ensamble..
(60) Propuesta 50. Se deberá proceder a remover la solución temporal y dejar de forma permanente las soluciones propuestas, en base al análisis realizado por el equipo de investigación.. El trabajo realizado por el equipo de investigación, dirigido por el Ing. de Calidad, que ha aportado de manera muy significativa con sus conocimientos y experiencia, junto con las habilidades y capacidades de los miembros del equipo de investigación, permitirá que el desarrollo del proyecto en la empresa, pueda obtener los resultados que se desean y estos obtendrían los beneficios que se desean.. 3.1.4.. Análisis Costo Beneficio. En el análisis realizado en el proyecto se determinó la cantidad de pérdidas por componentes defectuosos (Ver Cuadro 5), que se tiene en la empresa, el cual proyectado en un año sería el siguiente:. CUADRO # 8 PÉRDIDAS ANUALES POR RECHAZO. RECHAZO ANUAL. CANTIDAD DE RECHAZO. TOTAL DE PÉRDIDAS ($). 266120. 383800. Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson. A esta cantidad de pérdidas para la empresa, se la podría reducir con la implementación del proyecto, según el análisis realizado a los componentes defectuosos (Ver Cuadro 6), el porcentaje de:.
(61) Propuesta 51. CUADRO #9 COMPONENTES DEFECTUOSOS. COMPONENTES DEFECTUOSOS. EVENTOS. %. % ACUMULADO. Componentes defectuosos después de la inspección. 36. 36%. 36%. Componentes defectuosos en la línea de ensamble. 21. 21%. 57%. Fuente: Investigación directa Elaborado por: John Anderson Morocho Lata. Según el análisis realizado se tiene que la implementación de las soluciones obtenidas permitirá reducir un 57% de la cantidad anual de componentes defectuosos, el cual reduciría la cantidad de pérdidas.. CUADRO # 10 REDUCCIÓN ANUAL DE PÉRDIDA POR RECHAZO. RECHAZO ANUAL. %. CANTIDAD DE RECHAZO TOTAL DE PÉRDIDAS ($). 100. 266120. 383800. 57. 151688. 218766. Fuente: Investigación directa Elaborado por: Morocho Lata John Anderson.
Figure
Documento similar
En estos últimos años, he tenido el privilegio, durante varias prolongadas visitas al extranjero, de hacer investigaciones sobre el teatro, y muchas veces he tenido la ocasión
que hasta que llegue el tiempo en que su regia planta ; | pise el hispano suelo... que hasta que el
Para ello, trabajaremos con una colección de cartas redactadas desde allí, impresa en Évora en 1598 y otros documentos jesuitas: el Sumario de las cosas de Japón (1583),
Sanz (Universidad Carlos III-IUNE): "El papel de las fuentes de datos en los ranking nacionales de universidades".. Reuniones científicas 75 Los días 12 y 13 de noviembre
(Banco de España) Mancebo, Pascual (U. de Alicante) Marco, Mariluz (U. de València) Marhuenda, Francisco (U. de Alicante) Marhuenda, Joaquín (U. de Alicante) Marquerie,
6 Para la pervivencia de la tradición clásica y la mitología en la poesía machadiana, véase: Lasso de la Vega, José, “El mito clásico en la literatura española
d) que haya «identidad de órgano» (con identidad de Sala y Sección); e) que haya alteridad, es decir, que las sentencias aportadas sean de persona distinta a la recurrente, e) que
La siguiente y última ampliación en la Sala de Millones fue a finales de los años sesenta cuando Carlos III habilitó la sexta plaza para las ciudades con voto en Cortes de
