"IMPLEMENTACION DE UN PLAN DE
MANTENIMIENTO PREVENTIVO PARA UNA
FLOTA DE MONTACARGA"
INFORME DE SUFICIENCIA
PARA OPTAR EL TITULO PROFESIONAL DE
INGENIERO MECANICO ELECTRICISTA
HUBERTH ALEX RUPAY GUERE
PROMOCION 2004-11
LIMA-PERU
2010
INDICE
Pág.
Prólogo
1
l.
Introducción
4
1.1
Antecedentes
4
1.1.1
Atlas Copeo
4
1.1.2
Política estratégica
5
1.1.2.1 Visión
5
1.1.2.2 Estrategia
6
1.1.2.3 Valores
7
1.2
Objetivo
9
1.3
Alcance
9
1.4
Limitaciones
10
2.
Marco Teórico
11
2.1 Importancia del mantenimiento
11
2.2 Las necesidades del mantenimiento
13
2.3 Objetivos del mantenimiento
15
2.4 Impacto del mantenimiento en el beneficio
16
2.4.1 Modelo de beneficio de una empresa clásica
19
2.5 Relación del mantenimiento
20
2.6 El modelo del ciclo del mantenimiento
22
3. 1 Antecedentes
24
3 .1.1 Relación de montacargas
24
3.1.2 Auditoria de mantenimiento
28
3.1.3 Resumen del estado de mantenimiento
33
3.1.4 Resumen de actividades en el mantenimiento de montacargas
34
3.1.5 Resumen de fallas en los montacargas
35
3. 1. 6 Resumen de costos de fallas por sistema
41
3 .1. 7 Resumen de los diagramas de Pareto
46
4. Implementación del Plan de Mantenimiento Preventiv�
48
4.1 Principios básicos del Mantenimiento Preventivo propuesto
48
4 .1.1 Tareas de mantenimiento
4.1.2 Inspección de los equipos
4.1.2.1 Frecuencia de inspección
4.1.2.2 Lista de verificación
4.1.2.3 Inspección realizada por el operador
·
4.1.3 Conservación
4.1.3.1 Limpieza de equipos
4.1.3.2 Lubricación de equipos
4.1.3.3 Ajuste de equipos
4.1.4 Reparación de equipos
4.2 Gestión de administración de mantenimiento propuesto
4.2.1 Misión
4.2.2 Objetivo
4.2.3 Organización del área
4.2.4
Política de operación de montacargas
68
4.2.4.1
Objetivo
68
4.2.4.2
Alcance
68
4.2.4.3
Definiciones
68
4.2.4.4
Directrices
68
4.2.5
Política de proveedores de montacargas
71
4.2.5.1
Objetivo
71
4.2.5.2
Alcance
71
4.2.5.3
Directrices
71
4.2.6
Política de compra de repuestos
74
4.2.6.1
Objetivo
74
4.2.6.2
Alcance
74
4.2.6.3
Directrices
74
4.2.7
Política de personal técnico
77
4.2.7.1
Objetivo
77
4.2.7.2
Alcance
77
4.2.7.3
Directrices
77
4.2.8
Política de los servicios de mantenimiento de montacargas
80
4.2.8.1
Objetivo
80
4.2.8.2
Alcance
80
4.2.8.3
Directrices
80
4.2.9
Procedimiento: Orden de trabajo
81
4.2.9.1
Objetivo
81
4.2.9.3 Definiciones
81
4.2.10 Procedimiento: Registro de operaciones y trabajos
86
4.2.10.1 Objetivo
86
4.2.10.2 Alcance
86
4.2.10.3 Procedimiento
86
4.2.11 Procedimiento: Registro de gastos
90
4.2.11.1 Objetivo
90
4.2.11.2 Alcance
90
4.2.11.3 Procedimiento
90
5. Análisis Económico
92
5 .1 Consideraciones iniciales
92
5.2 Presentación de registro de costos
96
5. 3 Resumen de costos del mantenimiento preventivo
97
5 .4 Comparación de costos de mantenimiento de fallas por sistemas
97
5 .5 Comparación de costos de mantenimiento por no producción
99
5.6 Comparación de costos totales de mantenimiento por falla de sistemas
99
5. 7 Resumen
103
Conclusiones
105
Bibliografia
107
incondicional que me dan en todo
momento, así como también a mi esposa
PROLOGO
El presente informe de suficiencia trata sobre la implementación de un plan de
mantenimiento preventivo para montacargas de horquilla; propulsadas con motor de
combustión interna diesel, con lo cual cuenta la empresa Atlas Copeo Peruana para
realizar sus diversas operaciones en el área de post venta y almacén ubicados en la
planta de la ciudad de Lima.
Tiene como objetivo fundamental implementar un plan de mantenimiento preventivo
de acuerdo a la necesidad de la empresa, así lograremos mejorar los métodos y
procedimientos de trabajo desminuyendo de manera progresiva los costos
ocasionados de manera directa e indirecta por las fallas presentadas por los diversos
sistemas en el equipo.
Para el desarrollo del presente plan de mantenimiento preventivo fue necesano
elaborar los capítulos que a continuación mencionaremos:
En _el capitulo 1, se presenta la introducción en donde se realiza una descripción de
manera general de la empresa Atlas Copeo Peruana dando a conocer su política
estratégica para mantenerse como líder en su rubro en el mercado peruano y por ello
nace la necesidad de implementar el plan de mantenimiento preventivo a su flota de
montacargas; que cumplen una función importante, y alcanzar sus objetivos como
En el capitulo 2, se presenta el marco teórico de la importancia del mantenimiento
como estrategia dentro de una empresa para poder conseguir las metas trazadas por la
gerencia, el impacto del mantenimiento en el área de producción y el modelo del
ciclo del mantenimiento de manera ejemplar.
En el capitulo 3, se presenta el estado de los montacargas antes de la implementación
del plan de mantenimiento preventivo, dando a conocer los antecedentes como son:
la auditoria de mantenimiento, las fallas mas impactantes dentro de su vida útil del
equipo, el análisis de costos respectivos de los sistemas que conllevan a � mayor
.
porcentaje en costos por mantenimiento y no producción.
En el capitulo 4, se presenta los principios básicos del plan de mantenimiento
preventivo: inspección� conservación y reparación, así como también se detalla las
políticas administrativas y operativas con sus respectivos procedimientos y formatos
del área de mantenimiento que enmarcaran el éxito de la implantación del plan de
mantenimiento en mención.
En el capitulo 5, se presenta un análisis de los costos de mantenimiento, antes y
después de implementar el programa de mantenimiento preventivo, se realiza una
comparación de los costos por sistema que ocasionan la parada del equipo y por ello
la ,no producción del mismo. Se presenta el ahorro anual que conlleva la
implementación del plan de mantenimiento lo cual es el fin fundamental en toda
empresa.
Continuando con el trabajo, se dan las conclusiones de la implementación del plan de
mantenimiento que será útil para el desarrollo de las empresas que estén
1.1 Antecedentes.
1.1.1 Atlas Copeo.
Atlas Copeo fundada en 1873, es un grupo industrial internacional de
empresas con sede en Estocolmo, Suecia. En el 2008, la facturación
ascendió a 74.000 MSEK (9799 MUSD) y, a final de año, contaba con
34000 empleados. El Grupo Atlas Copeo fabrica productos en 20 países.
Las compañías Atlas Copeo desarrollan y fabrican herramientas
industriales, equipos de aire comprimido, equipos de construcción y
minería, y sistemas de montaje, con sus correspondientes servicios
técnicos y alquiler de maquinaria. Los productos se venden y alquilan con
distintas marcas a través de una red mundial de ventas y servicio técnico
que abarca 160 países, la mitad de los cuales son atendidos por compañías
de ventas en propiedad absoluta o parcial.
Victoria, inicialmente comprometido con
la
industria y luego con la
construcción y la minería.
Sus productos y servicios de post venta se puede dividir en tres áreas
diferentes:
•
En energía comprimida:
desarrolla, fabrica, comercializa y presta
servicio de compresores de aire estacionarios exentos de aceite y
lubricados, compresores de aire transportables, compresores de gas y
proceso, turbo expansores, grupos electrógenos, equipo de tratamiento
de aire y sistemas de gestión del aire. También ofrece servicios de
alquiler de maquinarias.
•
En el área de construcción
y
minería:
desarrolla, fabrica,
comercializa y presta servicio de herramientas de perforación de
rocas, herramientas de construcción y demolición, equipos de
perforación y varillaje.
•
En el área de aplicaciones industriales:
desarrolla, fabrica,
comercializa herramientas industriales, sistemas de montaje,
productos de postventa, software y servicios.
1.1.2 Política estratégica.
1.1.2.1 Visión.
1.1.2.2 Estrategia.
Atlas Copeo ocupa una fuerte posición a nivel mundial y es líder
de mercado en la mayoría de los segmentos donde ofrece
productos y soluciones, teniendo como objetivo del Grupo
potenciar la ya fuerte posición que ocupa en algunos segmentos
en los que además posee un saber hacer sin precedentes.
Para lograr la visión de ser la primera opción y la primera
elección, el Grupo tiene tres direcciones estratégicas globales:
• Crecimiento orgánico y mediante adquisiciones.
El crecimiento debe ser principalmente orgánico, respaldado
por adquisiciones selectivas, lo cual se puede lograr
mediante: expansión geográfica mediante la apertura de
nuevas compañías de ventas o nuevos distribuidores, una
penetración más profunda en el mercado; contratando más
personal de servicio y de ventas y finalmente adquiriendo
más canales al mercado; por ejemplo más marcas,
introduciendo continuamente productos nuevos,
·
etc.
• Mercado postventa reforzado.
J:..,,_¿,��
nuestros clientes, los encargados de desarrollar nuevos
---·---···-productos comprenden mejor sus necesidades.
• Innovaciones y mejoras continuas.
Ser líder de mercado exige una inversión continua y
sustancial en investigación y desarrollo. A los clientes hay
que ofrecerles productos y soluciones de primera clase que
aumenten su productividad. Los productos y soluciones
deben ofrecer ventají;l.s extras para el cliente en comparación
con su predecesor o con la compete�cia.
1.1.2.3 Valores.
• Interacción.
Una característica significativa de Atlas Copeo es su
capacidad para escuchar y comprender las distintas
necesidades de sus clientes y otros interesados, además de su
habilidad para crear soluciones nuevas y mejores basadas en
lo aprendido en este proceso de interacción. Esta estrategia
exige conocimiento, presencia, flexibilidad e implicación en
sus procesos. Significa que las relaciones con los clientes y
el servicio deben ser una prioridad. Y, para nosotros,
también implica asumir responsabilidades para proteger el
_
'--�----·. -··
compromiso inquebrantable con nuestros empleados y nos
mantenemos fieles a nuestro deber de generar valor en el
negocio de nuestros clientes y de cumplir nuestras metas y
asp1rac1ones.
Cuando entramos en un nuevo mercado
·
geográfico, en un
nuevo segmento de una industria establecida o nos
embarcamos en una aplicación totalmente nueva de
cualquiera de nuestros productos, lo hacemos con voluntad
de permanencia. Creemos en las relaciones duraderas. Ésa es
una de las razones por las que damos tanta importancia a
suministrar siempre productos de alta calidad y a cumplir
nuestras promesas. Y es también el motivo por el cual los
clientes se sienten seguros cuando establecen relaciones
estrechas y a largo plazo con Atlas Copeo.
• Innovación.
Creemos firmemente que siempre hay una forma mejor de
hacer las cosas. Ese espíritu innovador es una parte esencial
de la identidad de Atlas Copeo, una parte esencial de nuestra
forma de hacer negocios. Además, es el motor que nos ha
1.2 Objetivo.
contar con el recurso humano calificado y comprometido; con
un entrenamiento continuo, así como también con una
infraestructura y equipos de producción mantenidos de acuerdo
a su necesidad que asegure la confiabilidad, disponibilidad y
eficiencia de los mismos para asegurar una producción acorde a
la competitividad del mercado, es así como nace la necesidad de
implementar un plan de mantenimiento preventivo para las
maquinas y equipos de planta de producción; como son los
montacargas; que cumplen una función importante.
El presente informe tiene como objetivo implementar un plan de mantenimiento
preventivo a la flota de montacargas con los que cuenta la empresa Atlas Copeo
Peruana; que cumplen una función importante en el área de post venta y almacén;
,logrando así desminuir progresivamente los gastos ocasionados por fallas de
sistema de los equipos y obtener un ahorro sustancial para la empresa; lo cual es
el fin común de toda organización.
1.3 Alcance.
El plan de mantenimiento preventivo implementado será
.
aplicable al
diesel de horquillas con capacidad de 4500 kilogramos 9ue operan en el área de
post venta; es decir en los talleres de reparación y mantenimiento,
·
así como
también a los montacargas que operan en los almacenes del área de logística.
También es aplicable este programa de mantenimiento, en montacargas que
trabajan en los diferentes almacenes como podemos encontrar en la industria
embotelladora, plástica, minera, papelera, operadores logísticos etc. de acuerdo a
su capacidad y necesidad.
1.4 Limitaciones.
2.1 Importancia del mantenimiento.
El tema de Mantenimiento es seguramente uno de los �ás antiguos conocidos
por el hombre. Hasta hace poco se pensó que el tema era una acción básica para
el cual solo se requería un conocimiento básico. Se pensó que tener una
organización de mantenimiento era necesario pero era un lujo muy costoso. Este
punto de vista de la función de mantenimiento ignora totalmente el hecho que
una adecuada gestión de la función de mantenimiento crea y mantiene un alto
nivel de disponibilidad, confiabilidad, y operatividad de la planta y equipos.
Estos altos niveles se trasladan directamente a la capacidad de producción,
productividad y así a los beneficios de la empresa. Para mantener un elevado
nivel de contribución a los beneficios de la empresa, la organización de
Mantenimiento debe practicar un alto nivel de preparación en las siguientes
áreas:
planificación, procesos para la medición del rendimiento del departamento de
mantenimiento y procesos para realizar auditorias regulares (anuales).
•
Como una tarea primaria de la función del mantenimiento es gestionar las
fallas de la organización, ésta debería tener un proceso formal para instaurar
un plan de mantenimiento para la organización (y actualizado regularmente).
Es imposible alcanzar los objetivos para una alta contribución a los beneficios
de la compañía sin tal mecanismo.
•
Los resultados de la organización de Mantenimiento dependen de \lna
adecuada ejecución de un plan de mantenimiento y 1el rendimiento general
( calidad, programación y eficiencia) de la fuerza de trabajo. Esto necesita la
implementación de un adecuado sistema operacional de Mantenimiento
(típicamente un CMMS).
•
Debería mantenerse el nivel correcto de tecnología de Mantenimiento para
soportar el plan de mantenimiento. Esto incluye recursos (talleres, almacén,
equipo de manipuleo, equipo de limpieza, recursos para las maquinas, etc.),
herramientas y recursos para el monitoreo de condición ( equípos
·
para la
medición y análisis de la vibración, recursos para el análisis de aceites,
equipo de termografia, etc.).
•
Debe mantenerse experiencia respecto a los sistemas técnicos específicos.
Esta experiencia debería tener suficiente profundidad ( debería existir un nivel
suficiente de experiencia en cada uno de los diversos niveles de gestión y
operacional de la organización). Esto, debería incluir la habilidad para
diagnosticar y analizar las fallas para establecer la causa raíz (pueden formar
• Un adecuado diseño del ambiente de mantenimiento. Los recursos y la
organización deberían diseñarse alrededor de un adecuado pensamiento de la
logística de Mantenimiento. Esto incluye un plano geográfico, un plano del
taller de mantenimiento, un flujo de personal optimizado, flujo _de materiales,
flujos de información, etc.
• Un elevado nivel de desarrollo del personal de mantenimiento. Incluso con el
mejor diseño de un sistema de mantenimiento, uno no puede esperar alcanzar
los resultados correctos sm un nivel de desarrollo de personal
correspondiente. Tal desarrollo incluye un entrenamiento formal ( como
mgemero, técnico, etc.), una gestión y
.
supervisión del entrenamiento,
entrenamiento en tecnología específica y (por supuesto) entrenamiento en
tecnologías de mantenimiento.
2.2 Las necesidades del mantenimiento.
Como
·
todo equipo (línea, máquina, sistema, subsistema, dispositivo, etc.) está
expuesto a la falla, debe existir alguna función que reemplace o repare tales
,unidades defectuosas, de tal manera, que el proceso de producción pueda ser
restaurado. Esta función se llama Mantenimiento. Es una de las disciplinas que
ha crecido rápidamente en el mundo industrial. Las razones de esto son diversas:
de la información, ha comenzado una avalancha creciente en la complejidad
de la tecnología.
• La necesidad de un elevado retomo de la inversión. Uno de los efectos
laterales de la revolución de la información es que hay una necesidad de
generar una elevada productividad. Esto conduce a una mayor mecanización
y un incremento en el tamaño de las máquinas. La investigación en los
equipos de producción está aumentando con el tiempo. Por motivo de las
ganancias, esto conduce a un aumento en los niveles
.
de
-
dispónibilidad
requerido por las compañías de manufactura.
• El alto costo de Mantenimiento. El costo de Mantenimiento como un
porcentaje de los costos de producción está escalando a una ritmo alarmante
como resultado del incremento de la mecanización y la sofisticación de los
equipos. Dependiendo de la industria, de 15% a 50% del total (variable) del
costo de producción es gastado en el mantenimiento de los equipos.
• La complejidad de la función de Mantenimiento. Ninguna otra función en la
industria se expande a un amplio rango de disciplinas como lo hace el
mantenimiento. La gestión del Mantenimiento abunda con problemas de
control de materiales, compras, personal, control de calidad, finanzas,
programación, diseño, proyectos de trabajo, tanto como la gestión de los
procesos de falla.
2.3 Objetivos del mantenimiento.
En el párrafo anterior se ha mostrado que el mantenimiento es una
·
disciplina
indispensable y está creciendo en importancia. Como la función del
Mantenimiento es extremadamente compleja, reqmere un entendimiento
adecuado de sus objetivos fundamentales. Los objetivos del mantenimiento
pueden ser formulados como sigue: El objetivo de la función de Mantenimiento
es apoyar el proceso productivo con niveles adecuados de disponibilidad,
confiabilidad y operatividad a un costo aceptable. Este objetivo consta de 4 sub
objetivos. Estos son:
•
Disponibilidad:
La disponibilidad está definida como la proporción de
tiempo que un sistema técnico o una máquina está operativa, en un estado de
no falla. La función del mantenimiento debe proveer al menos un nivel
aceptable de disponibilidad a la producción (un nivel tal que apoye
adecuadamente el plan de producción). Para maximizar la contribución de
mantenimiento al beneficio de la empresa, el objetivo de la gestión del
mantenimiento debería ser proveer los máximos niveles económicamente
viables de disponibilidad.
,•
Confiabilidad:
la confiabilidad es una medida del número de veces que un
sistema técnico o una máquina experimenta problemas. Como tal provee una
indicación de la continuidad del proceso de producción. Un sistema técnico o
una máquina puede tener una alta disponibilidad sin ser confiable. Mientras
una elevada disponibilidad es importante para asegurar una capacidad
paradas molestosas, con la correspondiente perdida debido a los efectos de
una parada y arranque de la planta.
•
Operatividad:
la Operatividad está definida como la habilidad de un sistema
técnico o una máquina para sostener una adecuada tasa de producción
(limitado por el diseño). Mientras que una elevada disponibilidad y
confiabilidad de los equipos son de primera importancia, esto no puede
producir los resultados requeridos sin ser soportados por adecuados niveles
de operatividad.
•
Costo:
Cualquier acción de Mantenimiento debería ser realizado si su costo
implicado es aceptable. Así, todas las políticas, estrategias, objetivos y planes
de mantenimiento deberían tener como base la optimización del costo ( con el
énfasis en los costos de largo plazo).
2.4 Impacto del mantenimiento en el beneficio.
El mantenimiento tradicionalmente es visto como un centro de costos. Es cierto
que el mantenimiento es una función de apoyo, que opera a cierto costo, no tan
fácilmente controlado. Algo que frecuentemente no. es apreciado es que el
,mantenimiento tiene un impacto significativo en los beneficios de la empresa a
través de la disponibilidad, la confiabilidad y la operatividad del equipo. Esto
inevitablemente conduce a completar un cambio en el enfoque de gestión del
mantenimiento si lo entendemos adecuadamente. Para ilustrar esto, discutiremos
los siguientes gráficos: (Figura 2.1 ).
•
Grafico de disponibilidad:
Este gráfico describe el aumento de la
disponibilidad con el aumento del nivel de prevención. Las paradas de
máquina disminuyen considerablemente después de la implementación de
niveles de prevención básica. La tasa creciente de disponibilidad disminuye
gradualmente cuando el nivel de prevención aumenta.
•
Gráfico de Operatividad:
La misma tendencia que la mostrada con el
gráfico de disponibilidad, aunque la ganancia está menos marcada
•
Gráfico de Confiabilidad:
La misma tendencia es mostrada nuevamente, el
nivel de confiabilidad aumenta con un aumento del nivel de prevención.
"O
..
.! § oNivel de prevención Nivel de prevenoion
---+
Nfvel de prevenclón Nivel de pnivención
•
Gráfico de Costo de Mantenimiento:
este gráfico, mostrado (Fig. 2.2),
describe el costo del mantenimiento con el aumento del nivel de prevención.
Como el nivel de prevención aumenta, el costo de las paradas disminuye en
forma hiperbólica. Al mismo tiempo el costo de la prevención aumenta con el
aumento del nivel de prevención. El diagrama de costo total, el cual es la
suma del costo de la parada y el costo de la prevención, muestra un mínimo
muy marcado. Este es el nivel de prevención óptimo que debería alcanzarse si
el mantenimiento es gestionada como un centro de costo.
e:
-�
.E
e:
Q)
e:
Q) "O
Costo Total del Mantenimiento
Costo de la prevención
ü
Costo de la parada
óptimo
Nivel de prevención
2.4.1 Modelo de beneficio de una empresa clásica:
Este modelo, mostrado en la figura 2.3, consiste de un diagrama de costo
de producción, el cual está formado por los componentes de costo fijo y
costo variable, y el gráfico de ingresos por ventas.
El beneficio a un cierto nivel de producción está calculado como la
diferencia entre los gráficos de ingreso y costos. A la izquierda del punto
de equilibrio se tiene perdida, a la derecha se obtiene un beneficio. El
efecto del mantenimiento sobre el beneficio es que, aumentando el nivel
de prevención, el aumento de la disponibilidad, operabilidad y
o
(/')o
ü
Ingreso
Beneficio Adicional
Costo Total
¡�
1
1
Costo Variable
! , .... # .. � 1 !_,. ••. ,
.
!---·/T
-···..!.--... _. ________ ,, ..
,.•:::�:T---···-i---·-·· -
Costo fijo
,.
,.
,
¡
..
,···•·''º
··· ! 1
, •• ,·· , ' ' 1 '
'
: !
¡ i
' 1
Ventas
confiabilidad origina una mayor capacidad productiva. Si esta producción
agregada puede ser vendida, puede proporciónarse una capacidad
adicional, incluso pasar el costo de mantenimiento óptimo, y así el
aumento resultante de ganancia será mayor que la compensación de la
penalidad en costo.
2.5 Relación del mantenimiento.
Uno debería entender la relación de mantenimiento con la función de producción
y el fabricante del equipo. Esta relación se muestra esquemáticamente en el
diagrama de la figura 2.4. Como puede observarse en el diagrama, hay una
relación triangular entre el diseñador de la máquina, la máquina empleada por la
función de producción y el mantenimiento de ese equipo. En primer lugar, el
DISEÑO DE MAQUINA OPERACION DE LA MAQUINA C apecidad Produdiva QpKlm<ITtct11Ca Función de la Maqwia
Comportamiento de Fala Eltrudunl Orgaolzacional
e oollabtíidad Estaode�
Facilidades de dlagnós1ico Entrenamiento del Operador Manteniblidad l!lplntncalllel Cy!ture Organízacional
Modularidad campoopllxlolla!
Operatividad
Eroonomia
Diseño del periodo de vida
\_
�--\--\
MANTENIMIENTO DE LA MAQUINA¡=¡-
//
Plan de Mamenimiento Experiencia en Mantenimiento Calidad en la gestión del Mantenimiento
Tecnología en Mantenimiento
Facilidades en Mantenimiento
(hemlmienla1, recor,os, lnstrumenloll)
diseñador / fabricante diseña y fabrica dentro de las propiedades de la máquina el
comportamiento de sus
.
fallas, la confiabilidad y mántenibilidad, el cual influye
directamente en la carga de mantenimiento. También influye directamente en las
·
características de producción y rentabilidad del equipo a través de sus
propiedades tales como su operatividad, ergonomía y su periodo de vida útil.
En segundo lugar, la función de producción afecta la carga de trabajo de
mantenimiento del equipo a través de la función por la cual es empleada y a
través de la forma como se aplica ( el cual, en su momento, está determinado por
el entrenamiento del operador, la cultura organizacional, el estilo de gestión y la
estructura organiza ti va).
En tercer lugar, el rendimiento de la producción efectiva continua del equipo está
determinado por la efectividad del mantenimiento aplicado a ese equipo. Esto
depende del plan de mantenimiento, el nivel de experiencia del departamento, la
tecnología y los recursos empleados.
El diseñador/ fabricante del equipo provee en la organización capacidad técnica
(ver las flechas) a la función de producción y Mantenibilidad a la función de
Mantenimiento. A su tumo, las funciones de mantenimiento y producción
.proveen un campo operacional y experiencia de mantenimiento a los diseñadores/
fabricantes.
La función principal del mantenimiento es proveer disponibilidad de equipo a la
función de producción, tanto como mantener la confiabilidad inherente y la
operatividad del equipo. La función de producción, a su tumo, influye
directamente en la carga de trabajo de mantenimiento a través de sus prácticas
·
Como la función de Mantenimiento es compleja, es necesario tener, en la práctica
y enseñanza de la ingeniería y gestión del mantenimiento, un modelo de la
función como una referencia fundamental en toda la toma de decisiones,
investigación y desarrollo de la teoría de Mantenimiento. Este "modelo interno"
de la organización del mantenimiento se denomina "el ciclo de Mantenimiento".
2.6 El modelo del ciclo del mantenimiento
El ciclo de Mantenimiento, �l cual es mostrado en la figµr:a 2.5., consiste de 2
ciclos superpuestos. El ciclo exterior representa el proceso de gestión en la
organización del mantenimiento, mientras que el ciclo interno representa el
proceso operacional y técnico.
�óola
Poait:asde Geslion
-
.1 Ob;ltiwc5 1 � ....,., dti S!stRnu.
1
1
Manodo�(Ciclo)
l
�Rita.nol
l
F---.
..
¡
�""
--
PIMldlt GESTION DELEneo<dción Ma- IAAHTENllollENTO .1 � .. 1
o o...t\llUl p- P,ogranacion J
T_,.,. 1
l
�-,-o f'larif,caáór,doT.us
1
Oisaño �speocic,nos
�-� R.0.0.F .
1 o.$llér,deT.us
1
g
I
Gawin dol Rmxlmiarml
t
Relr0alimonlac<>n e» T..,_
Gestión Mla�-¡ � O.táies de
-.., ln._.,¡óncie�
JJ
H
1 RIHuliados<Jelj
ta
1
Coslos 1e!
f
1 RHubdos-cie 1R.rdirniomD
1
�dela
1 tisuia óol 1
RO.l
1--1
Analls:s ÓI Da1os
Mon-1�
-dio!
1-....-1
1
,---,
Re,=:oe11
Es importante notar que los ciclos interno y externo no representan diferentes
niveles de gestión o de rangos de personal, ya que las mismas personas
frecuentemente operarán ambos ciclos. Un segundo punto importante a resaltar es
.
que, el modelo es descriptivo y no prescriptivo. De esta manera se busca describir
Actualmente, en la empresa se percibe un panorama diferente que hace un año atrás,
la conciencia del personal técnico - operario de los montacargas ha cambiado,
mostrando un mayor compromiso al trabajo, una mayor
·
identificación con su
empresa y una mayor responsabilidad frente a los riesgos del trabajo. También cabe
señalar que la empresa responde a esta mejora continua con mejorar las condiciones
laborales y permitirles posibilidades para mejorar su desarrollo profesional.
3.1 Antecedentes.
3.1.1 Relación de montacargas.
A continuación se presenta la relación de montacargas diese! de
horquillas, de capacidad de carga de 4500 kg. cada una. Esta flota de
montacargas cumplen una función importante de operación en la planta
de Atlas Copeo así como también en sus almacenes logísticos, por lo
tanto, elaboraremos un
·
plan de mantenimiento preventivo de manera
.
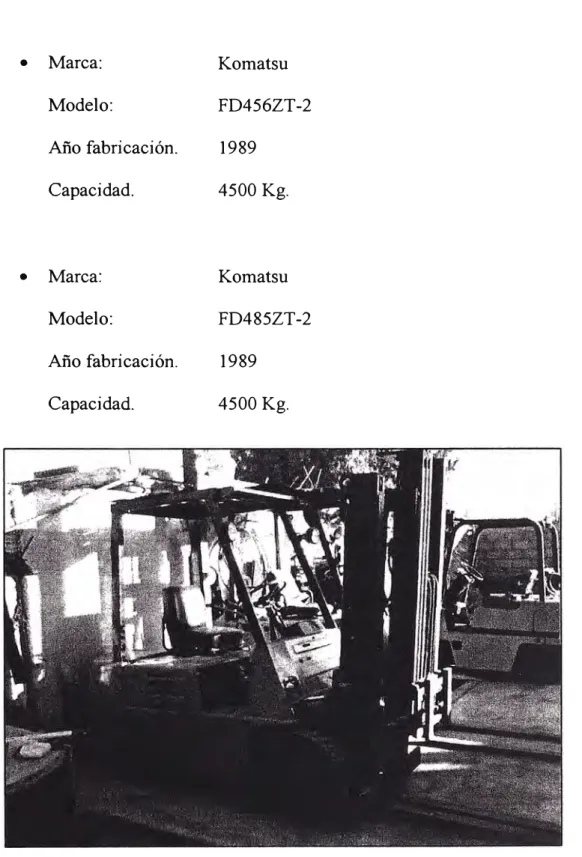
• Marca:
Modelo:
Año fabricación.
Capacidad.
• Marca:
Modelo:
Año fabricación.
Capacidad.
Komatsu
FD456ZT-2
1989
4500 Kg.
Komatsu
FD485ZT-2
1989
4500 Kg.
Fig. 3.1 Montacargas Komatsu de 4500 Kg.
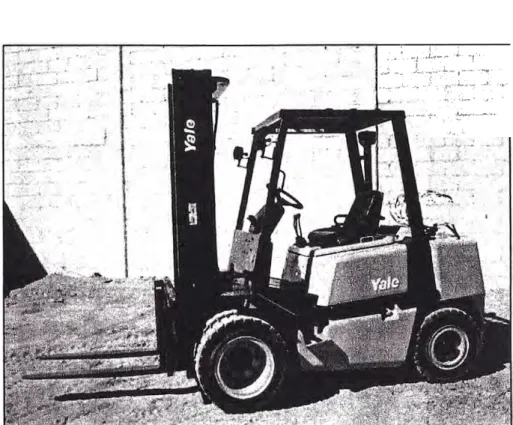
• Marca:
Modelo:
Año fabricación.
Capacidad.
• Marca:
Modelo:
Año fabricación.
Capacidad.
-� ... -.,·':•.• :·.:"·1
Yale
ERC040RGN
2001
4500 Kg.
Yale
ERC066RGN
2001
4500 Kg.
• Marca:
Yale
Modelo:
GLP080LFGV098
Año fabricación.
2005
Capacidad.
4500 Kg
:.�:i
_
�-:-�4�\�
,L ·--('-.�:��: __
---_.,_.:
!
�rJ:
r .. -� ·:--E
i
-?
:
.:'. __
_ i�·-·-�-·r� ,.,_,,.;.
3.1.2 Auditoria de mantenimiento.
La efectividad de la gestión del mantenimiento solo puede ser evaluada y
medida por el análisis exhaustivo de una amplia variedad de factores que,
en su conjunto, contribuyen la aportación del Mantenimiento a la calidad
de los servicios prestados por la empresa.
No existen formulas simples para medir el mantenimiento. Tampoco hay
reglas fijas o inmutables con validez para siempre y en todos los casos
cualquier planeamiento de análisis del mantenimiento, debe realizarse con
la suficiente flexibilidad para admitir todos los posibles tratamientos
individualizados.
Se hará uso de un formato en donde se evaluará los siguientes puntos con
respecto al estado del área de Servicios Generales que se encarga del
mantenimiento de montacargas:
•
Organización
• Administración
• Personal
• Ejecución del mantenimiento
•
Supervisión
1 2. 3
s
6 7 8 9 10 1 2 4 5 6 7 8 9AUDITORIA DE MANTENIMIENTO
('1�'1*lt�1,�,,,'m\/f"'\l\t,o,;,,,,r,¡ffl<1\"'l\,�i,,rr"'.f/�<!i¡('"'"'íljf f,jw.i!ftií:t�'i\liJl�ffi�@.•;Afiff-��-i ''
�
v�tf'Wt.41!
t.f&IM
� .•• L . .�11�·-:.�UE:,�?§�7::}i:t:1t%�;��.t?\1i .!,�4f�1t�r:�"1it����¡}� f �A�,.�:/J .. i� .• :f{:; .�.\-� ,, � .t./� , :;i: .•. �?�'.�. ,. .. �t�t,. ¡{ '�. • •. ., mtf; J .. ' -i� ":;; ., ';i; .. :tf#:11.-? r -�ij
ASPECTOS A CONSIDERAR 10 9 8 7 6 5 4 3 2 1
Claridad de la política del área X
Claridad ele los objetivos del área X
Grado de comunicación de todas las áreas con respecto
del área X
El área tiene libertad de acción dentro de la
organización X
daridad de la estructura orgánica y en especial del área
X Internamente, el área tiene estableddas vías de
comunicación claras dentro de la planta X El área trabaja dentro de limites de responsabilidad
daros y definidos. X
El área trabaja basado en claros objetivos propios. 1 X
El área es tenido en cuenta por el resto de las áreas 1 X
El área tiene definido las funciones claramente X
o
o
24o
o
15o
12o
o
51%
iltfl�lil�1t.ft112;\tw�1§.;l:J:
i,J�t�i�::it�it4�íii
i
r{ijª-
t
i
;i
j!f�½)��\t
ASPECTOS A CONSIDERAR 10 9 8 7 6 5 4 3 2
El área trabaja basado en el Presupuesto Operativo
anual qL1e cubre todas sus actividades X
El áre·a trabaja dentro del sist-ema de costos d-e la
empresa X
El área trata de reducir constantemente los costos
operativos. X
El área de mantenimiento pa,ticipa en el elaboradón
de los Presupuestos anuales y en el establecimiento de
niveles de gastos. )\
El área controla y trata de reducir sus gastos. X
El área de administración de la empresa presta apoyo al
área de mantenirnie·nto X
El are a de sistemas apoya al area de mantenimiento X
La información de su planta llega a mantenimiento en
tiempo y forma adecuada. X
El área de rnantenirniento participa en wanto a los
planes de Mercado X
Grado de ordenamiento interno del area de
1
X
10 Mantenimiento en cuanto a lo Administrativo X
o
o
32 7o
10o
3 4 1�Jt{�f,��}&�t'.t}t;;;,�'\t,it{li{ii,�ii:fi\t4i0'ii�i:11.s�RtA;1'-:JieR'.s@�!At:�t$,�J)}.'{�!ii-
11
· �·
��il�'1!/ti�;-,.� �- ,.,,...,.J 1.., • ,1-: i,..M .• fk ·'í !. '. 1 ·'\,,.,. fr-¡,.�.'!1;1,•.�,;-;!'t -►-•-" •• ,1· • � ,>;Ji'l'-';' . -�.� ... -� � 1:. • t : , :, . .. ·. ,. _:.,, .... �. , .. ;in),.. •!il: • -.. -... , • , ., � . , ,r'l/i•l.\ ii,l' ,. �
1 2 3 4 5 6 7 8 9 10 1 2
ASPECTOS A CONSIDERAR
El are a de mantenimiento tiene personal en cantidad sufid ente
El área de mantenimiento tí ene· personal de calidad técnica
E1 personal de mantenimiento conoce y observa los objetivos de la Empresa y los particulares del área El área de mantenimiento se capacita
pennanenternente
El área de Mantenimiento trabaja solo y es responsable de las tareas que realiza.
Rotación de personal (ingresos/egresos) de
mantenimiento
Ausentistno del PeFsonal de mantenimiento
Facilidad del área de mantenimiento para cubrir vacantes
Las acciones de desarrollo de personal de
mantenimiento permite ascensos e integradón de
cuadros de Supervisión.
FrectJencia (alta/baja) de apli<.ación de sanciones.
ASPECTOS A CONSIDERAR
E1 área de l'v1antenirniento acciona en base a planes y programas
El área de mantenimiento participa en la elaboración de los programas de producción
E1 área de mantenimiento planta participa en planes de 3 inversión, ampliación y rnodemizadón de activos
productivos.
Grado de aplicación de concepto de mantenimiento 4 preventivo en su planta, con rutinas de inspecdóny
revislon planeadas. 5 6 7 8 9
El área de mantenimiento tiene archivos de
documentación técnic.a e historial de los equipos al dia.
El área de mantenimiento dispone de repuestos, suministros generales y existencia en los almac.enes.
El área de mantenimiento dispon-: de herramientas, equipos y maquinarias SL1ficientes y o:n buen estado Se lubrican equipos e instalaciones de SLI planta en base a un programa establecido en base a nitinas. El área de mantenimiento presta atencion, -:studia y resuelve los casos de fallas repetitivas.
El área de mantenimiento dispone con suficientes 10 datos sobre costos y presupuestos, contabilidad apoya
en esta gestión.
10 9 8 7 6 5 4 3 2 1
X X X X X X X X X X
o
o
8o
o
10o
21o
o
39%10 9 8 7 6 5 4 3 2 1
X X X X X X X X X X O O O O O O O 30 O O
f0'i�i'f,;¡}ffeWf',;;,,c.:¡j';,j,¡;;�'\1;: t:}.11�¡¡;; ',;j;;J ,e: '·· ,'.:ii�;:•\{<AtfEÁ'S'·'SVPERiil.'$.lltñYW· 1/�fi�
11
'IIB.ffi!ifI4!1&\�i'"'iif�;,;��:.,i\.t\t}l.\: · .;;<t,•:,�-11� . . .-:-=st·� .-i.th;1,•·:; __ ;:•;,,._�'.:W;,Vt·)·.:,.-�-,":l,;,.,�--.:ll�-: ... ,,_ ,.. :· .. \;:: · : .... -t • .,. ·, ..- · ,.· --,_, J.'5.r,r.• _,;f" t ·: ·:" . . :- · � i, • �-, . • J-rr,.: :,;.,\ .·. �1-t >: ASPECTOS A CONSIDERAR 10 9 8 7 6 5 4 3 2 l
Conocimientos de sus obligaciones técnicas, funciones 1
de control y responsabilidad sobre los resultados. X 2 Respaldo a la supervisión de planta: Supervisión recibe
c.onstante mente capacitación. X
La supervision elabora los planes y programas de
3 acciones de mantenimiento de su planta y controla su
!1:rado de cumplimiento X
4 La supervis_ión conoce, cumple y hace cumplir los
objetivos y principios de la empresa. X
La supervison maneja y aplica el <oncepto de economra
5
�· control de costos de mantenimiento de su planta. X 6 La supervision de su planta sabe es<'uchar a su personal
X
7 problemas por si misma. La supeRvicion de su planta analiza y resuelve X
8 la supervisión de sus planta tiene fluida relación con el
nivel de operarios. X
la supervisión de su planta tiene fluida relacion con los '
9
niveles rnperiores de la empresa X
Grado de relación entre supervisores de
10 mantenimiento de SLI planta con los de otras ar<eas de la
empresa X
o o o o o 15
o
21 o o 36%;
J
.
:l��
1
1
�,
tJfa)i�{f
(
i
�?
-�H;:
�
��f;
_
;
tt:\�}
:;
1:�:
�
�1ti�
;
ft�
�
�
:
�
-
�
�
�
-
;
���l�Q
:
�!�
i
I�ii�!ftl�t\,tllf�i�t���ll!l!�?f
�l
ASPECTOS A CONSIDERAR 10 9 8 7 6 5 4 3 2 1 Velocidad de respuesta a los requerimientos de
1 compras de repuesto, materiales y suministros para
mantenimiento de planta X
2 Almacenes de repuestos ordenados. X
3 Mecanismos de recepción (e.ali dad y cantidad)
establecidos. X
4 Se compra en tase a especificaciones precisas de Sll
planta X
s
Catalogo de rnmponentes ¡repuestos¡ de su planta actualizado. X6 Disponibilidad de repuestos, materiales y suministros. X
7 El área de mantenimiento tiene partidpacion en el
proceso de compra. X
8 Registro de proveedores actualizados. X 9 Se respetan los niveles maximos / rninirnos de
exigencia. X
10 Grado de facilidad para contratar servicios de terceros. X X
o
9o
7o
o
o
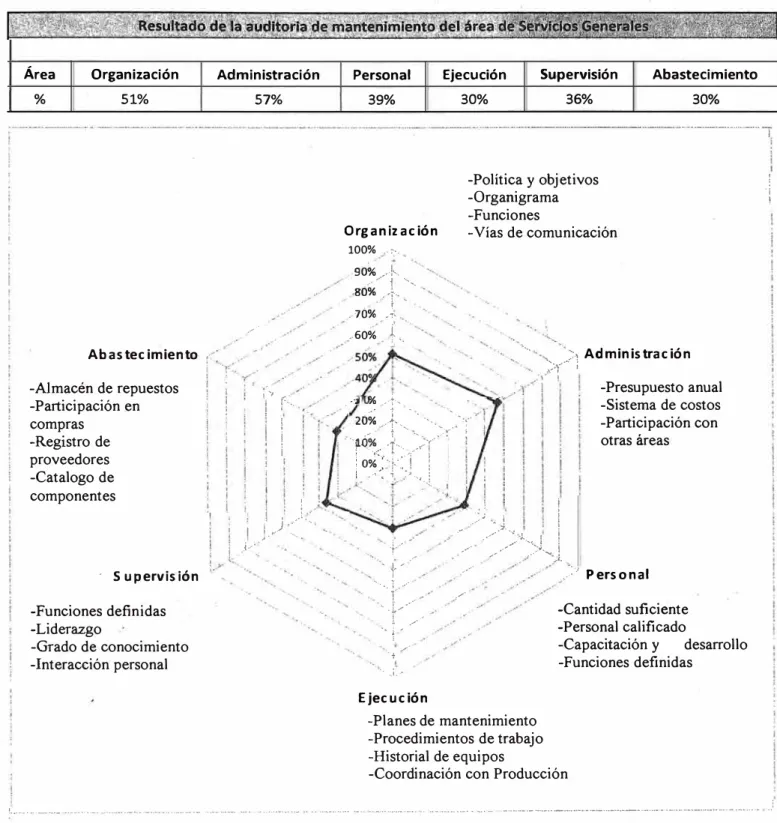
6 ]. 6Área Organización
% 51%
Abastecimiento
-Almacén de repuestos -Participación en compras -Registro de proveedores -Catalogo de componentes · Supervisión -Funciones defin1das -Liderazgo
-Grado de conocimiento
-Interacción personal
Administración 57%
_.,,··
)✓'-'
t--,.
( ..1 . !
i
i¡ -�
i)·:·'·-.'
Personal Ejecución Supervisión Abastecimiento
39% 30% 36% 30%
·-·-·---·-···-·-··· 1
Organización
100% .. ;--.
9-0% __ ,, i '-,. ,,k. -8Ó% --�·-.
t .. . -'7Ó% _, •
.. 60%
t
..
__ / %
...-+
----Política y objetivos
-Organigrama -Funciones
-Vías de comunicación
--..
>r-:.>
1 Administración
1
-Presupuesto anual
.2Ó%_..f.__·· .... , �>:- -Sistema de costos-Participación con otras áreas
_.,, t · -.. ..:r 1
-r:;�:
T?1:�·:r
·-.:..·t·/
/
' 1-'
··-...
i�· ....
... 1
,,,.-···
.. ¡./
. + / -.. __ ¡_,. E jecucióni
.. >·,!
i
_.,, __ .,.., .. :1-.� --J. 1 !/"" / __ ,,,... -�:.::J-�.
,,.¡
.,,.--··
/
.. ::·., Personal
-Cantidad suficiente -Personal calificado
-Capacitación y desarrollo
-Funciones definidas
-Planes de mantenimiento
-Procedimientos de trabajo
-Historial de equipos
-Coordinación con Producción
' !
·¡ !
'
··•···-•···•--···-···-···-· ···-····-··•·•-··•··•··•··· .. -·-· ···-···-- .... ··••·•···•···- .. ...
---
.. -·-·· ··· ···-··· ···••·••··· .. ··-···•-· ... ... ... _,_ ··--···-·-···-····-·-···-·-·---·•···-·-··-·••·---·-····•··-·--····- .. .i3.1.3 Resumen del estado de mantenimiento.
•
El área encargada del mantenimiento de los montacargas es el Área de
Servicios Generales, el cual no cuenta con una Política de Mantenimiento
establecida, así como también no cuentas con sus objetivos estratégicos
del área. Es importante mencionar que tampoco está bien definido las
funciones de sus integrantes de su área.
•
El área de Servicios Generales no cuenta con un presupuesto de
mantenimiento anual para los equipos e instalaciones de planta a su cargo,
para mantener operativo estos equipos aplic�n un mantenimiento
netamente correctivo a razón de abaratar costos sm considerar las
desventajas que presenta esta estrategia de mantenimiento.
•
El equipo que conforma el área de Servicios Generales no tienen el
conocimiento ni la capacitación necesaria para tener la responsabilidad
·
del mantenimiento de los montacargas.
La tercerización del
mantenimiento es realizado por empresas que no tienen el
know how
·
necesario, esto se debe por reducir al mínimo los costos de mantenimiento
sin considerar los problemas que atraerá mas adelante.
•
No cuentan con un programa de mantenimiento preventivo, aplican un
mantenimiento netamente correctivo a bajo costo sin considerar la calidad
de servicio y por ende los problemas que ello atrae al usar materiales,
repuestos y mano de obra no recomendados. Tampoco cuentan con un
historial de equipos e informes de mantenimiento. Los manuales de los
• La supervisión del mantenimiento está a cargo de personas que han
trabajado en el área de logística y desconocen en su mayoría, los aspectos
técnicos de los equipos, así como también desconocen las bondades de
implementar como estrategia de mantenimiento un trabajo planificado
con una frecuencia establecida, como se trabaja en un mantenimiento
preventivo.
• El mantenimiento de los montacargas está tercerizado con empresas que
no tienen el
know how
de los equipos, lo cual ocasiona una demora
considerable en el abastecimiento de repuestos y en mejor de los casos,
abastecimiento de repuestos de baja calidad.
3.1.4 Resumen de actividades en el mantenimiento de montacargas.
Los montacargas de la empresa desarrollan actividades de manipulación y
traslado de equipos y repuestos en los talleres de reparación y en las
instalaciones del almacén.
En los talleres de reparación, los montacargas son usados para desmontaje,
traslado y montaje de componentes de gran peso de los equipos de minería e
industria, como por ejemplo: llantas, chasis de los equipos trackles, motores
de combustión interna, cajas de transmisión, pistones hidráulicos entre otros.
En los almacenes, los montacargas son usados para el descargo de equipos y
repuestos de gran peso que vienen del extranjero en contenedores y luego son
llevados al almacén para su acomodo respectivo. También son usados por el
área de logística cuando retiran repuestos del almacén y lo embalan para ser
·
Al producirse alguna avería en los montacargas; lo cual impida su operación
total, el usuario comunica de lo sucedido al supervisor de mantenimiento del
área de Servicios Generales, y
conducen el equipo a la zona de
estacionamiento retirando la llave para no ser usado. El supervisor
inmediatamente comunica al proveedor de montacargas, quienes envían a su
personal técnico para realizar una evaluación técnica de la avería para luego
realizar una cotización y luego realizar la reparación de dicha avería.
El tiempo de reparación es variable dependiendo de grado de problema y el
tiempo que el proveedor demore en ubicar el repuesto. Si fuera el caso en que
el tiempo de reparación va a demorar un tiempo prolongado, las áreas
afectadas proceden a alquilar montacargas para evitar paradas de producción.
A continuación, presentaremos una relación de trabajos de mantenimiento
correctivo realizado a los montacargas en un determinado periodo para luego
evaluarlo y observar cual es el impacto económico tanto en la parte de
mantenimiento y no producción. Luego, evaluaremos la conveniencia de
aplicar un plan de mantenimiento preventivo para reducir los costos.
3.1.5 Resumen de fallas en los montacargas.
A continuación, se muestra un cuadro de fallas presentado en los
montacargas,
·
es importante mencionar que no se encontró un historial de los
equipos ya que por versión del supervisor de mantenimiento no se
consideraba al montacargas como equipo crítico dentro de la institución y
solo era importante que el equipo funcione de alguna manera. Por este motivo
·
.
realizaron los mantenimientos correctivos, en un periodo aproximado de un
año.
Los trabajos de mantenimiento correctivo están por fechas y pertenecen a los
cinco montacargas que desarrollan sus funciones dentro de la instalación de
Atlas Copeo.
Tabla 3.1 Resumen de fallas principales en montacargas diesel con horquillas
Costo Tiempo Costo
Fecha Sistema Descripción de trabajo Mantto Rep Produc no
($) (H) ($)
'
11/02/2007 Hidráulico Se realiza el llenado de tanque hidráulico tipo randon 90G 75 1 120
15/02/2007 Hidráulico Se cambio retenes tipo BABSL de pistones de inclinación 260 16 1920
28/02/2007 Transmisión Verificación y rellenado de aceite de caja de transmisión 80 2 240
05/03/2007 Transmisión Cambio de disco de embrague 120 3 360
11/03/2007 Combustión Se soluciona problema de sopladura de empaque de motor 750 16 1920
11/03/2007 Refrigeración Cambio de mangueras de refrigeración 60 2 240
12/03/2007 Combustión Ajuste de pernos de monoblock . 80 2 240
12/03/2007 Hidráulico Reparación de bomba hidráulica de engranajes 160.bar. 2100 24 2880
15/03/2007 Eléctrico Recarga de baterías 30 1 120
21/03/2907 Freno Se regulo sistema de frenos 60 1 120
30/03/2007 Eléctrico Limpieza y mantenimiento del sistema eléctrico 120 4 480
01/04/2007 Combustión Cambio de filtro de petróleo y aceite, aceite de motor 180 2 240
06/04/2007 Hidráulico Reparación de pistón principal de levante 1800 40 4800 06/04/2007 Hidráulico Cambio de elementos motor hidráulico 320 4 480
13/04/2007 Eléctrico Cambio de horneras y fusible de luces direccionales 45 1 120
15/04/2007 Dirección Reparación de servomotor
15/04/2007 Hidráulico Cambio de reten tipo GWBM del cilindro de desplazamiento lateral
21/04/2007 Refrigeración Relleno de refrigerante 25/04/2007 Eléctrico Reparación de arrancador
26/04/2007 Hidráulico paquete de válvulas distribuidoras 6/3 Se corrigió fuga de aceite hidráulico en el
26/04/2007 Transmisión Cambio de rodamiento central de apoyo de caja de cambio
05/05/2007 Dirección Cambio de rodamientos cónicos de eje delantero
08/05/2007 Hidráulico Cambio de válvula limitadora de presión hidráulica
11/05/2007 Eléctrico Cambio de fusible y releí de arranque 11/05/2007 Eléctrico Cambio de chapa de contacto
15/05/2007 Combustión Cambio de gobernador de bomba de inyección
16/05/2007 Combustión Regulación de válvulas y balancines de motor
16/05/2007 Eléctrico Cambio de focos de faros de retroceso
16/05/2007 Hidráulico Cambio de retenes de pistón de elevación
20/05/2007 Eléctrico Recarga de baterías
30/05/2007 Eléctrico Cambio de focos de faros de retroceso 04/06/2007 Combustión Ajuste de pernos de monoblock 08/06/2007 Dirección Reparación de servomotor 08/06/2007 Eléctrico Reparación de arrancador
08/06/2007 Hidráulico Se corrige fuga de aceite hidráulico en conectores de asiento cónico
11/06/2007 Dirección Cambio de rodamientos cónicos de eje delantero 11/06/2007 Transmisión Cambio de disco de embrague
13/06/2007 Hidráulico engranajes 160 bar. Cambio de cuerpo de la bomba hidráulica de
15/06/2007 Freno Se rectifico tambora delanteras
15/06/2007 Hidráulico Purgar el sistema hidráulico por presencia de vibración
18/06/2007 Eléctrico Cambio de releí de luces laterales
21/06/2007 Freno Se corrigió fuga de liquido de freno por retenes de bomba
150 4
120 8
45 2
120 6
180 8
195 6
520 10
520 6
60 1
30 1
120 4
120 4
25 1
200 6
30 1
25 1
80 2
150 4
120 6
80 2
520 10
120 3
1200 14
220 6
50 2
30 1
80 2
25/06/2007 Eléctrico Reparación de arrancador 120 6 720
25/06/2007 Hidráulico Se realiza el llenado de tanque hidráulico tipo randon 90G 75 1 120
..
26/06/2007 Combustión Regulación de válvulas y balancines de motor 120 4 480
28/06/2007 Eléctrico Cambio de horneras y fusible de luces direccionales 45 1 120
28/06/2007 Freno Cambio de zapatas de freno 250 4 480
01/07/2007 Eléctrico Recarga de baterías 30 1 120 06/07/2007 Combustión Regulación de válvulas y balancines de motor 120 4 480
06/07/2007 Dirección Cambio de rodamientos cónicos de eje 4elantero 520 10 1200
11/07/2007 Hidráulico Reparación de bomba hidráulica de engranajes 160 bar. 2100 24 2880
15/07/2007 Eléctrico Reparación de arrancador '.
120 6 720
16/07/2007 Hidráulico Cambio de válvula antirretomo del sistema hidráulico 520 6 720
20/07/2007 Eléctrico Instalación de bocina de retroceso 75 1 120
25/07/2007 Hidráulico Cambio de reten tipo GWBM del cilindro de desplazamiento lateral 120 8 960
25/07/2007 Hidráulico hidráulicos Se rectifico fugas de aceite hidráulico en acoples 70 2 240
29/07/2007 Refrigeración Se repara filtración de agua al carter 80 6 720 05/08/2007 Combustión Cambio de camisetas , anillos y pistones de motor 1750 32 3840
08/08/2007 Hidráulico Cambio de paquete de válvulas proporcionales 1300 8 960
15/08/2007 Eléctrico laterales Cambio de releí de luces de estacionamiento y 20 1 120
19/08/2007 Eléctrico Recarga de baterías 30 1 120
19/08/2007 Refrigeración Cambio de ventilador 120 2 240
23/08/2007 Transmisión Cambio de soportes de caja de transmisión 75 3 360
25/08/2007 Combustión Regulación de válvulas y balancines de motor 120 4 480
04/09/2007 Combustión Cambio de toberas de inyección 800 6 720
06/09/2007 Hidráulico Cambio de filtros hidráulicos . 80 2 240
11/09/2007 Eléctrico Cambio de bornes y relleno de acido en batería 35 2 240
13/09/2007 Combustión Cambio de toberas de inyección 800 6 720
16/09/2007 Eléctrico Reparación de arrancador 120 6 720
18/09/2007 Combustión Ajuste de pernos de monoblock 80 2 240
19/09/2007 Transmisión Ajuste de diferenciales en la corona 120 4 480
25/09/2007 Hidráulico Cambio de cuerpo de la bomba hidráulica de engranajes 160 bar. 1200 14 1680
26/09/2007 Dirección Reparación de servomotor 150 4 480
28/09/2007 Eléctrico Reparación de arrancador 120 6 720
28/09/2007 Eléctrico Cambio de carbones en arrancador 80 2 240
01/10/2007 Eléctrico Recarga de baterías 30 l 120
05/10/2007 Transmisión Ajuste de diferenciales en la corona 120 4 480
11/10/2007 Hidráulico Cambio de válvula antirretomo del sistema hidráulico 520 6 720
17/10/2007 Hidráulico Cambio de elementos motor hidráulico 320 4 480
23/10/2007 Dirección Reparación de servomotor 150 4 480
23/10/2007 Eléctrico Cambio de fusibles y releí de tablero de control 45 1 120
25/10/2007 Hidráulico Cambio de acoples hidráulicos por fuga 80 4 480
28/10/2007 Combustión Regulación de válvulas y balancines de motor 120 4 480
30/10/2007 Dirección Cambio de rodamientos cónicos de eje delantero 520 10 1200
30/10/2007 Hidráulico de mástil Se cambio retenes B IBA de pistón de inclinación 120 8 960
·.
31/10/2007 Transmisión Cambio de soportes de caja de transmisión 75 3 360
03/11/2007 Eléctrico Cambio de focos para faros delanteros 35 1 120
05/11/2007 Combustión motor Cambio de camisetas , anillos y pistones de 1750 32 3840
06/11/2007 Hidráulico Cambio de elementos motor hidráulico 320 4 480
07/11/2007 Hidráulico Cambio de filtros hidráulicos 80 2 240
09/11/2007 Eléctrico Cambio de sensor de encendido de bocina de retroceso 56 l 120
11/11/2007 Transmisión Cambio de rodamientos en ejes traseros 320 8 960
18/11/2007 Hidráulico Se rectifico fugas de aceite hidráulico en acoples hidráulicos 70 2 240
25/11/2007 Hidráulico Cambio de conectores de mangueras hidráulicas de desplazamiento lateral 85 2 240
29/11/2007 Eléctrico Instalación de bocina de retroceso 75 1 120
04/12/2007 Eléctrico Limpieza y mantenimiento del sistema eléctrico 120 4 480
10/12/2007 Dirección Cambio de accesorios de servomotor 80 2 240
13/12/2007 Eléctrico Cambio de bornes y relleno de acido en batería 35 2 240
13/12/2007 Hidráulico de mástil Se cambio retenes B IBA de pistón de inclinación 120 8 960
15/12/2007 Transmisión Cambio de rodamientos en ejes traseros 320 8 960
16/12/2007 Hidráulico Se realizo cambio de bomba hidráulica Marca 5200 16 1920
19/12/2007 Refrigeración diesel Se realiza reparación de bomba de agua del motor 380 8 960
'.
20/12/2007 Eléctrico Instalación de faros de retroceso 60 1 120
28/12/2007 Eléctrico Cambio de horneras direccionales y fusible de luces 45 1 120
05/01/2008 Freno Se cambio retenes a la bomba de freno 160 5 600 12/01/2008 Eléctrico Cambio de fusible y releí de arranque 60 1 120
12/01/2008 Hidráulico levante Se cambio mangueras hidráulicas del pistón de 250 6 720
15/01/2008 Refrigeración Reparar radiador 80 4 480
16/01/2008 Eléctrico Cambio de bocina de retroceso 70 2 240
20/01/2008 Freno Cambio de zapatas de frenos 210 12 1440
22/01/2008 Combustión Cambio de faja en V de motor . 45 2, 240
25/01/2008 ·Coinbustión .Se ���ificó fuga de petróleo por inyectores de motor 20 1 120