UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE CIENCIAS MATEMÁTICAS Y FÍSICAS
ESCUELA DE INGENÍERIA CIVIL
TRABAJO DE TITULACIÓN
PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO CIVIL
GENERALES DE INGENIERÍA
TEMA:
APLICACIÓN DE LA METODOLOGÍA ‘’LEAN CONSTRUCTION’’ EN
LA PLANIFICACIÓN DEL PROYECTO NUEVA PLANTA
EMPACADORA TOTAL SEAFOOD UBICADA EN EL KM 16.5 VÍA
DURÁN TAMBO
AUTOR
ALDAZ VILLAFUERTE SHARON RAQUEL
TUTOR
ARQ. MARÍA ELENA VARGAS SALTOS, Mgst.
2018
AGRADECIMIENTO
Expreso mi agradecimiento a la Universidad de Guayaquil, por aportar con la educación de nuestro país; a mis profesores que durante toda mi carrera han sabido impartir grandes conocimientos para mi formación como profesional al igual que mi tutora por su aporte durante la ejecución de esta investigación.
A mis padres William Aldaz García y Silvia Villafuerte Macías por haberme dado la vida, por brindarme valores y principios, sus cuidados y desvelos para ayudarme a superar día a día, a mis hermanos Michael, William, Gema y Tiffany Aldaz Villafuerte por su apoyo en algún momento y a mis amigos que desinteresadamente aportaron con su granito de arena para celebrar esta meta juntos, en especial mi mejor amiga Samantha Ramírez Villalva.
…será difícil, y vas a querer rendirte, pero es ahí cuando recordarás quién eres, y que quieres ser;
tener confianza en ti mismo hace que te vuelvas persistente y superes las adversidades, vive cada
DEDICATORIA
TRIBUNAL DE GRADUACIÓN
_____________________________ _____________________________
Ing. Eduardo Santos Baquerizo M.sc Arq. María Elena Vargas Saltos Mgst. DECANO TUTORA
_____________________________ _____________________________
Ing. Aníbal Trujillo Naranjo M.sc
DECLARACIÓN EXPRESA
Articulo XI del Reglamento Interno de Graduación de la Facultad de Ciencias Matemáticas y Físicas de la Universidad de Guayaquil.
La responsabilidad de los hechos, ideas y doctrinas, expuestas en esta tesis, son de exclusiva responsabilidad del autor.
__________________________________ ALDAZ VILLAFUERTE SHARON RAQUEL
RESUMEN
‘’Lean production’’ o producción ajustada, es una filosofía que inicia después de la segunda guerra mundial por el Ingeniero Taiichi Ohno, director y consultor de la empresa Toyota, luego de la crisis del petróleo en otoño de 1973. Inició como Lean Production con el objetivo de eliminar los desperdicios. Este sistema fue adaptado al mundo de la construcción denominándolo como Lean Construction (Construcción sin pérdidas).
Esta metodología fue aplicada para la construcción de la planta ‘’Total Seafood’’ ubicado en el Km 16.5 vía Durán Tambo. Se utilizó la programación Last Planner ó Último Planificador. Las actividades analizadas fueron aquellas más representativas en tiempo de ejecución, ya que luego de los análisis se encuentran restricciones que generan el incumplimiento en la programación previa.
Como propuesta se inició sectorizando en partes iguales el área asignada para el análisis en ‘’Total Seafood’’, haciendo registros de avances diarios, informe semanal de actividades ejecutadas, cálculos de rendimientos, definiendo el nivel de producción de la obra y elaborando un cronograma a mediano plazo denominado Look Ahead.
ABSTRACT
‘’Lean Production’’ or tight production, is a philosophy that begins after the world war II by engineer Taiichi Ohno, director and consultant of the Toyota company, after the oil crisis in autumn 1973. Started as Lean Production with the aim of eliminating waste. This system was adapted to the Lean Construction (Construction without losses).
This methodology was applied in the ‘’Total Seafood’’ project, the Last Planner or Last Planner programming was used. The activities analyzed were the most representative at runtime, since after the analyzes there are constraints that generate non-compliance in the previous programming.
As a proposal, the area allocated for the analysis in ‘’Total Seafood’’ was divided into equal parts, recording daily progress, weekly report of executed activities, yield calculations, defining the production level of the work and elaborating a schedule medium term called Look Ahead.
PRÓLOGO
Esta investigación se basa en demostrar los beneficios que se consiguen aplicando una filosofía llamada Lean Construction en el proyecto ‘’Total Seafood’’, la cual se enfoca en utilizar diversas metodologías que ayudan a llevar una mejor planificación y programación precisa para la ejecución y cumplimiento de los rubros, optimizando la productividad. A continuación, se detalla el contenido de los capítulos:
Cap. I, comprende la introducción, ubicación del proyecto, planteamiento del problema, delimitación del tema, los objetivos de esta investigación, y la justificación del tema.
Cap. II, determinada por el marco teórico, el origen del sistema Lean Production, la implementación de este sistema en la construcción formándose así Lean Construction, conceptos de las metodologías que brinda la filosofía Lean.
Cap. III, contiene el marco metodológico, herramientas y métodos que se utilizarán en la aplicación del proyecto ‘’Total Seafood’’
Cap. IV, presenta la aplicación de la metodología Lean en el proyecto ‘’Total Seafood’’ y los beneficios obtenidos con las propuestas aplicadas en la programación Look Ahead.
INDICE GENERAL
1.3. Planteamiento del problema... 3
1.4. Delimitación del tema ... 3
1.5. Objetivos ... 4
1.5.1. Objetivo General. ... 4
1.5.2. Objetivos Específicos. ... 4
1.6. Justificación del tema ... 5
2.3.1. Herramientas para la implementación de Lean Construction. ... 12
2.4. Disminuir desperdicio mediante la filosofía Lean Construction ... 14
2.5. ¿Por qué es tan difícil identificar la improductividad? ... 15
2.6. La Construcción según el enfoque Lean ... 16
2.6.1. Enfoque tradicional ... 18
2.6.2. Enfoque según Lean Construction ... 19
2.7. Lean Project Delivery System (LPDS) ... 21
2.7.2. Sectorización ... 23
2.7.3. Nivel general de actividad ... 23
2.7.4. Carta balance ... 24
2.7.5. Informe semanal de producción ... 26
2.7.6. Curvas de productividad ... 26
2.8.1. Programación maestra ... 29
2.8.2. Look Ahead ... 30
2.8.3. Análisis de restricciones ... 31
2.8.4. Programación semanal ... 32
2.8.5. Programación Diaria ... 32
2.8.6. Porcentaje de plan cumplido (PPC) ... 33
CAPITULO 3 ...34
3. MARCO METODOLÓGICO ...34
CAPITULO 4 ...38
4. DESARROLLO DEL TEMA ...38
4.1. Estructura de desglose de trabajo (EDT) ... 38
4.2. Programación maestra ... 39
4.3. Cronograma general... 40
4.4. Sectorización ... 42
4.5. Planeamiento ... 43
4.6. Programación Look Ahead ... 44
4.7. Análisis de restricciones ... 46
4.8. Programación semanal ... 51
4.9. Nivel General de actividades ... 56
4.9.1. Carta Balance ... 56
4.9.2. Rendimientos diarios ... 66
4.10. Curvas de productividad... 92
4.11. Porcentaje de plan cumplido PPC y causas de incumplimiento ... 107
CAPITULO V ... 111
5. CONCLUSIONES Y RECOMENDACIONES ... 111
5.1. Conclusiones ... 111
5.2. Recomendaciones ... 112
ANEXOS ... 113
ÍNDICE DE FIGURAS
Figura 1: Ubicación del proyecto ''Total Seafood'' ... 2
Figura 2: Representación de la cadena o flujo de valor según la filosofía Lean .... 8
Figura 3: Plan para la medición de pérdidas ... 13
Figura 4: Enfoque tradicional vs Enfoque Lean ... 16
Figura 5: Proceso de transformación clásico ... 18
Figura 6: Ejemplo de un proceso de transformación clásico ... 19
Figura 7: Proceso de transformación flujo – valor ... 20
Figura 8: Ejemplo de proceso de transformación flujo – valor ... 20
Figura 9: Lean Project Delivery System ... 21
Figura 10: Curvas de productividad en mejora ... 27
Figura 11: Curva de productividad en disminución ... 28
Figura 12: Esquema de los planes necesarios en el proyecto ... 29
Figura 13: Programación maestra de toda la obra ... 29
Figura 14: Programación Look Ahead... 31
Figura 15: Programación semanal y análisis de restricciones ... 32
Figura 16: Diagrama sobre el proceso que se llevará en Total Seafood para la aplicación de las herramientas de Lean Construction ... 37
Figura 17: Estructura de desglose de trabajo (EDT) del proyecto Total Seafood 38 Figura 18 Sectorización Galpón N°1 planta ''Total Seafood'' ... 42
ÍNDICE DE TABLAS
Tabla 1: Formato de carta balance ... 25
Tabla 2: Registro de actividades diarias y factor rendimiento ... 36
Tabla 3 Programación Maestra ''Total Seafood'' ... 39
Tabla 4: Cronograma General del proyecto Total Seafood ... 40
Tabla 5: Programación Look Ahead ''Total Seafood'' ... 44
Tabla 6: Análisis de restricciones semana N°12 ... 46
Tabla 7: Análisis de restricciones semana N°13 ... 47
Tabla 8: Análisis de restricciones semana N°14 ... 48
Tabla 9: Análisis de restricciones semana N°15 ... 49
Tabla 10: Análisis de restricciones semana N°16 ... 50
Tabla 11: Programación semana N°12 ... 51
Tabla 12: Programación semana N°13 ... 52
Tabla 13: Programación semana N°14 ... 53
Tabla 14: Programación semana N°15 ... 54
Tabla 15: Programación semana N°16 ... 55
Tabla 16: Carta Balance semana N°12 ... 56
Tabla 17: Carta Balance semana N°13 ... 58
Tabla 18: Carta Balance semana N°14 ... 60
Tabla 19: Carta Balance semana N°15 ... 62
Tabla 20: Carta Balance semana N°16 ... 64
Tabla 21: Factor rendimiento de cantidades ejecutadas 17/10/16 ... 66
Tabla 22: Factor rendimiento de cantidades ejecutadas 18/10/16 ... 67
Tabla 24: Factor rendimiento de cantidades ejecutadas 20/10/16 ... 69
Tabla 25: Factor Rendimiento de cantidades ejecutadas 21/10/16 ... 70
Tabla 26: Factor Rendimiento de cantidades ejecutadas 24/10/16 ... 71
Tabla 27: Factor Rendimiento de cantidades ejecutadas 25/10/16 ... 72
Tabla 28: Factor Rendimiento de cantidades ejecutadas 26/10/16 ... 73
Tabla 29: Factor Rendimiento de cantidades ejecutadas 27/10/16 ... 74
Tabla 30: Factor Rendimiento de cantidades ejecutadas 28/10/16 ... 75
Tabla 31: Factor Rendimiento de cantidades ejecutadas 31/10/16 ... 76
Tabla 32: Factor Rendimiento de cantidades ejecutadas 01/11/16 ... 77
Tabla 33: Factor Rendimiento de cantidades ejecutadas 04/11/16 ... 78
Tabla 34: Factor Rendimiento de cantidades ejecutadas 07/11/16 ... 79
Tabla 35: Factor Rendimiento de cantidades ejecutadas 08/11/16 ... 80
Tabla 36: Factor Rendimiento de cantidades ejecutadas 09/11/16 ... 81
Tabla 37: Factor Rendimiento de cantidades ejecutadas 10/11/16 ... 82
Tabla 38: Factor Rendimiento de cantidades ejecutadas 11/11/16 ... 83
Tabla 39: Factor Rendimiento de cantidades ejecutadas 14/11/16 ... 84
Tabla 40: Factor Rendimiento de cantidades ejecutadas 15/11/16 ... 85
Tabla 41: Factor Rendimiento de cantidades ejecutadas 16/11/16 ... 86
Tabla 42: Factor Rendimiento de cantidades ejecutadas 17/11/16 ... 87
Tabla 43: Factor Rendimiento de cantidades ejecutadas 18/11/16 ... 88
Tabla 44: Factor Rendimiento de cantidades ejecutadas 21/11/16 ... 89
Tabla 45: Factor Rendimiento de cantidades ejecutadas 22/11/16 ... 90
Tabla 46: Resumen General de rendimientos HH/Unidad... 91
CAPITULO 1
1.
GENERALIDADES
1.1. Introducción
El sistema productivo en general tiende directamente a un cambio que se presentó a principios de los años 90, fue dado en el sector del automóvil y esto fue conocido como ‘’Lean Manufacturing’’ luego fue adoptado también por demás industrias. En el año 2007 este sistema se adapta a la construcción, donde es lanzado como ‘’Lean Construction’’ como modelo productivo en Estados Unidos. Según los resultados obtenidos gracias a los estudios realizados se han alcanzado excelentes rendimientos en cuanto a puntos muy relevantes en un proyecto tales como: reducción de costos, mayor productividad, calidad, seguridad y entre los más nombrados el plazo de entrega además de una satisfacción plena del cliente. El sistema Lean ofrece mecanismos que contribuyen a una combinación entre agentes sociales y empresas que participan durante todo el ciclo de vida del proyecto. (Achell, 2014)
La finalidad de Lean Construction (Construcción sin pérdidas) es pasar de un sistema tradicional jerarquizado, a un sistema colaborativo y de autoridad distribuida de una mejor manera; además de mantener un conjunto de principios, mejorar el sistema de utilizar un recurso, y finalizar un proyecto con éxito total.
1.2. Ubicación del proyecto
Nueva Planta Empacadora TOTAL SEAFOOD está ubicada en la provincia del Guayas en el Km 16.5 vía Duran–Tambo.
Figura 1: Ubicación del proyecto ''Total Seafood'' Fuente: Google Maps
1.3. Planteamiento del problema
El proyecto estudiado se enfoca en el incumplimiento de la programación por varias restricciones que se presentan en la ejecución de la obra, en las que se puede mencionar: falta de material, utilización de bajos recursos de trabajo que prolongan el tiempo de cumplir con un rubro. Para poder mejorar lo antes mencionado el sistema Lean Construction ofrece una metodología de trabajo en la que busca plantear una mejora en la planificación, programación, control y llevar a cabo mayor productividad optimizando recursos. Por lo tanto, es necesario utilizar esta metodología en el proyecto ‘’Total Seafood’’ ya que la misma presenta atrasos en la programación que se realiza semanalmente por las causas antes mencionadas; la finalidad será mejorar la ganancia del proyecto; para el desarrollo del tema se analizará las áreas de mayor construcción civil que comprende el Galpón 1 denominado Galpón principal, dividido en oficinas, laboratorios, recursos humanos, baños, comedor y lavandería. Aplicando la filosofía Lean encontraremos dónde se generan mayores pérdidas y su propósito será eliminar al máximo éstas.
1.4. Delimitación del tema
usos específicos cada una, en las que se encuentran: Galpón principal comprendido por áreas administrativas, galpón producción comprendido por zonas industriales, planta potabilizadora y sub estación eléctrica, ‘’Total Seafood’’ tiene un área total de 2.5 hectáreas. Para realizar el estudio sobre este proyecto se utilizarán los recursos ya existentes como planos, presupuesto y programación inicial.
1.5. Objetivos
1.5.1. Objetivo General.
Aplicar la metodología Lean Construction en el proyecto ‘’Total Seafood’’
1.5.2. Objetivos Específicos.
Analizar la filosofía LEAN e investigar cómo aplicar las metodologías de trabajo que ésta ofrece en la construcción.
Mejorar la planificación del proyecto ‘’Total Seafood’’, optimizando el tiempo de ejecución de actividades que presentan mayores restricciones en su ejecución aplicando las herramientas que nos brinda este sistema.
1.6. Justificación del tema
La propuesta de la siguiente investigación es implementar un sistema de planificación para mejorar la productividad del proyecto ‘’Total Seafood’’ ya que este se encuentra con un déficit en los rendimientos y esto lleva a un incumplimiento en la programación por lo tanto el cliente es afectado al no obtener el tiempo de entrega de proyecto establecido.
Esto logrará el sistema LEAN CONSTRUCTION; el cual permitirá realizar diferentes comparaciones entre la ejecución del proyecto estudiado, y como resultarían sus rendimientos ejecutándolos mediante la filosofía Lean, incluso a futuro implementar este sistema en diferentes compañías constructoras en Ecuador para que sirva de mejora en la economía y de esta manera conocer los problemas actuales dentro de una planificación.
CAPITULO 2
2.
MARCO TEÓRICO
2.1. Origen del sistema Lean
En la actualidad las empresas se enfrentan constantemente a un mundo de negocios, uno de los puntos clave se debe a disminuir costos en el mercado, aplicar diversas estrategias para poder competir y buscar nuevos sistemas de trabajo ó metodologías para alcanzar la mejora continua.
‘’Lean production’’ o producción ajustada, es un sistema que se enfoca en dar valor al cliente, esta filosofía inicia después de la segunda guerra mundial por el Ingeniero Taiichi Ohno, director y consultor de la empresa Toyota, luego de la crisis del petróleo en otoño de 1973, que afectó a gobiernos, negocios y la sociedad en general a nivel mundial, en 1974 la economía japonesa colapsa hasta un estado de crecimiento cero, donde la industria automotriz quedó sin recursos suficientes para competir con Estados Unidos en la fabricación de automóviles, sin embargo, Toyota redujo sus beneficios y consiguió mantener sus ingresos superiores en comparación a las demás empresas, durante los próximos tres años. (Liker & Meier, 2007)
improductividad o actividades que no añaden valor. El término Lean se refiere a utilizar menor cantidad en todo, comparado con la producción en masa: la mitad de esfuerzo humano, la mitad del espacio en la construcción, la mitad de inversión en las herramientas y la mitad de tiempo para desarrollar una producción. (Lean Enterprise Institute, 2003)
Lean Production, además de ser un conjunto de técnicas de producción japonesa, fue creado para organizar y gestionar el desarrollo de un producto en donde se requiere: menos esfuerzo humano, menos espacio, menos capital, y sobre todo menos tiempo para fabricar un producto. (Achell, 2014)
2.2. Los principios Lean
El pensamiento Lean tiene 5 principios básicos definidos por James P. Womack y Daniel T. Jones (1996), los cuales se definirán a continuación incluyendo la transparencia y la capacitación:
Valor
Value Stream (Traducido como cadena de valor o flujo de valor)
Se refiere a todas las actividades necesarias para la transformación de materiales en un producto terminado y entregado al cliente, desde la creación de su diseño hasta su lanzamiento y desde su pedido hasta la entrega. Normalmente el flujo de valor de una empresa abarca desde que entra el pedido hasta que se hace efectivo y desde que entra la materia prima hasta que sale transformada. (Rother & Shook, 2003)
En la figura 2 se observa el proceso de flujo de valor de la manera en que las empresas Lean están centradas, ya que además de ser donde se genera el dinero también es donde se logra identificar fácilmente el desperdicio y proceder a desarrollar un método para eliminarlo; por lo general las empresas tradicionales se focalizan en la mejora de actividades individuales y no en toda la cadena del flujo de valor.
Flujo
Se denomina así a la eliminación de actividades que no añaden valor para mejorar la productividad, por ejemplo: una forma de crear flujo continuo es la eliminación del desperdicio. El sistema Lean trabaja identificando estas actividades. (Rother & Shook, 2003)
Sistema Pull
Este sistema trata de eliminar la sobreproducción y el exceso de inventario, además es lo contrario al sistema tradicional o Push que se basa en la producción a gran escala y máxima velocidad sin tener en cuenta la demanda real del cliente. (Cuatrecasas, 2010)
Perfección
Transparencia
Significa proporcionar a los que conforman el proyecto información sobre el estado de los sistemas de producción, ya que de esta manera resulta más fácil generar mejores metodologías para crear valor. Además, se produce un feedback
(realimentación, motivación) para los trabajadores que aportan mejoras, esto es parte
de Lean ya que es un estímulo para seguir haciendo esfuerzos. (Womack & Jones, 1996)
Capacitación
Capacitar al personal en general para que de esta manera no sólo dependa de los gerentes o altos rangos una toma de decisión, atender la demanda de los clientes, crear valor, incrementar rentabilidad en el negocio o eliminar desperdicio, y para esto Lean exige que todos los empleados del flujo de valor tengan una atención continua, en el que se les debe proporcionar información completa, correcta, de manera puntual y así darles autoridad para solucionar problemas, también el enfoque es trabajar de manera colaborativa a través de la cadena de valor. (Womack & Jones, 1996)
Especificar claramente el concepto de valor desde la perspectiva del cliente.
Identificar claramente la cadena de valor y eliminar todos los pasos que no agregan valor al producto.
Lograr que los pasos que generan valor ocurran sin interrupciones mediante una eficiente gestión entre las interfaces de los diferentes pasos.
Permite que el cliente extraiga valor del equipo de proyecto.
Buscar de manera continua la perfección (eliminar constantemente las pérdidas).
2.3. Lean Construction
La industria de la construcción se ha considerado poco eficiente, además, es asociada a costos altos, baja productividad y es la única industria donde los costos reales al finalizar un proyecto, terminan siendo mayores a los planificados. A nivel internacional existen varias instituciones en las que se destacan: International Group for Lean Construction, fundado en 1993 por una cadena de profesionales e investigadores en el sector de la construcción y otra es el Lean Construction Institute, fundado en 1997 por Glenn Ballard y Greg Howell como una entidad sin ánimo de lucro con el propósito de reformar la gestión de la producción. (Koskela, 1992)
enfoque principal es dar valor al cliente y reducir las pérdidas cambiando la forma de construir el proyecto mediante técnicas adquiridas, reducir el tiempo lo máximo posible en actividades no productivas (LCE, 2017), por ejemplo:
Pérdida de tiempo por falta de equipos, herramientas o materiales.
Actividades incompletas o mal ejecutadas.
Falta de instrucción para proceder con el trabajo.
Desplazamientos del área de trabajo debido a la falta de recursos.
Repetición del trabajo por cambios en los diseños o por no cumplir con las especificaciones técnicas.
2.3.1. Herramientas para la implementación de Lean Construction.
En la actualidad esta metodología se ha extendido en todas las etapas de trabajo en la construcción, desde la planificación hasta su desarrollo, la implementación de la filosofía Lean Construction inicia con un estudio detallado de la situación del proyecto. (LCE, 2017)
Figura 3: Plan para la medición de pérdidas Fuente: www.leanconstructionenterprise.com
Paso 1. En este paso se procede a calcular el tiempo de producción vs el tiempo de inactividad.
Paso 2. Los resultados obtenidos en el paso 1 se deben tabular y llevar el registro, luego revisar las estadísticas sobre las pérdidas en cada uno de los puntos calculados de dichos procesos constructivos.
Paso 3. Identificar la magnitud de las pérdidas.
Paso 4. En este caso se realiza una reunión con el grupo de trabajo para definir estrategias mediante las cuales eliminar dichas pérdidas en cada una de las
s
1. Hacer medición indirecta de la productividad2. Tabulación de las mediciones
3. Identificación de la magnitud del tiempo dedicado a actividades que no le agregan valor al
producto final
4. Análisis de la información y propuesta de alternativas para la reducción de tiempos no
contributivos
Paso 5. Una vez aplicadas estas estrategias en los procesos constructivos, se debe realizar una vez más el control y mediciones para comprobar la efectividad de lo aplicado, finalmente se regresa al paso 1 hasta obtener la eliminación total de las pérdidas.
2.4. Disminuir desperdicio mediante la filosofía Lean Construction
La filosofía Lean Construction tiene por concepto, todo lo que no es valor para el cliente es muda o desperdicio. Muda, palabra japonesa que significa desperdicio, refiriéndose a toda aquella actividad que utiliza recursos, pero no crea valor (Rother & Shook, 2003); por ejemplo:
Sobreproducción: elaboración de artículos mayores a las requeridos, esto genera un amontonamiento de productos sobrantes.
Tiempo de inactividad: interrupciones de trabajo debido a falta de información, planos, materiales, equipos, esperar que termine la actividad precedente, resultados de laboratorio y sus aprobaciones, contradicciones en los diseños, descoordinación entre las cuadrillas, accidentes por falta de seguridad, entre otros.
Movimientos innecesarios: utilización de equipo inadecuado, métodos de trabajos ineficientes, que da como consecuencia pérdida de tiempo y bajas laborales.
Defectos de calidad: métodos de trabajos incorrectos, lo que implica la repetición del trabajo y la insatisfacción del cliente.
Talento: mano de obra poco calificada y con falta de recursos para la mejora continua y la resolución de problemas. (Achell, 2014)
2.5. ¿Por qué es tan difícil identificar la improductividad?
Según los estudios por Lauri Koskela (1992):
Porque normalmente asumen como productivas tareas que no lo son, no observan la improductividad fácilmente. Por ejemplo: denominan trabajo productivo todo el transporte interno que realiza el carretillero u operador de grúa en una obra, cuando se trata de movilizar el material de un lugar a otro por la falta de espacio, exceso de inventario, mala planificación o distribución pobre de la obra.
Porque no se ha preparado al personal para aprender a identificar y eliminar el desperdicio.
Porque no cuantifican el desperdicio, por lo tanto, no tienen medido cuánto gasto representa la improductividad.
Porque enfocan el rendimiento de tareas individuales en lugar de centrar una visión general de todo el proceso para eliminar el desperdicio en todo el flujo de valor.
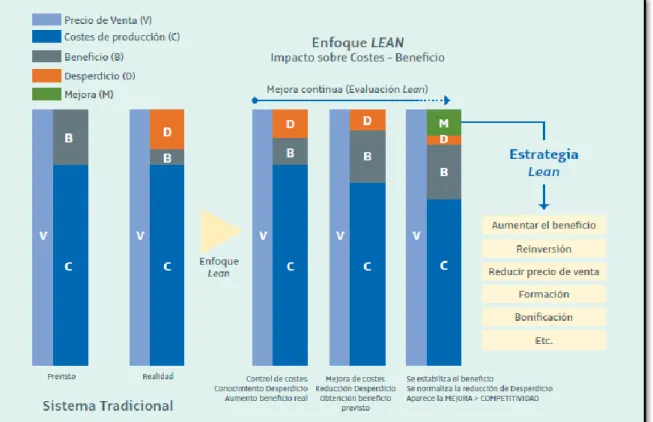
2.6. La Construcción según el enfoque Lean
Figura 4: Enfoque tradicional vs Enfoque Lean
Observando la Figura 4 podemos definir la mejora continua en 3 fases:
Primero se identifica, calcula y controla el desperdicio, mediante la mejora de diseño y de procesos, tal que permita reducir el costo de producción sin afectar la calidad.
Luego se reduce aún más el desperdicio continuando con el control de costos, obteniendo el beneficio esperado.
Finalmente, el desperdicio y costos de producción se transforman en mejora real con respecto al costo inicial.
Lean Construction persigue la excelencia a través de un proceso de mejora continua en la empresa, eliminando las actividades que no añaden valor optimizando los recursos (Achell, 2014). Es así como se planificará nuevamente el proyecto “Total Seafood” para realizar un análisis en el que se demuestre la mejora continua que ofrece este sistema de trabajo, de esta manera demostrar los beneficios obtenidos disminuyendo un costo sin afectar la calidad.
2.6.1. Enfoque tradicional
Consta primero de un pre – diseño, luego una empresa constructora realiza una estimación del costo de construcción y finalmente se suman los gastos generales con los costos indirectos. La suma total proporciona un costo aproximado de producción (C), el cual obtiene un beneficio (B) y la suma de estos (C+B) da como resultado el precio de venta al público. Generalmente en el modelo clásico de construcción se observa que cada actividad (mampostería, encofrado, vaciado de hormigón, etc.) es representada como una fase de: entrada – transformación – salida, en la cual la entrada es la materia prima y como salida tenemos el producto final. (Koskela, 1992)
Según como se muestra la Figura 5 observamos que dentro del modelo clásico no se toman en cuenta los movimientos que ocurren durante el proceso de transformación, además de los tiempos de espera, es decir, los desperdicios. Por lo tanto, este modelo no mide las pérdidas, lo cual se complica identificarlas para eliminarlas.
ENTRADA TRANSFORMACIÓN SALIDA
Materia prima: materiales, herramientas, mano
de obra.
Por ejemplo, si pensamos en asentar bloques tenemos: Modelo Clásico:
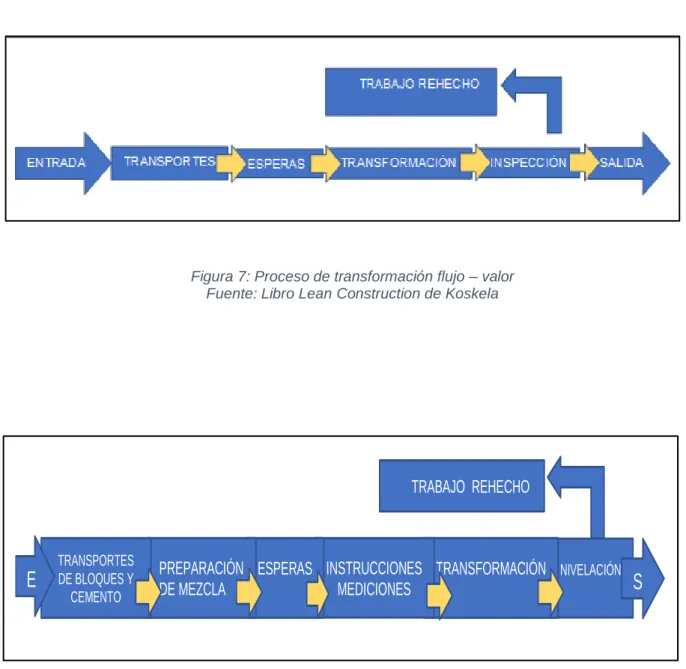
2.6.2. Enfoque según Lean Construction
Se crea un equipo o grupo Lean: diseñadores, constructora, promotores del proyecto. Aplicando el sistema Lean, el estudio empieza con el cliente y con los valores que tiene programado en inversión para su proyecto y de esta manera se procede a calcular el costo de la construcción según las especificaciones ya definidas; teniendo en cuenta que al principio existirá un porcentaje de actividades improductivas y esto no añade valor para el cliente como él lo proyecta al inicio.
Este modelo también llamado TFV que significa: Transformación – Flujo – Valor, considera: inspecciones, transporte y esperas; su objetivo es identificar las pérdidas
ENTRADA TRANSFORMACIÓN SALIDA
Bloques, cemento, agua, arena, bailejo, nivel, operario, peón,
etc.
Pared de bloque
para después eliminarlas; para hacer posible esto realizamos el estudio de tres tipos de trabajos y tiempos: TNC: trabajos y tiempos no contributorios, TC: trabajos y tiempos contributorios los cuales se deben reducir, y el TP: trabajos y tiempos productivos los que debemos aumentar (Ghio Castillo, 2001), aplicando el mismo ejemplo anterior tenemos:
Figura 7: Proceso de transformación flujo – valor Fuente: Libro Lean Construction de Koskela
Figura 8: Ejemplo de proceso de transformación flujo – valor Fuente: Libro Lean Construction de Koskela
NIVELACIÓN
TRANSFORMACIÓN INSTRUCCIONES
MEDICIONES ESPERAS
PREPARACIÓN DE MEZCLA
TRANSPORTES DE BLOQUES Y CEMENTO
TRABAJO REHECHO
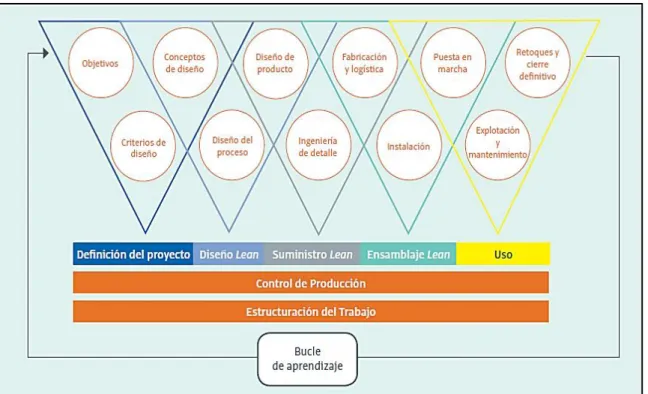
2.7. Lean Project Delivery System (LPDS)
(Koskela, 1992) Se define como un proceso colaborativo para la gestión integral del proyecto a lo largo de todo su ciclo de vida, se realiza un enfoque por etapas que comprende lo siguiente:
Definición del proyecto
Diseño Lean
Suministro Lean
Ensamblaje Lean o ejecución
Uso y mantenimiento posterior
Figura 9: Lean Project Delivery System
Definiendo cada etapa que se muestra en la figura 7 según los estudios de (Ballard, 2008), en la fase de definición del proyecto el propietario determina el costo permitido para éste, incluye también todas aquellas propuestas que se generan en una reunión entre los participantes para alcanzar una mejor comprensión de los objetivos; todos los representantes deben estar involucrados en esta fase incluidos diseñadores, proyectistas y los constructores. Luego se encuentra la fase de diseño Lean donde el equipo de trabajo crea múltiples alternativas de diseño basadas en los costos, requisitos y limitaciones del proyecto, el objetivo es presentar la mejor alternativa que cumpla con los propósitos requeridos. La fase de suministro Lean, consiste en ingeniería de detalle, fabricación y entrega; para esto se requiere principalmente el diseño del proyecto, el objetivo de esta fase es facilitar la entrega de materiales a la obra conocida también como ‘’Just-in-time’’ además de suministrar solo la cantidad necesaria y en el tiempo puntual. Posterior se encuentra la fase de Montaje o ejecución que se inicia con la entrega de materiales, mano de obra, información y todos los componentes necesarios para iniciar la obra y finaliza con las instalaciones varias en sitio y puesto en ejecución del edifico o infraestructura. Durante esta fase se utiliza el sistema del último planificador para controlar la producción. Finalmente, la fase de uso y mantenimiento concluye cuando se obtiene por parte del cliente el uso beneficioso de la edificación, incluyéndose aquí los retoques definitivos y mantenimiento del edificio o instalaciones.
2.7.2. Sectorización
Es la división en partes iguales de la zona de trabajo, es decir, se divide el plano en partes iguales donde esto indica la cantidad de frentes que se tendrá y será el avance diario para cada actividad en curso. (Koskela, 1992)
2.7.3. Nivel general de actividad
Para realizar esta actividad se debe recorrer toda la obra de forma aleatoria basado en la sectorización y los frentes que se ubicaron, y observar los obreros para apuntar en que actividad específica se encuentra y que tipo de trabajo está realizando, a los que denominamos TP, TC o TNC; al final se calcula el porcentaje de los tres tipos de tiempo. (Ghio Castillo, 2001)
TP = Tiempo Productivo: es el tiempo empleado en la producción de una actividad de construcción, es decir, aquellas actividades que agregan valor.
TC = Tiempo contributorio: es aquel empleado en las actividades de apoyo necesario para ejecutar los trabajos productivos.
2.7.4. Carta balance
Elaboración: Sharon Aldaz
PROYECTO: ACTIVIDAD:
SUPERVISOR: DESCRIPCIÓN:
N° FORMATO: FECHA: HORA INICIO:
Nombre:
% Porcentajes de la clasificación de trabajo realizada
FORMATO DE TOMA DE DATOS: CARTA BALANCE
MEDICIONES DE CUADRILLA PARA CARTA BALANCE
HORA FIN:
2.7.5. Informe semanal de producción
Con las actividades que deben ejecutarse diariamente, se entrega al maestro encargado de la cuadrilla un listado de sus trabajadores para que registre las actividades que realizan y el tiempo que se lleven en ejecutarlas, a su vez se debe registrar los valores teóricos programados que deben cumplirse, y con el registro que coloque el encargado de la cuadrilla se compara finalmente los cambios que se den; normalmente estos son aceptados debido a la gran variabilidad que se presentan en las actividades en obra. (Ballard, 2008)
2.7.6. Curvas de productividad
Es una gráfica que demuestra claramente los resultados que da el Informe semanal de producción I.S.P., con los rubros que se analizarán, se realiza un gráfico por cada actividad, por ejemplo: curva de productividad de fundición de columnas o encofrado de losa; (Koskela, 1992) en el eje de las abscisas se coloca el tiempo en días y en las ordenadas los rendimientos que se obtienen de cada día con la fórmula siguiente:
𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 = 𝐻𝑜𝑟𝑎𝑠 ℎ𝑜𝑚𝑏𝑟𝑒
𝑎𝑣𝑎𝑛𝑐𝑒 𝑑𝑒 𝑙𝑎 𝑎𝑐𝑡𝑖𝑣𝑖𝑑𝑎𝑑
Para un mejor análisis se recomienda usar 3 curvas:
Curva de rendimiento diario
Curva de rendimiento del presupuesto
Curva del rendimiento acumulado
Cabe resaltar que la curva de rendimiento acumulado debe estar por debajo del rendimiento del presupuesto ya que esto significa que los recursos que tenemos programado inicialmente no se han excedido. La curva de productividad también puede usarse mostrando velocidad que se obtiene en la cuadrilla a diario en lugar del rendimiento.
Cuando la actividad que se va a graficar tiene muchos días en su desarrollo, se puede reemplazar en las abscisas la unidad de tiempo de días a semanas, y así se facilita visualizar el gráfico e interpretar. El siguiente gráfico es como debe presentarse si en una obra la actividad en estudio se encuentra en mejora. (Koskela, 1992)
Figura 10: Curvas de productividad en mejora
Por el contrario, si obtenemos el siguiente gráfico, demostraría que la actividad en curso no lleva una buena producción y se debe realizar mayor seguimiento y control de dicha actividad. (Koskela, 1992)
2.8. Last Planner System o Último Planificador
Este sistema fue propuesto por los investigadores Herman Glenn Ballard y Gregory A. Howell (fundadores del Grupo Internacional del Lean Construction – IGCL), plantean que la temática entre lo que DEBERÍA hacerse y lo que finalmente se HIZO se puede mejorar si obtenemos información verdadera y en conjunto con los últimos planificadores, de tal manera que se pueda visualizar lo que se PUEDE hacer en un tiempo o plazo intermedio, y luego en un tiempo inmediato lo que con mucha más seguridad se HARÁ. (Ballard, 2008)
La implementación de Last Planner es sencilla, sin embargo, necesita de estricto cumplimiento, ésta consiste en crear planificaciones intermedias y semanales, en las
Figura 11: Curva de productividad en disminución
que llevan como base la planificación maestra; analizando las restricciones que impiden el cumplimiento de las actividades. (Figura 12)
2.8.1. Programación maestra
Consiste en marcar los hitos que se requieren para cumplir con los objetivos, ésta cubre todas las actividades de la obra, desde su inicio hasta su fin, no debe ser una programación muy detallada ya que en el transcurso del proyecto puede estar sujeta a modificaciones. (Ballard, The Last Planner System of Production Control. , 2000)
Plan
semanal
Plan Intermedio
/ Look Ahead
Plan Maestro
Figura 12: Esquema de los planes necesarios en el proyecto Fuente: Lean Construction Enterprise (LCE, 2017)
Figura 13: Programación maestra de toda la obra
La figura 11 esquematiza la programación general de una obra donde se identifican las actividades principales de la estructura y los meses específicos a ejecutarse.
2.8.2. Look Ahead
Es un cronograma a mediano plazo, por lo general de 3 a 6 semanas. Para realizarla se parte de la programación maestra donde generalmente se realizan varios cambios debido a que el Look Ahead es mucho más detallado y según la descripción de Ballard, Glenn (2000) recomienda seguir lo siguiente:
Seleccionar actividades que se podrían cumplir revisando si existen cambios en el diseño, disponibilidad de materiales, y que las actividades previas estén culminadas.
Analizar las restricciones y a su vez las causas que hacen que una actividad no se realice, asegurarse de tener la información completa para ejecutarla y si se cuenta con todos los recursos. Sólo pueden incluirse en las semanas las asignaciones que se encuentren listas y sin restricciones.
Mantener un ‘’buffer’’ (colchón ó trabajo de reserva) en caso de terminar antes una actividad ó si una actividad no se logra ejecutar.
En la figura 12 se observa una programación Look Ahead a cuatro semanas, donde se encuentran las asignaciones sin restricciones especificando cada una con las fechas de las semanas respectivas a ejecutarse.
2.8.3. Análisis de restricciones
Usando como base el Look Ahead, se analiza todas las actividades que se realizarán durante las próximas cuatro semanas según la programación. Hay que analizar lo máximo posible que se necesitará para ejecutarlas sin ninguna restricción; en este formato debe estar la fecha límite de levantar la restricción y su responsable o responsables de levantarla, el plazo no es necesario cuatro semanas sino tener un tiempo de anticipación al cronograma para solucionar estas causas, puede variar de tres a seis semanas.
2.8.4. Programación semanal
Es un cronograma donde se muestran las actividades que se van a realizar en la semana. Durante esta etapa las actividades no deberían tener restricciones ya que esto fue revisado y programado en el Look Ahead; se deben priorizar las actividades, la secuencia del trabajo y si se cuenta con todos los recursos. (Ballard, The Last Planner System of Production Control. , 2000)
Según como muestra la figura 13 la programación se basa en una semana, en la que ya con mucha más precisión se pueden verificar sus restricciones y así poder llevar adelante cada actividad.
2.8.5. Programación Diaria
Es un documento que se entrega a diario al responsable de cada cuadrilla, conocido como el tareo. Dicho documento contiene las actividades a realizarse durante ese día, éste debe ser claro y preciso, así lo sugiere el Lean Construction Institute (LCE, 2017) en lo posible para así no generar confusiones para los
encargados que lo reciben y lo llevarán a cabo con la finalidad de eliminar iteraciones negativas. La idea de crear este documento es formalizar el pedido del Ingeniero Residente.
En la programación diaria pueden ser incluidas actividades de ‘’último minuto’’ por ejemplo:
Cambio de niveles en la cimentación, apoyo a cuadrilla de excavación
Reparación de cerramiento provisional, destruido volquetas o tanqueros
Simulacro de sismo con la participación de todo el personal en obra.
2.8.6. Porcentaje de plan cumplido (PPC)
Es el número total de actividades cumplidas entre el número total de actividades programadas expresado en porcentaje, las actividades programadas se toman del Look Ahead.
El porcentaje de plan cumplido es un análisis de confiabilidad, no mide el avance sino la efectividad del sistema de programación.
𝑃𝑃𝐶 =Número de actividades programadas completas
Número de actividades programadas %
CAPITULO 3
3.
MARCO METODOLÓGICO
El enfoque de la presente investigación es cuantitativo, por lo que usa la recolección de datos para comprobar hipótesis con base en la medición numérica y el análisis estadístico, para establecer patrones de comportamiento y probar teorías. Además, se basa en un tipo de investigación exploratoria, ya que da una visión general de tipo aproximativo respecto a una determinada realidad, por lo general se realiza cuando el tema elegido ha sido poco reconocido o explorado. También se define como tipo explicativa: ésta refiere a la explicación del funcionamiento de un fenómeno utilizando una teoría y obteniendo resultados explicados en hechos verificables.
El proyecto escogido para la investigación es la construcción de una Planta Empacadora – Exportadora llamada ‘’Total Seafood’’. Se recolectará la información de inicio del proyecto para uso de la investigación como: planos, programación, inventarios, entre otros.
análisis se encontrarán las restricciones y causas que generan el incumplimiento o atraso en la programación previa.
Los rubros a estudiarse son: Contrapiso de hormigón simple f’c 210kg/cm2 con un espesor de 10cm y vaciado directo con mixer, paredes de bloque con un espesor de 10cm, pilaretes y viguetas vaciado de hormigón con concretera, amurados de columnas y vigas metálicas, revocados de pared de bloque, rayados de pared de bloque y cuadrada de boquetes de puertas y ventanas. El objetivo será optimizar la ejecución de estas actividades con una nueva planificación, a su vez identificando las pérdidas que se presentan en obra mediante el análisis de restricciones como, por ejemplo: tiempos de espera, pérdidas por transporte (acarreo de material), cambios de diseño, falta de material (inventarios).
Elaboración: Sharon Aldaz
Finalmente graficar las curvas de productividad (Figura N°8) hasta obtener un óptimo rendimiento. Los registros que se obtengan servirán para demostrar el nivel que se maneja en la producción actual con un cálculo de PPC (Porcentaje de plan cumplido) y realizando el informe semanal de producción.
Programación
Figura 16: Diagrama sobre el proceso que se llevará en Total Seafood para la aplicación de las herramientas de Lean Construction
CAPITULO 4
4.
DESARROLLO DEL TEMA
4.1. Estructura de desglose de trabajo (EDT)
TOTAL SEAFOOD
Figura 17: Estructura de desglose de trabajo (EDT) del proyecto Total Seafood
4.2. Programación maestra
Tabla 3 Programación Maestra ''Total Seafood''
4.3. Cronograma general
4.4. Sectorización
4.5. Planeamiento
Figura 19: Planeamiento del área de estudio del proyecto ''Total Seafood''
4.6. Programación Look Ahead
4.7. Análisis de restricciones
Tabla 6: Análisis de restricciones semana N°12
Elaboración: Sharon Aldaz
levantamiento de pared OK OK F OK - NO
levantamiento de pared OK OK F OK - NO
levantamiento de pared OK OK OK OK OK SI
levantamiento de pared OK OK OK OK OK SI
1.3.3
armado estructural OK OK OK OK OK SI
encofrado OK OK OK OK OK SI
fundición OK OK OK OK OK SI
armado estructural OK OK OK OK OK SI
encofrado OK OK OK OK OK SI
fundición OK OK OK OK OK SI
armado estructural OK OK OK OK OK SI
encofrado OK OK OK OK OK SI
fundición OK OK OK OK OK SI
armado estructural OK OK OK OK OK SI
encofrado OK OK OK OK OK SI
predecesora mano de obra material equipos
GALPON PRINCIPAL
Contrapiso de Ho Simple e=10cm
Pared de Bloques E= 0.10
Tabla 7: Análisis de restricciones semana N°13
levantamiento de pared OK OK OK OK - SI
levantamiento de pared OK OK OK OK - SI
levantamiento de pared OK OK OK F - SI
levantamiento de pared OK OK OK F - SI
levantamiento de pared OK OK OK OK - SI
1.3.3
armado estructural OK OK OK OK - SI
encofrado OK OK OK OK - SI
fundición OK OK OK OK - SI
armado estructural OK OK OK OK - SI
encofrado OK OK OK OK - SI
fundición OK OK OK OK - SI
armado estructural OK OK OK OK - SI
encofrado OK OK OK OK - SI
fundición OK OK OK OK - SI
armado estructural OK OK OK OK - SI
encofrado OK OK OK OK - SI
Revestimiento con bloque OK OK OK OK - SI
colocación de malla de enlucido OK OK OK OK - SI
enlucidos OK OK OK OK - SI
Revestimiento con bloque OK OK OK OK - SI
colocación de malla de enlucido OK OK OK OK - SI
enlucidos OK OK OK OK - SI
Revestimiento con bloque OK OK OK OK - SI
colocación de malla de enlucido OK OK OK OK - SI
enlucidos OK OK OK OK - SI
Revestimiento con bloque OK OK OK OK - SI
colocación de malla de enlucido OK OK OK OK - SI
enlucidos OK OK OK OK - SI
1.3.5
revocado de pared OK OK OK OK - SI
Revocado de pared OK OK OK OK - SI
1.3.7
Cuadrada de boquetes de puertas y ventanas OK OK OK OK - SI
acabados de filos OK OK OK OK - SI
Cuadrada de boquetes de puertas y ventanas OK OK OK OK - SI
acabados de filos OK OK OK OK - SI
Contrapiso de Ho Simple e=10cm GALPON PRINCIPAL
Pared de Bloques E= 0.10
Revocado de pared
Cuadrada de boquetes de puertas y ventanas Pilaretes y Viguetas
Amurados de columnas y vigas metálicas Actividad
OCTUBRE RESTRICCIONES
LIBERADO
Semana 13 Información Actividad
Tabla 8: Análisis de restricciones semana N°14
Elaboración: Sharon Aldaz
31 1 2 3 4 5 6 L M X J V S D
GALPON PRINCIPAL 1.3.2 Pared de Bloques E= 0.10
levantamiento de pared OK OK OK OK - SI
levantamiento de pared OK OK F F - NO
levantamiento de pared OK OK OK OK - SI
1.3.3
armado estructural OK OK OK OK - SI
encofrado OK OK OK OK - SI
fundición OK OK OK OK - SI
armado estructural OK OK OK OK - SI
encofrado OK OK OK OK - SI
fundición OK OK OK OK - SI
armado estructural OK OK OK OK - SI
encofrado OK OK OK OK - SI
fundición OK OK OK OK - SI
1.3.4
Revestimiento con bloque OK OK OK OK - SI
colocación de malla de enlucido OK OK OK OK - SI
enlucidos OK OK OK OK - SI
Revestimiento con bloque OK OK OK OK - SI
colocación de malla de enlucido OK OK OK OK - SI
enlucidos OK OK OK OK - SI
Revestimiento con bloque OK OK OK OK - SI
colocación de malla de enlucido OK OK OK OK - SI
enlucidos OK OK OK OK - SI
Cuadrada de boquetes de puertas y ventanas OK OK OK OK - SI
acabados de filos OK OK OK OK - SI
Cuadrada de boquetes de puertas y ventanas OK OK OK OK - SI
acabados de filos OK OK OK OK - SI
Cuadrada de boquetes de puertas y ventanas OK OK OK OK - SI
acabados de filos OK OK OK OK - SI
Cuadrada de boquetes de puertas y ventanas Amurados de columnas y vigas metálicas Pilaretes y Viguetas
Tabla 9: Análisis de restricciones semana N°15
Elaboración: Sharon Aldaz 7 8 9 10 11 12 13
L M X J V S D
GALPON PRINCIPAL 1.3.2 Pared de Bloques E= 0.10
levantamiento de pared OK OK OK OK - SI
1.3.3
armado estructural OK OK OK OK - SI
encofrado OK OK OK OK - SI
fundición OK OK OK OK - SI
1.3.4
Revestimiento con bloque OK OK OK OK - SI
colocación de malla de enlucido OK OK OK OK - SI
enlucidos OK OK OK OK - SI
1.3.5
Revocado de pared
Revocado de pared OK OK OK OK - SI
1.3.7
Cuadrada de boquetes de puertas y ventanas OK OK OK OK - SI
acabados de filos OK OK OK OK - SI
1.3.6
rayado de pared de bloque OK OK OK OK - SI
Rayado de pared Revocado de pared
Cuadrada de boquetes de puertas y ventanas Amurados de columnas y vigas metálicas Pilaretes y Viguetas
Tabla 10: Análisis de restricciones semana N°16
Elaboración: Sharon Aldaz 14 15 16 17 18 19 20
L M X J V S D
1.3.5
revocado de pared OK OK OK OK - SI
revocado de pared OK OK OK OK - SI
1.3.7
Cuadrada de boquetes de puertas y ventanas OK OK OK OK - SI
acabados de filos OK OK OK OK - SI
Cuadrada de boquetes de puertas y ventanas Revocado de pared
Actividad
NOVIEMBRE RESTRICCIONES
LIBERADO Semana 16
Información Actividad
4.8. Programación semanal
Tabla 11: Programación semana N°12
Tabla 12: Programación semana N°13
Tabla 13: Programación semana N°14
Tabla 14: Programación semana N°15
Tabla 15: Programación semana N°16
4.9. Nivel General de actividades
4.9.1. Carta Balance
Tabla 16: Carta Balance semana N°12
Elaboración: Sharon Aldaz
Suarez Felix Pin Camilo Mite
cargo: albañil albañil albañil A
B
MEDICIONES DE CUADRILLA PARA CARTA BALANCE
FORMATO DE TOMA DE DATOS: CARTA BALANCE NUEVA EMPACADORA TOTAL SEAFOOD
ING. RUTHER CUEVA
Del 17 al 21 de octubre/2016
CUADRILLAS m ezcla de Ho en concretera
Preparación de mortero limpieza
Σ ( Resumen semanal)
LISTADO DE ACTIVIDADES
% Porcentajes de actividades realizadas
En la Tabla 16 se representan las actividades realizadas en obra, observando cada cuadrilla y registrando su labor durante todo el jornal, de esta manera se lleva el control de la clasificación de trabajos, y se puede determinar fácilmente la productividad de las cuadrillas. En esta semana se encuentran los rubros de Contrapiso de hormigón simple y paredes de bloque e=10cm, obteniendo los siguientes resultados (Tabla 17) según los Trabajos y tiempos productivos (TP), trabajos y tiempos contributorios (TC), trabajos y tiempos no contributorios (TNC).
Tabla 17: Resultados carta balance semana 12
Tabla 18: Carta Balance semana N°13
Elaboración: Sharon Aldaz
Suarez Felix Pin Camilo Mite
Dimas Zavala
cargo: albañil albañil albañil albañil A
B
2 Del 24 al 28 de octubre/2016
FORMATO DE TOMA DE DATOS: CARTA BALANCE
NUEVA EMPACADORA TOTAL SEAFOOD MAMPOSTERÍA
ING. RUTHER CUEVA GALPÓN PRINCIPAL
Clas ificación
MEDICIONES DE CUADRILLA PARA CARTA BALANCE
OBSERVACIONES
amurado con bloques TP
colocación de malla TP
enlucidos TP
m ezcla de Ho en concretera TC
Preparación de mortero TC
limpieza TC
En la tabla 18 se registran los datos de la semana 13, se continúan los rubros de Contrapiso, paredes de bloque y se inicia pilaretes y viguetas, revocados y cuadrada de boquetes de puertas y ventanas, obteniendo los siguientes resultados según la clasificación de trabajos:
Tabla 19: Resultados carta balance semana 13
Tabla 20: Carta Balance semana N°14
Elaboración: Sharon Aldaz
Suarez Felix Pin Camilo Mite
Dimas Zavala
cargo: albañil albañil albañil albañil A
B
3 Del 31 al 04 de noviem bre/2016
FORMATO DE TOMA DE DATOS: CARTA BALANCE
NUEVA EMPACADORA TOTAL SEAFOOD MAMPOSTERÍA
ING. RUTHER CUEVA GALPÓN PRINCIPAL
Clas ificación
MEDICIONES DE CUADRILLA PARA CARTA BALANCE
OBSERVACIONES
amurado con bloques TP
colocación de malla TP
enlucidos TP
m ezcla de Ho en concretera TC Preparación de mortero TC
limpieza TC
La tabla 20 correspondiente a la semana 14, se continúa con las actividades de los rubros de paredes de bloque, pilaretes y viguetas, revocados, cuadrada de boquetes de puertas y ventanas e iniciamos con amurados de columnas y vigas metálicas, enlucidos; obteniendo los siguientes resultados:
Tabla 21: Resultados carta balance semana 14
Tabla 22: Carta Balance semana N°15
Elaboración: Sharon Aldaz
Suarez Felix Pin Camilo Mite
Dimas Zavala
cargo: albañil albañil albañil albañil A
B
4 Del 07 al 11 de noviem bre/2016
FORMATO DE TOMA DE DATOS: CARTA BALANCE
NUEVA EMPACADORA TOTAL SEAFOOD MAMPOSTERÍA
ING. RUTHER CUEVA GALPÓN PRINCIPAL
Clas ificación
MEDICIONES DE CUADRILLA PARA CARTA BALANCE
OBSERVACIONES
amurado con bloques TP
colocación de malla TP
enlucidos TP
m ezcla de Ho en concretera TC Preparación de mortero TC
limpieza TC
La tabla 22 correspondiente a la semana 15, se continúa con las actividades de los rubros de paredes de bloque, pilaretes y viguetas, revocados, amurados de columnas y vigas metálicas, enlucidos, cuadradas de boquetes, y se inicia con rayado de pared; obteniendo los siguientes resultados:
Tabla 23: Resultados carta balance semana 15
Tabla 24: Carta Balance semana N°16
Elaboración: Sharon Aldaz
Suarez Felix Pin Camilo Mite
Dimas Zavala
cargo: albañil albañil albañil albañil A
B
5 Del 14 al 18 de noviem bre/2016
FORMATO DE TOMA DE DATOS: CARTA BALANCE
NUEVA EMPACADORA TOTAL SEAFOOD MAMPOSTERÍA
ING. RUTHER CUEVA GALPÓN PRINCIPAL
Clas ificación
MEDICIONES DE CUADRILLA PARA CARTA BALANCE
OBSERVACIONES
amurado con bloques TP
colocación de malla TP
enlucidos TP
m ezcla de Ho en concretera TC
Preparación de mortero TC
limpieza TC
En la tabla 24 se registra la última semana de actividades, finalizando con los rubros de: revocados y cuadradas de boquetes de puertas y ventanas; obteniendo los siguientes resultados:
Tabla 25: Resultados carta balance semana 16
4.9.2. Rendimientos diarios
Tabla 26: Factor rendimiento de cantidades ejecutadas 17/10/16
Elaboración: Sharon Aldaz
Simple e=10cm 3 8 68,00 m² 0,12 hora/m² 8,33 m²/hora 66,64 m²/dia 0,36 2 Anibal Choez albañil y peón Oficinas Contrapiso de Ho
Simple e=10cm 2 8 48,20 m² 0,17 hora/m² 5,88 m²/hora 47,04 m²/dia 0,34 3 Miguel Gamboa albañil y peón Oficinas Contrapiso de Ho
Simple e=10cm 2 8 48,80 m² 0,16 hora/m² 6,25 m²/hora 50,00 m²/dia 0,32
FACTOR RENDIMIENTO NUEVA EMPACADORA TOTAL SEAFOOD
lunes, 17 de octubre de 2016
Tabla 27: Factor rendimiento de cantidades ejecutadas 18/10/16
Simple e=10cm 3 8 67,60 m² 0,12 hora/m² 8,33 m²/hora 66,64 m²/dia 0,36 2 Anibal Choez albañil y peón Oficinas Contrapiso de Ho
Simple e=10cm 2 8 49,50 m² 0,16 hora/m² 6,25 m²/hora 50,00 m²/dia 0,32 3 Miguel Gamboa albañil y peón Oficinas Contrapiso de Ho
Simple e=10cm 2 8 49,40 m² 0,16 hora/m² 6,25 m²/hora 50,00 m²/dia 0,32 4 Vicente Suarez albañil y peón Oficinas Pared de Bloques E=
0.10 2 8 25,00 m² 0,32 hora/m² 3,13 m²/hora 25,04 m²/dia 0,64 5 Rodolfo Mite albañil y peón Oficinas Pared de Bloques E=
0.10 2 8 24,80 m² 0,32 hora/m² 3,13 m²/hora 25,04 m²/dia 0,64 6 Camilo Mite albañil y peón Oficinas Pared de Bloques E=
0.10 2 8 24,68 m² 0,32 hora/m² 3,13 m²/hora 25,04 m²/dia 0,64
FACTOR RENDIMIENTO NUEVA EMPACADORA TOTAL SEAFOOD
martes, 18 de octubre de 2016
Tabla 28: Factor rendimiento de cantidades ejecutadas 19/10/16
Simple e=10cm 3 8 69,50 m² 0,12 hora/m² 8,33 m²/hora 66,64 m²/dia 0,36 2 Anibal Choez albañil y peón Laboratorios Contrapiso de Ho
Simple e=10cm 2 8 49,55 m² 0,16 hora/m² 6,25 m²/hora 50,00 m²/dia 0,32 3 Miguel Gamboa albañil y peón Laboratorios Contrapiso de Ho
Simple e=10cm 2 8 49,25 m² 0,16 hora/m² 6,25 m²/hora 50,00 m²/dia 0,32 4 Vicente Suarez albañil y peón Oficinas Pared de Bloques E=
0.10 2 8 25,10 m² 0,32 hora/m² 3,13 m²/hora 25,04 m²/dia 0,64 5 Rodolfo Mite albañil y peón Oficinas Pared de Bloques E=
0.10 2 8 24,80 m² 0,32 hora/m² 3,13 m²/hora 25,04 m²/dia 0,64 6 Camilo Mite albañil y peón Oficinas Pared de Bloques E=
0.10 2 8 24,70 m² 0,32 hora/m² 3,13 m²/hora 25,04 m²/dia 0,64 7 Juan Tomala carpintero y
peón Oficinas Pilaretes y Viguetas 2 8 16,80 ml 0,48 hora/ml 2,08 ml/hora 16,64 ml/dia 0,96 8 Jose Monrroy carpintero,
fierrero y peón Oficinas Pilaretes y Viguetas 3 8 16,50 ml 0,48 hora/ml 2,08 ml/hora 16,64 ml/dia 1,44
FACTOR RENDIMIENTO NUEVA EMPACADORA TOTAL SEAFOOD
miércoles, 19 de octubre de 2016
Tabla 29: Factor rendimiento de cantidades ejecutadas 20/10/16
Simple e=10cm 3 8 67,30 m² 0,12 hora/m² 8,33 m²/hora 66,64 m²/dia 0,36 2 Anibal Choez albañil y peón RR.HH Contrapiso de Ho
Simple e=10cm 2 8 51,45 m² 0,16 hora/m² 6,25 m²/hora 50,00 m²/dia 0,32 3 Miguel Gamboa albañil y peón RR.HH Contrapiso de Ho
Simple e=10cm 2 8 50,25 m² 0,16 hora/m² 6,25 m²/hora 50,00 m²/dia 0,32 4 Vicente Suarez albañil y peón Oficinas Pared de Bloques E=
0.10 2 8 25,00 m² 0,32 hora/m² 3,13 m²/hora 25,04 m²/dia 0,64 5 Rodolfo Mite albañil y peón Oficinas Pared de Bloques E=
0.10 2 8 24,75 m² 0,32 hora/m² 3,13 m²/hora 25,04 m²/dia 0,64 6 Camilo Mite albañil y peón Oficinas Pared de Bloques E=
0.10 2 8 24,80 m² 0,32 hora/m² 3,13 m²/hora 25,04 m²/dia 0,64 7 Segundo
Medranda albañil y peón Laboratorios
Pared de Bloques E=
0.10 2 8 25,30 m² 0,32 hora/m² 3,13 m²/hora 25,04 m²/dia 0,64 8 Kleber Quijije albañil y peón Laboratorios Pared de Bloques E=
0.10 2 8 24,95 m² 0,32 hora/m² 3,13 m²/hora 25,04 m²/dia 0,64 9 Juan Tomala carpintero y
peón Oficinas Pilaretes y Viguetas 2 8 16,20 ml 0,49 hora/ml 2,04 ml/hora 16,32 ml/dia 0,98 10 Jose Monrroy carpintero,
fierrero y peón Oficinas Pilaretes y Viguetas 3 8 17,20 ml 0,47 hora/ml 2,13 ml/hora 17,04 ml/dia 1,41 11 Luis Leon carpintero y
peón Laboratorios Pilaretes y Viguetas 2 8 15,50 ml 0,52 hora/ml 1,92 ml/hora 15,36 ml/dia 1,04 12 Leonel Sanchez carpintero,
fierrero y peón Laboratorios Pilaretes y Viguetas 3 8 17,20 ml 0,47 hora/ml 2,13 ml/hora 17,04 ml/dia 1,41
FACTOR RENDIMIENTO NUEVA EMPACADORA TOTAL SEAFOOD
jueves, 20 de octubre de 2016
Tabla 30: Factor Rendimiento de cantidades ejecutadas 21/10/16
Elaboración: Sharon Aldaz
Simple e=10cm 3 8 68,60 m² 0,12 hora/m² 8,33 m²/hora 66,64 m²/dia 0,36 2 Anibal Choez albañil y peón Baños Contrapiso de Ho
Simple e=10cm 2 8 50,60 m² 0,16 hora/m² 6,25 m²/hora 50,00 m²/dia 0,32 3 Miguel Gamboa albañil y peón Baños Contrapiso de Ho
Simple e=10cm 2 8 53,10 m² 0,15 hora/m² 6,67 m²/hora 53,36 m²/dia 0,30 4 Vicente Suarez albañil y peón Oficinas Pared de Bloques E=
0.10 2 8 23,95 m² 0,33 hora/m² 3,03 m²/hora 24,24 m²/dia 0,66
5 Rodolfo Mite albañil y peón Oficinas Pared de Bloques E=
0.10 2 8 24,86 m² 0,32 hora/m² 3,13 m²/hora 25,04 m²/dia 0,64
6 Camilo Mite albañil y peón Oficinas Pared de Bloques E=
0.10 2 8 24,80 m² 0,32 hora/m² 3,13 m²/hora 25,04 m²/dia 0,64
7 Segundo
Medranda albañil y peón Laboratorios
Pared de Bloques E=
0.10 2 8 25,35 m² 0,32 hora/m² 3,13 m²/hora 25,04 m²/dia 0,64
8 Kleber Quijije albañil y peón Laboratorios Pared de Bloques E=
0.10 2 8 25,05 m² 0,32 hora/m² 3,13 m²/hora 25,04 m²/dia 0,64
9 Dimas Zavala albañil y peón RR.HH Pared de Bloques E=
0.10 2 8 25,24 m² 0,32 hora/m² 3,13 m²/hora 25,04 m²/dia 0,64
10 Angel Vera albañil y peón RR.HH Pared de Bloques E=
0.10 2 8 24,85 m² 0,32 hora/m² 3,13 m²/hora 25,04 m²/dia 0,64
11 Juan Tomala carpintero y
peón Oficinas Pilaretes y Viguetas 2 8 14,50 ml 0,55 hora/ml 1,82 ml/hora 14,56 ml/dia 1,10 12 Jose Monrroy carpintero,
fierrero y peón Oficinas Pilaretes y Viguetas 3 8 15,20 ml 0,53 hora/ml 1,89 ml/hora 15,12 ml/dia 1,59 13 Luis Leon carpintero y
peón Laboratorios Pilaretes y Viguetas 2 8 16,20 ml 0,49 hora/ml 2,04 ml/hora 16,32 ml/dia 0,98 14 Leonel Sanchez carpintero,
fierrero y peón Laboratorios Pilaretes y Viguetas 3 8 17,00 ml 0,47 hora/ml 2,13 ml/hora 17,04 ml/dia 1,41 15 Freddy Bohorquez carpintero y
peón RR.HH Pilaretes y Viguetas 2 8 14,00 ml 0,57 hora/ml 1,75 ml/hora 14,00 ml/dia 1,14 16 Geovani Lojano carpintero,
fierrero y peón RR.HH Pilaretes y Viguetas 3 8 17,00 ml 0,47 hora/ml 2,13 ml/hora 17,04 ml/dia 1,41
FACTOR RENDIMIENTO NUEVA EMPACADORA TOTAL SEAFOOD
viernes, 21 de octubre de 2016