Diseño de un Sistema de Supervisión y Control para automatizar la Desempacadora de Cajas de una línea de envasado de cerveza
118
0
0
Texto completo
(2)
(3)
(4) DEDICATORIA. En primer lugar, agradecer a Dios por darme fuerza, salud e inteligencia para poder llegar hasta este momento tan importante en mi vida. En segundo lugar, agradecer a mis padres; por su constante apoyo y preocupación por que alcancé mis metas, sueños y objetivos desde que empecé el colegio, pasando por la universidad y por todo lo que me tiene preparado el futuro.. 3.
(5) ÍNDICE. 4.
(6) INDICE. Pág.. I. ASPECTO DE LA INVESTIGACIÓN. 12. 1. PLANTEAMIENTO DEL PROBLEMA. 13. 2. FORMULACIÓN DEL PROBLEMA. 13. 3. OBJETIVOS. 13. 3.1. OBJETIVO GENERAL 3.2. OBJETIVOS ESPECIFICOS 3.3. JUSTIFICACIÓN E IMPORTANCIA DE LA INVESTIGACIÓN 3.4. HIPOTESIS Y VARIABLES 3.4.1. FORMULACIÓN DE LA HIPOTESIS II. BASE TEORICA. 13 13 14 15 15 16. 1. MARCO DE REFERENCIA DEL PROBLEMA 1.1. ANTECEDENTES DEL PROBLEMA. 17 17. 2. CONTROL AUTOMÁTICO DE PROCESOS. 20. 2.1. ¿QUÉ ES UN SISTEMA DE CONTROL? 2.2. DEFINICIONES BASICAS 2.3. LAZO CERRADO. 20 21 21. 3. COMPONENTES DEL SISTEMA DE CONTROL 3.1. SENSORES 3.1.1 SENSORES INDUCTIVOS 3.1.2 SENSORES FOTOELECTRICOS 3.2. VARIADORES DE VELOCIDAD 3.3. MOTORES AC 3.4 INTERRUPTOR MAGNÉTICO 3.5 CONTACTOR 3.6 INTERRUPTOR TERMOMAGNETICO 3.7. AUTÓMATAS PROGRAMABLES (PLC’s) 3.7.1 INTRODUCCIÓN 3.7.2. CAMPOS DE APLICACIÓN 3.7.3. VENTAJAS E INCONVENIENTES 3.7.4. NUEVAS FUNCIONES 3.7.5. ESTRUCTURA MODULAR 3.8. HMI 3.9. FUNCIONAMIENTO DE LA DESEMPACADORA 3.9.1. LOGICA DE CONTROL DE DESEMPACADO. 5. 22 22 22 27 29 32 42 43 44 46 46 46 47 48 49 55 57 58.
(7) Pág. III. DISEÑO DE LA AUTOMATIZACIÓN. 59. 1. LISTA DE EQUIPOS. 60. 1.1. HOJA DE DATOS DE VARIADOR DE VELOCIDAD. 60. 2. ESPECIFICACIÓN DEL SISTEMA DE CONTROL. 61. 2.1. DIMENSIONAMIENTO DEL PLC 2.1.1. HOJA DE DATOS DEL CPU 2.1.2. HOJA DE DATOS DE MODULO DE ENTRADAS DIGITALES 2.1.3. HOJA DE DATOS DE MODULO DE SALIDAS DIGITALES 2.1.4. HOJA DE DATOS DEL HMI 3. DISEÑO Y DESARROLLO DE ALGORITMOS DE CONTROL 3.1. CONFIGURACIÓN DEL PLC 3.2. DIRECCIONAMIENTO DE ENTRADAS Y SALIDAS DEL PLC 3.3. PROGRAMA DEL PLC, EN LENGUAJE LADDER (Ver Anexo N°1) 4. DISEÑO Y DESARROLLO DE LA INTERFACE. GRÁFICA HMI. 61 61 62 63 64 65 65 67 72 73. 5. DISEÑO Y ELABORACIÓN DE PLANOS ELECTRICOS (Ver Anexo N°2). 76. IV. COSTO/BENEFICIO. 77. 1. COSTOS DEL PROYECTO. 78. 1.1. COSTOS DE HARDWARE 1.1.1. COSTOS DE EQUIPOS 1.1.2. COSTOS SISTEMA DE CONTROL 1.2. COSTOS DE INGENIERÍA 1.3. COSTOS DE CAPACITACIÓN 2. JUSTIFICACIÓN ECONÓMICA. 78 78 78 79 79 80. 2.1. BENEFICIOS. 80. V. CONCLUCIONES Y RECOMENDACIONES. 82. VI. REFERENCIAS BIBLIOGRÁFICAS. 84. VII. ANEXO N°1. 87. VIII. ANEXO N°2. 88. 6.
(8) ÍNDICE DE TABLAS. 7.
(9) INDICE DE TABLAS Pág. TABLA N° 01: Listado de Equipos (Variadores de Velocidad). 60. TABLA N° 02: Requerimientos mínimos del Variador de Velocidad. 60. TABLA N° 03: Requerimientos mínimos del CPU. 61. TABLA N° 04: Requerimientos mínimos del Módulo de Entradas Digitales. 62. TABLA N° 05: Requerimientos mínimos del Módulo de Salidas Digitales. 63. TABLA N° 06: Requerimientos mínimos del HMI. 64. TABLA N° 07: Costos de los Equipos del Proyecto. 78. TABLA N° 08: Costos del Sistema de Control. 78. TABLA N° 09: Costos de Ingeniería del Proyecto. 79. TABLA N° 10: Costos de Capacitación. 79. TABLA N° 11: Resumen del Costo Total del Proyecto. 80. TABLA N° 12: Comparación del tiempo perdido por fallas de máquina. 80. TABLA N° 13: Comparación del tiempo perdido por fallas operativas. 81. 8.
(10) INDICE DE FIGURAS Pág. FIGURA N° 01: Principio de la Caja Negra. 20. FIGURA N° 02: Control Lazo Cerrado. 22. FIGURA N° 03: Sensor Inductivo. 22. FIGURA N° 04: Sensor Inductivo Blindado. 23. FIGURA N° 05: Sensor Inductivo NO Blindado. 24. FIGURA N° 06: Características de Respuesta. 24. FIGURA N° 07: Conexión Eléctrica Sensor Inductivo. 27. FIGURA N° 08: Sensor Fotoeléctrico Tipo Reflexión sobre espejo. 28. FIGURA N° 09: Conexión Eléctrica Sensor Fotoeléctrico. 29. FIGURA N° 10: Velocidad de sincronismo del motor asíncrono trifásico. 35. FIGURA N° 11: Red Trifásica. 37. FIGURA N° 12: Tensiones Normalizadas. 37. FIGURA N° 13: Tensiones de Servicio. 38. FIGURA N° 14: Conexión Estrella-Triangulo. 38. FIGURA N° 15: Despiece del Motor. 40. FIGURA N° 16: Interruptor Magnético. 42. FIGURA N° 17: Contactor. 43. FIGURA N° 18: Interruptor Termomagnético. 45. FIGURA N° 19: Estructura Modular del PLC. 50. FIGURA N° 20: Símbolos de Contactos, Lenguaje Ladder. 54. FIGURA N° 21: HMI Siemens KTP1000. 56. FIGURA N° 22: Desempacadora de Cajas. 57. FIGURA N° 23: Variador de Velocidad FC302. 61. FIGURA N° 24: CPU 315-2EH14-0AB0. 62. FIGURA N° 25: Modulo de Entradas Digitales 321-1BH02-0AA0. 63. FIGURA N° 26: Modulo de Salidas Digitales 322-1BH01-0AA0. 64. FIGURA N° 27: HMI KTP1000 Basic DP. 65. FIGURA N° 28: Configuración del PLC. 65. 9.
(11) Resumen El presente proyecto propone el DISEÑO DE UN SISTEMA DE SUPERVISIÓN Y CONTROL PARA AUTOMATIZAR LA DESEMPACADORA DE CAJAS DE UNA LINEA DE ENVASADO DE CERVEZA. El sistema de control estará basado un controlador lógico programable de la marca Siemens, modelo S7300-CPU315, para el sistema de supervisión se usará una HMI touchscreen a color de 10.4" de la marca Siemens, modelo KTP1000 Basic PN/DP,. el cual permitirá controlar y monitorear el funcionamiento de la. Desempacadora de Cajas. En el Capítulo I se plantea el problema, los objetivos y la justificación para el sistema de supervisión y control propuesto. En el Capítulo II se muestra y/o propone la base teórica necesaria para poder diseñar el sistema de supervisión y control, como por ejemplo teoría acerca de variadores de velocidad, sensores fotoeléctricos, sensores inductivos, motores AC, guardamotores, PLC, etc. En el Capítulo III se diseña el sistema de supervisión y control, se seleccionan los variadores de velocidad, PLC y módulos de entrada y salida digital, se elaboran planos de interconexión de los módulos del PLC, adicionalmente se muestra la programación del PLC y los faceplate del HMI. En el Capítulo IV se realiza todo el sustento económico del sistema de control, costos de hardware y software, costos de ingeniería, costos de capacitación y el tiempo de recuperación de la inversión realizada. En el Capítulo V se muestran las conclusiones y las recomendaciones al sistema de supervisión y control.. 10.
(12) CAPITULO I ASPECTO DE LA INVESTIGACIÓN. 11.
(13) 1. PLANTEAMIENTO DEL PROBLEMA Las empresas manufactureras de elaboración y ventas de cerveza en el mundo, se encuentran en continuo cambio para poder mantenerse competitivas en el mercado, mejorando continuamente su proceso productivo en todos los aspectos en que sea posible, reduciendo costos producción e incrementando la eficiencia de su línea de envasado. Para poder incrementar la eficiencia de la línea de envasado se necesita que las máquinas sean confiables, en tal sentido se ha dado énfasis a la automatización y control. En el Perú la empresa en estudio no es ajena a estos cambios, por lo que está destinando. una. partida. presupuestal. para. automatizar. su. máquina. Desempacadora de cajas de su línea de envasado.. 2. FORMULACIÓN DEL PROBLEMA ¿Cómo Diseñar un Sistema de Supervisión y Control para Automatizar la Desempacadora de Cajas de una Línea de Envasado de Cerveza.. 3. OBJETIVOS 3.1. OBJETIVO GENERAL Diseñar un Sistema de Supervisión y Control para Automatizar la Desempacadora de Cajas de una Línea de Envasado de Cerveza.. 3.2. OBJETIVOS ESPECIFICOS 1. Estudiar el proceso de Desempacado de cajas 2. Plantear la lógica de control de Desempacado de cajas 3. Determinar y Seleccionar los Equipos del Sistema de Supervisión y Control para Automatizar la Desempacadora de Cajas.. 12.
(14) 4. Diseñar y Elaborar Planos Eléctricos 5. Identificar las condiciones de operación ideales para lograr la operación optima de la Desempacadora de Cajas. 6. Realizar la programación del HMI en base a la optimización de la operación de la Desempacadora de cajas. 7. Realizar la programación del PLC en base a la lógica de control planteada.. 3.3. JUSTIFICACIÓN E IMPORTANCIA DE LA INVESTIGACIÓN: En la actualidad la desempacadora de cajas es una máquina que no es confiable, en términos de eficiencia, debido a que posee una cantidad considerable de horas acumuladas por fallas, lo cual resta productividad a la línea de envasado e incumplimiento de la producción, esta investigación es importante para la empresa porque producto de la automatización de la desempacadora de cajas se reducirán las horas por falla de máquina, lo que traerá como consecuencia que se incremente la producción. La operación de la Desempacadora de cajas lo realiza una persona por turno, haciendo uso de pulsadores ubicados en un pupitre cercano a la máquina, toda la lógica de control de la Desempacadora se realiza mediante relés y contactores, estos dispositivos al poseer partes mecánicas con el tiempo sufren desgaste y traen como consecuencia fallas de máquina y por ende perdida de producción, adicionalmente el cableado excesivo en el tablero de control dificulta la resolución de problemas que se puedan presentar.. La desempacadora es una máquina totalmente ciega en el sentido de que no posee un HMI, por lo que las fallas de máquina toman demasiado tiempo en ser solucionadas, debido a que no se tiene una ayuda textual y/o visual de la ubicación de la falla, para poder ser solucionada en el menor tiempo posible.. 13.
(15) Finalmente los Motores al poseer solo arranque directo o estrella triangulo, el costo del mantenimiento preventivo y el consumo de energía son elevados, por tal razón se usará variadores de velocidad para incrementar el tiempo de Rampa de aceleración y la velocidad de la Desempacadora.. 3.4. HIPOTESIS Y VARIABLES 3.4.1. FORMULACIÓN DE LA HIPOTESIS El Diseño de un Sistema de Supervisión y Control para Automatizar la Desempacadora de Cajas de una Línea de Envasado de Cerveza. Constará de: . Un PLC Modular el cual reemplazará a toda la lógica de control existente, la cual usa relé y contactores y se programará de acuerdo a la lógica de funcionamiento existente.. . Un HMI, el cual eliminará el pupitre de mando antiguo.. . Variadores de velocidad para todos los motores de la Desempacadora, cabe resaltar que: - Se usarán los mismos motores - Se usarán los mismos sensores inductivos y fotoceldas.. 14.
(16) CAPITULO II BASE TEORICA. 15.
(17) 1. MARCO DE REFERENCIA DEL PROBLEMA 1.1. ANTECEDENTES DEL PROBLEMA. Titulo. Reingeniería e implementación de circuitos de control y fuerza usando un plc s7-300 de un molino refinador de licor de cacao en la empresa nestle ecuador s. A. De la ciudad de guayaquil.. Autor. Quinga Cóndor Fernando Javier. Universidad Escuela Superior Politécnica De Chimborazo Año. 2014 En el presente trabajo de tesis se ha desarrollado una reingeniería e implementación de los circuitos de control y fuerza usando un PLC S7-300 en un molino refinador de licor de cacao, Así también se detalla el funcionamiento y los procesos de producción para previa obtención del licor de cacao. Para ello se realizó, un diagnóstico del estado técnico actual de la máquina, como se realiza el proceso de producción, cuales son las falencias y dificultades que repercuten el estado técnico de la. Resumen. máquina, y tomar una decisión para readecuar el sistema. En lo correspondiente al diseño y programación de los circuitos de control y fuerza, se empleó un PLC S7-300 donde la respectiva programación se elaboró en el software Simatic, donde se ha efectivizado el funcionamiento,. evitando. funcionamiento inesperadas.. 16. las. paradas. de.
(18) Finalmente se elaboró un manual de operación, mantenimiento, y seguridad de modo que el personal que va a estar involucrado en la maquina pueda estar familiarizado y pueda realizar las diferentes funciones al cual va a estar designado. Como resultado se obtuvo una máquina de alta eficiencia, haciendo que la producción requerida sea la necesaria sin pérdidas de producción y de alta confiabilidad. Titulo. Autor. Diseño de un sistema de supervisión y control para la planta de tratamiento de agua en la empresa UCP BACKUS & JOHNSTON S.A.A. planta motupe Farro Gómez, Henry Wagner Esquerre Gil, Edson Armando. Universidad Universidad Nacional Pedro Ruiz Gallo Año. 2016 El presente trabajo se realizó con el objetivo de elaborar el diseño de la automatización de una planta de tratamiento de agua. Se diseñó los planos de instrumentación con los cambios realizados en el proceso de tratamiento de agua, partiendo de los elementos existentes en la planta de tratamiento de la Empresa Unión de Cervecerías Peruanas BACKUS & JOHNSTON S.A.A. Planta Motupe.. Resumen. Se elaboró el algoritmo de control para un Controlador Lógico Programable tomando en cuenta la renovación del proceso y las consideraciones para el diseño de la automatización. Se realizó el programa de supervisión, el cual nos permite observar los valores de las variables del proceso de tratamiento de agua. Los resultados obtenidos nos permiten concluir: Es factible la automatización de la planta de tratamiento de agua, mediante un PLC. El algoritmo de control para el PLC, regulará 17.
(19) automáticamente cada tratamiento de agua.. fase. del. proceso. de. El algoritmo de control para el PLC, garantiza la obtención de agua tratada, con las características fisicoquímicas planificadas por la empresa.. 2. CONTROL AUTOMÁTICO DE PROCESOS 2.1. ¿QUÉ ES UN SISTEMA DE CONTROL? Un sistema o proceso está formado por un conjunto de elementos relacionados entre sí, que producen señales de salida en función de señales de entrada. Para caracterizar el sistema sólo se requiere conocer la relación que existe entre la entrada y la salida del proceso, no es necesario conocer el funcionamiento interno o cómo actúan los diversos elementos, que es el principio conocido como de caja negra (Figura N°01).. Figura N° 01: Principio de Caja Negra. Fuente: Gomáriz, Biel, Matas, y Reyes, 1999, p 15. Las entradas pueden clasificarse en variables manipuladas, si sus valores pueden ajustarse libremente por el ser humano o un sistema automático, y variables de disturbio, si sus valores no se controlan del todo.. 18.
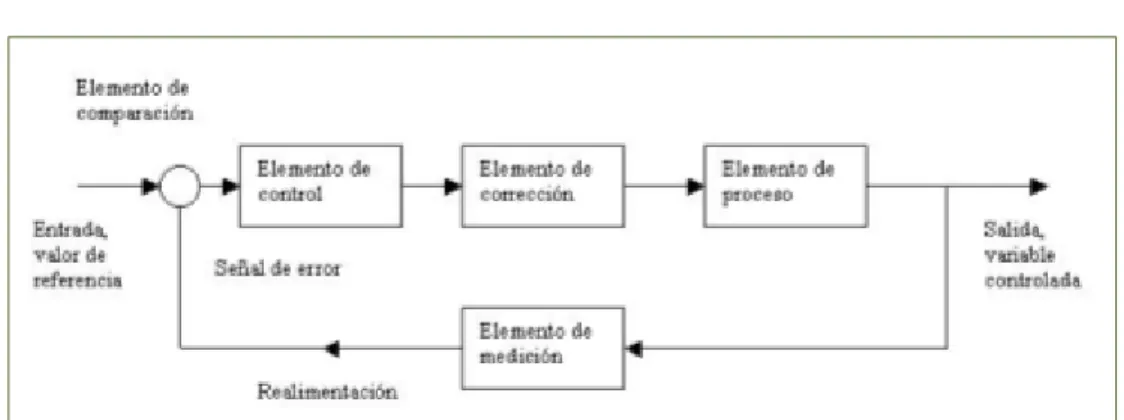
(20) Las salidas se pueden clasificar a su vez en variables medibles, si sus valores se conocen por medición directa, y variables no medibles, cuyo valor no se puede medir en forma directa (Molina, 1998). Los elementos principales de un lazo de control son: . El elemento de medición (sensor / transmisor). . El elemento de decisión (controlador). . El elemento de acción (actuador / elemento final).. 2.2. DEFINICIONES BÁSICAS . Variable de entrada: Es una variable del sistema tal que una modificación de su magnitud o condición puede alterar el estado del sistema.. . Variable de salida: es una variable del sistema cuya magnitud o condición se mide.. . Perturbación: Es una señal que tiende a afectar el valor de la salida de un sistema. Si la perturbación se genera dentro del sistema se la denomina interna, mientras que una perturbación externa se genera fuera del sistema y constituye una entrada.. 2.3. LAZO CERRADO Los sistemas de control realimentados se denominan también sistemas de control de lazo cerrado. En un sistema de control en lazo cerrado, se alimenta al controlador la señal de error de actuación, que es la diferencia entre la señal de entrada y la salida de realimentación (que puede ser la señal de salida misma o una función de la señal de salida y sus derivadas o/y integrales) a fin de reducir el error y llevar la salida del sistema a un valor conveniente.. 19.
(21) El término control en lazo cerrado siempre implica el uso de una acción de control realimentando para reducir el error del sistema.. Figura N° 02: Control Lazo Cerrado. Fuente: Internet. 3. COMPONENTES DEL SISTEMA DE CONTROL 3.1. SENSORES 3.1.1 SENSORES INDUCTIVOS Los sensores de proximidad inductivos incorporan una bobina electromagnética la cual es usada para detectar la presencia de un objeto metálico conductor, este tipo de sensor ignora objeto NO metálico.. 20.
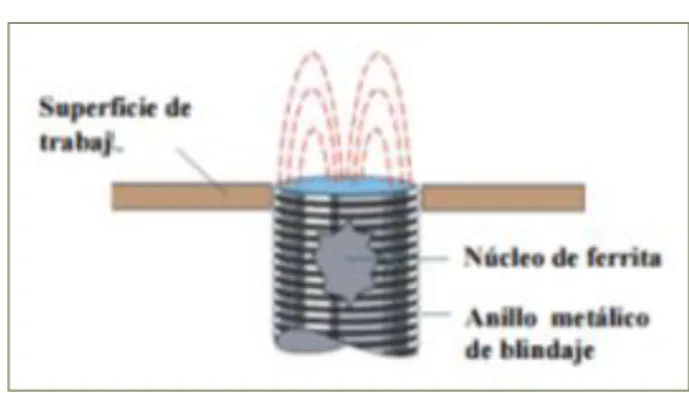
(22) Figura N° 03: Sensor Inductivo. Fuente: Internet. A. SENSORES INDUCTIVOS BLINDADOS El núcleo de ferrita concentra el campo radiado en la dirección del uso Se le coloca alrededor del núcleo un anillo metálico para restringir la radiación lateral del campo Los sensores de proximidad blindados pueden ser montados al ras del metal, pero se recomienda dejar un espacio libre de metal abajo y alrededor de la superficie de sensado. Figura N° 04: Sensor Inductivo Blindado. Fuente: Internet. 21.
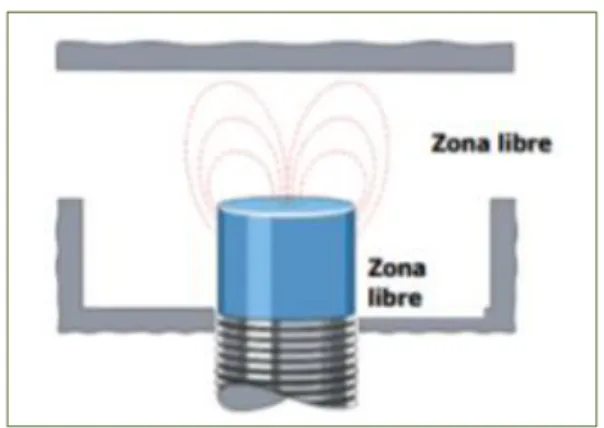
(23) B. SENSORES INDUCTIVOS NO BLINDADOS Un sensor de proximidad no blindado no tiene el anillo de metal rodeando el núcleo para restringir la radiación lateral del campo Los sensores no blindados no pueden ser montados al ras de un metal Estos deben tener un área libre de metal alrededor de la superficie de sensado.. Figura N° 05: Sensor Inductivo NO Blindado. Fuente: Internet. C. HISTÉRESIS Se denomina histéresis a la diferencia entre la distancia de activación y desactivación. Cuando un objeto metálico se acerca al sensor inductivo, éste lo detecta a la "distancia de sensado". Cuando el mismo objeto es alejado, el sensor no lo deja de detectar inmediatamente, sino cuando alcanza la "distancia de reset" que es igual a la "distancia de sensado" más la histéresis propia del sensor.. 22.
(24) Figura N° 06: Características de respuesta. Fuente: Internet. D. DISTANCIA DE SENSADO La distancia de sensado (Sn) especificada en la hoja de datos de un sensor inductivo está basada en un objeto de estándar con medidas de 1" x 1" de hierro dulce. Este valor variará sensiblemente si se quiere detectar otros tipos de metales, incluso con materiales ferrosos como el acero inoxidable (SS). Para otros no ferroros, como el aluminio, pueden ser detectados, pero a menores distancias.. E. CONSIDERACIONES GENERALES . La superficie del objeto a detectar no debe ser menor que el diámetro del sensor de proximidad (preferentemente 2 veces más grande que el tamaño o diámetro del sensor). Si fuera menor que el 50% del diámetro del sensor, la distancia de detección disminuye sustancialmente.. . Debido a las limitaciones de los campos magnéticos, los sensores inductivos tienen una distancia de detección pequeña comparados con otros tipos de sensores. Esta distancia puede variar, en función del tipo de. 23.
(25) sensor inductivo, desde fracciones de milímetros hasta 40 mm en promedio. . Para compensar el limitado rango de detección, existe una extensa variedad de formatos de sensores inductivos: cilíndricos, chatos, rectangulares, etc.. . Los sensores inductivos cilíndricos son los más usuales en las aplicaciones presentes en la industria.. . Posibilidad de montar los sensores tanto enrasados como no enrasados.. . Gracias a no poseer partes móviles los sensores de proximidad no sufren en exceso el desgaste.. . Gracias a las especiales consideraciones en el diseño, y al grado de protección IP67, muchos sensores inductivos pueden trabajar en ambientes adversos, con fluidos corrosivos, aceites, etc., sin perder operatividad.. F. TERMINOLOGIA Alcance nominal (Sn): Alcance convencional que sirve para designar el aparato. No tiene en cuenta las dispersiones (fabricación, temperatura, tensión). Alcance real (Sr): El alcance real se mide con la tensión de alimentación asignada (Un) y a la temperatura ambiente asignada (Tn). Debe estar comprendida entre el 90% y el 110% del alcance real (Sn): 0,9Sn < Sr < 1,1Sn Alcance útil (Su): El alcance útil se mide dentro de los límites admisibles de la temperatura ambiente (Ta) y de la tensión de la alimentación (Ub). Debe estar comprendida entre el 90% y el 110% del alcance real: 0,9Sr < Su < 1,1Sr Alcance de trabajo (Sa):. 24.
(26) Es el campo de funcionamiento del aparato. Está comprendido entre el 0 y el 81% del alcance nominal (Sn): 0 < Sa < 0,9Sn. G. CONEXIÓN ELECTRICA. Figura N° 07: Conexión eléctrica del Sensor Inductivo. Fuente: Internet. 3.1.2 SENSORES FOTOELECTRICOS Un sensor fotoeléctrico es un dispositivo electrónico que responde al cambio en la intensidad de la luz. Estos sensores requieren de un componente emisor que genera la luz, y un componente receptor que percibe la luz generada por el emisor. Existen tres tipos de sensores fotoeléctricos: . Sensores por barrera de luz. . Reflexión sobre espejo. . Reflexión sobre objetos.. El sensor fotoeléctrico que se usa en la Desempacadora es el de reflexión sobre espejo.. 25.
(27) Figura N° 08: Sensor Fotoeléctrico tipo reflexión sobre espejo. Fuente: Internet. A. SENSOR FOTOELECTRICO TIPO REFLEXIÓN SOBRE ESPEJO Tienen el componente emisor y el componente receptor en un solo cuerpo, el haz de luz se establece mediante la utilización de un reflector catadióptico. El objeto es detectado cuando el haz formado entre el componente emisor, el reflector y el componente receptor es interrumpido.. B. VENTAJAS Las fotocélulas de reflexión sobre espejo se componen únicamente de un emisor y un receptor montados bajo una misma carcasa, por lo que el montaje es sencillo y rápido. En estas fotocélulas el haz de luz recorre dos veces la distancia de detección y además el objeto puede ser de reflectividad baja.. 26.
(28) C. CONEXIÓN ELECTRICA. Figura N° 09: Conexión eléctrica de Sensor Fotoeléctrico. Fuente: Internet. 3.2. VARIADORES DE FRECUENCIA A. PRINCIPIO GENERAL El convertidor de frecuencia, alimentado a tensión y frecuencia fijas por la red, suministra al motor, en función de las exigencias de velocidad, alimentación en corriente alterna a tensión y frecuencia variables. Para alimentar correctamente un motor asíncrono a par constante, sea cual sea la velocidad, es necesario mantener el flujo constante. Por tanto, necesita que la tensión y la frecuencia varíen simultáneamente y en las mismas proporciones.. El circuito de potencia está constituido por un rectificador y un ondulador, que a partir de la tensión rectificada, produce una tensión de amplitud y frecuencia variables.. 27.
(29) Para respetar la directiva CE –Comunidad Europea– y las normas asociadas, se coloca un filtro «de red» aguas arriba del puente rectificador. El rectificador consta generalmente de un puente rectificador de diodos y de un circuito de filtro constituido por uno o varios condensadores en función de la potencia. Al conectar el variador, un circuito limitador controla la intensidad. Ciertos convertidores utilizan un puente de tiristores para limitar la corriente de carga de los condensadores de filtro, que se cargan con una tensión de un valor sensiblemente igual al valor de pico de la senoide de red (alrededor de 560 V en una red trifásica de 400 V). Este tipo de variador está destinado a la alimentación de los motores asíncronos de jaula.. B. LAS PROTECCIONES INTEGRADAS El variador se autoprotege y protege al motor contra calentamientos excesivos desconectándose hasta que se alcanza una temperatura aceptable. Se desconecta también con cualquier perturbación o anomalía que pueda alterar el funcionamiento del conjunto, como las sobretensiones o la subtensión, el fallo de una fase de entrada o de salida.. 28.
(30) C. POSIBILIDADES DE AHORRO CON UN VARIADOR Ahorro en mantenimiento . Los elementos de transmisión de potencia duran más: ejes, poleas, correas, reductores, etc.. . Las máquinas duran más: menor desgaste a menor velocidad. Menor tiempo muerto . Productividad. Ahorro en tiempo de instalación . El variador de velocidad incorpora todos los elementos necesarios para un gobierno total del motor y su instalación es muy simple. Ahorro en potencia activa . El consumo de potencia activa de un motor conectado a un variador de velocidad es similar a la potencia mecánica, eficiencia. 3.3. MOTORES AC A. INTRODUCCION Los motores asíncronos trifásicos pueden incluirse entre las máquinas eléctricas más fiables que existen; desarrollan su función durante muchos años con intervenciones de mantenimiento muy reducidas y se adaptan a distintas prestaciones en función de las exigencias, cubriendo tanto aplicaciones de producción como de servicio. Los motores se utilizan en los sectores industriales más variados, como por ejemplo las industrias alimentaria, química, metalúrgica, papelera, minera o las instalaciones de tratamiento de aguas.. 29.
(31) Las aplicaciones incluyen máquinas con piezas móviles a velocidad fija o variable, como por ejemplo los sistemas de elevación, como ascensores o montacargas; de transporte, como las cintas transportadoras; los sistemas de ventilación y climatización, como las unidades de tratamiento del aire; sin olvidar el que es probablemente el uso más común: las bombas y los compresores. Estas indicaciones evidencian por qué el motor asíncrono trifásico puede considerarse como la máquina. eléctrica más ampliamente utilizada en el. entorno industrial (el consumo de energía de los motores eléctricos constituye aproximadamente el 75% del consumo total del sector industrial). A la luz de estos datos se entiende por qué es tan importante para la economía empresarial y para la mejora de la eficiencia energética en general, potenciar una reducción del consumo eléctrico (el coste de un motor durante su vida útil se debe en aproximadamente un 98% al consumo de energía y en el 2% restante a los gastos de compra y mantenimiento) recurriendo, por ejemplo, a la utilización de accionamientos de velocidad variable.. B. TEORÍA DEL MOTOR ASÍNCRONO TRIFÁSICO A continuación, sin entrar en detalladas explicaciones teóricas, aportaremos algunos conceptos sobre el principio de funcionamiento del motor asíncrono. El motor asíncrono es un tipo de motor eléctrico de corriente alterna en el que la frecuencia de rotación no es igual sino inferior a la frecuencia de red, es decir, no es "síncrono" con ella, de ahí el origen de su nombre. Por efecto de la alimentación del circuito del estátor, se produce un campo magnético rotante que tiene una velocidad (velocidad de sincronismo n0) ligada a la frecuencia de la red de alimentación. El rotor, cerrado en cortocircuito y sometido al campo magnético del estátor, es objeto de una fuerza electromotriz inducida que genera corrientes cuyo 30.
(32) efecto es el de crear un par motor que hace girar el rotor a fin de oponerse a la causa que ha generado el fenómeno (ley de Lenz). De este modo, el rotor acelera tendiendo idealmente a la velocidad de sincronismo, a la que correspondería un par motor nulo, generando así una situación de inestabilidad para el motor. Sin embargo, en la práctica el motor alcanza una velocidad inferior (concepto de deslizamiento, como diferencia de velocidad entre el campo magnético estatórico y la velocidad del rotor) tal que en vacío (sin carga externa conectada al eje del motor) el par motor iguala los pares de fricción y ventilación, mientras que con carga el par motor iguala la suma de los pares precedentes y del par de resistencia aplicado al eje. Tal y como ya se ha mencionado, la velocidad a la que el motor no produce par se llama velocidad de sincronismo.. Esta velocidad está ligada a la frecuencia de alimentación y al número de pares de polos de la relación:. n. 0=. 60 x f p. Donde: n0 es la velocidad de sincronismo en vueltas por minuto f es la frecuencia de la red de alimentación p es el número de pares de polos (Los pares de polos se determinan dividiendo entre dos el número de polos que presenta el motor).. 31.
(33) Con la fórmula precedente, en el caso de, por ejemplo, un motor con 8 polos (4 pares de polos) alimentado a 50 Hz, es posible obtener la velocidad de sincronismo "n0" que viene a ser:. n. 0=. 60 x 50 4 =750 rpm. En la tabla siguiente a modo ilustrativo proporcionamos el valor de la velocidad de sincronismo calculada, para motores con diverso número de polos, a las dos frecuencias típicas de instalación (50 y 60 Hz).. Figura N° 10: Velocidad de sincronismo del motor asíncrono trifásico. Fuente: Internet. C. TIPOS Y USOS El motor asíncrono trifásico puede ser: . con rotor bobinado, llamado también de anillos, o bien. . con rotor en cortocircuito, o más conocido como rotor de jaula de ardilla.. La diferencia principal entre los dos tipos reside en la estructura del rotor; para ser más precisos, en el primer tipo el rotor está constituido por varios devanados como los del estator, presenta una estructura más compleja y 32.
(34) delicada (escobillas que rozan con el rotor, con la posible interposición de resistencias para el control de la fase de arranque) con necesidad de mantenimiento periódico y dimensiones generales elevadas. Mientras que el segundo tipo tiene un rotor constituido por barras cerradas en cortocircuito, por lo que, gracias a una mayor simplicidad constructiva, da origen a un tipo de motor muy simple, robusto y económico.. Gracias al desarrollo de la electrónica de control, que permite la regulación de la velocidad de un modo muy simple y eficaz, todas aquellas aplicaciones que priorizaban la utilización de motores sujetos a tener en su propio comportamiento intrínseco la posibilidad de una regulación de la velocidad (motores de corriente continua o motores de anillo) han cedido su puesto a los motores asíncronos, en particular a los de jaula de ardilla, que se utilizan comúnmente para controlar bombas, ventiladores, compresores y muchas otras aplicaciones industriales. La gama de motores de "uso general" comprende los siguientes tipos: . Motores estándar con carcasa de aluminio de 0,06 a 95 Kw. . Motores estándar con carcasa de acero de 75 a 630 kW. . Motores estándar con carcasa de fundición de hierro de 0,25 a 250 kW. . Motores con protección IP23 de 75 a 800 kW. . Motores de frenado automático de 0,055 a 22 kW. . Motores monofásicos de 0,065 a 2,2 kW. . Motores integrados con inversor de 0,37 a 2,2 Kw. 33.
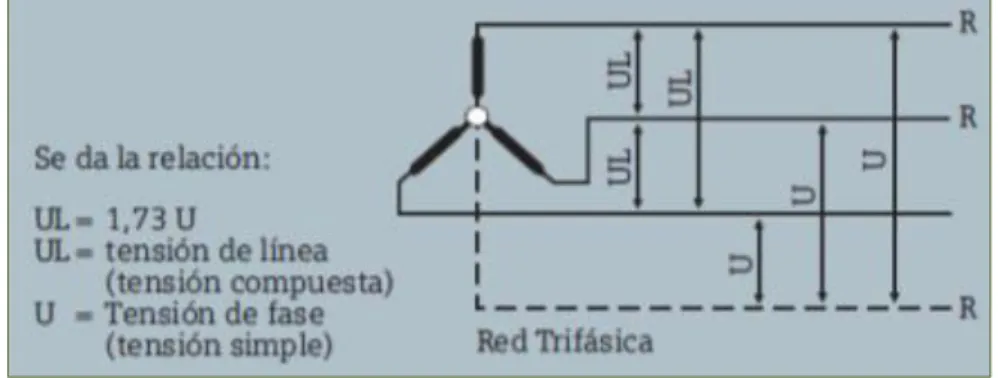
(35) D. TENSIÓN DE SERVICIO La tensión existente entre dos conductores activos (R, S, T) es la tensión de línea (tensión compuesta o tensión de la red). La tensión que hay entre un conductor activo y el neutro es la tensión de la fase (tensión simple).. Figura N° 11: Red Trifásica. Fuente: Internet. Las tensiones normalizadas para las redes de corriente trifásica, en baja tensión, son las siguientes:. Figura N° 12: Tensiones Normalizadas. Fuente: Internet. En el Perú las redes públicas y las industriales prestan servicio a la frecuencia de 60Hz.. 34.
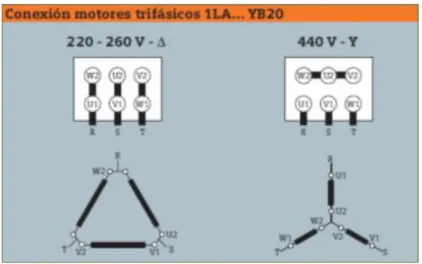
(36) E. CONEXIÓN DE MOTORES TRIFÁSICOS Los motores trifásicos se conectan los tres conductores R,S,T. La tensión nominal del motor en la conexión de servicio tiene que coincidir con la tensión de línea de la red (tensión de servicio).. Figura N° 13: Tensiones de Servicio. Fuente: Internet Figura N° 14: Conexión Estrella-Triangulo. Fuente: Internet. 35.
(37) F. SENTIDO DE GIRO DE LOS MOTORES Los bornes de los motores trifásicos están marcados de tal manera, que el orden alfabético de la denominación de bornes U, V, W, coincide con el orden cronológico si el motor gira hacia la derecha. Esta regla es válida para todas las máquinas, cualquiera que sea su potencia y su tensión. Tratándose de máquinas que sólo sean apropiadas para un sentido de giro, estará éste indicando por una flecha en la placa de características. Debajo de la flecha consta en qué orden se desconectarán los bornes con las fases correlativas de la red. Se consigue invertir el sentido de giro, intercambiando la conexión de dos conductores de fase. Antes de poner en marcha el motor debe revisarse la conexión y el sentido de giro.. G. PUESTA A TIERRA Los motores tienen en la caja de conexiones un tornillo para empalmar el conductor de tierra. Si se trata de motores, superiores al tamaño constructivo 180, para la puesta a tierra se dispone adicionalmente un borne en la pata o bien en la carcasa.. H. PROTECCIÓN DEL MOTOR En términos generales, los motores se pueden proteger de las siguientes maneras: a) Con un guardamotor cuya función es proteger el motor contra sobrecargas y cortocircuitos por medio de disparadores de sobreintensidad regulables que se deben graduar exactamente a la intensidad nominal del motor y disparadores de sobreintensidad electromagnéticas sin retardo, que actúan al originarse un cortocircuito.. 36.
(38) b) Mediante fusibles, contactor y relé bimetálico; de esta forma se obtiene tanto la protección de cortocircuito y sobrecarga como la de marcha en dos fases. Permite además, mando a distancia.. I. DESPIECE DEL MOTOR. Figura N° 15: Despiece del Motor. Fuente: Internet. J. CAJA DE CONEXIONES Los tamaños 71 y superiores, hasta el 220, poseen la caja de conexiones en la parte superior de la carcasa; en los demás motores va instalada a la derecha. Para la conexión a tierra se dispone, en todos los tipos, de un borne en la caja de conexiones, debidamente marcado; del tama-ño 180 en adelante, adicionalmente se tienen bornes de puesta a tierra en las patas. Los motores se suministran con los puentes correspondientes para las diferentes conexiones de sus bobinas.. 37.
(39) CARCASA La carcasa de los motores de los tamaños 71 a 160 es de aluminio inyectado. Del tamaño 180 en adelante tienen la carcasa en hierro fundido.. PLATILLOS Los tamaños AH 71, 80 y 90 se fabrican con platillos de aleación de aluminio; a partir del tamaño 112 los platillos de los motores son de fundición de hierro, tanto en el lado de accionamiento como en el lado de servicio.. PINTURA Los motores llevan dos capas de pintura. Una capa anticorrosiva, que ofrece protección en caso de humedad o de instalación a la intemperie o en locales en los que haya que contar con gases y vapores químicamente agresivos y otra de acabado color gris.. VENTILADOR Los ventiladores para la refrigeración del motor son de plástico en todos los tamaños de la serie 1LA3/5/7 y su acción refrigerante es complementada por la caperuza, fabricada en lámina de acero. Para las series 1LA4 y 1LA6 el ventilador es fundido en aluminio.. 38.
(40) 3.4. INTERRUPTOR MAGNÉTICO Permite disponer de un umbral de intervención magnética más elevado (hasta 13 veces In) respecto del que está disponible en un interruptor termomagnético que, como se ha mencionado, está estandarizado en un valor de 10 veces la In. Esto permite afrontar mejor eventuales problemas ligados a la corriente particularmente elevada que el motor absorbe durante los primeros instantes de su fase de arranque sin tener que recurrir necesariamente a calibres superiores del interruptor.. Figura N° 16: Interruptor Magnético. Fuente: Internet. 39.
(41) 3.5. CONTACTOR Es el aparato destinado a ejecutar las maniobras de conexión/desconexión (encendido/ apagado) del motor en condiciones normales, así como a desconectar el motor de la red de alimentación en caso de sobretensiones detectadas por el relé térmico que controla su apertura. Además, el contactor deberá escogerse de modo que pueda soportar, en referencia a la categoría AC3, la intensidad nominal del motor. El contactor destinado a la maniobra del motor permite realizar un número de maniobras muy superior al que podría realizar el interruptor si se le solicitase esta tarea.. Figura N° 17: Contactor. Fuente: Internet. Por regla general el contactor permite obtener una vida eléctrica superior a la que sería posible con un interruptor. La vida eléctrica del contactor puede determinarse con la ayuda de curvas proporcionadas por el fabricante y con validez para condiciones específicas.. 40.
(42) 3.6.. INTERRUPTOR. DOTADO. DE. PROTECCIÓN. TÉRMICA. Y. MAGNÉTICA Esta solución, que proporciona protección de sobrecarga y magnética integrada, se realiza con interruptores en caja moldeada equipados con relé electrónico para el arranque del motor. De esta forma, la protección magnética y la protección térmica, sensible a la falta de fase y con compensación térmica, se consiguen con un único dispositivo (asociando después el contactor de maniobras se obtiene un arrancador extremadamente compacto). La protección termomagnética que se obtiene con los clásicos interruptores y relés para la distribución, presenta normalmente una curva de protección no del todo idónea desde el punto de vista de la protección térmica y magnética del motor. El relé denominado "motor protection" (protección del motor), como se verá mejor a continuación, permite implementar además protecciones orientadas a gestionar situaciones anómalas que podrían presentarse en los motores. La misma solución integrada en el interruptor, entendida como protección magnética simple y protección térmica sensible a la falta de fase y con compensación térmica.. 41.
(43) Figura N° 18: Interruptor Termomagnético. Fuente: Internet. 42.
(44) 3.7. AUTÓMATAS PROGRAMABLES (PLC’s) 3.7.1. INTRODUCCIÓN Un Controlador Lógico Programable (PLC), es un equipo electrónico, programable en lenguaje no informático, diseñado para controlar en tiempo real y en ambiente de tipo industrial, procesos secuenciales. Un PLC trabaja en base a la información recibida por los captadores y el programa lógico interno, actuando sobre los accionadores de la instalación.. 3.7.2. CAMPOS DE APLICACIÓN El PLC por sus especiales características de diseño tiene un campo de aplicación muy extenso. La constante evolución del hardware y software amplía constantemente este campo para poder satisfacer las necesidades que se detectan en el espectro de sus posibilidades reales. Su utilización se da fundamentalmente en aquellas instalaciones en donde es necesario un proceso de maniobra, control, señalización, etc., por tanto, su aplicación abarca desde procesos de fabricación industriales de cualquier tipo a transformaciones industriales, control de instalaciones, etc. Sus reducidas dimensiones, la extremada facilidad de su montaje, la posibilidad de almacenar los programas para su posterior y rápida utilización, la modificación o alteración de los mismos, etc., hace que su eficacia se aprecie fundamentalmente en procesos en que se producen necesidades tales como:. . Espacio reducido. . Procesos de producción periódicamente cambiantes. . Procesos secuenciales. . Maquinaria de procesos variables. . Instalaciones de procesos complejos y amplios. . Chequeo de programación centralizada de las partes del proceso. 43.
(45) 3.7.3. VENTAJAS E INCONVENIENTES No todos los autómatas ofrecen las mismas ventajas sobre la lógica cableada, ello es debido, principalmente, a la variedad de modelos existentes en el mercado y las innovaciones técnicas que surgen constantemente. A. VENTAJAS Menor tiempo empleado en la elaboración de proyectos debido a que: . No es necesario dibujar el esquema de contactos. . No es necesario simplificar las ecuaciones lógicas, ya que, por lo general la capacidad de. almacenamiento. del. módulo. de. memoria. es. lo. suficientemente grande. . La lista de materiales queda sensiblemente reducida, y al elaborar el presupuesto correspondiente eliminaremos parte del problema que supone el contar con diferentes proveedores, distintos plazos de entrega.. . Posibilidad de introducir modificaciones sin cambiar el cableado ni añadir aparatos.. . Mínimo espacio de ocupación.. . Menor coste de mano de obra de la instalación.. . Economía de mantenimiento. Además de aumentar la fiabilidad del sistema, al eliminar contactos móviles, los mismos autómatas pueden indicar y detectar averías.. . Posibilidad de gobernar varias máquinas con un mismo autómata.. . Menor tiempo para la puesta en funcionamiento del proceso al quedar reducido el tiempo cableado.. . Si por alguna razón la máquina queda fuera de servicio, el autómata sigue siendo útil para otra máquina o sistema de producción.. 44.
(46) B. INCONVENIENTES . Hace falta un programador, lo que obliga a adiestrar a uno de los técnicos en tal sentido, pero hoy en día ese inconveniente está solucionado porque las universidades ya se encargan de dicho adiestramiento.. 3.7.4. NUEVAS FUNCIONES A. REDES DE COMUNICACIÓN: Permiten establecer comunicación con otras partes de control. Las redes industriales permiten la comunicación y el intercambio de datos entre autómatas a tiempo real. En unos cuantos milisegundos pueden intercambiar tablas de memoria compartida.. B. SISTEMAS DE SUPERVISIÓN: También los autómatas permiten comunicarse con ordenadores provistos de programas de supervisión industrial. Esta comunicación se realiza por una red industrial o por medio de una simple conexión por el puerto serie del ordenador. C. CONTROL DE PROCESOS CONTINUOS: Además de dedicarse al control de sistemas de eventos discretos los autómatas llevan incorporadas funciones que permiten el control de procesos continuos. Disponen de módulos de entrada y salida analógicas y la posibilidad de ejecutar reguladores PID que están programados en el autómata.. D. ENTRADAS- SALIDAS DISTRIBUIDAS: Los módulos de entrada salida no tienen por qué estar en el armario del autómata. Pueden estar distribuidos por la instalación, se comunican con la unidad central del autómata mediante un cable de red.. 45.
(47) E. BUSES DE CAMPO: Mediante un solo cable de comunicación se pueden conectar al bus captadores y accionadores, reemplazando al cableado tradicional. El autómata consulta cíclicamente el estado de los captadores y actualiza el estado de los accionadores.. 3.7.5. ESTRUCTURA MODULAR Su característica principal es la de que existe un módulo para cada uno de los diferentes elementos que componen el autómata como puede ser una fuente de alimentación, CPU, E/S, etc. La sujeción de los mismos se hace por carril DIN, placa perforada o sobre RACK, en donde va alojado el BUS externo de unión de los distintos módulos que lo componen.. Figura N° 19: Estructura Modular del PLC. Fuente: http://www.ieec.uned.es. 46.
(48) A. FUENTE DE ALIMENTACIÓN (PS) La fuente de alimentación proporciona las tensiones necesarias para el funcionamiento de los distintos circuitos del sistema. La alimentación a la CPU puede ser de continua a 24 Vcc, tensión muy frecuente en cuadros de distribución, o en alterna a 110/220 Vca. En cualquier caso es la propia CPU la que alimenta las interfaces conectadas a través del bus interno. La alimentación a los circuitos E/S puede realizarse, según tipos, en alterna a 48/110/220 Vca o en continua a 12/24/48 Vcc. La fuente de alimentación del autómata puede incorporar una batería, que se utiliza para el mantenimiento de algunas posiciones internas y del programa usuario en memoria RAM, cuando falla la alimentación o se apaga el autómata.. B. CPU La CPU (Central Procesing Unit) es la parte inteligente del sistema. Interpreta las instrucciones del programa de usuario y consulta el estado de las entradas. Dependiendo de dichos estados y del programa, ordena la activación de las salidas deseadas, la CPU está constituida por los siguientes elementos:. C. ENTRADAS Y SALIDAS (SM) La sección de entradas mediante el interfaz, adapta y codifica de forma comprensible para la CPU las señales procedentes de los dispositivos de entrada o captadores. . Entradas digitales. . Entradas analógicas. 47.
(49) C.1. ENTRADAS DIGITALES Los módulos de entrada digitales permiten conectar al autómata, captadores de tipo todo o nada como finales de carrera pulsadores. Los módulos de entrada digitales trabajan con señales de tensión, por ejemplo cuando por una vía llegan 24 voltios se interpreta como un "1" y cuando llegan cero voltios se interpreta como un "0"El proceso de adquisición de la señal digital consta de varias etapas. . Protección contra sobretensiones. . Filtrado. . Puesta en forma de la onda. . Aislamiento galvánico o por optoacoplador.. C.2. SALIDAS DIGITALES Un módulo de salida digital permite al autómata programable actuar sobre los pre-accionadores y accionadores que admitan ordenes de tipo todo o nada. El valor binario de las salidas digitales se convierte en la apertura o cierre de un relé interno del autómata en el caso de módulos de salidas a relé. En los módulos estáticos (bornero), los elementos que conmutan son los componentes electrónicos como transistores o triacs, y en los módulos electromecánicos son contactos de relés internos al módulo. Los módulos de salidas estáticos al suministrar tensión, solo pueden actuar sobre elementos que trabajan todos a la misma tensión, en cambio los módulos de salida electromecánicos, al ser libres de tensión, pueden actuar sobre elementos que trabajen a tensiones distintas. El proceso de envío de la señal digital consta de varias etapas: . Puesta en forma. . Aislamiento. 48.
(50) . Circuito de mando (relé interno). . Protección electrónica. . Tratamiento cortocircuitos. D. LA PROGRAMACIÓN El sistema de programación permite, mediante las instrucciones del autómata, confeccionar el programa de usuario. Posteriormente el programa realizado, se trasfiere a la memoria de programa de usuario. Una memoria típica permite almacenar como mínimo hasta mil instrucciones con datos de bit, y es del tipo lectura/escritura, permitiendo la modificación del programa cuantas veces sea necesario. Tiene una batería para mantener el programa si falla la tensión de alimentación. La programación del autómata consiste en el establecimiento de una sucesión ordenada de instrucciones, escritas en un lenguaje de programación concreto. Estas instrucciones están disponibles en el sistema de programación y resuelven el control de un proceso determinado.. D.1. LENGUAJES DE PROGRAMACIÓN Cuando hablamos de los lenguajes de programación nos referimos a diferentes formas de poder escribir el programa usuario. Los softwares actuales nos permiten traducir el programa usuario de un lenguaje a otro, pudiendo así escribir el programa en el lenguaje que más nos conviene. Existen varios tipos de lenguaje de programación, los lenguajes de programación más empleados en la actualidad son LD (Ladder), LI (Lista de Instrucciones) y Bloques. D.1.1. CONTACTOS Es un lenguaje gráfico, derivado del lenguaje de relés, que mediante símbolos representa contactos, solenoides. Su principal ventaja es que los. 49.
(51) símbolos básicos están normalizados según normas NEMA y son empleados por todos los fabricantes. Los símbolos básicos son:. Figura N° 20: Símbolos de Contactos, Lenguaje Ladder. Fuente: Elaboración propia. Los elementos básicos que configuran la función se representan entre dos líneas verticales que simbolizan las líneas de alimentación. Para las líneas de función más complejas como temporizadores, registros de desplazamiento, etc., se emplea el formato de bloques. Estos no están formalizados, aunque guardan una gran similitud entre sí para distintos fabricantes y resultan mucho más expresivos que si se utiliza para el mismo fin el lenguaje en lista de instrucciones o mnemónico.. 50.
(52) 3.8. HMI Un sistema HMI representa la interfaz entre el hombre (operador) y el proceso (máquina/instalación). El autómata posee el verdadero control sobre el proceso. Por lo tanto existe una interfaz entre el operador y WinCC flexible (en el panel de operador) y una interfaz entre WinCC flexible y el autómata. Un sistema HMI se encarga de: ● Representar procesos El proceso se representa en el panel de operador. Si se modifica por ejemplo un estado en el proceso, se actualizará la visualización en el panel de operador. ● Controlar procesos El operador puede controlar el proceso a través de la interfaz gráfica de usuario. Por ejemplo, el operador puede especificar un valor teórico para el autómata o iniciar un motor. ● Emitir avisos Si durante el proceso se producen estados de proceso críticos, automáticamente se emite un aviso (por ejemplo, si se sobrepasa un valor límite especificado). ● Archivar valores de proceso y avisos El sistema HMI puede archivar avisos y valores de proceso. De esta forma se puede documentar el transcurso del proceso y, posteriormente, también será posible acceder a anteriores datos de producción. ● Documentar valores de proceso y avisos El sistema HMI permite visualizar avisos y valores de proceso en informes. De este modo podrá, por ejemplo, emitir los datos de producción una vez finalizado el turno.. ● Administrar parámetros de proceso y parámetros de máquina El sistema HMI permite almacenar los parámetros de proceso y de máquina en "Recetas". Dichos parámetros se pueden transferir, por ejemplo, desde el panel. 51.
(53) de operador al autómata en un solo paso de trabajo para que la producción cambie a otra gama de productos.. SOFTWARE WinCC flexible Engineering System Es el software que permite realizar todas las tareas de configuración necesarias. La edición de WinCC flexible determina qué paneles de operador de la gama SIMATIC HMI se pueden configurar. WinCC flexible Runtime Es el software para visualizar procesos. En runtime, el proyecto se ejecuta en modo de proceso. Figura N° 21: HMI Siemens KTP1000. Fuente: http://www.siemens.com. 52.
(54) 3.9. FUNCIONAMIENTO DE LA DESEMPACADORA La Desempacadora es la máquina diseñada para retirar las botellas de las cajas.. Figura N° 22: Desempacadora de Cajas. Fuente: Internet. 1 Entrada de Cajas 2 Mesa de Entrada de Botellas 3 Cabezal de Agarre 4 Tulipas de Agarre 5 Elevación de Cabezal 6 Traslación de Cabezal. 53.
(55) 3.9.1.. LOGICA. DE. CONTROL. DE. DESEMPACADO. START. ACTIVAR FRENO DE CAJAS. MESA DE CAJAS VACIA?. NO. SI. DESACTIVAR FRENO DE CAJAS. NO. CABEZAL SOBRE MESA DE CAJAS?. CABEZAL SOBRE MESA DE BOTELLAS?. NO. SI. SI NO NO. MESA DE CAJAS LLENA?. MESA DE BOTELLAS VACIA?. SI. SI NO START BAJAR CABEZAL. SALIDA DE CAJAS VACIO?. NO SI TOPE MEDIO ACTIVO?. START BAJAR CABEZAL NO. SI STOP BAJAR CABEZAL Y DESINFLAR CABEZAL. TOPE INFERIOR ACTIVO? STOP TRASLADAR CABEZAL A MESA DE BOTELLAS. SI STOP BAJAR CABEZAL Y INFLAR CABEZAL. 1S START SUBIR CABEZAL. SI. NO. 1S. CABEZAL SOBRE MESA DE BOTELLAS?. TOPE SUPERIOR ACTIVO?. START SUBIR CABEZAL NO NO. SI. START TRASLADAR CABEZAL A MESA DE BOTELLAS. TOPE SUPERIOR ACTIVO?. STOP SUBIR CABEZAL. NO. SI SI START TRASLADAR CABEZAL A MESA DE CAJAS. MESA DE BOTELLAS VACIA?. STOP SUBIR CABEZAL. NO. STOP TRASLADAR CABEZAL A MESA DE CAJAS. 54. CABEZAL SOBRE MESA DE CAJAS?. SI.
(56) CAPITULO III DISEÑO DE LA AUTOMATIZACIÓN. 55.
(57) 1. LISTA DE EQUIPOS Tabla N° 01: Listado de Equipos TAG. DESCRIPCIÓN. POTENCIA. 5U3. VARIADOR TRASLACION DE CABEZAL. 1.5 KW. 6U3. VARIADOR ELEVACION DE CABEZAL. 2.2 KW. 7U3. VARIADOR MESA DE CAJAS. 1.5 KW. Fuente: Elaboración Propia. 1.1. HOJA DE DATOS DE VARIADOR DE VELOCIDAD Tabla N° 02: Requerimientos mínimos del Variador de Velocidad Manufacture. Modelo. DANFOSS. FC302. Potencia. Según Tabla N°01. Alimentación. 380 - 480 Vac. Entrada. Entradas. Analógica. Digitales. Salida. Salidas. Analógica. Digitales. 4, Programables 2 (Tensión y Corriente) (PNP y NPN) 2, Tipo 24 Vdc y 2, Tipo. 1, Tipo 4 - 20 mA. Grado de Protección. Relé IP 55. . Protección Térmica del Motor en cao de Sobre Carga. Protecciones Eléctricas del Variador. Protección. Contra. Cortocircuitos. en. los. terminales del motor, Protección contra falta de fase Protección contra falla a Tierra en los terminales del motor. Display de Configuración. SI, Alfa numérico. Fuente: Elaboración Propia. Figura N° 23: Variador de Velocidad FC302.. 56.
(58) Fuente: http://www.vlt-drives.com.ua. 2. ESPECIFICACIÓN DEL SISTEMA DE CONTROL 2.1. DIMENSIONAMIENTO DEL PLC 2.1.1. HOJA DE DATOS DEL CPU. Tabla N° 03: Requerimientos mínimos del CPU Manufactura. Siemens. Modelo. S7300. Tipo. 315-2EH14-0AB0. Alimentación. 24 Vdc. Memoria. 384 Kbyte 1 Interface MPI/DP 12 Mbit/s. Protocolo de Comunicación. 1 Interface Ethernet Profinet. Fuente: Elaboración Propia Figura N° 24: CPU 315-2EH14-0AB0. 57.
(59) Fuente: http://www.siemens.com. 2.1.2. HOJA DE DATOS DE MODULO DE ENTRADAS DIGITALES. Tabla N° 04: Requerimientos mínimos del Módulo de Entradas Digitales Manufactura. SIEMENS. Modelo. S7300. Tipo. 321-1BH02-0AA0. Alimentación. 24 Vdc. Número de Canales. 16. Tipo. PNP o NPN. Consumo de Corriente por Canal. 10 mA. Fuente: Elaboración Propia Figura N° 25: Modulo de Entradas Digitales 322-1BH01-0AA0. 58.
(60) Fuente: http://www.siemens.com. 2.1.3. HOJA DE DATOS DE MODULO DE SALIDAS DIGITALES. Tabla N° 05: Requerimientos mínimos del Módulo de Salidas Digitales Manufactura. SIEMENS. Modelo. S7300. Tipo. 322-1BH01-0AA0. Alimentación. 24 Vdc. Número de Canales. 16. Tipo. Aisladas Ópticamente. Consumo de Corriente por Canal. 0.5 A. Fuente: Elaboración Propia Figura N° 26: Modulo de Salidas Digitales 322-1BH01-0AA0. 59.
(61) Fuente: http://www.siemens.com. 2.1.4. HOJA DE DATOS DEL HMI (INTERFACE HOMBREMÁQUINA). Tabla N° 06: Requerimientos mínimos del HMI (Interface Hombre Máquina) Manufacture. SIEMENS. Modelo. 6AV6647-0AE11-3AX0. Tamaño. 14". Tipo. TFT, LCD color. Touchscreen. SI. Resolución. VGA 640 x 480. Alimentación. 24 Vdc. Protocolo de Comunicación. Profibus Dp. Fuente: Elaboración Propia Figura N° 27: HMI KTP1000 Basic DP. 60.
(62) Fuente: http://www.siemens.com. 3. DISEÑO Y DESARROLLO DE ALGORITMOS DE CONTROL 3.1. CONFIGURACIÓN DEL PLC. Figura N° 28: Configuración del PLC. Fuente: Elaboración Propia. 61.
(63) Slot 1: CPU 315 2PN/DP: 6ES7-315-2EH14-0AB0 Slot 4: Módulo de salidas digitales: 6ES7-322-1BH01-0AA0 Slot 5: Módulo de entradas digitales: 6ES7-321-1BH02-0AA0 Slot 6: Módulo de salidas digitales: 6ES7-322-1BH01-0AA0 Slot 7: Módulo de entradas digitales: 6ES7-321-1BH02-0AA0 Slot 8: Módulo de entradas digitales: 6ES7-321-1BH02-0AA0 Slot 9: Módulo de entradas digitales: 6ES7-321-1BH02-0AA0. 62.
(64) 3.2. DIRECCIONAMIENTO DE ENTRADAS Y SALIDAS DEL PLC. SLOT. 4. MODULO. SALIDAS DIGITALES. TIPO. 322-1BH01-0AA0. DIRECCION DE PLC. DESCRIPCION. A32.0. INFLAR, DESINFLAR CABEZAL. A32.1. RESERVA. A32.2. RESERVA. A32.3. RESERVA. A32.4. TOPE DE CAJAS 1. A32.5. TOPE DE CAJAS 2. A32.6. FRENO DE CAJAS 1. A32.7. FRENO DE CAJAS 2. A33.0. RESERVA. A33.1. RESERVA. A33.2. RESERVA. A33.3. HACIA. TRB,. DESEMPACADORA. FUNCIONANDO A33.4. RESERVA. A33.5. FRENO SUBIR/BAJAR CABEZAL. A33.6. HACIA. TRC,. DESEMPACADORA. FUNCIONANDO A33.7. HACIA TRC, MESA DE CAJAS VACIA. 63.
(65) SLOT. 5. MODULO. ENTRADAS DIGITALES. TIPO. 321-1BH02-0AA0. DIRECCION DE PLC. DESCRIPCION. E32.0. MARCHA. E32.1. PARADA. E32.2. RESERVA. E32.3. RESERVA. E32.4. RESERVA. E32.5. RESERVA. E32.6. RESERVA. E32.7. RESERVA. E33.0. RESERVA. E33.1. RESERVA. E33.2. RESERVA. E33.3. RESERVA. E33.4. RESERVA. E33.5. RESERVA. E33.6. RESERVA. E33.7. RESERVA. 64.
(66) SLOT. 6. MODULO. SALIDAS DIGITALES. TIPO. 322-1BH01-0AA0. DIRECCION DE PLC. DESCRIPCION. A0.0. LUMINARIA, STOP. A0.1. LUMINARIA, ALARMA. A0.2. LUMINARIA, PRODUCCION. A0.3. RESERVA. A0.4. RESERVA. A0.5. RESERVA. A0.6. RESERVA. A0.7. RESERVA. A1.0. RESERVA. A1.1. REVERSA MOTOR ELEVACION CABEZAL. A1.2. START MOTOR ELEVACION CABEZAL. A1.3. RESERVA. A1.4. REVERSA MOTOR TRASLACION. A1.5. START MOTOR TRASLACIÓN. A1.6. START MOTOR MESA DE CAJAS. A1.7. RESERVA. 65.
(67) SLOT. 7. MODULO. ENTRADAS DIGITALES. TIPO. 321-1BH02-0AA0. DIRECCION DE PLC. DESCRIPCION. E2.0. FALLA VARIADOR SUBIR/BAJAR CABEZAL. E2.1. FALLA VARIADOR TRASLACIÓN CABEZAL. E2.2. FALLA VARIADOR MESA DE CAJAS. E2.3. RESERVA. E2.4. RESERVA. E2.5. RESERVA. E2.6. RESERVA. E2.7. RESERVA. E3.0. PRESOSTATO. E3.1. TOPE SUPERIOR. E3.2. RESERVA. E3.3. TOPE MEDIO. E3.4. RESERVA. E3.5. TOPE INFERIOR. E3.6. RESERVA. E3.7. SEGURIDAD. 66.
(68) SLOT. 8. MODULO. ENTRADAS DIGITALES. TIPO. 321-1BH02-0AA0. DIRECCION DE PLC. DESCRIPCION. E4.0. RESERVA. E4.1. MESA DE BOTELLAS LLENA. E4.2. RESERVA. E4.3. TRANSPORTE DE CAJAS 1, ANTES DE MÁQUINA LLENO. E4.4. TRANSPORTE DE CAJAS 2, ANTES DE MÁQUINA LLENO. E4.5. TRANSPORTE DE CAJAS 1, EN MÁQUINA LLENO. E4.6. TRSANSPORTE DE CAJAS 2, EN MÁQUINA LLENO. E4.7. RESERVA. E5.0. RESERVA. E5.1. RESERVA. E5.2. ELEVADOR BLOQUEADO, BAJAR IZQ. E5.3. ELEVADOR BLOQUEADO, BAJAR DER. E5.4. CABEZAL SOBRE LA MESA. E5.5. RESERVA. E5.6. RESERVA. E5.7. CABEZAL SOBRE CAJAS. 67.
(69) SLOT. 9. MODULO. ENTRADAS DIGITALES. TIPO. 321-1BH02-0AA0. DIRECCION DE PLC. DESCRIPCION. E6.0. DESDE TRC, SALIDA DE CAJAS LLENA. E6.1. RESERVA. E6.2. RESERVA. E6.3. RESERVA. E6.4. RESERVA. E6.5. RESERVA. E6.6. RESERVA. E6.7. RESERVA. E7.0. RESERVA. E7.1. RESERVA. E7.2. RESERVA. E7.3. RESERVA. E7.4. RESERVA. E7.5. RESERVA. E7.6. RESERVA. E7.7. RESERVA. 68.
(70) 3.3. PROGRAMA DEL PLC, EN LENGUAJE LADDER (VER ANEXO N°1). 4. DISEÑO Y DESARROLLO DE LA INTARFAZ GRAFICA DEL HMI. 69.
(71) 70.
(72) 71.
(73) 72.
(74) 5. DISEÑO Y ELABORACIÓN DE PLANOS ELECTRICOS (VER ANEXO N°2) 1.- Arquitectura de Red 2.- Alimentación 380 Vac Tablero de Control 3.- Alimentación 220 Vac Tablero de Control 4.- Arrancadores 5.- Arranque Motor Traslación de Cabezal 5M3 6.- Arranque Motor Subir/Bajar Cabezal 6M3 7.- Arranque Motor Mesa de Cajas 7M3 8.- Relés 9.- PLC Siemens 10.- Modulo de Entradas Digitales 11.- Modulo de Entradas Digitales 12.- Modulo de Entradas Digitales 13.- Modulo de Entradas Digitales 14.- Modulo de Entradas Digitales 15.- Modulo de Entradas Digitales 16.- Modulo de Entradas Digitales 17.- Modulo de Entradas Digitales 18.- Modulo de Salidas Digitales 19.- Modulo de Salidas Digitales 20.- Modulo de Salidas Digitales 21.- Modulo de Salidas Digitales 22.- Señales hacia TRB y TRC. 73.
(75) CAPITULO IV COSTO/BENEFICIO. 74.
(76) 1. COSTOS DEL PROYECTO 1.1. COSTOS DE HARDWARE 1.1.1. COSTOS DE EQUIPOS Solo se considera el costo de los variadores de velocidad, los motores, los sensores inductivos, los sensores fotoelectricos, el tablero de control, electroválvulas y pistones se utilizará lo ya existente. Tabla N° 07: Costos de los Equipos del Proyecto DESCRIPCIÓN Variador de Velocidad Variador de Velocidad. PRECIO. PRECIO. UNITARIO. TOTAL. 2. S/.2 970. S/.5 940. 1. S/.6 900. S/.6 900. MODELO. CANT. FC302-1.5KW. FC302-2.2KW SUBTOTAL. S/.12 840. Fuente: Elaboración Propia. 1.1.2. COSTOS SISTEMA DE CONTROL Tabla N° 08: Costos del Sistema de Control PRECIO DESCRIPCIÓN. MODELO. CANT. UNITARI O. HMI CPU Módulo de Entradas Digitales Módulo de Salidas Digitales Recableado. 6AV6 647-0AE11-. PRECIO TOTAL. 1. S/.5 500. S/.5 500. 315-2EH14-0AB0. 1. S/.6 900. S/.6 900. 321-1BH02-0AA0. 4. S/.541. S/.2 164. 322-1BH01-0AA0. 2. S/.838. S/.1 676. -. 1. S/.5 000. S/.5 000. 3AX0. SUBTOTAL. 75. S/.21 240.
(77) Fuente: Elaboración Propia. 1.2. COSTOS DE INGENIERÍA Solo se considera el costo de la mano de obra para programación del PLC y HMI y costo de mano de obra para la elaboración de planos eléctricos, el software para programación del PLC (Step 7) y el software para programación del HMI (Wincc Flexible) serán proporcionados por la empresa, es por eso que no ingresan en esta tabla.. Tabla N° 09: Costos de Ingeniería del Proyecto DESCRIPCION. CANT. PRECIO UNITARIO. PRECIO TOTAL. Elaboración de Planos. 1. 1 500. S/.1 500. Programación del PLC. 1. 800. S/.800. Programación del HMI. 1. 800. S/.800. SUBTOTAL. S/.3 100. Fuente: Elaboración Propia. 1.3. COSTOS DE CAPACITACIÓN Tabla N°10: Costos de Capacitación DESCRIPCION Capacitación en el Manejo del HMI. CANT. PRECIO UNITARIO. PRECIO TOTAL. 1. S/.1500. S/.1 500. SUBTOTAL. S/.1 500. Fuente: Elaboración Propia. 76.
(78) Tabla N° 11: Resumen del Costo Total del Proyecto COSTOS DE HARDWARE. S/.34 080. COSTOS DE INGENIERÍA. S/.3 100. COSTOS DE CAPACITACIÓN. S/.1 500. COSTO TOTAL. S/.38 680. Fuente: Elaboración Propia. 2. JUSTIFICACIÓN ECONÓMICA. R. Costo Beneficio. 2.1. BENEFICIOS . Reducción del tiempo perdido por solución de fallas de máquina.. Tabla N° 12: Comparación del tiempo perdido por fallas de máquina al mes ANTES. AHORA. 3.2 H. 2.8 H. 3.2 – 2.8= 0.4 H adicionales para producción 0.4 hora x 1 250 cajas/hora x 15 soles/caja= S/. 7 500 Ahorro. S/.7 500. Fuente: Elaboración Propia. 77.
(79) . Reducción del tiempo perdido fallas operativas.. Tabla N° 13: Comparación del tiempo perdido por fallas operativas al mes ANTES. AHORA. 1.8 H. 1.6 H. 1.8 – 1.6= 0.2 H adicionales para producción 0.2 hora x 1 250 cajas/hora x 15 soles/cajas= S/. 3 750 Ahorro. S/.3 750. Fuente: Elaboración Propia. Los beneficios en total ascienden a S/.11 250al mes Por lo tanto el tiempo de recuperación de la inversión será de:. 38 680 S/. 3.4 meses S/. 11 250 mes. 78.
(80) CAPITULO V CONCLUCIONES Y RECOMENDACIONES. 79.
(81) CONCLUSIONES Luego de la implementación del presente proyecto de tesis se obtuvieron los siguientes resultados: . Reducción del tiempo perdido para solución de problemas por falla máquina, en 0.4H. . Reducción del tiempo perdido por falla operativas, en 0.2H. . Se redujo el cableado en el tablero de control en un 60%. . El tiempo promedio para mantenimiento preventivo de los motores se amplió de 3 a 6 meses, debido al uso de variadores de velocidad.. . Manejo muy sencillo, gracias a la disposición clara de todas las funciones en la pantalla táctil, se pueden realizar rápidamente todas las tareas de operación.. RECOMENDACIONES . Se recomienda realizar un procedimiento de operación del HMI, hasta lograr 100% de capacitación de los operadores. . Se recomienda utilizar encoders incrementales para el sistema de traslación y elevación, con el objetivo de lograr precisión en la carga y descarga de botellas. . Se recomienda guardar y realizar backup al PLC y HMI como respaldo ante una contingencia. 80.
(82) CAPITULO VI REFERENCIAS BIBLIOGRÁFICAS. 81.
(83) 1.1 REFERENCIAS BIBLIOGRÁFICAS 1. J. Acedo Sanchez, Control Avanzado De Procesos Teoría Y Practica 2. Antonio Creus Sole , Instrumentacion Industrial (7ª Edicion); Editorial Marcombo, S.A 3. Elonka, Michael. Operación De Plantas Industriales.Mc Graw-Hill 4. Richard C. Dorf, Robert H. Bishop; Sistemas de Control Moderno; 2005; 10º Edición; Editorial Pearson – Prentice Hall. 5. Katsuhiho Ogata; Ingeniería de Control Moderna; 2003; 4º Edición; Editorial Pearson – Prentice Hall. 6. Benjamin C. Kuo; Sistemas de control Automático; 1996; 7º Edición; Editorial Prentice Hall. 7. Distefano, Stubberud y Williams; Retroalimentación y Sistemas de Control; 1992; 2º Edición; Colección SCHAUM; Editorial Mc. Graw Hill. 8. Carlos A. Smith y Armando B. Corripio; Control Automático de Proceso. Teoría y Práctica; 1991; 1º Edición; Editorial LIMUSA.. 1.2 REFERENCIAS WEBGRÁFICAS 1. http://www.schneiderelectric.com.ar/documents/recursos/myce/capitulo04_1907.pdf 2. http://prof.usb.ve/jaller/Guia_Maq_pdf/cat_motores_ind.pdf 3. http://banrepcultural.org/sites/default/files/lablaa/ciencias/sena/mineria/ electricidad-minas/modulo%204/modulo%204%20-%20d.pdf 4. http://www.edu.xunta.gal/centros/cifpcoroso/gl/system/files/1TXA007106 G0701_CT6.pdf 5. https://library.e.abb.com/public/60c66ea11b71473099ee019f266ddc77/GU IA%20MOTOR%20COLOR%20BAJA.pdf 6. https://www.industry.siemens.com/home/aan/es/ecuador/Documents/Art iculo%20variador%20de%20velocidad%20Siemens.pdf 7. http://www.schneider-electric.com.co/documents/pressrelease/soluciones-y-ahorro-de-energia-con-variadores-de-velocidad.pdf. 82.
(84) 8. http://catalogo.weg.com.br/files/wegnet/WEG-seleccion-y-aplicacion-devariadores-de-velocidad-articulo-tecnico-espanol.pdf 9. http://new.abb.com/docs/librariesprovider78/newsletters/actualidadcolombia/actualidad-413.pdf?sfvrsn=2. 83.
(85) CAPITULO VII ANEXO 1 (PROGRAMA EN LADDER). 84.
(86) SIMATIC. DESEMPACADORA_1\DESEMPACADORA\ CPU 315-2PN/DP\...\FC1 - <offline>. 07/09/2017 19. Bloque: FC1. Segm.: 1. E5.2 ELEVADOR BLOQUEADO BAJAR IZQUIERDO "ELEV_ BLOQ_BAJ_ IZQ". MEMORIA ELEVADOR BLOQUEADO. E3.1 TOPE SUPERIOR "TOP_SUP". M3.5 "MEN_ ELEVADOR_ BLOQUEADO". E5.3 ELEVADOR BLOQUEADO BAJAR DERECHO "ELEV_ BLOQ_BAJ_ DER" M3.5 "MEN_ ELEVADOR_ BLOQUEADO". Segm.: 2. M1.0 "MEM_RUN". LAMPARA STOP. A0.0 LAMPARA STOP "LAMP_ STOP". M1.7 "PRUEBA DE LAMPARAS". Página 1.
(87) SIMATIC. DESEMPACADORA_1\DESEMPACADORA\ CPU 315-2PN/DP\...\FC1 - <offline>. Segm.: 3. MEMORIA FALLA VLT SUBIR/BAJAR. E2.0 FALLA VARIADOR "FALLA VLT SUBIR/ BAJAR". Segm.: 4. M4.0 "MEM_ FALLA_VLT_ ELEV". MEMORIA FALLA VLT TRASLACION. E2.1 FALLA VARIADOR "FALLA VLT TRASLACION ". Segm.: 5. M4.1 "MEM_ FALLA_VLT_ TRASL". MEMORIA FALLA VLT DE MESA DE CAJAS. E2.2 FALLA VARIADOR "FALLA VLT MESA DE CAJAS". Segm.: 6. M5.0 "MEM_ PRESOSTATO ". 07/09/2017 19. M4.2 "MEM_ FALLA_VLT_ CAJAS". LAMPARA ALARMA. M0.0 "MEM_ TIEMPO_ PARPADEO". A0.1 LAMPARA ALARMA "LAMP_ ALARMA". M3.5 "MEN_ ELEVADOR_ BLOQUEADO" M4.0 "MEM_ FALLA_VLT_ ELEV" M4.1 "MEM_ FALLA_VLT_ TRASL" M4.2 "MEM_ FALLA_VLT_ CAJAS" M1.7 "PRUEBA DE LAMPARAS". Página 2.
(88) SIMATIC. Segm.: 7. DESEMPACADORA_1\DESEMPACADORA\ CPU 315-2PN/DP\...\FC1 - <offline>. LAMPARA PRODUCCION. A0.2 LAMPARA PRODUCCION "LAMP_ PRODUCCION _". M2.0 "MEM_ PRODUCCION " M1.7 "PRUEBA DE LAMPARAS". Segm.: 8. M11.0 "PANEL_ AUTO". 07/09/2017 19. A33.3 DESEMPACAD ORA EN FUNCIONAND O "HACIA TRB". MARCHA. E32.0 MARCHA "MARCHA". E32.1 PARADA "PARADA". M1.0 "MEM_RUN". M1.0 "MEM_RUN". Segm.: 9. E3.0 PRESOSTATO "PRESOST". Segm.: 10. E4.1 MESA LLENA "MESA_ FULL". MEMORIA PRESOSTATO. M5.0 "MEM_ PRESOSTATO ". MEMORIA MESA DE BOTELLAS. M5.1 "MEM_MESA_ BOTELLAS_ LLENA". Página 3.
(89) SIMATIC. Segm.: 11. DESEMPACADORA_1\DESEMPACADORA\ CPU 315-2PN/DP\...\FC1 - <offline>. MEMORIA SALIDA DE CAJAS. E6.0 SALIDA DE CAJAS LLENA "SALIDA DE CAJAS LLENA". Segm.: 12. M5.2 "MEM_ SALIDA_ CAJAS_ LLENO". MEMORIA CAJAS COMPLETAS EN MAQUINA, LADO 1. E4.5 TDC 1 EN MAQUINA LLENO "TDC1_MAQ_ FULL". Segm.: 13. M5.3 "MEM_ CAJAS_ COMPLETAS_ 1". MEMORIA CAJAS COMPLETAS EN MAQUINA, LADO 2. E4.6 TDC 2 EN MAQUINA LLENO "TDC2_MAQ_ FULL". Segm.: 14. M5.4 "MEM_ CAJAS_ COMPLETAS_ 2". MEMORIA FOTOCELDA DE SEGURIDAD. M5.5 "MEM_ FOTOCELDA_ SEGURIDAD". E3.7 SEGURIDAD "SEG". Segm.: 15. M3.5 "MEN_ ELEVADOR_ BLOQUEADO". 07/09/2017 19. DESEMPACADORA PRODUCCION. M1.0 "MEM_RUN". M5.5 "MEM_ FOTOCELDA_ SEGURIDAD". M2.0 "MEM_ PRODUCCION ". Página 4.
(90) SIMATIC. Segm.: 16. M11.0 "PANEL_ AUTO". DESEMPACADORA_1\DESEMPACADORA\ CPU 315-2PN/DP\...\FC1 - <offline>. 07/09/2017 19. INFLAR/DESINFLAR MEMORIA. E5.4 CABEZAL SOBRE LA MESA "CAB_MESA". E3.3 TOPE MEDIO "TOP_ MEDIO". E3.5 TOPE INFERIOR "TOP_ INFER". M2.0 "MEM_ PRODUCCION ". M2.4 "MEM_ INFLAR_ DESINFLAR". M2.4 "MEM_ INFLAR_ DESINFLAR". M11.0 "PANEL_ AUTO". Segm.: 17. M12.0 "PANEL_ INFLAR_ DESINFLAR". INFLAR/ DESINFLAR SALIDA. A32.0 INFLAR/ DESINFLAR CABEZAL "INFL_ DESINFL_ CAB". M2.4 "MEM_ INFLAR_ DESINFLAR". Segm.: 18. AVANZAR TRASLACION MEMORIA - HACIA MESA DE BOTELLAS. M11.0 "PANEL_ AUTO". E3.1 TOPE SUPERIOR "TOP_SUP". E4.1 MESA LLENA "MESA_ FULL". M11.0 "PANEL_ AUTO". E3.1 TOPE SUPERIOR "TOP_SUP". M12.1 "PANEL_ AVANZAR_ TRASLACION ". Segm.: 19. E5.4 CABEZAL SOBRE LA MESA "CAB_MESA". M3.2 "MEM_ REVERSA_ TRASLACION ". M2.0 "MEM_ PRODUCCION ". M3.1 "MEM_ AVANZAR_ TRASLACION ". REVERSA TRASLACION MEMORIA - HACIA MESA DE CAJAS. M11.0 "PANEL_ AUTO". E3.1 TOPE SUPERIOR "TOP_SUP". M2.4 "MEM_ INFLAR_ DESINFLAR". M11.0 "PANEL_ AUTO". E3.1 TOPE SUPERIOR "TOP_SUP". M12.2 "PANEL_ RETROCEDER _TRASLAC". E5.7 CABEZAL SOBRE CAJAS "CAB_ CAJAS". M3.1 "MEM_ AVANZAR_ TRASLACION ". M2.0 "MEM_ PRODUCCION ". M3.2 "MEM_ REVERSA_ TRASLACION ". Página 5.
Figure

+7




Documento similar
Fuente de emisión secundaria que afecta a la estación: Combustión en sector residencial y comercial Distancia a la primera vía de tráfico: 3 metros (15 m de ancho)..
La campaña ha consistido en la revisión del etiquetado e instrucciones de uso de todos los ter- mómetros digitales comunicados, así como de la documentación técnica adicional de
This section provides guidance with examples on encoding medicinal product packaging information, together with the relationship between Pack Size, Package Item (container)
Debido al riesgo de producir malformaciones congénitas graves, en la Unión Europea se han establecido una serie de requisitos para su prescripción y dispensación con un Plan
Como medida de precaución, puesto que talidomida se encuentra en el semen, todos los pacientes varones deben usar preservativos durante el tratamiento, durante la interrupción
Abstract: This paper reviews the dialogue and controversies between the paratexts of a corpus of collections of short novels –and romances– publi- shed from 1624 to 1637:
E Clamades andaua sienpre sobre el caua- 11o de madera, y en poco tienpo fue tan lexos, que el no sabia en donde estaña; pero el tomo muy gran esfuergo en si, y pensó yendo assi
Habiendo organizado un movimiento revolucionario en Valencia a principios de 1929 y persistido en las reuniones conspirativo-constitucionalistas desde entonces —cierto que a aquellas
