"ESTUDIO Y ANÁLISIS DEL PROCESO DE CORROSIÓN
EN HORNOS DE UNA REFINERÍA DE PETRÓLEO"
TESIS
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO QUÍMICO
PRESENTADO POR:
DELIA FLOR CHILENO GONZALES
.JUAN CARLOS RAMÍREZ VERÁSTEGUI
Delia Flor Chileno Gonzales.
"A Dios y a la memoria de mi querida mamá"
ÍNDICE
INTRODUCCIÓN
A. CONCEPTOS DE BASE
1.HORNOS DE REFINERÍA
1.1.COMPONENTES ESTRUCTURALES Y EQUJPOS
1. 1.1.Paredes del Horno
1.1.2. Serpentines de Tubos
1.1.3. Soportes de Tubos
1. 1. 4 .Mirillas y puertas de entrada
1.1.5.Chimenea
1.1.6.Deshollinadores
1. 1. 7. Quemadores
1.2. TIPOS DE HORNOS
1.3.PROCESO DE COMBUSTIÓN
1.3.1.Concepto
1.3.2.Combustibles - Características.
1.3.3.La llama: al
gunas características.
2. CORROSIÓN EN HORNOS
2.1. CORROSIÓN A ALTA TEMPERATURA
a. Oxidación
b. Sulfidización
2. 1.1. CORROSIÓN POR CENIZAS FUNDIDAS
2. 1. 1.1. Comportamiento de las Cenizas del Residual
2.1.1.2.Mecanismo de la Corrosión por Cenizas Fundidas
2.1.1.3.Condiciones para la Corrosión por Cenizas Fundidas
2.1.1 .4.Niveles de Temperatura
2. 1. 1. 5 .Materiales Susceptibles al Ataque por Cenizas
Fundidas
2.2. CORROSIÓN POR BAJA TEMPERA TURA
2.3. EVALUACIÓN DE LA CORROSIÓN EN HORNOS POR
TECNICAS NO DESTRUCTIVAS.
2.4. MÉTODOS DE MEDICIÓN DE LA VELOCIDAD DE
CORROSIÓN A ALTA TEMPERATURA�
2.4.1. Método Gravimétrico
2.4.2. Los Cupones y su Preparación
2.4.3. Cálculo de Rate de Corrosión
2.5. PRUEBAS DE LABORA TORIO
2.6. PRUEBAS DE CAMPO
B. PROBLEMAS DE CORROSIÓN EN LOS HORNOS DE LA
REFINERÍA CONCHÁN
l. DESCRIPCIÓN DE LOS HORNOS DE REFINERÍA CONCHÁN
1.1.TIPOS DE HORNOS
1.2.PRINCIPIO DE
SU
FUNCIONAMIENTO
1.3.QUEMADORES
1.4.HORNO F-1 DE DESTILACIÓN PRIMARIA
1.5.HORNO F-2 DE DESTILACIÓN AL VACÍO
1.6.COMBUSTIBLE PARA HORNOS
1.6.1. Movimiento de Productos y Formulación del Combustible
1.6.2. Esquema de Alimentación de Combustible a los Hornos
2. ENFOQUE DEL PROBLEMA.
2.1.ANTECEDENTES HISTÓRICOS
2.1.1.Data Histórica de Espesores de tubo de los Hornos de Refinería
Conchán
2.2.ESTUDIO Y ANÁLISIS DE LOS FACTORES INCIDENTES
EN LA CORROSIÓN DE LOS HORNOS F-1 Y F-2
2.2.1. Combustible
2.2.2.Perfiles de Temperaturas del Lado del Fuego y Variables
Operativas en los Hornos
2.2.3.Análisis de la Acción Corrosiva-Conceptos Bases
2.2.4.Material de los Tubos
2.2.5.Conclusiones del Análisis de los Factores de Corrosión
C.PROCEDJMIENTOS TÉCNICOS INDUSTRIALES PARA PREVENIR
LOS PROCESOS DE CORROSIÓN POR CENIZAS FUNDIDAS
1.PROCESOS EXISTENTES
2.SELECCIÓN DEL PROCEDIMIENTO A EMPLEAR
2.1. EVALUACIÓN TÉCNICA DE LOS EQUIPOS DEL
cmCUITO DE ALIMENTACIÓN DEL COMBUSTIBLE
PARA HORNOS
2.1.1.BOMBAS P-lllA Y P-120
2.1.1.1.0bjetivo
2.1.1.2.Generalidades
2. 1. 1. 3. Consideraciones
2.1.1.4.Performance de la Bomba P-lllA
2.1.1.5.Conclusiones
2.1.2. INTERCAMBIADOR E-23
2.1.2.1.0bjetivo
2.1.2.2.Generalidades
2.1.2.3 .Consideraciones
2.1.2.4.Performance del Intercambiador E-23
2.1.2.5.Calor Entregado por el E-23 al Combustible Usado en
Hornos a Diferentes Viscosidades
3.DETERMINACIÓN DE LA VELOCIDAD DE CORROSIÓN EN
LOS HORNOS EN OPERACIÓN DE REFINERÍA CONCHÁN
3.1. TÉCNICAS PARA LA DETERMINACION DE LA CORROSION
EN LOS HORNOS
3.2.PROCEDIMIENTO A APLICAR EN LA DETERMINACIÓN DE
LA CORROSIÓN EN LOS HORNOS F-1 Y F-2
3.3.
DETERMINACIÓN DE LA VELOCIDAD DE CORROSIÓN DE
LOS TUBOS EN LOS HORNOS F-1 Y F-2 MEDIANTE EL USO
DE CUPONES
3. 3. 1.Determinación de los Puntos a Instalar
3.3.2. Diseño de Cupones y Tiempos de Exposición
3.3.3. Tratamiento de los Cupones
3. 3. 4. Conclusiones
4. MUESTREO DE CENIZAS Y DEPÓSITOS DE CORROSIÓN
5.EVALUACIÓN DEL TRATAMIENTO DE COMBUSTIBLE PARA
HORNOS CON ADITIVO A BASE DE OXIDO DE MAGNESIO
5.1.SELECCIÓN DEL DILUYENTE DEL ADITIVO
5.2.ELEMENTO DE MONITOREO EMPLEADO DURANTE LAS
CORRIDAS DE PRUEBA
5.2.1.Descripción de la Probeta de Control Manual
5.3.CORRIDAS DE PRUEBA REALIZADAS
5.3.1.CORRIDA DE PRUEBA SIN ADITIV ACIÓN
5.3.1.1.Registro de Variables Operativas de los Hornos
5.3.1.2.Monitoreo con Probeta de Control Manual.
5.3.2.CORRIDA DE PRUEBA CON ADITIV ACIÓN
5.3.2. 1.Selección de la Dosis de Aditivo
5.3.2.3.Control y Ajuste de los Parámetros de Aditivación de
Combustible
5.3.2.4.Monitoreo con Probeta de Control Manual
5.3.2.5.Análisis de Resultados Obtenidos de la Aditivación
5.3.3.RECORD FOTOGRAFICO DE LAS CORRIDAS DE
PRUEBA RELIZADASS
D. ANÁLISIS ECONÓMICO
E. CONCLUSIONES FINALES
F. RECOMENDACIONES
G. ANEXOS
INTRODUCCIÓN
El presente trabajo resume lo efectuado en el desarrollo del Tema Tesis "Estudio
y Análisis del Proceso de Corrosión en Hornos de una Refinería de Petróleo"
durante la permanencia en la Refinería Conchán.
En las unidades de calentamiento directo como son los hornos en las que se utiliza
como combustible residuales con un alto contenido de contaminantes
principalmente vanadio y sodio, se originan problemas de corrosión debido a la
acción de compuestos corrosivos que se forman a altas temperaturas y atacan la
metalurgia de las partes que se exponen directamente al fuego como son los tubos,
soportes y refractarios entre otros, acelerando el proceso de oxidación.
Este trabajo se enfoca al estudio y análisis técnico del comportamiento de los
Hornos en función a los factores que influyen en la Corrosión a Alta Temperatura.
Así rrusmo se anota la evaluación de las acciones tomadas por la empresa para
prevenir la corrosión en los hornos así como los trabajos experimentales
realizados para evaluar las velocidades de corrosión en los Hornos F-1 y F-2
cuyos resultados nos han conducido a la necesidad de precisar dicha evaluaciones
de corrosión y ensuciamiento mediante el uso de elementos de monitoreo.
A. CONCEPTOS DE BASE
l. HORNOS DE REFINERÍA
Los hornos de proceso en una refinería son unidades importantes en las
operaciones de refinación del petróleo, pues son los equipos donde el crudo es
llevado hasta la temperatura a la cual se realizará la destilación de los diferentes
productos en función de sus volatilidades .Es deseable mantener lo más constante
posible la temperatura de salida de los hornos a fin de no afectar las condiciones
de equilibrio establecidas para el buen funcionamiento de la Unidad de
Destilación.
Un horno de refinería tiene una zona radiante, una zona de convección y una
chimenea para dispersar los gases de combustión y controlar el tiro. La sección
radiante provee el espacio para que el combustible sea completamente mezclado y
quemado con el oxígeno del aire, cuyo calor radiante producto de la combustión
se transmiten a través de los tubos.
1.1. COMPONENTES Y EQUIPOS
1.1.1. Paredes del Horno
Las paredes del horno deben ser completamente estancas para evitar la entrada de
aire del exterior al interior. Por ello la construcción se realiza mediante chapas de
acero reforzadas con perfiles normalizados, soldados entre sí, para dar suficiente
rigidez y resistencia mecánica.
productos: refractarios, aislantes y como intermedio de estos dos los llamados
refractarios aislantes o refractarios ligeros.
1.1.2. Serpentines de Tubos
Los serpentines de los hornos están compuestos por tubos rectos y codos
conectados entre si por soldadura. La posición del serpentín, con referencia al eje
del tubo, es horizontal o vertical.
La posición horizontal tiene ventajas desde el punto de vista del proceso. Por
ejemplo, un fluido de proceso de dos fases se comportará con más estabilidad en
tubo horizontal que en un tubo vertical. Sin embargo, un tubo horizontal tiene que
ser soportado como una viga y estando expuesto a altas temperaturas, necesita
soportes de alta aleación. Un tubo vertical sin embargo, solo necesita un apoyo
para soportar su peso, generalmente colocado en la parte superior del tubo y una
guía para garantizar la verticalidad del tubo.
Existen dos zonas dentro del Horno con relación a la posición del tubo:
Zona de Radiación
La Zona de Radiación es el lugar con más alto nivel de temperatura y por lo tanto
el sitio donde la resistencia mecánica del serpentín es más dificil de garantizar.
Por lo tanto es preferible una posición vertical del tubo en esta zona por un
comportamiento mecánico más favorable en comparación con el tubo horizontal.
Zona de Convección
soportes del tubo es menor debido a que está sometido a un menor nivel de
temperatura.
1.1.3. Soportes de tubos
Estos componentes se utilizan para soportar los tubos internos del horno. Para
soportar un tubo vertical solo es necesario dos soportes independientemente de la
longitud del tubo. La disposición de tubos verticales es más ventajosa que la de
tubos horizontales porque para soportar un tubo horizontal se necesita más de dos
soportes y no se puede evitar que al menos los soportes intermedios estén
expuestos a la influencia de los gases de combustión, cuando estos contengan
óxidos de vanadio en porcentajes que puedan causar daños por corrosión,
originada por el V 20s.
1.1.4. Mirillas y puertas de entrada
Las mirillas sirven para poder vigilar las llamas y su incidencia con respecto a los
serpentines dentro de las cámaras de radiación. Las puertas de entrada permiten el
acceso al interior del horno para su inspección y mantenimiento de los
componentes internos durante la parada del equipo.
El diseño de las mirillas y puertas de entrada deben cumplir los requerimientos de
estanqueidad de las paredes del horno.
1.1.5. Chimenea
La chimenea tiene por objeto guiar los gases de combustión hacia la atmósfera así
como controlar el exceso de aire hacia la cámara de combustión mediante una
compuerta llamada Damper la cual regula el tiro.
1.1.6. Deshollinadores
Son dispositivos que se utilizan para la limpieza de la deposición del carbón
(hollín) y del ensuciamiento sobre la superficie exterior de los tub
os
.
Los medios
usados para la limpieza son: aire, vapor y agua.
El ensuciamiento es mucho más perjudicial en la Zona de Convección porque
aumenta la pérdida de carga además de empeorar la transmisión de calor. Este
efecto es más negativo cuando los serpentines de la zona de convección llevan
pitones o aletas.
1.1.7. Quemadores
El quemador representa una parte fundamental en el proceso de la combustión
industrial de un horno y su diseño en asociación con el horno son factores
determinantes para lograr el aprovechamiento racional del potencial calorífico del
combustible.
En el caso particular de la utilización de petróleos residuales en un horno de
refinería su importancia en el proceso es aún mayor, por tener que soportar
condiciones más agresivas y compensar su menor combustibilidad respecto a los
destilados y gases combustibles.
El quemador es el creador, vigilante y el que auto-sostiene la Barna y tiene dos
funciones:
2. Provoca la combustión bajo la forma de una llama cuyas características,
dimensiones, y propiedades físicas y químicas sean apropiadas a las
operaciones industriales que se realice.
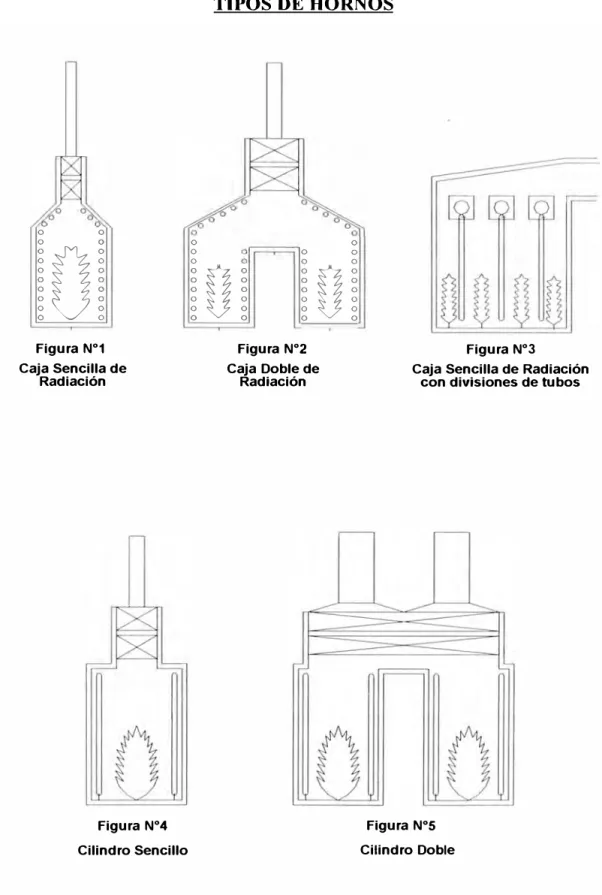
1.2. TIPOS DE HORNOS
Es difícil definir de manera concreta la acepción de horno debido a la
multiplicidad de fines al que se le destina. En todos los casos su definición está
íntimamente ligada al proceso en el que se realiza.
Los hornos se podrían tipificar de la siguiente forma:
Por Uso:
• Solo Calentar (por ejemplo un horno de aceite térmico).
• Calentar y evaporar (por ejemplo un hervidor, horno de crudo).
• Cracking (por ejemplo un horno de etileno ).
• Reformado Catalítico (por ejemplo un horno de hidrógeno).
• Incineración.
Por Forma:
• Caja sencilla de radiación
(Figura N
ºl).
• Caja doble de radiación
(Figura N
º2).
• Caja sencilla con divisiones hechas por filas de tubos (Figura N
°3).
• Cilindro sencillo
(Figura N
°4).
o o
10!
Figura Nº1 Caja Sencilla deRadiación
Figura Nº4
Cilindro Sencillo
TIPOS DE HORNOS
o o o
o
o o
o o
! o!
! o!
Figura Nº2 Caja Doble de
Radiación
Figura Nº3
Caja Sencilla de Radiación con divisiones de tubos
1.3. PROCESO DE COMBUSTIÓN
1.3.1. Concepto
Se entiende por combustión, a la combinación violenta, con desprendimiento de
luz y calor, del Oxigeno del aire con el Carbono, Hidrógeno y Azufre.
La combustión del Oxígeno con el Carbono, Hidrógeno y Azufre, se efectúa en
proporciones de peso bien determinadas, así pues por cada átomo de Carbono se
necesitan 2 átomos de Oxígeno para llegar a la combustión perfecta formando
CO2 ( dióxido de Carbono), el Carbono que se quema con deficiencia de aire forma
el gas CO (monóxido de Carbono), que representa solo el 30% de una combustión
perfecta, por lo tanto la combustión al formarse CO es incompleta.
El Hidrógeno se combina siempre en proporción de 2 átomos de Hidrógeno con
uno de Oxígeno formando vapor de agua H
20, y el azufre es de proporción 1 :2 es
decir un átomo de Azufre por 2 de Oxígeno, este gas es perjudicial por que al
enfriarse los productos de la combustión, el agua que se forma en la combustión y
la que esta presente en la humedad del combustible se condensan y reaccionan
con el gas anhídrido H2 formando ácido sulfürico H2SO4, sumamente corrosivo.
1.3.2. Combustibles -Características.
Tanto como existen diferentes tipos de quemadores para las distintas aplicaciones
industriales, existen diferentes grados de aceites combustibles para cubrir dichas
necesidades.
Según Norma Técnica Peruana NTP las mezclas de hidrocarburos utilizados para
generar energía por medio de combustión se subdividen en:
•
Clase I: cuando tienen punto de inflamación menor de 37.8 ºC (100 ºF).
•
Clase II: cuando tienen punto de inflamación igual o mayor de 3 7. 8 ºC
(100 ºF) pero menor de 60 ºC (140 ºF).
•
Clase III A: cuando tienen punto de inflamación igual o menor de 60 ºC
(140 ºF) pero menor de 93 ºC (200 ºF).
•
Clase
m
B: Cuando tienen punto de inflamación igual o mayor a 93 ºC
(200 ºF).
Dentro de la Clase I se consideran los combustibles como la Gasolina, en la Clase
II se considera al Kerosene, Diesel y al Turbo, dentro de Clase
111
se encuentran
los Residuales y Asfaltos.
INFLAMABILIDAD
Punto de Inflamación
n.a.
43
-
52
-
55
1
-
60
1
-
65
1
-Pensky Martens,
ºC
FLUIDEZ
Viscosidad Cinemática a 40
ºC, cSt
n.a.
n.a.
1.9
4.1
n.a.
n.a.
n.a.
Viscosidad Cinemática a 50
ºC, cSt
n.a.
n.a.
n.a.
40
1
80
81
1
640
641
1
1060
Punto de Escurrimiento,
ºC
n.a.
n.a.
+4
n.a.
n.a.
n.a.
COMPOSICION
Cenizas, % masa
n.a.
n.a.
-
0.01
-
1
0.1
n.a.
n.a.
Azufre Total, % masa.
-
0.15
-
0.25
1.0
-
1
2
-
1
3.5
-
1
3.5
00CONTAMINANTES
Agua y Sedimentos, % Vol.
n.a.
n.a.
-
0.05
-
1
1
-
1
2
-
1
2
DESTILACION
10% recuperado, ºC
-
70
-
200
-
-50% recuperado, ºC
77
121
-
-
-
-90% recuperado, ºC
-
190
-
-
282
360
100% recuperado, ºC
-
-
-
-
-
-Punto Final
-
225
-
300
-
-YOLA TILIDAD
Presión de vapor Reid,psi
-
10
n.a.
n.a.
1.3.3. La Llama: algunas características
Conceptos Generales
Teóricamente la llama es el medio gaseoso en el que se des.arrollan las reacciones
de combustión produciendo radiaciones luminosas de origen tanto térmico como
químico, no necesariamente en el espectro visible, que constituyen
manifestaciones de las condiciones en que se efectúa la generación de calor.
Conjuntamente con la luz la llama constituye es aspecto visible del proceso de
combustión.
Para el aprovechamiento racional de la energía contenida en el combustible se
debe crear y mantener una llama apropiada, esto significa que debe reunir un
conjunto de cualidades y características de naturaleza geométrica, física y química
idóneas.
Temperatura de la Llama
A esta temperatura se le denomina también, temperatura teórica de combustión,
temperatura adiabática de combustión o temperatura de combustión calorífica, y
es la que se obtendría en una combustión estequiométrica, con mezcla
perfectamente homogénea y en un tiempo brevísimo que no de tiempo a pérdidas
caloríficas con el ambiente.
Cuadro Nºl:
COMP ARACION DE ALGUNAS TEMPERATURAS DE
LLAMAS
COMBUSTIBLE COMBURENTE INDICE TEORICA REAL
EXCESO ºC / ºF ºC / ºF TIPO TEMP(ºC) DE AIRE
Acetileno Aire 15 1.0 2630 / 4766 2320 / 4208
Monóxido de Carbono Aire 15 1.0 2470 / 4478 2100 / 3812
Hidrógeno 02 15
---
2974 / 5385---Hidrógeno Aire 15 1.0 2210/4010 2045 / 3713
Gas Natural Aire 15 1.0 1961 /3562 1735/3155
Gas Natural Aire 15 1.0 1961 /3562 1880 / 3416
Metano Aire 15 1.0 1915 / 3479 1880 / 3416
Etano Aire 15 1.0
Propano Aire 15 1.0 1980 /3596 1925 / 3497
Butano Aire 15 1.0
Fuel oil pesado Aire 15 1.0 2015 / 3659
Fuel oil pesado Aire 15 1.3 1690 / 3074
Fuel oil pesado Aire 300 1.0 2120 / 3848
Fuel oil pesado Aire 300 1.3 1845 / 3353
Para mantener el equilibrio entre la velocidad de los gases y la propagación de la
llama resultan de fundamental importancia las tres "T' s" de la combustión, esto
es, Tiempo, Turbulencia y Temperatura.
Estos tres factores resultan de gran importancia para mantener en equilibrio la
reacción de combustión, y por ende, las características de la llama.
El Tiempo determina la velocidad con la que se efectúa la reacción ; si se eleva la
Temperatura de la llama aumentará la velocidad de reacción y con ella la
generación de calor; así mismo aumentará el volumen de productos de
combustión, incrementándose la Turbulencia en el entorno de la llam
a.
Formación y características de las llamas de petróleos residuales.
En el caso de los residuales, quizás con mayor claridad que con el resto de
combustibles, las manifestaciones visibles de la llama representan una buena
oportunidad de conocer la forma y eficiencia con que se reaiiza la combustión y la
manera de actuar sobre ella.
Esto se explica porque las reacciones de combustión se realizan con
características que se manifiestan en el espectro visible al ojo humano. En otros
combustibles limpios (gas natural), la mayor proporción de reacciones y
fenómenos de generación y transferencia de calor se producen en la banda del
espectro que corresponde al infrarrojo, no visible al ojo humano.
Tanto la forma como la coloración de la llama resultan factores de importante
utilidad para controlar el proceso de combustión.
a) La forma de las llamas de los combustibles residuales se puede definir
claramente por involucrar la presencia de manifestaciones visibles.
Desde la punta del inyector se observará la pluma de la llama constituida
por el chorro de combustible líquido atomizado en proceso de
calentamiento y mezcla con el aire antes de encenderse en el llamado
frente de llama donde se inicia la extensión de la misma.
Al encenderse la llama se presenta una coloración que permite observar el
propio frente de llama, por encontrarse a partir de ese punto partículas de
carbón que al calentarse hasta incandescencia, emiten en el espectro
visible la coloración de la llama que identifica los productos intermedios
de la combustión de los hidrocarburos, es decir, aldehídos, cetonas, etc.
A lo largo y ancho, la llama quedará enmarcada por la coloración que
manifiesta las partículas de carbón y metales incandescentes.
porque la temperatura en esa zona ya resulta insuficiente para que siga
produciéndose las reacciones de combustión, quedando una parte del
combustible (coque) como inquemados que se depositan en el interior del
horno o salen por la chimenea constituyendo pérdidas de calor y causas de
contaminación ambiental.
Se debe considerar que las llamas deben tener la forma que se ajuste a las
dimensiones de la cámara de combustión y/o las características del proceso
debiendo desarrollarse en un espacio libre, sin tocar ningún punto de las
paredes o cuerpos extraños.
b) El color, de las llamas de petróleos residuales resulta un criterio útil para
conocer la temperatura que se produce en cada punto. En el
Cuadro N
º2
se presenta las temperaturas que corresponde a los colores comúnmente
observados en los diferentes tipos de llamas. En la
Figura N
º6
se
presentan diferentes formas y características de llamas en una cámara de
combustión.
Cuadro N
°2:
TEMPERA TURAS CORRESPONDIENTES A COLORES
OBSERVADOS EN LA LLAMA.
1
COLOR
ºF
ºC
Rojo suave
875
475
Rojo suave a rojo oscuro
875-1200
475-650
Rojo oscuro a rojo cereza
1200-1375
650-750
Rojo cereza a rojo cereza brillante
1375-1500
750-825
Rojo cereza brillante a naranja
1500-1650
825-900
Naranja a amarillo
1650-2000
900-1090
o
o
o
o
o
o
o
o
o
o
o
o
o
o
o
o
o
o
Quieta, clara, sin humos, llama sostenida, continua y estable.
Color: de amarillo brillante a naranja.
n��¡
P�¼Ki
g ( \) )/i g
g \�) g
Llama larga
Llama impacta contra los tubos. Combustión incompleta.
Demasiado aceite o muy poco aire, o muy poco vapor de atommización,
o cabezal de quemador daJ\ado.
o
o
��\
�g��k
º�
g
Llama inclinada.Llama impacta contra los tubos sobre un lado. La lanza del quemador se encuentra inclinada o debajo de su posiciÓ!l
Atomizado deficiente. Chorreo de combustible.
Baja Temperatura de combustible. Muy poco vapor de atommzaciÓ!l
FIGURA N
°6: Forma de llamas en una cámara de combustión
o
o
o * r« o
o
��tA
!("o
g
-
;
i/�)
g
g l\\J!0,: g
Chisporoteo
Agua en el combustible.
Combustible sucio.
Combustible frio.
Muy poco vapor de atornizacii,n
o ;: <
0 �\ �
()(o
º
o lr,
')J0J'
\ ()� o
º
g
}(f'¼
5
g
O r' ? J O!
\�{�
i
Llama humeante.
Muy poco aire de combustión. Boquillas de quemadores dañadas.
Combustible frio.
Cabezal de quemador ajustado muy debajo de su posición.
o
o
o
t��i
o
o
o
o o
�; 1
o
o
Llama deslumbrabte.
Demasiado aire secundario. Demasiado vapor de atomización.
o
o o
o
o
o
o
o o
o
o
o
o
o
o
o
o
o
o
o
o
��
o
o
o
o
o
o
o
o
o
Llama de fonna irregular -pobre. Muy poco aire promario. Enladrillado (tazón) muy espaciado.
o
o
o
o
o
o
o
o
o
o
o
o
o
o
o
o
º�
º
o
\
o
3'.\\(,_
1Muy poco tiro.
Muy poco aire primario (combustible). Presión de gas muy baja
FIGURA N
º6(cont.): Forma de llamas en una cámara de combustión
2. CORROSIÓN EN HORNOS
La corrosión en eqmpos de fuego directo procede en escenanos distintos los
cuales se producen de acuerdo a las temperaturas de operación y puede
distinguirse los siguientes tipos:
1. Corrosión a alta temperatura.
2. Corrosión por cenizas.
3. Corrosión a bajas temperaturas.
2.1. CORROSIÓN A ALTA TEMPERATURA
La corrosión a alta temperatura es una forma de corrosión que no requiere la
presencia de un electrolito líquido. A veces, este tipo de daño se llama "corrosión
seca" o "escoriamiento" (SCALING).En sentido estricto, la oxidación a alta
temperatura es solamente un tipo de corrosión. De hecho, la oxidación es la
reacción más importante de la corrosión a alta temperatura.
En la mayoría de los ambientes, la oxidación participa a menudo en las reacciones
de alta temperatura sin importar el modo predominante de corrosión. A menudo,
en la reacción de oxidación las aleaciones desarrollan una escama protectora que
resista las distintas formas del ataque por corrosión a alta temperatura tal como
sulfidización, carburación y otras formas de ataque. En general, las
denominaciones de los mecanismos de la corrosión son determinados por los
productos dominantes más abundantes de corrosión, así por ejemplo:
*Oxidación implica los óxidos
* Sulfidización implica los sulfuros
a.Oxidación
Se presenta como una reacción química directa entre el metal y el gas agresivo.
Ejm: 2 Fe + 02
-->-2Fe0
Debe considerarse que el Fe puede formar: Fe O (wustita), Fe20
3(magnetita) y
Fe2Ü
3(hematita).
Los índices de oxidación de los metales puros son caracterizados mediante tres
leyes cinéticas básicas: parabólica, logarítmica y lineal. Estas leyes son una
medida de la velocidad de oxidación, pues relaciona la variación de espesor de la
capa de óxido con el tiempo.
Es importante considerar que estas leyes están basadas en modelos relativamente
simples de la oxidación. Los problemas prácticos de la oxidación de aleaciones
implican mecarusmos considerablemente más complicados que superan
generalmente a las características consideradas en estos análisis simples.
Estas leyes son las siguientes:
*Leyes Logarítmica y Asintótica de Crecimiento
*Ley Parabólica de Crecimiento
Leyes Logarítmica y Asintótica de Crecimiento.- Esta ley es principalmente
aplicable a las capas finas de óxido formadas a temperaturas relativamente bajas,
y no suelen superar los 40-60
A
lo que significa que al cabo de cierto tiempo el
crecimiento puede considerarse detenido. Su modelo es el siguiente:
x = k
elog(ct + b)
Donde:
• x
Es el espesor de la película del óxido ( o el aumento total debido a la
oxidación, que es proporcional al espesor de la película del óxido).
• t : Es tiempo.
• k
e :Es la constante de crecimiento.
• C y b : Constantes.
Otra manera de expresar este modelo es la siguiente:
x = k
e(l - exp(-kt))
Donde:
• x
: Es el espesor de la película del óxido ( o el aumento total debido a la
oxidación, que es proporcional al espesor de la película del óxido).
• t
Es tiempo.
• k ª : Es la constante de crecimiento.
• k : Constante.
Ley Parabólica de Crecimiento.- asume que la difusión de los cationes del metal o
de los aniones del oxígeno es el paso controlante del crecimiento y está derivado
de la primera ley de difusión de Fick.
invariante. Esta asunción implica que la capa del óxido tiene que ser uniforme,
continua y del tipo monofásico. En sentido estricto, incluso para los metales
puros, esta asunción es raramente válida. La constante de crecimiento, k
P,cambia
con la temperatura según una relación del tipo de Arrhenius:
Donde:
• x : Es el espesor de la película del óxido ( o el aumento de masa total
debido a la oxidación, que es proporcional al espesor de la película del
óxido).
• t : Es tiempo.
• k
p:
Es la constante de crecimiento, directamente proporcional a la
difusividad de la especie iónica que controla el crecimiento.
Derivando la expresión anterior se obtiene:
dx
K
dy
_J
Kpt + X
0Ley Lineal de Crecimiento.- Es también una relación empírica que es aplicable a
la formación y a la acumulación de una capa no-protectora del óxido.
Donde:
•
x : Es el espesor de la película del óxido ( o el aumento de masa total
debido a la oxidación, el cual es proporcional al espesor de la película
del óxido).
•
t : Es tiempo.
•
kL: Es la constante de crecimiento
Los metales expuestos a alta temperatura desarrollan una película de óxido la cual
es parcialmente protectora y tiende a retardar la corrosión al incrementarse su
espesor.
El Cr es el elemento de aleación más importante para mejorar la resistencia a la
oxidación para las diferentes aleaciones comerciales, un mínimo de
aproximadamente 18% de Cr es necesario para desarrollar una escoria protectora
de Cr
20
3para aleaciones de Fe-Cr, así como también pequeñas adiciones de AJ y
Si a la aleación Fe-Cr pueden mejorar significativamente la resistencia a la
oxidación. Por ejemplo un acero con 18%Cr-1 %Si-1.8%AJ.
El Ni es otro elemento que generalmente mejora la resistencia a la oxidación de
las aleaciones, por ejemplo en el sistema Fe-Ni-Cr a mayor incremento de Ni, la
aleación se vuelve más resistente a la oxidación.
La mayoría de las aleaciones de aceros inoxidables para altas temperaturas
dependen de una escoria de óxido de cromo para la protección en contra del
ataque de oxidación. La escoria de óxido de cromo empieza a perder su capacidad
de protección a temperaturas por encima de los 1000-1100 ºC (1830-2000 ºF).
Para aplicaciones a esas altas temperaturas, las escorias de óxido de aluminio
proveen
significativamente
una
meJor
protección.
Un
mínimo
de
aproximadamente 4 % de aluminio es requerido en las aleaciones a base de Ni o
Fe para desarrollar una escoria protectora.
Los elementos de tierras raras (por ejemplo Y, La, Ce) y otros elementos reactivos
(Zr, Ta, Hf, etc) son también benéficos para la resistencia a la oxidación en las
aleaciones. Muchas aleaciones comerciales recientemente desarrolladas usan
algunos de estos elementos para mejorar la resistencia a la oxidación.
b. Sulfidización
La sulfidización u "oxidación por azufre" es una forma considerablemente más
destructiva que la oxidación debido a que las capas de sulfuros tienden ha
agrietarse y caer más fácilmente que la de los óxidos. El mecanismo básico de
sulfidización es casi similar al de oxidación por lo que en un considerable grado,
los mismos elementos aleantes que confieren cierta resistencia a la oxidación son
útiles para producir la resistencia al ataque por sulfidización.
El azufre en el combustible reacciona con el oxígeno para formar S02 y S03, una
atmósfera de este tipo es generalmente oxidante. Los ambientes oxidantes son
usualmente mucho menos corrosivos que los ambientes reductores donde el azufre
esta en la forma de H
2S. Sin embargo la sulfidización en ambientes oxidantes (así
como también en ambientes reductores) es frecuentemente acelerado por otras
impurezas del combustible tales como el Na, K y Cl; los cuales pueden reaccionar
sales. Estos vapores de sales pueden depositarse a temperatura más bajas sobre las
superficies del metal, resultando en un ataque de sulfidización acelerado.
En muchos casos los metales y aleaciones cuentan con una escoria de óxido para
resistir al ataque de sulfidización; la mayoría de las aleaciones en alta temperatura
cuentan con escorias de óxido de cromo. En ambientes oxidantes, las escorias de
óxidos se forman mucho más rápidamente debido a las altas actividades de
oxígeno. De este modo la oxidación es probablemente la que domina la reacción
de corrosión.
2.1.1. CORROSIÓN POR CENIZAS FUNDIDAS
2.1.1.1. Comportamiento de las Cenizas del Residual
Las cenizas presentes en los combustibles residuales proceden del crudo de origen
y se concentran en las fracciones denominadas residuales que salen por el fondo
de la columna, en forma de sedimentos e impurezas metálicas en forma de
compuestos organometálicos.
El
Cuadro N
°3,
presenta los principales constituyentes de las cenizas en cuanto a
su rango de concentración en combustibles residuales y su proporción en las
propias cenizas; el Vanadio representa el elemento de mayor importancia
cuantitativa.
Cuadro N
°3:
RANGOS DE COMPOSICIÓN DE CENIZAS EN
COMBUSTIBLES RESIDUALES
COSTITUYENTE
COMBUSTIBLES
CENIZAS(%)
RESIDUALES (ppm)
SiO2
6.0- 86.0
0.6
-
86.0
AhO3
3.0- 76.0
0.3
-
7.6
Fe2O3
0.9- 57.0
0.1
-
5.7
CaO
1.0-
1.4
0.1
-
1.0
MgO
1.0
-
1.7
0.1
-
0.2
Na2O
5.0
-
35.0
0.5
-
3.5
K2O
0.2 -
1.2
O.O
-
0.1
V2Os
14
.
0
-
740.0
0.1
-
74.0
NiO
1.3
-
25.0
0.1
-
2.5
Se conoce que el Vanadio está frecuentemente asociado con los asfaltenos en
Los combustibles residuales contienen gran variedad de impurezas pero, en
relación con la corrosión que se producen en hornos y calderos, son tres los
determinantes: Vanadio, Sodio y Azufre. Los niveles de estos contaminantes en el
combustible, en los rangos que originan corrosión y depósitos se muestran en el
Cuadro N
°4.
Cuadro N
°4:
RANGO TÍPICO DE LOS PRINCIPALES CONSTITUYENTES
QUE ORIGINAN CORROSIÓN Y DEPÓSITOS
COSTITUYENTES
EN EL RESIDUAL
EN LAS CENIZAS (%)
(ppm)
VANADIO
O
-
500
como V
O.O - 40
como V20s
SODIO
2 - 300
como Na
0.1
-30
como Na20
AZUFRE
1000 - 4000 como S
0.1
-40 como S03
Los sistemas Na-V-S , generan diferentes vanadatos de sodio que tienen diferentes
grados corrosivos y cuya formación depende de la relación molar Na/V en el
combustible; al aumentar esta relación debe esperarse compuestos más corrosivos,
en razón de formarse compuestos de punto de fusión más bajo, lo cual resulta
importante dentro de un rango determinado de temperaturas de operación.
En el
Cuadro N
ºS
se muestran los compuestos formados más frecuentes luego de
la combustión del combustible. Entre ellos se distinguen dos tipos, los formadores
de escoria y los compuestos que no forman escoria.
Los compuestos que no forman escoria se depositan sobre las superficies de los
tubos y paredes ocasionando problemas de ensuciamiento. Al cubrir los depósitos
parcialmente los tubos de calderos y hornos, disminuyen el área efectiva de
transferencia de calor produciendo una disminución gradual de la capacidad y
eficiencia (hornos y calderos).
Cuadro NºS:
PUNTO DE FUSIÓN DE LOS DEPÓSITOS MÁS FRECUENTES
A)COMPUESTOS FORMADORES
FÓRMULA PUNTO DE FUSIÓN
DE ESCORIA ºC / ºF
Pentóxido de Vanadio
V2Os
674
/
1245
Sulfato de Sodio
Na2SO4
879 /
1614
Sulfato de Níquel
NhSO4
839 /
1542
Metavanadato de Sodio
Na2O.V2Os
629 /
1164
Pirovanadato de Sodio
2Na2O.V2Os
639 /
1182
Ortovanadato dae Sodio
3Na2O.V2Os
849 /
1560
Ortovanadato de Níquel
3NiiO.V2Os
898 /
1648
Vanadil Vanadato de Sodio
Na2O. V2O4.5V2Os
624 /
1155
Trisulfato de hierro y sodio
Na3Fe(SO4)3
538 /
1000
Gamma vanadil vanadato de sodio
5Na2O.V2O4. l l V2Os
577 /
1070
EUTÉCTICO entre:
535 / 995
5Na2O.V2O4.llV2Os y Na2O.V2Os
B)COMPUESTOS QUE NO PUNTO DE FUSIÓN
FÓRMULA
FORMAN ESCORIA ºC /ºF
Oxido
de Magnesio
MgO
2500 / 4532
Oxido de Aluminio
Al2O3
2048 / 3718
Oxido
de Calcio
CaO
2572 / 4662
Aluminato de Magnesio
MgAI2O4
2135 / 3875
Oxido
de Manganeso
MnO2
1649 / 3000
Oxido de Níquel
NiO
2090 / 3794
Trióxido de Vanadio
V2O3
1970 /
3254
V anadatos de Magnesio
MgO.V2Os
1074-1243 /
1965
-
2269
Trisulfatos de Magnesio y Sodio
Na2Mg
4(SO4)3
1126 /
2059
FÓRMULA
PUNTO DE FUSIÓNC)OTROS COMPUESTOS
ºC /
ºF
Metavanadato Férrico
Fe2Ü3.V2Os
859 /
1578
Vanadato Férrico
Fe2Ü3.2V2Os
854 /
1569
Sulfato de Calcio
Ca(SO
4)
1448 / 2638
Algunos combustibles tienen otros componentes metálicos además de sodio y
vanadio tales como níquel, cromo y fierro, etc, los cuales podrían estar presentes
en cantidades relativamente grandes. Estos metales compiten con el sodio para
atrapar el vanadio y al reaccionar con este disminuyen la cantidad de vanadio
disponible elevando la relación molar efectiva Na/V favoreciendo la corrosión.
Pero por otro lado pasivan la corrosividad al disminuir la concentración de
agentes corrosivos en los depósitos de ceniza.
2.1.1.2 Mecanismo de la Corrosión por Cenizas Fundidas
l. Durante la combustión los compuestos de vanadio y los de sodio presentes
en el combustible se oxidan en la llama para formar V 2Os y Na2O
(Na2SO
4) en forma de vapor.
2.
Estos vapores se depositan en forma de cenizas que se pegan a las
superficies metálicas, en donde el Na2O actúa como agente ligante.
3. El V
2O
5y el Na2O (Na
2SO
4) reaccionan sobre las superficies metálicas
4.
Los vanadatos formados como se explicó en el punto anterior atacan el
óxido protector de los metales exponiendo al metal subyacente a la
oxidación rápida.
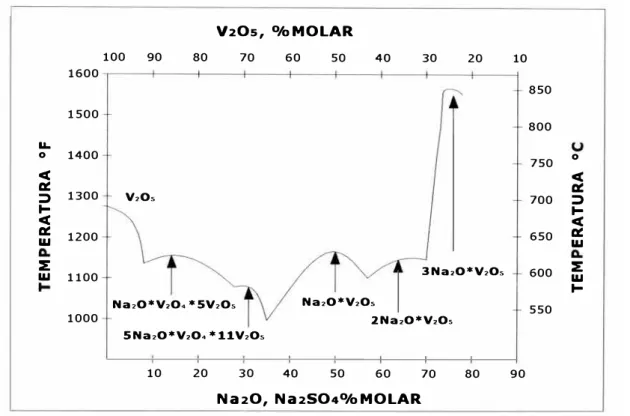
Conforme aumenta la temperatura, el rango de composiciones de Na2O
-
V
205que forma líquidos se expande de manera considerable como se muestra en la
siguiente figura:
V20s, %MOLAR
100 90 80 70 60 50 40 30 20 10
1600
850 1500
800
11.
o 1400
750 o
e
e
a:
a:
:::, 1300 V20s 700 :::,
t-
t-e
e
a:
1200 650a:
w w
:E: 3Na20*V20s 600 :E:
w 1100 w
t-Na20*V20• *SV20s Na20*V20s 550
1000 2Na20*V20s
SNa20*V20• * 11 V20s
10 20 30 40 50 60 70 80 90
Na20, Na2S04%MOLAR
Figura N
°7:
Vanadatos de Sodio y sus eutécticos
Para explicar el mecarusmo de corrosión por ceruzas fundidas será necesano
considerar la forma de crecimiento de la capa de óxido y como esta es modificada
bajo ciertas condiciones.
Durante la oxidación normal, el óxido crece como una capa coherente, pero en
presencia de compuestos fundidos de vanadio, el proceso puede ser bastante
diferente.
Los productos de la oxidación son solubles en los compuestos de vanadio y los
óxidos sólidos son precipitados de la fase fundida luego que esta es saturada.
El mecarusmo de corrosión por ceruzas fundidas se puede explicar según el
esquema siguiente:
Difusión de
1
oxígeno a travésdel óxido poroso
OXIDOS
POROSOS
Absorción de Formación de
oxígeno por óxidos
vanadato liquido porosos
----
---
----Transporte de Transporte de
oxígeno a través iones óxido a través
de la fase fimdida de la fase fimdida
VANADATO
LJQUIOO
Adsorción de Dilución del
oxígeno por óxido de óxido de metal metal en vanadato líquido
----
�---
----Transporte
OXIOO METALICO Transporte del ion oxígeno del ion metal
a través del (CAPA DE OXIDO PROJºECfORA) a través del
óxido del metal óxido del metal
----
---
----Reacción de
oxígeno con el ion metal
Cuando el óxido crece a partir de la fase fundida, este toma la forma de cristales,
en vez de películas continuas. Los cristales creciendo de diferentes puntos entran
en contacto resultando en la formación de una capa porosa con la escoria líquida
atrapada en la interfase metal/óxido. El grado de porosidad depende de la
temperatura, solubilidad, tipo de óxido, etc.
Para que el ataque tenga lugar, es necesano que la fase corrosiva de vanadio
permanezca en estado líquido, el grado de ataque es controlado por:
• La cantidad de los compuestos corrosivos de vanadio en la interfase
metal/óxido;
• La velocidad de difusión del oxígeno a la interfase metal/óxido.
La corrosión por ceruzas implica siempre una fase fundida que ataca al óxido
protector y permite la oxidación por el oxígeno que transporta. Las propiedades de
transporte de la fase fundida para generar la oxidación son de naturaleza eléctrica,
considerándose que el oxígeno es reducido en la ceniza líquida.
En condiciones de equilibrio, la etapa controlante (más lenta) del mecanismo de
corrosión resulta ser el transporte a través de la fase fundida. Esta capacidad de
transporte está determinada por la viscosidad y propiedades conductoras de las
ceruzas fundidas ( conductividad iónica transportando 10nes oxígeno o
semiconductores que incluye transferencia de electrones).
Al
respecto es
importante hacer notar el buen efecto que tiene la adición de sodio al V 2Üs para
aumentar la conducción iónica y disminuir la viscosidad.
El azufre es de gran importancia en la corrosión por cenizas, forma con el sodio
los sulfatos alcalinos, los cuales generan los vanadatos por reacción con el
pentóxido. Niveles importantes de azufre puede generar una corrosión por cenizas
a temperaturas relativamente bajas.
2.1.1.3. Condiciones para la Corrosión por Cenizas Fundidas
La corrosión por cenizas se debe fundamentalmente a la reunión de las siguientes
condiciones:
• Niveles de contaminantes suficientes en el combustible que generen
ciertos compuestos corrosivos en los depósitos. Los rangos típicos del
nivel de contaminantes muestra el
Cuadro N
º4.
• Niveles de temperatura suficientes en el metal o refractario que permitan
la existencia de una fase fundida.
• Materiales refractarios y aleaciones susceptibles al ataque por cenizas.
2.1.1.4. Niveles de Temperatura.
Los niveles de temperatura necesanas para la corrosión por cemzas están
relacionadas con las temperaturas de fusión de las cenizas. El
Cuadro N
ºS
muestra las temperaturas de fusión de los principales compuestos de las cenizas.
La temperatura rninima necesaria para la corrosión por cenizas muestran que esta
sucede a partir de la formación del compuesto corrosivo de vanadio de menor
punto de fusión que es el eutéctico entre el gamma vanadil vanadato de sodio y el
meta vanadato de sodio (995
ºF/535
ºC).
producir una fase fundida, al igual que para disminuir viscosidad y aumentar la
conductividad de esta fase, condiciones necesarias para generar la corrosión por
cenizas.
2.1.1.5. Materiales Susceptibles al Ataque por Cenizas Fundidas
El ataque por cenizas sucede sobre las superficies metálicas y sobre materiales
refractarios.
Las aleaciones de alta temperatura pertenecen en su mayor parte al sistema
Fe-Ni-Cr, la capa de óxido protectora fuertemente adherida al metal está
conformada por Cr2Ü3 o un complejo Cr2O2.FeO (espinel). Esta es la capa que
debe ser atacada para formar sulfuros, principalmente, en alguna etapa del proceso
COrrOSlVO.