Mejoramiento del proceso de desprese en la empresa pollo andino S A a través de un modelo de simulación
60
0
0
Texto completo
(2) MEJORAMIENTO DEL PROCESO DE DESPRESE EN LA EMPRESA POLLO ANDINO S.A. A TRAVÉS DE UN MODELO DE SIMULACIÓN. WALTER STIVEN DÍAZ SUÁREZ. Director: Ing. Francisco Estefan Ramírez. UNIVERSIDAD COOPERATIVA DE COLOMBIA FACULTAD DE INGENIERÍA, PROGRAMA DE INGENIERÍA INDUSTRIAL BOGOTÁ D.C. 2018. 2.
(3) TABLA DE CONTENIDO 1. TÍTULO...........................................................................................................................9 2. PLANTEAMIENTO DEL PROBLEMA ..........................................................................10 3. JUSTIFICACIÓN ..........................................................................................................12 4. OBJETIVOS .................................................................................................................13 4.1. OBJETIVO GENERAL............................................................................................13 4.2. OBJETIVOS ESPECÍFICOS ..................................................................................13 5. DELIMITACIÓN DEL PROYECTO ...............................................................................14 6. GENERALIDADES DE LA EMPRESA .........................................................................15 6.1. DATOS DE LA EMPRESA .....................................................................................15 6.2. LOCALIZACIÓN GEOGRÁFICA ............................................................................15 6.3. RESEÑA HISTÓRICA ............................................................................................16 6.4. MISIÓN ..................................................................................................................16 6.5. VISIÓN ...................................................................................................................16 6.6. VALORES CORPORATIVOS .................................................................................16 6.7. PROMESA DE VALOR ..........................................................................................16 6.8. PROCESO PRODUCTIVO .....................................................................................17 6.8.1. GRANJAS REPRODUCTORAS ......................................................................17 6.8.2. INCUBACIÓN ..................................................................................................17 6.8.3. GRANJAS DE POLLO ENGORDE ..................................................................18 6.8.4. PLANTA DE BENEFICIO ................................................................................18 6.8.5. DISTRIBUCIÓN ...............................................................................................19 7. INFORMACIÓN DEL PROCESO .................................................................................20 7.1. DESCRIPCIÓN DEL PROCESO ............................................................................20 7.1.1. RECEPCIÓN DE POLLO EN CANAL ..............................................................20 7.1.2. DESPRESADORA AUTOMÁTICA ..................................................................20 7.1.3. UNIDADES A REUTILIZAR .............................................................................23 7.1.4. DISPOSICIÓN DE LA MARINADORA .............................................................23 7.1.5. DISPOSICIÓN DE LA SELECCIONADORA ....................................................23 7.1.6. CONGELACIÓN Y EMPAQUE ........................................................................23 7.1.7. PESAJE Y DISTRIBUCIÓN .............................................................................23. 3.
(4) 7.2. DIAGRAMA DE FLUJO ..........................................................................................24 7.3. ÁREA DE TRABAJO ..............................................................................................25 8. MARCO REFERENCIAL ..............................................................................................26 8.1. MARCO TEÓRICO .................................................................................................26 8.2. MARCO CONCEPTUAL .........................................................................................32 8.3. MARCO LEGAL .....................................................................................................33 9. DISEÑO METODOLÓGICO .........................................................................................34 9.1. TIPO DE INVESTIGACIÓN ....................................................................................34 9.2. MÉTODO DE INVESTIGACIÓN .............................................................................34 9.3. TÉCNICAS PARA RECOLECCIÓN DE LA INFORMACIÓN ..................................35 10. RECURSOS Y PRESUPUESTO ................................................................................36 10.1. RECURSOS FÍSICOS ..........................................................................................36 10.2. RECURSO HUMANO E INSTITUCIONAL ...........................................................37 10.3. RECURSOS FINANCIEROS Y PRESUPUESTO .................................................38 11. CRONOGRAMA .........................................................................................................39 12. SIMULACIÓN .............................................................................................................40 13. ANÁLISIS DEL PROCESO ........................................................................................52 14. CONCLUSIONES .......................................................................................................58 15. RECOMENDACIONES ...............................................................................................59. Bibliografía. 4.
(5) FIGURAS Y TABLAS. Figuras: Figura 1: Diagrama de flujo, 24 Figura 2: Diseño de planta proceso de desprese, 25 Figura 3: Consumo de carne de pollo per cápita en Colombia, 26 Figura 4: Planta de Beneficio, 27 Figura 5: Formas de estudiar un sistema, 28 Figura 6: Clasificación de los modelos según Jay Forrester, 29 Tablas: Tabla 1: Datos de la empresa, 15 Tabla 2: Marco Legal, 33 Tabla 3: Recursos Físicos, 36 Tabla 4: Recurso Humano e Institucional, 37 Tabla 5: Recursos Financieros y Presupuesto, 38 Tabla 6: Orden de Procesos, 40 Tabla 7: Observaciones desprese, 41 Tabla 8: Estadísticas jornada mañana, 42 Tabla 9: Estadísticas jornada tarde, 43 Tabla 10: Corte 1, 48 Tabla 11: Corte 2, 48 Tabla 12: Corte 3, 49 Tabla 13: Corte 4, 49 Tabla 14: Corte 5, 50 Tabla 15: Corte 6, 50. 5.
(6) Tabla 16: Margen de error modelo actual, 51 Tabla 17: Corte 1 propuesto, 52 Tabla 18: Corte 2 propuesto, 53 Tabla 19: Corte 3 propuesto, 53 Tabla 20: Corte 4 propuesto, 54 Tabla 21: Corte 5 propuesto, 54 Tabla 22: Corte 6 propuesto, 55 Tabla 23: Margen de error modelo propuesto, 55 Tabla 24: Margen de error de producto refrigerado modelo propuesto, 56 Tabla 25: Margen de error de producto marinado modelo propuesto, 57. 6.
(7) GRÁFICAS Y FOTOS. Gráficas: Gráfica 1: Distribución estadística jornada mañana, 44 Gráfica 2: Distribución estadística jornada tarde, 44 Gráfica 3: Porcentaje de error producto refrigerado, 56 Gráfica 4: Porcentaje de error producto marinado, 57. Fotos: Foto 1: Localización geográfica, 15 Foto 2: Granjas reproductoras, 17 Foto 3: Incubación, 17 Foto 4: Engorde, 18 Foto 5: Planta de Beneficio, 18 Foto 6: Distribución, 19 Foto 7: Pechuga, 20 Foto 8: Pierna Pernil con Rabadilla, 21 Foto 9: Pierna Pernil sin Rabadilla, 21 Foto 10: Pierna, 21 Foto 11: Muslos con rabadilla, 22 Foto 12: Muslos sin rabadilla, 22 Foto 13: Alas con costillar, 22 Foto 14: Alas sin costillar, 23 Foto 15: Interfaz software EasyFit, 30 Foto 16: Interfaz Flexsim, 31. 7.
(8) Foto 17: Corte 1, Pechuga, Ala con costillar y pierna sin muslo, 45 Foto 18: Corte 2, Pechuga, Ala con costillar y pierna pernil, 45 Foto 19: Corte 3, Pechuga, Ala con costillar, pierna pernil y muslo sin rabadilla, 46 Foto 20: Corte 4, Pechuga marinada, Ala con costillar y pierna pernil, 46 Foto 21: Corte 5, Pechuga, Ala con costillar, pierna pernil y muslo sin rabadilla, 47 Foto 22: Corte 6, Pechuga, Ala con costillar y pierna pernil, 47. 8.
(9) 1. TÍTULO. MEJORAMIENTO DEL PROCESO DE DESPRESE EN LA EMPRESA POLLO ANDINO S.A. A TRAVÉS DE UN MODELO DE SIMULACIÓN. 9.
(10) 2. PLANTEAMIENTO DEL PROBLEMA Pollo andino S.A. es una empresa del sector alimentario con sede principal en la ciudad de Bogotá dedicada a la explotación de carne de pollo para su comercialización. El proceso productivo inicia desde las granjas reproductoras donde se obtienen huevos fértiles para la obtención de pollitos que posteriormente son trasladados a granjas destinadas para su crianza y engorde, después las aves son llevadas a la planta de beneficio donde son sacrificadas bajo estrictos parámetros higiénicos para finalmente hacer llegar el producto a los mayoristas o al consumidor final a través de sus centros de distribución. La planta de beneficio de la compañía es un sistema que está compuesto de las siguientes actividades: Sacrificio, escaldado, evisceración, desprese, empaque, almacenamiento y distribución. (Pollo Andino S.A., 2017) El tema de estudio está enfocado en el proceso de desprese y radica en la planificación y uso de los recursos productivos (maquinaria y mano de obra) dispuestos en la estación de trabajo. Lo anterior afecta los costos de la compañía debido a que no se le está dando un uso eficiente a los recursos y así mismo los operarios en ocasiones deben realizar largas jornadas de trabajo. La causa del problema está sustentada en poder satisfacer las necesidades de la demanda (centros de distribución y clientes específicos), puesto que se ha evidenciado la complejidad de determinar los niveles de producción necesarios y al haber ciertas combinaciones de obtención de productos, los recursos no están planificados para producir de manera que se ajuste a la demanda. De no dar solución al problema presentado en la estación de trabajo, se pueden presentar las siguientes situaciones: -. -. Aumento de los costos de producción debido al excesivo uso de los recursos (maquinaria, materia prima, mano de obra, energía) e incremento en el porcentaje de desperdicios. Cuellos de botella que ralentizan las operaciones. Incremento de las jornadas de trabajo de los operarios.. Para dar solución a lo planteado, se propone realizar un modelo de simulación en un Software destinado a ello, mediante el cual se evalúe el comportamiento de cada una de los componentes que intervienen en el proceso de desprese de pollo, lo anterior con el objeto de hacer un estudio de ingeniería encaminado a la optimización de los recursos y poder así facilitar la toma de decisiones gerenciales.. 10.
(11) Teniendo en cuenta el problema planteado anteriormente surge la siguiente pregunta: ¿Cómo identificar factores que faciliten el mejoramiento del sistema mediante el diseño de un modelo de simulación del proceso de desprese en la empresa pollo Andino S.A.?. 11.
(12) 3. JUSTIFICACIÓN. Teniendo en cuenta el planteamiento del problema descrito anteriormente, se ha decidido optar por representar la línea de producción mediante un modelo de simulación puesto que esta metodología permite un mejor entendimiento del funcionamiento del sistema aproximándose a la realidad, lo anterior se puede lograr a un bajo costo considerando que no hay que intervenir directamente en la estación. La simulación se desarrollará en un software debido a que es una excelente herramienta para acreditar toda la información obtenida, sin necesidad de hacer cambios físicos en el área de producción y además los resultados generados son una importante y eficiente información relacionada con la optimización de la producción. (Zapata & Servando, 2013) De igual manera, al interpretar el sistema en una simulación es posible evaluar cada una de las variables que intervienen en el proceso y poder generar información que pueda servir para facilitar la toma de decisiones.. 12.
(13) 4. OBJETIVOS 4.1.. General:. Diseñar un modelo de simulación de la estación de desprese de la planta de beneficio de la empresa Pollo Andino S.A. mediante un software especializado, encaminado a la identificación de factores que permita la optimización de los recursos disponibles en el sistema.. 4.2. -. Específicos:. Analizar cada una de las variables que intervienen en el proceso de desprese para facilitar la comprensión del modelo. Identificar las actividades que presenten restricciones y puedan ser sujetas a mejoras. Justificar la implementación de una nueva metodología de trabajo para el óptimo funcionamiento del sistema.. 13.
(14) 5. DELIMITACIÓN DEL PROYECTO. La situación de estudio del presente proyecto está orientada al diseño de un modelo de simulación que permita comprender de una mejor manera el proceso de desprese de la planta de beneficio de la empresa Pollo Andino S.A. Esto se hace para poder facilitar la toma de decisiones gerenciales que permita la adecuada gestión de los recursos empresariales en esta área, así mismo, busca informar al área de producción sobre qué métodos y actividades se pueden mejorar para que el sistema pueda tener un óptimo desempeño. El lugar donde se desarrollará el proyecto es en la empresa Pollo Andino S.A., más específicamente en el área de desprese que hace parte de las operaciones de la planta de beneficio.. 14.
(15) 6. GENERALIDADES DE LA EMPRESA 6.1.. Datos de la empresa: Tabla 1: Datos de la empresa. Razón Social. POLLO ANDINO S.A.. Número de Identificación Tributaria. 860.076.820-1. Dirección Domicilio. Carrera 37 No. 7-49. Teléfono:. 3647800. Sitio Web. www.polloandino.com Fuente: www.polloandino.com 6.2.. Localización Geográfica: Foto 1: Localización geográfica. Fuente: Google Maps. 15.
(16) 6.3.. Reseña Histórica:. En 1976, tres socios y amigos vieron una oportunidad de negocio en el sector avícola. Es así como en Nemocón donde se encontraba la casa de Javier Angarita y junto con sus socios, se dispusieron a iniciar con el proceso de levante y engorde de 500 pollos, al cabo de un año producían alrededor de 6000 aves. Dos años más tarde deciden incursionar en la producción y venta de pollo procesado, contando con 10 empleados empezaron sacrificando un total de 50 pollos por día, logrando así satisfacer a su primer cliente en Bogotá. En 1979 siendo aún Pollo Andino una sociedad limitada, se enfrentó una crisis debido a los problemas presentes en el sector avícola disminuyendo el porcentaje de ventas. Ante esta situación los socios decidieron demostrar su valor haciéndole frente a la crisis con confianza. Logrando así una presencia firme en el mercado durante todos estos años. 6.4.. Misión. Proveer pollo a nuestros clientes logrando su preferencia por cumplir con lo prometido, generando valor para los accionistas, colaboradores y la sociedad. 6.5.. Visión:. En el año 2020 seremos una empresa reconocida en el mercado del pollo en la zona centro del país por el compromiso de toda la organización para lograr la satisfacción de las necesidades y expectativas de nuestros clientes. 6.6.. Valores corporativos:. -. Integridad.. -. Compromiso.. -. Sentido de urgencia.. -. Respeto por el cliente.. -. Mejoramiento continuo.. -. Cuidado en los detalles. 6.7.. Promesa de valor:. Trabajamos por entregar el en las cantidades requeridas, en y con excelente atención. . (Pollo Andino S.A., 2017). 16. el. producto momento. prometido, indicado.
(17) 6.8.. Proceso productivo:. El proceso inicia en las granjas de reproductoras; en las cuales se obtienen huevos fértiles, que a los 21 días en la planta de incubación se transforman en pollitos de un día; posteriormente son alojados en cada una de las granjas de pollo de engorde y luego de 6 semanas se benefician en la planta ubicada en Bogotá. 6.8.1. Granjas Reproductoras: Pollo Andino S.A. cuenta con 13 granjas de reproductoras ubicadas en los departamentos de Cundinamarca y Tolima, con una capacidad de 231,100 aves, donde se encuentran machos y hembras reproductoras descendientes de la línea genética Ross, una de las razas que permite mejores índices productivos y la reproducción de aves sanas. Foto 2: Granjas reproductoras. Fuente: www.polloandino.com 6.8.2. Incubación: Pollo Andino S.A. tiene 38 máquinas incubadoras y 38 nacedoras con capacidad de 4,500,000 huevos fértiles por mes; las cuales realizan el proceso que la gallina hace con su camada, manteniendo la temperatura, humedad y rotación adecuada para que en 21 días nazca el pollito Andino que es vacunado, sexado y llevado a nuestras granjas de pollo de engorde luego de un día de nacido. Foto 3: Incubación. Fuente: www.polloandino.com. 17.
(18) 6.8.3. Granjas de pollo de engorde: Pollo Andino S.A. cuenta con 65 granjas de pollo de engorde ubicadas en los departamentos de Cundinamarca, Tolima y Meta, con capacidad para 4,035,000 pollos; en donde más de 200 personas trabajan para brindar a las aves condiciones que garanticen su adecuado desarrollo, temperatura controlada, alimento sano y balanceado para que en 6 semanas obtenga el peso adecuado para ser transportado a la planta de beneficio. Foto 4: Engorde. Fuente: www.polloandino.com 6.8.4. Planta de Beneficio: En el año de 1998 cumpliendo las exigencias de las autoridades sanitarias, se renovó la planta de beneficio con capacidad para 6.100 pollos por hora, un sistema de corte automático que permite despresar 6.100 pollos por hora, tecnología de punta y estrictas condiciones de higiene y seguridad, que la han llevado a estar certificada por el INVIMA como planta tipo A para exportación y certificación HACCP. Foto 5: Planta de Beneficio. Fuente: www.polloandino.com 18.
(19) 6.8.5. Distribución: Pollo Andino S.A. ha desarrollado 12 centros de distribución en Neiva, Villavicencio, Girardot, Fusagasugá, Ubaté, Madrid, Chía, Zipaquirá y Bogotá, los cuales están estratégicamente ubicados para atender la zona de influencia en la parte centro del País; además, Pollo Andino S.A. cuenta con 16 puntos de venta con cobertura en los departamentos de Cundinamarca, Meta y la ciudad de Bogotá donde se llega directamente al consumidor final. Foto 6: Distribución. Fuente: www.polloandino.com. 19.
(20) 7. INFORMACIÓN DEL PROCESO 7.1.. Descripción del proceso:. El proceso de desprese incluido en el área de logística y post procesos se encarga de la obtención, almacenamiento, conservación, empaque y distribución de los diferentes cortes de pollo que se comercializan en el mercado. La siguiente es una descripción que se realiza sobre cada una de las actividades desarrolladas en el área: 7.1.1. Recepción del pollo en canal: Mediante la obtención de la canal de pollo entero que proviene de la planta de beneficio, se reciben las unidades en el área de desprese según el rango de peso establecido. 7.1.2. Despresadora automática: Se hace uso de la despresadora automática para obtener los requerimientos solicitados por el área comercial. A continuación, se mencionan los cortes tradicionales que son comercializados por Pollo Andino S.A: -. Pechuga de pollo: Foto 7: Pechuga. Fuente: www.polloandino.com/products. 20.
(21) -. Pierna Pernil con Rabadilla: Foto 8: Pierna Pernil con Rabadilla. Fuente: www.polloandino.com/products. -. Pierna Pernil sin Rabadilla: Foto 9: Pierna Pernil sin Rabadilla. Fuente: www.polloandino.com/products -. Pierna: Foto 10: Pierna. Fuente: www.polloandino.com/products. 21.
(22) -. Muslos con rabadilla: Foto 11: Muslos con rabadilla. Fuente: www.polloandino.com/products -. Muslos sin rabadilla: Foto 12: Muslos sin rabadilla. Fuente: www.polloandino.com/products -. Alas con costillar: Foto 13: Alas con costillar. Fuente: www.polloandino.com/products 22.
(23) -. Alas sin costillar: Foto 14: Alas sin costillar. Fuente: www.polloandino.com/products 7.1.3. Unidades a reutilizar: En cada uno de los módulos de corte hay un operario encargado de seleccionar las presas que no cumplan con los estándares, lo anterior se hace para reutilizar el producto ya sea como filete o destinándolo a la planta de concentrados Albateq. 7.1.4. Disposición de la marinadora: Las unidades que se necesitan marinar son llevadas por medio de una banda transportadora a una máquina de inyección encargada de aplicar a la presa una mezcla de agua, sal y fosfatos. 7.1.5. Disposición de la Seleccionadora: Las presas son trasladadas a una máquina cuya operación se encarga de seleccionar ciertas unidades de presas, lo anterior teniendo en cuenta los rangos establecidos al programar la seleccionadora. 7.1.6. Congelación y empaque: Cuando se obtienen los cortes solicitados, éstos son llevados al almacén de producto congelado y posteriormente son empacados según su presentación, ya sea bolsa o granel. 7.1.7. Pesaje y distribución: Después de que el producto es empacado la siguiente actividad es registrar su peso y posteriormente se efectúa la entrega del producto a través de los diferentes canales de distribución.. 23.
(24) 7.2.. Diagrama de flujo: Figura 1: Diagrama de Flujo. Fuente: Autor. 24.
(25) 7.3.. Área de trabajo:. Figura 2: Diseño de planta proceso de desprese. Fuente: Área de mantenimiento de Pollo Andino S.A.. 25.
(26) 8. MARCO REFERENCIAL 8.1.. MARCO TEÓRICO:. En esta sección se busca dar a conocer lo referente a la industria avícola, los aspectos relacionados con la producción industrial y los procesos y métodos de ingeniería necesarios para llevar a cabo un modelo óptimo de simulación que pueda ser aplicado en la planta de beneficio de la empresa Pollo Andino S.A. Avicultura y carne de pollo: La avicultura es una actividad que se encarga de la crianza y cuidado de aves de corral (Gallos, pavos, patos, entre otras), lo anterior para la posterior explotación de su carne y huevos. La economista María Aguilera Díaz realiza la siguiente descripción de la industria avícola en Colombia: “La avicultura hace parte del sector agropecuario y está constituida por las actividades de producción de huevos y carnes de aves. En Colombia esta actividad ha tenido un continuo crecimiento en los últimos cincuenta años al pasar de producir 30 mil toneladas de carne de pollo en 1961 a un poco más de un millón en 2012, lo cual representó un crecimiento del 7,1% promedio anual, pasando de aportar el 7,0% de la producción total nacional de carnes de res, cerdo y pollo en 1961 al 50,4% en 2012.” (Aguilera Díaz, 2014) La obtención de la carne de pollo se realiza mediante una serie de procedimientos que van desde las granjas en las cuales se efectúa lo que tiene que ver con la reproducción de incubación de las aves, posteriormente éstas se trasladan a la planta de beneficio la cual se puede describir como un completo sistema compuesto por una serie de líneas de producción (sacrificio, escaldado, evisceración, desprese, empaque, almacenamiento y despacho) y finalmente el producto final se distribuye a clientes y mayoristas. Figura 3: Consumo de carne de pollo per cápita en Colombia. Fuente: Fenavi (2017). 26.
(27) Planta de Beneficio: La planta de beneficio animal es el conjunto de infraestructura, equipos y recursos humanos donde se sucede el intercambio de relaciones que se dan a su interior, dentro del proceso de sacrificio, como al exterior, en las actividades previas al beneficio y las posteriores de distribución y comercialización. (Ministerio de Ambiente, Vivienda y Desarrollo Territorial, 2003) Figura 4: Planta de Beneficio:. Fuente: Minambiente (2013). 27.
(28) Para el estudio de la estación de desprese de la planta de beneficio de Pollo Andino S.A., es necesaria la comprensión del sistema mediante su representación a través de un modelo: Sistema: Se entiende por sistema al conjunto de componentes relacionados entre sí y establecidos en el siguiente orden: Entradas, procesos y salidas. Un sistema puede ser definido como cualquier objeto cuyas propiedades se desean estudiar y que cualquier fuente potencial de datos puede considerarse como tal. Los siguientes son ejemplos de sistemas: Una fábrica con máquinas, personal y almacén, el servicio de emergencias de un hospital, incluyendo el personal, las salas, el equipamiento y el transporte de los pacientes, entre otros (Urquía y Martín, 2013) Figura 5: Formas de estudiar un sistema:. Fuente: Urquía, Alfonso; Martín, Carla (2013). 28.
(29) Modelo: Teniendo en cuenta que el sistema debe ser representado a través de un modelo, Forrester define un modelo como “un sustitutivo de algún equipo o sistema real que comparado con el sistema real puede proporcionar información y permitir el logro de un conocimiento más rápido de las condiciones que no se observan en la vida real”. (Forrester, 1961) Así mismo, Forrester realiza la siguiente clasificación de los modelos: -. Físicos: Replicas en escalda reducida de un objeto de estudio. Abstractos: Es el constituido más por los símbolos que por los medios físicos. Pueden ser dinámicos o estáticos. Dinámico: Se ocupa de las interacciones variables en el tiempo. Estático: Describe una relación que no cambia con el tiempo. Figura 6: Clasificación de los modelos según Jay Forrester:. Fuente: Forrester, Jay; Dinámica Industrial (1961). 29.
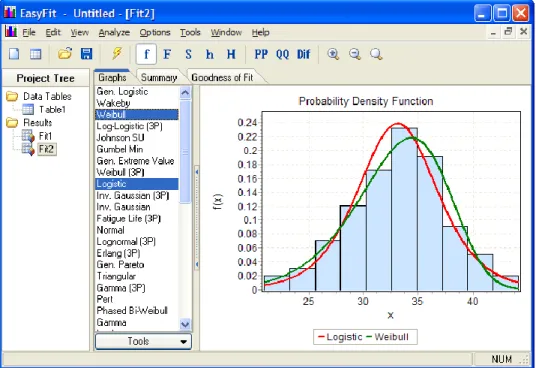
(30) Distribución de probabilidad: Al iniciar la ejecución de un modelo es necesario saber el tipo de distribución estadística que más se asocia a un conjunto de datos, una distribución de probabilidad “son los valores posibles resultantes de un experimento aleatorio, junto con la probabilidad asociada a cada valor”. (Martínez Bencardino, 2012) Prueba de bondad de ajuste: Se debe efectuar una prueba para determinar si una población tiene una distribución estadística. “La prueba se basa en el nivel de ajuste que existe entre la frecuencia de ocurrencia de las observaciones en una muestra observada y las frecuencias esperadas que se obtienen a partir de la distribución hipotética”. (Walpole, 2012) Para realizar la prueba de bondad de ajuste que permita identificar la distribución de probabilidad en el proceso, se va hacer uso del Software EasyFit que es un programa informático cuya funcionalidad se fundamenta en ajustar la distribución a un conjunto de datos de una muestra. Foto 15: Interfaz software EasyFit. Fuente: http://www.mathwave.com/. 30.
(31) Simulación: El profesor José francisco Parra define la simulación como “la representación de la realidad mediante el empleo de un modelo u otro mecanismo que reaccionará del mismo modo que la realidad bajo una serie de condiciones dadas”. (Parra, 1981). De igual forma, la simulación es una herramienta que permite estudiar los sistemas y los problemas analizándolos experimentalmente como en un laboratorio. (Berger, Gambini & Veláquez, 2000). Según lo anterior, se puede decir que la simulación es una representación de un sistema real a través de un modelo con el fin de estudiar el posible comportamiento de las variables que allí interactúan. Actualmente existen múltiples softwares de simulación de eventos discretos en entornos 3D tales como Promodel, FlexSim, Arena, Simio entre otros. (Simón, Santana, Granillo, & Piedra, 2012) El programa de ordenador elegido para desarrollar este proyecto es FlexSim. Foto 16: Interfaz Flexsim. Fuente: https://www.flexsim.com Los elementos básicos del software son los siguientes: -. Flowitems: Objetos que se mueven durante el desarrollo del modelo. Ejemplo: partes, ensambles, clientes. Ports: Son los elementos que conectan a los objetos en la simulación. Queue: Se usa para simular las esperas en el modelo. Source: Representa el ingreso de los flowitems a un sistema. Procesor: Su funcionalidad radica en simular un proceso productivo. Ejemplo: Ensamble de partes, atención de clientes. Sink: Indica la salida del producto después de haber sido modificado en el sistema.. 31.
(32) 8.2.. MARCO CONCEPTUAL:. Los conceptos a tener en cuenta para el desarrollo del proyecto son los siguientes: Desprese: Proceso mediante el cual las aves sacrificadas son fraccionadas en diferentes cortes. Modelo: Representación matemática o física de un sistema real que tiene como finalidad una mejor comprensión del sistema. Planta de beneficio: Infraestructura en la cual se ejecutan una serie de procedimientos encaminados a la obtención de productos cárnicos de origen animal. Simulación: Representación de un sistema real a través de un modelo con el fin de estudiar el posible comportamiento de las variables que allí interactúan mediante la asignación de una serie de parámetros. Sistema: Conjunto de componentes relacionados entre sí encaminados a la consecución de un objetivo. Software: componente de un sistema informático que permite modelar sistemas para facilitar su estudio.. 32.
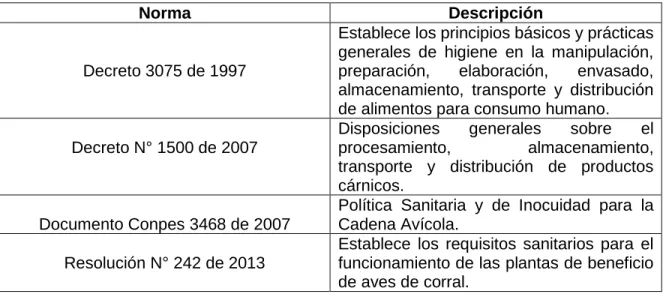
(33) 8.3.. MARCO LEGAL:. La siguiente es la reglamentación que rige el desarrollo del presente proyecto: Tabla 2: Marco Legal: Norma. Descripción Establece los principios básicos y prácticas generales de higiene en la manipulación, Decreto 3075 de 1997 preparación, elaboración, envasado, almacenamiento, transporte y distribución de alimentos para consumo humano. Disposiciones generales sobre el Decreto N° 1500 de 2007 procesamiento, almacenamiento, transporte y distribución de productos cárnicos. Política Sanitaria y de Inocuidad para la Documento Conpes 3468 de 2007 Cadena Avícola. Establece los requisitos sanitarios para el Resolución N° 242 de 2013 funcionamiento de las plantas de beneficio de aves de corral. Fuente: Autor. 33.
(34) 9. DISEÑO METODOLÓGICO:. 9.1.. TIPO DE INVESTIGACIÓN:. Debido a que el proyecto se enfocará en la toma de datos para su análisis, el enfoque será cuantitativo puesto que se usará la recolección de datos para probar hipótesis, con base en la medición numérica y el análisis estadístico, para establecer patrones de comportamiento y probar teorías (Hernández Sampieri, Fernández, & Baptista, 2006). Así mismo, se puede afirmar que el proyecto también es correlacional debido a que tiene como finalidad medir el grado de relación que eventualmente pueda existir entre dos o más variables (Cazau, 2006).. 9.2.. MÉTODO DE INVESTIGACIÓN:. Según los objetivos específicos propuestos, se definen las actividades a efectuar para el desarrollo del proyecto: 1. 2. 3. 4. 5. 6.. Identificación de los componentes del área de desprese de Pollo Andino S.A. Recolección de la información: Demanda de líneas de producto. Métodos y tiempos. Recurso Humano (Horas laborales, número de empleados en el área) Recursos Físicos (Maquinaría, capacidad de procesamiento de unidades, materias primas e inventario). Requerimientos de producción diarios. Modelamiento del sistema en el software de simulación. Evaluar el comportamiento del modelo de simulación. Presentación y análisis de los resultados obtenidos. Desarrollo de planes de acción sobre el análisis realizado.. 34.
(35) 9.3.. TÉCNICAS PARA LA RECOLECCIÓN DE INFORMACIÓN:. La técnica a utilizar para la recolección de la información es la observación en el área de trabajo ya que permite dar un mejor entendimiento sobre el entorno al cual se aplicará la simulación y de igual forma la toma de registros mediante la observación contribuye a que los datos ingresados en el modelo sean más acertados. Instrumentos para la recolección de datos: -. Hojas de registro: Permiten recolectar la información observada en el área de trabajo. Cronómetro: Se busca medir el tiempo ejecutado en cada una de las actividades a evaluar. Históricos de producción: Por medio de la información suministrada por las áreas de producción, logística y post procesos se puede alimentar el modelo de simulación, esta información es: Unidades de producto y requerimientos de producción.. 35.
(36) 10. RECURSOS Y PRESUPUESTO:. 10.1.. RECURSOS FÍSICOS:. Los recursos necesarios para la ejecución del proyecto son: Tabla 3: Recursos Físicos: Recurso Propietario Área de desprese y Marinado Pollo Andino S.A. Máquina despresadora Pollo Andino S.A. Cronómetro. Pollo Andino S.A. Equipo de cómputo con los siguientes programas: Microsoft Excel, Flexsim y Autor Auto CAD. Fuente: Autor. 36.
(37) 10.2.. RECURSO HUMANO E INSTITUCIONAL:. Las personas e instituciones que intervendrán en el proyecto son: Tabla 4: Recurso Humano e Institucional: Persona/Institución Pollo Andino S.A.. Personería Persona Jurídica Persona Jurídica, Institución Universitaria de educación superior. Universidad Cooperativa de Colombia William Alonso Cruz - Jefe Post Proceso en Pollo Andino S.A. Persona Natural Rigoberto Ovalle Cayón - Gerente de Estrategia en Pollo Andino S.A. Persona Natural Tutor – Universidad Cooperativa de Colombia Persona Natural Operarios Área de Desprese de Pollo Andino S.A. Personas Naturales Fuente: Autor. 37.
(38) 10.3.. RECURSOS FINANCIEROS Y PRESUPUESTO:. El presupuesto necesario para ejecutar el proyecto es el siguiente: Tabla 5: Recursos Financieros y Presupuesto: ACTIVIDAD. FUENTE DE FINANCIACIÓN. Diagnóstico del área de Pollo Andino S.A. desprese Levantamiento de la Pollo Andino S.A. información Instalación Software Flexsim Pollo Andino S.A. Evaluación del sistema Pollo Andino S.A. Presentación de resultados Pollo Andino S.A. COSTO TOTAL DEL PROYECTO Fuente: Autor. 38. COSTO $. 760.000. $. 760.000. $ $ $. 750.000 760.000 760.000. $. 3.790.000.
(39) 11. CRONOGRAMA. 39.
(40) 12. SIMULACIÓN En la ejecución del modelo se tuvo en cuenta la programación de cortes proporcionada por el área de logística y post procesos de una jornada laboral. A continuación, se mencionan los requerimientos de producción de un día de trabajo mediante un formato denominado orden de proceso:. Tabla 6: Orden de Procesos. ORDEN DE PROCESOS. PRODUCTO REFRIGERADO PECHUGA + PECHUGA PERNIL CON PERNIL SIN MUSLO PIERNA SOLA ALA. PRODUCTO M.F. PECHUGA PECHUGA + PERNIL CON RABADILLA MUSLO SIN RABADILLA PIERNA SOLA ALAS. ORDEN DE PROCESO 10502 4640 10000 1800 4570 1800 16427. ORDEN DE PROCESO 670 1993 3448 2000 2000 5150 Fuente: Área de logística y post procesos. 40.
(41) Posteriormente para desarrollar la simulación del proceso de desprese, se obtuvieron los siguientes datos de entrada en el caso de estudio: -. Dos servidores encargados de disponer las unidades de pollo en canal en la máquina despresadora. Número de unidades (pollo en canal) procesadas por minuto.. Teniendo en cuenta que el ritmo de trabajo es diferente durante el desarrollo de una jornada de trabajo, se tomaron cincuenta observaciones en horas de la mañana y el mismo número en el transcurso de la tarde. La siguiente tabla muestra el total de unidades dispuestas por los dos operarios en cada una de las jornadas: Tabla 7: Observaciones desprese. Fuente: Autor. 41.
(42) Después de haber recolectado la información necesaria, se hizo uso del software EasyFit para determinar los parámetros estadísticos y la distribución que más se ajusta, lo anterior para ingresar dicha información al modelo de simulación. Tabla 8: Estadísticas jornada mañana Estadística Tamaño de la muestra Rango Media Varianza Desviación estándar Coef. de variación Error estándar Asimetría Curtosis. # 1 2 3 4 5 6 7 8. # Estadística 1 2 3 4 5 6 7 8. Valor 50 23 49,66 28,344 5,3239 0,10721 1,1905 0,36534 -0,52831. Percentil Min 5% 10% 25% (Q1) 50% (Mediana) 75% (Q3) 90% 95% Max. Distribución Binomial D. Uniform Geometric Logarithmic Poisson Bernoulli Hypergeometric Neg. Binomial. Distribución Binomial D. Uniform Geometric Logarithmic Poisson Bernoulli Hypergeometric Neg. Binomial. Valor 40 42 43 46 49 54 57 59 63. Parámetros n=115 p=0,42923 a=41 b=58 p=0,01974 q=0,99644 l=49,66 No hay ajuste (máx > 1) No hay ajuste No hay ajuste. Kolmogorov Anderson Smirnov Darling Rango Estadística Rango 0,12266 3 0,7858 1 0,11333 1 13,134 3 0,55843 4 18,677 4 0,73443 5 33,552 5 0,11441 2 1,1491 2 No hay ajuste (máx > 1) No hay ajuste No hay ajuste Fuente: EasyFit. 42.
(43) Tabla 9: Estadísticas jornada tarde Estadística Tamaño de la muestra Rango Media Varianza Desviación estándar Coef. de variación Error estándar Asimetría Curtosis. # 1 2 3 4 5 6 7 8. #. Valor 50 22 45,34 29,664 5,4465 0,12013 1,2179 0,00175 -0,91012. Percentil Min 5% 10% 25% (Q1) 50% (Mediana) 75% (Q3) 90% 95% Max. Distribución Binomial D. Uniform Geometric Logarithmic Poisson Bernoulli Hypergeometric Neg. Binomial. Distribución. Estadística 1 Binomial 2 D. Uniform 3 Geometric 4 Logarithmic 5 Poisson 6 Bernoulli 7 Hypergeometric 8 Neg. Binomial. Valor 35 37 38 41 45,5 50 52 54 57. Parámetros n=131 p=0,34573 a=36 b=54 p=0,02158 q=0,99603 l=45,34 No hay ajuste (máx > 1) No hay ajuste No hay ajuste. Kolmogorov Anderson Smirnov Darling Rango Estadística Rango 0,1309 3 0,78274 1 0,10842 2 11,021 3 0,54405 4 18,108 4 0,72581 5 32,928 5 0,10001 1 0,84193 2 No hay ajuste (máx > 1) No hay ajuste No hay ajuste Fuente: EasyFit. 43.
(44) Gráfica 1: Distribución estadística jornada mañana. Fuente: EasyFit. Gráfica 2: Distribución estadística jornada tarde. Fuente: EasyFit. 44.
(45) Luego de obtener la distribución estadística que más se ajusta a los datos ingresados, en el caso de estudio fue la uniforme, se ingresan las variables de entrada al Software FlexSim para dar inicio a la simulación. A continuación, se muestran los modelos construidos teniendo en cuenta una jornada de trabajo en la empresa Pollo Andino S.A., así mismo en cada imagen se enuncian los cortes tradicionales utilizados:. Foto 17: Corte 1, Pechuga, Ala con costillar y pierna sin muslo.. Fuente: FlexSim Versión 7 Foto 18: Corte 2, Pechuga, Ala con costillar y pierna pernil.. Fuente: FlexSim Versión 7. 45.
(46) Foto 19: Corte 3, Pechuga, Ala con costillar, pierna pernil y muslo sin rabadilla.. Fuente: FlexSim Versión 7 Foto 20: Corte 4, Pechuga marinada, Ala con costillar y pierna pernil.. Fuente: FlexSim Versión 7. 46.
(47) Foto 21: Corte 5, Pechuga, Ala con costillar, pierna pernil y muslo sin rabadilla.. Fuente: FlexSim Versión 7 Foto 22: Corte 6, Pechuga, Ala con costillar y pierna pernil.. Fuente: FlexSim Versión 7. 47.
(48) Seguido de haber desarrollado la simulación para cada uno de los escenarios, se ingresa al módulo de reportes del software FlexSim para generar las estadísticas relacionadas con el número de unidades que son procesadas en el sistema productivo. La información se evidencia en las siguientes tablas: Tabla 10: Corte 1 1,8 Horas 110 Minutos Object Class stats_input stats_output Ingreso Pollo en Canal Source 0 2995 Operador 1 Operator 990 990 Operador 2 Operator 1005 1005 Salida Muslo Sink 1864 0 Salida Ala Sink 2090 0 Pechuga Separator 1989 3978 PP Sin Separator 1865 3728 Ala Separator 1979 3956 Salida PPSin Sink 1892 0 Salida Pechuga Sink 1889 0 Seleccionadora Separator 3781 3781 Fuente: FlexSim Versión 7. Time:. Tabla 11: Corte 2 1,3 Horas 80 Minutos Object Class stats_input stats_output Ingreso Pollo en Canal Source 0 4781 Operador 1 Operator 1938 1938 Operador 2 Operator 1843 1843 Salida Ala Con Sink 5546 0 Pechuga Separator 3767 7532 Ala Separator 3739 7476 PP Con Processor 1919 1918 Seleccionadora Separator 4547 4546 Salida PPCon Sink 2216 0 Salida Pechuga Sink 2330 0 Fuente: FlexSim Versión 7. Time:. 48.
(49) Tabla 12: Corte 3 1,7 Horas 100 Minutos Object Class stats_input stats_output Ingreso Pollo en Canal Source 0 2990 Salida P Sola Sink 1933 0 Salida Muslo Sink 1967 0 Salida Ala Sink 1970 0 Pechuga Separator 1983 3966 Ala Separator 1970 3940 Muslo Sin Separator 1968 3934 Salida Pechuga Sink 1940 0 PP Con Processor 1968 1968 Processor30 Processor 1933 1933 Operador 1 Operator 1014 1014 Operador 2 Operator 976 976 Fuente: FlexSim Versión 7 Time:. Tabla 13: Corte 4 1,8 Horas 105 Minutos Object Class stats_input stats_output Ingreso Pollo en Canal Source 0 2905 Seleccionadora Processor 3207 3207 Sink30 Sink 3207 0 Operador 1 Operator 936 936 Operador 2 Operator 969 968 Salida Ala Sink 2958 0 Pechuga Separator 1899 3797 Ala Separator 3114 6228 Marinadora Processor 609 608 Salida Marinadora Sink 608 0 PP Con Processor 3267 3266 Fuente: FlexSim Versión 7 Time:. 49.
(50) Tabla 14: Corte 5 2,1 Horas 125 Minutos Object Class stats_input stats_output Ingreso Pollo en Canal Source 0 3122 Salida P Sola Sink 2087 0 Salida Muslo Sink 2104 0 Salida Ala Sink 2106 0 Pechuga Separator 2116 4232 Ala Separator 2106 4212 Muslo Sin Separator 2104 4208 PP Con Processor 2105 2104 Operador 1 Operator 1027 1027 Operador 2 Operator 1095 1094 Salida Pechuga Sink 2063 0 Separator29 Separator 4150 4150 Fuente: FlexSim Versión 7. Time:. Tabla 15: Corte 6 2,0 Horas 120 Minutos Object Class stats_input stats_output Ingreso Pollo en Canal Source 0 8746 Seleccionadora Processor 15039 15039 Sink30 Sink 15039 0 Operador 1 Operator 3877 3877 Operador 2 Operator 3869 3869 Salida Ala Sink 8107 0 Pechuga Separator 7739 15478 Ala Separator 7727 15454 PP Con Processor 7345 7345 Fuente: FlexSim Versión 7. Time:. 50.
(51) Obtención del margen de error: Se estableció un parámetro para conocer el porcentaje de error de los resultados arrojados por el simulador con respecto a las unidades solicitadas en la orden de proceso. La fórmula para hacer el cálculo del error fue la siguiente:. % 𝐸𝑟𝑟𝑜𝑟 =. Orden de proceso − Resultado simulación Orden de proceso. Tabla 16: Margen de error modelo actual. Fuente: Autor. 51.
(52) 13. ANÁLISIS DEL PROCESO Después de haber obtenido la información necesaria del modelo, a continuación, se presenta una detallada descripción de las acciones que deben ser principal objeto de estudio para mejorar el desempeño del sistema: La disminución de la jornada de trabajo es un factor a mejorar puesto que semanalmente el área de desprese trabaja aproximadamente dos horas adicionales al tiempo laboral estimado, esta situación incrementa notablemente los pagos de mano de obra sabiendo que el área cuenta con aproximadamente una media de cuarenta empleados. En la metodología número dos (pechuga, ala con costillar y pierna pernil) y en los cortes donde se hace uso de la marinadora se puede observar un embotellamiento que ralentiza las operaciones, esta situación se presenta debido a que las bandas que transportan unidades de pollo en canal al marinado y a la seleccionadora manejan velocidades inferiores a las usadas en la máquina despresadora. Las unidades producidas evidencian porcentajes de error no tan alejados con respecto a las cantidades solicitadas en la orden de proceso, pero se debe trabajar para optimizar la producción y así obtener un número de presas igual o cercano a lo solicitado por los clientes de canal y mayoristas. La siguiente información se obtuvo después de haber aplicado las oportunidades de mejora: Tabla 17: Corte 1 Propuesto Time:. 1,8 110 Class. Horas Minutos stats_input stats_output. Object Ingreso Pollo en Canal Source 0 Operador 1 Operator 1.054 Operador 2 Operator 1.108 Salida Muslo Sink 2.040 Salida Ala Sink 2.264 Pechuga Separator 2.159 PP Sin Separator 2.041 Ala Separator 2.153 Salida PPSin Sink 2.067 Salida Pechuga Sink 2.087 Seleccionadora Separator 4.154 Fuente: FlexSim Versión 7. 52. 3.162 1.054 1.108 0 0 4.316 4.080 4.306 0 0 4.154.
(53) Tabla 18: Corte 2 Propuesto Time:. 0,8 50 Class. Horas Minutos stats_input stats_output. Object Ingreso Pollo en Canal Source 0 Operator24 Operator 2105 Operator25 Operator 2010 Salida Ala Con Sink 5723 Pechuga Separator 3934 Ala Separator 3906 PP Con Processor 2086 Seleccionadora Separator 4724 Salida PPCon Sink 2394 Salida Pechuga Sink 2507 Fuente: FlexSim Versión 7. 3957 1451 1506 0 5896 5862 2778 5652 0 0. Tabla 19: Corte 3 Propuesto Time:. 1,7 100 Class. Horas Minutos stats_input stats_output. Object Ingreso Pollo en Canal Source 0 Salida P Sola Sink 2146 Salida Muslo Sink 2165 Salida Ala Sink 2167 Pechuga Separator 2173 Ala Separator 2167 Muslo Sin Separator 2166 Salida Pechuga Sink 2144 PP Con Processor 2166 Processor30 Processor 2146 Operator28 Operator 1119 Operator29 Operator 1058 Fuente: FlexSim Versión 7. 53. 3177 0 0 0 4346 4334 4330 0 2166 2146 1119 1058.
(54) Tabla 20: Corte 4 Propuesto Time:. 1,6 95 Class. Horas Minutos stats_input stats_output. Object Ingreso Pollo en Canal Source 0 Seleccionadora Processor 3218 Sink30 Sink 3217 Operator24 Operator 927 Operator25 Operator 940 Salida Ala Sink 2961 Pechuga Separator 1864 Ala Separator 3107 Marinadora Processor 553 Sink29 Sink 623 PP Con Processor 3252 Fuente: FlexSim Versión 7. 2867 3217 0 927 940 0 3728 6214 552 0 3251. Tabla 21: Corte 5 Propuesto Time:. 1,9 115 Class. Horas Minutos stats_input. Object Ingreso Pollo en Canal Source 0 Salida P Sola Sink 2106 Salida Muslo Sink 2135 Salida Ala Sink 2130 Pechuga Separator 2101 Ala Separator 2095 Muslo Sin Separator 2094 PP Con Processor 2094 Operator28 Operator 1068 Operator29 Operator 1036 Salida Pechuga Sink 2115 Separator29 Separator 4156 Fuente: FlexSim Versión 7. 54. stats_output 3104 0 0 0 4200 4190 4186 2094 1067 1036 0 4155.
(55) Tabla 22: Corte 6 Propuesto Time:. 1,9 115 Class. Horas Minutos stats_input stats_output. Object Ingreso Pollo en Canal Source 0 Seleccionadora Processor 15137 Sink30 Sink 15137 Operator24 Operator 3903 Operator25 Operator 3877 Salida Ala Sink 8127 Pechuga Separator 7774 Ala Separator 7764 PP Con Processor 7400 Fuente: FlexSim Versión 7. 8780 15137 0 3902 3877 0 15548 15528 7400. Se ejecutó nuevamente el cálculo del porcentaje de error obtenido anteriormente, pero esta vez se hizo teniendo como referencia los valores obtenidos después de aplicar las mejoras al sistema. La siguiente tabla muestra los resultados obtenidos: Tabla 23: Margen de error modelo propuesto. Fuente: Autor. 55.
(56) Mediante la elaboración de gráficos se hizo una comparación del porcentaje de error para cada escenario: Tabla 24: Margen de error de producto refrigerado modelo propuesto PRODUCTO MODELO MODELO REFRIGERADO ACTUAL PROPUESTO PECHUGA + 9% 6% PECHUGA 9% 1% PERNIL CON 3% 2% PERNIL SIN 10% 2% MUSLO 13% 9% PIERNA SOLA 3% 4% ALA 2% 1% Fuente: Autor Gráfica 3: Porcentaje de error producto refrigerado. Producto Refrigerado 14%. 12% 10% 8% 6% 4%. 2% 0% PECHUGA + PECHUGA - PERNIL CON PERNIL SIN MODELO ACTUAL. MUSLO. PIERNA SOLA. MODELO PROPUESTO. Fuente: Autor. 56. ALA.
(57) Tabla 25: Margen de error de producto marinado modelo propuesto MODELO MODELO ACTUAL PROPUESTO 9% 7% 8% 2%. PRODUCTO M.F.. PECHUGA PECHUGA + PERNIL CON RABADILLA 2% MUSLO SIN RABADILLA 10% PIERNA SOLA 9% ALAS 4% Fuente: Autor. 2% 1% 1% 1%. Gráfica 4: Porcentaje de error producto marinado. Producto Marinado 12% 10% 8% 6% 4% 2%. 0% PECHUGA -. PECHUGA +. PERNIL CON RABADILLA. MODELO ACTUAL. MUSLO SIN PIERNA SOLA RABADILLA MODELO PROPUESTO. Fuente: Autor. 57. ALAS.
(58) 14. CONCLUSIONES. -. Mediante el desarrollo del modelo de simulación en el área de desprese de Pollo Andino S.A., se logró reducir la jornada de trabajo, pasando de 10.6 a 9.7 horas laborales, disminuyendo así una hora en la cual la empresa no incurre en el pago de tiempo extra y considerando un día razonable de trabajo teniendo en cuenta los tiempos de ocio de los operarios.. -. Se evidenció que un aumento en las velocidades de transporte al pasar de 20 metros/minuto a de 40 metros/minuto, tanto de la banda despresadora como en la marinadora, reducen significativamente en tiempo empleado para cada una de las metodologías, así mismo al identificar los embotellamientos producidos en la banda transportadora de la despresadora y al ingresar a la seleccionadora, igualando las velocidades en cada uno de éstos módulos se logra un equilibrio en el desarrollo del sistema evitando la pérdida de tiempo y la generación de desperdicios.. -. En cuanto al ritmo de trabajo de los operarios, es factible asignar un tercer servidor en horas de la tarde para colgar las unidades de pollo en canal, esto para poder contrarrestar la fatiga que generan las actividades en horas de la tarde y así atenuar la carga laboral, así mismo son más las unidades despachadas por lo cual hay un incremento de la productividad. Esta situación justifica la viabilidad en la asignación de otro servidor para los ganchos colgadores puesto que únicamente se paga un salario mínimo vigente cuyo valor es de $737.717, y si se mantiene la hora extra su costo equivale a $3.841 por cada trabajador, además sabiendo que el área cuenta con una media de 40 empleados, el costo sería bastante alto acorde con el número promedio de horas extra mensuales que es de 16 horas, y en términos monetarios alcanzaría una cifra aproximada a los $2.000.000/mes.. -. Al implementar las oportunidades de mejora también se logró minimizar el porcentaje de error al comparar las unidades solicitadas en la orden de procesos versus los resultados arrojados por el modelo, logrando así ejecutar una producción similar a las unidades solicitadas y así mismo evitando la acumulación de presas en el inventario.. 58.
(59) 15. RECOMENDACIONES. -. La empresa Pollo Andino S.A. debe establecer un modelo de pronósticos para poder determinar los recursos necesarios tales como mano de obra, inventarios y capacidad de producción a través de técnicas de planeación agregada, lo anterior con la finalidad de satisfacer los requerimientos de producción de manera óptima.. -. En el área de desprese se debe realizar un minucioso estudio de tiempos y movimientos que permita la estandarización de todas las actividades ejecutadas en el área de desprese, esto con el fin de mejorar la eficiencia de la fuerza laboral.. -. Se hace necesario también la aplicación de estudios enfocados en ergonomía y salud ocupacional para poder obtener el máximo rendimiento por parte de los operarios del sistema.. 59.
(60) Bibliografía. Aguilera Díaz, M. (2014). Determinantes del desarrollo en la avicultura en Colombia: instituciones, organizaciones y tecnología. Cartagena. Cazau, P. (2006). INTRODUCCIÓN A LA INVESTIGACIÓN EN CIENCIAS SOCIALES. Buenos Aires. Forrester, J. (1961). Dinámica Industrial. Massachusetts: El Ateneo. Hernández Sampieri, R., Fernández, C., & Baptista, P. (2006). Metodología de la Investigación. México D.F.: Mc Graw Hill. Ministerio de Ambiente, Vivienda y Desarrollo Territorial. (2003). Guía Empresarial Plantas de Beneficio Animal. Bogotá D.C. Parra, J. F. (1981). Simulación. Revista Colombiana de Estadística , 21-24. Pollo Andino S.A. (2017). Recuperado el 15 de Febrero de 2017, de Sito web de Pollo Andino S.A.: http://www.polloandino.com/processes Zapata, A., & Servando, L. (2013). REDUCCIÓN DE OPERACIONES EN UNA LÍNEA DE PRODUCCIÓN. Nuevo León. Berger, E., Gambini, I., & Veláquez, C. (2000). Simulación de Sistemas. Notas del instituto de investigación en ciencia matemática, 88-91. Urquía Moraleda, Alfonso, and Martín Villalba, Carla. Modelado y simulación de eventos discretos.Madrid, ES: UNED - Universidad Nacional de Educación a Distancia, 2013. ProQuest ebrary. Web. 13 March 2017. Simón, I., Santana, F., Granillo, R., & Piedra, V. (2012). La simulación con FlexSim, una fuente alternativa para la toma de decisiones en las operaciones de un sistema híbrido. Instituto Politécnico Nacional México, 41-42. Walpole, R. (2012). Probabilidad y estadística para ingeniería y ciencias. México D.F.: Pearson. Martínez Bencardino, C. (2012). Estadística y muestreo. Bogotá D.C.. 60.
(61)
Figure




+7



Documento similar
Para ello, trabajaremos con una colección de cartas redactadas desde allí, impresa en Évora en 1598 y otros documentos jesuitas: el Sumario de las cosas de Japón (1583),
dente: algunas decían que doña Leonor, "con muy grand rescelo e miedo que avía del rey don Pedro que nueva- mente regnaba, e de la reyna doña María, su madre del dicho rey,
Entre nosotros anda un escritor de cosas de filología, paisano de Costa, que no deja de tener ingenio y garbo; pero cuyas obras tienen de todo menos de ciencia, y aun
E Clamades andaua sienpre sobre el caua- 11o de madera, y en poco tienpo fue tan lexos, que el no sabia en donde estaña; pero el tomo muy gran esfuergo en si, y pensó yendo assi
Las manifestaciones musicales y su organización institucional a lo largo de los siglos XVI al XVIII son aspectos poco conocidos de la cultura alicantina. Analizar el alcance y
Proporcione esta nota de seguridad y las copias de la versión para pacientes junto con el documento Preguntas frecuentes sobre contraindicaciones y
[r]
Contraindicaciones: El uso de la mascarilla está contraindicado para los pacientes y los miembros de sus familias, profesionales sanitarios y compañeros de
