Comparación entre electrodos simple y doblemente recubiertos destinados al relleno superficial
62
0
0
Texto completo
(2) Curso 2011-2012 Pensamiento “Place mucho ver confirmado por los pensadores lo que se ha aprendido por sí propio; pero es más saludable y fecundo lo que se aprende por sí propio.” Josè Martì. 1.
(3) Dedicatoria Este trabajo de diploma se la dedico a mis abuelos, mis padres, mi familia y a todas aquellas persona con la que de una forma u otra tuvieron que ver con la realización de la misma.. 2.
(4) Agradecimientos Agradezco principalmente a la Revolución por brindarme la oportunidad de superarme, a mis padres por todo el amor y apoyo que me han dado en todos estos años, a mis abuelos por educarme, a mi familia, agradecer en especial a mi tutor Carlos René Gómez Pérez y a los compañeros del CIS Alejandrp Garcìa, Alexis Delgado, Vitico, Puchol y a todos los que ayudaron en la realización de este trabajo de diploma.. 3.
(5) Índice Resumen. 5. Introducción. 6. Capítulo I: Tipos de Electrodos y Procedimientos de Fabricación. 10. 1.1.. Clasificación de la AWS para electrodos recubiertos. 10. 1.2.. Procedimientos de fabricación de electrodos. Equipos. 16. 1.3.. Materias primas para la fabricación de electrodos. 17. 1.4.. Normas y procedimientos para la evaluación de electrodos. 19. 1.5.. Conclusiones Parciales. 21. Capítulo II: Materiales y Métodos Experimentales. 22. 2.1.. Procedimiento de cálculo para la determinación del recubrimiento de electrodos. 22. 2.2.. Selección de las materias primas. 26. 2.3.. Procedimiento de obtención para prototipo de electrodo. 27. 2.4.. Procedimiento de evaluación aplicado al prototipo desarrollado. 31. 2.5.. Conclusiones Parciales. 45. Capítulo III: Análisis de los Resultados. 45. 3.1.. Influencia del procedimiento de fabricación sobre la calidad de los electrodos. 46. 3.2.. Influencia del recubrimiento sobre las propiedades operativas. 46. 3.3.. Influencia del recubrimiento sobre la metalografía de los depósitos. 49. 3.4.. Influencia del recubrimiento sobre las propiedades mecánicas de los depósitos. 49. 3.5.. Influencia del recubrimiento sobre la producción de los electrodos. 46. 3.6.. Conclusiones Parciales. 56. Conclusiones Generales. 58. Recomendaciones. 59. Referencias. 60. 4.
(6) Resumen En el trabajo se realiza una comparación entre electrodos de recubrimiento único y bicapa destinados al proceso de relleno manual con electrodo recubierto. Se evalúan también dos procedimientos convencionales de fabricación de electrodos (inmersión y extrusión) y se obtienen relaciones entre el efecto de los procedimientos de obtención y de la forma de colocación de las mixturas sobre las propiedades de acabado y operativas de los electrodos, entre otros aspectos. Como resultado se obtiene un electrodo con recubrimiento bicapa compuesto por una matriz exterior (12,88 % de Calcita, 10,77 % de Sílice, 36,02 % de Rutilo, 6,86 % de Ferrosilicio, 6,86 % de Ferromanganeso y 26,61 % de Silicato de Sodio) y una carga de aleación interior (6,61 % de Ferromanganeso, 9,51 % de Ferrosilicio, 3 % de Grafito y 18,02 % de Ferrocromo) destinado al relleno superficial con dureza de hasta 490 HV, con mejores indicadores en los parámetros de eficiencia y consumo, que el electrodo de recubrimiento de simple capa para la misma aplicación. El electrodo con recubrimiento doble capa referido consume menos potencia (4,8 %) durante la soldadura que el electrodo de recubrimiento homogéneo, pero con mayor intensidad de corriente (13,43 %), a la vez que deposita un metal con una geometría caracterizada por tener un 7,8 % menos de ancho y 19,9 % de altura de refuerzo, 46,5 % más de profundidad de penetración, con una menor (24,5 %) área de refuerzo y una mayor área (28,5 %) de penetración, que el electrodo de recubrimiento homogéneo.. Abstract In the work a comparison among unique and twin coating electrodes dedicated to the process of manual filler with recovered electrode is carried out. They are also evaluated two manufacturing conventional procedures of electrodes (immersion and extrusion) and relationships are obtained among the effect of the obtaining procedures and in the way of placement of the mixtures on the finish estates and operative of the electrodes, among other aspects. As results an twin coated electrode is obtained, compound with a external cover (12,88 % of Calcite, 10,77 % of Silica, 36,02 % of I Twinkle, 6,86 % of Ferrosilicio, 6,86 % of Ferromanganeso and 26,61 % of Silicate of Sodium) and a internal alloy (6,61 % of Ferromanganeso, 9,51 % of Ferrosilicio, 3 % of Graphite and 18,02 % of Ferrocromo) dedicated to the superficial filler with hardness up to 490 HV, with better indicators in the parameters of efficiency and consumption that the simple coated electrode for the same application. The double lining electrode (Twin coated) referred it consumes less power (4,8 %) during the welding that the simple coated electrode, but with more current intensity (13,43 %), at the same time that it deposits a metal with a geometry characterized to have 7,8 % less than wide and 19,9 % of reinforcement height, 46,5% more than depth of penetration, with a smaller one (24,5%) reinforcement area and a bigger area (28,5%) of penetration that the homogeneous coated electrode.. 5.
(7) Introducción Antecedentes Los procedimientos más difundidos para la fabricación de electrodos se basan en la colocación de recubrimientos por inmersión o por extrusión. El procedimiento de inmersión consiste en sumergir el núcleo en una mezcla fluida que constituirá el material del recubrimiento del electrodo, mientras que el procedimiento por extrusión consiste en la colocación de dicho recubrimiento a través de su prensado sobre el núcleo. Ambos procedimientos, al realizarse mezclas de diferente fluidez; es decir, con proporciones diferentes entre el aglutinante y el resto del recubrimiento, producen calidades diferentes en los electrodos y, por tanto, comportamientos operativos y metalúrgicos potencialmente desiguales. La masa de recubrimiento (minerales y ferroaleaciones), para el caso de electrodos especiales destinados a la recuperación de piezas y para aplicaciones de soldadura de aceros especiales, puede aportarse de forma homogénea (mixtura homogénea) o por capas (una de aleación y, sobre ésta, otra de recubrimiento convencional). La forma de colocarse la mezcla (homogénea o por capas) que constituirá el recubrimiento de los electrodos puede influir sobre la operatividad y el comportamiento metalúrgico de los electrodos. Valoraciones sobre estos aspectos han sido realizadas con anterioridad en el Centro de Investigaciones de Soldadura (CIS), de la Universidad Central “Marta Abreu” de Las Villas (UCLV), pero aún sin la experimentación suficiente, que permita constatar la influencia de estos aspectos.. Situación Problémica Resulta evidente que, si la carga de aleación debe interactuar con el núcleo, debe estar cercana a esta. El uso de este tipo de electrodo permitiría incrementar la reactividad de la carga de aleación de la ferroaleación con el núcleo metálico, mientras que las propiedades operativas del electrodo no debieran ser tan diferentes, comparadas con las de los electrodos convencionales. Sin embargo, en los electrodos convencionales para el recargue se aplican recubrimientos basados en mezclas “homogéneas” de ferroaleaciones y aluminosilicatos. Las mezclas “homogéneas” de ferroaleaciones y recubrimiento para electrodos no conducen a soluciones que propicien la aproximación de la carga de aleación al núcleo de los electrodos macizos destinados al recargue superficial. No obstante, aún queda por demostrar la posible ventaja de un procedimiento sobre otro. De igual forma, no se conoce suficientemente, cómo pueden modificar el comportamiento de los electrodos elaborados en estas dos alternativas, cuando se recubren empleando procedimientos de inmersión o de extrusión.. 6.
(8) Problema No se conoce suficientemente las ventajas y desventajas existentes de los procedimientos de aplicación de recubrimiento de electrodos macizos, por inmersión y por extrusión, con la forma de colocar la mezcla, homogénea o por capas, sobre las particularidades operativas y metalúrgicas de los consumibles desarrollados. Objetivo General Determinar ventajas y desventajas en la fabricación y uso de electrodos para el recargue con núcleos macizos y ferroaleaciones en el recubrimiento, a partir de la comparación de electrodos fabricados con mezclas homogéneas, con otros obtenidos con recubrimientos por capas, a la vez que se combinan con procedimientos de fabricación por inmersión y extrusión. Hipótesis La fabricación de electrodos macizos para el relleno, con recubrimientos de capas dobles obtenidas por extrusión, posibilitan obtener un adecuado comportamiento operativo y mejor desempeño metalúrgico durante la soldadura, toda vez que permite la obtención de un revestimiento compacto, donde la carga de aleación reacciona eficientemente con su núcleo. Novedad Estudio de comparación del comportamiento operativo y metalúrgico de electrodos macizos con carga de aleación en su revestimiento, tal que incluya la conjunción de procesos de fabricación por inmersión y extrusión, combinada con formas de colocación de la carga de aleación dentro del recubrimiento. Objetivos Específicos 1. Reconocer las normas y procedimientos fundamentales empleados en la clasificación, elaboración, evaluación y homologación de electrodos para el proceso de soldadura manual con electrodo revestido. 2. Fabricar electrodos macizos revestidos aleados, obtenidos empleando técnicas de inmersión y extrusión, combinadas con la aplicación de mezclas homogéneas o por capas, a través de un plan experimental factorial completo con dos factores y dos niveles. 3. Evaluar, desde el punto de vista operativo, electrodos macizos revestidos aleados, obtenidos empleando técnicas de inmersión y extrusión, combinadas con la aplicación de mezclas homogéneas o por capas. 4. Comparar electrodos macizos revestidos aleados, que sean obtenidos empleando diferentes técnicas de recubrimiento, a través de la evaluación de su comportamiento operativo y las propiedades mecánicas de los depósitos.. 7.
(9) Tareas 1. Localización de las normas y procedimientos para el estudio de electrodos de soldadura 2. Evaluación de los procedimientos de fabricación de electrodos por inmersión y por extrusión y sus respectivo equipamiento 3. Valoración de las funciones y características fundamentales de las materias primas comúnmente empleadas en la fabricación de electrodos 4. Establecimiento de un procedimiento matemático para la determinación de las cantidades específicas de los componentes en recubrimientos para electrodos 5. Definición de las variables independientes y selección del plan experimental. 6. Selección y preparación de las materias primas para la obtención de los electrodos, objeto de estudio 7. Fabricación de electrodos con recubrimiento homogéneo y por capas, empleando tanto procedimientos por inmersión, como por extrusión 8. Evaluación operativa de los electrodos fabricados y de los depósitos obtenidos 9. Análisis de los resultados Métodos Investigativos Empleados 1. Métodos Teóricos Se utilizan para la elaboración del modelo teórico de la investigación, en la interpretación de los datos empíricos y al elaborar la propuesta práctica. 1.1.. Análisis y síntesis. El análisis se emplea para descomponer al recubrimiento del electrodo en sus partes y cualidades, en sus múltiples relaciones, propiedades y componentes, con el fin de sintetizar, unir o combinar de las partes analizadas para descubrir relaciones y características generales de su desempeño. 1.2.. Hipotético – deductivo. Se emplea para, a partir de la hipótesis, siguiendo reglas lógicas deductivas, llegar las conclusiones y predicciones empíricas, que son sometidas a verificación. 2. Métodos Empíricos Se emplean en la etapa del diagnóstico, acumulación de información empírica y en la comprobación experimental de la hipótesis de la investigación. 2.1.. Observación científica. Constituye la percepción directa, atenta, racional, planificada de los fenómenos objeto de estudio, en sus condiciones naturales y habituales, con vista a encontrar una explicación. Se usa para obtener información primaria, como punto de partida para otros métodos y comprobar los resultados.. 8.
(10) 2.2.. Experimento. El experimento incluye la utilización de otros métodos empíricos como fuentes de información, métodos teóricos y métodos matemáticos y estadísticos. Consiste en provocar un cambio, con el cual debe ocurrir una transformación bajo un estricto control con un fin cognoscitivo. 3. Métodos Estadístico – Matemáticos Se emplean para determinar el tamaño de la muestra, para tratar los datos tabulados y obtener criterios para la constatación experimental de la propuesta teórica elaborada. 3.1.. Diseño experimental. Se emplea para la determinación de correlaciones entre variables independientes, con el fin de evaluar su influencia conjunta en las variables dependientes establecidas.. 9.
(11) Capítulo I: Tipos de Electrodos y Procedimientos de Fabricación 1.1. Clasificación de la AWS para electrodos recubiertos 1.1.1. Normas para la clasificación y evaluación de Homologación. electrodos. recubiertos.. En la soldadura por arco eléctrico un electrodo es usado para conducir corriente a través de la pieza de trabajo y fusionar dos piezas juntas. Dependiendo del proceso, el electrodo puede ser consumible, en el caso de la soldadura con protección gaseosa o con electrodo revestido, o no consumible, como la soldadura con protección gaseosa y electrodo de tungsteno. Para un sistema de corriente directa, el electrodo de soldadura puede ser el cátodo en una soldadura para relleno o el ánodo, para cualquier otro tipo de soldadura. Para corriente alterna, el electrodo de soldadura no puede ser considerado ánodo o cátodo. El metal depositado debe satisfacer distintas exigencias; las cuales dependen de las condiciones de trabajo imperantes en la construcción soldada. Por lo general, al metal depositado se le exige en primer lugar: resistencia mecánica, tenacidad y compacidad. Además, el metal depositado debe ser resistente al envejecimiento y a la fatiga, o sea que no debe hacerse frágil con el transcurso del tiempo y después de un prolongado trabajo bajo la acción de cargas constantes y variables, del mismo modo que no debe ser frágil a las temperaturas ordinarias. Para ciertas construcciones se exige un metal depositado de elevada dureza, que sea resistente al desgaste, a la corrosión, etc. Todas esas propiedades dependen principalmente de la correcta selección del metal del núcleo y de la composición del revestimiento del electrodo. Además, es imprescindible observar las normas de soldadura establecidas para el caso dado y para la elaboración posterior de la unión soldada. Es necesario tener en cuenta los tipos de los electrodos y de revestimientos. Atendiendo al método de soldadura por arco que se emplee, se usan diferentes tipos de electrodos de: acero, hierro fundido, metales no ferrosos y aleaciones, etc. Dentro de las funciones que desarrolla un recubrimiento de un electrodo se encuentran las permitir la ignición o cebado y mantenimiento del arco eléctrico a través del aporte de elementos de bajo potencial de ionización; proteger la zona de soldadura (arco eléctrico, metal transferido y metal de la unión soldada del efecto de los gases atmosféricos, mediante el aporte de una atmósfera protectora; incorporar elementos de aleación al baño de soldadura potenciando la incorporación al metal depositado de propiedades especiales y realizar procesos de afino en el metal depositado, es decir, reducir los contenidos de fósforo, azufre y fósforo, causantes del debilitamiento de las propiedades mecánicas de las uniones soldadas. a) Tipos de electrodos Los electrodos revestidos se diferencian por el tipo de núcleo o de revestimiento que poseen; no obstante, cuando se trata de electrodos con un mismo tipo de núcleo, la única diferencia se deberá al revestimiento [1]. En este caso el tipo de revestimiento determinará las características de operación de cada electrodo, por lo que es importante conocer esas diferencias.. 10.
(12) Electrodos ácidos Estos electrodos contienen una adecuada proporción de productos desoxidantes en forma de ferroaleaciones FeSi y FeMn. Sin embargo, el contenido de silicio en el cordón se mantiene bajo, por lo que el metal depositado siempre contiene una cantidad de oxígeno y, en consecuencia, la resiliencia de la unión es solamente mediana. Este tipo de electrodo solo son utilizables con metales de buena soldabilidad o de lo contrario puede producirse fisuración en caliente. La escoria de los electrodos típicamente ácidos es abundante, de color negro y adquiere al solidificar una estructura esponjosa, que tiende a hacerse más compacta y vítrea a medida que disminuye la acidez. Esta se separa con bastante facilidad. Estos electrodos confieren al metal depositado un contenido de impurezas e hidrógeno relativamente elevado. Este tipo de electrodo, que hace unas décadas dominaba el mercado, ha ido siendo sustituido progresivamente por los electrodos de rutilo y básicos. En la actualidad dentro del volumen total de empleo de electrodos revestidos estos se utilizan muy poco. Electrodos celulósicos Se caracterizan por contener celulosa en la mayor proporción, la cual es un compuesto químico que genera comparativamente gran cantidad de gases y la escoria que forma es relativamente escasa. Los electrodos celulósicos nunca deben secarse en hornos, por ello, debido a la gran cantidad de gases que generan no es recomendable su empleo en recintos cerrados. Estos revestimientos introducen en la costura cierta cantidad de hidrógeno, por lo que no son aplicables en aceros que necesitan una ductilidad elevada. Producen abundantes salpicaduras. Contienen rutilo (dióxido de titanio), que actúa estabilizando el arco y luego va a parar a la escoria. Como aglutinantes y estabilizadores del arco se usan los silicatos de sodio y potasio; los revestimientos que se aglutinan con el primero solo trabajan en CD. (E6010), mientras que los que emplean el segundo se emplean con C.A. y CD (E6011). Estos electrodos se caracterizan por su gran penetración por lo que se emplean fundamentalmente en cordones de raíz de tuberías de pequeño diámetro y otras aplicaciones semejantes donde se requiera gran penetración. Dentro del volumen total de empleo de electrodos revestidos estos se utilizan en pequeña magnitud. Electrodos rutílicos Contienen rutilo en mayor proporción y celulosa como formador de su atmósfera protectora. Producen una escoria bastante gruesa y viscosa, su fluidez se controla con minerales silíceos. Los aglutinantes son silicatos de sodio y potasio. Como ejemplos se pueden citar los E6013 y E7024. Garantizan una máxima estabilidad, fácil cebado y manejo del arco. El nivel de impurezas que introducen en el metal depositado es intermedio entre los electrodos ácidos y básicos. El nivel de hidrógeno que introducen puede llegar a afectar la tenacidad de la costura. Estos electrodos son poco sensibles a la humedad y producen escasa salpicadura. Son idóneos para todo tipo de trabajo de soldadura, siempre que no se requiera una elevada tenacidad. Constituyen una gama de consumibles muy apreciada con el volumen de empleo más elevado, dentro de los electrodos revestidos. Su campo de empleo es en estructuras metálicas, carpintería metálica y. 11.
(13) construcción naval. Algunos tipos contienen gran cantidad de polvo de hierro, lo que provoca el aumento de su rendimiento, haciendo el proceso más económico. Electrodos de bajo hidrógeno ó básicos Están compuestos por carbonato de calcio principalmente, el que genera la atmósfera protectora y una escoria bastante gruesa y densa, que asciende con gran facilidad en el baño metálico. Trabajan con CD. (E7015) y con CD. y C.A. (E7016 y E7018). En ocasiones se le incorpora polvo de hierro para incrementar el rendimiento del depósito (ejemplo E7018). Estos electrodos son más difíciles de manejar que el resto y se deben trabajar con un arco muy corto. Este tipo de revestimiento es fuertemente higroscópico (gran tendencia a absorber humedad), por lo que precisa de ciertas precauciones que limiten la absorción de humedad, y por tanto, la aparición de poros y fisuras en la unión soldada. Si el revestimiento ha captado humedad en niveles no admisibles deposita un metal poco dúctil y en ocasiones propenso a fisuras. Para paliar el problema de su alta higroscopicidad actualmente se comercializan electrodos “LMA” (low moisture absortion) menos propensos a absorber humedad. Estos electrodos se aplican en trabajos de alta responsabilidad y en materiales que requieren elevada ductilidad y tenacidad, ya que depositan un contenido ínfimo de hidrógeno y otras impurezas (si el revestimiento está correctamente seco). Depositan un metal con gran resistencia al agrietamiento en frío y en caliente. Su gran tenacidad los hace recomendables para soldar grandes espesores, estructuras muy rígidas, aceros de baja aleación y aceros de baja soldabilidad. Presentan un amplio uso en estructuras metálicas, recipientes a presión, construcción naval y construcción de maquinaria. b) Clasificación de electrodos (AWS) [2] La AWS (Sociedad Americana de Soldadura) ha establecido las siguientes Especificaciones de fabricación de los electrodos revestidos: ESPECIFICACIONES TIPO DE ELECTRODO AWS A 5.1 Electrodos recubiertos para soldadura por arco de acero al carbono. A 5.3 Electrodos recubiertos para soldadura por arco de aluminio y sus aleaciones. A 5.4 Electrodos recubiertos para soldadura por arco de aceros resistentes a la corrosión A 5.5 Electrodos recubiertos para soldadura por arco de aceros de baja aleación. A 5.6 Electrodos recubiertos de cobre y sus aleaciones. A 5.11 Electrodos recubiertos de níquel y sus aleaciones. A 5.15 Electrodos recubiertos para soldadura en hierro colado. A 5.13 y A 5.21 Electrodos recubiertos para el relleno superficial. Según la norma A5.1 de la AWS, para los electrodos se emplea el prefijo “E” para indicar que se trata de un electrodo para soldadura de arco. Los dos primeros dígitos de un número de cuatro. 12.
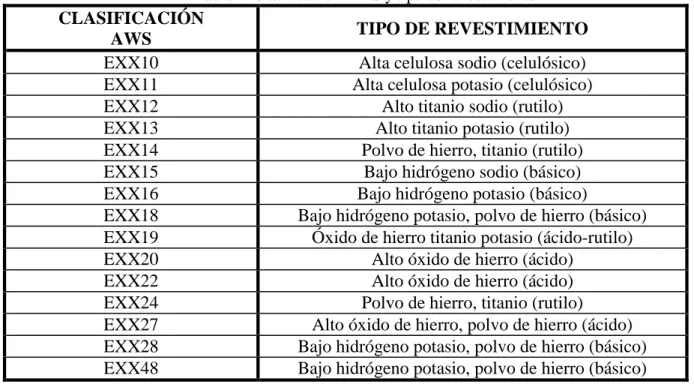
(14) cifras o los tres primeros dígitos de un número de cinco cifras designan la resistencia a la tracción del metal depositado en miles de libras por pulgada cuadrada. Por ejemplo: E 60XX - significa una resistencia a la tracción de 60,000 lbs/pulg2 (413 MPa). E 100XX - significa una resistencia a la tracción de 100,000 lbs/pulg2 (689 MPa). El penúltimo dígito indica la posición para soldar: E XX1X - significa para todas las posiciones. E XX2X - significa posición plana y horizontal de filete. E XX4X - significa posición plana, horizontal, sobre cabeza y vertical descendente Los últimos dos dígitos (Tabla 1) se emplea para determinar el tipo de revestimiento, las posiciones de soldadura en que trabaja satisfactoriamente, y el tipo corriente y polaridad recomendada. Tabla 1: Clasificación AWS y tipo de revestimiento.. CLASIFICACIÓN AWS EXX10 EXX11 EXX12 EXX13 EXX14 EXX15 EXX16 EXX18 EXX19 EXX20 EXX22 EXX24 EXX27 EXX28 EXX48. TIPO DE REVESTIMIENTO Alta celulosa sodio (celulósico) Alta celulosa potasio (celulósico) Alto titanio sodio (rutilo) Alto titanio potasio (rutilo) Polvo de hierro, titanio (rutilo) Bajo hidrógeno sodio (básico) Bajo hidrógeno potasio (básico) Bajo hidrógeno potasio, polvo de hierro (básico) Óxido de hierro titanio potasio (ácido-rutilo) Alto óxido de hierro (ácido) Alto óxido de hierro (ácido) Polvo de hierro, titanio (rutilo) Alto óxido de hierro, polvo de hierro (ácido) Bajo hidrógeno potasio, polvo de hierro (básico) Bajo hidrógeno potasio, polvo de hierro (básico). 1.1.2. Normas para la elaboración de electrodos recubiertos El material de aportación que se usa en el proceso MMA se conoce como electrodo y consiste en una varilla metálica, generalmente acero, recubierta de un revestimiento concéntrico de flux extruido y seco. La fabricación de electrodos se realiza en dos líneas en paralelo: varilla o alma, y revestimiento.. 13.
(15) Fabricación de la varilla. La materia prima el alambrón de 6 a 8 mm de diámetro, que la siderurgia suministra en rollos o bobinas, de aproximadamente 1000 kg. El fabricante comprueba la composición a partir del análisis químico de un despunte de la bobina y posteriormente ésta pasa a una devanadora protegida por una campana metálica, en donde el alambrón se retuerce y depende el óxido adherido en el tren de laminado en caliente. A esta etapa se le denomina decapado mecánico. Al ser la fabricación de electrodos un proceso continuo, los extremos de cada bobina se empalman por resistencia eléctrica, eliminando las rebabas de la soldadura con muela de esmeril. Seguidamente el alambrón pasa a las cajas de trefilado donde tiene lugar una reducción progresiva de diámetro hasta el deseado, utilizando sustancias lubricantes para facilitar la operación y evitar un endurecimiento del alambre, que le haga quebradizo. A continuación se desengrasa o se lava con agua el polvo de jabón adherido a su superficie. Los diámetros del almo son normalmente 1,6; 2; 2,5; 3; 3,25; 4; 5 y 6 mm, siendo los más utilizados los señalados en negrita. Una máquina endereza y corta las varillas a un ritmo entre 580 y 1400 cortes/minuto, en función de su diámetro. Fabricación del revestimiento. Para el revestimiento se suelen utilizar hasta cuarenta minerales y sustancias distintas, como arena de zirconio, rutilo, celulosa, caolín, mármol, polvo de hierro, FeSi, FeTi, FeMn, etc. Se realiza un análisis individualizado de la calidad y composición de estos productos. La selección, origen y dosificación de cada componente que va a intervenir en la composición del revestimiento es un secreto celosamente guardado fabricante. Una vez escogido cada componente, se machaca y criba hasta conseguir la granulometría adecuada y se dosifica mediante un programa de computadora, pasando de un sistema de tolvas específicas de cada producto a una tolva central, donde seguidamente se homogenizan mediante vibradores distribuyéndose después la mezcla en tolvas destinadas a producción. Para aglutinar la mezcla seca y darle consistencia se agrega silicato sódico o silicato potásico. Una vez obtenida la mezcla húmeda se vierte en una prensa en donde penetra la varilla por un lado saliendo recubierta en toda su longitud por el lado opuesto. Se comprueba la excentricidad del recubrimiento y se cepillan ambos extremos de la varilla revestida. Uno, para el ajuste de la pinza portaelectrodos y el otro, para facilitar el cebado de arco. Se marcan con la identificación del fabricante y el tipo de electrodo según American Welding Society, AWS. El secado previo se lleva a cabo haciéndolos pasar por un horno de funcionamiento continuo, cuya temperatura se incrementa gradualmente para evitar que se agriete y se desprenda el revestimiento. Para electrodos tipo rutilo normal, el secado previo a una temperatura es de aproximadamente 100 °C es suficiente. Para electrodos básicos, después de este secado previo se pasan a hornos convencionales de aire para darles un secado final a 400-450 °C, con el fin de que el contenido de H2O a 1000 °C según AWS, sea inferior a 0,4 %. De esta forma nos aseguramos que el contenido de hidrógeno sea inferior a 10 cc por cada 100 gr/metal depositado.. 14.
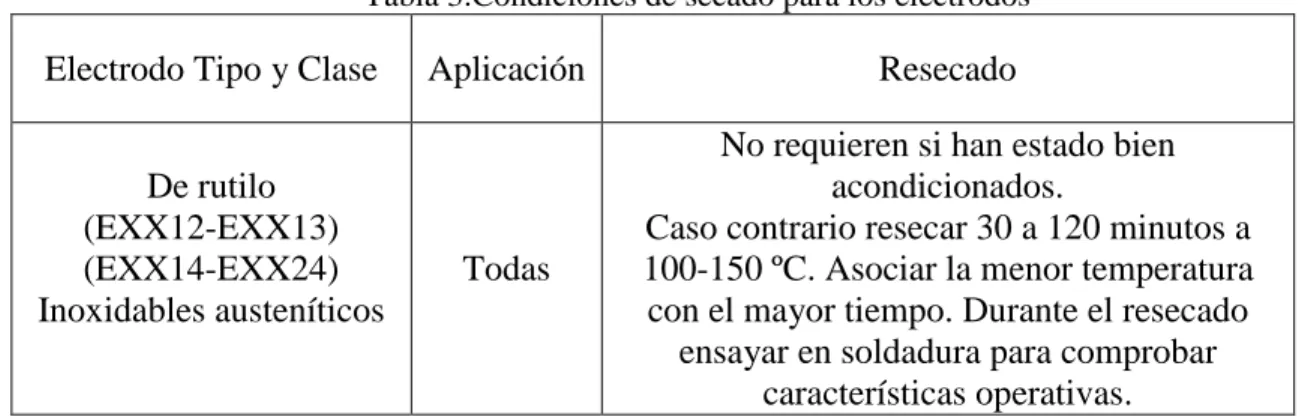
(16) Posteriormente se empaquetan en cajas de cartón o metálicas. Aquéllas suelen protegerse de la humedad con plástico termorretráctil. En general, debe seguirse la regla de que los materiales de aporte deben embalarse de tal forma que no sufran deterioros, ni se humedezcan, ni se sequen. Composición del revestimiento. La composición de los revestimientos suele ser muy compleja. Se trata generalmente de una serie de sustancias orgánicas y minerales. En la fabricación de la pasta para el revestimiento suelen intervenir: . óxidos naturales: óxidos de hierro, ilmenita (50 % óxido férrico y 50 % óxido de titanio), rutilo (óxido de titanio), sílice (óxido de silicio). silicatos naturales: caolín, talco, mica, feldespato, etc. productos volátiles: celulosa, serrín, etc. fundentes productos químicos: carbonatos, óxidos, etc. ferroaleaciones: de Mn, Si, Ti, etc. aglomerantes: silicato sódico, silicato potásico.. Sin embargo, la naturaleza, dosificación y origen de los componentes permanece en secreto por parte del fabricante que en la práctica se limita a garantizar la composición química del metal depositado y sus características mecánicas: carga de rotura, límite elástico, alargamiento y resilencia (tenacidad). 1.1.3. Normas para el almacenamiento de electrodos recubiertos Las normas AWS A 5.1-91 y D1.1-96 recomiendan [3] condiciones para el almacenaje (Tabla 2) de los electrodos, una vez que son extraídos del paquete. Recomiendan además las condiciones para el secado de estos una vez que han permanecido expuestos a la atmósfera por un tiempo mayor al permisible (revestimientos con alto contenido de humedad). Tabla 2.Condiciones de almacenaje para los electrodos. Condiciones de almacenamiento Expuesto a la atmósfera En estufa de mantenimiento 30 ±10 ºC con 50 % de 12 a 24 ºC por encima de la humedad relativa máxima temperatura ambiente. Condiciones de resecado 1 hora a temperatura de 135 ± 15 ºC. Las condiciones de almacenaje se aplicarán una vez que el electrodo es extraído del paquete de fábrica. Es importante consultar al fabricante para condiciones exactas de secado de cada electrodo en particular (Tabla 3), ya que estas condiciones pueden variar. Un excesivo calentamiento puede afectar el revestimiento. Por último, debe recordarse que los electrodos pueden dañarse por envejecimiento. Los electrodos muy viejos, de la mayoría de los tipos, crearán una cubierta de color blanco debido a la cristalización del silicato de sodio. Esta cubierta es normalmente inofensiva para los electrodos de bajo hidrógeno de acero al carbono, no obstante ellos no se deben emplear para trabajos. 15.
(17) extremadamente críticos. En los viejos electrodos con polvo de hierro se puede formar herrumbre sobre el polvo de hierro debido a la humedad absorbida por el revestimiento. Si el núcleo de estos electrodos está herrumbroso es posible que el revestimiento haya absorbido una humedad extrema. Los electrodos con presencia de herrumbre no se deben emplear en ningún trabajo importante. Tabla 3.Condiciones de secado para los electrodos. Electrodo Tipo y Clase De rutilo (EXX12-EXX13) (EXX14-EXX24) Inoxidables austeníticos. Aplicación. Resecado. Todas. No requieren si han estado bien acondicionados. Caso contrario resecar 30 a 120 minutos a 100-150 ºC. Asociar la menor temperatura con el mayor tiempo. Durante el resecado ensayar en soldadura para comprobar características operativas.. 1.2. Procedimientos de fabricación de electrodos. Equipos 1.2.1. Fabricación por inmersión El procedimiento de fabricación de electrodos por inmersión se basa en la colocación de la capa de recubrimiento sobre el alma o núcleo del electrodo mediante su inmersión en una mezcla fluida, que conformará el recubrimiento del electrodo. Esta mezcla se prepara con la composición del recubrimiento, pero se le añade una cantidad de silicato (aglutinante) mayor que la requerida en el caso del recubrimiento por extrusión, tal que la masa se adhiera por sí sola a la superficie del alma, después de que esta sea introducida en el recipiente que la contiene. La masa se prepara en un recipiente estrecho y alto, generalmente 1,2 veces el largo del electrodo y con una diámetro de 4 a 10 veces el del electrodo. 1.2.2. Fabricación por extrusión La fabricación de los electrodos por extrusión se realiza en una máquina extrusora, la cual coloca la capa de recubrimiento sobre el núcleo del electrodo, comprimiendo la mezcla, hasta que esta conforma el recubrimiento del mismo. El procedimiento consiste en preparar una masa que se deposita en un recipiente (prensa) que tiene la máquina la cual, es inyectada al núcleo del electrodo, comprimiéndose sobre éste hasta que se adhiera. Este procedimiento es el más eficiente, productivo y más empleado en la fabricación industrial de electrodos recubiertos.. 16.
(18) 1.3. Materias primas para la fabricación de electrodos 1.3.1. Materias primas que garantizan propiedades operativa Las materias primas empleadas en la obtención de recubrimientos de electrodos se subdividen en dos categorías, atendiendo a la función directa que realizan: como matriz o recubrimiento ordinario y como materiales de aleación [4]. En la fabricación de electrodos se emplean comúnmente materias primas diversas (Tabla 4), dentro de las cuales se encuentran compuestos aportadores de elementos estabilizadores del arco eléctrico (bajo potencial de ionización), formadores de escorias (óxidos y silicatos) y compuestos modificadores de las propiedades físicas, tales como la viscosidad y la temperatura de fusión (como los fluoruros). Los materiales empleados en Cuba (Tabla 5) están compuestos por aluminosilicatos simples y dobles de calcio y magnesio, fundamentalmente, y carbonatos de producción nacional, aunque también se emplean algunos concentrados de importación. Tabla 4: Datos de la composición del revestimiento (% peso) [5]. Revestimiento. Piedra Caliza y/o Carbonato de Calcio Magnesita (polvo total inhalable) Celulosa (polvo total inhalable) (polvo respirable) Óxidos de Hierro (como Fe) Fluoruros Inorgánicos (como F) Polvo Hierro Manganeso y componentes inorgánicos Rutilo/ Dióxido de Titanio (Polvo total inhalable) (Polvo respirable) Silicio y aleaciones de Silicio, (como Si) Silicatos aglomerantes Mica (Polvo total inhalable) (Polvo respirable) Cuarzo/sílice Cristalino respirable Caolín (Polvo respirable) Otros Silicatos minerales. Básico Bajo Celulosa Rutilo Hidrogeno E6010, E6012, E7015, 6011 6013 7016, 7018 <10 20-30 5-10 <5 25-60 <15 <10 <10 <10 <10 10-30 <10 10-35 5-15 5-15 <15 10-35 15-60 <10 <5 <5 <5 <5 <5 <20 <5 <10 <15 5-60 <20 5-30 5-30 5-10. Hierro en polvo. Rutilo E7024. Hierro en polvo. Básico E7028. <10 <10 <10 10-60 <15 10-30 <5 <5 <5 <10 <5 5-30. 10-20 5-15 10-60 <10 <10 <5 <5 <5 <5 <5 5-10. 17.
(19) Tabla 5: Composiciones químicas de algunas ferroaleaciones destinadas a la producción de electrodos aleados. Calcita. Sílice. Rutilo. SiO2 CaO Mn Si C P S MgO Al2O3 Na2O K2O Fe Fe2O3 TiO2 CO2 H2O Módulo Concentrado Total. 0,60 55,38 0,00 0,00 0,00 0,00 0,00 0,17 0,09 0,00 1,65 0,00 0,05 0,00 42,06 0,00 0,00 0,00 100,00. 90,32 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 9,68 0,00 0,00 0,00 0,00 0,00 100,00. 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 10,00 90,00 0,00 0,00 0,00 0,00 100,00. Composición química expresada en por ciento (%). Materias primas. Ferrosilicio Ferromanganeso 0,00 0,00 0,17 47,23 0,02 0,00 0,03 0,00 0,00 0,00 0,00 52,55 0,00 0,00 0,00 0,00 0,00 0,00 100,00. 0,00 0,00 75,60 0,50 6,50 0,20 0,01 0,00 0,00 0,00 0,00 17,19 0,00 0,00 0,00 0,00 0,00 0,00 100,00. Silicato de sodio 25,82 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 12,18 0,00 0,00 0,00 0,00 0,00 62,00 2,12 38,00 100,00. 1.3.2. Materias primas que garantizan propiedades metalúrgicas Los materiales destinados a la fabricación de electrodos de aleación (Tabla 6) están compuestos fundamentalmente por ferroaleaciones y grafito. Tabla 6: Composiciones químicas expresadas en por ciento de algunas aleaciones destinadas a la producción de electrodos aleados. Materia Prima FeMn C 6,50 Cr 0,00 Si 0,50 Mn 75,60 Fe 17,19 P 0,20 S 0,01 Total 100,00. FeSi 0,02 0,00 47,23 0,17 52,55 0,00 0,03 100,00. Grafito 100,00 0,00 0,00 0,00 0,00 0,00 0,00 100,00. FeCr 7,85 55,50 3,20 0,00 33,40 0,02 0,03 100,00. 18.
(20) 1.4. Normas y procedimientos para la evaluación de electrodos 1.4.1. Normas para la evaluación operativa de electrodos Por propiedades operativas de los electrodos durante el proceso de soldadura se entiende la capacidad de éstos de permitir el encendido, de mantener la estabilidad del arco, de garantizar una forma adecuada del cordón y de formar en la superficie del mismo una capa fácil de desprender. Si bien de una parte, la mayoría de los fabricantes sustentan la calidad de la producción de electrodos en los parámetros de consumo [8, 11], y evidentemente en las propiedades del metal depositado que es en definitiva lo que muestran en sus catálogos; de otro lado, muchas investigaciones, sin perder de vista estos aspectos, centran su interés en mejorar estas características abordándolas desde una perspectiva fenomenológica (Transferencia Metálica y de Carga, Microestructura del Metal depositado y la Zona Afectada por el Calor, Transferencia de elementos de Aleación, Fenómenos de Dilución y Propiedades de las Escorias) [6, 7, 9, 10, 12]. Parámetros de consumo Durante la práctica industrial de la soldadura se hace necesario normar los tiempos de ejecución de la misma, determinar parámetros del régimen de soldeo, establecer el consumo de materiales de aporte o determinar sus costos. Las características económicas de los electrodos son evaluadas a través de los parámetros de consumos siguiendo para ello las instrucciones de la norma elaborada con este fin [13]. Si bien se brinda especial importancia en esta norma a las tasas de fusión y de deposición como principales parámetros, no se contemplan los consumos efectivos de potencia eléctrica, ni la facilidad de encendido y reencendido del arco, la facilidad de desprendimiento de la escoria, aspectos que modifican la operatividad del electrodo influenciando los costos de las producciones. Por otra parte, el reencendido y mantenimiento del arco, lo cual tiene estrecha relación con la estabilidad en la transferencia de masa y carga a través del arco y la morfología del cordón. Desprendimiento de la escoria Desde el punto de vista de la adherencia mecánica de la escoria se separan más fácil, aquellas escorias con poca resistencia, con mayor coeficiente de dilatación lineal y de alta temperatura de reblandecimiento, siendo determinada fundamentalmente por su resistencia mecánica y no por la fuerza de adherencia de ésta con el metal. Se plantea por [14] que la mayor adherencia tiene lugar cuando se forma una capa de óxidos mixtos, de 1,5 μm aproximadamente, entre el metal y la escoria. Los óxidos divalentes de varios metales de transición (fundamentalmente de la primera serie) que se forman por la oxidación en la interface (metal- escoria) se diluyen en la superficie de la escoria y según su viscosidad se transportan lentamente hacia el interior de ésta, por lo que no da tiempo a que su concentración en la superficie sea alta. Una elevada capacidad oxidante puede empeorar bruscamente la capacidad de desprendimiento de la costra de la escoria de la superficie de la costura. En realidad, si la concentración de los óxidos. 19.
(21) de hierro en la escoria es elevada, la oxidación de las capas superficiales del metal puede ocurrir incluso hasta su solidificación. Sobre la superficie del metal se forma una fina película de óxido, compuesta fundamentalmente de FeO cristalizado en el sistema cúbico. La red cristalina del FeO es una estructura sobre la base de una red cúbica de Fe-O, por eso la película de óxido se agarra fácilmente sobre la superficie del metal. La presencia en la superficie de la interface de la escoria de compuestos cristalizados en el sistema cúbico, como el FeO, lleva en su momento a acabar la construcción con estos compuestos de retícula de óxido de hierro lo que significa un agarre suficientemente resistente de la escoria con el metal. Según el sistema cúbico cristalizan compuestos del tipo espinela, que representan en sí óxidos complejos de dos y tres valencias en metales; Al, Mg, Fe y otros. Cuando las escorias presentan menor densidad éstas se liberan más fácilmente del metal flotando sobre su superficie, lo que posibilita la obtención de cordones de soldadura libres de inclusiones exógenas. Estabilidad del arco Uno de los problemas en la valoración de la operatividad eléctrica de los electrodos revestidos, proviene del hecho de que la intensidad de corriente dependa de la longitud del arco, entre otros factores. Cuando se establece un arco con un electrodo revestido determinado, es necesario alimentarlo a medida que se consume, tratando de mantener constante a la longitud del arco. Al iniciarse el arco de soldadura, el consumo del electrodo hace que la corredera [15] baje gravitacionalmente, mientras la punta del electrodo se consume por el intenso calor del arco. La estabilidad del arco depende, entre otros factores, del estado de ionización de los gases comprendidos entre el ánodo y el cátodo. Por este motivo se puede influir sobre la estabilidad de encendido del arco mediante la introducción en el metal de elementos con bajo potencial de ionización, lo cual casi siempre se logra a través de la composición del revestimiento, como bien lo plantea [16]. Como complemento a esto [17] señala que los iones de los elementos referidos, en su movimiento hacia el cátodo bombardean la mancha catódica, formando segmentos, en los cuales decrece bruscamente el potencial de salida y ocurre la mayor emisión de electrones. Como ha demostrado [14] la apariencia externa del cordón en gran medida depende de la uniformidad de deposición del metal, relacionado con las condiciones de cristalización del baño. Para una gran movilidad del baño, por ejemplo, como resultado de la combustión del carbono o el desprendimiento de los gases disueltos, el aspecto externo del cordón empeora significativamente. La presencia de fluoruros o haluros en el revestimiento desempeña un papel negativo, como señala [18], lo cual está condicionado por el arribo a la atmósfera del arco del anión F- o X-, junto al catión Ca2+. Por esto la concentración del fluoruro de calcio en valores excesivos, según [14], hace decrecer significativamente la longitud del arco (la estabilidad).. 20.
(22) Transferencia Metálica La transferencia metálica del material de soldadura del electrodo a la pieza en soldadura puede ser definida de manera general de dos modos: por cortocircuito (short circuit) y vuelo libre (transferencia globular y de transferencia pulverizada (espray) como refiere [19]. Para evaluar la transferencia metálica por cortocircuito se tiene en cuenta la frecuencia de cortocircuitos y el tiempo de cortocircuitos. Como refieren [9, 10] la frecuencias de Cortos con transferencia metálica (Fm), es definida como el inverso del tiempo entre cortos superiores a 2 ms y el tiempo medio de duración de los cortos con transferencia de metal (Tm). La transferencia de las gotas es gobernada por dos fuerzas en direcciones opuestas: la fuerza de gravedad en el sentido del desprendimiento y la fuerza de tensión superficial que se opone hasta que la gota haga contacto con el metal del baño, aumentando el diámetro crítico de la gota [20]. Sin embargo cuando la fuerza de tensión superficial es en el mismo sentido del desprendimiento de la gota disminuye el diámetro crítico provocando un encuellamiento de la gota favoreciendo la transferencia metálica y reduciendo el nivel de pérdidas por salpicadura. Podemos agregar que en polaridad inversa los iones voluminosos de Flúor (F-) que descienden hacia la punta del electrodo realizan un efecto de apantallamiento al paso de los electrones y reducen el efecto de calentamiento excesivo de la gota y su pérdida de elementos. A su vez que, como reporta [19] en este tipo de polaridad las gotas son mayores en electrodos básicos, lo cual favorece la disminución de pérdidas 1.5. Conclusiones Parciales 1. Las normas más empleadas para la estandarización de consumibles son, según la (AWS), la A 5.1; A5.3; A5.11; A5.21; entre ellas, la que caracteriza a los electrodos para el proceso de relleno por arco manual, la A5.13 y la A5.21. 2. Existen dos procesos reconocidos para la colocación de recubrimientos para electrodos: inmersión y extrusión. La diferencia entre ellos radica en la productividad, concentricidad respecto al núcleo y el acabado, cuestiones en los que el recubrimiento por extrusión supera al de inmersión. No obstante el procedimiento de inmersión supera al de extrusión en su simplicidad para ser empleado en la fase experimental. 3. Dentro de los ensayos más empleados para la evaluación de electrodos revestidos se encuentran los de operatividad eléctrica y los de calidad de las uniones. Específicamente dentro de los ensayos a realizar para electrodos destinados al relleno superficial se encuentran los den macro y micrografía de los depósitos, composición química, dureza y resistencia al desgaste. 4. Como matriz se selecciona una matriz correspondiente a la de un electrodo rutílica (E6013), mientras que como aleación, un sistema de elementos complejo, que permita la valoración de la transferencia múltiple de elementos de aleación en futuras investigaciones.. 21.
(23) Capítulo II: Materiales y Métodos Experimentales 2.1. Procedimiento de cálculo para la determinación del recubrimiento de electrodos 2.1.1. Desarrollo matemático El desarrollo matemático para la determinación del recubrimiento de electrodos se realizó en el programa Microsoft Excel en el cual: 1. Se introducen las composiciones químicas de las materias primas y la composición química deseada de la matriz del electrodo E6013, estos expresados en por cientos. 2. Se calcula por regla de tres la cantidad composición química a preparar de la matriz. 3. Se reajusta la composición química de la matriz al 100 %, pero con agua. 4. Se reajusta la composición química de la matriz al 100 %, pero sin agua. 5. Se realizan los mismos pasos para la obtención de la composición química de las aleaciones 6. Se calcula la cantidad de gramos a preparar de las composición química de la matriz y la aleación, multiplicando la masa de revestimiento de un electrodo, la cantidad de puntos experimentales y la cantidad de réplicas experimentales, para obtener la masa total a preparar la cual se multiplica por el por ciento total de la composición química de la matriz y la aleación, dando así los resultados Por lo general, los procesos de extracción de humedad en las materias primas conllevan a tiempos adicionales durante la fabricación de materiales para soldar y resultan costosos energéticamente al realizarse antes del proceso de dosificación y mantenerlas, luego, en un régimen anhidro durante el mezclado. Este aspecto puede parecer engorroso e innecesario, sobre todo, porque se requiere volver a secar al final el producto terminado para extraer la humedad, tanto la aportada por el aglutinante, para el caso de los electrodos recubiertos y de los fundentes aglomerados, como la que recubre a los fundentes fundidos, luego del proceso de granulación en agua. Considerar la diferencia de agua existente en las materias primas, en estado de equilibrio con la humedad ambiental, a la temperatura a la que se realiza la dosificación, permite apreciar la cantidad de esta en la mezcla que formará el consumible, para estimar con cierta precisión su composición final luego del secado, lo cual pudiera resultar fiable y económico en la aplicaciones de planes experimentales destinados a su estudio. Se conoce que la cantidad de masa (Me), empleada en la elaboración de un consumible, conformado por (n) materias primas (Ni), nunca sobrepasará la unidad (Ecuación 1), por lo cual su diseño puede hacerse basado en la aplicación de planes experimentales para mezclas, que cumplen la condición de normalidad [4]. , para todo 0 ≤ Nj ≤ 1. (1). Por otra parte, cada materia prima (Ni), también está compuesta por (m) componentes (0 ≤ Kj ≤ 1), cuyo límite también es la unidad (Ecuación 2). , para todo 0 ≤ Kj ≤ 1. (2). 22.
(24) Luego, puede plantearse que la totalidad de la masa (Me) del consumible estará conformada por la sumatoria combinada (Ecuación 3) de los m componentes (Ki) de las n materias primas (Ni) empleadas. (3) La cantidad de humedad retenida en el consumible de soldadura, después del proceso de fabricación, depende del contenido inicial de las materias primas, del tipo de aglutinante empleado para su adhesión, si lo requiriera, y del proceso (térmico) de fabricación a que estará sometido. Por ejemplo, en el caso de la elaboración de un fundente fundido, una parte no despreciable (alrededor de un 20 %) de los componentes (que forman agua y gases, fundamentalmente) incorporados por las materias primas (carbonatos, filosilicatos, aluminosilicatos, zeolitas, etc.) no llegan a formar parte del producto final, debido a las altas temperaturas (≥ 1400 ºC) del proceso de fabricación. Por esta razón, se requiere considerar estas pérdidas para ganar exactitud en la planificación de las mezclas, que conformarán definitivamente el consumible. Pérdidas materiales menos significativas ocurren durante la elaboración de fundentes aglomerados con matrices cerámicas o cuasi-cerámicas, en cuyos casos no se sobre pasa, por lo general, las temperaturas de 1100 ºC. Las menores pérdidas se manifiestan durante la elaboración de electrodos, debido a que son sometidos a un proceso térmico relativamente menos violento, donde se registran temperaturas de secado y calcinación entre los 80 ºC y los 200 ºC, según el tipo de recubrimiento a obtener. La pérdida fundamental de material en el proceso (PΣ) transcurre al considerar los compuestos volátiles a las temperaturas de secado y calcinación, que han sido aportados por las materias primas al recubrimiento de los electrodos, los cuales pueden definirse solo como pérdidas por extracción de agua ( ) para el caso de los electrodos. Luego, la composición de la masa (Me) de las materias primas a considerar para la elaboración de un recubrimiento de electrodo (Ecuación 4) estará afectada por un crecimiento másico proporcional a las pérdidas (PΣ), específicamente en el caso de los electrodos, de las pérdidas ( ) por evaporación del agua (Ecuación 5), aportada por cada materia prima (N(i)), que se adiciona al recubrimiento. (4) (5) De lo anterior se deduce que, en la medida en que las materias primas contengan menor cantidad de agua (Ecuación 6) la cantidad de materia prima a preparar (Ecuación 4) se acercará a la cantidad definitiva que tendrá el recubrimiento del electrodo (Ecuación 3). (6). 23.
(25) En el caso de los electrodos las pérdidas ( ) se reducirán a la evaporación de agua contenida en el aglutinante empleado; es decir a la proveniente del silicato de sodio o de potasio). Este es uno de los argumentos esenciales que han conducido a que los fabricantes y estudiosos de los electrodos para la soldadura consideren el proceso de secado de las materias primas como esencial antes de realizar la dosificación. Sin embargo, como se aprecia (Ecuación 4), conociendo los niveles de humedad de cada materia prima (incluyendo la del aglutinante, en procesos de desecado (hasta la temperatura de calcinación, para el caso de los electrodos), es posible estimar de antemano la cantidad de materias primas necesarias a emplear para cada punto experimental a evaluar, sin necesidad de hacer análisis químicos posteriores, ni mucho menos, preparar masas de recubrimientos, que a veces no satisfacen los requerimientos de planes experimentales. 2.1.2. Ejemplo de cálculo Como ejemplo de cálculo se toma uno de los puntos experimentales del diseño factorial completo 22 planteado en el Epígrafe 2.3.1 (Tabla 7). Tabla 7: Datos para el cálculo. Masa de un recubrimiento de electrodo Cantidad de puntos experimentales Cantidad de réplicas experimentales Total de Masa a preparar. 45 4 3 540. - cantidad total de aleación: 37,15 % - cantidad total de la matriz: 62,85 % 37,15 % de 540 g 62,85 % de 540 g. X=200,591. X=339,409. Los resultados del cálculo de las cantidades de gramos a preparar se encuentran en la siguiente tabla (Tabla 8) Tabla 8: Resultados obtenidos en el cálculo. Cantidad a preparar Ferroaleaciones Matriz. g 540 37,15 % 200,591 62,85 % 339,409. 24.
(26) Cálculo de los por cientos y cantidades de ferroaleaciones y matriz del electrodo. Para saber qué por ciento y qué cantidad de matriz y ferroaleaciones hace falta para preparar los electrodos se utilizan los parámetros de los electrodos realizados por inmersión, ya que así la cantidad de mezcla, se acerca a la utilizada. Largo de la varilla revestida; 135 mm Diámetro del 1er recubrimiento; 4,0 mm Diámetro del 2do recubrimiento; 7,0 mm Diámetro del electrodo fino; 2.7 mm ;. ;. –. Para 150g a preparar de mezcla homogénea de ferroaleaciones y matriz.. 25.
(27) 2.2. Selección de las materias primas 2.2.1. Materias primas para el recubrimiento (propiedades operativas) Las materias primas para la elaboración de la matriz del electrodo (Tabla 9) están compuestas fundamentalmente por óxidos, carbonatos y ferroaleaciones. Tabla 9: Composición química de la matriz expresada en por ciento y en gramos. Materias primas. Cantidades a preparar (%). gramos a preparar (g). Calcita Sílice Rutilo FeSi FeMn Silicato de sodio Total. 12,88 10,77 36,02 6,86 6,86 26,61 100,00. 43,71 36,54 122,25 23,30 23,29 90,33 339,41. 2.2.2. Materias primas para la aleación del depósito La carga de aleación del electrodo se establece (Tabla 10) a partir de ferroaleaciones y grafito, tal que puedan ser combinados por la temperatura del arco eléctrico y formar carburos resistentes al desgaste. Tabla 10: Composición química de la aleación expresada en por ciento y en gramos. Materia Prima FeMn FeSi Grafito FeCr Total. gramos a Cantidades a preparar (%) preparar (g) 6,61 35,71 9,51 51,38 3,00 16,20 18,02 97,30 37,15 200,59. 26.
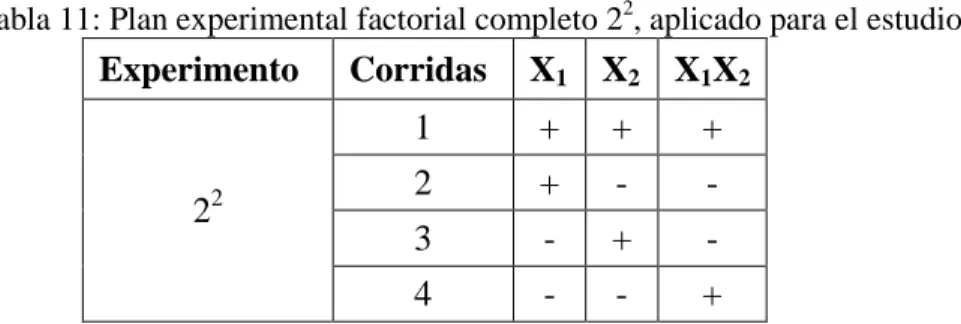
(28) 2.3. Procedimiento de obtención para prototipo de electrodo 2.3.1. Plan experimental aplicado Se aplica un plan experimental factorial completo (Tabla 11), con dos variables independientes (forma de la mezcla y Método de recubrimiento) y dos niveles. Para el caso de la forma de la mezcla se emplea como niveles extremos: 1. Aplicación de un recubrimiento homogéneo y 2. Aplicación de un recubrimiento doble (bicapa). Para el caso del método de recubrimiento, se emplean como niveles extremos: 1. Recubrimiento por inmersión, y 2. Recubrimiento por extrusión. Como variables dependientes se evaluarán las composiciones químicas y la resistencia al desgaste de los depósitos, para comparar la transferencia de los elementos empleando los valores extremos de las variables independientes. Tabla 11: Plan experimental factorial completo 22, aplicado para el estudio. Experimento. 22. Corridas. X1 X2 X1X2. 1. +. +. +. 2. +. -. -. 3. -. +. -. 4. -. -. +. 2.3.2. Preparación de las materias primas Los pasos para la preparación de la materia prima para la elaboración de los electrodos se reducen fundamentalmente a cuatro momento importantes: 1. La trituración 2. Tamización 3. La dosificación 4. El mezclado 1. La trituración La trituración consiste en reducir los materiales, que se van a utilizar, hasta que sus granos puedan pasar por el tamiz deseado. 2. Tamización La tamización consiste en separar (con dimensiones de ≤0,2 mm) el material pulverizado, que sale del proceso de trituración, mediante una tamizadora. 3. La dosificación La dosificación consiste en agregar (en función del peso) la materia prima con la que se le va a aplicar el recubrimiento al electrodo. Este proceso se realiza con una balanza. 4. El mezclado La mezcla para inmersión o extrusión se prepara según la composición del recubrimiento, pero a la destinada al recubrimiento mediante el procedimiento de inmersión se le añade una cantidad de. 27.
(29) silicato (aglutinante), mayor que la requerida durante la aplicación del recubrimiento por extrusión. 2.3.3. Confección del electrodo a) Electrodos elaborados por inmersión El procedimiento para la elaboración de los electrodos por inmersión consta de los siguientes pasos: 1. Selección de los instrumentos y dispositivos Para el caso del recubrimiento de electrodos por inmersión se emplea una probeta estrecha y alta, generalmente 1,2 veces el largo del electrodo y con una diámetro de 4 a 10 veces el del electrodo, en este caso se utiliza una probeta de 50 ml. De esta forma se ahorra material. 2. Establecimiento de la técnica operatoria Una vez llena la probeta con la mezcla que conformará el recubrimiento, se sumerge el electrodo verticalmente dentro de esta y se extrae paulatinamente, a una velocidad constante, tal que el recubrimiento quede homogéneo. Este proceso se realiza las veces necesarias, hasta llegar a obtener el espesor de recubrimiento deseado. Luego de extraído el electrodo se deja secar, suspendido por la parte no recubierta, durante 24 horas. Posteriormente, se somete a un proceso de calcinación (extracción forzada de la humedad), a 140 ºC durante 2 horas. 3. Control de la calidad Al electrodo se le controla la calidad comprobándosele la concentricidad y la homogeneidad del diámetro en toda su longitud. b) Electrodos elaborados por extrusión El procedimiento para la elaboración de los electrodos por extrusión consta de los siguientes pasos: 1. Selección de los instrumentos y dispositivos Para el caso del recubrimiento del electrodo por extrusión, el principal instrumento que se utiliza industrialmente es una máquina extrusora. Sin embargo, esta máquina requiere de cantidades considerables de materias primas para lograr revestir un electrodo, dado el tamaño de la cámara de compresión. En este caso la extrusión se realiza con dos dispositivos de diferentes diámetros (uno para cada recubrimiento a aplicar), desarrollados específicamente para el recubrimiento bicapa [21].. 28.
(30) 2. Establecimiento de la técnica operatoria. Existen extrusoras portátiles de laboratorio (Figura 1), que han sido empleadas para la obtención de recubrimientos simples de electrodos para proceso SMAW. 1. 3. 2. 1. 4. 5. 5. 2. Figura 1: Esquema de una extrusora manual. El alma o núcleo (1) se coloca dentro de la camisa (2), hasta insertarse en el alojamiento del pistón inferior (3). La masa (4) se introduce posteriormente, tratando de que quede uniformemente distribuida entre la pared interior de la camisa (2) y la exterior del alma o núcleo (1). El pistón deslizante (5) se emplea para comprimir la masa (4) entre las caras interiores de los pistones inferior (3) y deslizante (5). Las dimensiones se ajustan a las del electrodo a fabricar. Funcionamiento: El pistón inferior (3) debe quedar fijo, sobre una mesa, mientras que el interior deslizante (5), se hace mover mediante un tubo, que se coloca entre la pared interior de la camisa (2) y la exterior del alma (1). Luego de compactar la mezcla, se retira la inmovilización del pistón inferior (3) y se continúa presionando el pistón deslizante (5), hasta conseguir sacar completamente el electrodo. De más está decir que el tubo empleado para presionar el pistón deslizante (5), debe tener la misma longitud del electrodo a fabricar. Como resultado se obtiene siempre un electrodo recubierto, cuya excentricidad depende de la precisión con que se realicen los agujeros, ciego del pistón inferior (3) y pasante del pistón deslizante (5), respecto al diámetro interior de la camisa (2). La longitud del recubrimiento siempre es menor (de un 25 a un 50 por ciento) a la longitud de un recubrimiento ordinario. La calidad exterior del recubrimiento depende de la forma y velocidad de extracción del electrodo, desde dentro de la camisa (2). Para ello, debe colocarse el tubo extractor sobre la mesa y presionar hacia abajo la camisa (2), tal que el electrodo terminado quede hacia arriba. La velocidad del proceso debe ser constante.. 29.
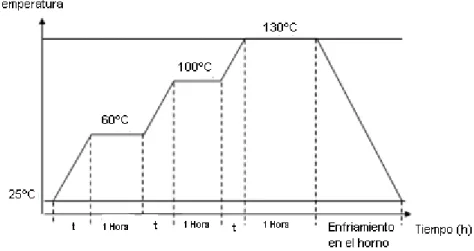
(31) 2.3.4. Acabado y conservación del electrodo El corte de los electrodos a la longitud de ensayo, fue un corte promedio de 159,86 mm. El secado se realiza en un horno en el cual se les fue dando temperatura a los electrodos hasta que alcanzaran los 135 ºC (Figura 2). Las condiciones de almacenamiento fue expuesto a la atmosfera. Figura 2. Gráfica del secado de los electrodos. 2.3.5. Medidas de seguridad, protección e higiene durante la soldadura con electrodos Antes de empezar cualquier operación de soldadura de arco, se debe hacer una inspección completa del soldador y de la zona donde se va a usar. Todos los objetos susceptibles de arder deben ser retirados del área de trabajo, y debe haber un extintor apropiado de PQS o de CO2 a la mano, no sin antes recordar que en ocasiones puede tener manguera de espuma mecánica [19]. Los interruptores de las máquinas necesarias para el soldeo deben poderse desconectar rápida y fácilmente. La alimentación estará desconectada siempre que no se esté soldando, y contará con una toma de tierra Los porta electrodos no deben usarse si tienen los cables sueltos y las tenazas o los aislantes dañados. La operación de soldadura deberá llevarse a cabo en un lugar bien ventilado pero sin corrientes de aire que perjudiquen la estabilidad del arco. El techo del lugar donde se suelde tendrá que ser alto o disponer de un sistema de ventilación adecuado. Las naves o talleres grandes pueden tener corrientes no detectadas que deben bloquearse. La radiación de un arco eléctrico es enormemente perjudicial para la retina y puede producir cataratas, pérdida parcial de visión, o incluso ceguera. Los ojos y la cara del soldador deben estar protegidos con un casco de soldar homologado equipado con un visor filtrante de grado apropiado. La ropa apropiada para trabajar con soldadura por arco debe ser holgada y cómoda, resistente a la temperatura y al fuego. Debe estar en buenas condiciones, sin agujeros ni remiendos y limpia de. 30.
(32) grasas y aceites. Las camisas deben tener mangas largas, y los pantalones deben ser largos, acompañados con zapatos o botas aislantes que cubran. Deben evitarse por encima de todo las descargas eléctricas, que pueden ser mortales. Para ello, el equipo deberá estar convenientemente aislado (cables, tenazas, portaelectrodos deben ir recubiertos de aislante), así como seco y libre de grasas y aceite. Los cables de soldadura deben permanecer alejados de los cables eléctricos, y el soldador separado del suelo; bien mediante un tapete de caucho, madera seca o mediante cualquier otro aislante eléctrico. Los electrodos nunca deben ser cambiados con las manos descubiertas o mojadas o con guantes mojados. 2.4. Procedimiento de evaluación aplicado al prototipo desarrollado 2.4.1. Evaluación física del electrodo Son varios los parámetros que se pueden usar para evaluar la calidad de un electrodo. Dentro de de estos parámetros se encuentran los geométricos, los operativos y los que miden la calidad de los depósitos con ellos realizados. El color representa una muestra de la homogeneidad de la composición química del recubrimiento del electrodo. Recubrimientos con zonas de distintos colores muestra una deficiente preparación de la mezcla que se empleó para recubrir el alma. Defectos de este tipo originan inestabilidad del arco eléctrico y diferencias en la composición y propiedades mecánicas del metal depositado. La concentricidad entre el núcleo y el revestimiento es una de las propiedades indispensables de los electrodos. Defectos de excentricidad pueden originan fusiones asimétricas del recubrimiento, soplo del arco y defectos de asimetría en la deposición del metal. Las diferencias de peso entre electrodos de similar composición indican que las mezclas usadas no fueron homogéneamente preparadas o que el espesor del recubrimiento no es constante en los electrodos evaluados. Similar comportamiento se manifiesta cuando el diámetro del recubrimiento no es homogéneo. Dentro de los controles sobre la superficie de los recubrimientos se evalúa la calidad superficial del recubrimiento (porosidades, falta de recubrimiento). Los poros están asociados a la falta de plasticidad de la mezcla, exceso de agua en el aglutinante o de calentamiento del electrodo en el momento de la calcinación. La falta de recubrimiento está asociada a la falta de aglutinante y baja temperatura de secado, fundamentalmente. Los electrodos fabricados (Figura 3) muestran uniformidad en los parámetros geométricos, de textura u color, lo que indican que pueden ser apropiados para una evaluación adecuada de su estabilidad eléctrica y del metal depositado.. 31.
(33) a). b). Figura 3: Electrodos fabricados a) Electrodos con recubrimiento homogéneo b) Electrodos con doble recubrimiento. 2.4.2. Evaluación operativa del electrodo La determinación de los parámetros de consumo de los electrodos se realiza según los Conceptos Básicos de la Norma ISO 2401-72 [13], dentro de los cuales se encuentran los siguientes: Diámetro Nominal del electrodo (dn): Es el diámetro del núcleo del electrodo establecido por la etiqueta. Diámetro efectivo o real del electrodo (de): Es el diámetro medido del núcleo del electrodo. Masa Neta del electrodo (Mn): Es la masa referida al núcleo del electrodo. Masa del electrodo sin fundir (Mni) Masa de la colilla final (Mnf) Masa Bruta del electrodo: Masa del electrodo, que incluye núcleo y revestimiento. Masa bruta inicial del electrodo (Mbi) Masa bruta final del electrodo (Mbf). Longitud inicial del núcleo del electrodo (Le) en mm. Longitud final del núcleo del electrodo o colilla (Lc) en mm. Mu . Masa unitaria del núcleo del electrodo (Mu):. Mn Le. (g/mm);. (7). 32.
(34) Masa fundida del núcleo del electrodo (Mf): Masa del núcleo del electrodo que se funde por el calor del arco. Mf = Mu (Le - Lc). (g). (8). Tiempo básico (tbas): Es el tiempo arco en segundos para una deposición; el mismo se lee directamente desde un cronómetro con precisión de 0,2 s. Masa (en gramos) de la plancha antes de realizar el depósito (Mip). Masa (en gramos) final de la plancha (Mfp): determinada después de haber realizado el depósito y eliminando cuidadosamente mediante piqueta, cincel, martillo, y cepillo metálico la escoria y salpicaduras. Masa de Metal depositado (Md): Es la masa de metal, proveniente del electrodo, que se deposita formando parte del cordón. Md = Mfp – Mip. (g). (9). Parámetros de consumo de los Electrodos Ordinarios Los parámetros que caracterizan a estos consumibles son: Coeficiente de fusión: No es más que la masa de metal que se funde en gramos al pasar por el electrodo una corriente de 1 Ampere durante el transcurso de una hora, se representa como (f), se expresa en g/A-h.. f . Mf Is·tbas. (g/A·h). (10). Coeficiente de depósito (d): Es la cantidad de metal que se deposita sobre la placa en gramos al pasar una corriente de un Ampere durante una hora. Este parámetro es directamente proporcional a la productividad del proceso de soldeo y se expresa en g/A-h. d . Md Is·tbas. (g/A·h). (11). Productividad del proceso-P (Razón de depósito-RD, según AWS): Representa la cantidad de metal que se deposita sobre la placa en kilogramos durante una hora. Normalmente se refiere la razón de depósito para un valor de corriente de soldadura establecido. RD = P = Md/Tbas = d·Is. (kg/h). (12). Coeficiente de pérdidas: Cuantifica las pérdidas de metal que se producen durante la soldadura por evaporación, pérdidas en escoria y pérdidas por salpicaduras. Depende de los siguientes factores: a) Espesor y tipo de revestimiento 33.
(35) b) Tipo de corriente y polaridad c) Habilidad del operario (longitud de arco). d) Corriente de soldadura . f d ·100% Mf Md ·100% Mf f. (%). (13). Eficiencia de depósito referida al núcleo del electrodo (E): Es la relación entre la masa de metal depositado y la masa neta fundida (masa del núcleo fundida) y se calcula según la expresión: Md d 100% 100% E Mf f . (%). (14). La eficiencia nominal para los electrodos clásicos es de 80 - 90 %. En los electrodos con polvo de hierro en el revestimiento esta eficiencia generalmente es superior al 100%, ya que en este caso el revestimiento también aporta masa al metal depositado. Eficiencia del depósito (Ed): Es la relación entre la masa de metal depositado y la masa bruta fundida del electrodo (diferencia de la masa bruta inicial del electrodo menos la de la colilla o final). Se calcula por la siguiente fórmula:. Ed . Md 100% Mbi Mbf. (%). (15). Esta eficiencia del depósito no considera las pérdidas por colillas, pero es el parámetro que generalmente aparece en manuales y catálogos de electrodos, ya que las pérdidas por colillas dependen de la práctica particular del taller en cuestión. Eficiencia total del electrodo (ET): Para el proceso SMAW es importante definir el término Eficiencia Total del electrodo que representa la relación entre la masa de metal depositado (Md) respecto a la masa bruta de inicial del electrodo revestido que se consume (incluye el desecho en forma de colilla) ET = Md/Mbi. (%). (16). Generalmente este valor de eficiencia no aparece tabulado en catálogos o manuales ya que depende grandemente de la longitud de la colilla que se desecha, y este valor puede oscilar grandemente dependiendo de la práctica del taller o del soldador en particular. No obstante el conocimiento de esta eficiencia tiene un valor práctico real grande ya que es a través de ella que se puede determinar con precisión el consumo de electrodos y el costo de este consumible. Su determinación se incluye en el Laboratorio para que los estudiantes se lleven clara la idea de este parámetro.. 34.
Figure
![Tabla 4: Datos de la composición del revestimiento (% peso) [5]](https://thumb-us.123doks.com/thumbv2/123dok_es/7314977.450348/18.918.157.860.466.976/tabla-datos-composición-revestimiento-peso.webp)

+7




Documento similar
If certification of devices under the MDR has not been finalised before expiry of the Directive’s certificate, and where the device does not present an unacceptable risk to health
In addition to the requirements set out in Chapter VII MDR, also other MDR requirements should apply to ‘legacy devices’, provided that those requirements
The notified body that issued the AIMDD or MDD certificate may confirm in writing (after having reviewed manufacturer’s description of the (proposed) change) that the
que hasta que llegue el tiempo en que su regia planta ; | pise el hispano suelo... que hasta que el
The 'On-boarding of users to Substance, Product, Organisation and Referentials (SPOR) data services' document must be considered the reference guidance, as this document includes the
In medicinal products containing more than one manufactured item (e.g., contraceptive having different strengths and fixed dose combination as part of the same medicinal
Products Management Services (PMS) - Implementation of International Organization for Standardization (ISO) standards for the identification of medicinal products (IDMP) in
This section provides guidance with examples on encoding medicinal product packaging information, together with the relationship between Pack Size, Package Item (container)
