Optimización del Proceso de Cianuración en la Minera Veta Dorada S A C
85
0
0
Texto completo
(2) DEDICATORIA A mis Padres Silverio y Maruja por su enorme sacrificio y apoyo incondicional, para la realización con mi carrera profesional. A mi esposo Juan Carlos e hijo por su amor y motivación a cumplir mis metas. Silvia.
(3) PRESENTACION. Sr. Decano de la Facultad de Ingeniería de Procesos de la Universidad Nacional de. San. Agustín. Sr. Director de la Escuela Profesional de Ingeniería Metalúrgica. Sres. Miembros del jurado de la Escuela Profesional de Ingeniería Metalúrgica. De acuerdo con el reglamento de Grados y Títulos de la Facultad de Ingeniería de Procesos, pongo a consideración el presente trabajo de Tesis: “OPTIMIZACIÓN DEL PROCESO DE CIANURACIÓN EN LA MINERA VETA DORADA S.A.C.”, con la que pretendo optar el Título Profesional de Ingeniera Metalurgista. El propósito de llevar a cabo el presente trabajo, surge como consecuencia de lograr un mayor y mejor aprovechamiento de las instalaciones de la planta metalúrgica existente.. El tema de tesis busca también aplicar los fundamentos metalúrgicos adquiridos en la universidad que tratan de caracterizar los procesos de conminución y clasificación en los circuitos de molienda, cianuración y adsorción sobre carbón (carbón en pulpa).. Este trabajo, personalmente significa encaminar el ejercicio de mi formación profesional; contribuyendo a su difusión, el que se pone a disposición para contribuir en el desarrollo de la industria metalúrgica de nuestro país. Finalmente, deseo expresar mi agradecimiento a la Compañía Minera Veta Dorada S.A.C. Por su invalorable apoyo en la culminación de este trabajo, lo mismo a los señores docentes de la Escuela Profesional de Ingeniería Metalúrgica, que encauzan a las generaciones de profesionales en ésta área..
(4) INTRODUCCION La Planta de Beneficio Minera Veta Dorada S.A.C. se abastece de materia prima de pequeños productores mineros y mineros artesanales quienes venden su mineral oxidado y sulfurado, con los cuales se va a incrementar su producción y mejoramiento de las operaciones. Actualmente la planta trabaja a razón de 300 TMD, la planta consta de almacenaje; chancado primario, secundario y terciario; molienda/clasificación; cianuración; adsorción sobre carbón activado (CIP); desorción, electrodeposición, refinería y deposición de relaves.. Los objetivos generales son: Lograr un mayor y mejor aprovechamiento de las instalaciones de la planta metalúrgica así como de los recursos minerales existentes. El tema de tesis busca también aplicar los fundamentos metalúrgicos adquiridos en la universidad que tratan de caracterizar los procesos de conminución y clasificación en los circuitos de molienda, cianuración y adsorción de oro sobre carbón activado (carbón en pulpa).. Dentro de los objetivos específicos, tenemos: Instalar un circuito chancado terciario para reducir el tamaño de alimentación a molienda de 80 % m-1/2’’ a 90 % m-3/8’’. Instalar 2 molinos 7’x8’, uno primario y el otro secundario para tener una liberación de la partícula (90%-200). El circuito es mixto (abierto y cerrado inverso). Instalar 2 tanques de lixiviación 28’x28’ y 5 tanques de adsorción 24’x24’. Construir una cancha de relave de 116914.06 m 3 de capacidad para cumplir con las normas ambientales..
(5) INDICE CAPITULO I GENERALIDADES. 1.1.- UBICACIÓN. 1. 1.2.- ACCESIBILIDAD. 1. 1.3.- CLIMA. 2. 1.4.- TOPOGRAFIA. 2. 1.5.- HIDROGRAFIA. 2. 1.6.- CONCESION MINERA. 3. 1.7.- RESERVAS DE MINERAL. 3. CAPITULO II DESCRIPCION DEL PROCESO ACTUAL DE LA PLANTA. 2.1.- DESCRIPCIÓN DE LA PLANTA ACTUAL. 5. 2.2.- RECEPCION DE MINERAL. 6. 2.3.- REDUCCIÓN DE TAMAÑO. 6. 2.3.1.- ETAPAS DE CHANCADO 2.3.1.1.- Circuito de Chancado I. 6. 2.3.1.2.- Circuito de Chancado II. 7. 2.3.1.3.- Circuito de Chancado III. 7. 2.3.2.- CALCULOS METALURGICOS CIRCUITO DE CHANCADO I Y II. 2.4.. 6. 11. 2.3.2.1.- CAPACIDADES DE TOLVAS. 11. 2.3.2.2.-CAPACIDAD DE CHANCADORAS. 12. 2.3.2.2.1.- CHANCADORA DE QUIJADA 10”x 21” COMESA. 12. 2.3.2.2.2.- CHANCADORA CONICA DE 2’ SYMONS. 15. 2.3.2.2.3.- ZARANDA VIBRATORIA 4’X10’. 17. 2.3.3.- CALCULOS METALURGICOS CIRCUITO DE CHANCADO III. 18. 2.3.3.1. CAPACIDADES DE TOLVAS. 18. 2.3.3.2. CHANCADORA CONICA SYMONS DE 3’. 19. 2.3.3.3. ZARANDA VIBRATORIA 4`X12´. 21. DESCRIPCIÓN DEL CIRCUITO DE MOLIENDA Y CLASIFICACION 2.4.1.MOLIENDA PRIMARIA. 23 24.
(6) 2.5.. 2.4.1.1.INFORMACION TECNICA DEL MOLINO. 24. 2.4.12.CALCULO DE ENERGIA (POTENCIA) SUMINISTRADA. 24. 2.4.1.3.CALCULO DE CONSUMO DE ENERGIA. 24. 2.4.1.4.CALCULO DE TONELAJE MÁXIMO QUE PUEDE TRATAR EL MOLINO. 25. 2.4.1.5.CALCULO DEL WORK INDEX (MOLTURACIÓN EN SECO). 25. 2.4.1.6.CALCULO DE LA EFICIENCIA. 25. 2.4.1.7.EFICIENCIA O RENDIMIENTO DEL MOTOR. 25. 2.4.1.8.VELOCIDAD CRÍTICA DEL MOLINO ( Vc ). 26. 2.4.1.9. VELOCIDAD DE OPERACIÓN ( Vo ). 26. 2.4.1.10. VELOCIDAD PERIFERICA. 26. 2.4.1.11. CALCULO DE CARGA INICIAL DE BOLAS (F. C. Bond). 26. 2.4.1.12. CALCULO DEL TAMAÑO MÁXIMO DE BOLAS. 27. 2.4.1.13. DISTRIBUCIÓN DE BOLAS POR TAMAÑO SEGÚN TAGGART. 27. 2.4.1.14. OTRO METODO CALCULO DE BOLAS. 27. 2.4.1.15.ANALISIS GRANULOMETRICO -Alimento (GATES - GAUDIN SCHUMANN). 28. 2.4.1.16.ANALISIS GRANULOMETRICO PRODUCTO (ROSIN-RAMLER:R-R). 29. DESCRIPCIÓN DEL PROCESO DE CIANURACIÓN. 34. 2.6. DESCRIPCIÓN DEL PROCESO DE ADSORCIÓN. 34. 2.7.DESCRIPCIÓN DEL PROCESO DE DESORCIÓN. 35. CAPITULO III CIANURACIÓN DE MINERALES DE ORO. 3.1.. INTRODUCCIÓN. 37. 3.2.. REACCIONES LAS SOLUCIONES DE CIANURACIÓN. 38. 3.2.1. DESCOMPOSICIÓN DE LAS SOLUCIONES DE CIANURO. 39. 3.2.2. DISOLUCIÓN DE LOS METALES PRECIOSOS. 41. 3.3. ASPECTOS CINÉTICOS 3.3.1. CURVAS DE POLARIZACIÓN 3.4.. 3.5.. EFECTO DEL OXIGENO Y ALCALINIDAD DE LA SOLUCION. 44 46 46. 3.4.1.EFECTO DEL OXIGENO. 46. 3.4.2.EFECTO DE LA ALCALINIDAD DE LA SOLUCION. 48. METODOS DE RECUPERACIÓN DE ORO APARTIR DE SOLUCIONES CIANURADAS. 50.
(7) 3.6.. ADSORCIÓN SOBRE CARBON ACTIVADO 3.6.1. FENOMENO DE ADSORCION. 51 52. 3.6.1.1. CAPACIDAD DE ADSORCIÓN DEL CARBÓN ACTIVADO. 53. 3.6.1.2. SELECTIVIDAD. 54. 3.6.1.3.- FACTORES QUE AFECTAN LA ADSORCIÓN. 54. 3.7.. QUIMICA Y MECANISMO DE ADSORCION DEL PROCESO. 55. 3.8.. FACTORES QUE CONTROLAN LA ADSORCIÓN CON CARBÓN ACTIVADO. 57. CAPITULO IV PRUEBAS EXPERIMENTALES. 4.1. PRUEBAS DE LABORATORIO. 58. 4.2. PRUEBAS CIANURACION A NIVEL LABORATORIO. 58. 4.2.1. PREPARACIÓN MECÁNICA DE LAS MUESTRAS. 59. 4.2.2. MOLIENDA EN LABORATORIO. 59. 4.2.3. MATERIALES Y EQUIPO. 59. 4.2.4. PROCEDIMIENTO. 60. 4.2.5. DESARROLLO DE LAS PRUEBAS DE CIANURACIÓN. 60. 4.2.6. ANÁLISIS QUÍMICO DE LA MUESTRA. 60. 4.3. ANALISIS ESTADISTICO DE LAS PRUEBAS DE CIANURACION. 61. 4.4. SELECCIÓN DE VARIABLES.. 61. 4.5. ANÁLISIS ESTADISTICO DE LAS PRUEBAS DE CIANURACION. 62. 4.5.1. DISEÑO FACTORIAL. 62. 4.5.2. EVALUACIÓN DE LAS VARIABLES. 62. 4.6. EVALUACIÓN Y CÁLCULO DE LOS EFECTOS DE LAS VARIABLES EXPERIMENTALES. 63. 4.7. ANÁLISIS DE LA VARIANZA DE EFECTOS. 65. 4.8. ANALISIS DE RESIDUOS PARA LA RECUPERACION DEL Au. 67. 4.9. ANALISIS DE PARETO PARA EL Au. 68. 4.10. REPRESENTACIÓN DEL MODELO MATEMÁTICO. 69. 4.11. REPRESENTACIÓN GRÁFICA DEL MODELO MATEMÁTICO. 71. CONCLUSIONES. 73. RECOMENDACIONES. 73.
(8) RESUMEN. El tratamiento de los minerales de oro por cianuración es un proceso en el cual es necesaria la conjugación de muchos factores y variables, que nos permita determinar los parámetros o condiciones óptimas para el control del proceso mencionado, de tal manera que nos permita obtener un DORE de buena pureza.. La aplicación de pre tratamiento a los minerales de oro, ha constituido un estudio y aplicación de carácter experimental, mediante las pruebas experimentales va a permitir estudiar los efectos de los parámetros como la granulometría, el ph y concentración de cianuro de sodio, previas a un proceso de extracción.. Si mantenemos adecuadamente un buen equilibrio en la cantidad de cianuro de sodio 3.33% y una granulometría del 96% -200 mallas así como un pH estable de 11.5, la recuperación se mantiene alrededor del 95%.. Palabras claves: Granulometría, cianuración, ph, recuperación, tratamiento..
(9) ABSTRACT. The treatment of gold minerals by cyanidation is a process in which the conjugation of many factors and variables is necessary, which allows us to determine the optimal parameters or conditions for the control of the mentioned process, in such a way that allows us to obtain a DORE of good purity. The application of pre-treatment to gold minerals, has been an experimental study and application, through experimental tests will allow to study the effects of parameters such as granulometry, pH and sodium cyanide concentration, prior to a extraction process. If we properly maintain a good balance in the amount of sodium cyanide 3.33% and a granulometry of 96% -200 meshes as well as a stable pH of 11.5, the recovery remains around 95%.. Keywords: Granulometry, cyanidation, ph, recovery, treatment..
(10) MIEMBROS DEL JURADO. Dr. Vicente Vilca Amesquita. ________________________. Dr. Edgar Veliz Llaqui. ________________________. Dr. Pedro Mamani Calcina. ________________________.
(11) CAPITULO I. GENERALIDADES. 1.1.- UBICACIÓN La planta de Beneficio de Minera Veta Dorada S.A.C. está a 200 m.s.n.m. y su ubicación política es la siguiente: Paraje Distrito. : Pampa Salinas : Chala. Provincia : Caravelí Departamento : Arequipa Fig. Nº1.1: Mapa geográfico de ubicación de la planta de Beneficio de Minera Veta. Dorada S.A.C.. Fuente: Información de la empresa Minera Veta Dorada S.A.C.. 1.2.- ACCESIBILIDAD Al proyecto se accede por una trocha carrozable existente de 5 km. Hasta el distrito de Chala. El centro poblado de Chala se encuentra a una distancia de 400 km. a la ciudad de Arequipa por la ruta de la carretera Panamericana (Km 620 de la Panamericana Sur). El acceso al área del proyecto desde la ciudad de Arequipa por vía terrestre se resume en la siguiente tabla:. 1.
(12) Tabla Nº1.1: Accesibilidad a la planta de Beneficio Veta Dorada SAC. De Arequipa. Fuente: Información de la empresa Minera Veta Dorada S.A.C.. El acceso a la planta desde la ciudad de Lima por vía terrestre se resume en la siguiente tabla: Tabla 1.2: Accesibilidad a la planta de Beneficio Veta Dorada SAC. De Lima. Fuente: Información de la empresa Minera Veta Dorada S.A.C.. 1.3.- CLIMA Se ha podido apreciar que el clima se caracteriza por ser desértico cálido (23.8 ˚C aproximadamente) hasta el tipo semi-cálido (16.2 ˚C) con deficiencia de lluvias en todas las estaciones del año y con humedad relativa, calificada como húmeda de 85.18%. Las velocidades de los vientos varía entre 0.2–1.5 y 1.6-3.3 m/s con dirección sur este.. 1.4.- TOPOGRAFIA El relieve del área de trabajo ha sido originado por acumulaciones irregulares de arena eólica. Los principales procesos que afectan la zona están determinados por corrientes eólicas, con vientos que cambian de dirección en determinadas épocas del año, principalmente en el mes de Agosto.. 1.5.- HIDROGRAFIA Hidrográficamente la zona de estudio pertenece a la vertiente del Pacifico, específicamente el área de estudio comprende la micro cuenca de primer orden de la quebrada Totoral, que. 2.
(13) forman parte de la micro cuenca de segundo orden de las quebradas Carrizal y Checo y que a su vez se encuentran dentro de la cuenca del rio Chala (Cuenca Seca). 1.6.- CONCESION MINERA La propiedad se encuentra fuera del área de expansión urbana, dentro de los límites del distrito de Chala, colindando con terrenos eriazos pertenecientes al estado; la concesión de beneficio tiene un área de 100 Ha y 4576.96 metros lineales de perímetro. El área limitada de la siguiente manera:. Norte : Con terrenos eriazos de Pampa Checo. Sur. : Con terrenos eriazos de Pampa Salinas.. Este. : Con parte de terrenos eriazos de Pampa Salinas. y carretera de. acceso a las zonas de relave de Mollehuaca. Oeste : Con la quebrada Totoral.. 1.7.- RESERVAS DE MINERAL La planta Beneficio Veta Dorada SAC. Cuenta hasta la fecha con diversos proveedores (minero artesanal formal) las cuales tienen sus concesiones mineras que abastecen de materia prima para la ejecución de sus operaciones de beneficio de minerales auríferos. Cuadro Nº1.1.: Concesiones mineras del cual proceden los minerales.. Concesión. Ubicación. Mina Eugenia. Caravelí. Tulín. Nazca. Lomo Camello. Chaparra. La Joya. Arequipa. Abancay. Abancay. Agripina. Huanca. El Dorado. Huanca. Trujillo. Trujillo. Chimbote. Chimbote. Pataz. Pataz. Quicacha. Quicacha. Cerro Corral Grande. Caravelí. Fuente: Información de la empresa Minera Veta Dorada S.A.C.. 3.
(14) La planta Beneficio Veta Dorada SAC. Se beneficia de minerales de Oro y Plata, el oro normalmente se encuentra en estado libre o asociado con la plata formando electrum (Au y Ag en diversas proporciones), asociados con cuarzo y óxidos de Hierro (hematitas y limonitas), en las zonas de oxidación, así como piritas, pirrotitas y arsenopiritas principalmente en la zona de sulfuros. La composición mineralógica promedio de los minerales a tratar es la siguiente:. Cuadro Nº1.2.: Composición mineralógica de los Yacimientos Auríferos.. Especie Mineralógica. Fórmula. Cuarzo. SiO2. Hematita Limonita Jarosita Goethita Pirita Arsenopirita Pirrotita Chalcopirita. Fe2O3 Fe2O3 n(H2O) KFe3(SO4)2(OH)6 FeO(OH) FeS2 FeAsS Fe1-xS CuFeS2. Fuente: Información de la empresa Minera Veta Dorada S.A.C.. Los minerales de las zonas tienen en promedio las siguientes leyes:. Cuadro Nº1.3.: Promedio de leyes de minerales Auríferos. Ley de Au. Ley de Au. Ley de Ag. Mineral. (oz/TC). (gr./TM). (gr./TM). Oxido. 0.46. 15.77. 54.85. Sulfuro. 1.45. 49.71. 66.16. Fuente: Información de la empresa Minera Veta Dorada S.A.C.. 4.
(15) CAPITULO II. DESCRIPCION DEL PROCESO ACTUAL DE LA PLANTA 2.1.- DESCRIPCIÓN DE LA PLANTA ACTUAL En la planta metalúrgica se realiza los procesos de chancado, muestreo, moliendaclasificación, cianuración y la recuperación por carbón en pulpa (CIP), y la adecuada disposición de relaves y residuos. La Planta metalúrgica procesa 300 TM/día de minerales auríferos oxidados con escasa presencia de sulfuros y una ley promedio en el orden de 33 g/TM adquiridos de sus propias concesiones y de los distintos productores de la zona, y es recuperado a través del carbón activado mediante el proceso CIP, donde la desorción, de este carbón cargado con el metal valioso que es el oro principalmente, se hará en inmediaciones de la planta de procesos, para luego seguir con los otros procesos que son la electrodeposición y fundición hasta obtener el producto final que es el metal Dore.. Cuadro Nº 1.4.: Esquema de actividades en Planta de Beneficio Metalex. Recepción de Mineral Pesado Proceso de Chancado Mineral Descarga y Almacenamiento. Toma de Muestra. Laboratorio Análisis Químico Alimentación a Planta. 5.
(16) 2.2.- RECEPCION DE MINERAL. El pesado y Almacenamiento es el control y recepción de minerales auríferos que se encarga de cualificar, cuantificar, y almacenar el mineral para el cual se dispone una balanza electrónica de 60.0 TM, Mettler Toledo de capacidad, ubicada en la zona de entrada de la Planta de Beneficio. Los minerales con una granulometría mayor a ¾” pasa a la sección de chancado para su fragmentación y posterior almacenamiento y muestreo, y el mineral de granulometría menor a ¾” es descargado directo en cancha de almacenamiento para su respectivo muestreo. 2.3.- REDUCCIÓN DE TAMAÑO. La planta de Minera Veta Dorada S.A.C. maneja dos circuitos de chancado que trabajan en paralelo para la recepción y almacenamiento del mineral y un circuito de chancado terciario para la alimentación a la sección de molienda, los dos primeros cuentan con una Chancadora de Quijada para el chancado primario y una Chancadora Cónica para el chancado secundario, y el tercer circuito cuenta con una chancadora cónica. Estos minerales son descargados sobre las tolvas de gruesos con capacidad de acuerdo al circuito de chancado, para ser reducidos de tamaño menor a m-½” aproximadamente. Estos circuitos cuentan con alimentadores, fajas transportadoras (que transportan el mineral) y cedazos vibratorios (que tamizan el mineral) electroimán (que atrapa los fierros del mineral). Esta etapa del proceso se realiza de manera independiente para cada lote de mineral y está adaptado a las características de acopio del mineral que proviene de diferentes lugares. El control de polución se realiza mediante un regado. 2.3.1.- ETAPAS DE CHANCADO 2.3.1.1.- Circuito de Chancado I Se tiene dos circuitos de chancado: El primer circuito tiene 2 tolvas de gruesos de 40 ton de capacidad cada uno, con una parrilla de 7” de abertura, se descarga de la tolva con un alimentador vibratorio a una faja 20” x 20 m, luego se alimenta a un grizly vibratorio de 2.5’x6’, los gruesos alimentan a una chancadora de quijadas COMESA de 10”x21”, el producto de esta chancadora primaria y los finos del grizly es transportado por una faja 20” x 31 m el cual alimenta a una zaranda vibratoria de 4’x10’, con malla de ¾” de abertura en esta etapa se utiliza un separador magnético sobre banda de 12” x 18”, el Oversize de esta zaranda pasan a un chancado secundario conformado por una Chancadora Cónica Symons. 6.
(17) de 2’, el producto de esta chancadora y el Undersize que son los finos de la zaranda descarga en la faja transportadora 20” x 31 m, este es el producto final del circuito que se enviado a la cancha de acopio para su respectivo muestreo.. 2.3.1.2.- Circuito de Chancado II El segundo circuito tiene 4 tolvas de 15 ton de capacidad, cada tolva se descarga con un alimentador vibratorio a una faja 20” x 31 m, este alimenta al grizly vibratorio de 2.5’x6’, , los gruesos alimentan a una chancadora de quijadas COMESA de 10”x21”, el producto de esta chancadora primaria y los finos del grizly es transportado por una faja 20” x 31 m el cual alimenta a una zaranda vibratoria de 4’x10’, con malla de ¾” de abertura en esta etapa se utiliza un separador magnético sobre banda de 12” x 18”, el Oversize de esta zaranda pasan a un chancado secundario conformado por una Chancadora Cónica Symons de 2’, el producto de esta chancadora y el Undersize que son los finos de la zaranda descarga en la faja transportadora 20” x 31 m, este es el producto final del circuito que se enviado a la cancha de acopio para su respectivo muestreo.. 2.3.1.3.- Circuito de Chancado III Este circuito cuenta con 1 tolva de paso de 5 toneladas métricas de capacidad, las cuales descargan a una faja transportadora de 20” x 57 m descargando a una zaranda vibratoria de 4’x12’ con 3/8’’ de abertura que mediante una faja de 20”x13m y un separador magnético de banda de 12”x18”,el oversize pasa a una chancadora Symons de 3’ y el Undersize que es el fino será el producto final que pasa por la faja 20” x 99 m hacia la tolva de finos, el producto del chancado secundario descarga en una faja de 20”x25m que a su vez se une con la faja 20” x 57 m, completándose así el circuito cerrado. Fig. Nº1.2: Circuito de chancado Nº01 y Nº02 de la planta de Beneficio de Minera Veta Dorada SAC.. Fuente: Información de la empresa Minera Veta Dorada S.A.C.. 7.
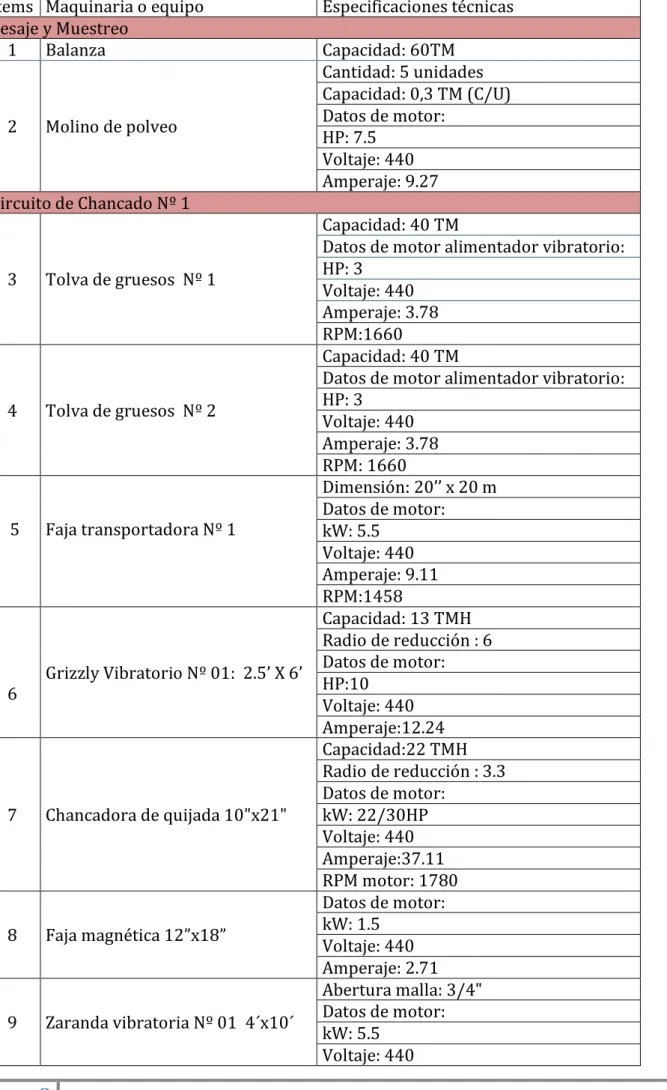
(18) Cuadro Nº 1.5.: Relación de Equipos de Chancado. Ítems Maquinaria o equipo Pesaje y Muestreo 1 Balanza. 2. Molino de polveo. Especificaciones técnicas Capacidad: 60TM Cantidad: 5 unidades Capacidad: 0,3 TM (C/U) Datos de motor: HP: 7.5 Voltaje: 440 Amperaje: 9.27. Circuito de Chancado Nº 1. 3. Tolva de gruesos Nº 1. 4. Tolva de gruesos Nº 2. 5. Faja transportadora Nº 1. Grizzly Vibratorio Nº 01: 2.5’ X 6’ 6. 7. Chancadora de quijada 10"x21". 8. Faja magnética 12”x18”. 9. Zaranda vibratoria Nº 01 4´x10´. 8. Capacidad: 40 TM Datos de motor alimentador vibratorio: HP: 3 Voltaje: 440 Amperaje: 3.78 RPM:1660 Capacidad: 40 TM Datos de motor alimentador vibratorio: HP: 3 Voltaje: 440 Amperaje: 3.78 RPM: 1660 Dimensión: 20’’ x 20 m Datos de motor: kW: 5.5 Voltaje: 440 Amperaje: 9.11 RPM:1458 Capacidad: 13 TMH Radio de reducción : 6 Datos de motor: HP:10 Voltaje: 440 Amperaje:12.24 Capacidad:22 TMH Radio de reducción : 3.3 Datos de motor: kW: 22/30HP Voltaje: 440 Amperaje:37.11 RPM motor: 1780 Datos de motor: kW: 1.5 Voltaje: 440 Amperaje: 2.71 Abertura malla: 3/4" Datos de motor: kW: 5.5 Voltaje: 440.
(19) 10. Chancadora cónica 2´ SYMONS. 11. Faja transportadora Nº 2. 12. Faja transportadora Nº 3. Amperaje: 9.03 RPM:867 Capacidad: 20 TMH Radio de reducción : 3 Datos de motor: kW: 30 Voltaje: 440 Amperaje: 50.22 RPM:1176 Dimensión: 20’’ x31 m Datos de motor: kW: 5.5 Voltaje: 440 Amperaje: 9.11 RPM:1458 Dimensión: 20’’ x 31 m Datos de motor: kW: 5.5 Voltaje: 440 Amperaje: 9.11 RPM:1458. Circuito de Chancado Nº 2. 15. Tolva de gruesos Nº 1,2,3 y 4. 16. Faja transportadora Nº 4. 17. Faja transportadora Nº 5. 18. Faja transportadora Nº 6. 19. Grizzly Vibratorio Nº 02: 2.5’ X 6’. 9. Cantidad: 4 unidades Capacidad: 15 TM (C/U) Datos de motor alimentador vibratorio: HP: 3 Voltaje: 440 Amperaje: 3.78 RPM:1660 Dimensión: 20’’ x 31 m Datos de motor: kW: 11 Voltaje: 440 Amperaje: 18.22 RPM:1750 Dimensión: 20’’ x 31 m Datos de motor: kW: 5.5 Voltaje: 440 Amperaje: 9.11 RPM:1458 Dimensión: 20’’ x 31 m Datos de motor: kW: 5.5 Voltaje: 440 Amperaje: 9.11 RPM:1458 Capacidad: 13 TMH Radio de reducción : 6.
(20) Datos de motor: HP:10 Voltaje: 440 Amperaje:12.35 Capacidad: 22 TMH Radio de reducción : 3.3 Datos de motor: 20 Chancadora de quijada 10"x21" kW: 22/30HP Voltaje: 440 Amperaje:37.11 RPM motor: 1780 Datos de motor: kW: 1.5 21 Faja magnética 12”x18” Voltaje: 440 Amperaje: 2.71 Abertura malla: 3/4" Datos de motor: kW: 5.5 22 Zaranda vibratoria 4´x10´ Voltaje: 440 Amperaje: 9.03 RPM:867 Capacidad: 20 TMH Radio de reducción : 3 Datos de motor: 23 Chancadora cónica 2´ SYMONS kW: 30 Voltaje: 440 Amperaje: 50.22 RPM:1176 Circuito de Chancado Nº 3 (Chancado terciario) 24. Tolvín. 25. Faja transportadora Nº 7. 26. Faja transportadora Nº 8. 27. Faja transportadora Nº 9. 10. Capacidad: 5 TM Dimensión: 20’’ x 57 m Datos de motor: kW: 11 Voltaje: 440 Amperaje: 18.62 RPM:1450 Dimensión: 20’’ x 13 m Datos de motor: kW: 11 Voltaje: 440 Amperaje: 18.22 RPM:1450 Dimensión: 20’’ x 25 m Datos de motor: kW: 11 Voltaje: 440 Amperaje: 18.62.
(21) 28. Faja transportadora Nº 10. 29. Faja transportadora Nº 11. 30. Faja magnética 12”x18”. 31. Zaranda vibratoria 4´x 12´. 32. Chancadora cónica SYMONS 3´. 33. Tolva de Finos. RPM:1450 Dimensión: 20’’ x 99 m Datos de motor: kW: 5.5 Voltaje: 440 Amperaje: 9.11 RPM:1450 Dimensión: 20’’x 25 m Datos de motor: kW: 5.5 Voltaje: 440 Amperaje: 9.09 RPM:1750 Datos de motor: kW: 1.5 Voltaje: 440 Amperaje: 2.36 Abertura malla: 3/8" Datos de motor: kW: 5.5 Voltaje: 440 Amperaje: 11.6 Capacidad:35 TMH Radio de reducción : 3 Datos de motor: kW: 75 Voltaje: 440 Amperaje: 118.03 RPM:1184 Capacidad: 150 TM. 2.3.2.- CALCULOS METALURGICOS CIRCUITO DE CHANCADO I Y II 2.3.2.1.- CAPACIDADES DE TOLVAS. 11.
(22) Fuente: Información de la empresa Minera Veta Dorada S.A.C.. 2.3.2.2.-CAPACIDAD DE CHANCADORAS 2.3.2.2.1.- CHANCADORA DE QUIJADA 10”x 21” COMESA FORMULAS: Relaciones empíricas que permiten calcular su capacidad aproximada teórica.. 12.
(23) ANALISIS. GRANULOMETRICO. DE. CHANCADORA. DE. 10”x 21” PRACTICO Y SEGÚN GATE GAUDIN SCHUMANN GATES - GAUDIN SCHUMANN :G-G-S. x y 100 k. m. log y m log x log( 100 / k m ) y ' mx ' b y ' log y. x ' log x b log( 100 / k m ). Donde :. x= Tamaño de Partícula, micrones K= Tamaño máximo de la partícula (teórico), micrones m= Módulo de Distribución y= %acumulado pasante, calculado. 13. QUIJADA.
(24) Cuadro Nº 1.6.: Análisis granulométrico del alimento y descarga; practico y según G-G-S de la chancadora primaria 10”x21” y razón de reducción.. X Peso Mallas Abertura ( m) 3" 76000 2" 50800 1 1/2" 38100 1" 25400 3/4" 19050 1/2" 12700 1/4" 6350 1/8" 3175 -1/8" Total. PERFIL GRANULOMETRICO PRACTICO PERFIL GRANULOMETRICO CALCULADO SEGÚN GATES GAUDIN SCHUHMANN ALIMENTACION ALIMENTACION Peso DESCARGA DESCARGA % Parcial % Acum. %Pass. (Kg) % Parcial % Acum. %Pass. Log (X) Log (%Pass) F(X)=100(X/K)m Log (X) Log (%Pass) F(X)=100(X/K)m 3.70 18.64 18.64 81.36 0.00 0.00 0.00 100.00 4.88 1.91 81.03 10.12 50.98 69.62 30.38 0.00 0.00 0.00 100.00 4.71 1.48 30.25 6.03 30.38 100.00 0.00 0.40 1.59 1.59 98.41 4.58 14.97 4.58 1.99 109.25 100.00 0.00 0.86 3.42 5.00 95.00 4.40 5.55 4.40 1.98 81.37 100.00 0.00 7.59 30.14 35.15 64.85 4.28 2.75 4.28 1.81 66.02 100.00 0.00 4.09 16.24 51.39 48.61 4.10 1.02 4.10 1.69 49.17 100.00 0.00 4.33 17.20 68.59 31.41 3.80 0.19 3.80 1.50 29.72 100.00 0.00 3.56 14.14 82.72 17.28 3.50 0.03 3.50 1.24 17.96 100.00 0.00 4.35 17.28 100.00 0.00 0.00 0.00 19.85 100.00 25.18 100.00 m= 2.446 m= 0.72656824 F80= 75328 micras(2"-3") P80= 22241 micras(3/4"-1") b= -10.0279 b= -1.2872275 k= 82826.84 k= 33734.2 (Kg). R80=. 3.39. log(100 / k m ). F80= Y=. -10.0298 75605.14 micras o (2"-3") 80.00. log(100 / k m ) -1.2899522. P80= Y=. 24813.62 micras o (3/4"-1") 80.00. R80=. 3.0. Fuente: Elaboración propia. Gráfico Nº 1.1.: Curva de distribución granulométrica práctica y según G-G-S de la chancadora 10”x21”.. Fuente: Elaboración propia. 14.
(25) EFICIENCIA DE CHANCADORA 10”X21” Gráfico Nº 1.2.: Curva de Eficiencia de la chancadora 10”x21”. Mallas 3" 2" 1 1/2" 1" 3/4" 1/2" 1/4" 1/8". X Abertura ( m) trituración 76000 100 50800 100 38100 98 25400 95 19050 65 12700 49 6350 31 3175 17 Fuente: Elaboración propia. El tonelaje teórico calculado: El tonelaje practico: %Eficiencia=. 22.86 TM/hr 19.00 TM/hr 83.11. 2.3.2.2.2.- CHANCADORA CONICA DE 2’ SYMONS ANALISIS GRANULOMETRICO DE CHANCADORA CONICA DE 2’ PRACTICO Y SEGÚN GATE GAUDIN SCHUMANN Cuadro Nº 1.7.: Análisis granulométrico del alimento y descarga; practico y según G-G-S de la chancadora Cónica de 2’ y razón de reducción. X Peso Abertura ( m) 3" 76000 2" 50800 1 1/2" 38100 1" 25400 3/4" 19050 1/2" 12700 1/4" 6350 1/8" 3175 -1/8" Total. Mallas. PERFIL GRANULOMETRICO PRACTICO PERFIL GRANULOMETRICO CALCULADO SEGÚN GATES GAUDIN SCHUHMANN ALIMENTACION ALIMENTACION Peso DESCARGA DESCARGA Log (X) Log (%Pass) F(X)=100(X/K)m Log (X) Log (%Pass) F(X)=100(X/K)m % Parcial % Acum. %Pass. (Kg) % Parcial % Acum. %Pass. 0.00 0.00 0.00 100.00 0.00 0.00 0.00 4.88 2.00 241.80 0.20 0.56 0.56 99.44 0.00 0.00 0.00 4.71 2.00 83.22 4.85 13.55 14.11 85.89 0.00 0.00 0.00 100.00 4.58 1.93 38.85 4.58 2.00 106.42 15.80 44.15 58.26 41.74 0.20 0.46 0.46 99.54 4.40 1.62 13.28 4.40 2.00 86.50 14.00 39.12 97.37 2.63 0.50 1.14 1.59 98.41 4.28 0.42 6.20 4.28 1.99 74.67 0.50 1.40 98.77 1.23 8.00 18.20 19.80 80.20 4.10 0.09 2.12 4.10 1.90 60.69 0.32 0.89 99.66 0.34 11.50 26.17 45.96 54.04 3.80 -0.47 0.34 3.80 1.73 42.58 0.10 0.28 99.94 0.06 11.00 25.03 70.99 29.01 3.50 -1.25 0.05 3.50 1.46 29.88 0.02 0.06 100.00 0.00 12.75 29.01 100.00 0.00 0.00 0.00 35.79 100.00 43.95 100.00 m= 2.6477 m= 0.51122843 F80= 36406 micras(1" a 1 1/2") P80= 12629 micras(1/2" a 3/4") b= -10.5474 b= -0.2539225 k= 54448.52 k= 33734.2 (Kg). R80=. 2.88. log(100 / k m ). F80= Y=. -10.5395 50047.71 micras o (2"-3") 80.00. log(100 / k m ). -0.3148784. P80= Y=. 21254.45 micras o (3/4"-1") 78.97. R80=. Fuente: Elaboración propia. 15. 2.4.
(26) Gráfico Nº 1.3.: Curva de distribución granulométrica práctica y según G-G-S de la chancadora Cónica de 2’.. Fuente: Elaboración propia. EFICIENCIA Gráfico Nº 1.4.: Curva de Eficiencia chancadora Cónica de 2’. Mallas 3" 2" 1 1/2" 1" 3/4" 1/2" 1/4" 1/8". X Abertura ( m) trituración 76000 50800 100 38100 100 25400 99 19050 98 12700 80 6350 54 3175 29. Fuente: Elaboración propia. El tonelaje teórico calculado: El tonelaje practico: %Eficiencia=. 16. 22.68 TM/hr. 20.00 TM/hr. 88.18. de la.
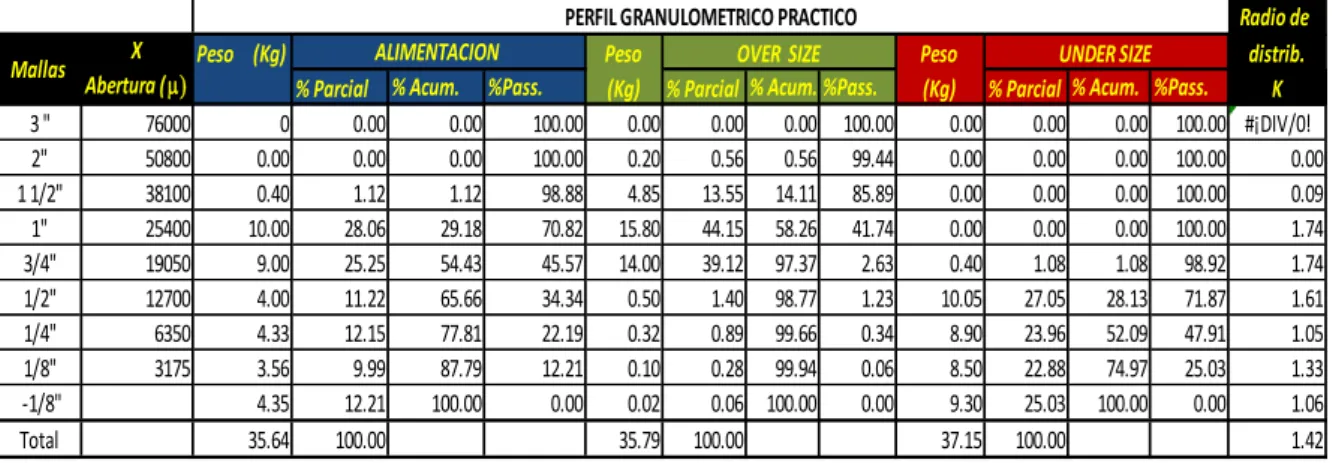
(27) 2.3.2.2.3.- ZARANDA VIBRATORIA 4’X10’ ANALISIS GRANULOMETRICO DE ZARANDA VIBRATORIA 4’X10’ PRACTICO Cuadro Nº 1.8.: Análisis granulométrico del alimento, oversize y undersize de zaranda vibratoria 4’x10’. X Peso Mallas Abertura ( m) 3" 76000 2" 50800 1 1/2" 38100 1" 25400 3/4" 19050 1/2" 12700 1/4" 6350 1/8" 3175 -1/8" Total. PERFIL GRANULOMETRICO PRACTICO Radio de ALIMENTACION Peso OVER SIZE Peso UNDER SIZE distrib. % Parcial % Acum. %Pass. (Kg) % Parcial % Acum. %Pass. (Kg) % Parcial % Acum. %Pass. K 0 0.00 0.00 100.00 0.00 0.00 0.00 100.00 0.00 0.00 0.00 100.00 #¡DIV/0! 0.00 0.00 0.00 100.00 0.20 0.56 0.56 99.44 0.00 0.00 0.00 100.00 0.00 0.40 1.12 1.12 98.88 4.85 13.55 14.11 85.89 0.00 0.00 0.00 100.00 0.09 10.00 28.06 29.18 70.82 15.80 44.15 58.26 41.74 0.00 0.00 0.00 100.00 1.74 9.00 25.25 54.43 45.57 14.00 39.12 97.37 2.63 0.40 1.08 1.08 98.92 1.74 4.00 11.22 65.66 34.34 0.50 1.40 98.77 1.23 10.05 27.05 28.13 71.87 1.61 4.33 12.15 77.81 22.19 0.32 0.89 99.66 0.34 8.90 23.96 52.09 47.91 1.05 3.56 9.99 87.79 12.21 0.10 0.28 99.94 0.06 8.50 22.88 74.97 25.03 1.33 4.35 12.21 100.00 0.00 0.02 0.06 100.00 0.00 9.30 25.03 100.00 0.00 1.06 35.64 100.00 35.79 100.00 37.15 100.00 1.42 (Kg). Fuente: Elaboración propia. Gráfico Nº 1.5.: Curva de distribución granulométrica práctica de zaranda vibratoria 4’x10’.. Fuente: Elaboración propia. EFICIENCIA. donde a o=b. % de finos en el alimento % de finos en el rechazo 97. 17.
(28) Gráfico Nº 1.6.: Balance de Materia en el circuito de Chancado I y II. LEYENDA NOMBRE TM/h %Humedad SpGr. m3/h agua. ALIMENTO 4 2.7. 21.00 0.84. ALIMENTO A GRIZZLY 10 2.7. 21.00 2.10. OVER SIZE GRIZZLY 10 2.7. UNDER SIZE GRIZZLY 10 2.7. 19.00 0.72. 2.00 0.20 ALIMENTO A ZARANDA 4'X10' 21.00 10 2.7 2.10. UNDER SIZE ZARANDA 4'X10' 8.30 10 2.7 0.83. ALIMENTO A PLANTA 10 2.7 OVER SIZE ZARANDA 4'X10' 12.70 10 2.7 1.27. Fuente: Elaboración propia. 2.3.3.- CALCULOS METALURGICOS CIRCUITO DE CHANCADO III 2.3.3.1. CAPACIDADES DE TOLVAS volumen (m^3). TOLVIN. D aparente (T/m^3) Capaidad ™ 2.8. 1.70. L=2 m. V A=2 m. h=1.6 m. l=0.5 m. V. a=0,55 m. V. 18. 4.76. 21.00 2.10.
(29) 2.3.3.2. CHANCADORA CONICA SYMONS DE 3’ Análisis granulométrico practico Cuadro Nº 1.9.: Análisis granulométrico del alimento y descarga de chancadora cónica SYMONS de 3’. Mallas 3" 2" 1 1/2" 1" 3/4" 1/2" 1/4" 1/8" -1/8" Total. X Peso Abertura ( m) 76000 50800 38100 25400 19050 12700 6350 3175. PERFIL GRANULOMETRICO PRACTICO ALIMENTACION (Kg) Peso DESCARGA % Parcial % Acum. %Pass. (Kg) % Parcial % Acum. %Pass. 0.00 0.00 0.00 100.00 0.00 0.00 0.00 100.00 0.00 0.00 0.00 100.00 0.00 0.00 0.00 100.00 0.00 0.00 0.00 100.00 0.00 0.00 0.00 100.00 0.00 0.00 0.00 100.00 0.00 0.00 0.00 100.00 0.48 9.86 9.86 90.14 0.30 3.11 3.11 96.89 1.07 21.97 31.83 68.17 0.70 7.25 10.36 89.64 3.00 61.60 93.43 6.57 5.67 58.76 69.12 30.88 0.10 2.05 95.48 4.52 2.08 21.55 90.67 9.33 0.22 4.52 100.00 0.00 0.90 9.33 100.00 0.00 4.87 100.00 9.65 100.00 F80=. 16118 micras(1/2" a 3/4"). P80=. 11658 micras(1/4" a 1/2"). R80=. 1.38. Fuente: Elaboración propia. Gráfico 1.7.: Curva de distribución granulométrica práctica de chancadora cónica de. % Distribución Acumulada passing. 3’.. 120. CURVA DE DISTRIBUCIÓN GRANULOMÉTRICA CHANCADORA CONICA DE 3'. 100 80. P8. 40 20 0 1000. 10000 Tamaño de partícula: Micrones. Fuente: Elaboración propia. 19. Alime nto. 60. 100000.
(30) Eficiencia. Gráfico Nº 1.8.: Curva de Eficiencia de la chancadora Cónica de 3’.. Mallas 3" 2" 1 1/2" 1" 3/4" 1/2" 1/4" 1/8". X Abertura ( m) 76000 50800 38100 25400 19050 12700 6350 3175. trituración. 68 67 26 5. Fuente: Elaboración propia. El tonelaje téorico calculdado: El tonelaje practico: %Eficiencia=. 20. 38.00 TM/hr 32.00 TM/hr 84.21.
(31) 2.3.3.3. ZARANDA VIBRATORIA 4`X12´ Análisis granulométrico práctico Cuadro Nº 1.10.: Análisis granulométrico del alimento, oversize y undersize de zaranda vibratoria 4’x12’. Mallas 3" 2" 1 1/2" 1" 3/4" 1/2" 1/4" 1/8" -1/8" Total. PERFIL GRANULOMETRICO PRACTICO X ALIMENTACION Peso (Kg) Peso OVER SIZE Abertura ( m) % Parcial % Acum. %Pass. (Kg) % Parcial % Acum. %Pass. 76000 0.00 0.00 0.00 100.00 0.00 0.00 0.00 100.00 50800 0.00 0.00 0.00 100.00 0.00 0.00 0.00 100.00 38100 0.00 0.00 0.00 100.00 0.00 0.00 0.00 100.00 25400 0.00 0.00 0.00 100.00 0.00 0.00 0.00 100.00 19050 0.14 1.17 1.17 98.83 0.48 9.86 9.86 90.14 12700 1.40 11.69 12.85 87.15 1.07 21.97 31.83 68.17 6350 3.84 32.05 44.91 55.09 3.00 61.60 93.43 6.57 3175 5.40 45.08 89.98 10.02 0.10 2.05 95.48 4.52 1.20 10.02 100.00 0.00 0.22 4.52 100.00 0.00 11.98 100.00 4.87 100.00 F80=. 11284 micras(1/4"- 1/2"). P80=. 16118 micras(1/2"-3/4"). Peso UNDER SIZE (Kg) % Parcial % Acum. %Pass. 0.00 0.00 0.00 100.00 0.00 0.00 0.00 100.00 0.00 0.00 0.00 100.00 0.00 0.00 0.00 100.00 0.00 0.00 0.00 100.00 0.37 1.60 1.60 98.40 6.39 28.08 29.69 70.31 7.50 32.96 62.65 37.35 8.50 37.35 100.00 0.00 22.76 100.00 P80=. 8540 micras(1/4"-1/2"). Fuente: Elaboración propia. Gráfico Nº 1.9.: Curva de distribución granulométrica práctica de zaranda vibratoria 4’x12’.. Fuente: Elaboración propia. Eficiencia. donde a o=b. % de finos en el alimento % de finos en el rechazo. % Eficiencia. 21. 68.
(32) Factor de faja que alimenta al molino 7’x8’. TIEMPO DE GIRAR: LONGITUD DE FAJA: VELOCIDAD FAJA: CORTE DE FAJA: FACTOR DE FAJA: % HUMEDAD TM. HUMEDAS HORA TM. HUMEDAS DIA TM.SECAS HORA TM. SECAS DIA. 3´ 31"72 25 0.118 9.7 1.394 7 13.522 324.523 12.575 301.807. m m/s Kg/ft % TMH/Hr TMH/dia TMS/Hr TMS/dia. CÁLCULO DE FACTOR DE FAJA:. 0.118 m. 1ff. seg. 3600 seg. 0.3048 m. 1 hra. 1 ton. X kg. 1000 kg. 1ff. Factor de faja= . 1.394. Balance de Materia. Gráfico Nº 1.10.: Circuito de chancado terciario MVD. CIRCUITO DE CHANCADO TERCIARIO MVD LEYENDA TMSH TMSD. Tolva de paso 5 TM <3/4". ALIMENTO A LA ZARANDA 4'X12' 64.58 344.21 Faja Nº 7 Zaranda 4'x12' 3/8''. PRODUCTO DEL CIRCUITO 56.62 301.78. Faja Nº 10. ALIMENTO AL CIRCUITO 56.62 301.8. Chancadora Cónica SYMONS 3'. Faja Nº 9. Faja Nº 8. Tolva de Finos Cap.150 TM <3/8''. ALIMENTO A CH. CONICA DE 3' 7.96 42.43. MOLIENDA. CIRCUITO CERRADO TERCIARIO Datos de Operacion Faja Nº 11. Ratio de Encendido de Circuito: 13.33 min/hr Horas de trabajo del circuito: 5.33 hr/dia Tonelaje tratado por dia : 301.8 TMS/dia. Fuente: Elaboración propia. 22.
(33) 2.4.. DESCRIPCIÓN DEL CIRCUITO DE MOLIENDA Y CLASIFICACION Para esta etapa contamos con 2 molinos de bolas, molino primario de 7’x 8’, y molino secundario de 7’x 8’. Molienda Primaria.- Realizado por el Molino 7’x8’, donde se alimenta el mineral juntamente con solución de cianuro y soda caústica, y la descarga de este molino ingresa al cajón de una bomba 4”x3” que alimenta al hidrociclón D-10. Molienda Secundaria.- El Under flow (gruesos) del hidrociclón alimenta al molino 7’x8’, y la descarga de este molino ingresa al mismo cajón, cerrando el circuito. El over flow alimenta a los tanques de lixiviación con una densidad de pulpa de 1260 g/l y 90% malla -200.. Gráfico Nº 1.11.: Circuito de chancado terciario MVD.. CIRCUITO MOLIENDA MVD OVER FLOW. MINERAL FRESCO UNDER FLOW. 7'X8' MOL. PRIMARIA. 7'X8' MOL. SECUNDARI. DESCARGA DE MOLINO PRIMARIO. DESCARGA DE MOLINO SECUNDARIO. Fuente: Elaboración propia. 23.
(34) 2.4.1. MOLIENDA PRIMARIA. 2.4.1.1.. INFORMACION TECNICA DEL MOLINO. DIMENSIONES DEL MOLINO. D L. COMESA. Diámetro del Molino ( feet ) Longitud del Molino ( feet ). 7 feet 8 feet. Datos de Placa del Motor: RPM Frecuencia Voltaje 440/220 A = Intensidad práctica (Amp) 145/160 Potencia del Motor (teórica-placa) Nominal- Instalada Potencia efectiva ( calculado por medición ) Real √3 = Factor de corrección en estrella del motor trifasico Cos Ø = Factor de Potencia Factor de conversión de Watts a Kw. Factor de conversión ( HP = 0.746 KW ) 1 Kw-Hr = 1 TM =. 1750 60 440 volt 145 Amp 150 HP 141 HP 1.7321 0.83 1000 0.746 1.341 HP 1.1023 TC. tmh tch tmsd P.e.. Toneladas metricas por hora Toneladas cortas por hora Toneladas metricas secas por día Peso específico del mineral ( G.e. ). 12.58 TMSH 13.86 TCSH 301.8 TMSD 2.7 gr/cc. F80 P80. 80 % pasante de Alimento ( micrones ) 80 % pasante de Producto ( micrones ). 10778.86 micras ( u ) 393.75 micras ( u ). Hz V I P P f fp. 2.4.1.2.. P = ( V. x A x (√3) x cosØ ) / 1000. W = consumo de energia (Kw-hr / TC ).. W=P/T. Calculo de Energía Realmente Suministrada: Potencia operacional. P=. 91.72 Kw. HP suministrado. P=. 122.95 HP. Potencia Operacional. Potencia Real 141 HP 105 KW. 122.95 HP 91.72 KW. Potencia Intalada 150 HP 112 KW. CALCULO DE CONSUMO DE ENERGIA E = W=P/TCSH. W= W=. 24. Rr = 27.37. CALCULO DE ENERGIA (POTENCIA) SUMINISTRADA. P = Energía realmente suministrada ( Kw ). 2.4.1.3.. 105.186 KW. 6.617 (Kw-hr / TC ) 7.29 (Kw-hr / TM () Dato para el Wi ).
(35) 2.4.1.4.. CALCULO DE TONELAJE MÁXIMO QUE PUEDE TRATAR EL MOLINO. T. Máx = 0.746 x HP instalado / W. T. Máx =. 16.91 TCSH. Tmáx. = P. inst.(Kw) / W (Kw-Hr/TC). T. Máx =. 15.34 TMSH 368.21 TMSD. 2.4.1.5.. CALCULO DEL WORK INDEX (MOLTURACIÓN EN SECO). Wi = (W) / ((10/√P80)-(10/√F80)) W = wi * [(10/(raiz P80)) - (10/(raiz F80))]. 2.4.1.6.. Wi =. 16.23 (Kw-hr / TC) 17.89 (Kw-hr / TM)(calculado). CALCULO DE LA EFICIENCIA Calculo en función a tonelajes: E = ((Ton. Practico)/(ton máx.))*100. E=. 81.97. lo que quiere decir que el Molino está trabajando a un. %. 81.97 % de su capacidad. Capacidad adicional que puede soportar el Molino =. 3.05. (TCSH). Pero por seguridad, se recomienda considerar un 80% de eficiencia de su capacidad total. Calculo en función de potencia: Se necesita conocer la Potencia Suministrada: HP suminist. E´= ( HP sum / HP teorico )*100. E´ =. 81.97. %. E´= ( Kw sum / Kw teorico )*100. E´ =. 82.00. %. El Molino, de acuerdo al Consumo de Energía, está Operando con un : por debajo de su Capacidad Máxima.. 2.4.1.7.. %. EFICIENCIA O RENDIMIENTO DEL MOTOR Eficiencia = ( HP / HP Donde: HP : Eficiencia:. 25. 18.03. Máx ). * 100 Potencia en HP instalado a motor de placa 94.00%. 2.77. TMSH.
(36) 2.4.1.8.. VELOCIDAD CRÍTICA DEL MOLINO ( Vc ) Vc1 = 76.63 / √D Vc2= 42.29 / √D. D=ft D=m MOLINO 7´ x 8´ Diametro del Mol. (feet) Longitud del Mol. (feet) Diametro del Mol. (m) Vc1 = Vc2 = Vc =. Porcentaje de la VC =75% recomendado. 2.4.1.9.. 7 ft 8 ft 2.13 m 28.96 rpm 28.95 rpm 28.35 rpm. VELOCIDAD DE OPERACIÓN ( Vo ) Vo Minima = 70% Vc Vo Minima. 20.27 rpm. Vo Máxima. 23.17 rpm. (Rango de trabajo en Planta). Vo Máxima = 80% Vc. V o (75% recomend) =. 21.26 rpm. 2.4.1.10. VELOCIDAD PERIFERICA Vp = Vc * PI() * DM Vp =. 636.94 pie/min. 70% Vp min = 85% Vp max =. 445.86 pie/min 541.40 pie/min. 2.4.1.11. CALCULO DE CARGA INICIAL DE BOLAS (F. C. Bond). W = 80 * D ^2 x L. W = 31360.00 Lbs. W = 14224.90 Kg. 26. 14.225. ton.
(37) 2.4.1.12. CALCULO DEL TAMAÑO MÁXIMO DE BOLAS. Donde: B:Diámetro máximo de bolas (pulg) F80: Pasante por el 80% de la alimentacion (µ) Pe: Peso específico del mineral Vc: Porcentaje de la velocidad crítica: 75 D: Diámetro al interior de revestimiento (m) K = Rebose humedo, circuito abierto o cerrado K = 350. B=. 3.355 pulg. 4''. 2.4.1.13. DISTRIBUCIÓN DE BOLAS POR TAMAÑO SEGÚN TAGGART De acuerdo al criterio de taggart: se recomienda la siguiente proporcion: 10,20,30 y 40%, correspondiendo al mayor porcentaje al máximo tamaño de bolas y el minimo al tamaño menor de bolas. Si disponemos de bolas de 4", 3", y 2", la distribucion de bolas será:. Diametro pulg 4 3 2. % distrib 50 30 20 100. Peso Total Peso c/bola Kg Kg 7112.45 4.55 4267.47 2.10 2844.98 0.62 14224.90. Nº bolas 1563 2032 4589. 2.4.1.14. OTRO METODO CALCULO DE BOLAS Y = 100 (d/B)^(3.2). Donde: Y: Porcentaje acumulado de distribución B: Tamaño máximo de bolas (pulg) d: Tamaño de la bola a distribuirse (pug). % peso. % distrib. "Y". Diametro (d) pulg.. 100.00 39.83 10.88. 4 3 2. Peso Kg. 60.17 28.95 10.88. 8559.31. 100.00. 14224.90. Peso c/bola Kg. Nº bolas. 4.55 2.10. 1881. 4117.65 1547.94. 0.62. 2497. 1961. PESO DE BOLAS DE ACERO EN REPOSICION. 27. Diam. bola. 1". 1 1/2". 2". 2 1/2". 3". 3 1/2". 4". 4". PESO:Kg PESO : Lbs. 0.075. 0.25. 0.62. 1.35. 2.10. 3.45. 4.55. 8.90. 0.17. 0.55. 1.37. 2.98. 4.63. 7.61. 10.03. 19.62.
(38) ANALISIS GRANULOMETRICO -Alimento (GATES - GAUDIN SCHUMANN) 1) TABLA DE DISTRIBUCION GRANULOMETRICA. Cuadro Nº 1.11.: Tabla de distribución granulométrica GATES-GAUDIN SCHUMANN Abertura (µ) 12700 6350 3175 600 445 212 150 106 75 53. Mallas 1/2" 1/4" 1/8" m+30 m+40 m+70 m+100 m+140 m+200 m+270 m-270 Total. Peso (g) 210.00 358.00 131.92 55.42 51.46 92.46 47.11 27.16 27.80 33.18 54.80 1089.31. % Acumulado Retenido (+) Y = Passing (-) 19.28 80.72 52.14 47.86 64.25 35.75 69.34 30.66 74.07 25.93 82.55 17.45 86.88 13.12 89.37 10.63 91.92 8.08 94.97 5.03 100.00 0.00. % Parcial 19.28 32.86 12.11 5.09 4.72 8.49 4.32 2.49 2.55 3.05 5.03 100.0. k. RESULTADOS DEL CÁLCULO m Yc 21682 0.42468 79.7 21682 0.42468 59.4 21682 0.42468 44.2 21682 0.42468 21.8 21682 0.42468 19.2 21682 0.42468 14.0 21682 0.42468 12.1 21682 0.42468 10.4 21682 0.42468 9.0 21682 0.42468 7.8 21682 0.42468. Yc - Y -1.0 11.5 8.5 -8.9 -6.7 -3.4 -1.0 -0.2 0.9 2.7. Fuente: Elaboración propia 2) TABLA DE VALORES DEL MODELO. Cuadro Nº 1.12.: Tabla de valores del modelo GATES-GAUDIN SCHUMANN x. Mallas. y. X. Abertura (µ) % Passing (-) 12700 80.72 6350 47.86. 1/2" 1/4". Y. Log (X) 4.10 3.80. 1.91 1.68. 7.83 6.39. 16.84 14.46. CONSTANTES PARA LOS CALCULOS 3.64 N =C= 10 2.82 SX = D 26.96. log (Y). X2. XY. Y2. 1/8". 3175. 35.75. 3.50. 1.55. 5.44. 12.26. 2.41. (SX) 2 =E. 726.944. m+30 m+40. 600 445. 30.66 25.93. 2.78 2.65. 1.49 1.41. 4.13 3.74. 7.72 7.01. 2.21 2.00. SX2 = F SY = G. 79.034 13.036. m+70. 212. 17.45. 2.33. 1.24. 2.89. 5.41. 1.54. (SY) 2 = H. 169.93. m+100 m+140 m+200 m+270 m-270 Total. 150 106 75 53. 13.12 10.63 8.08 5.03. 2.18 2.03 1.88 1.72. 1.12 1.03 0.91 0.70. 2.43 2.08 1.70 1.21. 4.74 4.10 3.52 2.97. 1.25 1.05 0.82 0.49. SY2 = I SXY = J. 18.241 37.839. 26.962. 13.036. 37.839. 79.034. 18.241. Fuente: Elaboración propia 3) CALCULO DE LAS VARIABLES DE LA ECUACION m= 0.424675515 b= 0.158560909 k= 21682.45486 r= 0.957105797 Modelo Matemático GATES - GAUDIN SCHUMANN (granulometría gruesa) x y 100 k . m. log y m log x log( 100 / k m ) y ' mx'b. y ' log y x' log x b log( 100 / k m ). 28.
(39) Donde : x. Tamaño de Partícula, micrones Tamaño máximo de la partícula (teórico), micrones Módulo de Distribución Porcentaje en peso Acumulativo (Passing). K m y 4) F80. F80= 10778.85898 micrones ANALISIS GRANULOMETRICO PRODUCTO (ROSIN-RAMLER:R-R) 1) TABLA DE DISTRIBUCION GRANULOMETRICA. Cuadro Nº 1.13.: Tabla de distribución granulométrica ROSIN-RAMLER Mallas 1/2" 1/4" 1/8" m+30 m+40 m+70 m+100 m+140 m+200 m+270 m+325 m+400 m-400 Total. Abertura (µ) 12700 6350 3175 600 445 212 150 106 75 53 45 38. Peso (g) 0 0 0 32.20 18.30 60.00 18.10 21.40 18.2 23.4 30.3 15.8 21.6 259. % Parcial g(x) 0.00 0.00 0.00 12.42 7.06 23.14 6.98 8.25 7.02 9.02 11.69 6.09 8.33 100.00. % Acumulado Ret. G (x) Passing F (x) 0.00 100.00 0.00 100.00 0.00 100.00 12.42 87.58 19.48 80.52 42.61 57.39 49.60 50.40 57.85 42.15 64.87 35.13 73.89 26.11 85.58 14.42 91.67 8.33 100.00 0.00. k. RESULTADOS DEL CÁLCULO m Gc. 244.458 244.458 244.458 244.458 244.458 244.458 244.458 244.458 244.458 244.458. 0.9984 8.62623E+00 0.9984 1.6226E+01 0.9984 4.2003E+01 0.9984 5.4113E+01 0.9984 6.4778E+01 0.9984 7.3536E+01 0.9984 8.0465E+01 0.9984 8.3144E+01 0.9984 8.5562E+01 0.9984 1.0000E+02. Gc - Gx. -3.79 -3.25 -0.61 4.52 6.93 8.67 6.57 -2.43 -6.11 0.00. Fuente: Elaboración propia 2) TABLA DE VALORES DEL MODELO. Cuadro Nº 1.14.: Tabla de valores del modelo ROSIN-RAMLER Mallas. x. y. X. Abertura (µ) Ret. G (x) m+30 600 12.42 m+40 445 19.48. Y. Log (X) log (ln(100/G(x)) 2.78 0.32 2.65 0.21. XY 0.887 0.566. X2 7.718 7.014. Y2 0.102 0.046. CONSTANTES PARA LOS CALCULOS N =C= 9 SX = D 18.79. m+70 m+100 m+140. 212 150 106. 42.61 49.60 57.85. 2.33 2.18 2.03. -0.07 -0.15 -0.26. -0.161 -0.335 -0.530. 5.412 4.735 4.102. 0.005 0.024 0.069. (SX) 2 =E SX2 = F SY = G. 352.935 40.699 -2.703. m+200 m+270 m+325 m+400 m-400 Total. 75 53 45 38. 64.87 73.89 85.58 91.67. 1.88 1.72 1.65 1.58. -0.36 -0.52 -0.81 -1.06. -0.682 -0.895 -1.335 -1.676. 3.516 2.973 2.733 2.496. 0.132 0.270 0.652 1.125. (SY) 2 = H SY2 = I SXY = J. 7.31 2.423 -4.160. 18.787. -2.703. -4.160. 40.699. 2.423. Fuente: Elaboración propia. 29.
(40) 3) CALCULO DE LAS VARIABLES DE LA ECUACION m= 0.99835146 b= -2.3842672 k= 244.4579985 r= 0.957874702 Modelo Matematico ROSIM RAMMLER R - R(granulometría fina). aplicando Ln a ambos términos. 4) P80. P80=. 30. 393.7473 micrones.
(41) Gráfico Nº 1.12.: Curva de distribución granulométrica alimento y descarga de molino primario 7’x8’.. Fuente: Elaboración propia. 4) RESUMEN F80= 10778.86 micrones, P80= 393.75 micrones, R80= 27.38. 31. las partículas de mineral se encuentran entre 1/4"-1/2" las partículas de mineral se encuentran entre m+70 - m+40.
(42) MOLINO SECUNDARIO 7'X8' ALIMENTO(ROSIN-RAMLER:R-R) 1) TABLA DE DISTRIBUCION GRANULOMETRICA Mallas m+30 m+40 m+70 m+100 m+140 m+200 m+270 m+325 m+400 m-400 Total. Abertura (µ) 600 445 212 150 106 75 53 45 38. Peso (g) 10.8 36.1 100.3 73.5 210.4 80.1 82.4 71.8 58.8 50.6 775. % Parcial g(x) 1.39 4.66 12.95 9.49 27.16 10.34 10.64 9.27 7.59 6.53 100.00. % Acumulado Ret. G (x) Passing F (x) 1.39 98.61 6.05 93.95 19.00 81.00 28.48 71.52 55.64 44.36 65.98 34.02 76.61 23.39 85.88 14.12 93.47 6.53 100.00 0.00. k. RESULTADOS DEL CÁLCULO m Gc 171.328 1.3488 8.88214E-01 171.328 1.3488 3.00943E+00 171.328 1.3488 1.88427E+01 171.328 1.3488 3.06994E+01 171.328 1.3488 4.34082E+01 171.328 1.3488 5.54070E+01 171.328 1.3488 6.58849E+01 171.328 1.3488 7.01680E+01 171.328 1.3488 7.41434E+01 171.328 1.3488 1.00000E+02. Gc - Gx -0.51 -3.04 -0.16 2.21 -12.23 -10.57 -10.73 -15.71 -19.33 0.00. Fuente: Elaboración propia. 2) TABLA DE VALORES DEL MODELO Mallas m+30 m+40 m+70 m+100 m+140 m+200 m+270 m+325 m+400 m-400 Total. x Abertura (µ) 600 445 212 150 106 75 53 45 38. y Ret. G (x) 1.39 6.05 19.00 28.48 55.64 65.98 76.61 85.88 93.47. X Y Log (X) log (ln(100/G(x)) 2.78 0.63 2.65 0.45 2.33 0.22 2.18 0.10 2.03 -0.23 1.88 -0.38 1.72 -0.57 1.65 -0.82 1.58 -1.17 18.787. -1.778. XY 1.752 1.186 0.513 0.215 -0.470 -0.715 -0.991 -1.352 -1.849 -1.709. X2 7.718 7.014 5.412 4.735 4.102 3.516 2.973 2.733 2.496. Y2 0.398 0.201 0.049 0.010 0.054 0.145 0.330 0.668 1.370. 40.699. 3.224. Fuente: Elaboración propia. 3) CALCULO DE LAS VARIABLES DE LA ECUACIÓN m= b= k= r=. 1.34883691 -3.0130685 171.327535 0.96933647. 4) F80. F80=. 32. 243.81 micrones. CONSTANTES PARA LOS CALCULOS N=C= 9 SX = D 18.79 (SX)2 =E 352.935 SX2 = F 40.699 SY = G -1.778 (SY)2 = H 3.16 SY2 = I 3.224 SXY = J -1.709.
(43) PRODUCTO (ROSIN-RAMLER: R-R) 1) TABLA DE DISTRIBUCIÓN GRANULOMÉTRICA Mallas m+30 m+40 m+70 m+100 m+140 m+200 m+270 m+325 m+400 m-400 Total. Abertura (µ) 600 445 212 150 106 75 53 45 38. Peso (g) 0.00 1.30 4.00 6.70 50.90 106.80 129.00 97.2 323.9 223.2 943. % Parcial % Acumulado g(x) Ret. G (x) Passing F (x) 0.00 0.00 100.00 0.14 0.14 99.86 0.42 0.56 99.44 0.71 1.27 98.73 5.40 6.67 93.33 11.33 18.00 82.00 13.68 31.68 68.32 10.31 41.98 58.02 34.35 76.33 23.67 23.67 100.00 0.00 100.00. k. RESULTADOS DEL CÁLCULO m Gc 57.096 1.1610 5.02868E-04 57.096 1.1610 1.17556E-02 57.096 1.1610 1.34229E+00 57.096 1.1610 4.73547E+00 57.096 1.1610 1.15857E+01 57.096 1.1610 2.17611E+01 57.096 1.1610 3.40378E+01 57.096 1.1610 4.00506E+01 57.096 1.1610 4.61770E+01 57.096 1.1610 1.00000E+02. Gc - Gx 0.00 -0.13 0.78 3.46 4.92 3.77 2.36 -1.93 -30.15 0.00. Fuente: Elaboración propia. 2) TABLA DE VALORES DEL MODELO. Mallas m+30 m+40 m+70 m+100 m+140 m+200 m+270 m+325 m+400 m-400 Total. x Abertura (µ) 600 445 212 150 106 75 53 45 38. y Ret. G (x) 0.00 0.14 0.56 1.27 6.67 18.00 31.68 41.98 76.33. X Y Log (X) log (ln(100/G(x)) 2.78 2.65 0.82 2.33 0.71 2.18 0.64 2.03 0.43 1.88 0.23 1.72 0.06 1.65 -0.06 1.58 -0.57 18.787. XY 0.000 2.168 1.662 1.392 0.876 0.439 0.104 -0.102 -0.898. 2.270. 5.643. X2 7.718 7.014 5.412 4.735 4.102 3.516 2.973 2.733 2.496. Y2 0.000 0.670 0.510 0.409 0.187 0.055 0.004 0.004 0.323. 40.699. 2.163. Fuente: Elaboración propia. 3) CALCULO DE LAS VARIABLES DE LA ECIACIÓN m= b= k= r=. 1.16098714 -2.0393973 57.0960759 0.58816239. 4) P80. F(x)=100-100/e^( (μ/k)^m ) P80= 86.0247 micrones. 33. CONSTANTES PARA LOS CALCULOS N=C= 9 SX = D 18.79 (SX)2 =E 352.935 SX2 = F 40.699 SY = G 2.270 (SY)2 = H 5.15 SY2 = I 2.163 SXY = J 5.643.
(44) Fuente: Elaboración propia. 5) RESUMEN. F80= P80= R80=. 2.5.. 243.81 micrones 86.02 micrones 2.83 micrones. las partículas de mineral se encuentran entre m+70 - m+40 las partículas de mineral se encuentran entre m+200 - m+140. DESCRIPCIÓN DEL PROCESO DE CIANURACIÓN La pulpa proveniente del Over flow del hidrociclón D-10 con una densidad de 1260 g/l y con 90% m-200, pasa por 2 tanques de agitación de 28’x28’ secuencialmente, con una fuerza de cianuro de acuerdo a la ley de cabeza entre 0.05-012%, a un pH 11.. 2.6.. DESCRIPCIÓN DEL PROCESO DE ADSORCIÓN La adsorción es un proceso mediante el cual se extrae materia de una fase y se concentra sobre la superficie de otra fase (generalmente sólida) para esta etapa usamos el carbón activado distribuidos en los tanques 5 tanques subsiguientes, son de 24’x24’. El carbón cargado es cosechado y enviado a Desorción.. 34.
(45) 2.7.. DESCRIPCIÓN DEL PROCESO DE DESORCIÓN. El carbón cargado de valores de Au y Ag cosechado del tanque de adsorción es enviado a un reactor a presión, donde se adiciona la solución compuesta por hidróxido de sodio y cianuro a una temperatura de 130 ºC para extraer los valores y ser recuperado mediante dos celdas electrolíticas que trabaja de 2.5 a 3 voltios.. Del precipitado de las celdas electrolíticas se obtiene un Bullón de 30 a 40% de oro. En esta etapa se separa el oro de la plata mediante un ataque con ácido nítrico, a una temperatura de 150 ºC. La plata pasa a nitrato de plata en solución, dejando al oro en estado sólido que finalmente es secado para ser fundido.. 2HNO3+ (Au,Ag)+Q=AgNO3+Auº+H2O+NO2. El oro sólido después del ataque ácido realizado pasa a ser fundido a una temperatura de 1200 ºC, para luego ser colado sobre una lingotera, de esta manera se obtiene un dore de 99% de pureza que es finalmente comercializado.. 35.
(46) Fig. 1.3. Planta de Beneficio Minera Veta Dorada-Chala 300 TPD. Fuente: Información de la empresa Minera Veta Dorada SAC.. 36.
(47) CAPITULO III. CIANURACIÓN DE MINERALES DE ORO. 3.1.. INTRODUCCIÓN. En la naturaleza, el oro se encuentra sobre todo al estado nativo, diseminado en rocas cuarcíferas, en vetas auríferas y en los depósitos aluvionales o placeres, provenientes de la disgregación de estas rocas.. El oro se encuentra asociado principalmente a los minerales de plata y cobre. El oro se encuentra a menudo también asociado a minerales de fierro, plomo-zinc y sulfoarseniuros más complejos.. El contenido de oro en los minerales varía enormemente; pero, normalmente se explota minerales que tienen una ley de entre 1 y 10 g/t.. El tratamiento de los minerales de oro se hace, en términos generales, mediante los procesos clásicos de flotación, concentración gravitacional y cianuración.. 37.
(48) En la actualidad, la mayor parte de los minerales de oro en el mundo son tratados mediante el proceso de cianuración, en sus diferentes técnicas de lixiviación: por agitación, en pilas, y diferentes procesos de recuperación del oro lixiviado: precipitación con polvo de zinc o recuperación mediante carbón activado.. Nuevas tecnologías para el tratamiento de minerales de oro, llamados “refractarios”, se han desarrollado o están en estado experimental, pilotaje, o ya se encuentran en aplicación industrial. 3.2. REACCIONES LAS SOLUCIONES DE CIANURACIÓN. Las sales de cianuro simple, como cianuro de sodio, potasio y calcio, se disuelven en agua para formar sus respectivos cationes metálicos e iones de cianuro libre. Por ejemplo, en el caso del cianuro de potasio se tiene: KCN K + + CN–. La Tabla 3.1 muestra la solubilidad y el contenido de cianuro relativo de las diferentes sales. La elección del tipo de cianuro depende del método de aplicación, costo y disponibilidad de dicho reactivo.. Tabla 3.1. Propiedades de compuestos de cianuro simples. Compuesto. Cianuro Disponible. Solubilidad en agua a. (%). 25°C (g/100cc). NaCN. 53.1. 48. KCN. 40.0. 50. Ca(CN)2. 56.5. Se descompone. Fuente: Marsden John and House I.. Julian y Smart compararon los efectos disolventes del cianuro de amonio, sodio, potasio, magnesio, calcio, estroncio y bario sobre el oro y la plata y. 38.
(49) encontraron que el radical alcalino no afecta el efecto disolvente sobre el cianuro particular.. 3.2.1. DESCOMPOSICIÓN DE LAS SOLUCIONES DE CIANURO El cianuro se hidroliza en el agua para formar el ácido cianhídrico (HCN) e iones de hidróxido (OH–), con el incremento correspondiente en el pH: KCN + H2O HCN + KOH. El ácido cianhídrico es un ácido débil, el cual se disocia parcialmente en agua como sigue: HCN H + + CN –. Con Ka (25 ºC) = 6.2 x 10 – 10 y log K = 9.21.. La Figura 3.1 muestra la extensión de esta reacción de disociación en el equilibrio como una función del pH. A un pH de 8.4, menos del 90 % existe como ácido cianhídrico. A un pH aproximado de 9.3, la mitad del total de cianuro existente está como ácido cianhídrico y la mitad como iones de cianuro libre (CN–) y a pH = 10.2, más del 90 % del total de cianuro se presenta como cianuro libre.. La pérdida de cianuro en solución se produce porque el ácido cianhídrico tiene una presión de vapor relativamente alta (100 KPa a 26 ºC) y consecuentemente éste se volatiliza rápidamente en la superficie líquida bajo condiciones ambientales. Como resultado, muchos sistemas de lixiviación con cianuro operan a un pH con el cual se minimiza la pérdida de cianuro, típicamente sobre 10, aunque a un pH excesivamente alto (sobre 11.5) puede causar efectos perjudiciales para la lixiviación de los metales nobles. Las funciones de un álcali libre en la cianuración son las siguientes:. 39.
(50) a. Evita pérdida de cianuro por hidrólisis.. b. Evita pérdida de cianuro por acción del dióxido de carbono en el aire: KCN + H2CO3 HCN + KHCO3. c. Descompone los bicarbonatos en el agua antes de ser usados en cianuración.. Figura 3.1. Especiación de cianuro y ácido cianhídrico en soluciones acuosas como función del pH.. d. Neutraliza los compuestos ácidos tales como sales ferrosas, férricas y sulfato de magnesio en el agua antes de adicionar al circuito de cianuro.. e. Neutraliza los constituyentes ácidos en el mineral.. f. Ayuda a la sedimentación de las partículas de mineral fino.. Tanto el ácido cianhídrico como el cianuro libre pueden ser oxidados a cianato en presencia de oxígeno y bajo condiciones oxidantes como se observa en la Figura 3.2 pero el cianato no disuelve oro. 4HCN + 3O2 4CNO – + 2H2O. 40.
(51) 3CN – + 2O2 + H2O 3CNO – + 4OH –. En la práctica, si se requieren agentes fuertemente oxidantes pueden ser usados el ozono (O3), peróxido de hidrógeno (H2O2) o ácido hipocloroso (HOCl), para que la reacción proceda a una velocidad significativa. El. cianuro. libre forma complejos con muchas especies metálicas,. principalmente los metales de transición y pueden variar extensamente en su estabilidad y solubilidad.. Figura 3.2. Diagrama Eh – pH para el sistema CN – H2O a 25 ºC. Concentración de cianuro = 10 – 3 M, P(O2) = 1 atm.. 3.2.2. DISOLUCIÓN DE LOS METALES PRECIOSOS . Naturaleza electroquímica de la cianuración.. El principal avance en la comprensión de la química de la cianuración de oro fue hecho por Kudryk y Kellog en 1954, quienes demostraron la. 41.
(52) naturaleza electroquímica de la cianuración del oro. La reacción de disolución de oro, denominada ecuación de Elsner, puede escribirse como: 4Au + 8KCN + O2 + 2H2O 4KAu(CN)2 + 4KOH. Esta reacción consiste de dos medias reacciones anódicas y catódicas. . Reacción anódica.. La reacción anódica involucra la oxidación del oro (0) a oro (I) a través de dos etapas: la reacción de oro con un ion de cianuro para formar un film superficial que puede ser AuCN y luego la formación del complejo de cianuro de oro (I) Au(CN)2 –, como se observa en las siguientes reacciones: Au + CN – AuCN + e – AuCN + CN – Au(CN)2–. . Reacción catódica.. Las anteriores reacciones están acompañadas por la reducción catódica del oxígeno en la superficie del metal. En la superficie del oro, las reacciones muestran la reducción del oxígeno a peróxido y la reducción del peróxido a hidroxilo: O2 + 2H2O + 2e – H2O2 + 2OH – H2O2 + 2e – 2OH –. Las reacciones para la disolución de plata son análogas a las ecuaciones para la disolución de oro.. Los diagramas pH – potencial (diagramas de Pourbaix) para los sistemas Au–CN–H2O y Ag–CN–H2O se muestran en las Figuras 3.3 y 3.4. A partir de estos diagramas de estabilidad acuosa se puede observar lo siguiente:. 42.
(53) . El oro y la plata se comportan de manera similar en soluciones. cianuradas. . El Au(CN)2– y Ag(CN)2– son los principales complejos iónicos. con un amplio campo de estabilidad. . El sólido AgCN se forma sólo a bajo pH (< 3.5).. . La fuerza impulsora electroquímica para la disolución de los. dos metales es maximizada a valores de pH sobre 9.4. Lixiviaciones con cianuro a pH menor a 9.4 se han efectuado en Australia, pero se demostró que el HCN no disuelve el oro tan rápido como el ion CN – y además el consumo de cianuro fue considerable durante todo el proceso de disolución.. Figura 3.3. Diagrama Eh – pH para el sistema Au – CN – H2O a 25 ºC. Concentración de todas las especies de oro solubles = 10 – 4 M, [CN –] = 10 – 3 M, P(O2) = 1 atm.. 43.
(54) Figura 3.4. Diagrama Eh – pH para el sistema Ag – CN – H2O a 25 ºC. Concentración de todas las especies de plata solubles = 10 – 4 M, [CN –] = 10 – 3 M, P(O2) = 1 atm.. 3.3. ASPECTOS CINÉTICOS El proceso de disolución de oro y plata en soluciones con cianuro involucra reacciones heterogéneas en la interfase sólido – líquido, como se observa en Figura 3.5. Por lo tanto, los pasos secuenciales siguientes pueden ser considerados como principales para la lixiviación de estos metales nobles:. 1. Absorción de oxígeno en la solución. 2. Transporte de cianuro y oxígeno disuelto a la interfase sólido – líquido. 3. Adsorción de los reactantes (CN – y O2) en la superficie sólida. 4. Reacción electroquímica.. 44.
(55) 5. Desorción de los complejos solubles de oro – cianuro, plata – cianuro y otros productos de reacción desde la fase sólida. 6. Transporte de los productos desorbidos a la solución.. El proceso de cianuración es función de diferentes parámetros tales como disponibilidad de oxígeno en la interfase sólido – líquido, concentración de cianuro en la solución, temperatura de pulpa, pH y Eh de la suspensión sólido – solvente, área superficial disponible y velocidad de agitación.. Figura 3.5. Representación esquemática de una celda de corrosión local en la superficie del oro en contacto con una solución de cianuro que contiene oxígeno, ia = corriente anódica, ib = corriente catódica.. 45.
(56) 3.3.1. CURVAS DE POLARIZACIÓN Los aspectos cinéticos de la disolución del oro en medio cianuro, también pueden ser examinados con la ayuda de las curvas de polarización de los sistemas electroquímicos involucrados, representados en la Figura Nº 3.6. E. i. Figura 3.6. Interpretación de la cinética de cianuración de oro por el intermedio de las curvas de polarización.. Por lo tanto, cuando la concentración de cianuro es suficiente (10-2 M), la velocidad de disolución del oro, es controlada por la difusión del oxígeno disuelto hacía la partícula de oro. De esta manera todas las condiciones que permitan acelerar o catalizar la reacción de reducción del oxígeno disuelto sobre el oro, tales como: agitación, temperatura, pH, etc., son muy favorables para la disolución del oro contenido en el mineral.. 3.4.. EFECTO DEL OXIGENO Y ALCALINIDAD DE LA SOLUCION. 3.4.1. EFECTO DEL OXIGENO El uso de oxígeno o de un agente oxidante es indispensable para la disolución del oro, bajo condiciones normales de cianuración. Los agentes oxidantes, tales como: peróxido de sodio, permanganato de. 46.
(57) potasio, dióxido de manganeso, bromo y cloro, han sido utilizados con mayor o menor éxito en el pasado, pero debido al costo de estos reactivos y las complicaciones inherentes en el manejo de ellos, han dejado de ser usados. De otro lado, el mejor conocimiento y entendimiento de las reacciones involucradas en la cianuración y el conocimiento más completo de los efectos que juegan los diferentes constituyentes indeseables en los minerales, han demostrado que la adecuada aireación bajo las condiciones apropiadas dará tan buenos resultados como con el uso de oxidantes químicos.. El efecto del oxígeno en la disolución del oro es mostrado en la Tabla 3.2, para el caso en que se usa 100 ml de solución de cianuro de sodio al 0,10% y a 25ºC. En ella, se observa que la velocidad de disolución del oro es directamente proporcional al contenido de oxígeno del gas usado, sugiriéndose que la velocidad de disolución de oro en soluciones de cianuro es directamente proporcional a la presión parcial del oxígeno.. Tabla 3.2. Efecto del Oxígeno sobre la Velocidad de Disolución del oro. Oxígeno. Velocidad de. (%). Disolución (mg/cm2.h). 0. 0,04. 9,6. 1,03. 20,9. 2,36. 60,1. 7,62. 99,5. 12,62. Fuente: Laboratorio Metalúrgico de la Empresa.. El uso de oxígeno puro es demasiado costoso, por lo que el aire es la fuente usual del gas oxígeno requerido. Existen referencias del uso de ozono, pero no ha sido adaptado a escala industrial debido a su costo.. 47.
(58) Para la disolución eficiente, es necesario que el aire se ponga en contacto físico con las partículas de oro.. 3.4.2. EFECTO DE LA ALCALINIDAD DE LA SOLUCION Para reducir la cantidad de cianuro que se descompone en la solución de cianuro, se adiciona cal o lechada de cal para mantener una alcalinidad protectiva. Es usual, mantener esta alcalinidad de 0,5 a1,5 lb de cal por tonelada corta de solución. La cal tiene el efecto benéfico posterior de acelerar la sedimentación de las partículas finas de impurezas o lamas, y también precipita ciertas sustancias indeseables. En algunos casos, para propósitos específicos, la alcalinidad protectiva se mantiene mediante el uso de otros álcalis como hidróxido de sodio y carbonato de sodio; estos álcalis, sin embargo, generalmente no son agentes de sedimentación efectivos.. Aun cuando, el uso de álcalis es esencial en la cianuración, se han demostrado mediante trabajos experimentales, que los álcalis como el hidróxido de sodio y particularmente el hidróxido de calcio, retardan la disolución del oro en las soluciones de cianuro.. Cuando se utiliza hidróxido de calcio, la velocidad de disolución decrece rápidamente cuando la solución de cianuro tiene un pH cercano a 11 y la disolución es depreciable a pH de 12,2 el efecto del hidróxido de sodio es mucho menos pronunciado, y la velocidad de disolución no comienza a decrecer hasta que se alcance el pH de 12,5; y aún, a pH de 13,4, la disolución es más rápida que aquella en una solución de la misma concentración de cianuro que contiene hidróxido de sodio a un pH de12,2 para que se produzca el efecto total del retardo de la disolución del oro y en las soluciones de cianuro es necesaria la presencia tanto de los iones de calcio como hidroxilo.. Las funciones de hidróxido de calcio en la cianuración son:. 1.. 48. Prevenir la pérdida de cianuros por hidrólisis.
(59) NaCN H 2 O HCN NaOH. KCN H 2 O HCN KOH. Los hidróxidos provocan la reacción hacia la izquierda, previniendo descomposición de los cianuros. 2.. Prevenir la pérdida de cianuros por la acción del dióxido de carbono en el aire:. 2 NaCN CO2 H 2 O 2HCN Na2 CO3. 3.. Descomposición de bicarbonatos en el agua de la planta, antes del uso en la cianuración.. HCO3 Ca 2 H CaCO3 HCO3 H H 2 CO3 H 2 O CO2. 4.. Para neutralizar compuestos ácidos, tales como: sales ferrosas, sales férricas y sulfato de magnesio en el agua de la planta, antes de su adición al circuito de cianuración.. FeSO4 Ca(OH ) 2 CaSO4 Fe(OH ) 2. (Con aire mínimo). 4FeSO4 4Ca(OH ) 2 2H 2 O 4Fe(OH ) 3 4CaSO4 (Con aire en. exceso). 2Fe2 O3 ·SO3 Ca(OH ) 2 5H 2 O 4Fe(OH ) 3 CaSO4. MgSO4 Ca(OH ) 2 Mg (OH ) 2 CaSO4. 5.. Para neutralizar constituyentes acídicos en el mineral.. 6.. Para neutralizar compuestos acídicos que resultan de los diferentes minerales en la mena, en soluciones de cianuro.. 49.
(60) 7.. Para ayudar en la sedimentación de partículas finas de mineral, de tal manera que la solución madre clara puede ser separada del mineral Cianurado.. 8.. Para mejorar la extracción, cuando se trata de minerales que contienen por ejemplo, plata rubí, teleruros, los cuales se descomponen más rápidamente a más altas alcalinidades.. En resumen, se concluye que la velocidad de la extracción de oro y plata es afectada de la siguiente forma: 1.. Aumenta con la reducción del tamaño de la partícula del mineral o el metal.. 2.. Aumenta, hasta un punto, al aumentarse la agitación.. 3.. Incrementa con más alto contenido de oxígeno.. 4.. Exhibe un máximo a niveles óptimos de la concentración de cianuro y de pH.. 5.. Incrementa con más alta temperatura.. 6.. Disminuye con concentraciones más altas de iones de cobre, ferrosos y sulfuros, y aumenta con la concentración de iones férricos.. Varias de estas variables, como: aireación, agitación, nivel de concentración del cianuro y pH, se conoce que interactúan entre sí, por lo que resulta más compleja la expresión de velocidad para la disolución del oro y de la plata.. 3.5. METODOS DE RECUPERACIÓN DE ORO APARTIR DE SOLUCIONES CIANURADAS Desde su introducción en 1890, la cianuración ha sido el principal proceso usado para la producción de la mayor parte de oro y de una proporción significativa de plata. El proceso ha sido usado para tratar minerales concentrados y calcinas en escala comercial en el mundo. Mientras la mayoría de las plantas de oro usan tanques agitados para la lixiviación con cianuro, la lixiviación en pila ha encontrado un incremento en número de aplicaciones, particularmente en el tratamiento de minerales de bajo grado conteniendo 0.1. 50.
(61) onz/t de oro o menos. La química del proceso de cianuración está basada en el hecho, que bajo condiciones oxidantes, el oro y la plata pueden ser complejas y disueltas de cianuro alcalino.. A partir del licor de lixiviación, el oro y la plata son recuperados usando uno o más de los siguientes cuadro procesos: 1.- Cementación con polvo de zinc. 2.- Adsorción con carbón activado. 3.- Intercambio Iónico. 4.- Electrodeposición. 3.6. ADSORCIÓN SOBRE CARBON ACTIVADO El principio de la recuperación del oro por el carbón activado radica en la propiedad que tienen las materias carbonaceas activadas de absorber el oro contenido en las soluciones de cianuro esta propiedad es muy conocida particularmente por los efectos nefastos que presenta en la cianuración de los minerales que contienen carbón.. Sin embargo su empleo y su desarrollo efectivo son muy recientes y se debe en gran parte al enfoque de un proceso eficaz de elusión del oro desde el carbón (ZADRA) permitiendo así su reciclaje en la instalación en vez de quemarlo.. Una de las ventajas decisivas del carbón activado es que puede tratar no solamente las soluciones auríferas, sino también directamente la pulpa de los minerales después atacados con cianuro. Tal es el proceso de carbón en pulpa descrito por laxen. A la salida de la cianuración la pulpa del mineral finamente molida es colocada en una serie de rectores tipo Pachuca o más comúnmente con agitación mecánica. El carbón activado es adicionado en esta pulpa en cada escalón y es retenido en el reactor por un sistema de Cribas. El carbón es agregado periódicamente en el sistema a contra corriente de la pulpa un cribado final permite separar la pulpa del mineral estéril y el carbón cargado.. 51.
Figure



+7





Documento similar
UNIVERSIDAD NACIONAL JORGE BASADRE GROHMANN ? TACNA FACULTAD DE INGENIER?A Escuela Profesional de Ingenier?a Metal?rgica y Materiales EVALUACI?N Y OPTIMIZACI?N DEL PROCESO DE CIANURACI?N
A pesar del incremento en la producción, la capacidad del sistema de ventilación en el circuito de chancado ha permanecido inalterada; y mas bien ha aumentado una toma de captación de
Se observa en la figura 14 que conforme aumenta el pH la solubilidad del arsénico disminuye desde un pH = 11 con 152.25 mg/L hasta pH = 12.50 con 1.16 mg/L, donde el tiempo
RESUMEN El presente trabajo de investigación se realizó en el laboratorio de la compañía minera Titán del Perú en el año 2017 con el objetivo de optimizar el proceso de
pasar por chancado... dar el caso
6.1.8 Distribución de la carga explosiva en la malla anterior y costos Con la determinación de la carga explosiva anterior se distribuían 197 explosivos equivalente en 15,96 kg
La cinética de cianuración en la Unidad Minera Ecodesarrollos Mineros, debido a las leyes que tiene tanto de oro 6.7 gr/ton como de plata 159.8 gr/ton, tiene un tiempo aproximado de
Se pretende mejorar el proceso diseñando y evaluando la etapa de operación del circuito de chancado, molienda – clasificación, o sea mejorando la conminución de minerales para
