Modelamiento matemático para optimizar la carga metálica en un horno de fusión para la elaboración de fundiciones grises por el método de la Programación Lineal Método Simplex
105
0
0
Texto completo
(2) RESUMEN. Para obtener una fundición gris que tenga una composición química y resistencia mecánica conocida, es necesario calcular los porcentajes de los diferentes componentes que forman la carga metálica que en nuestro caso está formada de once componentes de diferente composición química y calidades diferentes, el desarrollo del modelo matemático nos dice que solo se necesita cinco de los once componentes que inicialmente se tenía para obtener la fundición gris Fc-20, el objetivo que se persigue es el de conseguir el máximo rendimiento a menor costo de la carga metálica que se introduce en el horno.. La presente investigación no emplea un modelo matemático basado en ecuaciones fisicoquímicas para la conducción del proceso de elaboración, lo que se persigue es la asignación de recursos limitados entre actividades competitivas de la mejor manera, es decir, en forma óptima. La asignación de recursos se da cuando deba elegirse el nivel de ciertas actividades que compiten por recursos escasos para realizarlas. Para optimizar la carga metálica se recurre a la programación lineal que emplea un modelo matemático para representar el sistema que se debe estudiar. El método simplex se emplea para la optimización de la carga metálica del horno. La optimización de la carga en un horno de cubilote, se basa en el empleo de un modelo en el que se imponen las condiciones de mezcla, abastecimiento de los materiales de carga, calidad y cantidad de la fundición a ser elaborada, condiciones que se presentan en forma de una relación matemática, que forma las restricciones del problema. Los resultados obtenidos por el programa de computadora Tora que el costo total mínimo de la carga metálica es de 1161,0296 nuevos soles por tonelada y la materia prima que se carga al horno es X(1) = 29,90%, X(4) = 30%, X5 = 0.10%, X7 = 10%, X(9) = 27.70% y X(10) = 2,30%.
(3) ABSTRACT To obtain a gray smelting that has a chemical composition and mechanical known resistance, it is necessary to calculate the percentages of the different components that train the metallic load that in our case this one formed of eleven components of different chemical composition and different qualities, the development of the mathematical model tells us that only five of the eleven components that were initially needed to obtain gray Fc-20 are needed, the aim is to achieve maximum performance at lower cost of the metal charge being introduced into the furnace-. The present research there does not use a mathematical model based on physicochemical equations for the conduction (driving)of the process of production, which is chased (prosecuted) is the assignment of resources limited between(among) competitive activities of the best way, that is to say, in ideal form. The assignment of resources is given when there should be chosen the level of certain activities that compete for scanty resources to realize them. To optimize the metallic load one resorts to the linear programming that a mathematical model uses to represent the system that it is necessary to study. The method simplex uses to optimize the metallic load of the oven of cubilote. The optimization of the load in an oven of cubilote, is based on the employment of a mathematical model on the one that there impose on themselves the conditions of mixture, supply of the materials of load, quality and quantity of the smelting to be elaborated, conditions that they present in the shape of a mathematical relation, which the restrictions of the problem. According to the results obtained by the program of compute Tora, the minimum total cost the metallic load I 1161,0296 nuevos soles for ten and the raw material that loot to the furnace is X(1) = 29,90%, X(4) = 30% X(5) = 0,10%, X(7) = 10%; X9 = 27.70% y X( 10) = 2,30%.
(4) ÍNDICE. Resumen Abstract. CAPITULO I INTRODUCCIÓN. 1.1.- Descripción del problema. 1. 1.2.- Formulación del problema. 8. 1.3- Justificación tecnológica y económica. 8. 1.3.1.- Justificación tecnológica.. 8. 1.3.2.- Justificación económica. 9. 1.4.- Objetivo general 1.4.1-. Objetivos específicos. 10 10. 1.5.-Hipótesis. 10. 1.6.-Variables. 10. 1.6.1.- Variables independientes. 11. 1.6.2.- Variables dependientes. 11. 1.7.- Operacionalización de las variables. 12. 1.7.1.- Indicadores de las variables independientes. 12. 1.7.2.- Indicadores de las variables dependientes. 12. 1.8.-Metodología. 12. 1.9.- Limitaciones de la investigación. 13.
(5) CAPITULO II MARCO TEORICO 2.1. - Antecedentes. 14. 2.2. - Elaboración de fundiciones grises en horno de cubilote. 16. 2.2.1.- Clasificación de las fundiciones grises por su estructura 2.3.- Modelamiento matemático. 18 19. 2.3.1.- Definición de Modelo. 19. 2.4.- Clasificación de los modelos. 19. 2.4.1.- Según Turner. 19. 2.4.2.- Según su función Elwood Buffa. 20. 2.4.3.- G: B. Dantzig. 21. 2.5.- Nivel de resolubilidad de los problemas. 21. 2.6.- Fases del proceso de modelación. 22. 2.7.- Desarrollo de los modelos matemáticos. 23. 2.8.- Optimización: Concepto. 24. 2.9.- Formulación del modelo. 24. 2.10.- Método Simplex – Principio del Método. 27. 2.10.1.- Preparación del modelo – adaptarlo al método simplex. 28. 2.10.2.- Conversión del signo de los términos independientes. 29. 2.10.3.- Todas las restricciones son de igualdad en el modelo. 29. 2.11.-desarrollo del método simplex. 31. 2.11.1.- Método simplex. 31. 2.12.- Método de las dos fases. 35. 2.12.1.- Primera fase. 35. 2.12.2.- Segunda fase. 36. 2.13.- Aplicación del método de las dos fases. 37.
(6) CAPTITULO III. PROGRAMACIÓN LINEAL-MÉTODO SIMPLEX. 3.1.- Programación lineal. 39. 3.2.- Modelo general de la Programación Lineal. 40. 3.3.- Propiedades de la Programación Lineal. 42. 3.4.- Estructura de un modelo matemático. 43. 3.5.- Programación Lineal – Método Simplex. 44. 3.6.- Variables de holgura y exceso. 47. 3.7.- Problemas de Minimización y Maximización. 48. 3.8.- Formas estándar y canónica de un Programa Lineal. 49. 3.9.- Restricciones en la estructura de la Programación Lineal. 49. CAPITULO IV OPTIMIZACIÓN DE LA CARGA METÁLICA DEL HORNO DE CUBILOTE POR PROGRAMACIÓN LINEAL 4.1.- Modelo matemático. 52. 4.1.1.- Función objetivo:. 52. 4.1.2.- Restricciones del problema 4.1.3.- Restricciones de no negatividad. 54 51. 4.2.- Optimización de la carga metálica en el horno de cubilote. 55. 4.2.1.- Composición química de la fundición a ser elaborada. 55. 4.2.2.- Componentes de la carga metálica. 55. 4.2.3.- Composición química de la materia prima metálica. 56. 4.3.- Formulación del modelo. 59. 4.3.1.- Ecuaciones del modelo – Programa Lineal Canónico. 59. 4.3.2.- Transformación del PL canónico en Programa Lineal Estándar. 62.
(7) CAPITULO V ANALISIS Y RESULTADOS DEL MODELO MATEMÁTICO. 5.1.- Introducción. 71. 5.2.- Resultados del modelo. 71. 5.2.1.- Resumen de la solución. 71. 5.2.2.- Análisis de sensibilidad. 76. 5.3.- Costo reducido y precio dual. 77. 5.3.1.- Costo reducido. 77. 5.3.2.-Analisis del preció dual. 78. CONCLUSIONES RECOMENDACIONES BIBLIOGRAFÍA ANEXOS.
(8) ÍNDICE DE ACRÓNIMOS Fc. Fundición gris. H. Altura. Ta. Temperatura del aire en el horno. TG. Temperatura de los gases. Tw. Temperatura de la fundición. PL. Programación lineal. PLS Programación lineal estándar PLC Programación lineal canónico xie. Variable de exceso. xia. Variable artificial. q. Costos de la carga.. Xj. Componentes de la carga. aij... Valores medios de los límites de los elementos químicos (C, Si, Mn, P y S) de los diferentes materiales metálicos a ser introducida en el horno de cubilote.. Ls,. Límite superior composición química de la fundición a ser elaborada.. Li. Límite inferior de la composición química de la fundición a ser elaborada.. q¡(+) Ganancia de los elementos en el proceso de combustión en el horno q¡(-) Pérdida de los elementos en el proceso de combustión en el horno Xj. Cantidad de los componentes j de las cargas.. Cj. Porcentaje de carbono. Sj. Porcentaje de silicio. Mnj. Porcentaje de manganeso. Pj. Porcentaje de fósforo. Sj. Porcentaje de azufre S.. U1. Límite inferior del carbón.. U2. Límite inferior del silicio. U3. Límite inferior el manganeso. N1. Límite superior del carbono. N2. Límite superior del silicio. N3. Límite superior del manganeso.. N4. Límite superior contenido máximo de fósforo.
(9) ÍNDICE DE FIGURAS Figura 1.1: Esquema de control de carga para un horno de cubilote.. 2. Figura 1.2: Reacciones químicas principales en el horno de cubilote. 3. Figura 1.3: Esquema de elaboración de fundiciones grises en el horno de cubilote, materiales que entran y salen.. 4. Figura 1.4: Formas típicas del grafito. 6. Figura 1.5: Principales tipos de grafito laminar. 7. Figura 1.6: Esquema funcional de un proceso tecnológico en la elaboración de fundición gris en horno de cubilote. 11. Figura 2.1: Variación de la composición y temperatura de los gases en la altura de la cuba del horno de cubilote. 17. Figura 2.2: Microestructura de la fundición gris:. 19. Figura 2.3: Etapas para resolver un problema de optimización. 24. Figura 2.4: Diagrama que permite decidir cuándo aplicamos el método simplex o el método de las dos fases:. 34.
(10) ÍNDICE DE TABLAS. Tabla 2.1: Conversión de las desigualdades en ecuaciones y las variables que aparecen, así como su signo.. 31. Tabla 2.2: Construcción inicial de la tabla – Método Simplex. 32. Tabla 3.1: Formas estándar y canónicas. 50. Tabla 4.1: Composición química y propiedades mecánicas de la fundición gris. 55. Tabla 4.2: Composición química de la materia prima a ser utilizada. 57. Tabla 4.3: Pérdidas y ganancias de los elementos en porcentaje.. 58. Tabla 4.4: Composición química considerando pérdidas y ganancias de los elementos de la fundición a elaborar. 58. Tabla 4.5: Notación para representar cada material. 59. Tabal 4.6: Ecuaciones del modelo matemático, se escriben en forma matricial. 65. Tabla 4.7: Datos que se introducen al programa Tora, elaboración de Fc – 20. 66. Tabla 4.8: Programación Lineal – datos originales presenta el programa Tora. 67. Tabla 4.9: Resumen de salida de Programación Lineal – Programa Tora. 69. Tabla 5.1: Cantidad de chatarra que se debe cargar al horno de cubilote – Resultados obtenidos por el programa Tora,. 71. Tabla 5.2: Composición química de la carga metálica. 73. Tabla 5.3: Composición química de la fundición gris que se obtiene. 73.
(11) ÍNDICE DE ANEXOS Anexo N° 1 Esquema y partes del horno de cubilote Anexo N° 2 Materia prima para la elaboración de fundiciones ferrosas Anexo N° 3 Equivalencias de Normas internacionales para la fundición gris Anexo N° 4 Precios de las materias primas Anexo N° 5 Interpretación geométrica y naturaleza iterativa del método simplex Anexo N° 6 Manejo del programa Tora.
(12) 1. CAPITULO I INTRODUCCIÓN. 1.1.. DESCRIPCIÓN DEL PROBLEMA. En la elaboración de fundiciones grises la composición química de la carga metálica representa el factor de mayor importancia en la calidad de la fundición y, en consecuencia el control se concentra prioritariamente sobre la materia prima.. La materia prima es un producto natural, que no posee uniformidad en los procesos de fabricación, se debe tomar muestras representativas de la misma. Los procesos de elaboración tienen mucha flexibilidad en el desarrollo de los mismos, lo que permite adaptar con eficiencia la variación cualitativa de la materia prima, con la condición que esta sea conocida..
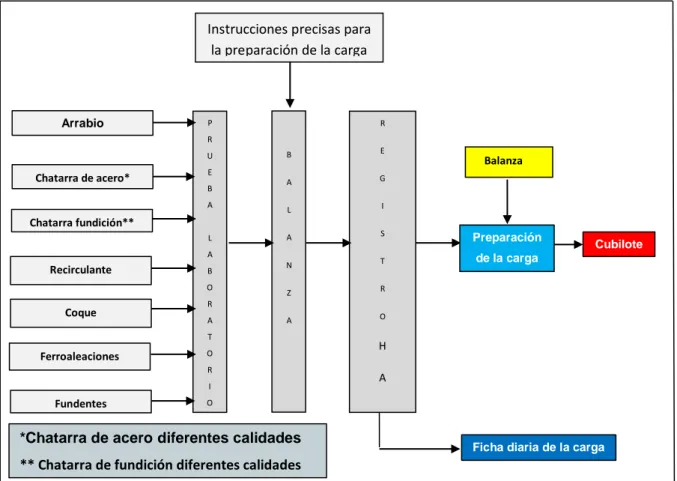
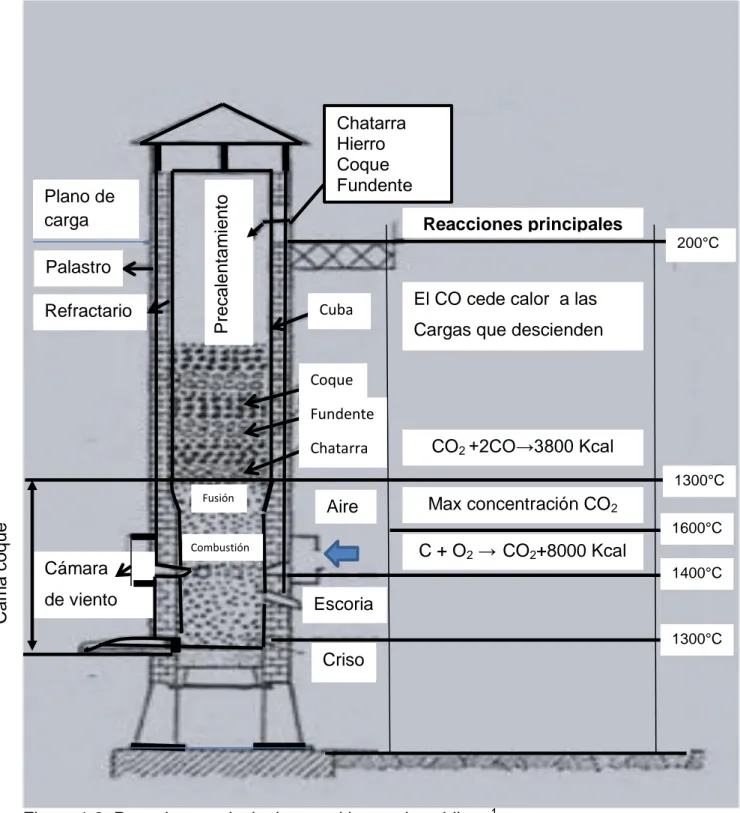
(13) 2. En el presente trabajo he considerado el horno de cubilote. La figura 1.1 presenta el esquema de control de carga para un horno de cubilote, el que se adapta a cualquier condición específica. La tecnología de control de elaboración persigue obtener un producto de calidad de la fundición elaborada.. Instrucciones precisas para la preparación de la carga. Arrabio. P. R. R U. Chatarra de acero*. B. E. A. G. L. I. A. S. Preparación. N. T. de la carga. Z. R. A. O. E B A. Balanza. Chatarra fundición** L A. Recirculante. B O. Coque. R A T. Ferroaleaciones. O R I. Fundentes. Cubilote. H A. O. *Chatarra de acero diferentes calidades. Ficha diaria de la carga. ** Chatarra de fundición diferentes calidades Fuente: Elaboración propia. Figura 1.1: Esquema de control de la carga en un horno de cubilote. En la elaboración de fundiciones grises, en hornos de cubilote, por la parte superior se carga la chatarra de hierro, coque y piedra caliza. Para la combustión del coque se inyecta aire a través de ventiladores, este accede al interior por las toberas ubicadas en la parte inferior del horno. En la figura 1.2 se observa las principales reacciones químicas, la combustión del coque se da en estratos en el horno de cubilote.
(14) 3. Plano de carga Palastro Refractario. Precalentamiento. En la fugura 1.2 se observa las principales reacciiones químicas, la combustión del coque se da en estratos en el horno de cubilote. Chatarra Hierro Coque Fundente Reacciones principales 200°C. Cuba. El CO cede calor a las Cargas que descienden. Coque Fundente Chatarra. Cama coque. Fusión. Aire. Combustión. Cámara de viento. CO2 +2CO→3800 Kcal Max concentración CO2. 1300°C C. C + O2 → CO2+8000 Kcal. 1600°C C. Escoria s Criso l. Figura 1.2: Reacciones principales en el horno de cubilote 1. 1. www.academia.edu/./instituto_tecnologico_de_saltillo_procesos_.. 1400°C C 1300°C C.
(15) 4. Los componentes metálicos que intervienen en la elaboración de la fundición se establecen en porcentajes, que constituye una porción de carga metálica, que de acuerdo a la altura de la cuba del cubilote y diámetro del mismo se puede cargar varias porciones, el orden en que se cargan los materiales que forma la porción de carga permite una buena distribución de los gases en el horno.. La figura 1.3 presenta el esquema de los materiales que entran y salen del horno de cubilote. Para un funcionamiento correcto del cubilote se asegura que la introducción de aire sea uniforme al interior del horno en toda la sección transversal del cubilote.. Carga metalica. Coque. Fundente. Aire. horno de cubilote. Fundición gris. Escoria. Gases de combustión. Fuente: Elaboración propia. Figura 1.3: Esquema de elaboración de fundiciones grises en el horno de cubilote, materiales que entran y salen..
(16) 5. La fundición gris a ser elaborada es de la marca Fc-20, según norma STAS 8541 – 70.. El caudal de aire que se introduce al horno debe ser igual en las toberas y la presión la adecuada, lo que permite una buena distribución de los gases en toda la altura del horno, generando una combustión completa. Los gases ascienden a través de la cuba del horno y hacen contacto con el material de carga. En la elaboración de la fundición gris, se debe conocer: ♦. La composición química de la fundición a elaborar y los límites admisibles de los contenidos de los diversos elementos de la fundición , se ven en tabla 4.1. ♦. La composición química de la materia prima metálica a emplearse, Ver anexo 2, tiene un rol decidido en la obtención de la fundición de segunda fusión. La calidad de la materia prima metálica influye en la composición, y en las características mecánicas después de la colada.. ♦. La variación de la composición química de los elementos metálicos en la elaboración de la aleación. Las pérdidas y ganancias por oxidación reducción que se producen en el proceso, se deben a: ♦. Pérdidas debido a la reacción del metal líquido con la atmósfera del homo y la formación de compuestos insolubles en el metal, entre los cuales los más importantes son los óxidos.. ♦. Pérdidas causadas en la formación de la escoria debido a la reacción del metal líquido y el fundente, y el refractario.. ♦. Impurezas no metálicas que acompañan a la carga metálica..
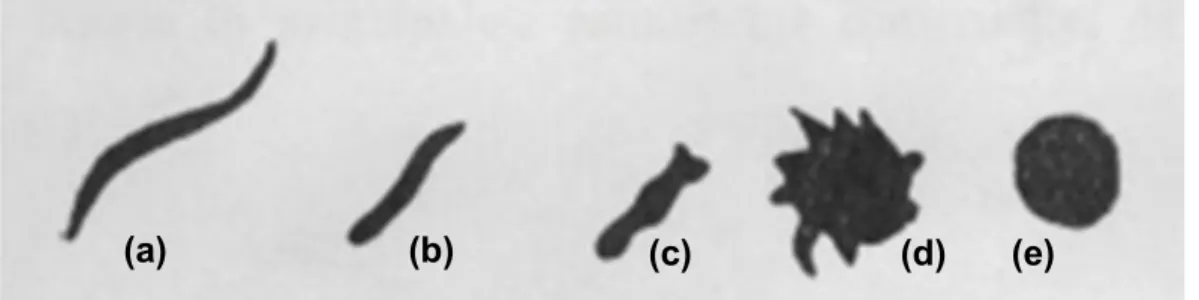
(17) 6. Las piezas fundidas representan el 25-30 % del costo total de las máquinas 2 y ocupan en media cerca del 50% del peso de toda la maquinaria que funciona en la industria. La tendencia a nivel mundial es la de disminuir el peso de las máquinas por consiguiente el peso de las piezas fundidas que, se relaciona con las característica técnico-económicas específicas de la fundición y propiedades mecánicas.. De los constituyentes estructurales, el que mayor influencia en las propiedades físico - mecánicas de la fundición gris es el grafito, por su forma, cantidad, dimensiones y como está distribuido en la masa metálica. En la. construcción de máquinas se utiliza fundiciones que pueden tener cinco formas típicas de grafito3. La figura 1.4 presenta las formas del grafito.. (a). (b). (c). (d). (e). Figura 1.4: Formas típicas del grafito:. a - Grafito en forma de láminas que termina en punta filosa, tiene una relación de l/d > 50, y se encuentra en todas las fundiciones grises. b - Grafito en forma de láminas, con la punta redondeada, tiene una relación l/d < 20 a 50, y se caracteriza debido a que las láminas de grafito son más gruesas que en el caso anterior.. c - Grafito en forma vermicular, se obtiene por modificación, se caracteriza porque su compactación es mayor, tiene una relación l/d = 2 a.10. 2 3. Profesor,Dr. Ing. Laurentiu Sofroni; Ing Estefanescu D.M. “Fonte Modificate cu Propitati Superioare” Editura tehnica 1971 p 5 Profesor,Dr. Ing. Laurentiu Sofroni; Ing.Estefanescu D.M. “Fonte Modificate cu Propitati Superioare” Editura tehnica 1971 p 10.
(18) 7. d - Grafito en forma de rosetas, se obtiene por tratamiento térmico de un recocido grafitizante de la fundición blanca, en el caso de la fundición maleable, su compactación es mayor, l/d=1.5 a 2.. e - Grafito en forma de nódulos, se caracteriza por que tiene la mayor compactación, l/d=1, se obtiene en la práctica so por la introducción de elementos modificadores (magnesio) en la fundición liquida. Estas formas de grafito se diferencian por su compactación, es decir, por su relación entre la longitud (l) y el ancho (d) de la lámina de grafito. Si el valor de la relación es pequeño la compactación del grafito es mayor. El modo de distribución de las separaciones de grafito laminar, influyen en la resistencia y tenacidad de las fundiciones. En la figura 1.5 se observa como el grafito se distribuye en la masa metálica, según la norma, ASTM4:. Figura1.5: Principales tipos de grafito laminar (100:1X). 4. Norma ASTM A247-98.
(19) 8. ♦ Grafito tipo A: se encuentra en forma de separaciones aisladas, uniformemente distribuidas, presenta mejores propiedades mecánicas ♦ Grafito tipo B: Está presente en forma de rosetas, tiende a tener una matriz. ferritica,. la. laminas. radiales. son. generalmente. largas. produciendo resistencias mecánica baja ♦ Grafito tipo C: Las láminas de grafito se encuentran superpuestas; son aleaciones hipereutécticas, la resistencia a la tracción es baja, buena resistencia al choque térmicos ♦ Grafito tipo D: grafito fino, segregación interdendrítica, orientación al azar; con alto contenido de silicio y rápido enfriamiento, matriz ferrítica ♦ Grafito tipo E : Grafito con orientación preferencial, se forma en hierros fuertemente hipoeutécticos 1.2. FORMULACIÓN DEL PROBLEMA. La aplicación del Método Simplex de Programación Lineal permite determinar y optimizar los porcentajes de la carga metálica, debe conocerse la composición química de los diferentes componentes de la carga metálica que se carga al horno, lo que permite obtener fundiciones de calidad con propiedades mecánicas, según norma y, en condiciones técnico económicas favorables. 1.3. JUSTIFICACIÓN TECNOLÓGICA Y ECONÓMICA. 1.3.1. JUSTIFICACIÓN TECNOLÓGÍCA. El presente estudio permite establecer que, a través del modelamiento matemático, la optimización de la carga metálica mediante la aplicación de la programación lineal y empleo del método simplex, proporciona a los responsables de la elaboración de la fundición a tomar decisiones en los procesos en los que intervienen una gran cantidad de variables, lo que permite obtener aleaciones de buena calidad y, a bajo costo..
(20) 9. En la explotación del horno de cubilote se establece la cantidad de material metálico a cargar en porcentaje.. . La Programación Lineal permite elegir la carga metálica de una variedad de estas de, diferente composición química en porcentajes, por medio de un sistema de ecuaciones o desigualdades lineales, las soluciones posibles conducen a la optimización de la función que expresa el objetivo propuesto, llamada solución óptima y permite, determinar cuantitativamente los componentes de la carga metálica para la obtención de una aleación de calidad y, a menor costo, de composición química y propiedades mecánicas según especificaciones.. El número de porciones que se carga al horno está en función del diámetro y altura de la cuba del horno en el proceso de elaboración de fundiciones.. 1.3.2. JUSTIFICACIÓN ECONÓMICA. El costo económico en relación a la carga metálica aplicando un modelo matemático permite: planificar, organizar y conducir los procesos en la elaboración de fundiciones y tomar decisiones con el limitante de recursos disponibles, como: materias primas, y la asignación de estos recursos limitados de manera más eficiente a un costo mínimo, referente al material metálico que se utiliza.. El método simplex5 se emplea para resolver problemas de Programación Lineal, es un procedimiento iterativo que permite ir mejorando la solución a cada paso y concluye cuando no es posible seguir mejorando más dicha solución. 5. Método creado en el año de 1947 por el estadounidense George Bernard Dantzig para solucionar problemas de m restricciones y n variables.
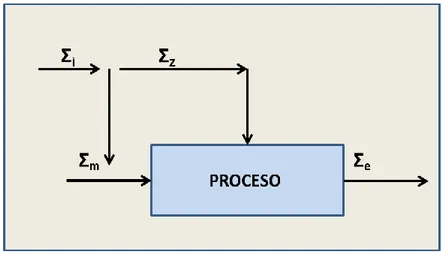
(21) 10. 1.4. OBJETIVO GENERAL Aplicar un modelo matemático por Programación Lineal – Método Simplex, que permita seleccionar y optimizar la carga metálica, por medio de una relación lineal y obtener una fundición de composición química y propiedades mecánicas deseadas con criterios técnicos – económicos.. 1.4.1. OBJETIVOS ESPECÍFICOS. ♦. Aplicar un modelo matemático, que permita localizar el punto óptimo (minimizar) por programación lineal - Método Simplex. ♦. Optimizar la carga metálica en relación al carácter técnico - económico. ♦ Analizar la diferencia entre la carga metálica de entrada y salida del horno de cubilote mediante la Programación Lineal y obtener la composición química y propiedades mecánicas de resistencia y dureza de la fundición. 1.5. HIPÓTESIS Desarrollar un modelo matemático aplicando la Programación lineal - Método Simplex que permita optimizar la carga metálica en el horno de cubilote 1.6 VARIABLES. El proceso tecnológico de fabricación de fundiciones, (ver figura 1.6), se caracteriza por dos categorías de variables: ♦. Variables independientes "i. ♦. Variables dependientes "e”:.
(22) 11. Fuente: Elaboración propia. Figura 1.6: esquema funcional de un proceso tecnológico de elaboración de fundición gris en horno de cubilote. 1.6.1. VARIABLES INDEPENDIENTES Son las variables de entrada del proceso (Σi), pueden ser variables de control que se pueden manipular (Σm) y de perturbación que no es posible ningún tipo de controlo. (Σz). Las variables de perturbación que están ligadas al proceso son: ♦ Cantidad de materia prima metálica ♦ Composición química de la materia prima metálica.. 1.6.2. VARIABLES DEPENDIENTES. Se relacionan al resultado producido por la acción de las variables independientes: controlables y de perturbación: ♦ Composición química de la fundición elaborada. ♦ Propiedades mecánicas de resistencia y dureza de la fundición elaborada.. Las variables no controlables y de perturbación del proceso, varían aleatoriamente y tienden a modificar los valores de las variables de salida..
(23) 12. La variable más importante de perturbación del proceso son los que están relacionados a la característica de la materia prima: ♦ Composición química. ♦ Dimensiones. ♦ Estado del horno de cubilote.. 1.7 OPERACIONALIDAD DE LAS VARIABLES. 1.7.1 INDICADORES DE LA VARIABLE INDEPENDIENTE ♦ Número de componentes de la carga metálica. ♦ Materia prima metálica con la que se cuenta. ♦ Análisis de la composición química de la carga metálica. ♦ Minimización del costo de la carga metálica.. 1.7.2 INDICADORES DE LA VARIABLE DEPENDIENTE ♦ Número de componentes de la carga metálica. ♦ Cantidad de los componentes de la carga. ♦ Porcentaje de los materiales metálicos a cargar. ♦ Límites de la composición química de la aleación a elaborar en porcentaje.. 1.8 METODOLOGÍA. El método que se emplea en el proceso de investigación es el científico tecnológico. Se aplica el método simplex que es un método analítico de solución de problemas de programación lineal que permite resolver modelos complicados de m restricciones y n variables.
(24) 13. 1.9. LIMITACIONES DE LA INVESTIGACIÓN La investigación presenta algunas limitaciones que a continuación se detalla: ♦ Diferentes calidades de chatarra de acero y chatarra de fundición y hierro de primera fusión que hay en el mercado local e internacional, dicha calidad está determinada por su composición química ♦ Los precios de chatarra de acero y chatarra de fundición no son constantes en el tiempo, fluctúan constantemente de acuerdo a la ley de la oferta y demanda ♦. Los datos que se observan y se analizan son estrictamente referidos a la entrada y salida de la carga metálica en el horno de cubilote, no se refieren al proceso metalúrgico de elaboración de la fundición.
(25) 14. CAPITULO II. MARCO TEORICO. 2.1. ANTECEDENTE En junio de 1947 junto con varios investigadores del United States Departament of Air Force, formaron el grupo SCOOP (Scientific Computation of Optimum Programs). Como resultado, George B. Dantzig desarrolló el Método Simplex a fines del verano de 1947, permite resolver modelos de PL, en los cuales intervienen tres o más variables, procedimiento que permite mejorar las respuestas paso a paso, con el fin de alcanzar la solución óptima de un problema. A partir de esa fecha la PL se ha utilizado extensamente en área militar, industrial, gubernamental y de planificación urbana, entre otras [13].. J. Laderman resolvió, en la National Bureau of Standards, un programa lineal a finales del verano de 1947, que fue la primera aplicación importante del método simplex, en una dieta de nutrición con 09 restricciones y 27 variables. Con el uso de calculadoras de escritorio, resolver el problema se requirieron 120 días-.
(26) 15. hombre, actualmente, usando la computadora y un programa del método Simplex (TORA, MICROMANAGER, LINDO, PROLIN, QSB y otros) es fácil resolver problemas de PL con muchas variables y muchas restricciones.. La primera que vez que se implementó el empleo de computadoras con el método simplex, es el año 1952 para un problema de 71 variables y 48 ecuaciones. Su resolución tardó 18 horas. En 1956, en una máquina IBM con 4 Kb en RAM admite la resolución de modelos con 255 restricciones. El empleo de métodos matemáticos para el análisis, control y conducción de la producción, se ha difundido hoy en día en todas las ramas de la ciencia debido al crecimiento de la producción en masa, la concentración de la producción en serie, la demanda de productos de calidad, así como la reducción del ciclo de fabricación en los últimos años, la introducción de sistemas mecanizados y la automatización de la producción. En la optimización de la carga metálica en los procesos de elaboración de fundiciones se desarrolla un modelo matemático para la representación del sistema que es una representación - conceptual cuantitativa del problema y constituye la base para la solución. [25]. En todo proceso se encuentran variables que pueden ser controladas o manipuladas para la obtención del óptimo del proceso de optimización. Cuando se utiliza una ecuación de un proceso, esta representa una solución abstracta, da una solución real si los valores de los parámetros son conocidos o son evaluados con errores mensurables 6.. La optimización de la carga metálica en un homo de cubilote se base en la aplicación de un modelo matemático por medio de la Programación Lineal - Método Simplex que permite asignar recursos limitados en forma óptima, en el que se impone las condiciones de mezcla, producción y abastecimiento de los materiales. La cantidad disponible de cada recurso está limitada, de forma que deben asignarse con cuidado. La determinación de esta asignación incluye elegir los niveles de las actividades que lograrán el mejor valor posible 6. Vladescu M, Popescu T, Metode Matematice pentru Modelarea Proceselor Fontei si otelului, Editura técnica, Bucuresti (1975), p 7.
(27) 16. La optimización del proceso de elaboración asegura una serie de valores en los límites prescritos del proceso tecnológico y, conduce a la obtención de un valor económico aceptable. La investigación que se presenta no persigue diseñar un modelo matemático basado en ecuaciones fisicoquímicas en la conducción del proceso de elaboración.. 2.2 ELABORACIÓN DE FUNDICIONES EN HORNO DE CUBILOTE. Las fundiciones son aleaciones de hierro, carbono y silicio que contienen también manganeso, fósforo, azufre y otros elementos. Contenido en carbono de 2,5 a 4.0 % y, cantidades de silicio del 2 al 4%, y manganeso hasta 1%, adquieren su forma definitiva directamente por colada. La estructura de las fundiciones está formada de grafito, y una matriz metálica que está constituida por un compuesto intermertálico cerámico (cementita), y otro material (ferrita) que es metálico El proceso de grafitización se realiza con mayor facilidad si el contenido de carbono es elevado, las temperaturas elevadas y si la cantidad de elementos grafitizantes presentes, especialmente el silicio, es la adecuada. La estructura de la fundición gris presenta inclusiones de grafito cuya cantidad, forma, tamaño y distribución varían dentro de unos límites muy amplios y da lugar a diferentes fundiciones grises.. La elaboración de fundiciones se realiza en el horno de cubilote tipo cuba, donde se realizan todas las operaciones metalúrgicas, que permite obtener aleaciones liquidas de composición química, grado de pureza y temperatura para la fusión de la carga metálica sólida, sobrecalentamiento y el procesamiento de estos en estado líquido (oxidación, desoxidación, desgasificación etc.).El horno es de funcionamiento continuo.. La carga ingresa por la parte superior del horno recorriendo todo su interior por gravedad, El metal líquido se deposita en el crisol y se evacúa por la piquera de colada periódicamente, a intervalos de tiempo que depende del diámetro y altura del cubilote en ollas de colada, la escoria se retira por la piquera de la escoria, los gases calientes van a un recuperador de calor.
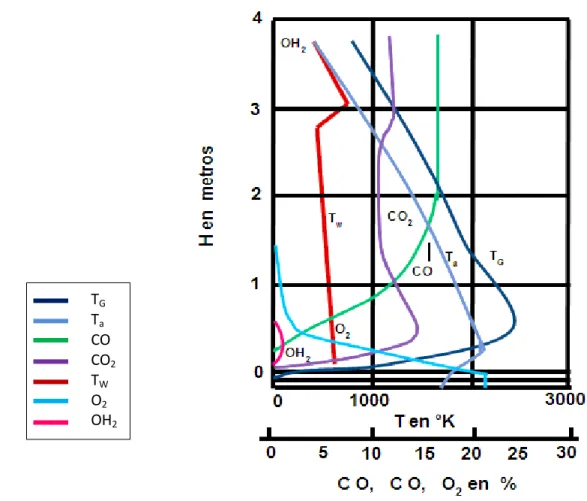
(28) 17. Los procesos se realizan en contracorriente, es decir, la carga constituida de metal, coque, caliza se desplazan de la parte superior hacia la zona del crisol, se inyecta aire por la parte inferior a través de las toberas. Los gases calientes ascienden y reaccionan con el coque que genera la cantidad de calor necesario para la fusión de la carga metálica.. La composición y temperatura de los gases varía tanto en la altura de la cuba como en la sección de esta, en función de la calidad del coque y el caudal de aire que se introduce7. Ver figura 2.1. TG Ta CO CO2 TW O2 OH2. Figura 2.1: Variación de la composición de los gases (CO2, CO, O2, H2O) y temperatura de los gases (T G), del aire (Tw) y de la fundición (T a) en la altura (H) de la cuba del cubilote 7. L Sofroni, “ Elaborarea si turnarea aleajelor” Editura Didactica si pedagogica 1978 p 162.
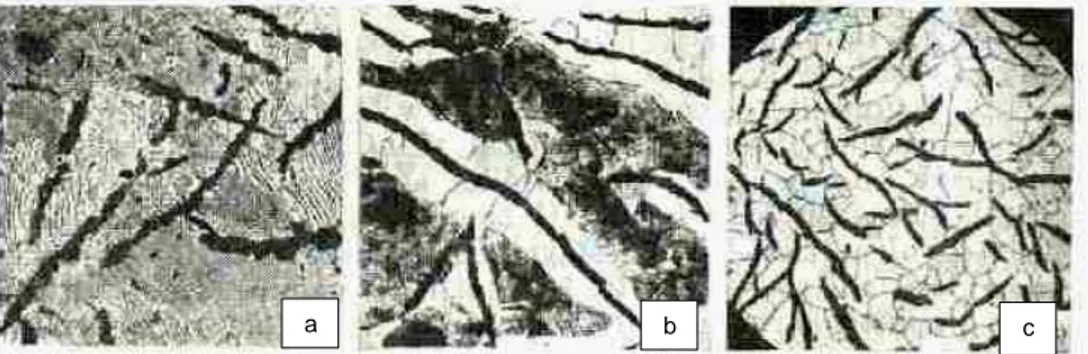
(29) 18. 2.2.1 CLASIFICACION FUNDICIONES GRISES POR SU ESTRUCTURA. a) Fundición gris perlítica.. Si se impide la grafitización de la cementita eutectoide, y grafitice la cementita proeutectoide, se debe controlar el contenido de silicio y la velocidad de enfriamiento y, así obtener una estructura final perlítica con inclusiones de grafito (figura 2.2a), el grafito se ve en forma de vetas pequeñas. La perlita contiene un 0,8 % de C, el carbono se halla en la fundición perlítica gris, en forma de cementita, el resto en forma de grafito.. b) Fundición gris ferrítica.. Si la composición y la velocidad de enfriamiento son tales que la cementita eutectoide también se grafitiza, presenta una estructura totalmente ferrítica, todo el carbono está en forma de grafito (ver figura 2.2c).. c) Fundición gris ferrito-perlítica.. Su estructura está formada por ferrita y perlita e inclusiones de grafito. La cantidad de carbono ligado es menor que el 0,8 % de C (ver figura 2.2b). a. b. c. Figura 2.2: Microestructura de la fundición gris: a) fundición perlítica, tomada a 200 aumentos; b) fundición ferrito - perlítica, tomada a 100 aumentos; c) fundición ferrítica, tomada a 100 aumento8.. 8. Gulyavev, A., “Physical Metallurgy”, Mir Publishers, 1980, Volumen 1, p. 204.
(30) 19. 2.3. MODELAMIENTO MATEMATICO. El estudio y análisis de fenómenos del mundo real, se realiza en diferentes campos de la ciencia, por lo que es necesario el empleo del método científico y, su aplicación se basa en la construcción de modelos o formulación de hipótesis.. Los modelos matemáticos no son siempre suficientemente perfectos, estos deben de tener la garantía necesaria que, cuando se aplican, se obtienen resultados óptimos, razón por la que, el desarrollo de una situación de un problema analizado en un momento dado, es para el momento estudiado.. La optimización tiene doble significación: definitiva y relativa, en relación con el nivel de posibilidades del modelo matemático utilizado. La optimización de cualquier proceso tecnológico tiene como base un modelo matemático. 2.3.1. DEFINICION DE MODELO:. Un modelo constituye una representación abstracta de cierto aspecto de la realidad, tiene una estructura formada por los elementos que caracterizan el aspecto de la realidad modelada y las relaciones entre estos elementos. Aracil9. 2.4. CLASIFICACION DE LOS MODELOS. 2.4.1 SEGUN TURNER POR SU FORMA DE REPRESENTACION (1979) ♦. Modelos iconos:. Es una reproducción a escala del objeto real y sus propiedades relevantes en una escala aumentada o reducida.. 9. ) Aracil, J. "Introducción a la dinámica de sistemas". Ed. Alianza. Madrid. año1983: Pág. 18.
(31) 20. ♦. Modelos analógicos:. Es una representación material de un objeto o un proceso para entender mejor su origen o funcionamiento con apariencia física distinta al original, pero con comportamiento representativo. No es una reproducción detallada de todas las propiedades del sistema real, enfatiza las propiedades funcionales del objeto ♦. Modelos simbólicos o matemáticos:. Emplea símbolos y funciones matemáticas que representa las variables de decisión y sus relaciones que fijan el comportamiento del sistema, ♦. Modelos continuos:. Sé representan en modo frecuente por ecuaciones algebraicas, ecuaciones diferenciales o finitas, las últimas dos describen las variaciones de las modificaciones en el tiempo de los parámetros. ♦. Modelos discretos:. Solo interesa conocer los valores de salida en un conjunto discreto.. 2.4.2 SEGÚN SU FUNCIÓN: Elwood Buffa los clasifica en: ♦. Modelos predictivos:. Este tipo de modelos nos informa el comportamiento de la variable en un futuro, es decir, lo que debería ser. A este tipo de modelos corresponden aquellos basados en técnicas estadísticas y/o econométricas,.
(32) 21. ♦. Modelos evaluativos:. Una técnica evaluativa corresponde a medir las diferentes alternativas, y así poder comparar los resultados de ellas. ♦. Modelos de optimización:. Dado un criterio cambia sus alternativas, hace uso de modelos evaluativos y predictivos, con la finalidad de determinar la mejor solución., son comúnmente iterativos por naturaleza, o sea, que existen repeticiones análogas.. La respuesta final llega a pasos y cada nueva iteración se acerca a la solución del nivel óptimo.. 2.4.3 G. B DANTZIG LOS CLASIFICA EN: ♦. Modelos deterministas:. Son modelos donde se tiene total certeza de lo que sucederá, estando ausente la incertidumbre, los datos se conocen. ♦. Modelos probalísticos o estocásticos.. En un modelo estocástico las variables de estado se representan por distribuciones de probabilidad, y por tanto el modelo es capaz de recoger aleatoriedad o incertidumbre.. 2.5 NIVEL DE RESOLUBILIDAD DE LOS PROBLEMAS. Está en función de tres características fundamentales:.
(33) 22. a) El tamaño del problema: Se refiere al número de variables y ecuaciones que contiene el modelo. Si el modelo contiene un número elevado de variables y ecuaciones su resolución será más dificultosa de resolverse.. b) La clase del problema:. Lineal, entero y no lineal:. Los problemas lineales son "fácilmente" resolubles, mientras que los no lineales son "intrínsecamente" difíciles de resolver. c) El tipo de instancias utilizadas:. Ciertas o deterministas, con riesgo, conocemos las probabilidades de ocurrencia; con incertidumbre, conocemos los resultamos posibles pero no las probabilidades de ocurrencia y, turbulencia no conocemos nada.. 2.6 FASES DEL PROCESO DE MODELIZACIÓN ♦ Primera fase: conceptualización:. Tener conocimiento de la realidad que se trata de modelar, se conoce los procesos que se dan en la elaboración de fundiciones grises en el horno de cubilote lo que permite representar conceptualmente el problema. ♦. Segunda fase: formalización: Las relaciones matemáticas se establecen en forma clara entre los elementos que forman el modelo, las que se establecen en función de la composición química de los diferentes componentes de la carga metálica..
(34) 23. ♦. Tercera fase: evaluación: Se establece la forma y procedimiento de resolución a emplear, se empela el Método Simplex – dos fases. 2.7 DESARROLLO DE LOS MODELOS MATEMÁTICOS. ♦. ♦. Formulación del modelo: se realiza en cuatro etapas; ♦. Establecer el objetivo del modelo.. ♦. Delimitación del proceso de modelado.. ♦. Establecer las variables del proceso.. ♦. Determinar el tipo de modelo.. Establecer la función objetivo o de performance: La función objetivo define la efectividad del sistema como una función matemática de las variables de decisión. La solución óptima es aquella que produzca el mejor valor de la función objetivo sujeta a las restricciones. La función objetivo se maximiza o minimiza según el caso.. ♦. Identificación y formalización de las restricciones Se identifica las limitaciones a las que está sujeto el problema, se plantea matemáticamente las ecuaciones del modelo. Las ecuaciones están determinadas por la composición química final de la fundición gris al estado líquido. ♦. Verificación del modelo:. Simulación del proceso en un calculador numérico o analógico.. Análisis de los errores de la ecuación del modelo..
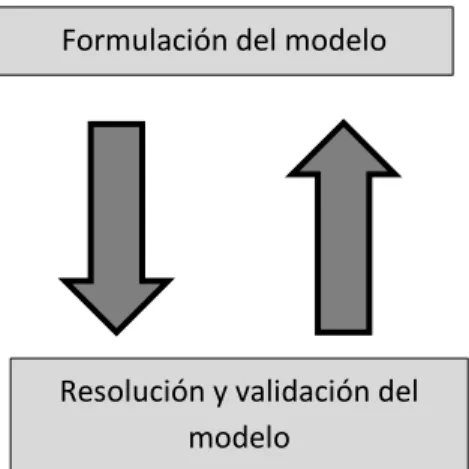
(35) 24. 2.8 OPTIMIZACIÓN: CONCEPTO: Según Nicolás J. Scenna y col10 define la optimización al proceso de seleccionar, a partir de un conjunto de alternativas posibles, aquella que mejor satisfaga el o los objetivos propuestos. Se requiere de dos etapas para resolver un problema de optimización 11:. Formulación del modelo. Resolución y validación del modelo. Figura 2.3: Etapas para resolver un problema de optimización 2.9 FORMULACIÓN DEL MODELO En la formulación del modelo matemático primero se define las variables de decisión del problema, se emplean estas variables de decisión para construir la función objetivo que se va a maximizar o minimizar y las restricciones del modelo, el modelo de investigación se organiza con el siguiente formato general:. Maximizar (minimizar): la función objetivo. Sujeta a: .. Restricciones Fuente: Hamdy A Taha, Investigación de operaciones 7ma Edición, Pearson Educación, México 2004, p 3 10 11. Nicolás J. Scenna y col Modelado, Simulación y Optimización de Procesos Químicos Capitulo XI p 435 Nicolás J. Scenna y col Modelado, Simulación y Optimización de Procesos Químicos Capitulo XI p 435.
(36) 25. La solución del modelo es factible si satisface todas las restricciones.. Es óptima si, además de ser factible, produce el mejor valor máximo o mínimo de la función objetivo. El modelo se organiza de la forma siguiente: (11): a). Identificar las variables de decisión.. b). Identificar y/o fijar las restricciones.. c). Definición de los objetivos.. d). Análisis de la información disponible.. a) Identificar las Variables de Decisión:. Las variables de decisión representan las alternativas de resolución del problema y son las variables no conocidas que deben ser determinadas en el modelo. Los parámetros son las variables controlables. Pertenecen a la propia. naturaleza. del. problema. y. no. pueden. ser. establecidas. arbitrariamente.. b) Identificar las restricciones:. Las restricciones de un problema de optimización definen el conjunto de valores que pueden tomar las variables de decisión, y representan las limitaciones físicas de los sistemas, el modelo incluye restricciones para limitar el valor de las variables de decisión.. El conjunto de todas las variables del problema se divide en el subconjunto de. variables. independientes. y. el. subconjunto. de. las. variables. dependientes.. Las restricciones pertenecen a la naturaleza del problema, como lo son las restricciones físicas, pero también puede haber restricciones fijadas arbitrariamente por quien debe decidir, según su propio criterio..
(37) 26. c) Definición de los Objetivos. Son fijados arbitrariamente por quien debe decidir, no pertenecen a la naturaleza del problema.. El mismo puede definir un único objetivo o varios objetivos a ser considerados simultáneamente. La función objetivo define al sistema en función de las variables de decisión. d) Análisis de la información disponible: La información de los parámetros del proceso permite definir el criterio de decisión a adoptar. Si se conoce con certeza el valor de los parámetros, el criterio seleccionado será el de maximizar (minimizar) el objetivo propuesto.. El modelo matemático admite que las variables de decisión representan las alternativas de solución del modelo, permite formular las restricciones y el objetivo como funciones matemáticas de las variables de decisión. Se obtiene así, un modelo matemático de optimización, que tiene la siguiente estructura general:. Optimizar Z = f(xi). x Rn. Sujeto a: gi(xi) ≤ bi. i = 1,…,u. gi(xi) ≥ bi. i = u + 1,…,v. gi(x) = bi. i = v + 1,…m. Dónde: f(x) y gi (x) i = 1,..., m son funciones definidas en el espacio Real n dimensional Rn . f(xi): es la función objetivo del modelo de optimización gi (x) (.≤, ≥, = ) bi i=1,...,m son las restricciones de desigualdad e igualdad del modelo..
(38) 27. Si la función objetivo y todas las restricciones son lineales esta estructura matemática se denomina modelo de Programación Lineal, si al menos una de las funciones descritas es no lineal, se denomina modelo de Programación No Lineal.. Cada tipo de modelo de Programación matemática tiene asociado elementos teóricos y algoritmos particulares. Es necesario conocer algunos conceptos asociados a los modelos matemáticos de optimización: a) Región Factible (RF), conjunto de puntos x Rn que satisfacen simultáneamente todas las restricciones del Programa Matemático. b) Punto Factible: es todo punto x RF. c) Punto No Factible, es todo punto x ∉ RF.. d) Solución Óptima del Modelo, es todo punto factible x* que proporciona el mejor valor de la función objetivo, x* es un punto óptimo y f(x*) el valor óptimo de la función objetivo. El concepto de óptimo está asociado al modelo y no al problema. El óptimo corresponde al modelo y podrá aproximar más o menos bien al óptimo del problema el cual depende que bien este representado el problema de optimización. 2.10 MÉTODO SIMPLEX - PRINCIPIO DEL METODO. El método simplex es un procedimiento iterativo que permite ir mejorando la solución a cada paso. El proceso iteración concluye cuando no es posible seguir mejorando más dicha solución y se aplica, para resolver problemas de programación lineal en los que intervienen tres o más variables.. La razón matemática de esta mejora radica en que partiendo del valor de la función objetivo en un vértice cualquiera, el método consiste en caminar del vértice de un poliedro a un vértice vecino que mejore al anterior..
(39) 28. La búsqueda se hace siempre a través de los lados del polígono (o de las aristas del poliedro, si el número de variables es mayor) de manera que aumente o disminuya, según la función objetivo, sea maximizar o minimizar, dado que el número de vértices que presenta un poliedro solución es finito siempre se hallará solución. La interpretación geométrica y naturaleza iterativa del método simplex, se da en el anexo 4. El método Simplex se basa en la siguiente propiedad: si la función objetivo, Z, no toma su valor máximo en el vértice A, entonces hay una arista que parte de A, a lo largo de la cual Z aumenta.. Se debe tener en cuenta que el método trabaja sólo con restricciones que tengan un tipo de desigualdad "≤" y coeficientes independientes mayores o iguales a cero, y habrá que estandarizar las restricciones, deben cumplir estos requisitos antes de iniciar el algoritmo del Simplex. En caso de que se trabaje con restricciones del tipo "≥" ó "=" se emplea otros métodos, siendo el más común el método de las Dos Fases.. 2.10.1 PREPARARACION DEL MODELO - ADAPTARLO AL MÉTODO SIMPLEX. El modelo está en su forma estándar: Función objetivo:. c1x1 + c2x2 +………+cnxn. Sujeto a: a11x1 + a12x2 +………..+ a1nxn = b1 a12x 2 + a22x2 +……….+ a2nxn = b2 amixi + am2x2 + ………. + amnxn= bm x1,.. ……x2…., xn. ≥0.
(40) 29. Se deben cumplir las siguientes condiciones:. a) El objetivo es de la forma de maximización o de minimización.. b) Todas las restricciones deben ser ecuaciones de igualdad.. c) Todas las variables (xi) deben cumplir la condición no negatividad. d) Los términos independientes (bi) de cada ecuación son no negativos. 2.10.2 CONVERSIÓN DE SIGNO DE LOS TÉRMINOS INDEPENDIENTES. Los términos independientes de las restricciones deben ser mayores o iguales a cero en el modelo, no se puede aplicar el método Simplex, si alguna de las restricciones presenta un término independiente menor que cero se multiplica por "1" ambos lados de la inecuación (teniendo en cuenta que esta operación también afecta al tipo de restricción). Con ésta modificación de signos en las restricciones correspondientes se posibilita la aplicación del método Simplex. 2.10.3 TODAS LAS RESTRICCIONES SON DE IGUALDAD. EN EL MODELO. Todas las restricciones deben ser ecuaciones de igualdad, por lo que hay que convertir las restricciones de desigualdad o inecuaciones en dichas identidades matemáticas, que es condición del modelo estándar La condición de no negatividad de las variables (x 1,..., xn ≥ 0) es la única excepción y se mantiene tal cual. Si la restricción de tipo "≥" aparece en el modelo, se añade una nueva variable llamada variable de exceso s1, con la condición de no negatividad: s1, ≥ 0. Esta nueva variable aparece con coeficiente cero en la función objetivo, y restando en la ecuación correspondiente..
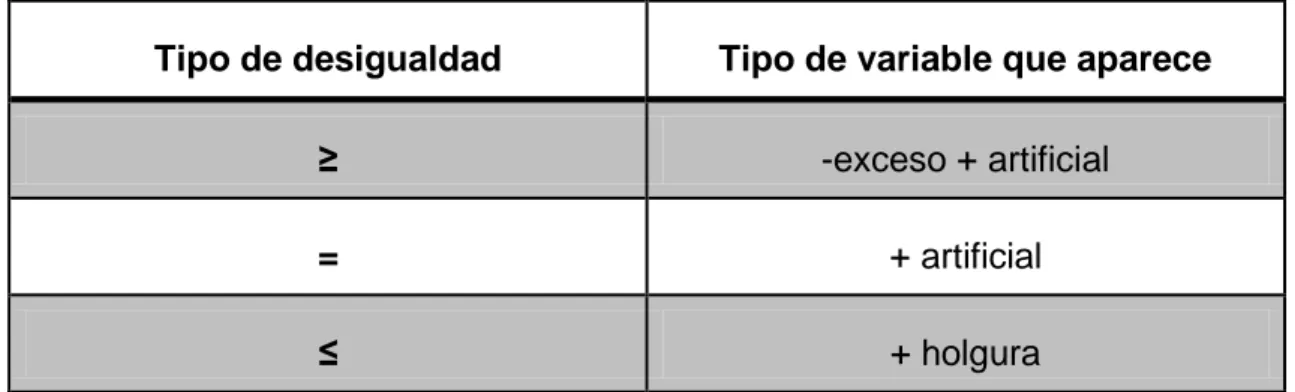
(41) 30. Las inecuaciones que contengan una desigualdad de tipo "≥" toma la forma siguiente: a11x1 + a12x2 ≥ b1 =>. a11x1 + a12x2 - 1s1 = b1. Todo modelo está basado en que todas sus variables sean mayores o iguales que cero, cuando se hace la primera iteración con el método Simplex, las variables básicas no estarán en la base y tomarán valor cero, y el resto el valor que tengan. En este caso nuestra variable s1, al hacer cero a x1 y x2, tomará el valor –b1. y no cumpliría la condición de no negatividad, se añade otra nueva variable, xr, llamada variable artificial, que aparecerá con coeficiente cero en la función objetivo, y sumando en la restricción correspondiente.. La restricción queda así: a11x1 + a12 x 2 ≥ b1. =>. a11x1 + a12x2 - 1 s 1 + 1 x r = b1. Si la restricción de tipo "≤" en el modelo se añade una nueva variable, llamada variable de holgura hi, con la restricción hi "≥" 0. La nueva variable aparece con coeficiente cero en la función objetivo, y sumado en las inecuaciones.. a11x1 + a12 x 2 ≤ b1. =>. a11x1 + a12x2 + h 1 = b1. Si la Restricción de tipo "=" aparece en el modelo es necesario agregar variables artificiales xr su coeficiente será cero en la función objetivo y aparecerá sumando en la restricción correspondiente. a11x1 + a12 x 2 = b1 Las. variables. artificiales,. =>. a11x1 + a12x2 + x r = b1. aparecen. cuando. haya. inecuaciones. con. desigualdades de tipo "=", "≥". Esto nos lleva obligadamente a aplicar el método de las Dos Fases.
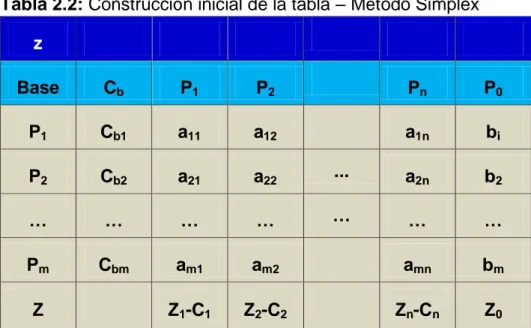
(42) 31. En la tabla 2.1 se observa que, según el tipo de desigualdad que se tiene va a parecer el tipo de variable. Tabla 2.1: Conversión de las desigualdades en ecuaciones y las variables que aparecen, así como su signo Tipo de desigualdad. Tipo de variable que aparece. ≥. -exceso + artificial. =. + artificial. ≤. + holgura. Fuente: http://www.phpsimplex.com/ejemplo_metodo_simplex.htm. 2.11. DESARROLLO DEL MÉTODO SIMPLEX. Estandarizado el modelo, puede ocurrir que se necesita aplicar el método Simplex o el método simplex de las Dos Fases.. 2.11.1 MÉTODO SIMPLEX ♦. Construcción de la primera tabla: En la primera columna de la tabla aparecerá lo que llamaremos base (variables de base), en la segunda columna (Cb), se ubican los coeficientes que dichas variables básicas tienen en la función objetivo, a partir de ésta columna aparecerán columnas para cada una de las variables de decisión y holgura presentes en la función objetivo (Pj,), en la última columna se introduce el término independiente de cada restricción (Po): Se agrega una fila la que contiene los títulos de cada una de las columnas. Sobre ésta tabla se incluye dos nuevas filas: una fila en la parte superior que liderará la tabla donde aparecerán las constantes de los coeficientes de la función objetivo, y otra que será la última fila, que recoge el valor de la función objetivo y los.
(43) 32. costes reducidos Zj – Cj. en la solución Z0 se muestra la posibilidad de mejora de los coste, razón por la cual se llaman valores indicadores. La tabla 2.2 muestra el aspecto general del método simplex. Tabla 2.2: Construcción inicial de la tabla – Método Simplex z Base. Cb. P1. P2. Pn. P0. P1. Cb1. a11. a12. a1n. bi. P2. Cb2. a21. a22. .... a2n. b2. …. …. …. …. …. …. …. Pm. Cbm. am1. am2. amn. bm. Z1-C1. Z2-C2. Zn-Cn. Z0. Z. Fuente: http:///www.phpsimplex.com/teoria_metodo_simplex.htm. Los valores de la fila Z se obtienen de la siguiente forma: Siendo Zj = Σ (Cbi*Pj) para i = 1…m, donde si j = 0, Po = bi y Co =0, y en caso contrario Pj = aij Al realizar el método Simplex, que en esta primera tabla, ocupan la base todas las variables de holgura y por ello todos los coeficientes de las variables de holgura son cero en la función objetivo, el valor inicial de Z es cero. ♦ Condición de parada:. Si en la fila Z aparece algún valor negativo se debe de dar una nueva iteración. Si no aparece ninguno valor negativo, es que se ha llegado a la solución óptima del problema..
(44) 33. ♦ Elección de la variable que entra:. Si no se ha dado la condición de parada, se selecciona una variable que entre en la base en la siguiente tabla. Nos fijamos en los valores estrictamente negativos de la fila Z, y el menor será el que nos de la variable entrante. ♦. Elección de la variable que sale de la base:. Se determina la variable que entra en la base, se escoge la columna cuyo valor en la fila Z sea el menor de entre todos los negativos, la variable que entra en la base se llama columna pivote; luego se procede a determinar cuál será la variable que sale de la base, está decisión se toma al dividir cada término independiente (columna Po) entre el elemento correspondiente de la columna pivote (Pj), siempre que ambos el elementos sean estrictamente positivos mayores a cero. Se escoge la fila cuyo resultado es el mínimo, en caso de que hubiera un elemento menor o igual a cero no se realiza dicho cociente, se tendría una solución no acotada. La intersección de la fila pivote y columna pivote marca el elemento pivote ♦. Actualización de la tabla:. Las dos primeras filas de la nueva tabla que correspondientes a la función objetivo y a los títulos, permanecen inalteradas. El resto de valores se calcula ♦. En la fila del elemento pivote cada nuevo elemento se calcula como:. Nuevo Elemento Fila Pivote = Anterior Elemento Fila Pivote actual / Pivote. ♦. Para el resto de las filas de cada elemento se calcula:. Nuevo Elemento Fila = Anterior Elemento Fila - (Anterior Elemento fila en Columna Pivote * Nuevo Elemento Fila Pivote).
(45) 34. La figura 2.4: Diagrama que permite decidir cuándo aplicamos el método simplex o el método de las dos fases12 NO. Aparecen Variables Artificiales. SI. Método Simplex. Método Dos Fases. Construimos primera tabla. Construimos tabla para mantener suma de variables artificial. SI. Cumple parada. SI. Cumple Parada NO. NO Elegir variable entrante. Elegir variable entrante. Elegir variable que sale. Elegir variable que sale. Actualizar Actualizar. Tabla. Tabla NO. SI F objetivo = 0. Eliminar columna de Variable artificial. No existe solución. Dar resultado. Figura 2.4: Diagrama que permite decidir cuándo aplicamos el método simplex o el de dos fases 12. Fuente: http://www.phpsimplex.com/index.htm.
(46) 35. Así se consigue que todos los elementos de la columna de la variable entrante sean nulos salvo el de la fila de la variable saliente cuyo valor será 1. La metodología que se aplica en el Método Simplex se da en el anexo 4 2.12. MÉTODO DE LAS DOS FASES. El método de las dos fases es una variante del método simplex, que permite resolver problema de PL, se aplica cuando en las restricciones presentan desigualdades de tipo ≥, =, se agregan variables artificiales en el PLS, ya que se requiere de una matriz unitaria de base artificial para poder iniciar el algoritmo simplex, tiene dos fases:. El Programa Lineal debe transformar las inecuaciones (restricciones del modelo) en ecuaciones, cuando la desigualdad es de tipo ≥ se añade una variable de exceso con signo negativo (Xie), también se adicionara una variable artificial (Xia) con signo positivo en cada inecuación (ver tabla 2.1) lo que permite asegurar una solución básica de inicio.. 2.12.1. PRIMERA FASE. Se formula un nuevo problema reemplazando la función objetivo por la suma de las variables artificiales para completar la matriz Identidad: En esta primera fase siempre se minimiza la función objetivo constituido por la suma de las variables artificiales, sujeta a las restricciones del problema original. Mínimo Z = Σ xia Si el problema tiene un espacio factible el valor mínimo de la función objetivo óptimo será cero, lo cual indica que todas las variables artificiales son cero. En este momento pasamos a la fase 2.. Al convertir las inecuaciones en ecuaciones, se debe agregar las nuevas variables a la función objetivo o función de optimización, de la siguiente manera:.
(47) 36. ♦ Las variables de exceso se adicionan con coeficiente cero. ♦ Las variables artificiales con coeficiente uno. El modelo original se expresa en forma estándar, se iguala a cero la función objetivo. Sumar al lado izquierdo de cada ecuación, correspondiente a las restricciones del tipo y/o =, una variable no negativa. Estas variables se llaman variables artifíciales y su adición causa una alteración a las restricciones correspondientes. Las variables artificiales serán igual a cero (Xia = 0) en la solución óptima de la primera fase.. Las variables artificiales son útiles para formar la primera base del simplex. La solución óptima de la fase 1 se identifica, con variables artificiales cero que implica Z=0 para la función, se pasa a la fase dos, de lo contrario el problema no tiene solución. 2.12.2. SEGUNDA FASE. Si en la fase uno se encontró una solución factible óptima. Se continúa con la fase dos, sólo si, ocurre la optimización del problema en la primera fase. Con base en la tabla óptima de la fase uno, se elimina de las restricciones las variables artificiales, y se remplaza la función objetivo, por la función objetivo original y se vuelve a partir de ahí, con el método simplex.. El procedimiento continúa con el arreglo de la tabla simplex inicial para cumplir los requisitos necesarios de una solución básica factible; es decir, coeficientes cero para las variables básicas en el renglón Z de la tabla.. La primera fase intenta lograr un punto extremo factible; la segunda fase, el punto extremo óptimo:.
(48) 37. 2.13. APLICACIÓN DEL METODO DE LAS DOS FASES. Sea el programa lineal en forma canónica. n. Z c j X j óptimo. ( 2.1). j 1. n. a X ij. j 1. j. bi. 1 j m. ( 2.2. j. bi. 1 j m. ( 2.3 ). j. bi. mn. ( 2.4 ). n. a X ij. j 1. n. a X ij. j 1. Xj 0. ( 2.5 ). Para transformar el Programa Lineal Canónico en Programa Lineal Estándar, las restricciones del programa se formulan de la siguiente forma. n. b i ; a i j X j X ie X ia b i. ( 2,6 ). j1. n. b i ; a ij X j X ie b i. ( 2.7 ). j1. n. b i ; a ij X j X ia b i. ( 2.8 ). j 1. Xj 0. X ie 0. X ie 0. ( 2.9 ).
(49) 38. FASE II: Se usa la solución factible de la fase I como solución básica factible de inicio para el problema original. Z = Cj X j: = óptimo La fase1 intenta lograr un punto extremo factible; la fase 2, el punto extremo óptimo.
(50) 39. CAPTITULO III. PROGRAMACION LINEAL - METODO SIMPLEX. 3.1 PROGRAMACIÓN LINEAL. La Programación Lineal corresponde a un algoritmo a través del cual se resuelven situaciones reales en las que se pretende identificar y resolver dificultades para aumentar la productividad respecto a los recursos (principalmente los limitados y costosos), aumentando así los beneficios.. La PL es un procedimiento matemática de construcción de modelos para resolver problemas de optimización los que involucran una combinación adecuada de factores o variables para producir un resultado máximo o mínimo, que permite tomar decisiones, aumentar la productividad respecto a los recursos principalmente los limitados y costosos, aumentando así los beneficios. Programación Lineal es optimizar una función que es lineal..
(51) 40. La PL utiliza diversas técnicas que permiten transformar un problema de la vida real en un problema lineal para encontrar la mejor solución posible El planteamiento de un problema dentro de la PL, consta de una función objetivo por maximizar o minimizar. La función objetivo se denomina modelo de PL. El objetivo de la Programación Lineal es optimizar, funciones lineales que se encuentran sujetas a ciertas limitaciones, que se llaman restricciones, expresadas mediante ecuaciones o inecuaciones lineales, que permite determinar la asignación óptima de recursos. El modelo de PL tiene tres componentes básicos: a) Variables de decisión: Son los elementos del sistema a modelar que son controlables. Variables de decisión que se quiere determinar. b) Función objetivo: Función matemática que relaciona las variables de decisión que se trata de optimizar para encontrar el valor optimo c) Restricciones: Conjunto de igualdades o desigualdades matemáticas que limitan los valores que pueden tomar las variables de decisión que deber ser satisfechas mediante variables de un modelo matemático 3.2 MODELO GENERAL DE LA PROGRAMACIÓN LINEAL La estructura matemática general de la programación lineal es la siguiente: a). Función objetivo: Optimizar Z = C1X1 + C2X2 +….+ Cn Xn. b). Sujeta a las restricciones: a11x1 + a12x2 +…. + a1nxn ≤ b1 a21x1 + a22x2 +….. +a2nxn ≤ b2 ⁞. ⁞. ⁞. .⁞. am1x1 + am2x2+…..+ amn xn ≤ bm c). restricciones de no negatividad: Xj ≥ 0. para j = 1,2,…n.
(52) 41. En el modelo matemático, la función que se minimiza o maximiza es: Z = C1X1 +C2X2 +…+ Cn Xn. Los coeficientes C1 + C2 +….,+ Cn son los coeficientes de costo (conocidos); X1, X2. …..Xn. son las variables de decisión o niveles de actividad que deben. determinarse que están sujetas a las restricciones.. La toma de decisiones en la formulación de un problema, en el Programa Lineal, debe cumplir las siguientes condiciones.. a) La función objetivo debe ser lineal, debe verificase que todas las variables estén elevadas a la primera potencia y que sean sumadas o restadas, no divididas ni multiplicadas. b) El objetivo es la maximización o minimización de la función objetivo. c) Las restricciones deben ser lineales, y adoptar alguna de las siguientes formas: ≤, ≥, ó =, es decir, que las restricciones del programa lineal siempre están cerradas. La PL se aplica a modelos de optimización en los que las funciones objetivo y restricción son estrictamente lineales. El método simplex es muy usado para resolver problemas de Programación Lineal13, su aplicación permite optimizar recursos de la carga metálica en el horno de cubilote y resolver problemas con más de tres variables de decisión. La PL relaciona los componentes de la carga metálica y el óptimo desde el punto de vista de la reducción de los costos, la materia prima que se carga, y asegura la composición química y propiedades mecánicas. 13. M Vladescu - T Popescu “Metode matemace pentru modelarea proceselor de elaborare a fontei si otelului” Editura Tehnica 1975.
(53) 42. 3.3 PROPIEDADES DE LA PROGRAMACIÓN LINEAL. a) Proporcionalidad directa de las variables. La contribución de cada variable Xj al valor de la función objetivo Z es proporcional al nivel de actividad Xj, como lo representa el término CjXj en la función objetivo. De manera similar, la contribución de cada actividad al lado izquierdo de cada restricción es proporcional al nivel de la actividad Xj, en la forma en que lo representa el término a¡jxj en la restricción. b) Aditividad entre las variables. La aditividad significa que el valor de la función objetivo y los recursos totales usados pueden encontrarse sumando la contribución de la función objetivo y los recursos empleados para todas las variables de decisión, en otras palabras establece que la entrada y salida de un recurso en particular, deben ser la misma cantidad; o sea, que las actividades transforman los recursos y no los crean o destruyen. c) Divisibilidad de las variables La divisibilidad significa que las variables de decisión son continuas. La suposición de divisibilidad, más las restricciones de no negatividad significa que las variables de decisión pueden optar cualquier valor, pero solo cuando éste es mayor o igual a cero. Las variables de decisión toman cualquier valor, incluyendo valores no enteros, que satisfagan las restricciones funcionales y de no negatividad., las variables no están restringidas a sólo valores enteros. d) La determinística: Coeficientes C j, A i j y b¡ para i = 1,2, ….n; j = 1,2,….m, mantienen su valor constante..
(54) 43. 3.4. ESTRUCTURA DE UN MODELO MATEMÁTICO. a) Variables. Son las incógnitas o variables de decisión que deben determinarse (Xj), representan la información para la toma de decisiones. Sus valores o resultados son determinadas por el modelo. Deben ser definidas expresando una acción a ejecutar y en una unidad de medición. b) Parámetros. Los parámetros son determinísticos, se relacionan con las variables, restricciones y la función objetivo Estos pueden ser: ♦. Coeficientes de la función objetivo (C¡): Son factores que corresponden a cada variable de decisión, se llama vector de precios conocidos o de costos. Tales como unidades, precios de venta, costos y otros. Expresados de manera unitaria por producto o actividad.. ♦. Coeficientes tecnológicos (A¡¡): Son factores que corresponden por cada variable de decisión y restricción. Tales como ratio de consumo o demanda de producto o actividad sobre un recurso. ♦ Coeficiente de recursos (bj): Son factores que corresponden a cada restricción. Tales como disponibilidades de un recurso limitado.. c). Función objetivo. Es una expresión de variables, o algunas veces una variable que representa el objetivo que se desea alcanzar y expresar la cuantificación de la efectividad de la planificación en una unidad de medición o métrica especifica. Puede ser de dos maneras:.
(55) 44. c.1). Maximizar (Max): Se requiere aumentar las utilidades.. c.2).Minimizar (Min): se desea reducir los costos.. d) Restricciones. Son relaciones entre las variables y los parámetros que se representan por desigualdades o por ecuaciones, resultan debido a limitaciones de recursos o a ciertas disposiciones técnicas de un problema dado. Las restricciones están expresadas en una unidad homogénea a ambos miembros de la desigualdad o ecuación.. Las unidades de las variables, coeficientes tecnológicos, coeficientes de recursos que intervienen en una restricción, debe ser expresada mediante conversiones generando una unidad homogénea 3.5. PROGRAMACION LINEAL - METODO SIMPLEX. Definición: La programación lineal es aquella que optimiza la función:. Z = cX. (3.1). AX ≤ b. (3.2). AX≥ b. (3.3). Sujeto a:. X≥0. (3.4). Donde la función lineal (3.1) se llama función objetivo; las desigualdades (3.2 y 3.3) se llaman restricciones y la desigualda (3.4) se le conoce como condición de no negatividad. La palabra optimizar puede significar maximizar o minimizar..
(56) 45. En el programa definido por las ecuaciones (3.1 - 3.4), se tiene que X es un vector columna con n componentes, se llama vector de actividades y sus n componentes son variables de decisión. Sea entonces. X1 X 2 X X n. (3.5). Al vector reglón c, con n componentes (c1, c2,...,cn) se denomina vector de precios o costos unitarios.. El vector columna b, con m componentes, se denomina el vector de disponibilidad de recurso. El vector 0 es un vector columna de n ceros.. La matriz A, con m reglones y n columnas se le denomina la matriz de coeficientes tecnológicos. Cada elemento a¡¡ en la matriz A, con i = 1,..,m y j = 1, ..,n representa la cantidad de recursos j que se necesita por unidad de la actividad i.. Matricialmente se reinscribe al programa lineal como:. X1 X 2 optimizar( c 1, c 2 ...., c n ) * X n. (3.6). Sujeto a:. a11 a 21 a m1. a12 a 22 . a1n X 1 b1 a 2 n X 2 b2 * a a mn X n bm . (3.7).
(57) 46. y. X 1 0 X 0 2 X n 0 . (3.8). Otra forma de escribirlo es: Optimizar Z = c1X1 + c2X2 +………..+ cnXn. (3.9). Sujeta a:. a 11X 1. a 21X 1. . . a 12 X 2. a 22 X 2. . a 1n X n b 1 . . a 2n X n b 1 . (3.10) . . . . a m1X 1. . a m2 X 2. . a mn X n b m . X1 0 X 2 0. Xn 0. También se puede escribir:. optimizar. n. Z ciXi. (3.11). j 1,, m. (2.12) (3.12). i 1, , n. (3.13). i1. Sujeta a: n. a i 1. ij. X1 bj . Xi 0.
Figure

+7
Documento similar