Division 3—Alternative rules for the construction of high-pressure vessels IX Qualifications for welding, brazing and fusing. XII Rules for construction and continued service of transport tanks XIII Rules for overpressure protection.
CODE CASES
Interpretations are released in real time to the ASME Interpretations Database at http://go.asme.org/Interpretations.
The committee does not decide whether a component should or should not be constructed in accordance with the provisions of the code. Inquiries regarding the interpretation of the Code should be directed to the Committee.
STATEMENT OF POLICY ON THE USE OF THE ASME SINGLE CERTIFICATION MARK AND CODE AUTHORIZATION IN
ADVERTISING
STATEMENT OF POLICY ON THE USE OF ASME MARKING TO IDENTIFY MANUFACTURED ITEMS
PRESSURE VESSEL STANDARDS COMMITTEES
1 INTRODUCTION
2 INQUIRY FORMAT
The committee will not use the investigator's attendance or non-attendance at the meeting as a basis for the committee's acceptance or rejection of the investigation. The inquirer should consider the need for additional audiovisual equipment that the committee would not otherwise provide.
3 CODE REVISIONS OR ADDITIONS
However, if the questioner's request is unclear, the participation of the questioner or a representative may be necessary for the committee to understand the request sufficiently to be able to provide an interpretation. If the questioner wishes to present a presentation at a committee meeting, the questioner must notify the committee secretary in advance to ensure that time will be set aside for the presentation in the meeting agenda.
4 CODE CASES
5 CODE INTERPRETATIONS
6 SUBMITTALS
ASME Boiler and Pressure Vessel Standards Committees, Subgroups, and Working Groups
PROCEDURE QUALIFICATIONS
The purpose of the Procedure Specification and Procedure Qualification Record (PQR) is to ensure that the material joining process proposed for construction is capable of producing joints that have the mechanical properties required for the intended application. The purpose of performance qualification is to determine the ability of the person using a material joining process to produce a sound joint.
PERFORMANCE QUALIFICATIONS
When a significant variable must be changed beyond the qualified range and the change is not an editorial revision to correct an error, a requalification of the procedure specification is required. When toughness testing is required for welding procedure specification (WPS) qualification under the reference code, standard, or specification, the supplemental essential variables become additional essential variables and a change in these variables requires requalification of the WPS.
WELDING, BRAZING, AND FUSING DATA
With the inclusion of the new Creep-Strength Enhanced Ferritic (CSEF) alloys in the 1986 edition, the use of the existing P number groupings to specify PWHT parameters can lead to variations in heat treatments that significantly alter the mechanical properties of these alloys. can deteriorate. . Errata in the BPV Code may be posted on the ASME website to make corrections to incorrectly published items, or to correct typographical or grammatical errors in the BPV Code.
CROSS-REFERENCING AND STYLISTIC CHANGES IN THE BOILER AND PRESSURE VESSEL CODE
Subparagraph Breakdowns/Nested Lists Hierarchy
Footnotes
Submittal of Technical Inquiries to the Boiler and Pressure Vessel Standards Committees
Cross-References
PART QG
GENERAL REQUIREMENTS
QG-100 SCOPE
A part dealing with any particular splicing process may exempt part of the process specification from consideration during the production of a performance qualification test coupon. c) Production of test joints under the supervision and control of another organization is not allowed. However, as required by QG-100(b), the qualification requirements of the referenced code, standard, or specification must be met.
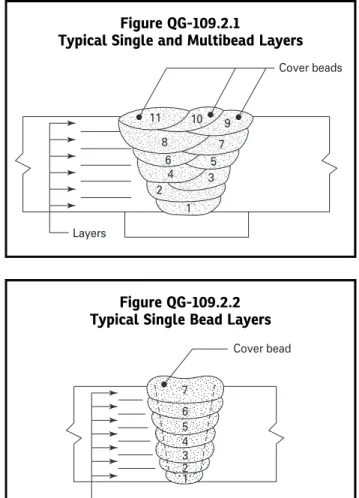
QG-109 DEFINITIONS QG-109.1 GENERAL
The walls of the hole may or may not be parallel, and the hole may be partially or completely filled with weld metal. In the case of fillet welds combined with a groove weld, the weld root of the groove weld must be used.
PART QW WELDING
WELDING GENERAL REQUIREMENTS
QW-100 SCOPE
QW-110 WELD ORIENTATION
QW-120 TEST POSITIONS FOR GROOVE WELDS
QW-122.2 Horizontal position 2G. Pipe with its axis vertical and the axis of the weld in a horizontal plane. QW-122.3 Multiple position 5G.Pipe with its axis horizontal and with the weld groove in a vertical plane.
QW-130 TEST POSITIONS FOR FILLET WELDS
QW-121.4 Upper Position 4G. Plate in horizontal plane with weld applied from below. A pipe with a horizontal axis and rolled during welding so that the weld is applied from above.
QW-140 TYPES AND PURPOSES OF TESTS AND EXAMINATIONS
QW-150 TENSION TESTS QW-151 SPECIMENS
The centers of the samples along the metal surfaces shall not exceed 5/8 inch. Collectively, all the samples needed to represent the full thickness of the weld in one location will comprise a set. d) Each sample of the kit must be tested and meet the requirements of QW-153. The tensile strength should be calculated by dividing the ultimate total load by the least cross-sectional area of the specimen as calculated from actual measurements made before the load is applied.
QW-160 GUIDED-BEND TESTS QW-161 SPECIMENS
QW-161.6 Longitudinal face bending. The weld is parallel to the longitudinal axis of the specimen, which is bent so that the front surface becomes the convex surface of the bent specimen. QW-161.7 Longitudinal root deflection. The weld is parallel to the longitudinal axis of the specimen, which is bent so that the root surface becomes the convex side of the bent specimen. When using the fixture (Figure QW-466.3), the side of the specimen facing the cylinder shall be the face for end-bend specimens, the root for root-bend specimens, and the side with major discontinuities, if any, for side-bend specimens.
QW-170 TOUGHNESS TESTS QW-171 TOUGHNESS TESTS
When using the fixtures shown in Figure QW-466.1 or Figure QW-466.2, the side of the specimen facing the punch slot shall be the face for face-bent specimens, the root for root-bend specimens, and the side with the major discontinuity, if any, for specimens with lateral bending. QW-163 ACCEPTANCE CRITERIA—CONSIDERATION TESTS The weld and heat-exposed area of the cross-welded specimen shall be entirely within the curved portion of the specimen after the test. Guided bend specimens shall not have an open break in the weld or heat-exposed area greater than 1/8 in.
QW-180 FILLET-WELD TESTS
One of the test specimens shall be tested for fracture in accordance with QW-182 and the other macro-examined in accordance with the requirements of QW-184. A cut end of one of the remaining test specimens shall be macro-examined in accordance with QW-184. A cut end of the other quarter section should be macro-examined in accordance with QW-184.
QW-190 OTHER TESTS AND EXAMINATIONS QW-191 VOLUMETRIC NDE
QW-193.1.1 Visual examination. The accessible surfaces of the welds must be visually examined without the need for magnification. QW-193.1.3 Macro examination. The mockup welds must be cut through the center of the tube for macro examination. The end of each strip of the macro coupon must be polished and etched to clearly reveal the weld metal.
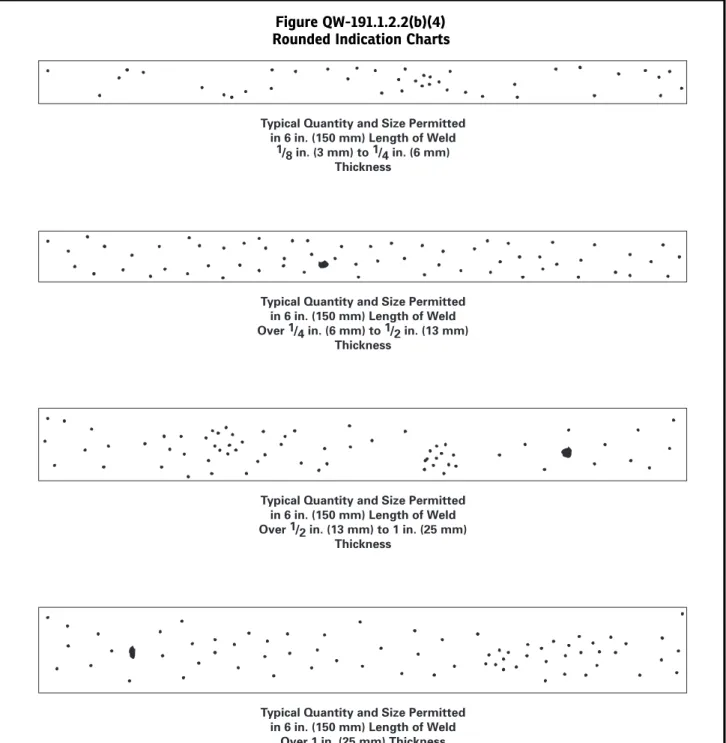
ROUNDED INDICATION CHARTS
WELDING PROCEDURE QUALIFICATIONS
QW-200 GENERAL
WPS qualification for groove welds is performed on groove welds using tensile and guided-bend specimens. WPS qualification for fillet welds shall be performed on groove weld test coupons using the test specimens specified in (a) or (b). QW-202.5 Stud Welding. Process qualification tests for plug welds shall be performed in accordance with QW-192.
QW-210 PREPARATION OF TEST COUPON QW-211 BASE METAL
The weld coating must be continuous around the perimeter of the test coupon. a) The hard surface shall be examined by the liquid penetrant method and shall meet the acceptance standards of QW-195.2 or as specified in the WPS. All readings must meet the requirements of the WPS. c) The base metal must be sectioned across the direction of the hard overlay. The chemical analysis shall be performed in accordance with Figure QW-462.5(a) and shall be within the range specified in the WPS.
QW-220 HYBRID WELDING PROCEDURE VARIABLES
QW-218.3 When chemical analysis of the weld deposit is required for each element, a chemical analysis per QW-216.2(d) shall be performed for those elements.
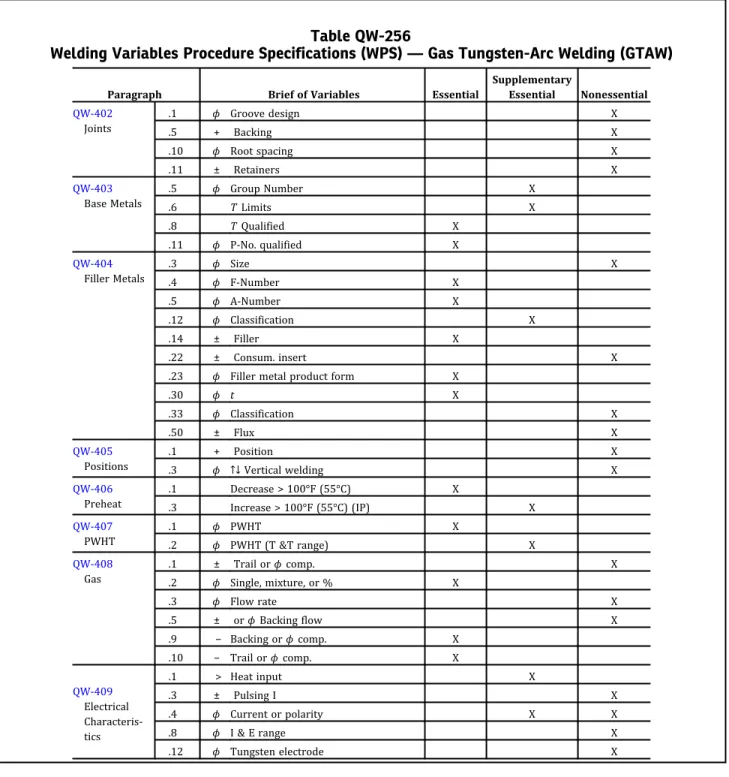
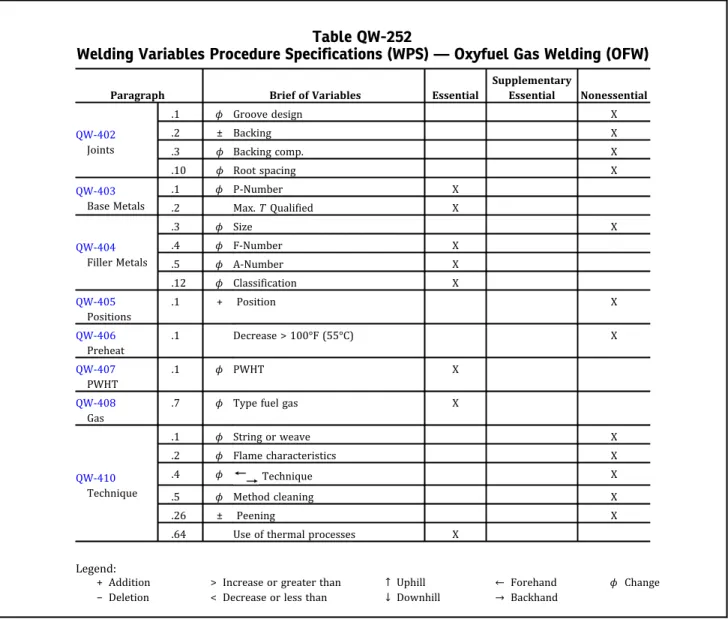
QW-250 WELDING VARIABLES QW-251 GENERAL
Seam welding machine qualification testing shall be the same as the procedure qualification testing required by QW-286. This test coupon should be cut into ten cross-sections the length of the weld, each approximately 1 inch. For low-energy capacitor discharge welding, the following requirements apply: a) Power output must be limited to 125 W-sec.
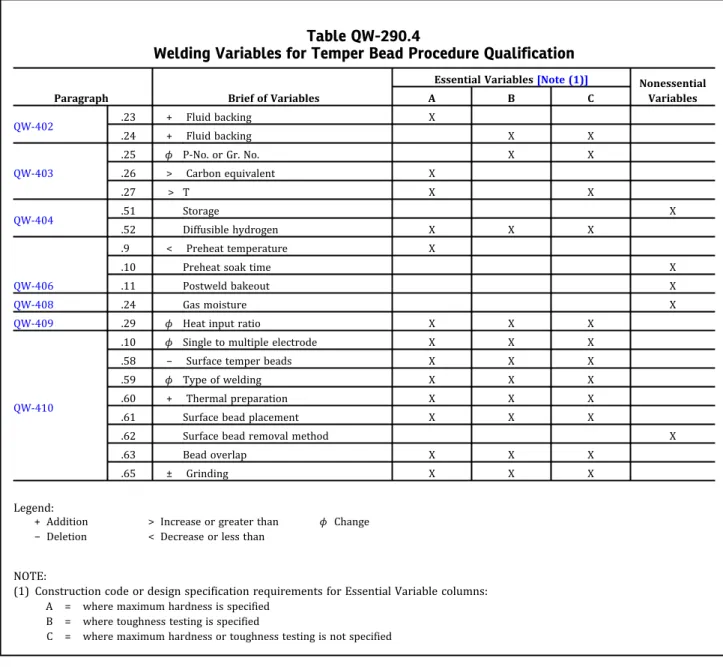
QW-290 TEMPER BEAD WELDING
1) Measurements shall be taken along a line at approximately mid-thickness of the thickness of the test coupon weld metal. 2)Additional measurements will be taken along a line approximately 0.04 in. 1 mm) below the original base metal surface. The test coupon size must be large enough to pass the required weld bead.
WELDING PERFORMANCE QUALIFICATIONS
QW-300 GENERAL
For pipes welded in 5G, 6G or special positions, the entire production weld perimeter made by the welder must be examined. For pipe welded in 5G, 6G or special positions, the entire production weld perimeter by the welding operator must be examined. In this case, the entire production welding performed by this welding operator must be examined.
QW-310 QUALIFICATION TEST COUPONS
In this case, the entire production weld made by this welder must be examined and repaired by a qualified welder or welding operator. Each welder or welding operator must be qualified within the limits specified in QW-301 for the specific welding process(es) to be used in production welding. A welder or welding operator can be qualified by performing tests on each individual welding process in separate test coupons, or on a combination of welding processes in one test coupon.
QW-320 RETESTS AND RENEWAL OF QUALIFICATION
QW-310.3 Weld groove without backing. The dimensions of the weld groove of the test coupon used in making qualification tests for single-weld groove welds without backing shall be the same as those for any WPS qualified by the organization, or as shown in Figure QW-469.2.
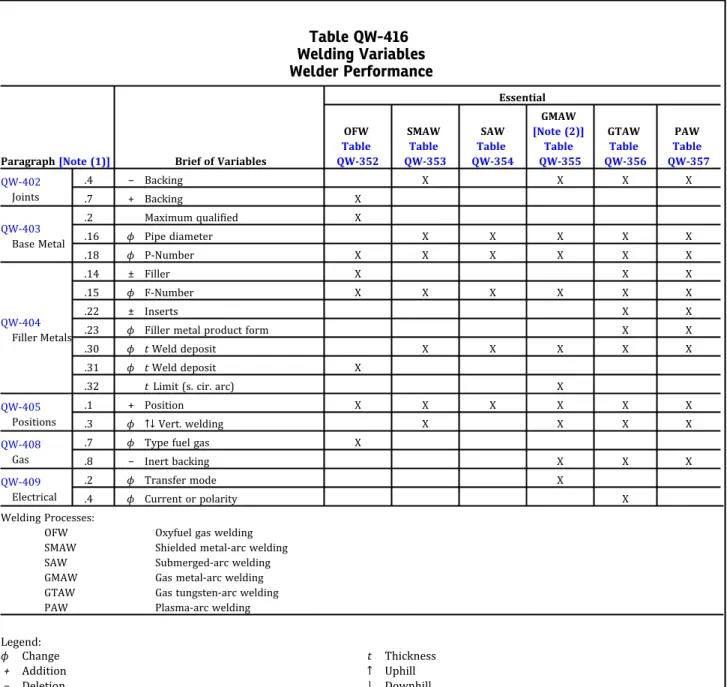
QW-350 WELDING VARIABLES FOR WELDERS
QW-360 WELDING VARIABLES FOR WELDING OPERATORS
Stud welding operators must be performance qualified in accordance with the test requirements of QW-192.2 and the position requirements of QW-303.4.
QW-380 SPECIAL PROCESSES
Welders and welding operators who will apply the cladding portion of a weld between cladding materials must be qualified in accordance with QW-381. The welded test coupon should be cut into pieces and etched to reveal the weld and heat affected zone. Each welder must be tested by welding a procedure qualification test coupon in accordance with QW-185.1.
WELDING DATA
QW-400 VARIABLES
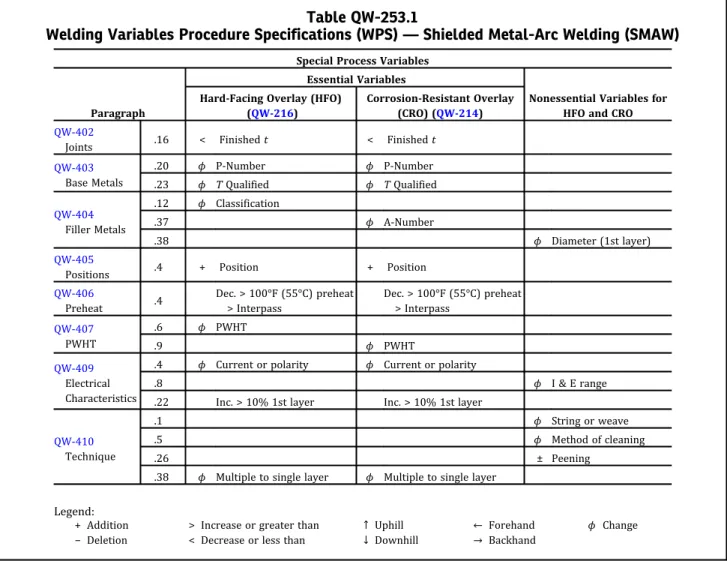
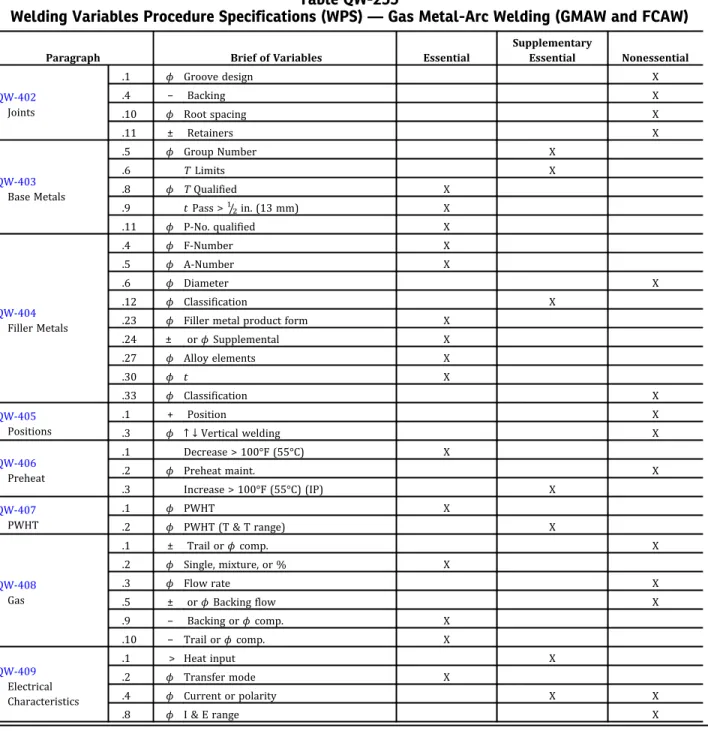
QW-403.6 The minimum base metal thickness qualified is the thickness of the test coupon T or 5/8 inch. QW-403.22 A change in the base metal thickness that exceeds 10% of the thickness of the total joint from that qualified . A change in the chemical composition of the weld deposit from one A number to any other A number in Table QW-442.
DELETED
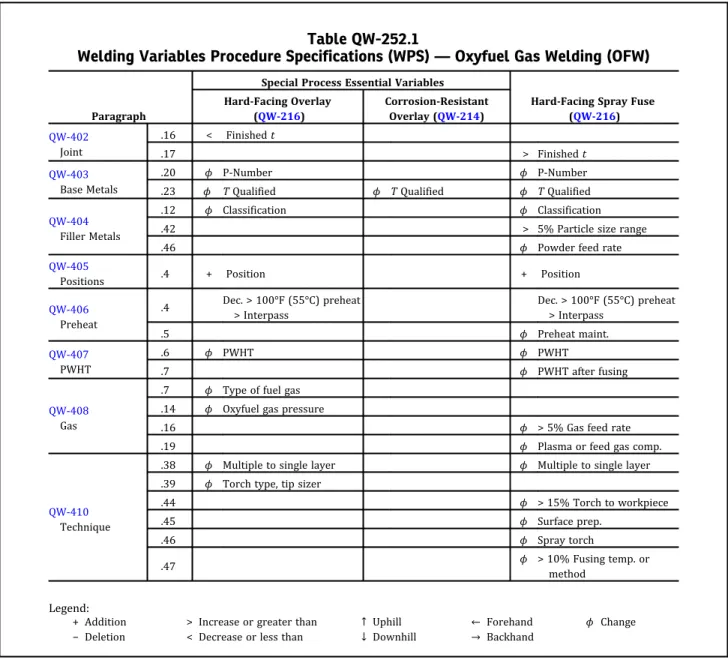
QW-404.24 Adding, deleting, or changing more than 10% by volume of supplemental filler metal. QW-404.47 A change of more than 10% in filler metal size and/or powder metal particle size. QW-408.3 A change in the specified flow rate range of the shielding gas or mixture of gases.
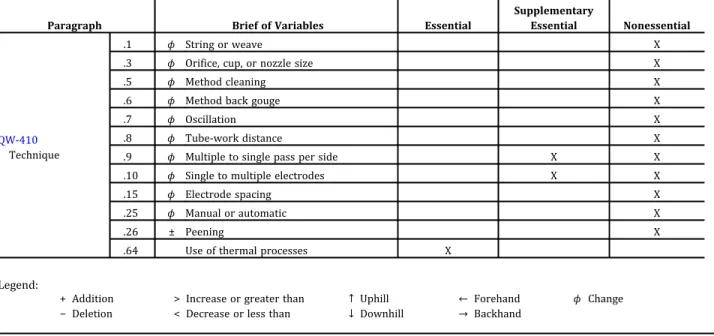
QW-410 TECHNIQUE
QW-410.30 Any change in disturbed dimension (total loss in length of parts being assembled) greater than ±10%. QW-410.43 For the burner or workpiece, a change of more than 10% in the travel speed range qualifies. QW-410.85 A change in the specified distance between the tube and the tube sheet greater than ±10%.
Other materials from the original P or S number and group number must be reassigned to the same P or S number or group number to be considered qualified for welding under the revised WPS. Minimum Specified Tensile Strength" in Table QW/QB-422 indicates the acceptance values for the tensile tests of the welding or brazing procedure qualification, unless otherwise permitted in QW-153 or QB-153. Base metals listed with minimum specified tensile values may be used for procedure qualification.
Base metals listed without a specified minimum tensile value shall not be used for groove welding process qualification purposes. If a non-listed base metal having the same UNS number as the listed base metal is used for process qualification, the minimum tensile value of the listed base metal shall apply to the tensile test specimens.