El Capítulo 1 presenta una breve historia de los sistemas de visión para inspección en la industria, luego se detalla el problema a resolver y la justificación para desarrollar el proyecto. Luego describimos los objetivos para desarrollar el sistema de visión descrito en este trabajo, así como la justificación para llevarlo a producción e implementación.
Antecedentes
En los años 90, se produjo un crecimiento masivo de la industria impulsado por el desarrollo de los semiconductores y la electrónica. Finalmente se inició el uso de algoritmos y el desarrollo de interfaces gráficas más amigables para la programación dentro de la industria.1.
Problemática
No es excepción para la empresa de sensores y control donde se desarrolla el proyecto, donde cada línea de producción tiene una inspección final realizada al 100% de los productos de cada línea, dependiendo de la complejidad, características y tamaño del producto, la inspección consiste de al menos un punto a verificar a un número incontable de puntos a verificar. Otro factor que afecta la calidad de los productos es la variación en la referencia.

Objetivos
La pieza a inspeccionar girará frente a la(s) cámara(s) para capturar todas las caras, la inspección se realizará en 5 de las 6 caras que tiene. La reducción esperada es de al menos el 90%, así como una mejora de las partes por millón (PPM) de las líneas afectadas hasta menos 50 ppm.
Justificación
Con una base de datos de varias reseñas y productos, cambiar el modelo en el sistema será un proceso sencillo, a diferencia de otros sistemas o métodos. Con el sistema de inspección automática se podrá realizar un nuevo reequilibrio del negocio, lo que supondrá una mejora en la productividad de las líneas de producción.
Fundamentos de imágenes digitales
Adquisición de la imagen
Un sensor en una cámara digital consta de un grupo de elementos. Estos pueden consistir en una serie de elementos o una red de elementos. Cada elemento de una cámara digital representa un píxel, por lo que una cámara de 640 x 480 píxeles tiene 307200 elementos en la cámara. su sensor y cada elemento genera una señal de voltaje que representa una determinada parte de la imagen.
Digitalización y representación de la imagen
Dado que la cuadrícula representada es un plano, la imagen por lo tanto representa una imagen de escena 2D, la forma de representarla matemáticamente es una función de la forma f(x, y) valor o amplitud de f en coordenadas espaciales ( x, y ) en un valor positivo finito y está determinado por la escena que se desea capturar, dependiendo los valores de cada coordenada de la intensidad del color gris, donde el negro está representado por 0 y el blanco por el valor de intensidad máxima. En las imágenes digitales, la intensidad suele estar representada por números enteros, donde cada número representa un valor de gris entre el blanco y el negro, y la cantidad de gris disponible depende de la cantidad de bits de la imagen, que suele ser "2(k). ) bits ".

Resolución de imagen
Mejoramiento/preprocesado de imágenes en sistemas de visión
- Negativo de imagen
- Transformaciones logarítmicas
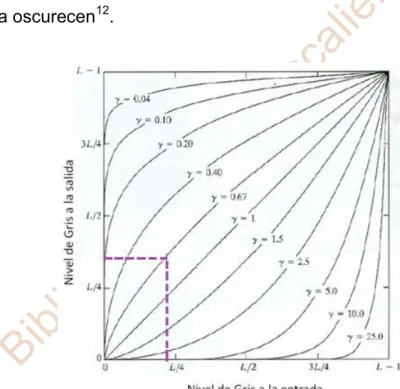
- Transformación de potencias (Corrección gamma)
- Ecualización de histograma
Asimismo, esta transformación extiende los valores de los píxeles oscuros a una gama más amplia de píxeles y es útil para manipular contrastes, en la Fig. Se puede utilizar la manipulación del histograma de una imagen para mejorarla; una imagen oscura, una imagen demasiado oscuramente iluminada o una imagen de bajo contraste se pueden ajustar a una imagen de alto contraste. Este método cambia los niveles de gris de los píxeles para que estén mejor distribuidos en la escala de grises.
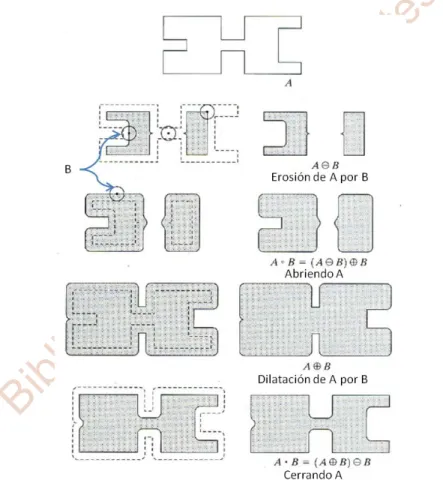
Morfología
Funciones abriendo y cerrando
La función de apertura es una erosión seguida de una expansión, suaviza el contorno de los objetos, rompe istmos estrechos y elimina pequeñas protuberancias. La función de cierre es una dilatación seguida de una erosión, esta función también suaviza secciones de un contorno, pero a diferencia de la apertura, fusiona pequeñas separaciones, llena pequeños huecos y llena pequeñas aberturas en un contorno.
Transformación “hit - miss”
Extracción de limites (contornos)
Iluminación y óptica
Técnicas de iluminación
La iluminación de campo oscuro (Fig. 2.10c) consiste en tener la iluminación perpendicular a la línea entre la cámara y la pieza, utilizada para resaltar grietas, surcos u otras características de la superficie grabadas. La iluminación de contraste (Fig. 2.10d) consiste en colocar el objeto entre la cámara y la fuente de luz, esta técnica se utiliza para reconocer el perfil del objeto y realizar mediciones muy precisas. La iluminación de cúpula difusa (Fig. 2.10f) combina iluminación reflectante en una cúpula esférica y coaxial en la parte superior de la cúpula. Esta técnica se utiliza para aplicaciones complejas ya que no produce ningún tipo de sombra.
Tipos de iluminación
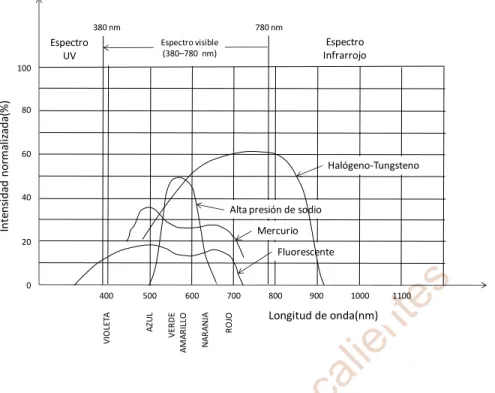
La iluminación fluorescente consiste en lámparas de vapor de mercurio de baja presión. También se utiliza en sistemas de visión, pero su uso es limitado debido a la limitada gama de formas disponibles. La vida útil es de aproximadamente 10.000 horas en aplicaciones. Los operadores industriales deberían considerar operarlos a frecuencias superiores a 25 khz, porque se podía apreciar una frecuencia menor en la intensidad de las imágenes grabadas22; La longitud de onda de la luz fluorescente se puede ver en la figura (Fig. 2.12) así como una comparación con otros tipos de lámparas. La iluminación de fibra óptica es actualmente la más intensa, se utiliza para dirigir la luz a puntos de difícil acceso o por ser una luz fría donde no se permite el aumento de temperatura, generalmente cuenta con LED o lámparas halógenas. La iluminación láser se utiliza para resaltar una característica o determinar la tercera dimensión de una imagen. Para usarlo, se genera una línea de luz que se muestra en diagonal. Las distorsiones de esta línea corresponden a cambios de profundidad; Existen diversas formas de haz de luz, como una línea, un punto, una red, una cruz, etc.

Lentes (óptica)
Para distancias de trabajo muy cortas o inferiores a la distancia mínima de trabajo de una lente determinada, será necesario utilizar anillos o tubos de extensión, que pueden reducir la distancia mínima de trabajo de una lente; estos se colocan entre la lente y la lente. cámara. En este capítulo se introducirán de forma general algunos elementos y el procedimiento seguido durante la tesis, y también se detallará el desarrollo del proyecto, comenzando por la identificación general del proyecto y su entorno. Continúa con la descripción detallada de la implementación de cada paso del proyecto y finaliza con la propuesta para su evaluación.

Diseño de la investigación
Población y muestra
Instrumentos y técnicas de análisis
Datos de identificación
Análisis situacional o diagnostico
Pequeña experiencia del equipo de Sensata con sistemas de visión complejos y el uso de algoritmos morfológicos. El sistema de inspección no podrá detectar el 100% de los defectos, especialmente los superficiales como rayones o manchas.
Descripción del proyecto
Concepto inicial
Investigación de fabricantes/distribuidores
Identificación de especificaciones del sistema de inspección
Luego se llamó a varios fabricantes y distribuidores de equipos para obtener recomendaciones sobre el concepto definido, por lo que se determinó que la iluminación sería un factor importante y podría ser necesario utilizar diferentes métodos de iluminación dependiendo de la dificultad de resaltar. diferentes características en las imágenes capturadas. En el caso de las especificaciones de la cámara, la selección se basó en experimentar con dispositivos con una resolución de 640X480, se tomaron varias fotografías de toda la parte y haciendo zoom en el área del código QR se comprobó la calidad de la imagen y si había Si había suficientes píxeles para utilizar en la inspección, ya que se podía apreciar una ligera distorsión, se eligió la siguiente resolución de 1200X900. Otro aspecto considerado fue el uso de una pantalla tipo "motor táctil" para facilitar la interfaz con el operador de la marca ELO Touch Solutions.
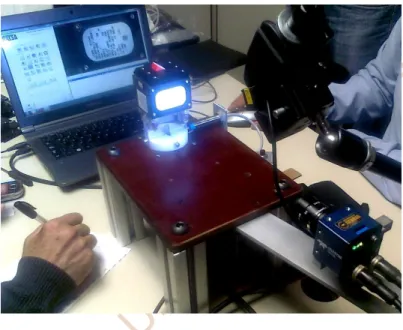
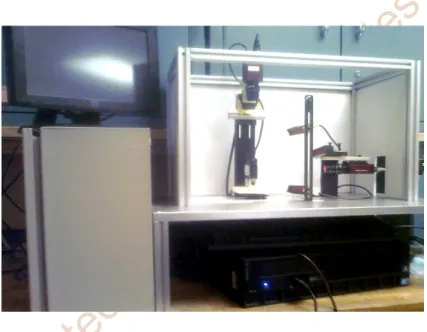
Pruebas del concepto en prototipo 1
Se ha elaborado un documento de especificaciones para las especificaciones del sistema, describiendo las características generales que se esperan del mismo, ver Apéndice 1; Además, se creó un desglose para cada cara del interruptor, describiendo las características a inspeccionar. Se utilizaron dos clasificaciones: características deseadas para la inspección y características requeridas para la inspección. También se optó por el uso de cámaras GigE para evitar la aglomeración de datos en el puerto, la diferencia entre un puerto USB o Firewire respecto a GigE es la gran capacidad de transmisión.
Identificación de componentes complementarios
Identificar las marcas especiales de la marca de amperaje, (enchufe, números, amperaje, ) 3 Presencia de remaches Equipo terminal.

Diseño del circuito lógico y eléctrico
Diseño mecánico de partes
Fabricación y Ensamble
Diseño y elaboración del software de control
Los siguientes pasos fueron la estructura principal del programa, dividido en 3 secciones principales que se ejecutan en paralelo, sistema de control de movimiento y captura de imágenes, sistema de análisis de imágenes e interfaz gráfica. Además, se complementó con una base de datos para almacenar las configuraciones de cada número de artículo, lo que facilita la operación del modelo seleccionado.
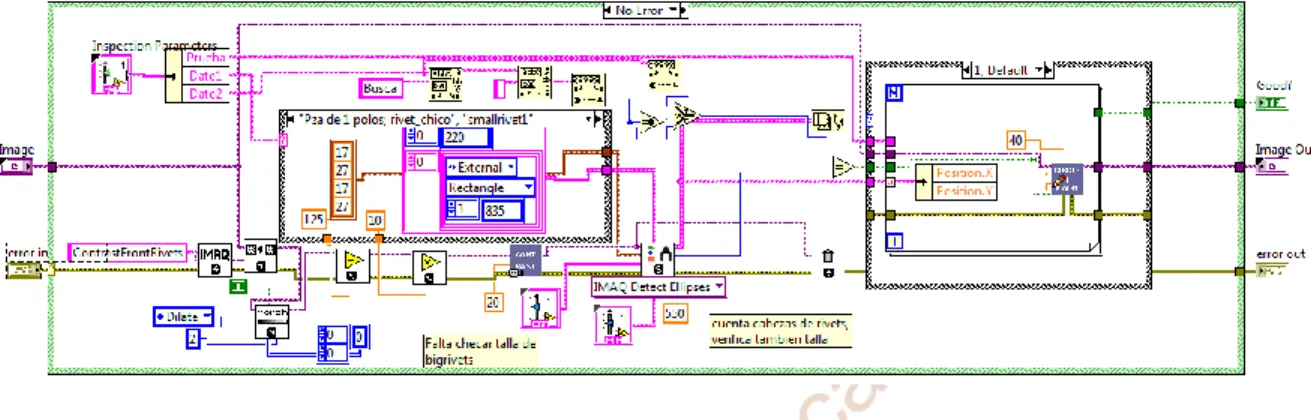
Creación de sub-rutinas de inspección
Vea en la Figura 3.8a el diagrama de LabView conocido como VI y en la Figura 3.9b la secuencia de imágenes de un ejemplo. El primer paso para identificar el número de pieza es reconvertir la imagen a alto contraste utilizando la función “BCGLookup VI” con un brillo de 128, contraste 45 y gamma 1.0 definido, dejando caracteres negros sobre fondo blanco sin ruido y/o escala de grises, tras lo cual se identifica el borde de la etiqueta; Este proceso se puede ver en el diagrama de LabView en la Fig. 3.21. La secuencia descrita de pasos de inspección y el resultado se pueden ver en la secuencia de imágenes en la Figura 3.24.
Revisión inicial de funcionamiento
Pruebas de operación y corrección de errores
Elaboración del plan de validación
Ejecución y análisis de la validación
Entrenamiento y puesta en operación
Indicadores de evaluación del proyecto
Esta sección presenta el desempeño y los resultados de validación del sistema de control automático de interruptores de corriente cuando se ejecutó en la línea de producción. Los resultados se presentan comenzando con las validaciones de los equipos utilizando piezas de producción con defectos conocidos, la retirada del equipo de la línea de producción y los resultados de rendimiento posteriores cuando se colocan en la línea de producción.
Validación del equipo
Repetitividad y reproducibilidad por atributos
Se realizó otro estudio de validación para evaluar el resultado de la inspección conjunta, donde se procesaron 16 muestras de 50 piezas, cada muestra contenía 6 piezas defectuosas y se realizaron 2 iteraciones, utilizando todas las inspecciones juntas. El resultado indica 3 características por debajo de las expectativas y se muestra en la Fig.

Repetitividad y reproducibilidad de inspección por Operador
Tiempo ciclo promedio del equipo
Acciones posteriores a la validación
Selección de inspecciones a implementar en producción
En la Tabla 4.1, las propiedades que permanecieron en el equipo se muestran en verde, las que no pasaron la validación en amarillo y las que no se desarrollaron en blanco.
Primeros resultados del equipo en producción
La tesis presenta el diseño, desarrollo e implementación de un sistema de control computarizado para su uso en la producción de interruptores de corriente. Los resultados fueron muy satisfactorios debido al alto rendimiento del sistema de inspección para separar defectos, pero sólo en aquellas características previstas. El sistema de inspección consta de un conjunto de 2 cámaras digitales tipo GigE, una de las cuales está ubicada frente al nido giratorio y la otra en la parte superior.