Análisis de los resultados y obtención de las microestructuras de la unión disímil y del estado de dureza provocado por el proceso de soldadura. Verificación de los cambios de las microestructuras provocados por el efecto del proceso de soldadura y el comportamiento de la simulación por el Método de Elementos Finitos de la unión disímil.
Marco teórico. Antecedentes investigativos
Introducción
Esto requiere que los procesos, los metales de aportación y los métodos de deposición de soldadura se seleccionen cuidadosamente para que sean lo más parecidos posible a la naturaleza de los aceros que se van a unir. En este capítulo se pretende realizar una búsqueda relacionada con la soldadura de diversos aceros, la cual se relaciona esencialmente con las uniones de aleaciones fundidas.
Soldadura como proceso de unión
- Proceso de soldadura de materiales disímiles
Al soldar materiales diferentes, Joseph et al. 2005), donde el material de aportación y uno de los materiales base presentan una diferencia significativa en composición química respecto al otro material, presentando diferentes efectos durante la unión. 9 La turbulencia del baño de soldadura tiene una influencia significativa en la formación de la región.

Solidificación y transformaciones de fase en la soldadura
Generalmente se formarán a lo largo del límite de grano o en la interfaz ferrita-austenita (si hay ferrita presente). Durante un proceso de soldadura, el calentamiento es localizado y no hay uniformidad en la temperatura de la pieza, además,

Características generales de las aleaciones termoresistentes
- Acero inoxidable de la serie HK 40
En el trabajo de Paulik y Paulik (1971) se investigó el comportamiento de fluencia de una aleación de níquel con 20% de Cr con diferente contenido de tungsteno (hasta 20. A medida que aumenta el contenido de níquel, los valores de carburación disminuyen y el valor óptimo para que se alcance la relación Fe/Ni4.
Características de las fundiciones
- Clasificación de los hierros de elevada aleación
Según Aguilar (2000), las propiedades mecánicas de las fundiciones de hierro dependen de la microestructura y distribución de los componentes microestructurales. Walton (1981); Pequeño (1968); ASTM A 352 clasifica los hierros de alta aleación como un grupo independiente de aleaciones de hierro fundido, donde las propiedades dependen directamente de la influencia de los elementos de aleación.
Características del desgaste abrasivo
- Manifestaciones del desgaste abrasivo
Kragelski (1978) demostró, cuando estudió el fenómeno de la fatiga superficial y, partiendo de la naturaleza dual de la fricción, la influencia de la presión sobre la intensidad del desgaste, concluye que si las superficies no están fijas (superficies nuevas), el desgaste resistencia al desgaste. es una función no lineal de la presión. Sin embargo, esta transformación depende de propiedades como la densidad de las partículas y la distribución de tamaños (Hutchings, 2000 y Janos et al., 1999).

Procesos de simulación de temperaturas en piezas fundidas
- Consideraciones sobre la fuente de calor en la soldadura
Con algunos materiales, la contracción del trabajo ocurre cuando ocurre un cambio de fase durante el enfriamiento. Como resultado, el contacto entre la superficie del molde y la pieza se reduce hasta que se puede lograr la separación. Esto hace que el mecanismo de transferencia de calor varíe con la temperatura y, por tanto, con el coeficiente de transferencia de calor.
Los flujos se expresan en función de los valores de temperatura en puntos adyacentes a cada lado utilizando expresiones diferenciales o interpolaciones FEM típicas (Burmeister, 1983). 27 calor o densidad de potencia calorífica que actúa sobre cada punto de interés que se encuentra en su interior. Volumen de origen en sistema de coordenadas cartesiano. La evolución de la temperatura en la TAZ depende en gran medida de los gradientes térmicos en la zona fundida.
28 La trayectoria de la soldadura, la trayectoria y la posición de la fuente de calor en la estructura (figura 1.7) es.

Materiales y Métodos
MATERIALES Y MÉTODOS 1. Introducción
- Deterioro de los soportes de los anillos de desgaste de las bombas Hazleton
- Propuesta tecnológica para la reparación
- Composición química de la aleación HK 40 y el hierro fundido 24 en %
- Plan experimental
- Máquina de soldar empleada en la soldadura
- Electrodos consumibles para la soldadura
- Diagrama de Schaeffler
- Preparación metalográfica
- Cálculo del ciclo térmico
- Cálculo de la energía lineal del proceso de soldadura
- Cálculo de costo del proceso de soldadura
- Verificación experimental
- Conducción del calor en la pieza
- Conclusiones del capítulo 2
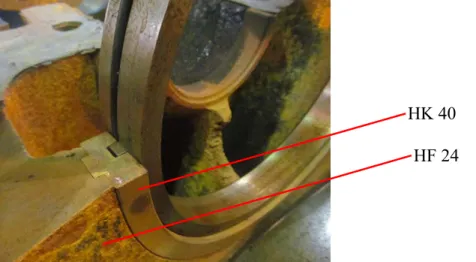
Estas turbomáquinas presentaban problemas de desgaste en los soportes de los anillos como se muestra en la figura 2.1, impidiendo su funcionamiento. En la Figura 2.2 se muestra la propuesta tecnológica para el reemplazo del soporte de los anillos, donde la carcasa es de HF 24 y el soporte de la aleación HK 40. Al determinar la composición química de la aleación HK 40, se puede observar que el contenido de carbono y cromo puede favorecer la formación de la fase intermetálica sigma durante el proceso de soldadura.
La selección de las muestras se realizó a partir de la preparación de muestras fundidas de aleación HK 40 y hierro fundido 24. El flujo de calor en la dirección de trabajo es pequeño en comparación con el de la dirección de movimiento perpendicular. El calor latente se tuvo en cuenta en el caso de transformaciones de microestructura y fusión/solidificación.
El análisis de las transformaciones de la microestructura estará directamente vinculado con el análisis térmico.
Análisis de los resultados
Introducción
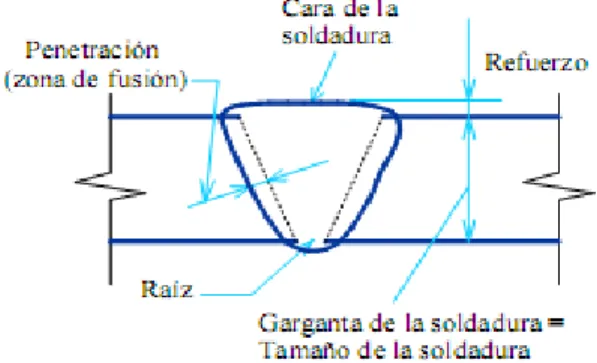
Uno de los factores importantes en la aplicación de la soldadura es la penetración que proporciona. Lo ideal es que exista una solución, de forma que se cree una mezcla homogénea y así permitir que el escudo resista la tensión y evite el desprendimiento, en el caso de no soldarse. -Las regiones fundidas permiten concentraciones de tensión que pueden provocar fallas sin deformación perceptible. El propósito de este capítulo es analizar las estructuras resultantes de soldar la aleación HK 40 y el hierro fundido con diferentes electrodos, así como la dureza obtenida en la zona fundida y la zona de influencia térmica luego del proceso de soldadura.
Análisis de la composición química
La corriente de soldadura es el amperaje seleccionado en la consola de la máquina, que tiene la función de llegar al baño de soldadura. Para realizar la soldadura desigual entre la aleación HK 40 y el hierro fundido 24 se utilizan dos temperaturas de fusión, 1450 oC para la primera y 1420 oC para la segunda, se consideró más alta la HK 40, la temperatura ambiente se tuvo en cuenta fue de 34 oC, para la longitud de la conexión es de 0,53 m, por lo que el resultado de la energía entrante es 39 283,2 W y la longitud del charco es 270 mm. A medida que aumenta la velocidad de desplazamiento, la cantidad de energía térmica por unidad de longitud de soldadura transferida desde el arco al metal base aumenta inicialmente a medida que el arco actúa más directamente sobre el metal base.
La energía lineal del proceso de soldadura se calculó utilizando la ecuación 2.8 con un voltaje de arco de 16 V, un amperaje de 121 A, una velocidad de soldadura de 0,007 m/s y una capacidad del proceso de soldadura de 0,7 para soldadura SMAW. El valor de la energía lineal alcanzada en cada punto está relacionado con varios factores como la distancia a la fuente, la velocidad de traslación y su intensidad, donde para un ejemplo correcto de la distancia según la literatura utilizada (Radhakrishnan, 2000) dice que la temperatura alcanzada en un punto dado, es inversamente proporcional a la distancia desde la línea de suministro de calor. Los cambios microestructurales que ocurren en esta zona son resultado de la energía térmica proporcionada por la soldadura, donde el ciclo térmico crea productos de transformación que dependen fundamentalmente de la temperatura alcanzada, la velocidad de enfriamiento y la composición química del metal base.
El parámetro de espesor relativo de la placa, es 2,31, esto se considera espesor de placa gruesa.
Análisis de las microestructuras
- Análisis de las microestructuras con electrodo E 309 L – 16
- Análisis de las microestructuras de la soldadura con electrodo UTP 65
- Análisis de las microestructuras con electrodo UTP 86 FN
En la Figura 3.1d, durante el enfriamiento, la austenita solidificó a partir de la aleación fundida en forma de dendritas. En la Figura 3.2b, la parte intermedia del cordón muestra la microestructura del metal de soldadura depositado, donde el lado superior solidifica como dendritas austeníticas con presencia de austenita residual, mientras que el lado inferior solidifica con una estructura martensítica. Este tipo de solidificación ocurre al final del proceso de solidificación de la austenita primaria mediante la reacción eutéctica.
La ferrita que se forma en el límite de austenita es relativamente estable y resiste la transformación a austenita durante el enfriamiento de la soldadura porque está enriquecida por los elementos promotores de ferrita. La estructura tipo isla es más grande que la estructura tipo playa (Figura 3.2d) y generalmente se encuentra en el pasaje de las raíces y cerca de la superficie en crestas individuales. Se ha sugerido que la mayoría de las estructuras en isla están en la capa de suelo porque hay una mayor variación en el baño de soldadura y el control del arco.
En la Figura 3.2d, la presencia de martensítico es producto de la transformación de perlita y ferrita en austenita, ya que el enfriamiento rápido suprime la transformación austenita-ferrita, disminuyendo la difusión de los átomos de carbono.
Ferrita
- Análisis de las microestructuras con electrodo E 275
- Análisis de la composición química de los cordones depositados
- Comportamiento de la dureza
- Análisis de regresión múltiple
- Análisis de las tensiones de la soldadura con electrodo E 309L-16
- Análisis de las tensiones de la soldadura con electrodo E 275
- Análisis de las tensiones de la soldadura con electrodo UTP 65
- Análisis de las tensiones de la soldadura con electrodo UTP 86 FN
- Impacto medio ambiental
- ASTM A 352
- ASTM E 3 - 95
En la zona de fusión de la figura 3.3a con el electrodo UTP 86 FN se obtuvo una solidificación tipo ferrita-austenita (FA), tiene ferrita eutéctica en matriz austenítica. En la microestructura de la zona afectada por el calor como se muestra en la figura 3.3c, se obtuvo una mezcla de austenita y martensita ubicada en los bordes de los granos de ferrita. En la TAZ, la formación de ferrita a lo largo del límite del grano limitará el crecimiento y reducirá la susceptibilidad al agrietamiento.
Los carburos presentes en la microestructura, su tamaño, distribución y morfología dependen de la composición de la aleación y del ciclo térmico en la ZAC. En la figura 3.8 (e), que es la zona afectada térmicamente de la aleación HK 40, los esfuerzos son del orden de 46.64 N/mm2, menor que el del hierro FG 24, esto se debe a que esta aleación presenta una punto de fusión de 1450 oC. Se realiza el análisis combinado de las tensiones y las microestructuras de la unión soldada con el electrodo UTP 65.
Las estructuras martensíticas y austeníticas de Widmanstátten formadas en la zona afectada por el calor de la aleación HK 40 (Figura 3.11 (e)) generan tensiones de 37,3 N/mm2, lo que puede provocar una sobresaturación de la matriz austenítica durante el enfriamiento, lo que da lugar a la formación de diversos precipitados. Modelado y simulación de la influencia del aporte de calor en la penetración de la junta soldada.