Estudio de diferentes metodologías para mejorar la predicción de la presión de rotura en ductos de transporte de petróleo y gas fabricados con tubos de acero soldados. Se realizó un estudio de diferentes metodologías para mejorar la predicción de la presión de falla en tuberías de transporte de petróleo y gas hechas de tubos de acero soldados longitudinalmente utilizando REG de baja frecuencia.
Introducción
- Justificación
- Justificación ambiental
- Justificación social
- Justificación económica
- Justificación técnica
- Objetivos
- Sistema de transporte de gas y petróleo
- Amenazas a la integridad de ductos
- Amenazas potenciales para ductos que transportan hidrocarburos líquidos
- Amenazas potenciales para ductos que transportan gas
- Historial de fallas
Es prudente evaluar los efectos de los ciclos de presión para garantizar que el supuesto de estabilidad esté justificado. En este proyecto únicamente se analizará el comportamiento de los defectos provocados por amenazas relacionadas con la fabricación de la tubería.
Diseño de cañerías
- Ductos de hidrocarburos antiguos
- Tuberías en el siglo XVIII y en el siglo XIX
- Los primeros ductos
- El crecimiento de las tuberías a finales de 1800
- El crecimiento de las tuberías: en la década de 1900
- Desarrollo de la industria del petróleo en Argentina
- Materiales
- Métodos de fabricación
- Tubería ERW (Electric Resistance Welded)
Pero en el nuevo escenario de posguerra, Argentina se convirtió en un objetivo doblemente interesante. La corriente alterna de baja frecuencia tiende a penetrar profundamente en los extremos de las tuberías.

Introducción
- Mecanismos de falla
- Fractura dúctil y deformación plástica excesiva
- Pérdida del contenido
- Fractura frágil
- Inestabilidad elástica
- Inestabilidad plástica
- Discontinuidades o defectos introducidos durante la fabricación de ductos
- Falta de penetración
- Socavaduras o mordeduras de bordes
- Fisuras longitudinales
- Falta de fusión
- Tecnologías de inspección
- Inspección Interna (In Line Inspection – ILI)
- Prueba Hidráulica
- Evaluación Confirmatoria Directa
- Ensayos de materiales
- Charpy
- Ensayo de tracción
- Tensiones residuales
Las herramientas de inspección de grietas aparecieron por primera vez a mediados de la década de 1990. Se utilizan pulsos ultrasónicos de impacto directo para medir el espesor de la pared y un impacto de 45° para detectar grietas y/o fisuras. Si bien la medición del espesor de las paredes está más o menos establecida, la detección de grietas y/o grietas en tuberías sólo está disponible desde hace unos años.
La velocidad de inspección de la herramienta depende del medio y puede variar dentro de un cierto rango. Uno para medir espesor de pared o corrosión y otro para detectar grietas y/o fisuras. La Evaluación Confirmatoria Directa (ECD) es una metodología de validación de integridad que permite la confirmación de suposiciones hechas por la evaluación de integridad realizada en línea a través de Inspección en Línea (ILI), Prueba Hidráulica (PH) u otra técnica de evaluación de integridad.
Se requieren 48 pruebas especiales, o conversiones de la energía absorbida en la prueba de impacto (CVN). Tal es el caso de los métodos de mecanizado de superficies, ranuras y agujeros ciegos.

Métodos de evaluación de criticidad de defectos
- Procedimientos principales
- Diagrama FAD
- Predicción de la presión de falla
En primer lugar, el resultado obtenido varía mucho en función de la dispersión de la información disponible sobre las propiedades del material (ensayos realizados, datos del fabricante, datos bibliográficos, etc.). Comportamiento del material: Se ha demostrado que los modelos de fractura de iniciación dúctil como LnSec modificado, PAFFC o Corlas dan resultados aceptables para áreas que rodean la soldadura ERW en canales, ya que el material tiende a comportarse dúctil en esta área. Por lo tanto, los modelos que han tenido éxito en predecir la presión de estallido en el metal base pueden no funcionar para materiales con comportamiento frágil.
La tenacidad a través de la soldadura normalmente es ligeramente menor que la del material circundante. Si la tenacidad del material es muy alta, la pieza fallará por colapso plástico cuando 𝐿𝑟 > 1 en el eje de abscisas. El método basado en el diagrama FAD es un método ir-no-ir. Para obtener un valor empírico de la presión de falla, se puede realizar un proceso iterativo en el que se cambia la presión interna del canal para encontrar las condiciones que producirían la presión de falla. punto que debería estar sobre la línea del diagrama FAD, considerando estas condiciones como límites.
La presión que hace que el punto se coloque en el diagrama se considera presión de falla. Para llevar a cabo la investigación, se comienza por identificar el estado tensional relacionado con la geometría, las propiedades mecánicas del material (límite elástico SYMS, fractotasidad) y las dimensiones del canal y el defecto.
Plan de acción para el tratamiento de defectos planares
- Flujograma: Selección de herramienta de inspección interna (ILI)
- Flujograma: Evaluación directa
- Flujograma: Aptitud para el servicio
- Flujograma: Batería de ensayos
El personal responsable de la integridad de las instalaciones del operador analiza el reporte y selecciona anomalías para verificar en campo mediante evaluación directa. Los resultados de la inspección interna y evaluación directa se almacenan adecuadamente en una base de datos y se completa el proceso. El tramo retirado se somete a una serie de pruebas que determinan las causas de los defectos, la morfología y las propiedades mecánicas de la tubería, que luego se almacenan en una base de datos.
Para seleccionar la herramienta a utilizar en la inspección interna, el ingeniero de integridad de las instalaciones del operador comienza analizando los registros y bases de datos disponibles para la tubería a inspeccionar. Por su parte, el proveedor de la herramienta solicita al operador la siguiente información: propiedades mecánicas de la tubería (material, tipo de soldadura, longitud, diámetro interno, limitaciones, existencia de trampas) y características del líquido transportado (tipo de líquido). , agresividad del líquido, datos de caudal, presión y temperatura, velocidad del producto, etc.) para determinar si las herramientas disponibles pueden utilizarse para la inspección. Los datos proporcionados por el operador y por el proveedor de la herramienta se establecen en un formulario estándar proporcionado por el Apéndice A de la norma API 1163 "Cualificación de sistemas de inspección en línea".
El documento está firmado por el responsable de la integridad del operador y la empresa que realizará la inspección interna. El operador dispone de un tubo de ensayo del que puede recoger mucha información útil para futuras inspecciones.

Implementación de plan de acción (caso de estudio)
- Inspección interna
- Evaluación Directa
- Aptitud para el servicio
- FAD Nivel II API 579 Parte 9
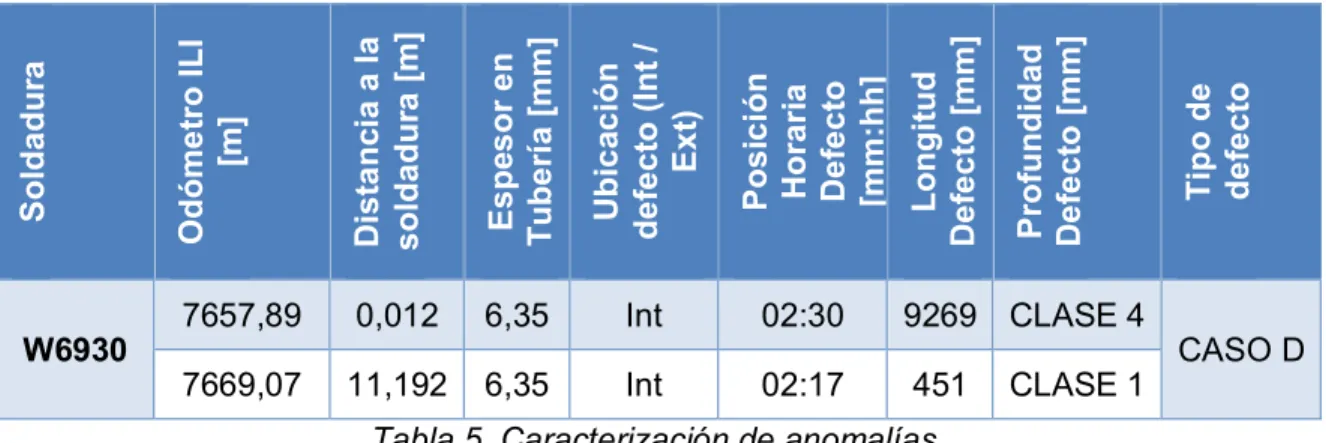
Soldadura O Odómetro [m] Distancia a soldar [m] Espesor de tubería [mm] Ubicación del defecto (interno / externo) Posición del tiempo del defecto [mm:hh] Longitud del defecto [mm] Profundidad del defecto [mm] Tipo de defecto. En cuanto a los valores de profundidad, en el informe final de la empresa encargada del paso de cerdos, se clasifican algunas irregularidades según las clases según la Tabla 6. Continuando con el diagrama de flujo descrito en el punto 5, para verificar lo reportado por los internos inspección, requerida para realizar la evaluación directa.
La prueba TOFD se basa en un sistema de adquisición de datos a una computadora, que registra las variaciones en el tiempo de propagación de las ondas de difracción. Actualmente, todos los sistemas automáticos de inspección de soldadura incluyen TOFD, ya que permite detectar discontinuidades en la orientación vertical, como por ejemplo en el caso de falta de fusión. En la Tabla 7 se muestran los resultados de la evaluación directa (ED) y la comparación con los valores reportados por la inspección interna (ILI).
En cuanto al tipo de defecto, ambas técnicas coinciden en la falta de fusión en la soldadura longitudinal. Este método utiliza el FAD (Diagrama de evaluación de fallas) para determinar si el defecto causará una falla en el componente.
Evaluación de condiciones operativas
Distribución de tensiones
Propiedades del material
Características de los defectos
Las reglas de interacción utilizadas son las presentadas en el párrafo 9.3.6.5 del código API 579.
Factores de seguridad
Tensión de Referencia
Este apéndice describe las ecuaciones de diseño basadas en las características de falla, las condiciones de carga y el tipo de componente. En el caso de estudio, las ecuaciones se utilizaron para fisuras superficiales longitudinales en un cilindro sometido a presión interna, teniendo en cuenta fisuras elípticas a/c ≤ 2) e infinitas (a/c < 0,03125). Al realizar los siguientes cálculos, Pm y Pb se ven afectados por los PSF según el paso 5, lo mismo para la profundidad a.
Cálculo de la Tasa de Carga (Lr)
Intensidad a la fractura atribuida a las cargas primarias ( 𝑲𝑰𝑷 )
Tensión de referencia para la tensión residual
Intensidad a la fractura debido a tensiones residuales
Factor Φ
Tasa de intensidad a la fractura (Kr)
Evaluación mediante curva FAD
- Determinación de la presión de falla
- Resultados obtenidos
- Cálculo a partir de ensayos
Para determinar la presión de rotura se procederá del mismo modo que en el punto 6.3.1, tomando los mismos datos de entrada para las propiedades de la tubería, las propiedades del material y las características del defecto. Se realizó un proceso iterativo para modificar la presión interna del canal para encontrar las condiciones que provocarían que el punto se ubique sobre la línea del diagrama FAD, entendiendo estas condiciones como límites: la presión que provocará el punto ubicado sobre la línea del diagrama FAD. El diagrama se consideró presión de falla. La Tabla 13 y la Figura 32 muestran los resultados obtenidos para la aptitud del servicio.
La Tabla 14 y la Figura 33 muestran los resultados obtenidos de la presión de estallido. Los cálculos de capacidad de servicio basados en las pruebas realizadas nos darían el resultado real de la presión de falla. Repitiendo los cálculos en 6.3 y utilizando los valores de prueba de materiales descritos en la Tabla 15, se determina la presión de estallido.
La Tabla 16 y la Figura 34 muestran los resultados de adecuación al servicio obtenidos. La Tabla 17 y la Figura 35 muestran los resultados obtenidos de la presión de falla.

Análisis crítico de ingeniería
- Comparación de resultados
- Comparativa FAD
- Comparativa de presión de falla
94 Se puede observar en la Figura 36 diferentes resultados de la planta para el cálculo de servicio para valores obtenidos de la teoría (valores mínimos requeridos por las normas de construcción de tuberías) y para valores tomados de pruebas de materiales. Como se puede observar en el cálculo teórico, el resultado indica que la tubería es apta para servicio ya que los puntos se encuentran en la zona aceptable del diagrama FAD. Pero si nos fijamos en los resultados de los cálculos de la prueba, tres puntos se encuentran en la zona no aceptable.
La distribución de puntos nos da información sobre el posible comportamiento de falla que podría experimentar la tubería. Por lo tanto, al calcular la presión de falla, tendremos un valor empírico más cercano a la realidad para tomar una mejor decisión operativa posteriormente. La Tabla 18 detalla las diferencias en el porcentaje de presiones de falla calculadas por los dos métodos.
Aunque los resultados difieren como en el caso del diagrama FAD del punto anterior, se puede observar que todos los valores de presión de falla por encima de la. Por lo tanto, se concluye que el ducto puede permanecer operativo a una presión de 48 Kg/cm2.
Análisis económico
98 Si se diseña una matriz de riesgo que tenga en cuenta las consecuencias y una escala de frecuencia en términos de eventos/año, obtenemos una visión del riesgo actual. Una matriz de riesgos es una herramienta de control y gestión normalmente utilizada para identificar el tipo y nivel de riesgo de instalaciones, sistemas y/o equipos. Una matriz es una herramienta sencilla que permite realizar un diagnóstico objetivo de la situación de riesgo global de una instalación.
Una matriz de riesgos es también una tabla que registra los resultados de la evaluación de riesgos tanto cualitativa como cuantitativa. En todas las matrices de riesgo, la probabilidad de que se produzca un mal funcionamiento se muestra esquemáticamente en ordenadas, mientras que las consecuencias se registran en abscisas. PD (Daño a la Propiedad): Cualquier pérdida o daño material, accidental, directo e imprevisto a la propiedad personal e inmueble del operador.
BI (Interrupción del Negocio): Pérdida de beneficio empresarial resultante de daños en las instalaciones del operador. Realizar análisis de presión de falla en tuberías como el presentado en este estudio es el objetivo principal para mantener el nivel de riesgo dentro de valores aceptables para una operación segura.
Conclusiones