7 8 9 2.5 Misión y Políticas de Calidad de Motoreductores US 10 2.6 Desarrollo Histórico de Motoreductores US 10 2.7 Descripción del Diagrama General de la Empresa 12. DESCRIPCIÓN DEL ÁREA DE ALMACÉN 18 3.1 Descripción de la función del almacén 21. Recepción e inspección del proceso del almacén 19.
ÍNDICE DE FIGURAS
Capítulo 2
ÍNDICE DE TABLAS
ABSTRACT
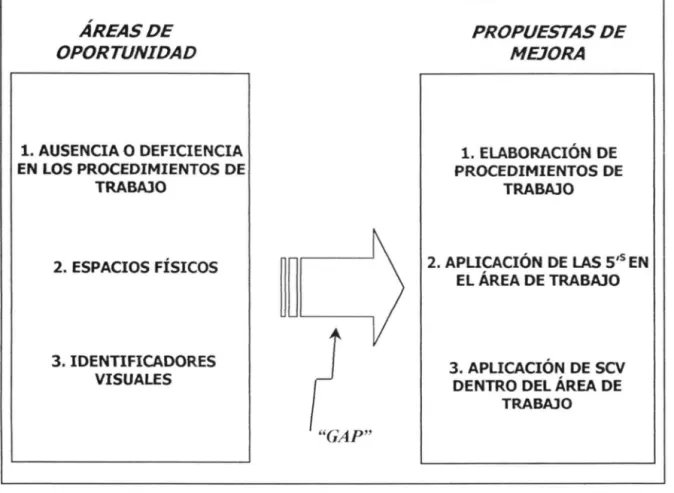
Una vez finalizada la etapa de análisis, se concluyen tres áreas de oportunidad que se pueden abordar utilizando metodologías de calidad que permitan la mejora continua en el área de trabajo. Finalmente, se crearon una serie de indicadores y un cuadro de responsabilidades, con ayuda de los cuales la gestión de logística y materiales medirá su eficiencia y eficacia, así como el adecuado seguimiento y control de cada una de las actividades realizadas en la obra. área.
INTRODUCCIÓN
DESCRIPCIÓN DEL PROYECTO
- OBJETIVO GENERAL DEL PROYECTO
- OBJETIVOS PARTICULARES
- IMPORTANCIA DEL PROYECTO PARA LA EMPRESA
Desarrollo e implementación de un sistema de seguimiento y control del surtido de materiales desde el almacén hasta las líneas de producción. Una de las partes críticas es el área de suministro de materiales en las líneas de producción ya que es necesario garantizar la existencia de todos los componentes.
MEDICIÓN
Motoreductores US es una empresa que cada día crece; Por eso existe la necesidad de sistemas para monitorear las operaciones en la planta de producción. Según la estrategia de fabricación de la empresa, para lograrlo es necesario involucrar al personal en el desarrollo de sistemas generados por la aplicación general de herramientas de clase mundial y medirlos de tal manera que se fomente un proceso de mejora continua.
SISTEMAS
PERSONAL
De esta forma, al establecer un sistema de gestión y control de materiales a las líneas de producción, se ataca directamente el retraso en la producción por falta de los mismos.
CAUSAS
DESCRIPCIÓN DE LA EMPRESA
- DATOS GENERALES DE MOTOREDUCTORES US
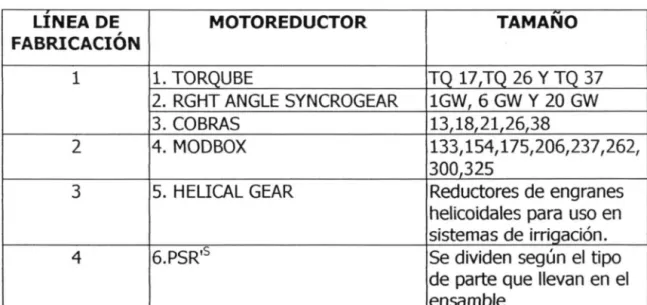
- PRINCIPALES PRODUCTOS
- RGHT ANGLE SYNCROGEAR 1GW, 6 GW Y 20 GW
- USOS DE MOTOREDUCTORES ELÉCTRICOS Generalmente estos productos se utilizan en
- PRINCIPALES PROVEEDORES
- FUNDICIONES DE ALUMINIO LODGE
- FORJAS Y BRACKETS MUELLER 5. INSTRUCTIVOS Y ETIQUETAS DUPLEX
- MISIÓN Y POLÍTICAS DE CALIDAD DE MOTOREDUCTORES US
- DESARROLLO HISTÓRICO DE MOTORES US
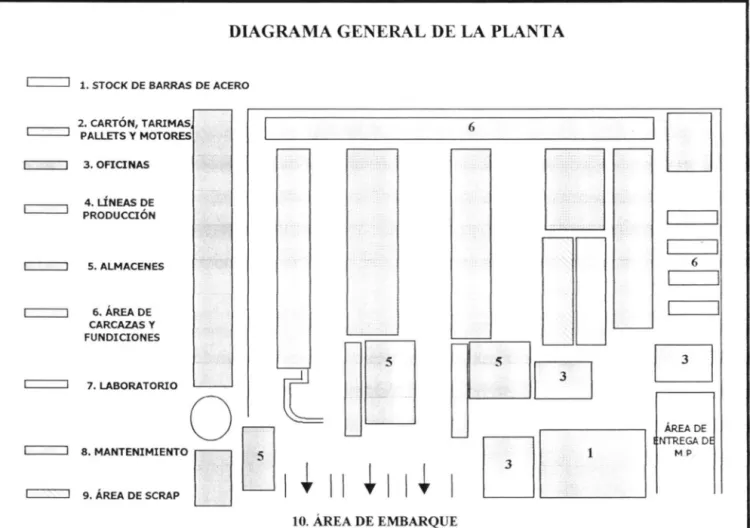
- DESCRIPCIÓN DEL DIAGRAMA GENERAL DE LA EMPRESA
- DESCRIPCIÓN DEL PROCESO
El stock de barras de acero se ubica a un costado de la zona de entrega de materia prima. Existen tres almacenes de materiales que se encuentran estratégicamente ubicados en la instalación.

DESCRIPCIÓN DEL ÁREA DE ALMACÉN
- DESCRIPCIÓN DE LAS FUNCIONES OPERATIVAS DEL ALMACÉN
- DESCRIPCIÓN DEL PROCESO DE RECIBO E INSPECCIÓN DE MATERIAL
- DESCRIPCIÓN DEL PROCESO DE ALMACENAJE Y MANEJO DE MATERIALES
- DESCRIPCIÓN DEL PROCESO DE SURTIDO DE MATERIALES
Una vez finalizados todos los materiales, los contenedores se colocan dentro de carros para posteriormente trasladar los materiales a las líneas de producción. Los materiales son entregados mediante carros a las áreas definidas para la variedad de materiales dentro de las líneas de producción.

MARCO TEÓRICO CONCEPTUAL
- MANEJO DE MATERIALES
- DEFINICIÓN DE MANEJO DE MATERIALES
- PRINCIPIOS DE MANEJO DE MATERIALES
- LAS SS's
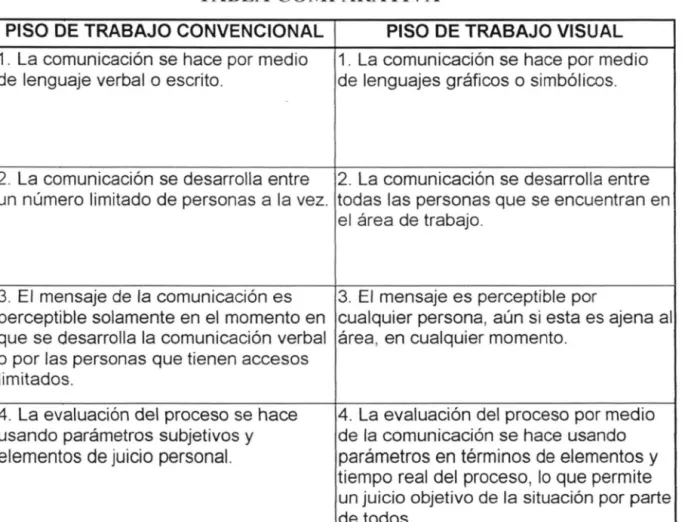
- SISTEMAS DE CONTROL VISUAL
Diseñar métodos específicos de limpieza de cada elemento del espacio de trabajo. f) Determinar las herramientas y organizarlas. g) Establecer procedimientos de limpieza para realizar inspecciones. Un equipo limpio y un área de trabajo despejada ayudan a aumentar la eficiencia operativa de los procedimientos de cambio. La implementación exhaustiva de la metodología crea un lugar de trabajo lógico y simplificado que es fácil de entender y elimina la posibilidad de utilizar accesorios no especificados. b.
La eliminación de elementos innecesarios de las áreas de trabajo contribuye a la eliminación de retrasos provocados por elementos que pueden dificultar el desempeño de las operaciones de los procesos o reducir la visibilidad.

ANÁLISIS DE LA SITUACIÓN
- METODOLOGÍA DE ANÁUSIS
- DIAGNÓSTICO ORGANIZACIONAL
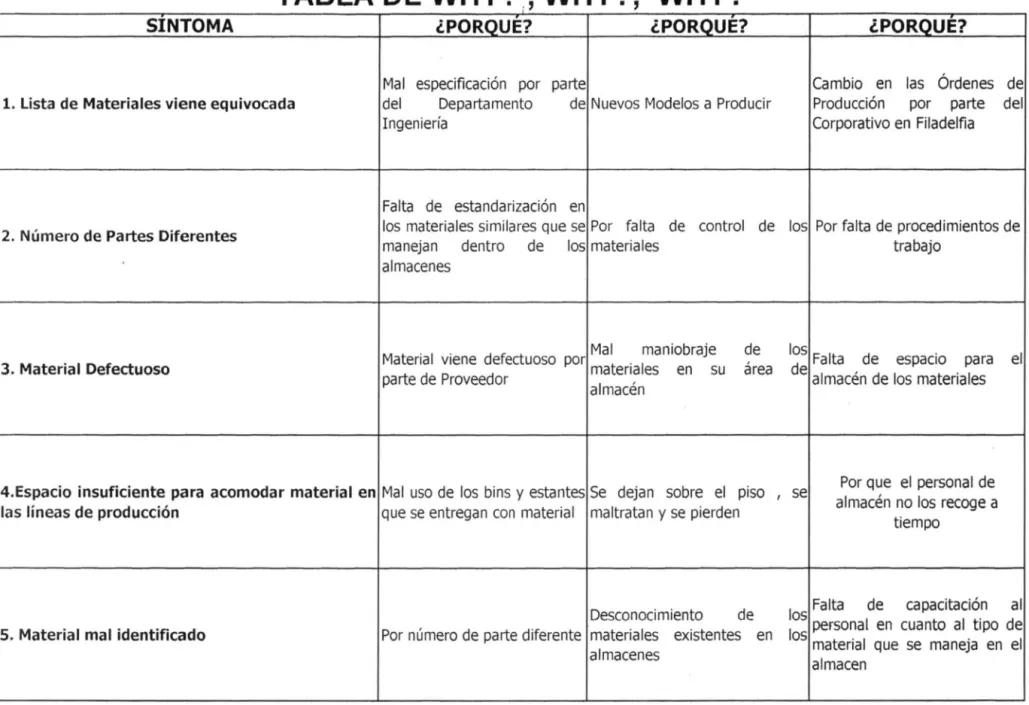
Para identificar los problemas dentro del área de almacén se aplicó un diagnóstico organizacional que desglosó una serie de síntomas.
METODOLOGÍA DE DIAGNÓSTICO ORGANIZACIONAL
PROCEDIMIENTO WHY?, WHY?, WHY? Y APLICACIÓN DE DIAGRAMA DE AFINIDAD
- PLANEACIÓN
- CAPACITACIÓN
- PROCEDIMIENTOS
- ESPACIO FISICO a) Material Defectuoso
- IDENTIFICADORES VISUALES
En esta fase de la metodología de análisis se realizó la utilización del proceso ¿por qué?, ¿por qué?, ¿por qué? ¿A través de por qué?, ¿por qué?, ¿por qué? Profundizaron en las causas. síntomas que aparecieron después de realizado el diagnóstico. No existe una zona restringida para material procedente de proveedores externos. e) Materiales amontonados en los pasillos del almacén a) Muchos movimientos para sacar el material adecuado.
El material se reporta como perdido incluso cuando ha sido proporcionado. e) Materiales en almacenes que no pertenecen al área.
PROPUESTAS DE MEJORA
Capítulo 6
PROPUESTAS DE MEJORA
- DEFINICIÓN DE LAS PROPUESTAS DE MEJORA
La capacitación SS se aplicó al personal que trabaja dentro del departamento de almacén en tres grupos de 5 personas ya que el área de trabajo no puede quedarse sin personal para trabajar. Durante las capacitaciones de SS, se explicó a los operadores la importancia de implementar procedimientos de trabajo para las actividades que realizan diariamente, con el objetivo de estandarizar el trabajo realizado dentro del departamento de almacén. e) Formatos de seguimiento y asignación de responsables. Implantar sistemas de control visual dentro del área de almacén requiere en primer lugar un cambio en la cultura laboral de las personas que trabajan en el departamento, con el objetivo de garantizar que los sistemas de control visual reciban la atención y seguimiento necesarios.
Una vez que el personal ha sido capacitado sobre la importancia de los controles visuales dentro del espacio de trabajo, se lleva a cabo el diseño de los dispositivos visuales para garantizar los máximos niveles alcanzables de efectividad.
ELABORACIÓN DE PROCEDIMIENTOS DE TRABAJO
- METODOLOGÍA SW'S Y lH
- ESTRUCTURA DE LOS PROCEDIMIENTOS DE TRABAJO
- CAPACITACIÓN EN LOS PROCEDIMIENTOS DE TRABAJO
Como punto de partida se han diseñado seis procedimientos de trabajo, que han quedado en una guía en la que será accesible cada uno de ellos. 34; Proporcionar periódicamente el informe de efectividad del Departamento de Logística y Materiales midiendo los indicadores previamente establecidos." La capacitación en los procedimientos de trabajo se realizó a través de reuniones con los equipos de trabajo conformados para la capacitación del programa 55's.
El motivo de estas reuniones es capacitar al personal del departamento de almacén en el uso, ubicación y supervisión de cada uno de los procedimientos operativos previamente desarrollados.

- METODOLOGÍA PARA LA APLICACIÓN DE LA 1S: CLASIFICACIÓN
- METODOLOGÍA PARA LA APLICACIÓN DE LA 2S: ORGANIZACIÓN
- METODOLOGÍA PARA LA APLICACIÓN DE LA 3S: LIMPIEZA
8.1.1.- Registrar los elementos encontrados en el área de trabajo llenando el formulario de seguimiento de la primera S (Ver Apéndice #4). 8.1.2.- Clasificar los elementos que se encuentran en el área de trabajo: Tipo, frecuencia de uso, aplicación. Finalmente se debe realizar una lista que mencione cada uno de los elementos que se utilizarán en el área de trabajo así como su frecuencia de uso.
Deje solo la cantidad necesaria de artículos en el área de trabajo para realizar las tareas diarias (Ver Apéndice #5).

APLICACIÓN DE SISTEMAS DE CONTROL VISUAL DENTRO DEL ÁREA DE ALMACÉN
- SISTEMAS DE CONTROL VISUAL POR MEDIO DEL USO DE TABLEROS
- SISTEMAS DE CONTROL VISUAL POR MEDIO DEL USO DE TARJETAS
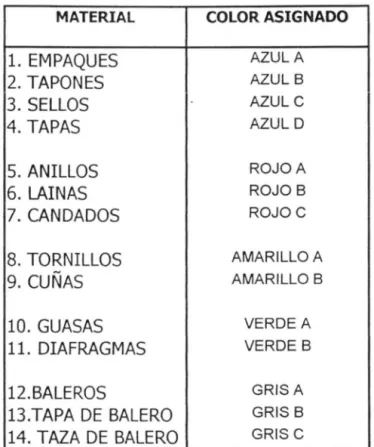
Cuando se ha anunciado la nueva asignación de colores por tipo de material, se elaboran tarjetas o etiquetas (ver Apéndice #8) en las que se indica el color asignado al material junto con el número de una parte de la pieza. Posteriormente, estas etiquetas se pegan en el interior de la zona de estanterías ubicadas en los almacenes, de forma que tanto el personal nuevo como el existente dentro de la zona puedan identificar de forma más rápida y sencilla la ubicación de los materiales.
DEFINICIÓN DE INDICADORES DENTRO DEL DEPARTAMENTO DE LOGÍSTICA Y MATERIALES
- SEGUIMIENTO DEL MONITOREO Y CONTROL
- DEFINICIÓN DE INDICADORES
- PARO POR FALTA DE MATERIAL Este indicador se medirá de la siguiente manera
- DESPERDICIO DE MATERIAL
- FALTANTE DE MATERIAL
- MATERIAL EQUIVOCADO
Cabe mencionar que el indicador global en el que se basará el departamento es la huelga existente dentro de las líneas de producción, y el indicador específico para el Departamento de Logística y Materiales será la falla en el surtido de materiales. El departamento de producción debe revisar diariamente el plan de producción a seguir dentro de cada una de las líneas, sin embargo hay ocasiones en las que estos planes pueden cambiar debido a la demanda y por lo tanto se debe hacer una revisión. secuencias de trabajo que resultan en un retraso en el tiempo. La falta de material, el surtido incorrecto de piezas o el número equivocado son síntomas que se presentan en el Departamento de Logística y Materiales, que en un momento dado se reflejan en las líneas de producción, ya que estas quedan paradas al no contar con el material necesario.
Este indicador de desperdicio de materiales se centrará únicamente en el conocimiento de los materiales desperdiciados en el área de trabajo (almacén) o de los materiales dañados por cualquier causa dentro de las líneas de producción.
PLAN DE IMPLEMENTACIÓN
- ELABORACIÓN DE PROCEDIMIENTOS DE TRABAJO
- SEGUIMIENTO AL PROGRAMA SS's
- SISTEMAS DE CONTROL VISUAL
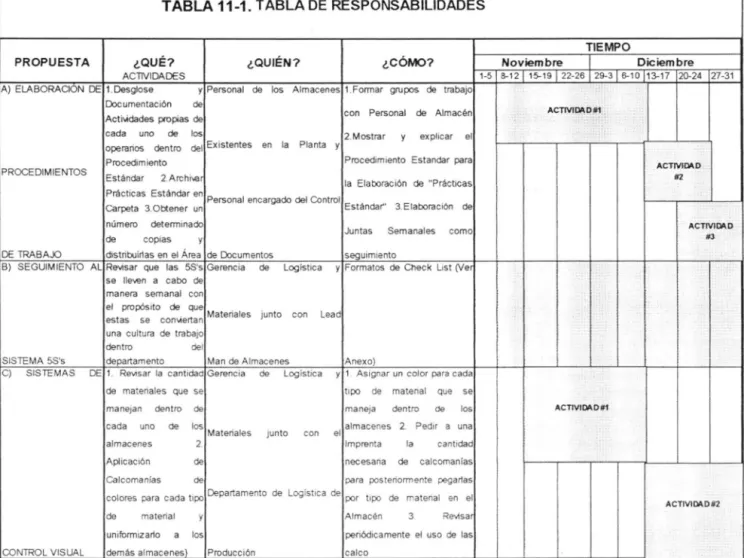
Una vez documentados los procedimientos, deben estar disponibles para el personal del área y el personal fuera del departamento. e) Obtener un número determinado de ejemplares y distribuirlos en el lugar de trabajo. Verificar que los SS se realicen semanalmente para que se convierta en una cultura de trabajo dentro del departamento. Gestión de logística y materiales junto con el jefe de almacén a) Revisión de la cantidad de materiales que se manejan en cada almacén.
Gestión de Logística y Materiales en conjunto con el Departamento de Logística de Producción a) Asignar un color para cada tipo de material que se maneja en los almacenes.
CONCLUSIONES
Sin embargo, las propuestas anteriores no aportarían valor añadido al proyecto si no están vinculadas a un sistema de medición de indicadores. Por lo tanto, este sistema de indicadores definido para el proyecto será realizado por la Gerencia de Logística y Materiales para definir la eficiencia del departamento durante ciertos períodos y al mismo tiempo observar cuáles son las próximas oportunidades. No hay posibilidad de atacar, porque no importa. Independientemente del tamaño o industria de la empresa, siempre hay algo que mejorar. Personalmente, creo que hay más oportunidades que se pueden aprovechar en el espacio del almacén. Sin embargo, se debe poner mucho énfasis en la cultura laboral de las personas y especialmente en el apoyo de la dirección para que las herramientas de mejora estén disponibles. Las medidas previamente identificadas se implementan y reciben el seguimiento adecuado.
BIBLIOGRAFIA
GLOSARIO
El número de piezas diferentes y materiales similares que se deben a la falta de control debido a la falta de procedimientos. 1 Falta de capacitación del personal relacionada con el tipo de gestión que se maneja en t ' 1 ' 1. Por falta de orden entre el Por falta de carteles, tarjetas y materiales en el interior.
El material en los almacenes no pertenece a la Falta de orden y limpieza en Falta de selección de medios de identificación visual.
PLANEACIÓN
IDENTIFICADORES VISUALES
CAPACITACIÓN
PROCEDIMIENTOS
ESPACIO FÍSICO
Los primeros uno o dos corresponderán al apartado Política de Calidad de USEM. Los encargados de identificar los materiales son los capataces de cada uno de los almacenes de la planta. Los responsables de llevar la variedad de materiales a las líneas de producción son el personal que labora dentro del área de almacén.
Proporcionar periódicamente el informe de eficiencia del Departamento de Logística y Materiales midiendo los indicadores previamente determinados.
Una vez que se toman los datos mensuales y se calcula el tiempo de inactividad acumulado, se realiza el análisis como se muestra en el ejemplo realizado para la Línea #1. En este ejemplo tenemos que hay un 30% de parada de línea por errores en la entrega de materiales, y esto se refleja en las 144.3 horas que la máquina estuvo parada dentro de la línea de producción. 1 Completar el formulario de huelga escribiendo en la parte superior el número de línea, la celda o máquina en la que trabaja, así como la fecha y turno de trabajo.
En el apartado "OTROS", especifique y justifique qué equipos o herramientas se requieren.
ASIGNACIÓN DE COLORES PARA CADA TIPO DE MATERIAL
ANILLOS
LAINAS
TAZA DE BALERO
ÁREA DE RACKS
TARJETAS DE CONTROL VISUAL
V.= TARJETA VISUAL