MARCO TEÓRICO Y ANTECEDENTES DE LA INVESTIGACIÓN
Generadores de vapor en plantas termoeléctricas 4
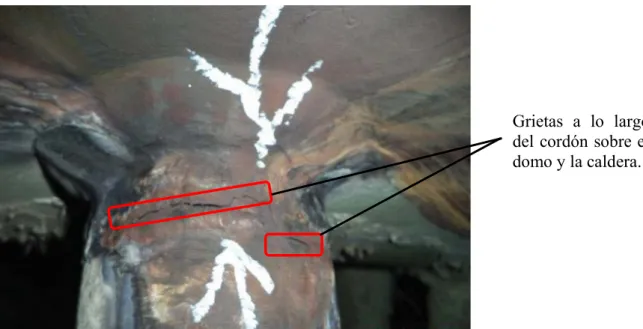
En esta sección se presentaron dos zonas en las que se realizó el análisis metalográfico, mostrando corrosión y fractura. Se estima que este es uno de los motivos que pueden generar grietas en la cúpula de dicha caldera. 2013) realizó el análisis de falla de tuberías que se agrietaron en el lado del agua dentro de una caldera.
Soldabilidad de los aceros bajo aleados 6
- Agrietamiento en uniones soldadas 8
Las técnicas comúnmente utilizadas para prevenir la fragilización de la soldadura en aceros HSLA incluyen el precalentamiento, el tratamiento térmico posterior a la soldadura y la selección del metal de aportación (AWS, 1998). Según Hicks (2000), por su morfología, representan fracturas frágiles con pocas aperturas y poca ramificación que ocurren en la zona afectada por el calor (ZAT) o en el metal de soldadura y están orientadas transversales o paralelas al eje de las soldaduras.

Flujo de calor en los procesos de soldadura 11
- Influencia de la entrada de calor y la zona afectada por el calor en el acero 14
- Efecto de la geometría de la junta y precalentamiento en la velocidad de enfriamiento 17
Efecto del aporte de calor y la zona afectada por el calor sobre el acero. Este comportamiento modifica las propiedades de los tamaños de las zonas afectadas por el calor y la rigidez causada por diferentes velocidades de enfriamiento.

Solidificación en el charco de soldadura 21
En el caso de ZAC, el control de las características microestructurales se da mediante la selección del material base (MB) y el diseño de la aleación; sin embargo, en la mayoría de los casos no es posible cambiar, por lo que el control de las características se realiza mediante el calor aportado por el arco eléctrico de la soldadura por arco (Chen y Pollack, 1993). El crecimiento epitaxial ocurre sólo cerca de la línea de fusión, lejos de esta línea el crecimiento se vuelve competitivo. Estos granos pueden comenzar en el contorno de la línea de fusión en el punto inicial de la soldadura y continuar a lo largo de toda la soldadura, bloqueando el crecimiento de granos columnares en la línea de fusión.
Efecto de la velocidad de avance sobre la estructura columnar en el baño de soldadura. a) Alta velocidad con estructura regular; (b). En consecuencia, el comportamiento de transformación del metal soldado es diferente al del metal base, aunque la composición química nominal no presenta cambios significativos debido al proceso de soldadura (González-Cabrera et al., 2017).

Electrodos recubiertos para la soldadura de aceros 24
Según Sham y Liu (2014) la transferencia de elementos de aleación se realiza no solo hacia la pieza, también una parte se pierde en la escoria, sin embargo, Varnauskas et al. 2004) opinan que, en la transferencia de elementos de aleación en el baño de soldadura, se debe prestar atención a la afinidad del elemento por el oxígeno, que está estrechamente relacionada con la analogía de los elementos para la formación de carbono y carburo (Lazić et al. ., 2010). Sin embargo, González-Cabrera et al. 2014) que han surgido electrodos con recubrimientos multicapa, pero con menor nivel de comercialización. En estas multicapas, la relación entre las proporciones del recubrimiento grueso y la carga de aleación juega un papel importante en las características operativas y metalúrgicas.
Del mismo modo, la colocación de las diferentes capas y su composición caracterizan de forma diferente la transferencia de elementos de aleación y las propiedades químicas y mecánicas del metal depositado, especialmente la resistencia al desgaste, en electrodos desarrollados para carga superficial (González-Cabrera et otros, 2014). La resistencia de la soldadura no mejorará aumentando el contenido de carbono, sino agregando elementos de aleación que proporcionen sólidos a la solución o endureciendo por precipitación y modificando las microestructuras (Akselsen et al., 1986).
Conclusiones del capítulo 26
MATERIALES Y MÉTODOS
- Composición química del material base 27
- Caracterización de la zona averiada del domo de la caldera 28
- Preparación de la unión para la soldadura del domo 29
- Material de aporte para la soldadura 30
- Cálculo del carbono equivalente 31
- Cálculo del ciclo térmico para el proceso de soldadura 33
- Cálculo de la energía lineal del proceso de soldadura 34
- Preparación metalográfica de las probetas 36
- Operación de desbaste y pulido 37
- Ensayo de dureza en las diferentes zonas 38
- Microestructura patrón de la aleación 40
- Procesamiento estadístico de los datos 41
- Determinación de los coeficientes de regresión 42
- Cálculo de la varianza 42
- Diagrama causa y efecto 43
- Conclusiones del capítulo 45
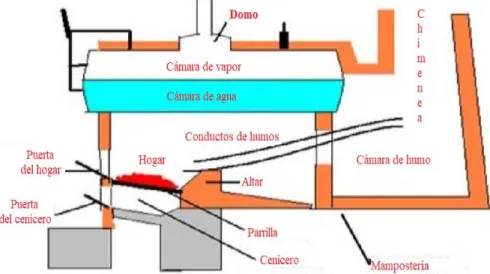
La Figura 2.1 muestra el área donde la cúpula conecta las tuberías de alimentación en la pared trasera de la caldera. La regulación de los parámetros se realizó con el cambio de la velocidad de soldadura actuando sobre la corriente y el voltaje del arco. La Figura 2.4 muestra una macrografía realizada de la sección de la cúpula de la caldera, donde se puede observar que los depósitos de soldadura se realizan en varias pasadas.
La Tabla 2.6 muestra el método utilizado para la medición en las zonas de la unión soldada. Este define el comportamiento del proceso, se medirá en las diferentes zonas de la articulación. Las variables independientes son la velocidad de alimentación de la máquina de soldar y la corriente de soldadura.
El diseño de la muestra para su uso en soldadura también se considera un factor controlable (todas las muestras son de las mismas dimensiones).
ANÁLISIS DE LOS RESULTADOS
Análisis de la composición química 46
Análisis del carbono equivalente 47
En esta zona, cuando se alcanza una temperatura de 200 °C, comienza una distribución irregular del hidrógeno, que aumenta a la vez que disminuye. Sustituyendo los valores de las ecuaciones 3.2, 3.3 y 3.4 en 3.1 se obtiene que la temperatura de precalentamiento a aplicar es de 162 oC. La temperatura de precalentamiento previamente calculada indica que, en el caso de soldadura para la recuperación de la bóveda de la caldera, es imprescindible evaluar el comportamiento de los ciclos térmicos en la zona afectada por el calor (ZAC) en función del aporte de calor que introduce. el proceso, geometría de la pieza, temperatura de precalentamiento y tipo.
Utilizando la ecuación 2.2, se determinó el índice de agrietamiento del acero (HSC) a partir de los elementos químicos, donde para un espesor de 120 mm es de 3,7 mm. El resultado obtenido es 3,7 < 4; indica que no es propenso a agrietarse en caliente en espesores iguales o inferiores a 20 mm, pero como el espesor de la cúpula de la caldera es de 120 mm, existe una tendencia a este fenómeno en el acero EN 15223.9 debido al ciclo térmico por efecto de soldadura, por otro lado, la tendencia de una región de la ZAT a agrietarse en caliente depende de la temperatura de austenitización y de los procesos de precipitación de carburos, así como de la presencia de fases de bajo punto de fusión.
Análisis de los regímenes de soldadura 49
El voltaje del arco se calculó mediante la Ecuación 2.4, teniendo en cuenta la intensidad de la corriente. Se encontró que este voltaje necesario es de 18 V, siendo esta magnitud permisible dentro del rango establecido en la soldadura SMAW, es decir de 5 a 30 V. (Maratray, 2000). El calor entrante (aporte de calor) involucrado en el proceso influye en la expansión del ZAC y en las microestructuras que se forman en él y en el material base. Para ello se debe tener en cuenta la relación entre la velocidad de solidificación del material de alimentación, la distribución de la temperatura máxima o pico en la ZAC y finalmente la velocidad de enfriamiento en la soldadura en esta zona, según los criterios reportados por Melgarejo. et al.
En el proceso de soldadura, el flujo de calor desde la fuente depende del espesor de la placa a soldar. Desde el punto de vista metalúrgico, en la zona afectada por el calor sometida a un ciclo térmico, los tiempos de calentamiento y enfriamiento juegan un papel importante, dada la influencia que tienen sobre el tamaño de grano.
Comportamiento microestructural de la unión soldada 52
- Microestructura para la primera zona fundida 53
- Análisis microestructural para el 4to y 5to cordón 54
- Microestructura para el 7mo y 8vo cordón 56
- Microestructural para el 11no y décimo segundo cordón 57
El mecanismo de este crecimiento se basa en la movilidad de la austenita hacia los granos de ferrita circundantes. Esta estructura va disminuyendo de espesor hasta desaparecer en la zona próxima al cordón, esto se debe al calor generado en el proceso de soldadura. En esta zona hay mayor presencia de ferrita acicular en la superficie del cordón y en menor medida dentro del mismo.
En la figura 3.3b se obtiene la transformación de ferrita a ferrita de grano más fino. En la zona fundida de la Figura 3.5a (11 sin cordón) se observan granos de ferrita uniformes y columnares, además de la presencia de austenita metaestable alrededor de los granos de ferrita.

Análisis de la microdureza 58
- Procesamiento estadístico de los datos 60
- Resultados de los parámetros del diagrama causa efecto 61
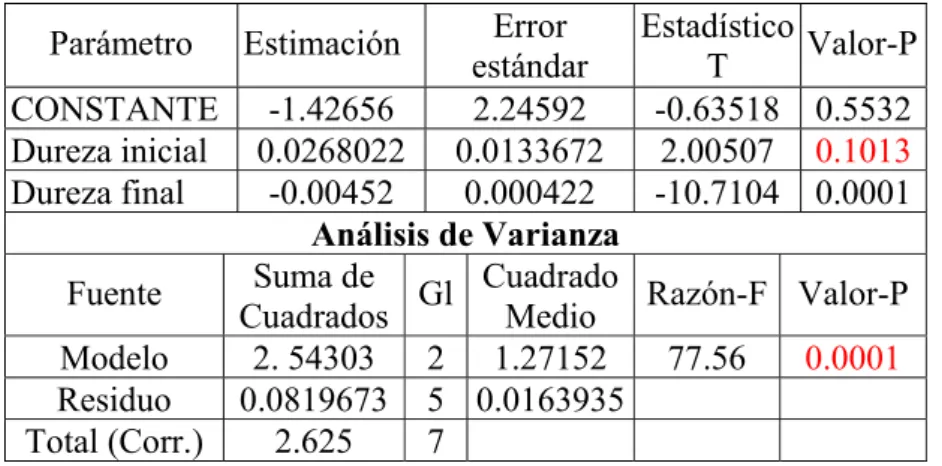
La dureza, como propiedad mecánica, puede proporcionar una estimación de la fragilidad de las diferentes subregiones de la ZAC de un acero. El estadístico R-Square indica que el modelo ajustado explica el 96,8774% de la variabilidad en la distancia. El estadístico R-Cuadrado indica que el modelo así ajustado explica el 96,3012% de la variabilidad de la dureza.
Resultados de costos laborales, en CUP Costos laborales. Sugerir a la ETE “Lidio Ramón Pérez” verificar las condiciones de funcionamiento de la cúpula de la caldera en cada parada de mantenimiento. Con base en los resultados obtenidos del ciclo térmico de soldadura, evaluar con el Método de Elementos Finitos (MEF) el efecto del aporte de calor sobre la unión soldada del domo de la caldera.
Determinar si los sistemas de funcionamiento de la cúpula de la caldera están de acuerdo con los establecidos por el fabricante.
Valoración económica 62
Impacto ambiental 64
- Calidad del aire en el entorno de la empresa termoeléctrica “Lidio Ramón Pérez” 65
El craqueo de la cúpula de la caldera requiere de horas de ejecución, debido a los largos tiempos de soldadura será perjudicial para los trabajadores que allí laboran, así como para el medio ambiente por la ocurrencia de radiaciones, gases y altas temperaturas que genera el proceso. Dado que la reparación se realiza mediante soldadura por arco eléctrico, la radiación visible, ultravioleta e infrarroja se origina directamente desde la fuente de soldadura. Dependiendo del tipo y composición química del cubilote de la caldera y del electrodo, pueden estar presentes óxidos de aluminio, cadmio, cromo, cobre, hierro, plomo, manganeso, níquel, titanio y vanadio.
El área donde se ubica la instalación está escasamente poblada, los centros de población más cercanos son Felton, (ubicado al norte, aproximadamente a 2 km de la instalación, extendiéndose hasta una distancia de aproximadamente 500 metros de la misma) y 4 Roads, (ubicado aproximadamente .2,5 km al sur de la instalación). En la zona oeste y oeste-suroeste de la termoeléctrica, afectada por los vientos predominantes, no existen objetivos significativos que puedan verse afectados por las emisiones de la termoeléctrica.
Conclusiones del capítulo 66
Para un contenido de carbono equivalente del 0,43% determinado por el diagrama de Graville, la bóveda de caldera de acero EN 15223.9 no es susceptible de agrietarse durante el proceso de soldadura, pero se deben tomar precauciones para evitar la formación de estructuras quebradizas. En el ciclo térmico de soldadura, donde la energía de entrada fue de 11.939,2 W; con una velocidad de 0,0017 m/s, las estructuras obtenidas en las zonas soldada, fundida, afectada térmicamente y fronteriza son troostita de grano fino y de grano grueso con red ferrítica, ferrita acicular y Widmanstätten, pero sin presencia de martensita, no es propenso a agrietarse. Al considerar los costos del procedimiento, donde se tomó en cuenta mano de obra, producción, energía, soldadura y materias primas, se genera un total de 1.267,97 CUP para determinar la caracterización de la soldadura del domo de caldera.
Resistencia a la fractura de soldaduras de fundición dúctil realizadas con varillas de hierro laminar y electrodos de Fe-Cr-Ni y Ni, con y sin precalentamiento. Quintero, M.; Cerpa, S.; Mejías, G.; León, J.; Quintero, A., Soldadura de un acero inoxidable dúplex 2205 mediante el proceso de soldadura GTAW.






