Un plan de mantenimiento preventivo se diseña mediante un cronograma de actividades estipuladas por áreas y por equipos, para optimizar tiempos de producción coordinando los procesos de mantenimiento, para evitar interrupciones por daños predecibles, se desarrolla creando las pieles de los equipos para llevar un adecuado seguimiento de los componentes según su criticidad dentro del funcionamiento de la máquina, también se ha implementado el uso de un software que ayuda a visualizar todo el esquema de mantenimiento y proporciona una guía de las actividades a realizar.
Introducción
Objetivo General
Objetivos Específicos
Marco Teórico
Suramericana de Marquillas
Valores de la empresa
Proceso productivo
Ingeniería del mantenimiento
Especial atención a tareas específicas de mantenimiento en operaciones principales de la máquina y su rendimiento. Componentes de accionamiento ubicados fuera de los rodamientos de la máquina, lo que proporciona una mejor accesibilidad y reduce la generación de calor. Desbloqueo parcial para balancín electrónico 4 Transporte de cinta en el lateral o detrás de la máquina 5.

Información e Historiales de Telares de la Empresa
- Actividades Frecuentes que la empresa realiza en el mantenimiento
- Mecanismo de corte térmico
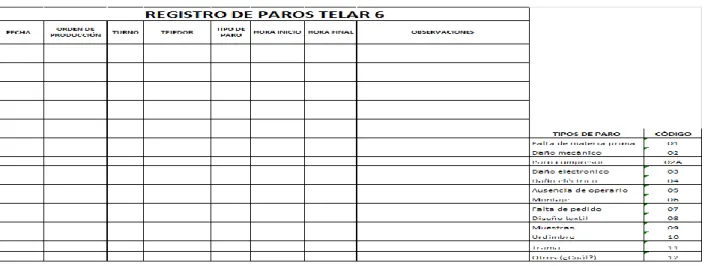
- Formato de Historial de paros
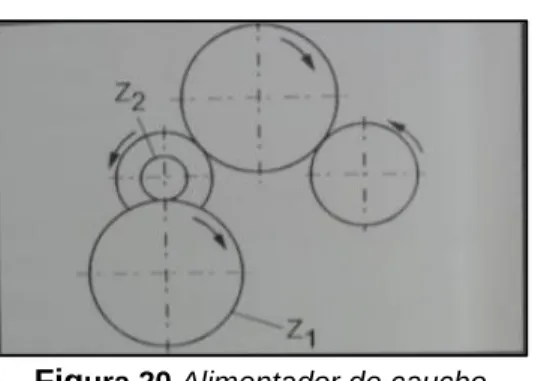
El montaje de las cintas mencionadas anteriormente se realiza de la forma descrita en la Figura 14. Cuando todos los hilos han pasado por las lamas, se inicia el paso por las superficies lisas de los marcos en el orden descrito en la ficha técnica de la cinta. . Agregue el número total de tramas al huso como se especifica en la hoja de datos y orden de producción, enhebre y lleve los hilos de trama apropiados al brazo de cada cinta (ver Figura 29).
La ficha técnica muestra el plano de cadena con el que debe funcionar el pedido. Añadir el número total de hilos de trama al carrete, según las indicaciones de la ficha técnica y orden de producción, enhebrar y llevar los hilos de trama correspondientes a la lanzadera de cada correa (ver figura 36). Se recomienda crear una base de datos de documentación de la máquina y asignarles una secuencia coherente.
Esto se recomienda para mejorar la precisión de la implementación del plan RCM. Se introduce en el software la vida operativa desde diciembre de 2005, meses después de la fecha de fabricación de las máquinas en la empresa Mûller (ver figura 57). En la Figura 64 se muestra la vida útil de la máquina, su eficiencia, código de identificación alfanumérico, descripción y número de ítems actualmente en funcionamiento en la empresa.
Con esta metodología propuesta se facilita la implementación y seguimiento de la gestión de los activos relacionados con la empresa.

Proceso asociado al montaje
- Telar Generador de punto por Urdimbre RD3
Montaje de agujas
Considerando que el telar tiene un total de 346 espacios para agujas, el número de agujas necesarias para el montaje se debe distribuir uniformemente en los soportes, dejando al menos dos espacios entre cada barra. Por ejemplo, en la Figura 18a, las tiras tienen 15 hilos cada una y dos espacios entre ellas. Cuando se quieran tejer varias referencias a la vez en un mismo conjunto, se deben distribuir las agujas dejando los espacios correspondientes a la referencia de mayor ancho.
De esta forma, las 13 agujas de la banda de 20 mm se colocan centralmente, de modo que quedarán 2 espacios a cada lado y así un total de 17, mientras que la banda de 25 mm tendrá 15 agujas y un espacio a cada lado. Además, es necesario que las agujas coincidan perfectamente con los extremos de cadena y caucho y las facetas, para asegurar que durante el movimiento del telar queden coordinadas y no choquen entre las piezas como se muestra en la Figura 18b.
Ajuste Densidad de trama - Pasadas por centímetro
Ajuste alimentación de caucho
35 Para determinar el juego de piñones a utilizar, se debe identificar en la orden de producción y ficha técnica la extensión requerida por la referencia. Observación: Siempre durante el proceso de ajuste de los piñones se deben lubricar todos los deslizadores y cadenas de rodillos, además se debe verificar la tensión de las cadenas. En primer lugar, es fundamental recordar que, dependiendo del ancho de la referencia a tejer, se debe dejar vacío el espacio de al menos dos agujas entre bandas, para que las barras no choquen entre sí ni con las agujas. . cuando se baja.
Para armar el carrete de urdimbre (ver figura 23), se debe colocar en el huso y frenar de cada lado, luego se colocan los hilos en el peine de urdimbre, dividiéndolos según el número de hilos que requiere cada cinta y correspondiente a la apariencia. de la aguja. Una vez finalizado el ensamblaje de los hilos de urdimbre, urdimbre y elásticos, se deben colocar pasadores de tope en cada uno de ellos para asegurar que cuando el telar inicie el proceso de tejido, al romperse un hilo, la lama se suelte y cree un tope. alarma en Mudata (Cada hilo corresponde a una diapositiva). Nota: La tabla muestra una lista de piezas del telar de barras sólidas NF53.
Antes de comenzar es necesario desmontar los elementos del pedido anterior (aguja, radio, peine y placa de tope), limpiarlos y comprobar si se encuentran en buen estado. La orden de producción especifica cuántas tiras se trabajarán de cada referencia y el número de hilos de urdimbre, auxiliares y de trama para cada una de ellas (ver figura 25). De acuerdo con la información proporcionada en la ficha técnica, se debe calcular, separar, limpiar e inspeccionar el número total de casquillos y luces de freno necesarios para que el montaje esté en óptimas condiciones de uso, para luego proceder al montaje de sus respectivos
Asimismo, coloca el peine correspondiente en cada una de las posiciones del telar.
Montaje de urdidos
A continuación, se introducen los hilos a través de las lamas de tope, manteniendo la secuencia realizada desde el peine 1. Finalmente, los cables pasan a través del Peine 2, que mantiene el orden de los marcos y enhebra los cables en cada luz del peine. Corresponden al plano de la ficha técnica. Finalmente, los cables pasan a través de los rodillos impulsores (ver figura 28 a y b). Figura 28 a) Discos de tope.
Encuentre el número total de hilos auxiliares necesarios en la trama según la información de la orden de producción y la ficha técnica. La ficha técnica especifica el número de veces por centímetros requeridos según la referencia de la banda a tejer. Nota: La figura muestra un pedido de producción del JK4 en el que se especifican varios aspectos.
La orden de producción especifica el número de fondos, letras y deformaciones elásticas a utilizar en el conjunto y su ubicación en la envoltura. Luego se pasan los hilos por el peine número 1, teniendo en cuenta el tipo de tejido que está definido en el plano, la cantidad de hilos correspondientes a cada tira y el número. 46 Una vez pasados todos los hilos por las lamas, se inicia el paso por los bordes lisos de los marcos (Elásticos) y por las redes Jacquard, siguiendo el orden descrito en la ficha técnica de la cinta.
Finalmente se pasan los hilos por el Peine 2, manteniendo el orden de cuadros y mallas, insertando los hilos correspondientes en cada luz del peine según el plano de la ficha técnica (Ver figura número 1.3.3.).

Metodología
La base de datos estará ubicada en la nube Google Drive de la empresa, la cual cuenta con 15 gigas de almacenamiento inicial, buenas políticas de manejo de la información y el acceso será encriptado. Esto se hace a favor de crear una matriz de criticidad que será el estándar por el cual se evaluarán los errores en el análisis. El sistema debe dividirse en subsistemas más pequeños para caracterizar las funciones de cada componente y encontrar e implementar la falla.
Para mejorar la apariencia de la pelusa, se sugiere un proceso de limpieza al final de la configuración de la trama. Para mejorar la vida útil del piñón, se recomienda templar y rectificar los aceros aleados para reducir el desgaste y fallas de los dientes, como fracturas, corrosión y porosidad. Se recomienda no ajustar las barras paralelas manualmente ya que esto acelerará el desgaste y la descentralización de la transmisión interna de los servomotores.
Luego de la instalación, ingresamos al programa la taxonomía de los equipos, las funciones de cada parte, fallas funcionales, modos de falla y posibles fallas para determinar las medidas e intervalos adecuados para la operación de la empresa. 74 La información suministrada al programa en cada uno de los bloques y pestañas pasa inmediatamente a formar parte de la base de datos RCM requerida. Para cada subsistema, el software proporciona su propia descripción individual, que incluye la vida útil de la máquina, su eficiencia, un código de identificación alfanumérico, una descripción y el número de elementos actualmente operativos en la empresa (ver Figura 65).
Luego de definir cada una de las funciones de las máquinas, subsistemas y partes principales, se enumeran las fallas funcionales más comunes que puede presentar un activo. Como principal resultado del RCM realizado se obtuvo una estimación de costos asociados al manejo de los principales telares de la empresa. Se diseña un plan de mantenimiento a través de un análisis de la criticidad de los subsistemas para mejorar el rendimiento de cada máquina donde se han logrado mejoras significativas en cada subsistema, como por ejemplo: en los motores se reduce de crítico a subcrítico. si los intervalos de inspección y las tareas asociadas se realizan a tiempo.