Uno de los aspectos más relevantes a solucionar en el sistema logístico corresponde a los problemas actuales que presenta la gestión del subsistema de embalaje de devolución. El trabajo presentado es uno de los esfuerzos que la empresa está realizando para solucionar el problema.
EL SISTEMA LOGISTICO DE CERVECERIA
ANALISIS DEL SISTEMA DE ENVASE RETORNABLE 34
PLAN DE IMPLEMENT ACION Y RECOMENDACIONES 85
ANEX02
8 .1 Industria refiriéndose al problema de las previsiones de ventas 88 8.2 Industria refiriéndose a las pérdidas por manipulación física del contenedor 89 8.3 Industria refiriéndose a las pérdidas derivadas de la actividad competitiva. 7 .1 Coeficientes y mejora respecto al método actual 79 7 .2 Porcentajes de aportación por planta y mejora en relación al método.
ABSTRACT
INTRODUCCION
El primero de ellos incluye un análisis del sistema que sentó las bases para realizar un diagnóstico de la situación actual, que permitió identificar las principales áreas de oportunidad relacionadas con el sistema de envases reutilizables. De todas estas áreas, el cliente priorizó la determinación de una nueva forma de predecir la devolución de envases.
La Compañía
CERVECERIA CUAUHTEMOC-MOCTEZUMA
- EL GRUPO VISA
- CERVECERIA CUAUHTEMOC AYER
- CERVECERIA CUAUHTEMOC-MOCTEZUMA HOY
- Producción y Distribución de Ja cerveza
- LOS RESPONSABLES DE CUMPLIR EL OBJETIVO DE LA COMPAÑIA Todos y cada uno de los departamentos que forman La Cervecería Cuauhtémoc-
Construida un año después de fundada Cervecería Cuauhtémoc, esta fábrica no sólo es la más antigua de la empresa, sino de todo México. La distribución de agencias en cada uno de los estados de la República Mexicana se presenta en la Tabla 1.2.

CAPITUL02
EL SISTEMA LOGISTICO DE CERVECERIA CUAUHTEMOC-MOCTEZUMA
- DEFINICION DE LA FUNCION LOGISTICA
- IMPORTANCIA DE LAS ACTIVIDADES DEL SISTEMA LOGISTICO
- INTEGRACION DEL SISTEMA LOGISTICO
- RELACION DEL SISTEMA LOGISTICO CON OTRAS FUNCIONES
- IMPORTANCIA DEL ENVASE RETORNABLE
- PROBLEMA TICA GENERAL DEL ENVASE
Este tipo de problemas repercuten negativamente en la disponibilidad de los productos y por tanto en la satisfacción del consumidor. Por ello, uno de los objetivos más importantes de la Logística de Materiales es identificar oportunamente las necesidades de embalaje, para que estén disponibles en las fábricas en la cantidad adecuada y en el momento adecuado.

CAPITUL03
METODOLOGIA DE ANALISIS
FASE 1: CONOCIMIENTO DEL SISTEMA 1. Jerarquización del sistema
El sistema es parte de un sistema más grande, es decir, un sistema a cuya función general contribuye y del cual es parte. El mapeo del sistema es una herramienta gráfica que permite visualizar todos los niveles jerárquicos y muestra una idea más clara de cómo está estructurado el sistema y cómo funciona.
FASE 2: DIAGNOSTICO DEL SISTEMA
El esquema 1 dice: si hay un cigarrillo en el suelo, la hierba se incendia. Utilizando el principio del sistema anterior, el esquema 2 dice: si hay un cigarrillo en el suelo o alguien prende fuego al pasto, el pasto se incendia (ver Figura 3.2).

FASE 3: CONCEPTUALIZACION
Si hay modificaciones se deberán hacer y revisar nuevamente hasta que quede completamente claro y comprobado. Para identificar la raíz del problema, se corta el árbol hasta obtener la entidad que absorbe todos o al menos el 75% de los síntomas. A partir de este corte, todas aquellas entidades que no aparezcan como consecuencia de otras serán consideradas como problemas de raíz y deberán resolverse para eliminar el efecto negativo en el sistema.
CAPITUL04
ANALISIS DEL SISTEMA DEL ENVASE RETORNABLE
DEFINICION DEL SISTEMA
CONOCIMIENTO DEL SISTEMA
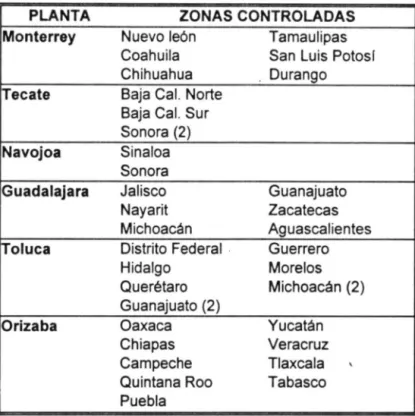
La función de Logística de Producto es pronosticar las ventas y elaborar el Programa Nacional de Producción para cada una de las plantas productivas y la forma en que entregarán los distintos productos a los distribuidores. La logística de materiales, con base en el Programa Nacional de Producción, se encarga de dotar de embalaje suficiente a cada una de las plantas para que puedan cubrir la demanda de producción y satisfacer a cada uno de sus distribuidores en tiempo y en la cantidad que corresponde a cada uno de ellos. Esta es la planta que controla a las distribuidoras en un área geográfica específica (en la tabla 4.1 se muestran las áreas controladas por cada una de las plantas).
Los distribuidores juegan un papel muy importante en el desarrollo del sistema ya que son quienes, al estar en contacto directo con los minoristas, pueden reconocer las tendencias y cambios que existen en el mercado, lo que se reflejará en la demanda de las diferentes marcas y en el comportamiento de los envases que utilizan. Es el destino final del producto y es el principal beneficiario o afectado por el desempeño del sistema.
SISTEMA CONTROLABLE
DEFINICION ESENCIAL DEL SISTEMA
El cliente del sistema de gestión y control de contenedores reutilizables son las siete fábricas de producción, ya que son ellas quienes necesitan el contenedor para producir y satisfacer la demanda de los productos. Los actores de este sistema son: Logística de Producto, que se encarga de pronosticar las ventas y elaborar el Programa Nacional de Producción, Logística de Materiales, que se encarga de determinar los requerimientos de cada contenedor en cada una de las fábricas, las fábricas de producción que son. utilizar los envases en las líneas de producción, los distribuidores responsables del almacenamiento y distribución del producto y. Controlar y gestionar eficientemente los envases reutilizables, para que las plantas dispongan de envases suficientes para satisfacer la demanda de los consumidores.
La misión de este sistema está íntimamente relacionada con el proceso de transformación que se produce en el sistema, ya que se busca controlar y gestionar los envases reciclables de forma que las instalaciones dispongan de envases suficientes cuando sea necesario, sin tener que recurrir a compras y gastos innecesarios. Ayuda continua entre plantas. Entregar embalajes en la cantidad y tiempo adecuados a las instalaciones de producción para que puedan cumplir eficazmente con su cronograma de producción a través de la interacción efectiva entre logística, fábricas, distribuidores y vidrierías de tal manera que las necesidades de embalaje y energía puedan definirse en el cronograma. .
DIAGNOSTICO DE LA SITUACION ACTUAL
El factor de retorno al contenedor (FR) se aplica por igual en cada una de las plantas en las que se utiliza, sin tener en cuenta que el rendimiento puede comportarse de manera diferente en cada zona. No existe ningún tipo de información para que el consumidor conozca el valor del envase y la importancia de su cuidado. No existe ningún tipo de información para que el consumidor conozca el valor del envase y la importancia de su cuidado.
El factor de retorno (FR) del contenedor se aplica por igual a cada una de las plantas en las que se utiliza sin tener en cuenta que el retorno puede comportarse de manera diferente según la zona. Todos estos problemas conllevan un aumento del error en la evaluación de la devolución del contenedor.

CAPITUL05
CONCEPTUALIZACION DEL RETORNO DE ENVASE
METO DO ACTUAL PARA EL CALCULO DEL RETORNO DE ENVASE
IMPORTANCIA DEL CALCULO DEL RETORNO
ANALISIS CONCEPTUAL DEL RETORNO DE ENVASE
PRODUCTO -
MERCADO
Procedimientos operativos
A nivel nacional, cuando los volúmenes de envases fluidos son pequeños (porque se utilizan en marcas que tienen baja facturación). También se encontró que el rendimiento en cada planta no se comporta igual, por lo que es incorrecto utilizar el mismo factor de rendimiento en cada una de ellas. Todas estas preguntas muestran que la devolución de envases en el periodo (n) no sólo está relacionada con las ventas de este periodo, sino que también incluye las ventas de periodos anteriores, dependiendo de la rotación de marcas en las que se utiliza el producto.
En la fase de análisis, la situación problemática se definió únicamente con base en el cálculo del factor de rendimiento (FR), pero debido a los resultados de la conceptualización, el proyecto se centrará en rediseñar el método de predicción del rendimiento del contenedor. Cabe señalar aquí que la renovación del método de predicción de devolución de envases se limitará a 15 de los 21 contenedores existentes, ya que seis de ellos son prácticamente nuevos y no hay datos suficientes para estudiar su comportamiento.
CAPITUL06
METODOLÓGIA DISEÑO
- IMPORTANCIA DE LOS METO DOS DE PRONOSTICOS
- TIPOS DE METODOS DE PRONOSTICOS
- METODO PARA PRONOSTICAR EL RETORNO DE ENVASE
- ANALISIS DE REGRESION PARA LA ESTIMACION DEL RETORNO
- COMP ARACION DEL MODELO ACTUAL V.S. EL PROPUESTO
El coeficiente de correlación r es una medida relativa de la asociación lineal entre dos o más variables. Para realizar este tipo de comparación hablamos de un coeficiente de determinación: R2, que representa la parte de la variación total explicada por el modelo de regresión. Los modelos de regresión múltiple utilizan la interdependencia de las variables con la variable de respuesta Y. Por lo tanto, es incorrecto ver los coeficientes individuales como si ocurrieran de forma aislada en el modelo.
Donde Rj2 es el coeficiente de determinación de la variable independiente sobre todos los demás regresores. Este coeficiente se obtiene calculando la raíz cuadrada del MSE dividida por la media de los datos reales de la variable de respuesta.

CAPITUL07
DISEÑO DE MODELOS
MODELOS A NIVEL NACIONAL
El = diferencia entre retorno real y proyección lineal E2 = diferencia entre retorno real y modelo propuesto. MSE l = errores cuadráticos medios usando proyección lineal MSE2 = errores cuadráticos medios usando el modelo propuesto CVl = coeficiente de variación para proyección lineal. Los coeficientes asociados a las variables independientes para cada uno de los modelos, así como el porcentaje y la mejora unitaria (promedio mensual) obtenidos al utilizarlos en relación con el método actual se presentan en la Tabla 7.1.
MODELOS A NIVEL PLANTA
- Aplicación de variables indicadoras a Ja regresión
Para obtener los porcentajes aportados por cada planta productiva, se revisó y analizó la rentabilidad por período (meses) de los últimos tres años. Con base en estos datos anteriores se obtuvo un factor de contribución porcentual promedio por planta para cada mes del año. Con base en los resultados del análisis de regresión realizado durante el desarrollo de los modelos a nivel nacional, se conoce que la devolución de envases usados de la marca 391 se explica por las ventas de los períodos (n) y (n-1). .
La información histórica requerida para generar estos modelos fue centrada (X - µ) para darle mayor estabilidad a sus coeficientes (B). Los coeficientes para cada uno de los modelos y las mejoras relativas al método actual de cálculo de retornos de embalaje (proyección lineal) se muestran en la Tabla 7.4.

CAPITUL08
PLAN DE IMPLEMENTACION Y RECOMENDACIONES
PLAN DE IMPLEMENTACION
Al monitorear el modelo se descubre que los resultados que produce no coinciden con los retornos reales, se recomienda actualizar primero la información de los modelos. Una vez hecho esto, se deberá comprobar si los resultados son satisfactorios con este ajuste, en caso contrario será necesario realizar alguna transformación en la estructura del modelo. Cuando se van a realizar cambios en el modelo, es necesario validarlos utilizando las pruebas estadísticas utilizadas en los modelos originales.
Una vez validados los nuevos modelos, se pueden utilizar como estimadores de retorno de embalaje.
RECOMENDACIONES GENERALES
Con base en lo anterior, se recomienda que el gerente del distribuidor establezca límites de crédito, tanto para el producto como para el empaque vacío, para cada uno de los concesionarios atendidos. En ruta, el vendedor no podrá recibir de los minoristas envases que no estén en condiciones para su uso en planta (dañados, no lavables, etc. EL CONCURSO TRATA ENVASES SIMILARES A LA EMPRESA QUE SEAN ENVASES QUE NO ESTÉN DECORADOS.
LA LOGÍSTICA DEL PRODUCTO DEBE ACEPTAR LOS TÉRMINOS DEL DISTRIBUIDOR PORQUE LA PRIORIDAD ES VENDER. Es función de la Gerencia de Logística decidir las áreas de distribución para cada una de las plantas.

CONCLUSIONES
La solución a este problema no es sencilla, requiere de un gran esfuerzo no sólo de la Gerencia de Logística de Materiales, sino también de otras áreas de la empresa, ya que sólo con el trabajo conjunto se pueden generar las condiciones ideales que puedan mejorar significativamente el habilitante sistema de embalaje retornable. . lo que a su vez repercutirá positivamente en el cumplimiento del objetivo principal de la empresa: la satisfacción del cliente.
BIBLIOGRAFIA
COMPORTAMIENTO DEL RETORNO EN LAS DISTINTAS PLANTAS
PLANTA 1
PLANTA 2
PLANTA 3
BOTELLA 7140020 MARCA 02
BOTELLA 7120030
MARCA 03
- REAL
BOTELLA 7110015
MARCA 05+86
BOTELLA 7120050 MARCA 07+28+82
ENE 92 FEB
BOTELLA 7140010
MARCA 13+29+23
BOTELLA 7110012
MARCA 14
BOTELLA 7120025
MARCA 09+16
BOTELLA 7120605
MARCA 300+310+330
BOTELLA 7140610 MARCA 304
BOTELLA 7120610
MARCA 305
BOTELLA 7140600 MARCA 315
BOTELLA 7120622 MARCA 325+331+372
BOTELLA 7140620
MARCA 334
BOTELLA 7110621
MARCA 366
BOTELLA 7110603 MARCA 391
BOTELLA 7142030 MARCA 03
BOTELLA 7110015 MARCA 05+86
BOTELLA 7140010 MARCA 13+29+23
BOTELLA 7110012 MARCA 14
BOTELLA 7120025 MARCA 16
BOTELLA 7120605 MARCA 300+310+330
ENE 93 FEB
BOTELLA 7120610 MARCA 305
BOTELLA 7140620 MARCA 334
BOTELLA 7110621 MARCA 366
BOTELLA 7110603 MARCA 391 PLANTA TOLUCA APLICACION DE VARIABLES INDICADORAS
BOTELLA 7110603 MARCA 391 PLANTA GUADALAJARA APLICACION DE VARIABLES INDICADORAS
BOTELLA 7110603 MARCA 391 PLANTA ORIZABA
APLICACION DE VARIABLES INDICADORAS