I state that the current study, entitled "Modification of Poly(vinyl alcohol) film to maximize barrier properties", presented by Gianmaro Colace for the award of the doctorate, was carried out under our supervision at the Department of Analytical Chemistry and Organic Chemistry at the University Rovira i Virgili, and that it meets all the requirements to be eligible for the Doctor European Mention. Next, I would like to thank all the people I met during my wonderful experience in Bruxelles at Procter & Gamble and all the Soluble Unit Dose department.
General Introduction and Objectives
Poly(vinyl alcohol)
- Physical Properties
- Crystallization and Melting Point
- Solubility
- Mechanical Properties
- Thermal Decomposition
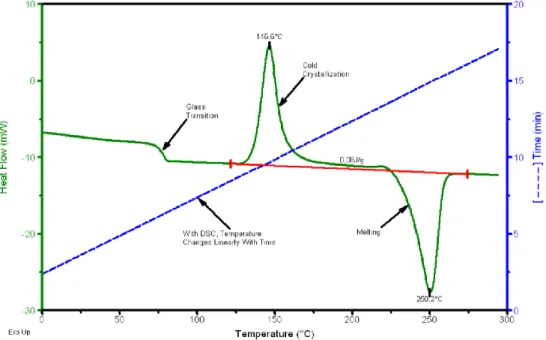
Reported values for the melting point of PVA vary between 220 ºC and 267 ºC for fully hydrolyzed PVA. Accurate determination of the melting point using conventional techniques is difficult, as initial decomposition of PVA begins above 140 °C.

Uses of Poly(vinyl alcohol)
- PVA in multi-compartment pouch
- Drawbacks of PVA in pouch
- Possible approaches
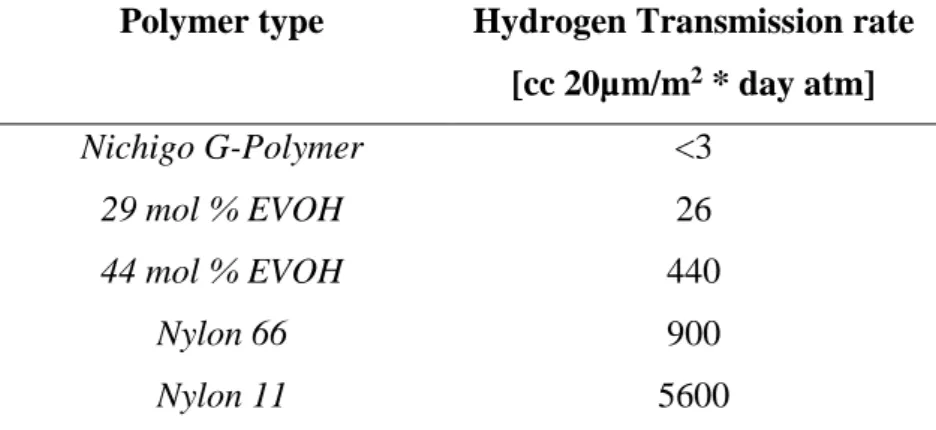
When the pouch is in contact with the water environment, a hydration of the film surface begins;. Where PF and Pu are the permeabilities of the filled and unfilled polymer respectively and ϕu is the volume fraction of the polymer.

General Objectives
Materials and Methods
Materials
- Poly(vinyl alcohol)
- Cellulose
- Nippon Goshei ® Nichigo G-Polymer
The PVA Mowiol® 18-88 resin (pellet form) without carboxylic acid groups was supplied by Sigma Aldrich and used as received. The second PVA used was the M8630 film supplied by MonoSol, approximately 87-89% hydrolyzed and 76 µm (±10%) thick: it is a blend of PVA/monocarboxylate copolymer, chitosan and other components.

Methods
- Film preparation
- Differential scanning calorimetry (DSC)
- Slide Dissolution Test
- Environmental Scanning Electron Microscopy
- Tensile Properties
- Water vapor permeability (WVP)
- Detergent-film system compatibility
- Migration of a brightener through the film
- X-Ray Diffraction (XRD)
- How produce a pouch
- Beaker test: dissolution of a pouch
The film thickness depends on the diameter of the wire and the distance between each section of the wire (Figure 2.4). It has two screws on the sides which change the level of the knife (wet thickness of the film). Around the first peak in Figure 2.8, this means that there is more heat flow and thus an increase in the heat capacity of the polymer.
So it doesn't need to be given much heat to maintain the temperature of the sample. Film tension at 100% elongation is measured using ASTM D 882, "Standard Test Method for Tensile Properties of Thin Plastic Sheets".[78] The test is performed on a Model 5567 Instron® Tensile Tester. If the film thickness is expressed in [m], the contact area between the film and the atmosphere is in [m2], and the Δvapor pressure is equivalent to the saturated vapor pressure at the test temperature S (e.g.
Due to the final application of the new films, a compatibility study of the film with the detergent used in the sachets and the most common solvents used in the formulations is fundamental to understanding the behavior of the system. Taking into account the dilution and the intensity of the fluorimetry, the concentration of the brightener in the cells over time is calculated.

Preparation and Characterization of M8630 microcomposite
Introduction
Following the aim of the work, the first modification for the studied PVA film was the system filled with microfibrillar cellulose. The study was conducted on the modification of film M8630: this film is branded and commercialized by MonoSol®. According to patent literature, [84, 85] the water-soluble film of MonoSol M8630 is a commonly used grade for detergent capsules.
The choice of microsized cellulose particles was based on some results from the filled PVA film, such as those reported by Ali et al [86] claiming decreasing permeability for PVA/microcrystalline cellulose composites in packaging application and other results on PVA film loaded with nanoparticles of cellulose, such as those reported by Sun-Young et al [45] claiming improved tensile strength coupled with the nanocellulose load. The first experiments with this new material focused on the study and choice of the film casting process, while the other investigated properties, such as tensile strength, water permeation and dissolving power, are the most important for the material screening, taking into account the final application as a soluble unit dose for laundry . All experimental results of the new loaded polymer were compared with new M8630 film supplied by MonoSol, to understand the real differences between these materials.
Results and Discussion
- Film preparation and characterization
- Solubility properties
- Tensile properties
- Water vapor permeability studies
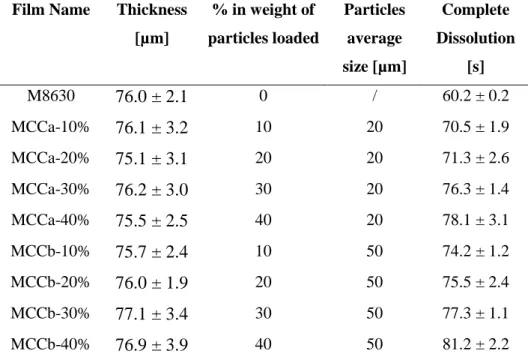
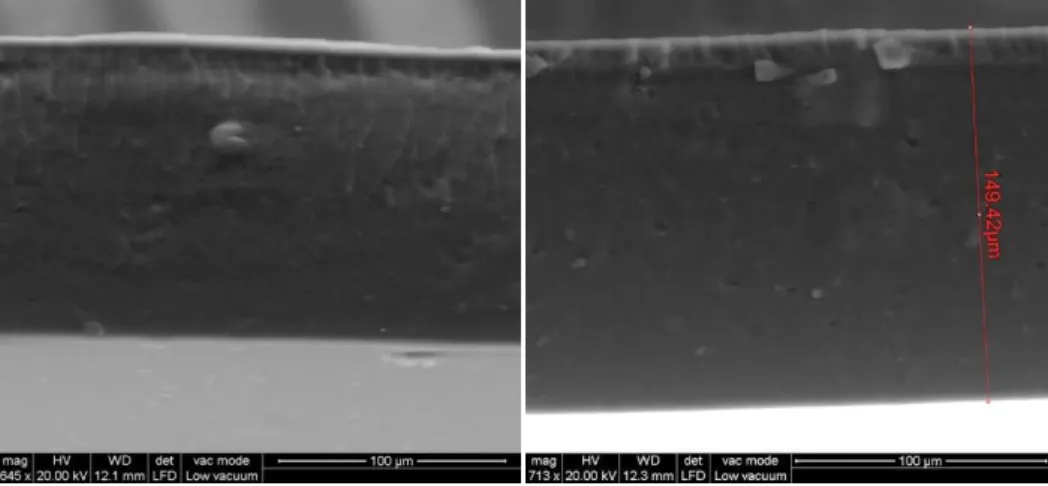
The hypothesis adopted for the 7-day drying process was a sedimentation of the particles at the bottom of the film; this assumption was refuted by the homogeneity of the cellulose distribution over the entire thickness, shown in Figure 3.2 as the white prominences. One of the most important properties, due to the final application of the new films, is solubility. This research has shown that the casting process has no influence on the tensile properties of the film.
To understand the behavior in more detail, Table 3.2 and Table 3.3 report the data for the most important trait values. A number of relative orientations of the sheets in relation to each other and the plane of the film can be imagined as illustrated in Figure 3.7. This parameter can vary from 1 (θ=0), indicating parallel orientation of the fillers with the film plane, to -1. 2), which means a perpendicular orientation that passes at the value of S=0 for random orientation of the particles.

Conclusions
Preparation and Characterization of M8630 or Olympus based
Introduction
The second modification choice for this work was to blend the actual PVA used in the fabric application from Procter & Gamble with another type of Nippon Gohsei brand PVA called Nichigo G-Polymer®. In the general introduction, an overview of the benefits of this new material was given. Nichigo G-Polymer or G-Polymer, as it is called from now on in this paper, is a copolymer of butanediol and vinyl alcohol (BVOH).
On the other hand, the PVAs used were M8630, described in the previous chapter, and the film coded PXP20655 and named internally by Procter & Gamble 'Olympus'. As indicated in the previous chapter, M8630 is a mixture of PVA, chitosan, and other components (ie, glycerol). In this chapter, the three key soluble unit dose properties of the films were investigated: solubility, tensile stress, and barrier properties.
Results and Discussion
- Film preparation and characterization
- Thermal properties
- Solubility properties
- Compatibility of film/detergent system
- Tensile properties
- Water vapor permeability studies
- X-Ray diffraction analysis
- Migration experiments
- Pouch dissolution (Beaker test)
For the purpose of film processing of the application of the final films, a thermal analysis was performed on the pure films and mixtures. Tg also shifts higher in the second heating scan relative to the first due to evaporation of the plasticizer (mainly water). On the other hand, the discrepancy of the reshaped Olympus with the mixed films touches about 3 seconds.
The purpose of the test is to check the compatibility between the new foils and the detergent components. When it is determined that there is no change in mechanical properties after the casting process, the following charts will show the trends of the blended films. Figure 4.11 and Figure 4.12 show the tensile trends of the films after the immersion process.
Conclusions
A change in crystallinity was the hypothesis accepted to justify this significant reduction in WVP, but the X-ray diffraction analysis proved similar degrees of crystallinity (DC,. Those that are the most important characteristics are reported in Figure 4.19, a graph that fully maps solution(s), Stress at 100 % Strain (MPa) and water vapor permeability (g/Pa m day) against the G-polymer percentage contained in the blended films.Another aspect studied was the interaction and compatibility with the detergent and the main solvent components.
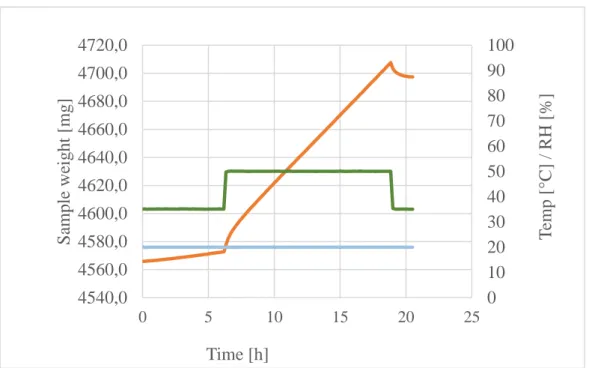
A gravimetric technique was used for this and the performances of the virgin Olympus and M8630 films and the mixed films underline a higher swelling due to glycerol interaction, but a complete compatibility of the new materials with detergent components as a whole. Last aspects investigated were the film processability for the pouch formation and the pouch solution itself. Thanks to the 1-up technique it was possible to form pockets; then the experiment called Beaker test helped us to verify the good dissolution of the bags produced with the new films.
Characterization of PVA Mowiol ® 18-88 blended films
Introduction
In addition to studying how G-Polymer is changing the properties of M8630 and Olympus films, the influence of G-Polymer on Mowiol® 18-88 pure PVA polymer is discussed in this chapter. The purpose of this chapter is to understand if G-Polymer is affecting the penetration properties of a pure polymer as well as with the modification of Olympus (blend of a homopolymer and an anionically polymerized copolymer of PVA) and M8630 (blend of PVA, chitosan and other ingredients). Also for these films, the target thickness was 76 ± 4 µm, directly comparable to that of virgin films from the plant.
Results and Discussion
- Water vapor permeability studies
- Migration experiment
The bars for Figure 5.1 and Figure 5.2 show the standard deviations for the mean values over the three experiments. As can be seen in Figure 5.2, G-Polymer positively affects the water vapor permeability of Mowiol® 18-88 PVA film in a similar way as for Olympus film. Overall, the most important result is the significant increase in water vapor barrier up to 5 times observed in PVA Mowiol® 18-88 blends with G-Polymer, which confirms the interaction between the two polymers, as seen for M8630 and Olympus . .
In Section 2.2.8, the method used for monitoring the migration of the Fluorescent Whitener Agent 49 (FWA49) was described in detail. After several days of monitoring and the proper calculations, the value for difference in partition (DH) (m2/h) of PVA Mowiol® 18-88 mixed with G-Polymer is obtained and mapped in Figure 5.3. The data obtained are very comparable to those obtained for Olympus mixtures, showing a decrease in migration at brightener up to 1.7 times for the 35% G polymer mixed with PVA Mowiol® 18-88, not as high as reported for water. vapor permeability, but this is still an improvement to the working target.

Conclusions
General Conclusions and Future Works
General conclusions
The dissolution times of the new composite films were studied, without noticing major differences with respect to the properties of the new M8630 film. It was confirmed that the dissolving times of the mixed films are comparable to new films M8630 and Olympus. Tensile tests were performed on the blended films and no degradation of the blend compared to new films was recorded.
The blended films showed full compatibility with detergent used in soluble unit dose for laundry. Water vapor barrier properties of the blended films were monitored over time and an improvement of up to 5-fold was observed in accordance with the working objective. Degrees of crystallinity of the virgin and blended films obtained by X-ray diffraction analysis reject the hypothesis of important differences in crystallinity of the G polymer versus M8630.
Future works
Byun, Mechanical and water barrier properties of starch/PVA composite films by addition of nanosized poly(methyl methacrylate-co-acrylamide) particles. Jun-Young, Water vapor permeability, morphological properties, and optical properties of variably hydrolyzed poly(vinyl alcohol)/linear low density polyethylene composite films. Effect of graphene concentration on thermal, crystallization, morphological and mechanical properties of PVA/PEG (10 wt%) blend.
Tcharkhtchi, Experimental study of miscibility of ABS/PC polymer blends and investigation of processing effect. 94 Figure 3.7 Examples of multiple leaf orientations (p) with respect to second and preferred orientation. n), normal to the plane of the film.
![Figure 2.19 Typical chart after beaker test: Conductivity[μS/cm] vs time[s]](https://thumb-us.123doks.com/thumbv2/123dok_es/5798874.5477361/94.773.138.685.595.859/figure-typical-chart-beaker-test-conductivity-μs-time.webp)