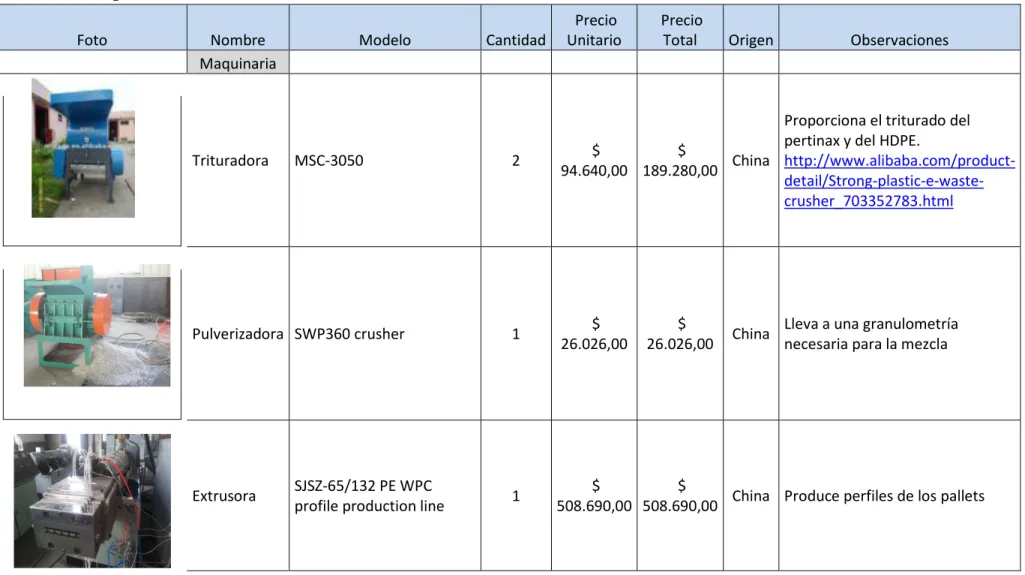
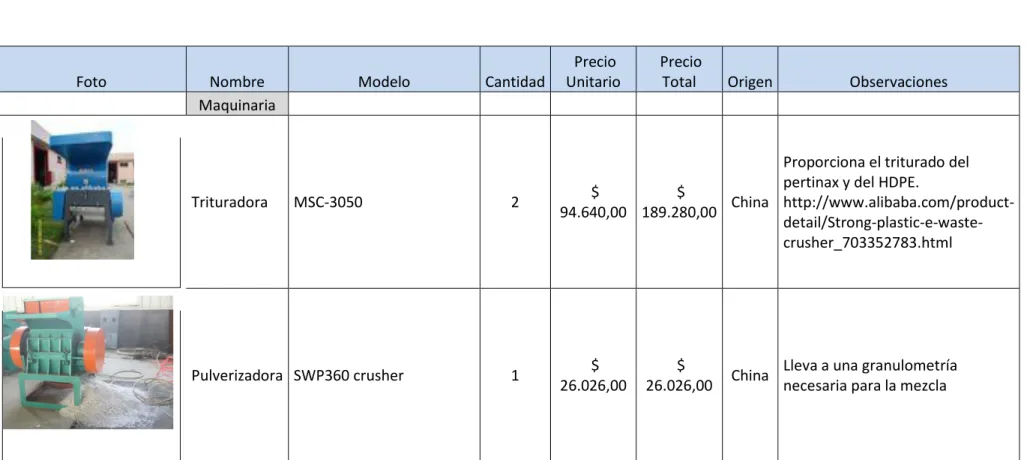
Es un aporte para continuar la búsqueda de la producción en masa y encontrar el proceso de fabricación que pueda llevarla a cabo. Iniciativa - Autonomía - Simplicidad: Rápida ejecución ante dificultades o pequeños problemas que surgen en la actividad diaria. Nuestro proyecto se basa en la producción de pallets de plástico mediante el uso de HDPE reciclado y Pertinax (plaquetas electrónicas) fresado.
Esta caracterización multidimensional de la tecnología nos muestra el importante componente social que hay en ella. Por tanto, estos componentes o agentes intencionales serán aquellos actores humanos que participan en la manipulación de palets a lo largo de toda la cadena logística. Para la realización de nuestro proyecto es fundamental la implementación del concepto de logística inversa, ya que las materias primas dependen de la recogida de residuos plásticos, desde entonces.
Por otro lado, nuestro objetivo es centrarnos en los costes de producción para que el proyecto sea atractivo. Posiciona nuestro producto en la mente del consumidor y estamos convencidos de que el material a mezclar reducirá enormemente los costes de producción de un pallet. Prohibición de quema a cielo abierto de residuos resultantes del desmonte o uso sustentable de bosques nativos.
De acuerdo a las medidas que definimos en el diseño del producto, nos encontramos dentro del estándar IRAM en cuanto a las medidas sugeridas.
YYY-ZZZZZZZZZ Donde
El área de producción tendrá la responsabilidad de cumplir con la calidad especificada en el plan, y será supervisada por el gerente de área quien es el máximo responsable de esto, ya que la empresa inició con una baja cantidad de recursos humanos en sus inicios. sin embargo, la idea es tener el control en el futuro bajo la responsabilidad de contratistas de calidad. Una forma de asegurar la calidad de nuestros productos es la estandarización, que requiere de ciertas medidas, métodos y sistemas de control para lograr la estandarización de los pallets. Estimamos que la implementación de un control de producción del 100% es antieconómica e ineficaz, por lo que se implementa un control estadístico de calidad.
Por tanto, una clave fundamental en el diseño será conseguir un palet ligero pero resistente; utilizando menos material para ahorrar costes, pero sin descuidar su resistencia. Por lo tanto, llegamos a la conclusión de que la mejor opción era utilizar perfiles huecos para las vigas y reducir la altura de los tablones de la superficie, pero hacerlos resistentes. El objetivo del proceso de diseño debe ser garantizar que el producto resultante satisfaga las necesidades de todas las personas u organizaciones involucradas de la manera más eficiente.
Para cumplir con esta técnica, nuestros perfiles se montarán fácilmente con tornillos universales en todas las uniones, para evitar errores en el proceso. Diseño para la internacionalización: En este caso nuestro objetivo es producir pallets con estándares internacionales, por lo que utilizaremos medidas que ya están especificadas y utilizadas en el país y en el MERCOSUR. Esta técnica se basa en la superposición de actividades de diseño, desarrollo y fabricación para lograr una reducción del tiempo de comercialización.
Limitaciones: Inicialmente debemos tener en cuenta qué problemas podemos tener en el proceso de producción con los materiales que tenemos, para poder tenerlos en cuenta en el diseño. Consenso: Todo el equipo involucrado en el proyecto debe ponerse de acuerdo a la hora de tomar decisiones relevantes. Vemos en la figura anterior cómo a través de la superposición de determinadas actividades conseguimos mejorar los tiempos que van desde la Investigación hasta la introducción del producto en el mercado.
Por otro lado, la evaluación de la información no se hace cuando se obtiene todo, sino que a medida que se va incorporando se va evaluando, lo que reduce el tiempo de gestión.
VALIDACIÓN
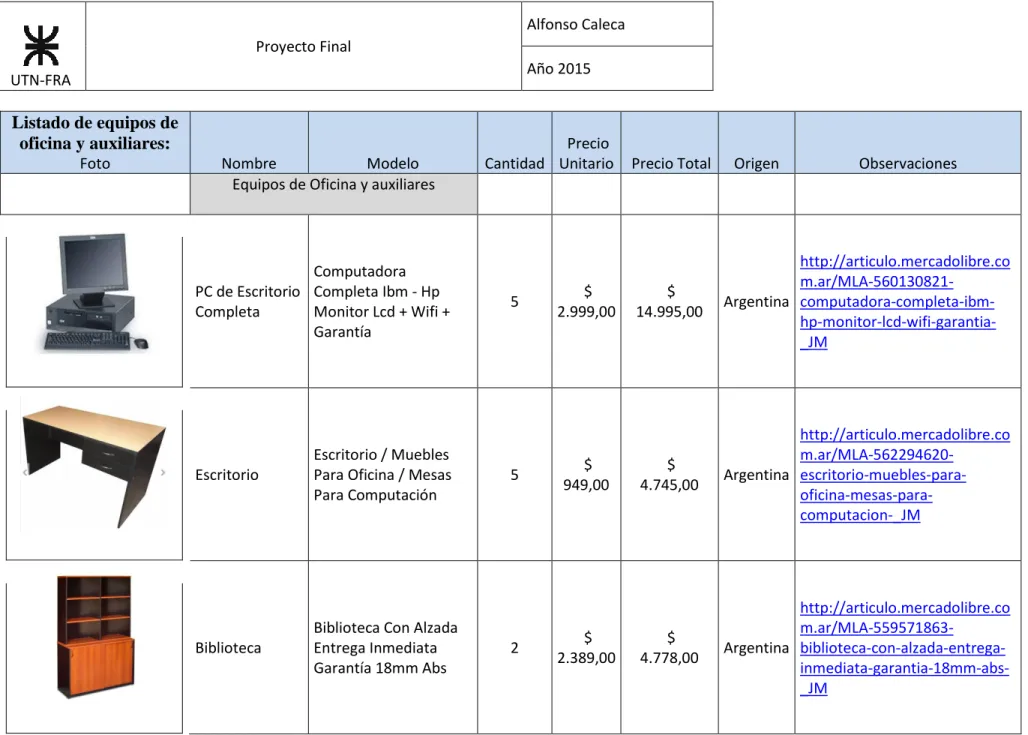
Para este paso, se cargaron los datos de la mezcla de Pertinax y HDPE. Ubicación, es decir, la ubicación geográfica de la operación, el proceso de producción/suministro y forma de trabajo, la disposición de la planta en relación con las máquinas adquiridas y la ubicación de los recursos humanos, y el edificio elegido para el desarrollo de la actividad. Ahora bien, si seguimos el flujo tradicional de ingeniería concurrente utilizada para la innovación y el desarrollo.
El gerente de planta también estará a cargo de esta área, con la idea de que en el futuro, cuando supervise el crecimiento de la empresa, se independice. Esto significa que se pueden emprender procesos de producción más amplios y que la capacidad productiva de la humanidad aumenta significativamente. Una vez conseguida la mezcla, el tornillo reforzado de la máquina extrusora (4) calienta el plástico hasta fundirlo y produce una mezcla en estado líquido para formar el perfil requerido por nuestros palets tras su entrada en el troquel (5).
En el contexto de la selección del proceso y su capacidad de producción, aparece un plano transversal relacionado con el llamado punto de equilibrio, según el volumen de producción y la actividad mínima del sistema, que permite reducir los costos (fijos y variable) para equipararse con el marco de ingresos. Lógica: la materia prima se transforma en diversos productos intermedios, que son la materia prima de otras unidades de trabajo, hasta convertirse en el producto final. Un enfoque de proceso es ideal para nuestro tipo de producto, ya que la disposición de las máquinas en un diseño de fábrica se basará en diferentes etapas del proceso de producción.
Una vez seleccionado el proceso a estudiar, se registra información sobre el método actual. Este paso es fundamental, porque con la exactitud de la información registrada obtendremos el tiempo teórico correcto de producción del pallet y en una segunda fase podremos pensar en el desarrollo de mejoras al método. El producto del pulverizador se envasa en una bolsa, la cual se coloca sobre otro pallet de productos en el proceso y espera el siguiente proceso.
Se embolsa el producto de la trituradora, se coloca la bolsa en el pallet de proceso esperando el siguiente proceso, transfiriendo la bolsa de Pertinax triturado al pulverizador. El producto de la trituradora se embolsa. Transferencia de MP a la trituradora de HDPE con vix hidráulico. Carga de extrusora con todos los insumos de Pertinax/HDPE en un pallet de productos en proceso y químicos/colorantes en el almacén de MP.
TECHNICAL PARAMETER---LSF2200
Components list
Free Spare parts for injection molding machine
Advantges
Guarantee terms for injection molding machine
Safety features
Delivery data and service after sell
QUOTATION
Estrategias puras
Esto intenta lograr tasas de producción para cada período que coincidan con la demanda prevista para ese período. Por ejemplo: el gerente de operaciones varía los niveles de fuerza laboral contratando o despidiendo empleados; o varía la producción mediante horas extras, tiempo libre, empleados a tiempo parcial o subcontratistas. Su filosofía es que una plantilla estable se traduce en un producto de mejor calidad, menor rotación y ausentismo, y mayor compromiso de los empleados con los objetivos de la empresa, así como mayor experiencia.
Es una estrategia que se basa en suministrar productos terminados o un determinado tipo de producto semiacabado para cumplir determinados pedidos de los clientes en periodos de alta demanda. La dotación de personal se mantiene estable y se utiliza sólo durante los picos de demanda, cuando la producción estándar no cumple con los requisitos de MRP o MPS. De esta manera garantizamos la confianza del cliente, evitamos inquietudes sobre MRP y respetamos el cronograma de producción.
Estrategias combinadas
Como se puede observar en la tabla ya presentada, 7 de ellos pertenecen al MOD (2 en el tanque, 1 en la trituradora, 1 en el polvo, 1 en la extrusora, 1 en el ensamblador y un jefe de planta). Consiste en una estrategia de combinar horas extras para aumentar la producción y, si no hay suficiente, se hacen acopios para este tipo de demanda cuando es alta. Tiene la desventaja de que, en caso de una demanda imprevista, el inventario puede no satisfacer el pedido del cliente, lo que también puede dar lugar a una subcontratación.
Esto corresponde a una estrategia con variación según el grado de demanda y stock de reserva para dar respuesta a los clientes. Generalmente se utiliza en productos estacionarios donde el MO fuerte se desarrolla durante un período inferior a doce meses al año. Se estima que se encuentran 7 operarios en etapas anteriores según la planificación de maquinaria y lugares de trabajo.
El costo del stock se encuentra por metro cúbico y corresponderá al valor determinado para cada unidad, donde hemos calculado la prorrata de ubicación en relación al valor de alquiler del local, dedicado a ese sector específico. Se estima que el 20% del terreno se utilizará para almacenamiento, es decir, se utilizarán 8m x 10m para apilar tarimas. Costo de Inventario $ 2.50 Número de Turnos Plan Nivel 2 Número de Turnos Plan de Seguimiento 1 Número de Turnos Plan Intermedio 1.
Los valores de costo horario están tomados de la UOYEP (Sindicato de Trabajadores y Empleados del Plástico), artículo 9 de 2015. El cálculo de la producción máxima por El desplazamiento ya ha sido calculado en otro apartado anterior. Donde se puede observar que la estimación toma en cuenta una caída del volumen en el primer y último mes debido a las vacaciones del personal, y un crecimiento paulatino en los meses intermedios.
Por otro lado, se estima una previsión de ventas de un crecimiento del 20% anual, debido a la mayor confianza de los clientes en nuestro producto, que tiene mejores prestaciones que los productos de madera.
Plan de Nivel
Plan de Persecusión
Plan Intermedio