Bajo esta premisa, se propone estudiar el posible uso del material lignocelulósico de tayanca sometido a hidrólisis enzimática para la obtención de etanol. El objetivo de este trabajo de investigación fue evaluar el potencial aprovechamiento del material lignocelulósico de tayanca (Baccharis microphylla) con el objetivo de obtener etanol mediante hidrólisis enzimática.
Descripción del problema
Es por esto que se sugiere el uso de bioetanol producido a partir de material lignocelulósico para reducir las emisiones de gases de efecto invernadero. Considerando los arbustos generados en nuestra región, buscamos la manera de aprovechar el material lignocelulósico de tayanca (Baccharis microphylla) producido en el departamento de Apurímac como una opción para solucionar este dilema de liberación, y además darle valor agregado a esta. planta y puede utilizarse para la generación de un producto industrial como el etanol, que actualmente se utiliza como biocombustible.
Enunciado del Problema
- Problema general
- Problemas específicos
- Justificación de la investigación
En la naturaleza se producen grandes cantidades de arbustos, pero en muchos casos se desconoce su potencial, estos arbustos son alternativas que requieren del desarrollo de nuevas tecnologías que permitan implementar los procesos necesarios para su explotación. Por ello, se propuso estudiar la producción de etanol a partir de tayanca, que es una fuente rica y renovable de materias primas lignocelulósicas.
Objetivos de la investigación
- Objetivo general
- Objetivos específicos
Hipótesis de la investigación
- Hipótesis general
- Hipótesis específicas
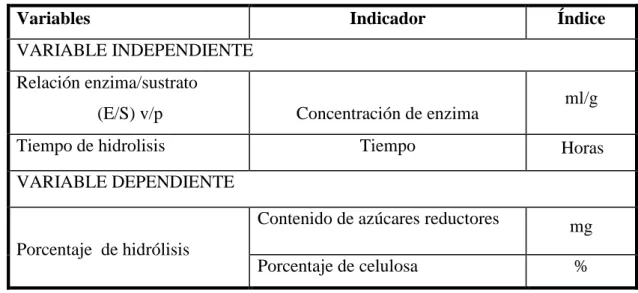
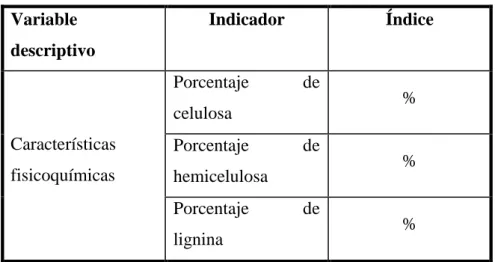
Operacionalización de variables
Antecedentes
La segunda fase (hidrólisis diluida) consistió en agregar agua a la primera fase hasta obtener una concentración del 8% de H2SO4 y luego. Pasado el tiempo se agregaron 401.5 ml de agua para obtener una concentración de H2SO4 al 8% y se calentó a 105ºC durante 3 horas. Luego se bajó la temperatura a 3040°C y se filtró. La solución filtrada se neutralizó con NaOH 2 N hasta obtener un pH de 5 y finalmente se almacenó en refrigerador para continuar la fermentación.
Marco teórico
- Tayanca (Baccharis microphylla)
- Clasificación taxonómica de la tayanca
- Descripción Botánica
- Usos
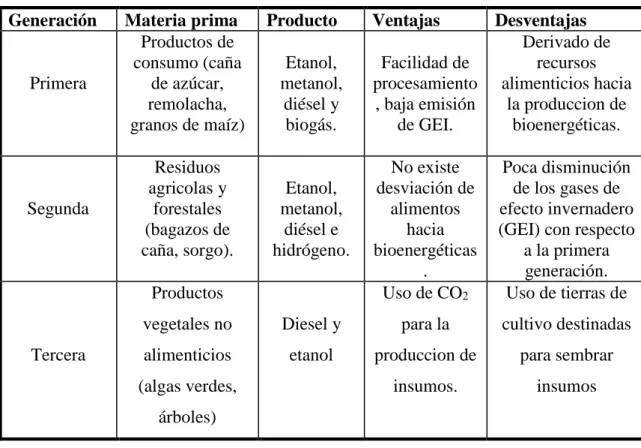
- Biocombustible
- Fuentes de obtención de etanol
- Biomasa Lignocelulósica
- Composición de materiales lignocelulósicos
- Proceso de obtención de etanol
- Transformación de lignocelulosa a biocombustible
- Pretratamiento
- Pretratamientos físicos
- Hidrólisis a presión o autohidrólisis
- Pretratamientos químicos
- Tratamientos fisicoquímicos
- pretratamiento biológico
- Hidrólisis química y enzimática
- Microorganismos productores de celulosa
- Actividad enzimática: celulasas
- Bioetanol lignocelulósico
La lignina es un polímero aromático producto de la polimerización deshidrogenativa de tres alcoholes fenilpropiónicos (P-cumarilo, coniferilo y sinapilo). La lignina protege a la celulosa de diversos ataques y degradación natural de la planta (también representa una barrera que impide el acceso a la celulosa y su fácil uso) (Cunningham et al, 1994). Las cadenas de polisacáridos de hemicelulosa desempeñan la función de proporcionar el vínculo entre la celulosa y la lignina (Narvaes et al., 2006).
Mientras que la celulosa siempre tiene la misma estructura y composición, la hemicelulosa puede variar mucho entre especies de plantas (Cunningham et al., 1994). La celulosa es el principal biopolímero que conforma la pared celular de los tejidos vegetales y puede ser sintetizada por algunas bacterias, protozoos y hongos filamentosos (Diaz et al., 2005). Varios autores han demostrado la efectividad de la explosión de vapor en diferentes materiales lignocelulósicos como: madera dura (Negro et al., 2003), madera blanda (Galbe y Zacchi, 2002); bagazo de maíz (Varga et al, 2004).
La complejidad de la biomasa lignocelulósica impide que sea hidrolizada por una sola enzima. Por lo tanto, la degradación de la lignina es un factor crucial en el desempeño de la hidrólisis enzimática (Binod et al, 2011).
Marco conceptual
La hidrólisis, también llamada sacarificación, es la etapa en la que los polisacáridos se convierten en azúcares simples, que luego de la fermentación producen diversos productos como etanol, acetonas y butanol. Existen otras formas de hidrólisis, como el uso de radiación gamma y la irradiación de electrones. e irradiación con microondas, pero estos procesos no son viables industrialmente debido a sus altos costos (Aguado et al., 2005), (Balat, 2011). d) Hidrólisis química. Se denomina hidrólisis química al proceso consistente en someter el material lignocelulósico a un producto químico durante un tiempo determinado y una temperatura determinada, con el objetivo de obtener monómeros de azúcar a partir de celulosa y polímeros a partir de hemicelulosa, ya sea en presencia de reactivos ácidos o alcalinos. sin embargo, es más común el uso de ácido en este proceso (Balat, 2011). e) Hidrólisis enzimática. Es la reacción o modificación que permite romper la estructura de la lignocelulosa y separar la lignina, obteniendo así azúcares fermentables.
La hidrólisis enzimática consiste en catalizar un conjunto de celulasas mediante unas enzimas denominadas celulasas (Barrios Hernández, 2014). Durante la hidrólisis enzimática, las celulasas descomponen la celulosa en azúcares reductores que pueden ser fermentados por levaduras o bacterias en etanol (Sun et al, 2002). La receptividad de los sustratos de celulosa dependerá de características estructurales como la cristalinidad de la celulosa, el grado de polimerización de la celulosa, el área superficial y el contenido de hemicelulosa y lignina.
La lignina interfiere con la hidrólisis al bloquear el acceso de la celulasa a la celulosa y unirse irreversiblemente a las enzimas hidrolíticas. La eliminación de lignina puede aumentar significativamente la tasa de hidrólisis (Mosier et al, 2005). f) Parámetro.
- Tipo y nivel de investigación
- Diseño de investigación
- Población y muestra
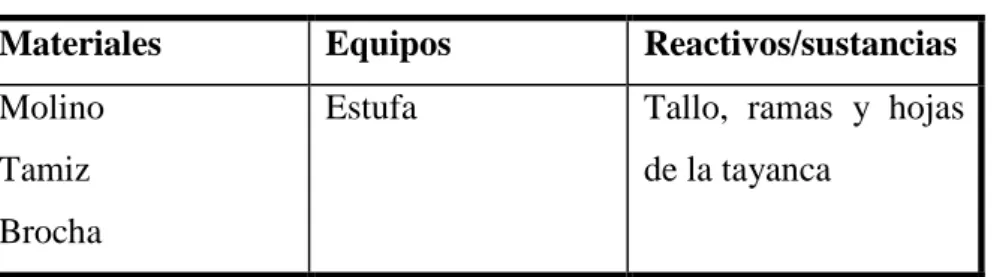
- Procedimiento
- Técnica e instrumentos
- Análisis estadístico
Este proyecto se realizó de acuerdo al diagrama de flujo representado en la siguiente figura. En este paso se utilizó el análisis fisicoquímico establecido por la norma TAPPI, que se describe a continuación en la Tabla 8. El material lignocelulósico se trató con vapor saturado a alta presión (a temperaturas entre 160-260 °C con presiones correspondientes entre 0,69 a 4,83 MPa). luego se redujo repentinamente la presión, provocando una descompresión explosiva en el material, logrando la separación de los componentes básicos del material lignodelulosa, celulasa, hemicelulosa y lignina, es decir, separación del recubrimiento que la lignina y la hemicelulosa forman alrededor de la celulosa y provocando la redistribución de la lignina, dejando la celulosa disponible para su posterior hidrólisis enzimática.
El pretratamiento logró cambiar de alguna manera la estructura de la lignina, provocando hinchamiento en la madera, aumentando la superficie del material y haciéndolo más susceptible al ataque enzimático. La prueba de hidrólisis enzimática del material lignocelulósico de tayanca pretratado por explosión de vapor se realizó en un matraz Erlenmeyer con capacidad de 1000 ml. El sustrato se sumergió en tampón citrato para amortiguar la variación del pH, a una temperatura de 50°C y 4,8 pH, durante 48 horas, condiciones óptimas para la acción de la enzima comercial Novozyme. Las condiciones consideradas se basaron en la ficha técnica de la enzima (Cellic Ctec de Novozyme).
Se utilizó el método DNS, que se basa en la reducción del ácido 3,5-dinitrosalicílico (que es de color amarillo anaranjado) con glucosa y/o fructosa a ácido 3-amino-5-nitrosalicílico (de color rojo oscuro). ) (Miller et al, 1959), cuya presencia puede detectarse leyendo la absorbancia. Este análisis se realizó en el Laboratorio de Biotecnología Ambiental-Biorremediación de la Facultad de Química de la Universidad Nacional Agraria la Molina.

Análisis de resultados
- Caracterización del material lignocelulosico de tayanca
- Pretratamiento
- Hidrólisis enzimática (formación de azucares reductores)
- Influencia de la relación enzima sustrato y tiempo de hidrólisis en la producción de
- Porcentaje de hidrolisis del material lignocelulósico de tayanca
De acuerdo con los resultados de la Tabla 11, el pretratamiento con chorro de vapor generó un pequeño cambio en la modificación de los componentes del material lignocelulósico tayanca. El porcentaje de celulosa antes de la hidrólisis era de 43,32%, que disminuyó a 37%, reflejando la conversión de celulosa en azúcares. El porcentaje de lignina aumentó de 20% a 21%, por lo que se puede decir que el ataque enzimático no cambió la estructura de la lignina, ni tampoco se disolvió en el medio, las cantidades relativas difieren; es decir, el aumento del porcentaje de lignina.
La Tabla 13 muestra la acción de la enzima celulasa sobre el resto de celulosa para convertirlo en azúcares simples. En la Tabla 14 se muestra el porcentaje de hidrólisis de la relación enzima:sustrato 2% p/v en 25 horas de hidrólisis enzimática, de manera que el porcentaje de hidrólisis de celulosa fue de 12,77%, el porcentaje de hidrólisis de holocelulosa fue de 4,89%. El porcentaje de hidrólisis de hemicelulosa da como resultado un valor negativo de -5,60. Para el material lignocelulósico de tayanca no hay datos, según los resultados de la tabla 6, el porcentaje de celulosa antes de la hidrólisis era del 43%, el cual disminuyó a 37%, esto refleja la pequeña conversión de celulosa a azúcar, en este caso se entiende que la disminución del 6 % en la celulosa da como resultado la conversión a azúcares reductores.
El porcentaje de lignina aumentó del 20% al 21%, lo que indica, como lo reporta (Arellano, 2015), que el ataque enzimático no cambió la estructura de la lignina y menos se solubilizó en el medio. Los resultados en la Tabla 14 muestran el porcentaje de hidrólisis de celulosa que fue 12.77%, holocelulosa 4.89% y hemicelulosa -5.60%, también en este caso se puede decir que las cantidades relativas varían; De ahí podemos entender la disminución del porcentaje de hemicelulosa.

Conclusiones
Recomendaciones
Pretratamiento alcalino de pasto elefante (Pennisetum sp) y king pasto (Pennisetum hybridum) Cultivados en Colombia para la producción de bioetanol. Comparación de pretratamientos en residuos forestales para la producción de bioetanol de segunda generación: hidrólisis ácida y líquidos iónicos. Comparación de pretratamientos en residuos forestales para la producción de bioetanol de segunda generación: hidrólisis ácida y líquidos iónicos.
Efecto del uso de mezclas lignocelulósicas en la producción de etanol de segunda generación. Estudio de investigación sobre la producción de bioetanol y coproductos de biorefinería a partir de residuos de eucalipto. Fermentación alcohólica: una posibilidad para la producción de energía renovable a partir de residuos agrícolas.
Como materia prima se utilizaba el tallo, ramas y hojas de la tayanca, que eran recolectadas en el distrito de Huaquirca. Desechar el agua del matraz y medir 175 ml de alcohol absoluto y verterlo en el matraz para realizar 4 sifones más, así quedan 8 sifones en total, el color del extracto de muestra que aparece debe desaparecer. Luego del paso de hidrólisis utilizamos el método DNS, con 1 mL de la muestra y 1 mL del reactivo DNS (previamente preparado) en un tubo de ensayo de 10 mL, hervimos por 10 minutos y luego agregamos 1 mL de agua destilada. en un tubo de ensayo. , se dejó reposar con hielo durante 10 minutos y finalmente se leyó en un espectrofotómetro a una longitud de onda de 540 nm.
Con el valor de absorbancia para cada muestra de prueba y gracias a los datos obtenidos en la curva de calibración de glucosa (pendiente (m) e intersección (b)) adoptando la glucosa como azúcar reductor total según lo definido (Cortes et al., 2013), la recta Se aplica la ecuación de línea para obtener el valor de concentración en la muestra, multiplicando este valor por el factor de dilución utilizado en el estándar de glucosa.