El acceso abierto debería aumentar la visibilidad y el impacto de los resultados de la investigación al mismo tiempo que se adoptan políticas y se siguen protocolos. El uso de algoritmos apropiados proporciona soluciones consistentes con los principios lógicos que subyacen a su diseño.
INTRODUCIÓN
- CAUSAS DEL ENFOQUE IMPROVISADO
- PROBLEMÁTICA
- CONSECUENCIAS DEL ENFOQUE IMPROVISADO
- PROPUESTA DE TRABAJO
- OBJETIVOS
- CONTENIDO
En consecuencia, es común que los responsables del área de producción desconozcan el tratamiento formal de la programación de corto plazo. Considerando la magnitud del problema descrito, se propone desarrollar un modelo de programación operativa de corto plazo aplicable a la gestión de sistemas de fabricación sobre pedido.

MARCO TEÓRICO
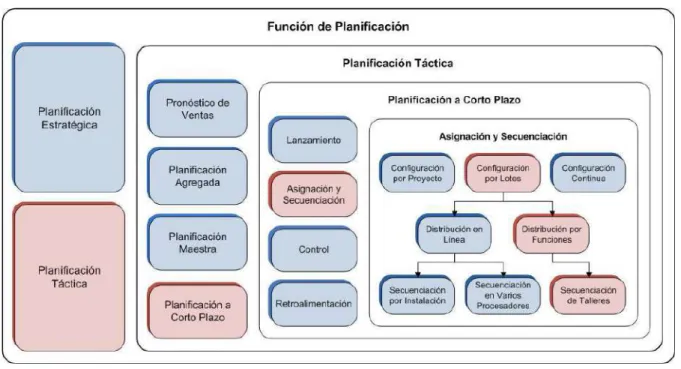
FUNCIÓN DE PLANIFICACIÓN
Los problemas, objetivos y características de la actividad de planificación varían según el sistema productivo que se analice, el nivel de detalle buscado y el horizonte temporal considerado. La coordinación de los recursos y actividades necesarias para alcanzar los objetivos de medio y corto plazo de la empresa corresponden a la planificación táctica.
PLANIFICACIÓN TÁCTICA
- Etapas de la Planificación Táctica
Decisiones como los productos a producir, la definición de capacidad, la selección de procesos y la ubicación de la planta determinan la estructura productiva de largo plazo de la empresa. El período máximo de programación depende de la confianza con la que se puedan realizar las estimaciones, ya que la fiabilidad de los resultados depende directamente de la exactitud de las previsiones.
PROGRAMACIÓN A CORTO PLAZO
- Proceso de Asignación y Secuenciación
- Objetivos del Proceso de Asignación y Secuenciación
Posteriormente, la secuenciación determina el orden de ejecución de las operaciones en el conjunto de centros de trabajo disponible. A partir de ahora, la reducción del tiempo de trabajo se adopta como una característica de programación a optimizar.
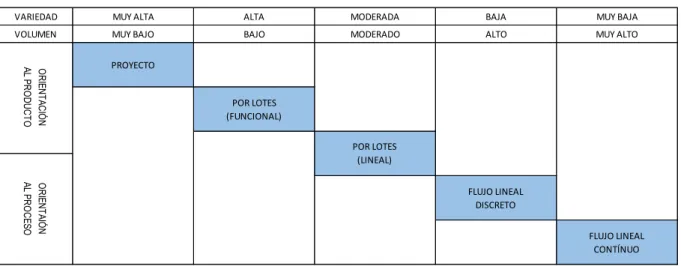
TIPOS DE CONFIGURACIONES PRODUCTIVAS
C| Reducir el periodo de trabajo, ya que este se interpreta como la diferencia entre la hora de inicio de la programación y la hora de finalización de la misma. El tamaño de los lotes depende del número de trabajos pendientes que tengan características homogéneas y de la consideración de los tiempos totales de procesamiento frente a las obligaciones de entrega o los requisitos de inventario.
SECUENCIACIÓN EN PROCESOS ORGANIZADOS POR LOTE
- Distribución de Procesos en Línea
- Distribución de Procesos por Funciones
Regla Johnson Simple N trabajos en 2 Operadores Bajo Óptimo Regla Johnson Extendida N trabajos en 3 Operadores Bajo Muy Bueno Algoritmo Campbell N trabajos en M Operadores Medio Bueno Técnicas de programación En sistemas de producción en los que se realiza una distribución de actividades de tipo funcional, cada lote debe ir a través de las estaciones de trabajo en un orden que puede ser diferente al de los demás.

PROGRAMACIÓN EN SISTEMAS DE PRODUCCION TIPO TALLER
- Planificación no Activa
- Planificación Semi Activa
- Planificación Activa
- Planificación Sin Retraso
Se trata de la planificación en la que es posible posponer la fecha de ejecución de al menos una transacción sin tener que cambiar el orden de las operaciones (Márquez Delgado, 2012). En la Figura 6, se puede ver que J2(1) en el procesador M1 puede posponer su ejecución hasta el momento t0 únicamente posponiendo el inicio de la operación J1(1) hasta el momento t3.

ESPACIO DE SOLUCIONES
Planificar sin demora es una planificación en la que ningún centro operativo se queda quieto mientras sea posible asignarle una tarea (Márquez Delgado, 2012). El efecto de los cambios necesarios para transformar un cronograma activo en un cronograma sin demora es impredecible en términos de la función objetivo.

COMPLEJIDAD DE LA SECUENCIACION EN SISTEMAS TIPO TALLER
Suponiendo que varias de las secuencias obtenidas pueden usarse para resolver el sistema original, se deduce que el problema de programación a corto plazo pertenece a la clase NP. De esta analogía se deduce que el problema general de secuenciación de flujo también es un problema NP-Completo.

SECUENCIACION ESTÁTICA VERSUS SECUENCIACIÓN DINÁMICA
TECNICAS DE PROGRAMACIÓN APLICABLES A SISTEMAS TIPO TALLER
- Enfoque Improvisado
- Métodos Formales
- Métodos Exactos
- Métodos Aproximados
- Métodos Constructivos
- Métodos de Mejoramiento
- Métodos de Búsqueda
De esta forma, sólo se continúan desarrollando las alternativas con mayor rendimiento hasta obtener un conjunto de soluciones finales. En las técnicas de lanzamiento, la programación se realiza simulando el progreso de las operaciones a escala de tiempo real.
HERRAMIENTAS UTILIZADAS EN EL DESARROLLO DE ESTE TRABAJO
- Matriz de Polivalencia
- Estratificación
- Diagrama de Flujo
El método es similar a la búsqueda aleatoria, pero utiliza un método constructor de secuencia válido para trabajar con un espacio de búsqueda mucho más estrecho. El diagrama de flujo es un modelo gráfico diseñado para describir sistemáticamente un determinado proceso o procedimiento. En el presente trabajo se utilizará la nomenclatura gráfica definida por el Instituto Nacional de Estándares de Estados Unidos, ANSI por sus siglas en inglés.

DESARROLLO
DESCRIPCIÓN Y ANÁLISIS DE UN CASO REAL
- Presentación de la Empresa
- Descripción del Taller
- Estudio Técnico
- Circuito de Operaciones
- Estaciones de Trabajo
- Suministro de Datos
- Cubo de Tiempo
- Frecuencia de Actualización y Frecuencia de Reprogramación
En cambio, teniendo en cuenta los supuestos adoptados en la Sección 0, la asignación de recursos se realizará junto con la determinación de las estaciones de trabajo. En la Tabla 3 se muestra el listado de centros de trabajo determinados aplicando el método propuesto. La siguiente etapa consiste en completar la definición de los elementos de trabajo a incluir en el cronograma.

DEFINCIÓN DEL PROBLEMA
- Condiciones de Contorno
- Formalización del Problema
Reducir la carga de trabajo: una métrica relacionada con la planificación en general, definida como la mayor 𝐶𝑖𝑗𝑘𝑙. Minimizar la latencia máxima: una métrica relacionada con la programación general que se calcula como el retraso máximo entre todos los trabajos considerados. Reducir la cantidad de tareas retrasadas: una métrica relacionada con la programación general, que se calcula como la cantidad de todas las tareas cuyo retraso es mayor que "0".
MODELO DE ASIGANACIÓN Y SECUENCIACIÓN DE OPERACIONES
- Generación de Secuencias
- Generación de secuencias válidas
- Generación de secuencias activas
- Generación de planificaciones activas
- Reglas de despacho
- Búsqueda restringida
- Método G&T
- Critica sobre el método G&T
- Método Propuesto
- Selección de la operación a secuenciar
- Reflexión sobre el método propuesto
- Limitaciones propias a los algoritmos de lanzamiento
- Extensión del método propuesto, a la gestión de instancias múltiples
- Extensión del método propuesto para contemplar prioridades indicadas
- Jerarquía de prioridades
- Dinámica de criterios
- Algoritmo de búsqueda restringida
Si se aplica el algoritmo G&T a la propuesta planteada se logra la programación de la Figura 20. Posteriormente se busca en la nómina actividades cuya fecha de finalización sea igual o anterior a la fecha de inicio de la operación preseleccionada. La regla de la cadena extendida a los centros de multiplicidad se utiliza para generar el grupo de operaciones candidatas.

Aplicación de los algoritmos a un contexto real
- Calendarización
- Momento Cero
- Fecha de entrega
- Gestión de fechas de disponibilidad
- Resultados
- Adición de funcionalidades específicas
- Inclusión de operaciones de mantenimiento
- Gestión de eficiencias
- Problema del “enganche” entre una programación y otra
- Gestión del Avance
- Gestión de Prioridades
El momento cero se define con la fecha de inicio de la planificación y corresponde al punto 0 de la recta numérica. Cuando se programa una operación en el centro "0", se actualiza la fecha de disponibilidad de la siguiente operación, según el tiempo de procesamiento asociado al procesador ficticio. En otras condiciones, las prioridades se invierten, a excepción de la referencia "3" que se convierte en "-4" por conveniencia algorítmica.
PRESENTACIÓN DE LOS RESULTADOS OBTENIDOS
- Definición de indicadores productivos
La demanda se puede medir desde el punto de vista de la producción cuando la variedad de lotes producidos es similar. Para casos como instalaciones tipo taller, se debe estimar la carga de trabajo por el lado de los insumos, identificando el volumen de trabajo que representa cada operación para cada recurso. Considere en conjunto la capacidad de trabajo correspondiente al período de actividad de cada uno de los procesadores.
CONCLUSIONES
La capacidad de modificar y adaptar el modelo propuesto parece no tener límite definido; los ajustes necesarios para adaptar y especificar el sistema se pueden ir añadiendo paso a paso de forma general. Esta capacidad permite representar el problema real de forma precisa, logrando soluciones integradas más robustas y eficientes.
BIBLIOGRAFIA
ANEXO I: PSEUDOCÓDIGOS
PSEUDOCÓDIGO DEL ALGORITMO G&T
REGLA DE LA CADENA
REGLA DE LA CADENA PARA CENTROS CON MULTIPLICIDAD
ANEXO II. DESCRIPCIÓN DE LA HERRAMIENTA
SELECCIÓN DEL LENGUAJE Y EL SOFTWARE DE DESARROLLO
- Entorno de desarrollo
Visual Basic para Aplicaciones (VBA) es un lenguaje que le permite desarrollar aplicaciones para mejorar y/o personalizar la funcionalidad de los programas nativos del sistema operativo Windows. VBA es un lenguaje de alto nivel, ya que permite escribir instrucciones en un lenguaje muy similar al inglés, así como utilizar notación matemática común. También es un lenguaje compilado, ya que requiere un programa que traduzca la sintaxis nativa en código de máquina que pueda ser ejecutado por la computadora.
ESQUEMA GENERAL DE LA HERRAMIENTA INFORMÁTICA
- Jerarquía de operaciones
- Definición de estados
- Trazabilidad de registros y estados
- Asignación de prioridades
- Configuración del sistema de producción
- Parámetros de cálculo
El estado de entrega también se determina manualmente, pero a diferencia de los demás, es permanente ya que indica el final de la actividad asociada. La posibilidad de predefinir los circuitos de control estandariza la estructura de las tareas y facilita enormemente la carga de datos. La correspondencia entre el cubo de tiempo y las dimensiones de tiempo reales debe establecerse con la mayor precisión posible, ya que los cambios posteriores en la definición afectarán significativamente la usabilidad de los registros existentes.

LÓGICA DE USO
- Carga de órdenes de trabajo
- Carga de ítems
- Cálculo y generación de reportes
- Carga del parte de horas
A continuación se presenta en la Figura II-2, el diagrama de flujo para el proceso de carga de órdenes de trabajo. La Figura II-3 contiene el diagrama de flujo del proceso de carga de artículos. Luego hay que elegir cómo el sistema debe interpretar los datos de progreso y el tiempo de trabajo transcurrido.

ESTRUCTURA DE LA HERRAMIENTA
- Tablas de datos
- Estructura algorítmica
- Carga de datos
- Algoritmo cadena
- Algoritmo aleatorio
- Informe Comparativo
- Hoja de Trabajos
- Grafica de Gantt
- Informe de Trabajos
- Informe de Operadores
IMF (N,M0) Matriz de fechas de inicio: Registra las fechas de inicio de cada operación programada. RMFI (N,M0,9) Matriz de resultados de rechazo de inicio: registre una copia de la MFI para cada ejecución del algoritmo. RFII (N,L,9) Matriz de resultados de inicio por instancia: Registra la fecha de inicio de la primera operación programada para cada instancia, según el algoritmo ejecutado.

FORMULARIOS Y REPORTES
- Formularios
- Reportes
- Informe comparativo
- Informe de operadores
- Informe de trabajos
- Gráfica de Gantt
- Hoja de Trabajos
Similar al informe anterior, pero centrado en la descripción estadística del desempeño de cada uno de los operadores. Para el algoritmo previamente seleccionado, muestra un resumen estadístico relacionado con el rendimiento de cada uno de los procesadores disponibles. Para el algoritmo previamente seleccionado, muestra un resumen estadístico relacionado con el desempeño de cada uno de los elementos disponibles.

INTERFAZ
Botón "Pedido": muestra el formulario de carga principal, diseñado para ingresar y editar pedidos y elementos de trabajo. Botón "Hoja": Muestra el formulario de seguimiento donde es posible asociar una instancia específica de un centro de trabajo a una operación en curso, asociar un operador a la actividad e ingresar horas reales y porcentaje de avance. El botón “Configuración”: Muestra un formulario desde el cual se pueden cambiar las variables que parametrizan la ejecución de los algoritmos de cálculo.
VALORES LÍMITES DEL MODELO
Se utiliza para contrastar los tiempos de inicio y finalización asociados con operaciones reales con un momento ficticio lo suficientemente grande como para estar fuera de la escala de operaciones prevista. El valor de la constante es configurable sólo a través de código y depende de la relación entre el horizonte temporal normalmente evaluado y el cubo de tiempo definido. Por este motivo, el valor de cte3 es útil para limitar el tamaño de la tabla en cuestión.
ANEXO III: CASO DE EJEMPLO
DESARROLLO
- Creación de Clases
- Creación de Clientes
- Creación de Centros
- Creación de Secuencias
- Creación de Procesos
- Configuración de Jornada Laboral
- Especificación de Feriados
- Creación de Trabajos
- Carga de Operarios
- Carga de Horas Reales
- Tabla Principal
- Informe de Cálculo
- Matrices de Datos
- Matrices de Datos Corregidas
- Informe Comparativo
- Informe de Trabajos
- Informe de Recursos
- Hoja de Trabajos
- Matrices Solución
- Diagrama de Gantt
Las formas correspondientes y un detalle del desempeño del cálculo se muestran en la Figura III-13. En la Figura III-16, los mejores resultados correspondientes a cada método están resaltados en rosa. Finalmente, se exponen las matrices que contienen los resultados "brutos" del algoritmo, ver Figura III-20.

Función de planificación
Matriz proceso producto
Planificación no activa
Planificación semi activa
Planificación activa
Planificación sin retardo
Espacio de soluciones
Clases de complejidad algorítmica
Métodos de programación de la producción en sistemas tipo taller
Símbolos empleados en diagramas de flujo
Nómina de operaciones
Requerimientos de mano de obra y restricciones físicas por proceso
Matriz de polivalencia
Circuitos productivos
Órdenes de trabajo por proceso
Agrupación de centros de trabajo
Diagrama de flujo
Planteo de un problema de secuenciación
Planificación obtenida aplicando G&T
Planificación obtenida aplicando la regla propuesta
Cálculo de operaciones candidatas por regla de la cadena
Selección de la operación a secuenciar
Determinación de operaciones candidatas por instancia, 1° iteración
Determinación de operaciones candidatas por instancia, 2° iteración
Determinación de operaciones candidatas por instancia, 3° iteración
Jerarquía de prioridades
Tabla de prioridades
1. Estado de los trabajos
2. Carga de órdenes de trabajo
3. Carga de ítems
4. Cálculo y generación de reportes
5. Tablas permanentes
6. Tablas temporales
7. Estructura modular de la aplicación
8. Estructura de formularios
9. Interfaz
1. Creación de clases
2. Creación de clientes
3. Creación de centros
4. Creación de secuencias
5. Creación de procesos
6. Especificación de la jornada laboral
7. Especificación de jornadas especiales
8. Ingreso de trabajos
9. Ingreso de un mantenimiento
10. Ingreso de personal
Luego, las matrices de datos se muestran tal como las recibe la rutina de carga, a partir de las tablas estáticas, consulte la Figura III-14. Según parámetros de cálculo, parámetros de eficiencia y en base a una tabla de control se corrige el cronograma. El siguiente informe, incluido en la Figura III-18, muestra las métricas de desempeño de cada uno de los centros/instancias disponibles para el método seleccionado.

11. Registro de avance
12. Tabla principal de datos
13. Parámetros de cálculo
14. Matrices de datos primarios
15. Matrices de datos primarios, corregidos
16. Informe comparativo
17. Informe de trabajos
18. Informe de operaciones
19. Hoja de trabajos
20. Matrices de resultados
21. Diagrama de Gantt
Conflicto de objetivos
Métodos de secuenciación para distribuciones en línea y procesos de flujo general
Centros de trabajo
Comparativa entre la regla de la cadena y el algoritmo G&T
Indicadores propuestos
1. Codificación de reportes