MARCO TEÓRICO. ANTECEDENTES INVESTIGATIVOS
Generalidades de los aceros inoxidables 4
- Soldadura de los aceros inoxidables austenísticos por arco eléctrico 5
- Fase sigma en los aceros inoxidables 8
Características de los aceros al carbono 9
- ZAT en los aceros al carbono 10
La ZAC es el resultado de ciclos térmicos generados en el proceso de soldadura (calentamiento y enfriamiento rápidos) (Sunghak et al., 1992; Oystein, 1994) que promueven transformaciones microestructurales en la fase sólida. Ciertas áreas de la ZAT sufren crecimiento de grano después de la etapa de austenitización, lo que resulta en una tenacidad generalmente menor que la del material original (Sawhill, 1977).
Soldadura por fricción radial o rotativa 11
- Mecanismo de unión en la primera etapa durante el proceso de fricción 14
La Figura 1.4 muestra un esquema del mecanismo de unión en la primera etapa del proceso de soldadura por fricción. Luego, la región de fusión de la unión se extiende desde la región central hasta la región periférica, como se muestra en la Figura 1.4a(vii).

Soldadura por fricción de aceros inoxidables 17
- Soldadura por fricción de aceros al carbono 17
- Soldadura por fricción disímil acero al carbono - acero inoxidable 18
- Consideraciones para aplicación de revestimiento 19
El tamaño de la microestructura en la ZAC fue de ~ 2 mm para los parámetros óptimos de soldadura por fricción y ~ 5 mm para los parámetros considerados durante mucho tiempo. Ananthapadmanaban (2009) informó en sus estudios experimentales el efecto de la soldadura por fricción y los parámetros sobre las propiedades del acero. La aplicación de presión es variable, puede controlarse mediante la temperatura en la zona de soldadura y la reducción de la longitud axial.
La Figura 2.5 muestra un modelo para determinar los cálculos de soldadura por fricción. En la soldadura por torque de fricción continua, las piezas a soldar se unen aplicando una fuerza de soldadura axial. La Figura 3.4 muestra el comportamiento obtenido en la interfaz de soldadura entre el acero AISI 316L y AISI 1045.
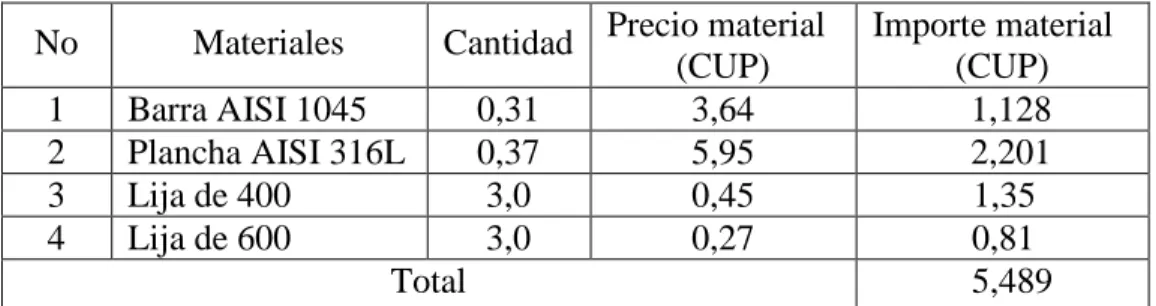
La Figura 3.5 muestra el comportamiento de distribución de los microcomponentes en esta microestructura. La Figura 3.7 muestra el comportamiento de distribución de los microcomponentes en esta microestructura. El costo total de producción de soldadura se muestra en la tabla 3.10, este incluye todos los costos involucrados en el proceso.
Efectos de los parámetros del proceso en la soldadura por fricción 20
Conclusiones del capítulo 1 23
Las soldaduras diferentes de acero inoxidable y acero al carbono reducen los efectos de adelgazamiento y distribución elemental en comparación con la soldadura por fusión, lo que resulta en una probabilidad reducida de puntos duros y blandos, disociación, adhesión, hidrógeno, granos gruesos y sensibilización. Los aceros al carbono y los aceros inoxidables exhiben diferentes características en la soldadura por fusión, siendo el carbono en el primero y el cromo en el segundo lo que limita la calidad y la microestructura de la soldadura. La soldadura por fricción radial o rotativa es un método de unión en estado sólido, que produce uniones de bajo costo, alta calidad sin necesidad de material de aporte y con buenas propiedades metalúrgicas, tanto en materiales similares como en diferentes.
MATERIALES Y MÉTODOS
- Composición química estándar del acero AISI 1045 24
- Propiedades generales del acero AISI 1045 25
- Composición química estándar del acero AISI 316L 25
- Propiedades generales del acero AISI 316L 26
- Preparación y equipo empleado para la unión 27
- Variables operativas utilizadas para el proceso de unión 28
- Relación entre las variables 29
- Características entre las variables del proceso 30
- Preparación metalográfica de las probetas 30
- Operación de desbaste y pulido 31
- Ataque químico de las muestras 32
- Microestructura patrón de las aleaciones 32
- Ensayo de dureza en las diferentes zonas 33
- Microscopio óptico para el análisis de imágenes 34
- Obtención del porciento de microconstituyentes 34
- Procedimiento metodológico para el proceso de soldadura 35
- Cálculo de la fuerza de calentamiento 35
- Cálculo del área de contacto o de soldadura 36
- Cálculo de la fuerza de contacto 36
- Cálculo de la distribución de la temperatura en la junta soldada 36
- Cálculo del carbono equivalente 39
- Diseño de experimentos 39
- Determinación de los coeficientes de regresión 40
- Cálculo de la varianza 41
- Conclusiones del capítulo 2 42
El objetivo del capítulo es determinar los métodos y procedimientos para realizar diversas uniones de aceros AISI 1045 y AISI 316L mediante el proceso de soldadura por fricción radial. Velocidad de soldadura: La función de la rotación es crear una velocidad relativa en las superficies de contacto. Presión de soldadura: La presión controla el gradiente de temperatura en la zona de soldadura, la potencia de accionamiento necesaria y el acortamiento axial.
La presión específica depende de los metales a unir y de la geometría de la unión. La muestra se seleccionó de la superficie de la pieza a examinar, es decir, en sección transversal. Se realizó con la variación de la granulometría de los papeles abrasivos al aplicarlos sobre la superficie de la pieza, desde el más grueso hasta el más fino, tipo No. 400, 600 y 800 (ASTM E 3 - 95).
La muestra de la figura 2.3(a) corresponde a la de acero AISI 1045, en estado de entrega laminado, con refrigeración por aire. Las condiciones se consideran para el análisis bidimensional de la transferencia de calor. La energía entrante Q es una medida directa del par multiplicado por la velocidad.
Los parámetros elegidos para la soldadura por fricción radial o torsión de la unión disímil entre acero AISI 1045 y acero AISI 316L permiten configurar la distribución de temperaturas para obtener la unión metalúrgica entre las dos aleaciones. La metodología para el cálculo de los parámetros seleccionados se creó en base a la fuerza de calentamiento, área de contacto o soldadura, fuerza de contacto, distribución de temperatura en la unión soldada y carbono equivalente.
ANÁLISIS DE LOS RESULTADOS
Análisis de la composición química del acero AISI 316L 43
El acero AISI 316L (18 – 8), a temperatura ambiente, está formado por una solución sólida homogénea de hierro gamma (austenita), en la que se encuentran en solución carbono, cromo y otros elementos. Cuando el acero que contiene más del 0,03% de carbono se calienta a 500ºC, comienzan a formarse carburos de cromo en las uniones de los cristales de austenita. Estos carburos, que son de composición variable y cuyo contenido en cromo suele estar entre un 30 y un 90% y en carbono entre un 1 y un 2%, se forman como consecuencia del carbono y el cromo de los cristales de austenita cercanos.
Estos cristales están empobrecidos en estos elementos, por lo tanto el porcentaje de cromo y carbono se reduce en estas zonas. El acero situado en las proximidades de los carburos, al no tener la composición inicial, deja de estar libre de manchas (menos del 11% de Cr) y es rápidamente atacado por los agentes químicos. La soldabilidad en el acero al carbono está definida por la cantidad de este elemento.
El efecto sobre la soldabilidad de elementos como el cromo y el vanadio, aunque no tan elevado como el del carbono, es más significativo que el del cobre y el níquel. A medida que aumenta el contenido de carbono equivalente, disminuye la soldabilidad de la aleación.
Análisis del procedimiento metodológico para el proceso de soldadura 44
La energía requerida en el proceso, que garantiza la distribución de temperatura en la unión soldada, se determinó mediante la ecuación 2.4, para un punto de fusión de 1.710 K. En las microestructuras de la ZAT del lado del acero AISI 1045 se obtienen estructuras de ferrita con austenita. en los límites de grano, así como la presencia de. En la TAZ, la formación de ferrita a lo largo del límite de grano limitará el crecimiento y minimizará la susceptibilidad al agrietamiento, según los criterios de Arivazhagan et al.
Las Figuras 3.3(a), 3.3(b) y 3.3(c) corresponden al comportamiento microestructural de la ZAT en el lado de acero inoxidable AISI 316L. La estabilidad de la interfaz depende de la velocidad de esta interfaz (sólido-líquido) y del gradiente de temperatura. La tabla muestra la variación de dureza que experimentan las uniones soldadas con valor de rotación y presión constante.
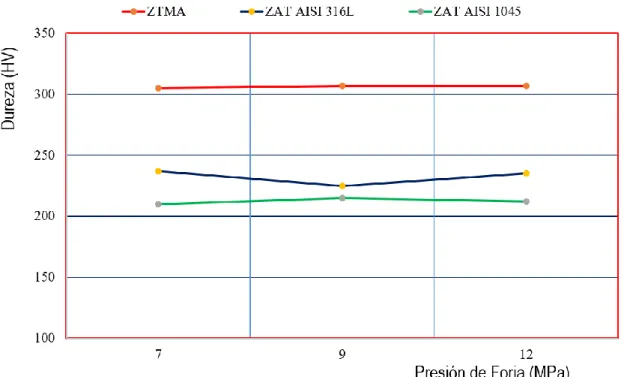
A partir del metal base, la dureza se reduce más en la ZAT respecto a la ZTMA, donde presenta un aumento cerca de la periferia. Los perfiles de microdureza de las zonas soldadas (ZTMA) mostraron en todos los casos una mayor dureza debido al endurecimiento por precipitación que se produce en la aleación debido a la presencia de martensita. Otros conceptos están incluidos en el costo total de soldadura, los cuales incrementarán el costo de soldadura y serán considerados costos adicionales dentro del costo total de soldadura.
Para determinar el costo de la energía eléctrica se tuvo en cuenta la tarifa de pago del MINEM a la UNE. Evolución microestructural en uniones de aleación Ti-6Al-4V mediante el proceso de soldadura por puntos por fricción-agitación.

Análisis de las microestructuras de la ZTMA 46
- Análisis de las microestructuras de la ZAT del AISI 1045 48
- Análisis de las microestructuras de la ZAT del AISI 316L 49
- Análisis de las microestructuras en la interface AISI 316L – AISI 1045 50
- Comportamiento de las fases presentes 51
Establecimiento de los parámetros de soldadura 53
La Tabla 3.3 muestra los resultados de esta propiedad, obtenidos a partir de los parámetros utilizados en el proceso de soldadura por fricción radial entre AISI 1045 y AISI 316L. El comportamiento de la dureza a diferentes distancias se determinó teniendo en cuenta el enfriamiento de la dureza del material base en ZTMA. Mediante análisis de regresión se modeló estadísticamente la influencia de la dureza en diferentes áreas luego de que los aceros AISI 1045 y AISI 316L fueran sometidos al proceso de soldadura por fricción.
El resultado muestra los resultados del ajuste de un modelo de regresión lineal múltiple para describir la relación entre la dureza y 2 variables independientes. El estadístico R-Cuadrado indica que el modelo ajustado explica el 95,2057% de la variabilidad en la dureza. La estimación se realizó para las durezas obtenidas en las diferentes muestras según las variables de fricción y presión de soldadura.
Los resultados expuestos muestran que la tendencia a aumentar la dureza se mantiene a medida que se acerca al ZTMA, pero disminuye en el ZAT. La prueba de hipótesis se realizó para determinar el comportamiento de las variables tomadas en cuenta en el diseño de experimentos. Este análisis muestra los resultados de realizar una prueba de hipótesis sobre la media () de una distribución normal.
Valoración económica 57
Sin embargo, cuando es necesario comparar procesos de fabricación o soldadura competitivos, se sugiere incluir el costo de la electricidad como costo directo en los cálculos. Los tiempos auxiliares incluyeron: tiempo de montaje, tiempo de posicionamiento y tiempo de preparación de la junta. La soldadura por fricción, que se realiza en máquinas herramienta, no requiere equipos de protección para el soldador, ya que el calor que genera no afecta al cuerpo por efecto de la radiación.
Durante el análisis de las diferentes zonas formadas en la unión soldada, se estableció la zona afectada térmicamente y la zona afectada termomecánicamente de la unión disímil AISI 1045 - AISI 316L, las cuales se obtuvieron sin alcanzar la temperatura de fusión de ambos materiales en la soldadura. En la unión de la barra de acero AISI 1045 y la placa AISI 316L, en ZTMA se determinó que la estructura está compuesta por las fases martensita-ferrita-perlita, microconstituyentes de AISI 1045 y la austenita-ferrita de AISI 316L. Se determinó que en el ZTA en AISI 1045 existe una distribución equiaxial de ferrita-perlita con austenita en los límites de los granos y en AISI 316L la presencia de granos de ferrita en una matriz austenítica, pero con presencia de menor deformación debido a la forma geométrica. de la pieza.
Aplicando una velocidad de 1.400 rpm, una presión de 75 MPa y una fuerza axial de 23.550 N se obtiene un aumento en la dureza de los metales base de 180 y 217 HV respectivamente a 306 HV en el ZTMA, generado por efecto de fricción. Someter la conexión resultante a una prueba mecánica para determinar la resistencia mecánica de la conexión y minimizar el efecto económico de la compra de acero inoxidable. Evaluar la continuidad metalúrgica de la conexión mediante técnicas no destructivas como el ultrasonido, como forma de determinar posibles imperfecciones internas no detectadas por la prueba microscópica.
Valoración del impacto medio ambiental 59
Conclusiones del capítulo 3 60