CENTRO DE INVESTIGACION EN QUIMICA APLICADA.
ESPUMADO DEL ACIDO POLILACTICO MODIFICADO A PARTIR DE UN PROCESO EN LOTES UTILIZANDO CO
2COMO GAS
ESPUMANTE
T E S I S
Para obtener el Grado de:
MAESTRÍA EN TECNOLOGÍA DE POLÍMEROS.
P R E S E N T A:
L.C.Q. FABIOLA YANETH CASTELLANOS PADILLA
ASESOR: Dr. Mario Humberto Gutiérrez Villarreal.
SALTILLO, COAHUILA DICIEMBRE DE 2010
A Dios, porque Él sigue siendo fiel en mi vida.
Al Centro de Investigación en Química Aplicada (CIQA), especialmente al departamento de procesado de plásticos por brindarme la oportunidad de realizar esta tesis en sus instalaciones.
Al Consejo Nacional de Ciencia y Tecnología (CONACYT) por el apoyo financiero durante la realización de este trabajo por medio del proyecto 81621.
A mi asesor, el Dr. Mario Humberto Gutiérrez Villarreal, por el respaldo y el tiempo dedicado en el desarrollo de esta tesis.
De igual manera a los sinodales Dr. Francisco Rodríguez González, M.C. Adrián Mendez Prieto y M. C. Isaura Yañez Flores por el tiempo tomado para revisar y corregir la tesis, por los comentarios y sugerencias que ayudaron a concluir una mejor tesis.
A Marcelina Sánchez Adame, María Guadalupe Méndez Padilla, Silvia Torres Rincón y Josefina Zamora Rodríguez por la ayuda en la caracterización de muestras.
A Rodrigo Cedillo García, Jesús Rodríguez Velázquez y Juan Francisco Zendejo Rodríguez por su gran ayuda en la parte experimental llevada a cabo en planta piloto.
Agradezco a mi esposo Heber Espinoza, por su confianza en mí, por llenar mi vida de amor y felicidad.
Agradezco a mis padres Jesús Castellanos y Yolanda Padilla por su amor y por su oración.
A mis hermanos Jesús Castellanos Padilla y Emilse Castellanos Padilla por su compañía y amor.
A Nidia, Armida y Yeraldin por demostrar ser buenas amigas, por el apoyo que me brindaron, les deseo mucho éxito en su vida profesional.
Así mismo a Romeo Flores, Adriana Orta, por su interés en este proyecto, en mi
vida y por su intercesión hacia mí.
DEDICATORIA
A Dios.
Por haberme permitido llegar hasta este punto y haberme dado salud para lograr mis objetivos.
A Heber Espinoza
Por los ejemplos de perseverancia y constancia que lo caracterizan y que me ha infundado siempre, por el valor mostrado para salir
adelante y por su amor.
En cada libro queda plasmado una parte del gran conocimiento de Dios, Él ha diseñado todo con gran detalle y todo con un propósito ha sido incluido en la existencia del ser humano. Cuando no entiendas algo del diseño, acude con el diseñador, quien estoy seguro te revelara sus secretos.
Espinoza H.
INDICE DE FIGURAS
Figura 1.- PLA derivado totalmente del maíz. 10
Figura 2.- Ciclo de vida de polímeros poliláctico 11
Figura 3.- Degradación de PLA espumado 17
Figura 4.- Índice de fluidez del PLA y PBAT (polibutilenadipicotereftalato) 18
incrementando la temperatura de proceso de 20º a 190 ºC. Figura 5.- Espectro infrarrojo de prepolímero ácido láctico y PLA 21
dicarboxilatado Figura 6.- Incremento de PM al aumentar el tiempo de reacción 23
Figura 7.- Termogramas DSC del prepolímero PLA y la extensión 23
de cadena del PLA CON MDI. Figura 8.- Datos del torque para el PLA con glicidol. 26
1: PLA, 2: PLA con 0.5% de glicidol y 3: PLA con 1% de glicidol Figura 9.- Micrografía de PLA espumado. 30
Figura 10.- Micrografías SEM para espumas procesadas (b1) alta, 34
(b2) intermedia y (b3) baja temperatura Figura 11.- Desarrollo de la estructura celular de la nucleación. 35
Figura 12.- Densidad de espuma con diferentes porcentajes de AZO 37
para PLA grado 6300D. Figura 13. Datos de solubilidad para CO2 y N2 38
Figura 14.- Comparación del crecimiento de burbujas con y sin 40
agentes nucleantes Figura 15.- Diagrama de flujo para la modificación de PLA. 44
Figura 16.- Diagrama de flujo para el espumado y caracterización. 45
Figura 17.- Configuración doble husillo para espumado. 51
Figura 18.- Equipo utilizado en la preparación de espumas. 52
Figura 19.- Representación esquemática del método densidad 55
por desplazamiento. Figura 20.- Variación del torque M1 57
Figura 21.- Variación del torque M2. 58
Figura 22.- Variación del torque M3. 58
Figura 23.- Espectro infrarrojo de PLA natural. 60
Figura 24.- Espectro infrarrojo de PLA modificado. 60
Figura 25.- Dependencia de E’ contra temperatura para PLA 66
natural y modificado. Figura 26.- Dependencia de viscosidad con la frecuencia 67
para PLA sin modificar, M1, M2 y M3. Figura 27.- Fotografías de MO (20x): PLA natural (a), 70 PLA M1 (b), PLA M2 (c), PLA M3 (d).
INDICE DE TABLAS
Tabla 1.- Temperaturas de transición vítrea para diferentes copolímeros. 16
Tabla 2.- Tiempo de degradación del PLA 17
Tabla 3.- Efecto de temperatura de proceso en el peso molecular. 18
Tabla 4.- Efectos en el proceso de modificación. 22
Tabla 5.- Análisis de resultados del polímero antes y después de modificación. 24
Tabla 6.- Fracción hueca y volumen de expansión del PLA 31
Tabla 7.- Presiones relacionadas a las temperaturas empleadas en extrusión. 33
Tabla 8.- Perfiles de temperatura utilizados al espumar en extrusor monohusillo 34
Tabla 9.-Condiciones de temperatura, % de azodicarbonamida y rpm en 37
extrusor monohusillo. Tabla 10.- Agentes espumantes exotérmicos y endotérmicos más comunes. 38
Tabla 11.- Agentes espumantes físicos comunes 39
Tabla 12.- Propiedades de PLA 2002D. 46
Tabla 13.- Formulaciones para modificar PLA. 48
Tabla 14.- Experimentos con AZO bajo diferentes condiciones de proceso 50
en la estufa. Tabla 15.- Peso molecular de PLA natural y modificado obtenido por GPC. 62
Tabla 16.- Propiedades térmicas de PLA natural y modificado. 64
Tabla 17.- Resultados obtenidos en las diferentes condiciones del proceso 68
extrusión de espuma. Tabla 18.- Densidad de espumas para muestras de PLA natural y 71 modificado, tamaño promedio de celda y densidad promedio
de celda.
INDICE DE ESQUEMAS
Esquema 1.- Síntesis del ácido poliláctico. 9
Esquema 2.- Formas isoméricas del PLA. 12
Esquema 3.- Métodos de síntesis para PLA. 14
Esquema 4.- Reacción de modificación. 25
Esquema 5.- Alofanato producido por PLA modificado. 26
Esquema 6.- PLA modificado después de la segunda reacción 27
de isocianato. Esquema 7.- Reacción secundaria con diol e isocianato 28
Esquema 8.- Procesos de extrusión de espuma. 32
Esquema 9.- Etilhexanoato de Estaño II. 47
Esquema 10.- Estearato de zinc. 47
Esquema 11.- Representación de posibles reacciones 63 obtenidas en M1. M2 y M3 de acuerdo a
la relación de diol y diisocianato.
Índice de tablas II Índice de esquemas III Tabla de abreviaturas IV
Índice general 1
Resumen 3
Justificación 4
Capítulo I Introducción 6
Capítulo II Antecedentes 8
2.1.- Generalidades del PLA 9
2.1.1.- Características del PLA 9
2.1.2.- Tipos de PLA 11
2.1.3.- Síntesis del PLA 13
2.1.3.1.- Fermentación 15
2.2.- Propiedades 15
2.2.1.- Propiedades térmicas del PLA 15
2.2.2.- Degradación hidrolítica del PLA 16
2.2.3.- Degradación termomecánica del PLA 17
2.3.- Aplicaciones 19
2.3.1.- Aplicaciones del PLA sin espumar 19
2.3.2.- Aplicaciones PLA espumado 19
2.4.- Características de proceso del PLA 20
2.4.1.- Técnica de postpolimerización 20
2.4.2.- Modificación con agentes extendedores de cadena 20
2.5.- Reacciones secundarias durante la modificación del PLA 26
2.6.- Espumado 28
2.6.1.- Desarrollo de espuma 28
2.7.- Solubilidad de CO2 en polímeros 29
2.7.1.-Plastificación 29
2.8.- Métodos de producción de espuma 29
2.8.1.- Espumado en lotes 30
2.8.2.- Extrusión de espumas termoplásticas 31
2.8.3.- Condiciones de extrusión 32
2.9.- Formación de la espuma 35
2.10.- Agentes espumantes químicos 35
2.10.1.- Agentes espumantes exotérmicos 36
2.10.1.1.- Agentes espumantes endotérmicos 38
2.10.2.- Agentes espumantes físicos 39
2.11.1.- Nucleantes 40
Hipótesis 42
Objetivos 42
Actividades 42
Capítulo III Parte experimental 43
3.0.- Diagrama de flujo experimental 44
3.1.- Materiales 46
3.1.1.- Modificación 46
3.1.2.- Espumante químico en estufa 47
3.1.3.- Espumante físico en proceso de extrusión y lotes 47
3.2.- Formulaciones 48
3.3.- Procedimiento para la modificación del PLA 48
3.3.1.2.- Preparación de placas 49
3.3.2.- Espumado de PLA natural en estufa 49
3.3.3.- Espumado de PLA natural por extrusión 50
3.3.4.- Espumado en lotes 52
3.4.- Caracterización de muestras sin espumar 53
3.4.1- Determinación del contenido OH y COOH 53
3.4.2.- Espectroscopia por infrarrojo (FTIR) 53
3.4.3.- Análisis dinámico mecánico (DMA) 53
3.4.4.- Calorimetría diferencial de barrido (DSC) 53
3.4.5.- Cromatografía de permeación en gel (GPC) 53 3.4.6.- Reología 54 3.5.- Caracterización de muestras espumadas 54 3.5.1.- Microscopia óptica (MO) 54 3.5.2.- Densidad por desplazamiento 54
Capitulo IV.- Análisis de resultados 56 4.1.- PLA natural y modificado 57
4.1.1.- Espectroscopia infrarroja (IR) 59
4.1.2.-Cromatografía de Permeación en Gel (GPC) 61
4.1.3.- Calorimetría Diferencial de Barrido (DSC) 62
4.1.4.- Análisis Dinámico Mecánico (DMA) 65
4.1.5.- Propiedades reológicas 66
4.1.6.- Extrusión de espumas 67 4.2.- Espumado de PLA natural y modificado 69
Capitulo V.- Conclusiones 72 Bibliografía 74
RESUMEN
Este trabajo tiene como objetivo modificar la estructura química y aumentar el peso molecular de PLA mediante el empleo de extendedores de cadena. Esta modificación se realizó mediante el empleo de agentes extendedores de cadena a base de 1,6 hexanodiol y 1,6 hexanodiisocianato utilizando etilhexanoato de estaño (II) como catalizador. Con cantidades variables de los dos extendedores de cadena incorporados a los grupos terminales del PLA, se obtuvieron tres diferentes productos que fueron caracterizados. Finalmente se llevó a cabo el espumando de estos productos mediante el proceso en lotes a alta presión y utilizando como agente espumante el gas CO2.
La preparación de las mezclas para sus modificaciones se llevó a cabo en un mezclador interno tipo Brabender. Posteriormente, los polímeros modificados se sometieron al proceso de espumado en una cámara de alta presión bajo un proceso en lotes a 120 °C y 2300 psi de presión.
El PLA modificado fue caracterizado mediante espectroscopia infrarroja (FTIR), para determinar la presencia de los grupos funcionales generados durante la reacción, se determinaron los pesos moleculares mediante GPC y DSC antes y después de la modificación química para conocer los valores de la temperatura de transición vítrea y el punto de fusión de cada muestra. Las muestras espumadas fueron caracterizadas mediante microscopía óptica para analizar la morfología, tamaño de las celdas y evaluar la densidad.
JUSTIFICACIÓN
[1-4]Las espumas poliméricas juegan hoy en día un rol muy importante, pues ha quedado demostrado que con su desempeño se pueden satisfacer una amplia gama de aplicaciones que tradicionalmente se han logrado mediante el empleo de resinas termoplásticas, pudiendo citar algunos casos como: materiales de empaque, aislantes de sonido e impacto, artículos deportivos, juntas, uniones, cojines, muebles, disminuyendo el peso y costos asociados. Tras los avances desarrollados, cada vez hay más posibilidades de cambiar una aplicación compacta por una espumada. Y más aún, hay un amplio potencial de desarrollo de producto en el cual las piezas espumadas pueden reemplazar aplicaciones convencionales como madera, reduciendo el costo del producto final y la integración de varias piezas en una sola. Adicionalmente, debido a las afectaciones al medio ambiente, originadas por el consumo de resinas derivadas del petróleo, hoy en día se está poniendo gran atención a la producción de materiales provenientes de fuentes renovables naturales.
El PLA es una bio-resina que está expandiendo rápidamente su consumo en una gran variedad de aplicaciones requiriendo para ello diferentes técnicas de procesado como lo es el espumado en lotes y por extrusión. El PLA es una alternativa biodegradable que está comercialmente disponible y que puede ser utilizado en forma de espuma, sin embargo una desventaja que restringe el proceso de espumado es su naturaleza frágil, así como la inestabilidad térmica y oxidativa durante su procesado, que da origen al rompimiento de las cadenas poliméricas reduciendo el peso molecular. Con la finalidad de mejorar estas limitaciones, se ha demostrado que el incremento del peso molecular permite mejorar el manejo y procesado del PLA en forma de espuma, utilizando para ello extendedores de cadena que interactúan con los grupos terminales del polímero logrando con ello incrementar su peso molecular. Además del uso de agentes extendedores de cadena para la modificación química, es necesario emplear agentes nucleantes para facilitar la generación de las celdas.
Para su espumado es necesario el empleo de un agente espumante, pudiendo ser agentes físicos o químicos y en algunos casos el uso de ambos, ya que el agente espumante es el responsable de la expansión de la espuma al momento de su proceso. El uso de CO2 juega un papel muy importante ya que de él depende en gran parte la morfología y densidad de espuma.
En este trabajo, para lograr espumar el PLA modificado, se utilizaron tres diferentes procesos con la finalidad de seleccionar el método que permitirá la generación de espumas de más baja densidad y el tamaño más pequeño de celda. El primer procedimiento utilizado fue el empleo de agentes químicos (azodicarbonamida) calentados en una estufa; el segundo método utilizado fue el proceso de extrusión utilizando un agente espumante físico, siendo éste el gas CO2 y finalmente, el tercer método empleado fue mediante el proceso de espumado en una celda de alta presión por lotes bajo temperatura y presión controlada, utilizando CO2 como agente espumante.
CAPITULO I
INTRODUCCIÓN
Hoy en día el hombre consume y utiliza una gran variedad de productos plásticos provenientes del petróleo, esto ha traído por consecuencia comodidad en su manejo y su uso, sin embargo, se ha estado originado un problema de grandes dimensiones a nivel mundial, como lo es la contaminación del medio ambiente. Debido a que los plásticos provenientes de derivados del petróleo constituyen un alto porcentaje de la basura, muchas de las ventajas que nos ofrecen éstos productos plásticos, se convierten en una desventaja al momento que son desechados. Debido a este problema es imperativo que se incremente el uso y aplicaciones de materiales provenientes de fuentes renovables naturales o bien el uso de materiales biodegradables.
El ácido poliláctico (PLA) es un polímero derivado de fuentes renovables y es biodegradable.
Recientemente se han realizado estudios sobre su espumado, sin embargo, unas de sus limitaciones es la inestabilidad que manifiesta durante el procesado, debido a su baja resistencia y viscosidad de fundido, lo que origina ruptura de sus cadenas poliméricas. Para disminuir el rompimiento, se requieren altos niveles de viscosidad, así como baja densidad de espumado. Estas propiedades se pueden lograr modificando químicamente al PLA;
modificación que se puede llevar a cabo mediante el empleo de agentes extendedores de cadena, como lo son los isocianatos y los dioles, ya que al reaccionar con los grupos funcionales terminales, producen un aumento en el peso molecular de la cadena polimérica y esto da lugar a una mayor viscosidad extensional. Se ha demostrado que el PLA espumado puede satisfacer una amplia gama de aplicaciones, además de reducir el peso y costo del producto final.
Los agentes espumantes pueden ser físicos o químicos. Recientemente se ha espumado el PLA mediante una mezcla de agentes espumantes físicos gaseosos como son el CO2 y N2. El PLA ha manifestado una mejor compatibilidad con el CO2 que con el N2 para la formación de espumas. Además del empleo de un agente espumante
,
se requiere también el uso de agentes nucleantes, o agentes que actúan como anclas para promover la formación de celdas en la espuma, como por ejemplo los talcos y recientemente se han empleado partículas o aditivos de tamaño nanométrico.Como se ha mencionado anteriormente, la dificultad de espumar al PLA natural por su baja resistencia en el fundido, nos llevó a modificarlo químicamente para espumarlo. En este trabajo se presentan los resultados obtenidos de tres sistemas a base de PLA modificado.
CAPITULO II
ANTECEDENTES
2.1.- GENERALIDADES DEL PLA
2.1.1.- CARACTERÍSTICAS DEL PLA
[5-8]El ácido poliláctico (PLA) es un termoplástico cuya molécula precursora es el ácido láctico.
Pertenece a la familia de los poliésteres alifáticos comúnmente constituidos por α- hidroxiácidos que son considerados biodegradables. Debido a su biodegradabilidad, propiedades de barrera y biocompatibilidad, éste biopolímero ha encontrado numerosas aplicaciones tanto en su estado amorfo como cristalino; sus propiedades pueden variar manipulando las mezclas entre los isómeros D (-) y L (+), los pesos moleculares y la copolimerización. En el esquema 1 se muestra el monómero y la unidad estructural del PLA.
Esquema 1.- Síntesis del ácido poliláctico.
En 1932 el científico Wallace Carothers trabajando para DuPont, obtuvo un producto de bajo peso molecular calentando ácido láctico al vacío. Después, DuPont continúo con la investigación, lo patentó resultando un PLA de peso molecular alto, pero lo inconveniente era que se hidrolizaba fácilmente, llevando a la degradación. Por tal motivo DuPont detuvo la investigación. Ethicon desarrolló en 1972 una fibra resistente y biocompatible para uso médico. Este producto, estaba compuesto de ácido láctico y ácido glicólico, pero se hidrolizaba lentamente hasta sus ácidos constituyentes. Un obstáculo significativo en el desarrollo del polímero es el elevado costo de producción y esto evitó que fuera utilizado a gran escala. Avances en la fermentación bacteriana de D-glucosa a través del maíz implantó el potencial para obtener ácido láctico de un menor costo comparado con el ácido láctico obtenido a partir del petróleo. Cargill Dow LLC, fue una de las primeras compañías que desarrollo los polímeros de PLA. Cargill comenzó a investigar la tecnología de producción de PLA en 1987, y su producción en planta desde 1992.
O CH CH
3C O
O CH
CH
3C O
Acido Poliláctico
HO OH
CH3
O
Acido Láctico
La demanda global de PLA para el 2001 fue de 86,000 toneladas enfocadas al mercado de alimentos, bebidas e industria de cuidado personal. Cargill Dow LLC, en el año 2002, patentó una técnica de polimerización del láctico, a partir del dímero cíclico del ácido láctico, para obtener un PLA de mayor peso molecular. En el 2004, Cargill empezó la producción de PLA con una planta capaz de producir 140,000 toneladas por año, el precio por libra del material es estimado en el orden de 0.75 a 0.90 dólares la libra.
El PLA es obtenido a partir del maíz como se muestra la Figura 1. También puede producirse a partir de otros recursos renovables como el trigo, azúcar de la remolacha o subproductos agrícolas que contienen azúcares naturales.
Figura 1.- PLA derivado totalmente del maíz.
Almidón y gluten (5.3%)
Cáscara y fibra (23%) Germen
(6.7%)
ESTRUCTURA DE UN GRANO DE MAIZ
Almidón (65%) Dextrosa L-ácido láctico
Alto L- ácido poliláctico
La producción de PLA presenta las siguientes características:
1. Se obtiene a partir de fuentes renovables.
2. La producción de las materia primas para producir PLA consume dióxido de carbono.
3. Provee ahorros de energía.
4. Puede ser reciclado.
5. Sus propiedades físicas y mecánicas pueden ser manipuladas mediante el manejo de la composición química del polímero.
La Figura 2 muestra el ciclo de vida del ácido poliláctico.
Figura 2.- Ciclo de vida de polímeros poliláctico
.
O CH CH3
C O
O CH CH3
C O
Acido Polilactico
HO
O
O CH3
HO O
H OH
CH3
Productos:
envases, textiles, medicina
Reducción a monómero
Reducción de los recursos renovables
Reducción del calentamiento global Biomasa, maíz,
papa Conversión de dextrosa a ácido
láctico
Purificación por destilación
Proceso de condensación
2.1.2.- TIPOS DE PLA
[9]El ácido poliláctico es una molécula quiral y consta de 2 formas isoméricas lo que da lugar a tres biopolímeros morfológicamente distintos, el esquema 2 muestra los diferentes isómeros del ácido láctico y los biopolímeros se describen a continuación.
1.- l- PLA. Homopolímero derivado del monómero natural (L)- ácido láctico. Se caracteriza por ser un material semicristalino. Se utiliza principalmente para elaborar piezas que soporten una carga pesada como saturas y fijaciones ortopédicas debido a que posee alta resistencia a la tensión.
2.- d- PLA. Homopolímero derivado del monómero (D)- ácido láctico, al igual que el l- PLA es un material semicristalino, pero es poco utilizado debido a que al degradarse da lugar al (d) ácido láctico que normalmente no está en la naturaleza.
3.- d, l- PLA se caracteriza por ser un material amorfo, formado por los dos isómeros del ácido láctico con una distribución aleatoria, hecho que impide que la estructura sea semicristalina. Se utiliza principalmente en la industria farmacéutica.
l- ácido láctico
d- ácido láctico l,d- láctico
Esquema 2.- Formas isoméricas del PLA.
HO
O
CH3 OH H
L- ácido láctico
HO H
CH
3OH O
D- acido láctico
O
O O
O
H CH3 H
H3C
L, D - Láctico
2.1.3.- SINTESIS DEL PLA
[10-13]El proceso de producción de PLA inicia desde la preparación del ácido láctico. Este es considerado ópticamente activo debido a su quiralidad y debido a esto presenta estereoisomería. Los isómeros L (levo) y D (dextro). La síntesis química del ácido láctico resulta en una mezcla racémica (50% D y 50% L), mientras que el ácido láctico derivado de la fermentación de fuentes renovables, como el maíz, consiste en un 99.5% del isómero L y 0.5% del isómero D (Vink y col., 2003).
La síntesis de ácido láctico puede seguir tres diferentes rutas de polimerización, como lo muestra el esquema 3. El ácido láctico es polimerizado por condensación para producir un peso molecular bajo. El peso molecular del polímero por condensación es bajo debido a la viscosidad del polímero fundido, la presencia de agua, impurezas y baja concentración de grupos reactivos finales. La segunda ruta para producir PLA es unir, purificar y polimerizar por apertura de anillo láctico para obtener peso molecular alto (Mw>100,000).
El método lacturo es un método para producir alto peso molecular puro de PLA.
Recientemente se comercializó un proceso en el cual el ácido láctico y el catalizador son deshidratados azeotrópicamente en un reflujo de alto punto de ebullición, solvente aprótico a baja presión para obtener PLA con peso molecular superior a 300,000. El Esquema 3 describe las rutas para obtener PLA de alto peso molecular: condensación/ acoplamiento, condensación de deshidratación azeotrópica y polimerización por apertura de anillo de lacturo.
Condensación Prepolímero de peso molecular bajo
Mw= 2000 a 10000
Condensación Azeotrópica deshidrativa
- H2O
Prepolímero de peso molecular alto Mw>100,000
-H2O Condensación
Polimerización por apertura de anillo
Depolimerización
Prepolímero de peso molecular bajo Mw= 1000 a 5000
Lacturo Esquema 3.- Métodos de síntesis para PLA.
HO O O H
O CH3
O CH3
O CH3
O n
Prepolimero de bajo peso molecular Mw=2000 a 10,000
Agente de acoplamiento de
cadena
HO OH
CH3
O
Acido Láctico
HO
O
O O H
CH3
O CH3
CH3
O O
n
PLA de alto peso molecular Mw >100,000
HO
O
O O H
CH3
O CH3
CH3
O O
n
Prepolimero de bajo peso molecular Mw= 1000 a 5,000
O
O CH3
O H3C
O
Láctido
2.1.3.1.- FERMENTACION
[14-16]Otro de los procesos para producir PLA es el fermentativo, es una de las alternativas utilizadas ampliamente en distintos sectores de la industria, debido a que durante estos procesos se generan ácidos orgánicos muy valiosos como subproductos. Para la producción de ácido láctico a partir de procesos fermentativos se pueden emplear azúcares puros como la glucosa pero los costos son muy elevados, por lo que la mayoría de las industrias dedicadas a la producción de ácido láctico disponen de enormes cantidades de desechos de productos agrícolas como maíz, piña, plátano, papa y trigo que contienen gran cantidad de azúcares los cuales funcionan como sustrato durante el proceso fermentativo.
2.2.- PROPIEDADES
2.2.1.- PROPIEDADES TERMICAS DEL PLA
[17-20]La temperatura de fusión y cristalinidad del PLA dependen en parte de la composición del polímero. La proporción de D y L láctico determina la morfología del polímero, y dependiendo de su composición, el PLA puede ser totalmente amorfo o hasta 40% cristalino. Las resinas de PLA que contienen más de 93% de L-láctido son semicristalinas, mientras resinas con menores porcentajes son totalmente amorfas. La presencia de meso y D-láctido en la estructura regular de L-láctido produce imperfecciones en la estructura cristalina, reduciendo la cristalinidad del polímero final. La temperatura de transición vítrea del PLA varía entre 50°C y 60°C, mientras que la temperatura de fusión varía entre 130°C y 180°C. La temperatura de procesamiento está entre 60 y 125°C y esta variación depende de la composición de los isómeros D o L láctico en el polímero. Por otro lado, el PLA puede ser plastificado con su monómero y esto permite disminuir la Tg. El PLA es muy versátil y puede ser procesado mediante inyección, extrusión, termoformado y película soplada.
La Tg también es afectada por el peso molecular. Para un PLA de peso molecular de 22,000 g/mol se tiene una Tg de 55 °C. La Tabla 1 muestra algunas Tg para diferentes intervalos de copolímeros L y D de PLA.
Tabla 1.- Temperaturas de transición vítrea para diferentes copolímeros.
[20]2.2.2.- DEGRADACIÓN HIDROLITICA DEL PLA
[21-25]Los polímeros generados a partir de PLA son naturalmente metabolizados por microorganismos que producen dióxido de carbono, agua por hidrólisis y ruptura de los esteres. En un medio ambiente de humedad y temperatura alta (55 – 70°C), el PLA es fragmentado en cinco meses y completamente degradado en diez meses. La Figura 3 muestra un ejemplo de una espuma de PLA degradada. La degradación del PLA es más lenta si tanto la cristalinidad, el contenido de L - PLA como el peso molecular son elevados.
En presencia de PLA, los microorganismos (hongos y bacterias) colonizan la superficie del polímero y son capaces de segregar enzimas que rompen en pequeños fragmentos el polímero. Los grupos hidrófilos de las enzimas (-COOH, -OH, -NH2) atacan los grupos éster de las cadenas de polímeros mediante reacciones de hidrólisis seguida por reacciones de oxidación, de esta manera reducen el polímero a fragmentos de peso molecular inferiores a 500g/mol, los cuales pueden ser digeridos por microorganismos. Las condiciones necesarias para que se pueda producir el proceso de biodegradación son: Presencia de microorganismos, oxígeno, humedad, nutrientes minerales, temperaturas entre 20 a 60 °C dependiendo del microorganismo y pH entre 5 – 8. La Tabla 2 muestra los tiempos de degradación a diferentes condiciones ambientales.
Intervalo de copolímero Tg (°C)
100/0 (L/D,L)- PLA 63
95/5 (L/D,L)- PLA 59
90/10 (L/D,L)- PLA 56
85/15 (L/D,L)- PLA 56
80/20 (L/D,L)- PLA 56
Figura 3.- Degradación de PLA espumado.
Tabla 2.- Tiempo de degradación del PLA[24,25]
.
2.2.3.- DEGRADACIÓN TERMOMECANICA DEL PLA
[26-28]Se debe considerar la humedad del material antes de fundirlo para evitar la degradación hidrolítica. El exceso de monómero puede actuar como plastificante, y cambiar las propiedades mecánicas del material ya que pueden causar hidrólisis del polímero y por lo tanto, alterar la cinética de degradación. Por tal razón estos materiales deben ser procesados a temperaturas lo más bajas posibles. Investigando sobre la degradación termomecánica del PLA durante el procesado, Francesca Signory y colaboradores [28] reportan la degradación durante el procesamiento térmico llevando a una rápida reducción de PM que afecta las propiedades finales del material.
Temperatura (°C) Humedad del aire (%)
Fragmentación inicial
Degradación completa
4 100 5.3 años 10.2 años
25 20 2.5 años 4.8 años
25 80 2 años 3.1 años
40 80 5.1 mes 10 meses
60 20 1 mes 2.5 meses
60 80 15 días 2 meses
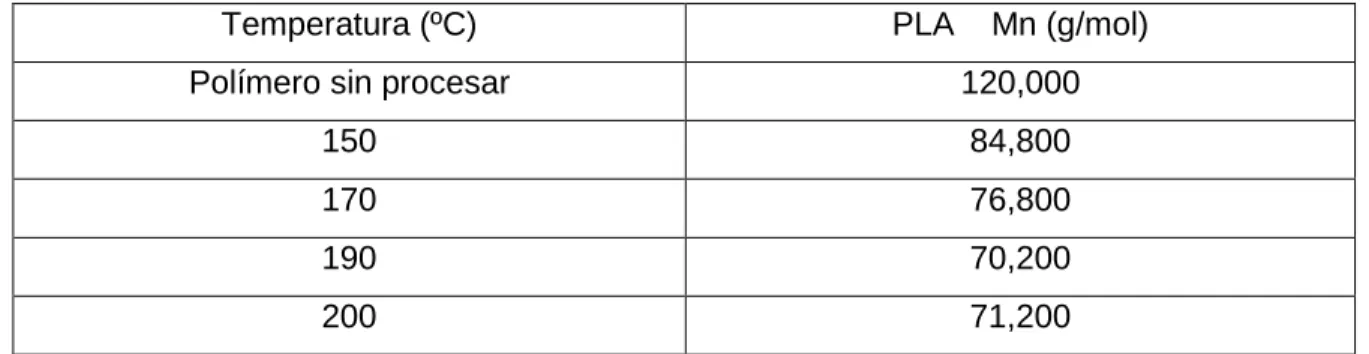
Estos autores utilizaron el PLA 2002D el cual fue procesado en un mezclador Brabender bajo las siguientes temperaturas: 150, 170, 190 y 200ºC a 50 rpm durante 10 minutos. Por medio de la cromatografía de exclusión por tamaño se obtuvieron los datos que se muestran en la Tabla 3, en donde se reporta el efecto de la temperatura sobre el Peso Molecular (Mn) del polímero.
Tabla 3.- Efecto de temperatura de proceso en el peso molecular.
Temperatura (ºC) PLA Mn (g/mol)
Polímero sin procesar 120,000
150 84,800
170 76,800
190 70,200
200 71,200
La Tabla 3 muestra cómo la temperatura influye sobre el Mn del PLA, generando probablemente oligómeros que pueden manifestar alta difusividad y reactividad. Las temperaturas de proceso de PLA tienen gran influencia en el torque, ya que disminuye de 16 Nm a 5 Nm al incrementar la temperatura de 150 a 200ºC. De acuerdo a los resultados de índice de fluidez, el PLA desplaza su viscosidad de 4.2 cm3/10 min (a 20ºC) a 8.6 cm3/10 min (a 190ºC) indicando degradación térmica durante el procesamiento como lo muestra la Figura 4 [27] .
Figura 4.- Índice de fluidez del PLA y PBAT (polibutilenadipicotereftalato) incrementando la temperatura de proceso de 20º a 190 ºC.
Indice de fluidez (cm3/10 min)
Temperatura de proceso (ºC)
A través de la investigación de F. Carrasco se llevó a cabo el procesado de PLA mediante extrusión e inyección con el fin de analizar la variación de su estructura química, degradación térmica y propiedades mecánicas. Durante el proceso, el PLA sufre una disminución en el peso molecular debido al rompimiento de cadena. Además, mediante estudios de rayos X se encontró que el proceso mecánico llevó a la desaparición casi completa de la estructura cristalina. Por otro lado, en ese estudio se presentan datos de como se ve afectado el índice de fluidez del PLA en función del proceso utilizado. Se reporta en este trabajo que el PLA- inyectado tiene un valor de índice de fluidez (IF) de 7.4 g/10 min, lo cual es ligeramente superior a la especificada por el fabricante para las materias primas (7.0 g/10 min). Este resultado sugiere que el moldeo por inyección produce una ligera degradación del material.
Sin embargo, el PLA extruido e inyectado muestra un significante aumento en el IF (10.7 g/10 min) y un color amarillento después del moldeo por inyección. Este aumento en los valores de las IF se asocia con una disminución de la viscosidad debido a una disminución en el Peso Molecular, lo que sugiere que los dos procesos mecánicos (extrusión e inyección) causan degradación.
2.3.- APLICACIONES
2.3.1.- APLICACIONES DEL PLA SIN ESPUMAR
El PLA tiene un amplio grado de aplicaciones tales como en la industria de alimentos donde es aplicado en empaque de yogurt, mantequilla, empaques para el pan, envasado de bebidas, envasado rígido y flexible de frutas y verduras, envases para huevos y productos precocinados. En el campo médico tiene grandes aplicaciones como material de sutura reabsorbible, implantes reabsorbibles, creación de matrices para regeneración de tejidos.
2.3.2.- APLICACIONES PLA ESPUMADO
[29-30]Las espumas termoplásticas han sido ampliamente utilizadas en diferentes campos industriales, pudiendo citar aplicaciones como: materiales de empaque, aislantes de sonido e impacto, artículos deportivos, juntas, uniones, cojines, muebles, entrealfombras, perfiles espumados que pueden trabajarse como madera en aplicaciones para la construcción, y el aislamiento de empaques producidos a partir de piezas de lámina termoformadas. Otras aplicaciones de interés en extrusión son las cintas decorativas y los sellos de techos.
2.4.- CARACTERISTICAS DE PROCESO DEL PLA
[31-33]La necesidad de usar polímeros biodegradables que sean amigables con el medio ambiente está abriendo oportunidades para el PLA, sin embargo existen limitaciones para su uso. La modificación química de polímeros es una de las vías más ampliamente utilizadas para la mejora de estas limitaciones. El PLA, como se dijo anteriormente, presenta propiedades interesantes como, versatilidad y bajo costo; sin embargo, presenta algunas desventajas como son la inestabilidad térmica y oxidativa durante su procesado. Otra desventaja que manifiesta es la degradación hidrolítica que lleva al rompimiento de las cadenas del polímero como puede ocurrir en moldeo por soplado y en el proceso de espumado y, por consiguiente, a una disminución del peso molecular. Recientemente, se han reportado el uso de extendedores de cadena para PLA de bajo peso molecular con la finalidad de aumentar el peso molecular y así lograr controlar inestabilidades como rompimiento de cadenas, degradación bajo condiciones de proceso ordinarias, que el PLA no se espume, entre otras.
Además de la modificación por medio de agentes extendedores de cadena, existe otra técnica conocida como postpolimerización en estado sólido que también puede ser empleada para obtener PLA de alto peso molecular.
2.4.1.- TECNICA DE POSTPOLIMERIZACION
[34]Shinno y Miyamoto realizaron un amplio estudio sobre la técnica de postpolimerización en estado sólido para obtener alto peso molecular de PLA. Esta técnica de postpolimerización fue estudiada utilizando hexanoato de estaño como catalizador. Por medio de este método la polimerización en fundido de l- láctico, fue llevada a altas temperaturas en comparación con la temperatura de cristalización de poli-l-láctico (PLLA), y la postpolimerización continuó alrededor de la temperatura de cristalización del PLLA. Como el PLLA cristalizó en la segunda etapa, donde la temperatura fue modificada de 140 a 120 °C, el monómero se consumió alrededor de 100% debido a que el monómero y el catalizador se concentran en la parte amorfa, con esta técnica es posible la conversión de monómero L- láctico a polímero de alto peso molecular.
2.4.2.- MODIFICACION CON AGENTES EXTENDEDORES DE CADENA
[35-42]El uso de estos agentes extendedores de cadena, en la mayoría de los casos, es una metodología de 2 pasos. Ya que primeramente el reactivo empleado actúa como primer agente de acoplamiento (unión) y reductor de enlaces de grupo carboxilo de PLA, en un segundo paso, se adiciona el segundo agente químico para producir la reacción con grupos
hidroxilo terminales del PLA para alcanzar la extensión de cadena del polímero. La literatura reporta isocianatos y dioles como buenos agentes extendedores de cadena debido a su alta reactividad. La investigación de Z. F. Zhou, y colaboradores reportan que la extensión de cadena y la ramificación del ácido poliláctico también puede ser llevada a cabo mediante la síntesis de PLA con diglicidil éter de bisfenol A (DGEBA). Los resultados muestran como aumenta el PM promedio en viscosidad a 87900 g/mol siendo en un principio de 10070 g/mol, la reacción se llevó a cabo en 30 minutos, con temperatura de 150 ºC. El seguimiento de la reacción se llevó a cabo mediante la técnica de espectroscopia infrarroja mostrada en la figura 5, donde se muestra la absorbancia a) en 3512 cm-1 que indica el hidroxilo terminal –OH del prepolímero de ácido láctico y en 3402 cm-1 que es el carboxilo del PLA, figura b).
Figura 5.- Espectro infrarrojo de prepolímero ácido láctico y PLA dicarboxilatado.
Con el mismo objetivo de aumentar el peso molecular del PLA, Kari Hiltunen y colaboradores[3] emplearon en su investigación cuatro muestras de PLA con diferentes PM.
Durante su trabajo estudiaron el proceso de polimerización de ácido poliláctico en dos pasos, en el primer paso polimerizaron ácido láctico por medio una reacción de condensación y en el segundo paso utilizaron 1,4 butanodiol para obtener un polímero con grupos hidroxilo terminales de peso molecular bajo. Posteriormente realizaron el aumento de peso molecular, el aumento fue resultado de la unión de las cadenas de los grupos –OH del pre-polímero con los grupos diisocianato después de añadir tetrametildiisocianato originando un poliuretano.
cm-1 T (%)
Por medio de este trabajo Kari concluyó que debido a la alta reactividad del diisocianato, se logra aumentar el PM del polímero. En la siguiente tabla se muestra que el polímero 4 tiene baja Tg debido al bajo PM y estructura lineal de las cadenas del polímero, el polímero 2 y 3 cuenta con alta Tg, resultado de mayor PM y posiblemente al alto grado de enlaces hidrógeno causados por los enlaces uretano.
Tabla 4.- Efectos en el proceso de modificación.
Polímero Proporción OH/NCO Mw (g/mol) Tg (ºC)
1 0.80 77,000 50.2
2 1.00 390,000 53.7
3 1.33 71,700 53.2
4 1.50 19,500 44.8
El polímero 2 tiene una proporción 1:1, y es con el que se obtuvo el PM mayor. Cuando la relación OH/NCO está por debajo de 1, se forma una red de poliuretano. Cuanto mayor sea el exceso de diisocianato mayor será la formación de redes, y por esta razón se producirán polímeros lineales con PM bajo.
En el artículo titulado “Study on Biodegradable Polymer Materials Based on Poly- (lactic acid).
I. Chain Extending of Low Molecular Weight Poly(lactic acid) with Methylenediphenyl Diisocyanate” reportado por Wei Zhong y Colaboradores se llevó a cabo la modificación de PLA empleando como agente extendedor de cadena el metilendifenildiisocianato (MDI), con el fin de obtener un polímero biodegradable con mejor resistencia al calor. Wei Zhong basándose en el trabajo de Woo, S. I [43] también utilizó hexanodiisocianato (HDI). Sin embargo, con esta investigación Wei Zhong observó que el efecto en el incremento de PM con MDI no fue tan alto como con el HDI. Esto puede ser debido a que los isocianatos alifáticos reaccionan más fácilmente con el grupo carboxilo de PLA, para formar un enlace amida comparado con los isocianatos aromáticos. La Figura 6 muestra el incremento de PM con el tiempo de la reacción de extensión de cadena. Ambos, el Mw y el Mn del PLA incrementan al incrementar el tiempo de reacción y en la Tabla 5 se observa como aumenta el PM del PLA después de un tiempo de reacción de 40 minutos y una temperatura de 175ºC.
Como catalizador se utilizó etilhexanoato de estaño para la extensión de cadena.
PM (gr/mol)
Tiempo de reacción (min)
Figura 6.- Incremento de PM al aumentar el tiempo de reacción.
Figura 7.- Termogramas DSC del prepolímero PLA y la extensión de cadena del PLA CON MDI
.
Flujo de calor
Temperatura (ºC) PLA-MDI
PLA-MDI seco
Prepolímero PLA
Mw/Mn
Los resultados de calorimetría diferencial de barrido (DSC) Figura 7 muestran que la estructura cristalina disminuyó debido a la extensión de cadena predominando así la estructura ramificada. Los resultados de los análisis son resumidos en la Tabla 5. Se observa que la Tg incrementa, debido posiblemente a que el aumento de PM reduce el número de cadenas finales y esto reduce el volumen libre.
Tabla 5.- Análisis de resultados del polímero antes y después de modificación.
Muestra Mw Tg (ºC)
(DSC)
Tg (ºC) (DMA)
Tm (ºC) (DSC)
Prepolímero PLA 9800 48.6 50.3 151.8
PLA-MDI 57000 67.9 76.1 148.9
Se reportan trabajos en los que, partiendo de un PLA comercial, se produce la modificación química en fundido por adición secuencial de 1,4- butanodiol para obtener PLA con hidroxilos terminales (OH-PLA), seguido por la alimentación de 1,4- butanodiisocianato (BDI) para obtener el enlace de cadena entre OH del PLA con el isocianato, tal como se muestra en el esquema 4. Yingwei Di y colaboradores 2005., estudiaron esta modificación y encontraron por medio de análisis de espectroscopia infrarroja las señales de los agentes modificantes.
A su vez, por medio de cromatografía de permeación en gel, (GPC) encontraron un incremento en el peso molecular de la muestra como resultado de la modificación con los agentes extendedores de cadena. Con el fin de acelerar el proceso de modificación emplearon un catalizador 2-etilhexanoato de estaño (II) que puede ser adicionado junto con el BD. [34-35]
Acido Poliláctico 1,4- butanodiol Acido Poliláctico
1,4- butanodiisocianato
+ H
2O
PLA modificado
Esquema 4.- Reacción de modificación.
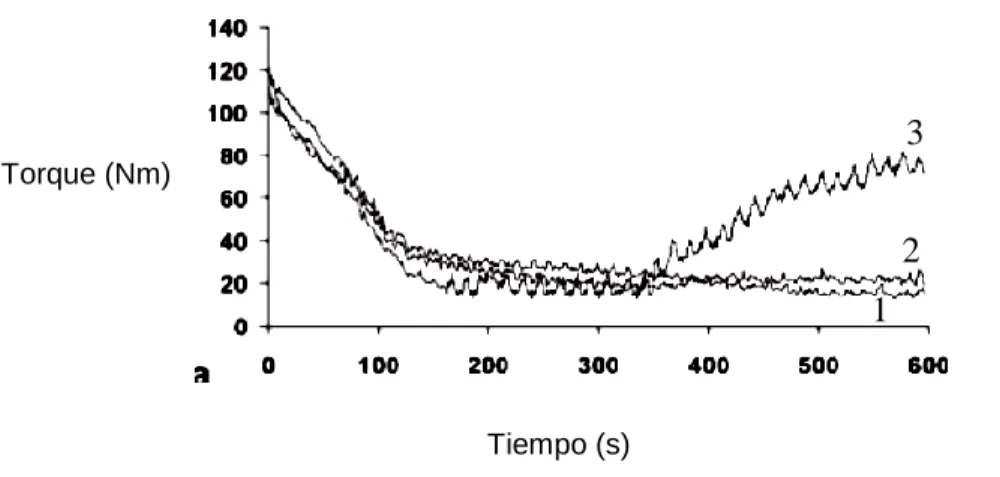
E. Deenadayala y colaboradores reportan que en su trabajo, las gráficas de torque, (Figura 8) proporcionadas por el software del equipo durante la investigación, observaron que al agregar el glicerol, el torque primero disminuye durante un cierto tiempo y luego aumenta, estos cambios y el tiempo en que se manifestaron coinciden con las variaciones en el peso molecular del PLA. Cuando el glicidol no está presente, el torque disminuye continuamente.
La disminución en el torque fue más alta para el PLLA-A (88%) seguida por PLLA-B (85%) y finalmente por el PLLA-C (32%). Esta disminución la atribuyen a una combinación de fusión y degradación. [44-46]
H O C H C
O
O H
n
+ H OC H2 O H
C H3
+ H O C C H
O
O H
C H3 m 4
H O C H C
O O C3 H
C2 H O C C H
O
O H
C3 H
O C N C2 H N C O
n m
4
+4
H O C H C
O O C H3
C H2 O C C H
O
O C H3
C O
N H C H2 N H C
O
H C O C H3 C
O O C H2
O C
O H C
C H3 H O
n m
4
4 n m
4
Figura 8.- Datos del torque para el PLA con glicidol.
1: PLA, 2: PLA con 0.5% de glicidol y 3: PLA con 1% de glicidol
2.5.- REACCIONES SECUNDARIAS DURANTE LA MODIFICACIÓN DEL PLA
[34-36, 40]
Al incrementar el PM, después de la extensión de cadena Wei Zhong y col. demuestran que el diisocianato puede unirse con los grupos hidroxilos finales del PLA. Sin embargo, el exceso de grupo isocianato puede reaccionar con el otro extremo de la molécula de PLA -COOH, para formar enlace amida o reaccionar con los grupos uretano conocida como reacción de alofanatos para generar una cadena de ramificación y entrecruzamiento como se muestra en el Esquema 5
.
O CN O
H
H2
C NCO
O
C O
N H
Esquema 5.- Alofanato producido por PLA modificado.
Tiempo (s) Torque (Nm)
3
2
1
Los estudios realizados por Kari Hiltunen [40] y colaboradores, relacionado con el empleo de isocianatos como extendedores de cadena, concluyen que al reaccionar PLA con diisocianato como extendedor de cadena se obtiene como resultado un poliéster uretano lineal. Cuando se utiliza diisocianato en exceso, la proporción de reacciones secundarias incrementa. Una importante reacción secundaria fue la del grupo uretano con isocianato, llevando a la ramificación del polímero.
El Esquema 6 muestra la posible obtención del PLA modificado. El grupo isocianato también puede reaccionar con otros grupos isocianatos para llevar a la formación de dimeros, trímeros y carbodiimidas.
H O C H C 3 H C O
O C 2 H O C O
C H
C 3 H
O C
O N O C N R
H O
H2C N H
C O
O C H
C 3 H C O
O C 2 H O C
O
C H
C 3H
O H
4
m
6 4
n n
m
Esquema 6.- PLA modificado después de la segunda reacción de isocianato.
Por medio de la investigación de Yingwei y colaboradores [34] en donde se lleva a cabo la reacción en dos pasos para obtener PLA modificado con PM mayor, explican que los grupos isocianatos –NCO además de formar uretanos, pueden reaccionar con el butanodiisocianato los grupos carboxilos residuales, llevando al enlace amida. Posteriormente, el uretano y los grupos amida pueden reaccionar con isocianatos adicionales. Estas reacciones pueden causar entrecruzamiento en el PLA como se observa en el siguiente esquema.
Esquema 7.- Reacción secundaria con diol e isocianato[34]
.
2.6.- ESPUMADO
2.6.1.- DESARROLLO DE ESPUMA
La obtención de piezas espumadas se ha desarrollado desde principios del siglo XX, siendo la espuma de hule la primera en comercializarse. Posteriormente, en el año de 1930 se desarrollaron las espumas de urea y fenólicas por el proceso de inyección el poliestireno fue espumado con bicarbonato de sodio durante la segunda guerra mundial. A principios de 1960 se espumó polietileno mediante moldeo por inyección utilizando nitrógeno, como agente espumante. Trabajos recientes reportan la obtención de espumas mediante el uso de dióxido de carbono (CO2) supercrítico.
Hace aproximadamente 20 años, Martini y colaboradores fueron pioneros en reportar espumas poliméricas microcelulares usando CO2 como agente espumante físico. El desarrollo de espumas con nanocompuestos, es una de las primeras evoluciones tecnológicas de espumas poliméricas, desarrolladas por Okamoto y Colaboradores al preparar PLA con nanocompuestos/arcilla mediante el espumado por lotes, utilizando CO2
como agente espumante físico.
R N C O + HOOC R H
N C
O
+ CO2
R N C O + R H
N C
O
O R N C
O O
R H
N C O
R N C O + R H
N C
O
R N C
O
R H
N C O
es la cadena de PLA
2.7.- SOLUBILIDAD DE CO
2EN POLIMEROS
La solubilidad de CO2 a presiones altas en una matriz polimérica es un concepto fundamental el cual lleva a procesar el polímero por diversos métodos. La solubilidad de CO2 en polímeros se basa en la facilidad que tiene para interactuar débilmente con los sitios activos del polímero; en cuanto a la morfología de la matriz polimérica ésta se ve afectada por la solubilidad de CO2 ya que polímeros semicristalinos muestran menor solubilidad comparados a los amorfos, la solubilidad también se ve afectada con la temperatura de proceso ya que a bajas temperaturas la solubilidad de CO2 en la matriz del polímero es alta.
2.7.1.-PLASTIFICACION
Además de la solubilidad del CO2 en el procesado de los polímeros, también es importante tomar en cuenta la plastificación que puede ocurrir al momento de estar espumando el material polimérico, de acuerdo con investigaciones realizadas por del Dr. Champange [46]
hay una interesante observación. El Dr. Champange [47] concluyó que 7% de agente espumante es el valor óptimo para el procesado de una espuma, ya que cuando se usa un exceso de CO2, éste continúa difundiendo en las paredes de la espuma aun cuando el proceso ya ha terminado. Esta difusión progresiva de agente espumante en las paredes del PLA, tendrá sobre el material un efecto plastificante que implicaría un incremento en la distancia de las cadenas y, un mayor grado de movimiento, la plastificación en polímeros es acompañada por cambios en propiedades mecánicas y físicas, por lo tanto este fenómeno es vital durante su proceso ya que podría reducir la Tg hasta temperatura ambiente. Como resultado final, la pieza es susceptible a deformaciones en condiciones atmosféricas.
2.8.- METODOS DE PRODUCCION DE ESPUMA
Una gran parte de los procesos para producir termoplásticos sin espumar han sido modificados para producir espumas termoplásticas. Moldeo por inyección, extrusión y espumado en lotes son los métodos principales. Los agentes espumantes son fundamentales para la producción de termoplásticos espumados, van de la mano con los agentes nucleantes. Un agente espumante se expande una vez que es disuelto en un material termoplástico. Existen dos tipos generales de agentes espumantes, los llamados agentes químicos y los físicos, estos últimos son gases o líquidos altamente volátiles.
2.8.1.- ESPUMADO EN LOTES
El proceso de espumado en lotes usando CO2 como agente espumante se realiza en tres etapas: 1) la muestra es saturada con CO2 a la temperatura deseada; 2) la nucleación de la celda inicia cuando se libera la presión del CO2 y la celda empieza a crecer; 3) finalmente, la celda se estabiliza a través del proceso de enfriamiento. Las espumas poliméricas tienen una estructura de aproximadamente 10 micras en diámetro, los materiales espumados tienen propiedades superiores a los materiales sin espumar incluyendo mayor módulo de flexión, mayor fuerza al impacto y menor densidad. Polímeros tales como polimetilmetacrilato, poliestireno, polietilentereftalato, ácido poliláctico son comúnmente espumados usando CO2.
Una propiedad característica durante el espumado, es el control de la distribución del tamaño de celda ya que se ve influenciada por la presión, se ha observado que altas presiones originan una reducción en el diámetro de celda.
Con el fin de obtener espuma de PLA, Yingwei Di y col. [34] utilizaron un proceso en lotes, empleando una mezcla de CO2 y N2 como agente espumante. El espumado físico se llevó a cabo a 170ºC con una presión de 16 MPa, permitiendo un tiempo de solubilización de 4 horas. Como resultado obtuvieron espumas con una capa de piel delgada y brillante, (Figura 9) y que la atribuyen una buena separación de fases durante la despresurización del agente espumante, la capa de la piel generada, presentó una morfología homogénea lo que indica suficiente tiempo de solubilización.
Figura 9.- Micrografía de PLA espumado.
Por otro lado, el espumado del PLA que realizo L. Matuana y colaboradores [48]también fue llevado a cabo mediante el proceso en lotes, en éste se discute el efecto de las condiciones
de tiempo y temperatura de espumado. Ellos reportan en su investigación que el menor tiempo para la formación de la espuma es ideal para lograr mayor número de celdas a una temperatura de espumado de 150 ºC. Al tener mayor tiempo de espumado se disminuye el número de celdas debido a la aceleración de la pérdida de gas y el colapso de las celdas.
Los experimentos se realizaron en una celda de alta presión, saturada con CO2 como agente espumante, a una presión de 800 psi. La Tabla 6 muestra los resultados de la fracción hueca y el volumen de expansión de la espuma de PLA.
Tabla 6.- Fracción hueca y volumen de expansión del PLA [48].
Temperatura de espumado (ºC)
Fracción hueca (%) Tiempo de espumado (s) 5 15 30
Volumen de expansión Tiempo de espumado (s) 5 15 30 90 14 14 30 1.2 1.2 1.1 150 39 31 28 2.0 2.0 1.4 165 36 28 36 2.0 1.4 2.0
2.8.2.- EXTRUSION DE ESPUMAS TERMOPLASTICAS
Existen dos procesos de extrusión de espumas termoplásticas. Uno produce espumas de alta densidad y el otro espuma de baja densidad, la diferencia entre ellos depende del tipo de agente espumante, concentración y naturaleza del gas, solubilidad, temperaturas de proceso, viscosidad de fundido, velocidad con que el gas espumante es difundido para el crecimiento de burbujas y la temperatura de fusión del polímero mientras la espuma es expandida. El Esquema 8 muestra el diagrama de los dos procesos de extrusión de espumas.
Polímero,
Agente espumante químico, Agente nucleante,
Aditivos
Polímero,
Agente espumante físico, Agente nucleante, Aditivos
Esquema 8.- Procesos de extrusión de espuma.
2.8.3.- CONDICIONES DE EXTRUSION
[49]La temperatura de fusión tiene que ser lo suficientemente alta para asegurar una descomposición total del agente espumante cuando éste es del tipo de agente químico. La presión del fundido debe permanecer lo suficientemente alta para sostener el gas generado por la descomposición del agente espumante disuelto dentro del polímero fundido hasta su salida del dado. Cuando la temperatura de fusión es muy baja, se presentara una descomposición del agente espumante, teniendo como resultado final un proceso poco eficiente. Así mismo las partículas de agente espumante que no se descompusieron generan aglomerados que causan mala apariencia superficial. Por otro lado un perfil de presión que no es lo suficientemente alto genera pre-espumado dando origen a una estructura celular irregular con celdas rotas y hundidas. La relación L/D debe de ser por lo menos 24:1. La temperatura en la zona de alimentación debe de ser más baja que la temperatura de descomposición inicial del agente químico usado, esto con el fin de evitar descomposición temprana del agente espumante. La siguiente tabla muestra las presiones que pueden emplearse como una guía del valor mínimo requerido para la extrusión de productos espumados.
Transporte Premezcla
Fundido, Mezclado
Bombeo,
Formación en el dado, Enfriamiento
Inyección de agente espumante Transporte
Premezcla
Fundido, Mezclado
Bombeo,
Formación en el dado, Enfriamiento
Tabla 7.- Presiones relacionadas a las temperaturas empleadas en extrusión.[49]
Temperatura de Fusión Presión mínima permisible
160°C 40 bar / 580 psi
180°C 50 bar / 725 psi
200°C 60 bar / 870 psi
>200°C > 80 bar / > 1160 ps
Con el fin de evaluar el efecto de las condiciones de proceso en un extrusor continuó L.M.
Matuana y colaboradores[48] examinaron el efecto de la temperatura en la viscosidad de fundido, caída de presión y fracción hueca en la espuma del PLA. En este estudio se trató de comprender el mecanismo de nucleación para generar las estructuras microcelulares en el PLA usando CO2 como agente espumante. La temperatura y la velocidad de nucleación tuvieron efecto sobre la viscosidad de fundido, debido a la caída de presión. Cuando se procesa a altas temperaturas, la viscosidad de fundido disminuye y la nucleación de la burbuja es menor debido a la caída de presión en el sistema; por otro lado, el procesarlo a baja temperatura se incrementa la nucleación de las celdas debido a que la alta viscosidad de fundido produce una caída alta de presión. Matuana utilizo en el proceso de espumado un extrusor monohusillo de 19 mm, y un L/D de 30:1, los experimentos de espumado fueron realizados a una cantidad fija de gas y una velocidad de tornillo de 80 rpm. La Tabla 8 muestra los perfiles de temperatura utilizados en el experimento de Matuana.
Tabla 8.- Perfiles de temperatura utilizados al espumar en extrusor monohusillo [48].
Los resultados mostraron que el incremento en la temperatura, disminuye la viscosidad de fundido del PLA debido a que hay más espacios libres para el movimiento de la cadena molecular, en la Figura 10 se muestra las micrografías de SEM en las que se observan los resultados de las espumas procesadas a temperaturas alta, intermedia y baja. Se observa que para el perfil alto de temperatura se obtiene menor número de celdas, debido a lo arriba mencionado.
Figura 10.- Micrografías SEM para espumas procesadas (b1) alta, (b2) intermedia y (b3) baja temperatura [47]
PLA Perfil de
temperaturas
Zona 1 (ºC)
Zona 2 (ºC)
Zon





![Tabla 6.- Fracción hueca y volumen de expansión del PLA [48] .](https://thumb-us.123doks.com/thumbv2/123dok_es/12548623.0/42.918.125.794.428.603/tabla-6-fracción-hueca-volumen-expansión-pla-48.webp)
![Tabla 8.- Perfiles de temperatura utilizados al espumar en extrusor monohusillo [48]](https://thumb-us.123doks.com/thumbv2/123dok_es/12548623.0/45.918.167.793.204.443/tabla-perfiles-de-temperatura-utilizados-espumar-extrusor-monohusillo.webp)