1
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERU FACULTAD DE INGENIERIA EN INDUSTRIAS
ALIMENTARIAS
EFICACIA DE LA APLICACIÓN DEL PLAN HACCP Y PROGRAMAS PRE- REQUISITOS EN EL ÁREA DE ELABORACIÓN DE COMIDAS DE LA EMPRESA TRIAL
CATERING
TESIS
PRESENTADO POR EL BACHILLER:
ESPINAL TUFINO , Aracelly Maritza
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO EN INDUSTRIAS ALIMENTARIAS
HUANCAYO - PERU 2017
2
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACULTAD DE INGENIERIA EN INDUSTRIAS ALIMENTARIAS
JURADO EXAMINADOR
______________________________________
Dr. HERMES AMADEO ROSALES PAPA Presidente
_____________________________ _____ ____________________________
Dr. RODOLFO TELLO SAAVEDRA M.Sc. EDGAR RAFAEL ACOSTA LÓPEZ Jurado Jurado
______________________________________
M.Sc. VILMA REYES DE LA CRUZ Jurado
______________________________________
M. Sc. GRETA HINOSTROZA QUIÑONEZ Secretario
3 ASESOR:
M. Sc. VILMA REYES DE LA CRUZ
4
DEDICATORIA:
La presente Tesis está dedicada a mis padres Luis y Maritza por su incondicional apoyo, siendo el ejemplo más grande en mi vida.
A Dios por ser la columna en mi vida, y darme la oportunidad de realizar la presente Tesis.
5
AGRADECIMIENTOS
Expreso mi sincera gratitud a las siguientes personas que contribuyeron durante el desarrollo de este proyecto, brindando valiosas opiniones y sugerencias, críticas constructivas y el soporte moral necesario para continuar.
Al M.sc. Vilma Reyes De la Cruz por su guía y motivación constante.
Al personal administrativo y docente de la Facultad de Ingeniería en Industrias Alimentarias de la Universidad Nacional del Centro del Perú, quienes contribuyeron en el desarrollo del presente trabajo de investigación.
Al Gerente general y personal de la empresa Trial Catering por su participación activa y compromiso para la realización de este estudio.
A mis padres y mi familia por su comprensión, amor y cariño desde siempre.
A todos ellos mi reconocimiento y gratitud.
6
INDICE GENERAL
Pág.
RESUMEN
I. INTRODUCCIÓN.
II. MARCO TEÓRICO.
2.1. ANTECEDENTES.
2.2. CALIDAD SANITARIA.
2.2.1. Eficacia de la calidad sanitaria 2.2.2. Indicadores de la calidad sanitaria
2.3. HAZARD ANALYSIS AND CRITICAL CONTROL POINTS 2.3.1. Fundamentos del sistema
2.3.2. Principios del sistema HACCP 2.4. PROGRAMAS PRE-REQUISITOS
2.4.1. Definición
2.4.2. Programas pre-requisitos operacionales 2.5. SERVICIOS DE ALIMENTACIÓN: CATERING
2.5.1. Definición
2.5.2. Procesos involucrados en el servicio de catering 2.5.3. Calidad sanitaria en las operaciones
2.6. MARCO CONCEPTUAL.
2.6.1. Definiciones conceptuales III. MATERIALES Y MÉTODOS.
3.1. LUGAR DE EJECUCIÓN.
3.2. TIPO DE INVESTIGACIÓN.
3.3. EQUIPOS, MATERIALES Y REACTIVOS.
3.3.1. Equipos 3.3.2. Materiales 3.3.3. Reactivos
3.4. DOCUMENTACIÓN GENERAL.
3.4.1. Normas
3.4.2. Lista de verificación
3.4.3. Documentos internos de la empresa
3.5. METODOLOGÍA DEL TRABAJO DE INVESTIGACIÓN.
3.5.1. Entrevista con la alta dirección de la empresa 3.5.2. Diagnóstico general de la empresa
01 03 03 04 04 04 07 07 07 09 09 10 11 11 12 13 16 16 20 20 20 20 20 20 21 21 21 22 22 22 22 23
7
3.5.3. Implementación de los sistemas de inocuidad IV. RESULTADOS Y DISCUSIONES.
4.1. ENTREVISTA A LA ALTA DIRECCIÓN DE LA EMPRESA.
4.1.1. Misión de la empresa 4.1.2. Visión de la empresa
4.1.3. Información acerca de la empresa 4.2. DIAGNÓSTICO GENERAL DE LA EMPRESA.
4.2.1. Recopilación de la información interna de la empresa y verificación in situ
4.2.2. Resultados de la aplicación de la ficha para evaluación sanitaria de restaurantes y servicios afines
4.2.3. Evaluación microbiológica
4.3. IMPLEMENTACIÓN DE LOS SISTEMAS DE INOCUIDAD.
4.3.1. Programas Pre-requisitos 4.3.2. Plan HACCP
4.4. EFICACIA DEL SISTEMA.
V. CONCLUSIONES.
VI. RECOMENDACIONES.
VII. REFERENCIAS BIBLIOGRÁFICAS.
ANEXOS.
Anexo 1: Ficha para evaluación sanitaria de restaurantes y servicios afines.
Anexo 2: Norma técnica peruana ISO/TS 22002-2: 2016 Programas de prerrequisitos para inocuidad alimentaria - Parte 2: Catering.
Anexo 3: Manual Programa Prerrequisitos.
Anexo 4: Registros de la empresa: Capacitación-asistencia, Higiene personal, Higiene en ambientes.
Anexo 5: Documentación HACCP.
Anexo 6: Constancia de realización de tesis Anexo 7: Fotografías de la empresa.
27 33 33 33 33 33 34
34
35 38 42 42 52 73 74 75 76 80
8
ÍNDICE DE TABLAS
N° Pág.
01. Características de los indicadores de la calidad. 05 02. Factores implicados en la aparición de ETAs en servicios de alimentación. 13 03. Porcentaje de cumplimiento y nivel de aceptación para la ficha de para
evaluación sanitaria de restaurantes y servicios afines. 24
04. Límites microbiológicos en superficies. 26
05. Límites microbiológicos en alimentos. 26
06. Parámetros microbiológicos del agua. 27
07. Encabezado y diseño del Plan Prerrequisitos. 31
08. Encabezado y diseño del cuadro de identificación de PAR. 31 09. Encabezado y diseño del Plan Prerrequisitos Operacionales. 32
10. Encabezado y diseño del Plan HACCP. 32
11. Servicios que brinda la empresa Trial Catering. 33 12. Resultado general y por rubros de la ficha de evaluación sanitaria Antes
de la implementación. 35
13.
14.
Resultado general y por rubros de la ficha de evaluación sanitaria Después de la implementación.
Resultados microbiológicos para la evaluación de la calidad sanitaria Antes de la implementación.
37
39 15.
16.
Resultados microbiológicos para la evaluación de la calidad sanitaria Después de la implementación.
Resultados microbiológicos de la calidad de agua.
40 41 17. Resultados microbiológicos de la calidad de aire. 41
18. Cuadro comparativo RM 363-2005 e ISO 22002-2. 42
19. Procedimiento de retiro de producto. 51
20. Listado de documentos que describen las fichas técnicas de materia
prima, insumo y producto final. 53
21.
22.
23.
Criterios de evaluación de peligros.
Criterios de análisis de riesgos.
Identificación de Peligros y análisis de riesgos.
61 61 63
9 24.
25.
Plan Prerrequisitos operacionales.
Plan HACCP
69 72
26. Eficacia del sistema 73
ÍNDICE DE FIGURAS
N° Pág.
01. Principios del sistema HACCP. 09
02. Categoría de empresas de catering. 11
03. Secuencia de la metodología 8D. 19
04. Secuencia de la metodología de investigación. 23
05. Procesos para la implementación del PPR. 28
06. Organigrama interno de la empresa Trial Catering 34 07. Porcentaje de cumplimiento por rubros para evaluación sanitaria Antes
de la implementación. 36
08. Porcentaje de cumplimiento por rubros para evaluación sanitaria
Después de la implementación. 38
09. Distribución de áreas de la planta de elaboración de alimentos de la
empresa TRIAL CATERING. 46
10. Diagrama de flujo general para la elaboración de alimentos de la
empresa TRIAL CATERING. 54
11. Diagrama de flujo para comida preparada CON tratamiento térmico 55 12. Diagrama de flujo para comida preparada SIN tratamiento térmico 56 13. Diagrama de flujo – Modelo de comida preparada con tratamiento
térmico. 57
14. Valoración de los peligros de alto riesgo. 62
10 RESUMEN
En la actualidad, las enfermedades de origen alimentario representan un problema que afecta a la salud de las personas a nivel mundial. En el Perú el Sistema de Vigilancia Epidemiológica ha reportado un promedio de 35 brotes de ETA por año, siendo la Salmonella y la Staphylococcus aureus los patógenos más frecuentes. Un 90% de las mismas se origina en el consumo de comidas en restaurantes, escuelas y ventas ambulantes.
Por ello, en la presente tesis, se identificaron los principales factores que generan contaminación dentro de la empresa Trial Catering aplicando evaluación de agentes microbiológicos: Coliformes totales, Escherichia coli y Staphylococcus aureus y ficha de evaluación sanitaria observando que la contaminación persiste por técnicas inadecuadas de manejo de alimentos y desconocimiento de aspectos de saneamiento, entre otros.
El estudio dio origen a la necesidad de implementar Programas pre-requisitos y el Sistema HACCP comenzando con la sensibilización del personal, posteriormente la identificación de áreas y la aplicación de distintas técnicas que permitan realizar un mejor control sanitario en la planta. Finalmente se observó reducción en la presencia de los contaminantes evaluados S. aureus y E. coli; así como el incremento del porcentaje de cumplimiento de un 47.19% a un 76.40%.
- 1 -
I. INTRODUCCIÓN
La Calidad viene a ser un factor fundamental dentro de un servicio de alimentación y está percibida a través de apropiadas características organolépticas que presentan los platos a servir; sin embargo, la Inocuidad permite al cliente consumir un alimento libre de sustancias patógenas que ocasionen enfermedades de origen alimentario.
Para conseguir un producto inocuo se requiere el conocimiento y la aplicación de principios de higiene y la identificación de puntos críticos de control; registrados en el Manual de Buenas Prácticas de Manipulación, los Procedimientos Operativos Estandarizados de Saneamiento (POES) y el Plan HACCP; todos ellos elaborados en base a la legislación vigente nacional y al Codex alimentario.
Las empresas de Catering tienen como línea de negocio proveer alimentos y bebidas fuera del centro de elaboración, en donde la Inocuidad puede verse afectada por problemas como: deficiencia en la conservación de las comidas, tratamiento de cocción insuficiente, o contaminación cruzada durante el traslado o servicio; por ello se hace necesario controlar y evaluar cada proceso para no generar riesgos que afecten la calidad sanitaria del producto final.
La empresa “Trial Catering” se ofrece comidas preparadas y distribuidas para su consumo fuera del centro de operaciones, abarca las categorías de catering corporativo y social. La empresa viene trabajando desde el año 2008 en este negocio, satisfaciendo los distintos requisitos de sus clientes y actualmente se encuentra en crecimiento constante lo que exige a la empresa controlar de forma óptima sus procedimientos de higiene, capacitar al personal en la aplicación de buenas prácticas e identificar cada proceso o actividad crítica que genere riesgo al consumidor.
- 2 -
Siendo así nace la importancia de desarrollar este trabajo acerca de la manipulación del alimento, las competencias del personal, uso apropiado de equipos y utensilios y una correcta distribución de áreas de manera que todo en su conjunto aporte a brindar productos adecuados, seguros e inocuos.
El objetivo general planteado en esta investigación fue aplicar los Programas Pre-requisitos y el Plan HACCP y demostrar su eficacia, por lo cual los objetivos específicos se mencionan a continuación:
1. Realizar un diagnóstico inicial del área de elaboración de comidas de la empresa de catering.
2. Elaborar la documentación de los Programas Pre-requisitos.
3. Identificar los puntos críticos de control y elaborar el plan HACCP.
4. Demostrar la eficacia en los sistemas aplicados mediante análisis microbiológico.
- 3 -
II. MARCO TEÓRICO
2.1. ANTECEDENTES:
Gonzales, et al. (2012) menciona la importancia de gestionar la calidad sanitaria e inocuidad en alimentos en pro a la salud del consumidor y para la publicidad en los restaurantes, el proyecto calculó el desempeño de las buenas prácticas de manipulación en alimentos aplicando formatos de inspección de la normativa respectiva, entrevistas y encuestas y análisis cualitativo. Una vez realizado el diagnóstico se identificó las diferentes debilidades higiénico-sanitarias y se conformó un plan de acción para eliminar los riesgos encontrados. Luego de la implementación del sistema de inocuidad se solucionó el 55% de las deficiencias encontradas y se logró una evolución en el personal con respecto al conocimiento sobre higiene y manipulación de alimentos.
Caballero, et al. (1998) realizaron un estudio a 253 empresas de alimentos (170 cafeterías, 53 restaurantes y 30 comedores obreros) que elaboran y distribuyen alimentos de alto riesgo. Los resultados obtenidos se presentaron en tres rubros:
1° Deficiencias sanitarias originadas por los manipuladores; 2° Causas de insuficiencia en los controles de la actividad alimentaria, y 3° Problemas sanitarios originados por los consumidores. Las causas más frecuentes de contaminación detectadas fueron insuficiente lavado de manos, superficies mal higienizadas y deficiencias en el mantenimiento de alimentos a temperaturas seguras.
Arzú, et al. (2002) evaluaron el riesgo microbiológico presente en supermercados en el área de elaboración de alimentos teniendo en cuenta las etapas de producción pre-operacionales y operacionales. Para la toma de muestras se aplicó el método del hisopo sobre 81 superficies inertes entre utensilios, mesas y equipos, y 48 superficies vivas; procediendo al análisis en laboratorio para la tipificación de especies patógenas como Salmonella sp., Coliformes totales, E. coli y S. aureus. Como resultado se observó predominantemente la presencia de Coliformes totales: 46% en superficies inertes en la etapa de actividad operacional y 43% de presencia en las manos de operarios; con respecto al Staphylococcus aureus, 5% en superficies y en manipuladores un 21% indicando falta de higiene y deficiencia en los procedimientos operaciones de limpieza.
- 4 -
Vargas, et al. (2012) realizó un estudio comparativo sobre la prevalencia de microorganismos indicadores (mohos y levaduras, aerobios mesófilos y coliformes totales / E. coli) en superficies y utensilios del centro de elaboración de alimentos de un hospital posterior a la implementación de procedimientos de limpieza y desinfección. La superficie más contaminada resulto ser una de las mesas de producción en donde se realiza la mayor parte de actividades y el cuchillo que se utiliza para procesar carnes crudas. Luego del adiestramiento que recibió el personal de la cocina los resultados mostraron disminución en el recuento de los diferentes microorganismos analizados en todas las superficies muestreadas.
2.2. CALIDAD SANITARIA:
La calidad sanitaria se define como las condiciones necesarias a nivel microbiológico, físico-químico y organoléptico que un alimento debe cumplir para ser considerado inocuo para el consumo humano. (DS 007-98-SA, 1998)
2.2.1. Eficacia de la calidad sanitaria.
La finalidad de la implementación de sistemas de inocuidad, es producir alimentos sanos y seguros, por lo que la vigilancia del producto final deja de ser un criterio de aceptación y se convierte en una medida de la eficacia (Couto, 2009). Dentro de las diferentes medidas de eficacia se pueden establecer los siguientes indicadores: Ausencia de microorganismos patógenos, recuento de gérmenes indicadores, proporción de productos no conformes, número de reclamaciones o quejas, índice de satisfacción de clientes, nivel de adherencia a la legislación, etc.
Con respecto a los primeros indicadores mencionados, la eficacia se demuestra mediante criterios microbiológicos establecidos en normas nacionales y/o internacionales.
2.2.2. Indicadores de la calidad sanitaria.
Para la medición de la eficacia de un sistema se precisan de indicadores que permitan determinar de forma objetiva y cuantificable en qué medida se están alcanzando los objetivos derivados de la implementación. (Couto, 2009)
Las características de los indicadores se describen en la tabla 01.
- 5 -
Tabla 01. Características de los indicadores de la calidad.
Fuente: Couto (2009)
Caballero (2008) menciona acerca del recuento de determinadas especies de microorganismos, utilizadas para la determinación de ciertas condiciones a las que un alimento pudo haber sido expuesto, en algunos casos nos manifiesta la presencia de un organismo peligroso cuya multiplicación puede generar una infección o intoxicación alimentaria. Los grupos o especies aplicados con este fin son los llamados microorganismos indicadores, y sirven para evaluar la seguridad y la calidad que en alimentos en cuanto se refiere a microorganismos y sus toxinas, como su calidad microbiológica.
Los microorganismos indicadores regularmente no responden a criterios de agrupación taxonómica, estos se detallan más de acuerdo a expresas características ecológicas y fisiológicas que soportan el valor aplicativo que se les otorgar. Entre los más utilizados tenemos: Microorganismos aerobios mesófilos, coliformes fecales, Escherichia coli, hongos filamentosos, levaduras viables, enterobacterias totales, enterococos o estreptococos fecales y Staphylococcus aureus.
Indicadores ¿Por qué necesitamos indicadores?
Para medir la eficacia.
Para evaluar el desempeño.
Para saber como funciona.
¿Cómo establecerlos? Por consenso entre distintos usuarios.
En normas nacionales e internacionales.
¿Para quién? Industria alimentaria
Control oficial Sociedad en general
¿Para qué? Observar tendencias.
Establecer prioridades.
Tomar decisiones.
Hacer comparaciones.
Asignar recursos.
- 6 - a. Coliformes fecales:
Se encuentran las especies de los géneros Escherichia, Enterobacter y Citrobacter, dentro de este grupo se ubican bacterias de hábitat típicamente intestinal. La OMS (1976) menciona que las bacterias coliformes se reproducen fácilmente en la mayoría de alimentos y son sensibles a altas temperaturas por lo que su presencia indica manipulación en inadecuadas condiciones higiénicas durante o después de su elaboración.
La Escherichia coli, bacilo anaerobio facultativo que pertenece a la familia Enterobacteriaceae, pertenece al grupo Gram negativo y se caracteriza por utilizar la lactosa como fuente de carbono, mesófilo que tiene como temperatura óptima de crecimiento 37°C y un pH casi neutro. E. coli es el indicador más confiable de contaminación fecal en alimentos, el hábitat representante genuino de origen fecal natural de esta bacteria es el tracto entérico del hombre y animales de sangre caliente, es por ello que su presencia indica contaminación directa o indirecta de origen fecal (Caballero, 2008). Es importante diferenciar esta cepa de la E. coli 0157:H7 (enterohemorrágica) que se encuentra en productos lácteos mal pasteurizados o en la carne cocida de forma inadecuada.
(Forsythe, et al., 2012)
b. Staphylococcus aureus:
Bacteria Gram positiva pertenece a la familia Micrococcaceae, alcanza de 0,5- 1µm de diámetro, inmóvil que forma agrupaciones irregulares parecidas a los racimos de uvas. Son anaerobios facultativos, aunque se reproducen mejor con oxígeno, crecen a una temperatura optima de 35 a 40°C y a pH de 6 a 7.
Coloniza preferentemente la nasofaringe, piel, pelo y mucosas de hombres y animales. Esta es una bacteria sensible a tratamientos térmicos con altas temperaturas y por todos los agentes sanitizantes, por lo tanto, su presencia o la de sus toxinas en alimentos procesados o equipos, generalmente indica falta de sanitización o contaminación cruzada. (Figueroa, et al. (2002) y Forsythe, et al. (2012))
c. Recuento de gérmenes aerobios:
Es la prueba más generalizada e indica si los alimentos se han conservado en condiciones favorables para la proliferación bacteriana. (OMS, 1976)
- 7 -
2.3. HAZARD ANALYSIS AND CRITICAL CONTROL POINTS (HACCP):
2.3.1. Fundamentos del sistema.
El Codex Alimentarius (2003) define como un enfoque sistemático que permite identificar peligros específicos y diseñar medidas para su control con el fin de asegurar la inocuidad de los alimentos. El sistema HACCP, es una estrategia de prevención que prioriza el aspecto sanitario con el objeto de garantizar la inocuidad e idoneidad de los productos elaborados a nivel del consumidor.
(Herbas, 2013)
HACCP posee fundamentos científicos basados en el sistema de ingeniería conocido como Análisis de modos de falla y sus efectos, AMFE, que permiten identificar los peligros específicos y las medidas necesarias para su control en cada etapa para garantizar la inocuidad de los alimentos. Pone énfasis en la necesidad de evaluar el proceso desde el principio de la cadena de elaboración, recorriendo al control de los operarios y a técnicas de vigilancia continuas de los puntos críticos de control (Segura, et al., 2009).
Couto (2008) manifiesta que previo a la aplicación del sistema es importante conocer a detalle el proceso y el producto, tambien contribuye al análisis observar la variabilidad natural o inherente al proceso, la distancia entre los límites críticos y los límites operativos, y la cantidad de producto que el operador alimentario está dispuesto a arriesgar si se produce una desviación de un límite crítico.
El plan HACCP llega a ser específico para un alimento, un tipo de proceso, una industria, e incluso, una planta determinada; el equipo elabora el manual de la forma más adecuada para satisfacer sus necesidades y cumplir con los requisitos de inocuidad.
2.3.2. Principios del sistema HACCP:
La aplicación del sistema dentro de una industria requiere como paso previo, que se esté operando de acuerdo a los Principios Generales de Higiene de los alimentos y cumpla con la legislación correspondiente en materia de sanidad e inocuidad.
- 8 -
Para poder implantar el sistema HACCP se necesita del compromiso pleno de la dirección para destinar los recursos apropiados, y la formación del personal de la empresa. Al realizar el análisis y la identificación de los peligros, se tendrá en cuenta las materias primas, ingredientes, prácticas y procesos de fabricación, el uso y destinatario final de los alimentos y los análisis de inocuidad. El objetivo del sistema es que el control se concentre en los Puntos Críticos de Control (PCC), y en caso de observar algún peligro este sea controlado, de no registrarse ningún PCC, se procederá a cambiar la operación o modificar el proceso. (García, 2007)
El sistema se aplica a cada operación concreta y cuando se introduzcan cambios importantes en el producto o en el proceso de elaboración, se volverá a revisar su aplicación y efectuar los cambios oportunos. (García, 2007).
El sistema HACCP está basado en 7 principios que se describen en la figura 01, según describe la normativa aprobada por RM N°449-2006/MINSA; asimismo se detalla la secuencia lógica para la aplicación del Sistema según se describe a continuación:
Paso 1: Constituir al equipo HACCP.
Paso 2: Realizar la especificación del producto.
Paso 3: Definir el uso provisto del producto.
Paso 4: Diseñar el flujograma.
Paso 5: Verificación “in situ” del flujograma.
Paso 6: Listar en su totalidad los posibles riesgos concernientes para cada etapa, ejecución de un análisis de peligros, y estudio de las formas de control.
Paso 7: Señalar los Puntos Críticos de Control (PCC).
Paso 8: Definir los Límites Críticos para cada PCC.
Paso 9: Describir un sistema de vigilancia para cada PCC.
Paso 10: Definir las medidas correctoras.
Paso 11: Definir los Procedimientos de Verificación.
Paso 12: Definir un sistema de documentación y registro.
- 9 - Figura 01. Principios del sistema HACCP Fuente: Ministerio de Salud (2016)
2.4. PROGRAMAS PRE-REQUISITOS (PPRs):
2.4.1. Definición.
La norma ISO (2005) define a los PPRs como las condiciones y actividades básicas fundamentales para conservar un área higiénica durante todo el sistema de producción, manipulación y entrega del producto final. Abarca aspectos de limpieza y desinfección de instalaciones y equipos, la prevención y control de plagas, las prácticas de manipulación del personal, entre otros. (FAO, 2007).
7. Sistema de Documentación Sstemas para mantener informes efectivos.
6. Verificación
Información suplementaria para asegurar que el sistema funciona eficazmente.
5. Acciones Correctivas
Procedimiento a seguir si un PCC no se encuentra bajo control.
4. Procedimientos de monitoreo
Controlan que cada PCC funcione correctamente.
3. Establecimiento de los Límites Críticos (LC) 2. Determinación de los Puntos Críticos de Control (PCC)
1. Identificación de los peligros
Valoración de su gravedad y la probabilidad de su presentación.
- 10 -
Los PPRs son esenciales antes y a lo largo de la implementación del sistema HACCP. Sus términos equivalentes son, para este caso, las buenas prácticas de manipulación (BPM) y las buenas prácticas de higiene (BPH). Los requisitos para PPRs en las empresas de catering se describen en la norma ISO/TS 22002:2 (INACAL,2016), involucran los siguientes rubros distribuidos en:
Programas genéricos:
1. Distribución de las instalaciones.
2. Suministro de agua.
3. Equipos y utensilios.
4. Higiene personal.
5. Gestión de compras.
6. Almacenamiento y transporte.
7. Limpieza y desinfección.
8. Gestión de residuos.
9. Control de plagas y animales.
10. Gestión y supervisión.
11. Documentación y registros.
12. Procedimiento para el retiro de producto.
Programas específicos:
1. Descongelación.
2. Preparación.
3. Cocción.
4. Fraccionamiento.
5. Refrigeración y almacenamiento.
6. Congelamiento, almacenamiento y descongelación.
7. Transporte.
8. Recalentamiento de alimentos.
9. Servido de los alimentos.
10. Sistema de identificación y control de higiene.
2.4.2. Programas Pre-Requisitos Operacionales. (PPRop)
Los programas pre-requisitos vienen a ser base imprescindible para el plan HACCP, sin embargo, desde el enfoque del sistema de inocuidad ISO 22000:2005, la norma introduce los programas de prerrequisitos operacionales (PPRop) como un elemento esencial para el control de peligros identificados tras el análisis de peligros. (Couto (2008), ISO (2005))
- 11 - 2.5. SERVICIOS DE ALIMENTACIÓN: CATERING 2.5.1. Definición.
La RM N°363-2005/MINSA define como servicios de alimentos a los establecimientos en donde se preparan, almacenan y cuando proceda, se distribuye el alimento para su consumo en el lugar de preparación o en una filial;
dentro de la cadena alimentaria se ubica junto a empresas minoristas para luego dirigirse hacia los consumidores. Los alimentos en esta fase pueden ser consumidos crudos o cocidos, calientes o fríos y sin ningún tratamiento térmico adicional. Dentro de los servicios de alimentación encontramos el servicio de abastecimiento de comidas, la alimentación institucional, la venta callejera y las cocinas caseras. (ICMSF, 2001)
Empresas de Catering
De acuerdo al rubro en el que se desarrolla.
De acuerdo al porque de su aplicación.
Transporte
Industrial
Social
Corporativo
Figura 02. Categoría de empresas de catering Fuente: Guambi; et al. (2004)
De acuerdo al rubro en el que se desarrolla:
Esta categoría está orientada a la distribución de alimentos elaborados para el consumo de pasajeros y la tripulación. Se incluye los alimentos que se distribuyen en el aeropuerto o terminales.
Dentro del sector industrial se considera el servicio prestado a empresas o industrias ubicadas en zonas de difícil acceso u organizaciones que laboran en zonas selváticas o montañosas.
De acuerdo al porqué de su aplicación:
Es el servicio de alimentos ofrecido en lugares establecidos por los clientes fuera del establecimiento de producción. Los eventos son de carácter social (matrimonios, cumpleaños, bautizos, etc.) o corporativo (dirigidos al sector empresarial)
- 12 -
2.5.2. Procesos involucrados en el servicio de catering.
Los procesos varían de acuerdo al tipo de servicio utilizado, volumen del alimento y tamaño, y a la sofisticación del material utilizado. (ICMSF, 2001)
Guambi, et al. (2004) y Cabellos, et al. (2010) describen los procesos para el servicio de catering:
Compra:
La planificación de la actividad se realiza en base a necesidades diarias, semanales y mensuales. Se tiene en cuenta la infraestructura del establecimiento, zonas de almacenamiento y las necesidades de producción.
El abastecimiento se debe realizar con proveedores seleccionados que ofrezcan calidad tanto en el servicio como en el producto.
Recepción y almacenamiento:
Para esta etapa se requiere personal con experiencia y conocimientos relacionados a normas de calidad de alimentos y a las necesidades establecidas por la gerencia y el cliente. Se acepta o rechaza el ingreso del insumo luego de verificar el cumplimiento de las especificaciones que suelen incluir: nombre del artículo, unidad de compra, tamaño o volumen, presentación, sabor, color o condición. En caso de compra directa en el establecimiento, la verificación deberá realizarse en el momento de compra y garantizar las condiciones apropiadas durante el transporte.
Con respecto al almacenamiento, es importante considerar el origen de los alimentos (perecibles y no perecibles) y disponer de los equipos necesarios para su conservación. Para productos que requieran condiciones de frío para su conservación se deberá monitorear que la temperatura se mantenga en el nivel adecuado. Durante este proceso es importante el manejo de rotación de stocks, evitando almacenar productos de forma incontrolada.
Producción de alimentos:
Para esta etapa se realizan las siguientes actividades:
- Las preparaciones de producción previas a la cocción o servicio de los platos:
sanitización, descongelación, entre otros.
- Las elaboraciones frías / calientes - El acabado o montaje.
- 13 -
En el desarrollo de estas actividades se observa variación en la textura, olor, color, gusto y apariencia en los productos, por lo que se recomienda establecer niveles de calidad para cada fase, definir y controlar parámetros que aseguren cualidades que favorezcan al producto final.
Mantenimiento frio / caliente:
Las comidas preparadas deben ser mantenidas a temperaturas seguras: Frías:
menor o igual a 4°C y calientes mayor a 60°C.
Exposición y Servicio:
La finalidad de controlar las etapas anteriores sirve para poder obtener la comida de acuerdo a los estándares de calidad descritos anteriormente.
2.5.3. Calidad sanitaria en las operaciones.
Los datos epidemiológicos demuestran que frecuentemente los alimentos implicados en ETAs han sido manipulados incorrectamente después de salir de la planta de elaboración y especialmente en los establecimientos del servicio de alimentación y en las casas particulares; algunos patógenos han derivado de alimentos elaborados que han sido inadecuadamente almacenados o que sobreviven cuando son calentados insuficientemente. (ICMSF, 2001)
Tabla 02: Factores implicados en la aparición de ETAs en servicios de alimentación.
Factor 1973-19821 19982
Mantenimiento de temperatura incorrecto 55.8 % 71 % Tiempo de 12 o más horas entre preparación y consumo 30.8 58 Personas colonizadas que manipulan alimentos 24.2 79
Recalentamiento insuficiente 19.7
Incorporación de un alimento/ ingrediente crudo que después no se cuece
8.8 40
Obtención de alimentos de procedencias peligrosas 6.4 40 Limpieza incorrecta de material y utensilios 5.8 22
Contaminación cruzada 4.7 30
Tratamiento de cocción/ calor insuficiente 4.4
1 ICMSF (2001)
2 Caballero, et al. (1998)
- 14 -
La contaminación se puede dar de las siguientes formas en cada uno de los procesos. (ICMSF, 2001)
Alimentos crudos:
Cada alimento crudo contiene una microflora inicial en la que se puede considerar la presencia de bacterias patógenas; por ejemplo, los huevos han sido vehículos de salmonellas; E. coli, S. aureus y Listeria monocytogenes en la carne cruda; asimismo la presencia de bacterias entéricas o parásitos en vegetales. Estos microorganismos pueden permanecer en el alimento si se sirven sin cocción o si se cuecen insuficientemente, o si son diseminados por deficientes prácticas (contaminación cruzada).
Transporte:
Efectos de la operación: Durante este proceso los alimentos pueden ser contaminados por cargas anteriores; en especial si en el mismo contenedor se alternan cargas de alimentos con cargas que no lo son. El apilado inadecuado del producto ocasionaría desplazamiento de las cajas o derrumbes, dañando el embalaje o directamente el alimento.
Alteración: Los factores más comunes que inician o aceleran la alteración de los alimentos son: el humedecimiento de los alimentos secos propiciando el crecimiento local de mohos; y el someter a los alimentos a temperaturas indebidamente elevadas ocasionando la reproducción y supervivencia de bacterias patógenas.
Control: Lo más importante en este proceso es realizar una adecuada selección del medio de transporte y garantizar el uso exclusivo para alimentos. La sanitización frecuente, el apilamiento adecuado, la organización de las operaciones de manejo y controles de la duración del transporte y supervisión de la temperatura del alimento en el trayecto.
Almacenamiento y estiba:
Efectos de la operación:
Almacenamiento seco: es apropiado para alimentos que son estables porque:
han sido tratados con calor y han sido protegidos contra la recontaminación (enlatados o envasados); tienen una actividad de agua (AW) BAJA (<0.7); tienen
- 15 -
un pH bajo (<4.0); o han sido estabilizados por una combinación de estos factores. La contaminación se puede dar por perforación en la parte superior, por presencia de vectores, por sustancias casi venenosas (pesticidas), por manipulación grosera, por los efectos perjudiciales de la humedad elevada, del calor y la luz.
Almacenamiento a temperatura baja: Los alimentos crudos perecederos y muchos alimentos preparados poseen factores intrínsecos insuficientes para controlar el crecimiento de los microorganismos a temperatura ambiental. La contaminación ocurre cuando las temperaturas no son suficientemente frías para inhibir el crecimiento de todas las bacterias.
Alteración: La estabilidad microbiana intrínseca desaparece, aumenta la captación de humedad siendo la alteración por mohos uno de los peligros principales.
Control: La formulación tiempo - temperatura es vital dentro de este proceso.
Preparación para el consumo:
Efectos de la operación y alteración:
Descongelación: Es recomendable la realización de este proceso a temperaturas inferiores a 10°C o de la forma más rápida posible para poder reducir al mínimo el crecimiento microbiano, la pérdida de peso y la decoloración.
Cocción: La destrucción de microorganismos es controlada por el tiempo y temperatura. Esto depende generalmente de:
El espesor del alimento que está siendo cocido.
- El alimento esté congelado o no.
- La temperatura externa del medio de cocción (p. e. temperatura del agua o aceite) y la duración de la cocción.
Debido a las superficies calientes, el calor se sigue transmitiendo al interior de los alimentos durante un tiempo breve después de retirarlos de la fuente de calor.
- 16 -
Conservación y manipulación de alimentos cocidos: El crecimiento de bacterias depende del tiempo en que el alimento ha sido expuesto a temperaturas de peligro. Son propensos a la contaminación por parte del manipulador, utensilios, entre otros (contaminación cruzada)
Enfriamiento de alimentos cocidos: El enfriado rápido puede prevenir la multiplicación bacteriana. A temperatura ambiente el enfriamiento es lento debido a la pequeña diferencia de temperatura existente entre la superficie del alimento y el aire que lo rodea.
Recalentamiento: Se realiza para llevar a los alimentos a una temperatura agradable para el consumo; y asimismo para obtener temperaturas letales para microorganismos presentes después de la cocción.
Control:
Cocción: La temperatura en la parte central del alimento que exceda a los 70°C, destruirá las formas vegetativas de las bacterias patógenas en segundos.
Temperaturas más bajas pueden ser eficaces si el tiempo de exposición se prolonga lo suficiente.
Manipulación y enfriamiento de alimentos cocidos: La contaminación se puede reducir al mínimo manteniendo un adecuado procedimiento de lavado de manos e higiene en los utensilios y equipos que se utilizan.
El crecimiento bacteriano se ralentiza a temperaturas inferiores a 20°C, de aquí que los alimentos se deben someter a esta temperatura tan rápido como sea factible y continuar hasta la temperatura de refrigeración necesaria.
En general una temperatura de 10°C retardará la alteración bacteriana en aproximadamente un día, 7°C de 2 a 3 días y 4°C lo retardará en una semana aproximadamente.
2.6. MARCO CONCEPTUAL:
2.6.1. Definiciones Conceptuales:
A continuación, se presentan las definiciones conceptuales establecidas en la norma sanitaria para aplicación del sistema HACCP en la fabricación de alimentos y bebidas aprobado con RM N°449-2006/MINSA:
- 17 -
Análisis de Peligros:
Etapa de adquisición y evaluación de información acerca de los peligros y factores que le dan origen para concluir cuáles son trascendentales para la inocuidad de alimentos y que serán desarrollados en el plan del Sistema HACCP.
Determinación del peligro:
Caracterización de los elementos biológicos, químicos y físicos cuya presencia en el alimento o grupo de alimentos puede ocasionar efectos dañinos para la salud
Límite Crítico:
Razonamiento que contrasta la aceptabilidad o inaceptabilidad del proceso en una determinada fase o etapa.
Es la valoración mínima o máxima de un parámetro físico, químico o biológico y que será controlada en un PCC. (Herbas, 2013)
Plan HACCP:
Documento elaborado de acuerdo a los principios del Sistema HACCP, de manera que su cumplimiento asegure el control de los peligros que resultan importantes para la inocuidad de los alimentos en la etapa que se encuentre de la cadena alimentaria.
El plan HACCP es un documento de la empresa por lo que debe de estar firmado por un representante de ésta, como muestra de responsabilidad y compromiso de aplicación. (García, 2007)
Punto Crítico de Control:
Fase en la cadena alimentaria en la que puede establecerse un control importante para la prevención o eliminación del peligro que afecta la inocuidad de los alimentos o para reducirlo a un nivel aceptable.
Peligro:
Agente biológico, químico o físico, que puede estar en el alimento, o la condición en la que se presenta, que puede ocasionar daño a la salud del consumidor.
Segura (2009) menciona los siguientes tipos:
- 18 -
- Peligros físicos. Impurezas o materias extrañas no comestibles que pueden ocasionar heridas o laceraciones y en mayor gravedad presentar casos de asfixia.
- Peligros químicos. Sustancias nocivas para la salud que pueden encontrarse disueltas en líquidos o en la superficie de los alimentos; estas pueden haber sido absorvidas del entorno o migrar por reacción de algunos materiales.
- Peligros biológicos. Se consideran los microorganismos capaces de producir o transmitir enfermedades, conforman este grupo bacterias, virus y protozoos parásitos.
Los peligros biológicos son difíciles de detectar por ello son una amenaza latente para la inocuidad.
Riesgo:
Función de la probabilidad de que ocurra un efecto dañino para el consumidor y de la gravedad de dicho efecto, como resultado de la presencia de un peligro en los alimentos.
Acción Corrección:
Acción para eliminar una no conformidad detectada. [ISO 22000:2005, definición 3.13].
Couto (2008) explica que, es un conjunto de medidas previamente definidas, especificadas y documentadas que distinguen principalmente estos objetivos:
- Colocar al proceso bajo control nuevamente: dentro de los límites críticos.
- Identificar, separar y determinar el destino del producto elaborado mientras el proceso no estaba bajo control.
Para el cumplimiento del primer objetivo se debe tener en consideración la causa de la desviación, evitar que se repita y la eficacia de las acciones correctivas planteada.
Concerniente al segundo objetivo, la medida debe ser capaz de identificar el producto elaborado cuando el proceso estaba descontrolado, de señalarlo y realizar su separación hasta evaluarlo y decidir su destino; el personal capacitado y autorizado realizará dicha actividad.
- 19 -
Acción Correctiva:
Acción para eliminar la causa de una no conformidad detectada u otra situación indeseable. [ISO 22000:2005, definición 3.14]
- Nota 1. Puede ser más de una causa para una no conformidad.
- Nota 2. La acción correctiva abarca el análisis de causa y se realizará para prevenir la recurrencia.
Para definir las medidas correctivas se recurre al planteamiento de preguntas y la búsqueda de respuestas basadas en la lógica y el razonamiento. Entre las herramientas aplicadas se recomienda el método 8D (ocho disciplinas para la resolución de problemas), metodología aplicada para identificar, corregir y eliminar problemas. (Bueno, 2016). Los pasos de este método son los siguientes:
Detecte el problema
Establezca el equipo de trabajo
Describa el problema
Aplique acciones de contención
Identifique causas potenciales
Detalle las causas potenciales
¿Es causa raíz?
Describa posibles soluciones
Verifique Acciones correctivas
Implemente Acciones correctivas
Prevenga la recurrencia
Felicite al equipo
1
2
3
4
NO SI
5
6
7
8
Figura 03: Secuencia de la metodología 8D.
Fuente: Bueno (2016)
- 20 -
III. MATERIALES Y MÉTODOS
3.1. LUGAR DE EJECUCIÓN:
El trabajo de investigación se realizó en el centro de elaboración de alimentos de la empresa TRIAL CATERING S. A. ubicada en la Av. Giráldez N° 906, provincia de Huancayo – Junín.
Las pruebas microbiológicas se desarrollaron en los laboratorios de la facultad de Ingeniería en Industrias Alimentarias de la Universidad Nacional del Centro del Perú.
3.2. TIPO DE INVESTIGACIÓN:
Descriptivo / Pre-experimental.
3.3. EQUIPOS, MATERIALES Y REACTIVOS:
3.3.1. Equipos.
- Autoclave
- Esterilizador de materiales - Incubadora
- Contador de colonias
3.3.2. Materiales.
- Autoclave - Cooler
- Balanza analítica electrónica - Mechero de Bunsen
- Espátulas esterilizadas - Esponjas esterilizadas
- Torundas de algodón con vástago de madera, estériles (tres para cada área) - Bolsas con cierre hermético estériles
- Frascos de dilución
- Plantillas de aluminio con área delimitada de 10 cm2 estériles.
- Pipetas bacteriológicas de 0,1ml, 1ml, 5 ml y 10 ml. y/o micropipetas - Placas Petri
- Tubos de prueba - Vasos de precipitación - Probeta
- 21 - - Matraces de 500ml y de 1000 ml - Espátula de drigalski
- Papel aluminio - Papel kraft - Algodón
3.3.3. Reactivos.
- Agua destilada
- Solución peptonada al 0,1%
- Agar de recuento Plate Count Agar (PCA) - Agar Chromocult
- Agar Baird Parker
- Emulsión de yema de huevo Oxoid al 1%p/v - Solución de telurito potásico
3.4. DOCUMENTACIÓN GENERAL:
3.4.1. Normas.
- CAC/RCP 1-1969, Rev. 4-2003. Principios generales de higiene de los alimentos. (Codex Alimentarius, 2003)
- CAC/RCP 39-1993. Código de prácticas de higiene para los alimentos precocinados y cocinados utilizados en los servicios de comidas para colectividades. (Codex Alimentarius, 1993)
- Decreto Legislativo N° 1062. Ley de inocuidad de los alimentos. (Ministerio de Salud, 2008)
- Decreto Supremo N° 034-2008-AG. Reglamento de la Ley de inocuidad de los alimentos. (Ministerio de Agricultura, 2008)
- Decreto Supremo N° 007-98. Reglamento sobre vigilancia y control sanitario de alimentos y bebidas. (Ministerio de Salud, 1998)
- Decreto Supremo N° 004-2014-SA. Modifican e incorporan algunos artículos del Reglamento sobre vigilancia y control sanitario de alimentos y bebidas.
(Ministerio de Salud, 2014)
- Decreto Supremo N° 038-2014-SA. Modifican Reglamento sobre vigilancia y control sanitario de alimentos y bebidas. (Ministerio de Salud, 2014)
- Resolución Ministerial N° 363-2005/MINSA. Norma sanitaria para el funcionamiento de restaurantes y servicios afines. (Ministerio de Salud, 2005)
- 22 -
- Resolución Ministerial N° 965-2014/MINSA. Modificatoria art. 24 de la Norma sanitaria para el funcionamiento de restaurantes y servicios afines. (Ministerio de Salud, 2014)
- Resolución Ministerial N° 449-2006/MINSA. Norma sanitaria para la aplicación del sistema HACCP en la fabricación de alimentos y bebidas. (Ministerio de Salud, 2006)
- Resolución Ministerial N° 591-2008/MINSA. NTS N° 071. Norma sanitaria que establece los criterios microbiológicos de calidad sanitaria e inocuidad para los alimentos y bebidas de consumo humano. (Ministerio de Salud, 2008)
- Resolución Ministerial N° 461-2007/MINSA. Guía técnica para el análisis microbiológico de superficies en contacto con alimentos y bebidas. (Ministerio de Salud, 2007)
- Decreto Supremo N° 031-2010-SA. Reglamento de la calidad del agua para consumo humano. (Ministerio de Salud, 2011)
- NTP-ET-ISO/TS 22002–2: 2016. Programas prerrequisitos para inocuidad alimentaria - Parte 2: Catering. (INACAL, 2016)
3.4.2. Lista de verificación.
- Ficha para evaluación sanitaria de restaurantes y servicios afines. (Ministerio de salud, 2005)
3.4.3. Documentos internos de la empresa.
- Organigrama interno de la empresa a cargo de los señores:
Gerente general: Jorge TAKARA MORENO Sub gerente: Juan QUISPE POMA
3.5. METODOLOGÍA DEL TRABAJO DE INVESTIGACIÓN:
La investigación se desarrolló según la secuencia que se observa en la figura 04.
3.5.1. Entrevista con la gerencia de la empresa.
La reunión se realizó con el gerente general de la empresa, donde se concretó la propuesta y admisión para el desarrollo del proyecto y el compromiso de ambas partes, la organización optó por otorgar las disposiciones requeridas y en caso nuestro, el presentar los resultados finales y entregar el material elaborado.
- 23 - Inicio
Diagnóstico general de la empresa
Obtención de información interna
Utilización de la lista de verificación
Entrevista a la gerencia
Documentación existente
Verificación en el lugar
Evaluación microbiológica (1)
Implementación Prerrequisitos
Implementación HACCP
Evaluación microbiológica (2)
Figura 04: Secuencia de la metodología de investigación.
Fuente: Elaboración propia (2015)
3.5.2. Diagnóstico general de la empresa.
a. Recopilación de la información interna de la empresa y verificación in situ.
Se procedió a conocer las instalaciones de la planta de elaboración de comidas de la empresa TRIAL CATERING y al personal responsable de la producción (jefe de cocina); en cuanto a documentación, fueron entregados el organigrama interno de la empresa, misión y visión correspondientes.
También se observó las condiciones de infraestructura, el trabajo del personal y la secuencia del proceso productivo hasta la realización de embalaje para su posterior transporte.
- 24 -
Acorde a lo manifestado por la gerencia, la organización no aplica ningún sistema de inocuidad, sea el programa de buenas prácticas de manipulación, el programa de higiene y saneamiento o el sistema HACCP.
b. Aplicación de la ficha para evaluación sanitaria de restaurantes y servicios afines.
Se aplicó la ficha para evaluación sanitaria de restaurantes y servicios afines de la norma sanitaria N° 363-2005 (Ministerio de salud, 2005), con el objetivo de evaluar el estado del centro de producción con respecto a las correctas prácticas de manipulación e higiene.
La ficha agrupa 63 criterios distribuidos en un total de 16 rubros: Ubicación y exclusividad; almacén; cocina; comedor; servicios higiénicos para el personal;
servicios higiénicos para comensales; agua; desagüe; residuos; plagas;
equipos; vajilla, cubiertos y utensilios; preparación; conservación de comidas;
manipulador; y medidas de seguridad. Según las características de la empresa los rubros no aplicables son: comedor, servicios higiénicos para comensales y conservación de comidas; esto equivale a 9 criterios que no serán considerados. La ficha evalúa asignando una puntuación 0 si no se cumple con el requisito y una puntuación de 2 o 4 si hay cumplimiento.
El reconocimiento a planta se efectuó en conjunto con el Jefe de cocina. Una vez culminada la evaluación se determinó el porcentaje de cumplimiento en cada rubro y de forma general. Para identificar el nivel de cumplimiento, según lo establece la norma sanitaria N° 363-2005 se empleó la tabla 03.
Tabla 03: Porcentaje de cumplimiento y nivel de aceptación para la ficha de evaluación sanitaria de restaurantes y servicios afines.
75 % al 100 % : Aceptable 51% al 74 % : En Proceso Menor al 50 % : No Aceptable Fuente: Ministerio de salud (2005)
- 25 -
La ficha se aplicó 2 veces: Un primer momento como diagnóstico inicial y luego al culminar la implementación. El porcentaje de aceptación será importante para la determinación de la eficacia del Programa prerrequisitos a implementar.
c. Evaluación microbiológica.
El análisis microbiológico se realizó como parte del desarrollo del diagnóstico inicial y evaluación final posterior a la implementación, este se realizó conforme a lo descrito en la RM 363-2005 (Art 42. - Ministerio de salud, 2005)
“El diagnóstico sanitario estará complementado por un análisis microbiológico de por lo menos 01 muestra de alimentos de mayor riesgo, 01 muestra de las manos de un manipulador de alimentos y 01 muestra de los utensilios o superficie de trabajo.”
Dentro del trabajo desarrollado se consideró:
- Muestra de alimento: Producto final – Comida preparada con tratamiento térmico (Guisos y enrollado de pollo)
- Muestra de manos: Manipulador que opera en el área de elaboración de alimentos.
- Muestra de utensilios: tabla de picar - Muestra de superficies: Mesa de trabajo
Para el muestreo:
- Superficies inertes - Muestra de utensilios: Método del hisopo. (Ministerio de Salud, 2007).
- Superficies inertes - Muestra de superficies: Método de la esponja.
(Ministerio de Salud, 2007).
- Superficies vivas – Lavado de manos: Método del enjuague. (Ministerio de Salud, 2007).
- Producto final (comida preparada con tratamiento térmico), se tomó la muestra durante el proceso de fraccionamiento.
- Adicionalmente se evaluó la calidad de agua: Numeración de microorganismos mesófilos viables y recuento de Escherichia coli; y calidad de aire del ambiente de la cocina: Numeración de microorganismos mesófilos viables. (Reyes, et al., 2014).
- 26 - Para el análisis:
- Recuento por placa de E.coli y coliformes totales utilizando como medio de cultivo Agar Chromocult. (Reyes, et al., 2014)
- Recuento por placa de S. aureus utilizando como medio de cultivo Agar Baird Parker. (Reyes, et al., 2014)
- Recuento por placa de microorganismos mesófilos viables utilizando como medio de cultivo PCA. (Reyes, et al., 2014)
Para la evaluación:
Los resultados fueron contrastados según lo establece la normativa nacional vigente.
Tabla 04: Límites microbiológicos en superficies.
Superficies inertes
Método hisopo Límite permisible ufc/m^2
Coliformes < 1
Staphylococcus aureus < 1
Método esponja Límite permisible ufc/m^2
Coliformes < 1
Staphylococcus aureus < 1
Superficies vivas
Método enjuague Límite permisible ufc/manos
Coliformes < 100
Staphylococcus aureus < 100
Fuente: Ministerio de Salud (2007).
Tabla 05: Límites microbiológicos en alimentos.
Alimentos preparados con tratamiento térmico (ensaladas cocidas, guisos, arroces, postres cocidos, arroz con leche, mazamorra, otros).
Agente microbiano Límite por g o ml
M M
Coliformes 10 10^2
Staphylococcus aureus 10 10^2
Escherichia coli < 3 ---
Fuente: Ministerio de Salud (2008)
- 27 -
Tabla 06: Parámetros microbiológicos del agua.
Calidad de agua
Parámetros Límite máximo permisible ufc/ml
Bacterias mesófilos 500
Escherichia coli 0
Fuente: Ministerio de Salud (2011)
El control microbiológico permitió determinar la eficacia del Programa prerrequisitos implementado.
3.5.3. Implementación de los sistemas de inocuidad.
Los procesos aplicados para el desarrollo de la implementación se observan en la figura 05. Como proveedor se observa al Tesista que va ofrecer los conocimientos para el desarrollo del sistema y como cliente a la Empresa Trial.
Dentro de los Procesos principales (PP) se considera el interés y compromiso estratégico de la Alta dirección. En este cuadro se consideran etapas previas a la implementación:
PP01: Reunión con la gerencia.
PP02: Diagnosticar: incluye la obtención de la información de la organización y sus actividades o procesos, al análisis microbiológico y finalmente la aplicación de la ficha de evaluación de la norma.
PP03: Planificación y diseño del sistema. Se seleccionó los estándares a aplicar: NTP-ET-ISO/TS 22002-2 para los Programas Pre-requisitos y la RM N°449-2006 para el sistema HACCP.
PP04: Implementar. Consta de los siguientes subprocesos:
a. PP04.1 Documentar el sistema.
- Programa Pre-requisitos: Se identifica que aspecto o ambiente se va a trabajar y se redacta el requisito de forma idéntica a lo que establece la norma.
Para cada requisito se redacta la medida de control aplicable que viene a ser la metodología a usar para cumplir con el requisito y se establece el Límite básico de control (LBC), que viene a ser la variable que me permite identificar si el requisito está bajo control.
Finalmente se procede a redactar el Seguimiento para cada requisito y sus acciones de corrección y correctivas. (Acosta, 2014) El encabezado para el Plan se muestra en el cuadro 07.
28
Implementar Diagnosticar
Reunión con la Alta Direc ción
Identificar Procesos
Análisis Microbiológico
Fichas de evaluación
Documentar
Implementar Sistema Capacitar y Sen sibilizar Planificación y
Diseño del Sistema
Monitoreo
Tesista Empresa “Trial Catering”
Recursos Materiales
Recursos
Informáticos Asesoría
Alta Dirección
Personal de la empresa PP 01
PP 02 PP 04
PP 03 PP 05
PP 02.1
PP 02.2
PP 02.3
PP 04.1
PP 04.2
PP 04.3 FUNCIONES / PROCESO S PRINCIPALES
FUNCIONES /PROCESO S DE APOYO
Figura 05: Procesos para la implementación del PPR.
Fuente: Elaboración propia (2015)
29
- HACCP: Para el desarrollo de la documentación, se procede a aplicar los pasos establecidos en la RM 449-2006 Norma sanitaria para la aplicación del sistema HACCP en la fabricación de alimentos y bebidas. Luego de identificar los insumos requeridos y el desarrollo de la producción se procedió a elaborar el Cuadro de Identificación de Peligros y Análisis de Riesgos (el encabezado se muestra en la tabla 08). El objetivo de este cuadro es derivar y calificar al Peligro de Alto Riesgo (PAR) dentro del Plan HACCP como Punto Crítico de Control o considerarlo dentro del Plan de Prerrequisitos operacionales como Punto de Control. (Acosta, 2014)
El encabezado para cada uno de ellos se muestra en las Tablas 09 y 10.
Los documentos principales fueron complementados con sus respectivos programas y formatos de registros.
b. PP04.2 Capacitación y sensibilización.
Se elaboró el programa de capacitación con el fin de informar y concientizar con respecto a las correctas prácticas de manipulación e higiene en el centro de producción. Se consideró los siguientes temas:
- Contaminación en alimentos.
- Condiciones que favorecen el crecimiento de bacterias.
- Higiene del personal.
- Higiene de ambientes y superficies.
- Preparación segura de alimentos.
c. PP04.3 Implementación.
La implementación se llevó a cabo teniendo en cuenta la metodología recomendada por: Manual de buenas prácticas de manipulación de alimentos para restaurantes y servicios afines (MINCETUR, 2008) y la RM N°449- 2006/MINSA Norma sanitaria para la aplicación del sistema HACCP en la fabricación de alimentos y bebidas. (Ministerio de Salud, 2006), algunos recursos fueron brindados por la Alta Dirección para el cumplimiento de objetivos, asimismo, se observó al personal dispuesto al aprendizaje y a la aplicación del sistema en su labor diaria.
30
PP05: Monitoreo. El monitoreo o seguimiento fue detallado en cada plan. Se describió el “Cómo” se va a realizar esta actividad, la frecuencia, el responsable, el equipo que se utiliza y que formato de registro se va a utilizar.
Finalmente, en la Figura 05 Se observa las Funciones/Procesos de apoyo que son requeridas para la implementación como son:
- Recursos materiales e informáticos, brindados por la Alta dirección de la empresa.
- Personal de la empresa, brindado información de su labor y disposición para la implementación.
- Asesoría: Es requerido todo nuevo conocimiento de expertos consultores para un mejor desarrollo del trabajo.
31 Tabla 07: Encabezado y diseño del plan prerrequisitos.
PLAN PRERREQUISITOS PARA LA INOCUIDAD ALIMENTARIA
Código PPR-01 Versión 01 – 2016
Req. Ambiente Requisito
Medida de Control
Limite Básico de
Control
Seguimiento
Acción Corrección
Acción Correctiva Como Frecuencia Equipo Responsable
Formato de Registro 4. PROGRAMAS GENÉRICOS DE PREREQUISITOS:
Fuente: Acosta (2014)
Tabla 08: Encabezado y diseño del cuadro de identificación de peligros y análisis de riesgos.
IDENTIFICACIÓN DE PELIGROS Y ANÁLISIS DE RIESGOS
Código IPAR-01 Versión 01 – 2016
Origen o Fuente
Peligro Riesgo Niveles
aceptables
Medida de control
Jerarquía M. de C.
Categorización PPRop / HACCP
Agente Daño Probabilidad Severidad Riesgo PAR P1 P2 P3 P4
Materia prima / Producto terminado / Proceso Fuente: Acosta (2014)
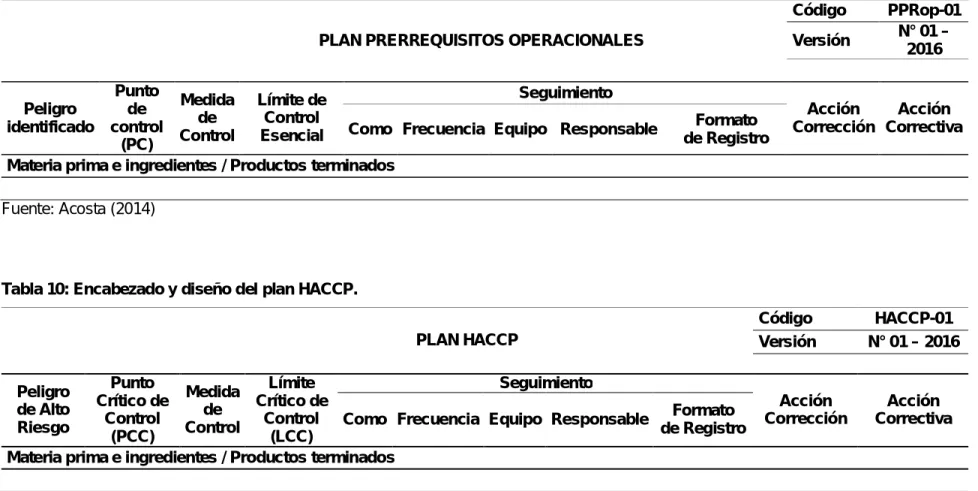
32 Tabla 09: Encabezado y diseño del plan prerrequisitos operacionales.
PLAN PRERREQUISITOS OPERACIONALES
Código PPRop-01 Versión N° 01 –
2016
Peligro identificado
Punto de control
(PC)
Medida de Control
Límite de Control Esencial
Seguimiento
Acción Corrección
Acción Correctiva Como Frecuencia Equipo Responsable Formato
de Registro Materia prima e ingredientes / Productos terminados
Fuente: Acosta (2014)
Tabla 10: Encabezado y diseño del plan HACCP.
PLAN HACCP
Código HACCP-01 Versión N° 01 – 2016
Peligro de Alto Riesgo
Punto Crítico de
Control (PCC)
Medida de Control
Límite Crítico de
Control (LCC)
Seguimiento
Acción Corrección
Acción Correctiva Como Frecuencia Equipo Responsable Formato
de Registro Materia prima e ingredientes / Productos terminados
Fuente: Acosta (2014)
33
IV. RESULTADOS Y DISCUSIONES
4.1. ENTREVISTA A LA ALTA DIRECCIÓN DE LA EMPRESA:
La reunión se llevó a cabo en la oficina de gerencia del centro de producción el día 03 de febrero del 2014 a horas 11:00 am. Se realizó la entrevista con el Gerente general Lic. Jorge TAKARA MORENO, quien expresó interés en el trabajo de investigación y total aceptación para su desarrollo brindando facilidades para el acceso a la información necesaria y para las visitas a realizar.
Asimismo, se presentó y explicó la metodología de trabajo posteriormente se obtuvo información de la empresa; tales como misión y visión y acerca de los servicios que ofrece.
4.1.1. Misión de la empresa:
Crear un momento único e inolvidable de acuerdo a la celebración que usted necesite. Brindando una asesoría personalizada de la más alta calidad con las últimas tendencias del mercado.
4.1.2. Visión de la empresa:
Ser reconocida como la compañía de Catering y eventos más prestigiosa de la región al 2020, basada en el principio de “Calidad de servicio e Innovación”.
4.1.3. Información acerca de la empresa:
La empresa Trial Catering fue creada el 27 de junio de 2008 con la consigna de ofrecer el mejor servicio para sus clientes ofreciendo diseño, innovación y profesionalismo.
Tabla 11: Servicios que brinda la empresa Trial Catering Catering social:
Asesoría, planificación y desarrollo del evento.
- Bodas - Quinceaños
- Fiestas de promoción - Fiestas infantiles Catering corporativo:
Desarrollo acorde a la temática de la empresa.
- Coffee Break
- Lanzamientos de Marca - Conferencias
- Almuerzos y cenas - Coctel
- Aniversarios Fuente: Trial Catering (2016)