A Alejandro, por motivarme a lo largo de mi carrera a seguir adelante, por difícil que sea el camino, y por enseñarme que para lograr algo sólo hay que quererlo. A todas esas personas que han sido parte de mi vida y dejaron una huella en mí.
Índice- Figuras
Índice- Tablas
Estas pruebas demostraron que en realidad no hay ningún problema de dureza en el producto TUNA. Estas pruebas y comparaciones ayudaron a demostrar que TUNA no tiene problema de dureza y que las propiedades de su producto son mejores que las del producto de Hylsa.
INTRODUCCION
Objetivos Particulares
Verifique cada una de las etapas del proceso para encontrar las posibles causas del problema. Obtener datos estadísticos de cada etapa del proceso para comprender su comportamiento y encontrar posibles soluciones.
Metodología de Solución
Proceso de formado de tubo
Finalmente se corta el tubo continuo con una sierra, de manera que quedan tubos de 1,05 metros de longitud, que se colocan sobre la mesa transfer. Luego, la tubería se corta al tamaño adecuado con una sierra y se envía a la mesa de enfriamiento que se muestra en las Figuras 1-7 y 1-8.

Marco Teórico
- Normalizado de acero
- Área afectada por la soldadura
- Prueba de Tensión
- Medidas de ductilidad
- Probetas normalizadas
- Deformación plástica
La perlita es una mezcla de fases ferrítica y cementosa en forma de finas placas paralelas y se obtiene enfriando lentamente la austenita de modo que el camino de enfriamiento pase por Ps y Pt. La distribución del calor en el material se ve afectada por la temperatura del material fundido y la velocidad de soldadura. Para cualquier acero, la dureza desarrollada en la zona afectada por el calor depende de la velocidad de enfriamiento.
En el ensayo de tensión convencional, se construye una curva de tensión (cr) versus deformación (e) como resultado de las mediciones tomadas de la muestra. La forma y magnitud de la curvatura de un metal dependen de su composición química, tratamiento térmico, historial de deformación plástica y el grado de elongación, temperatura y tensión aplicada durante la prueba. La tensión a la que comienza a observarse la deformación plástica o la fluencia depende de la sensibilidad de las mediciones de alargamiento.
La práctica más común es un cambio de fase del 0,2% de la distorsión total, como se muestra en el punto de la Figura 2-5. Las medidas convencionales de ductilidad obtenidas del ensayo de tracción son el alargamiento en el punto de fractura (E:t}, comúnmente llamado alargamiento, y la reducción del área de la sección transversal en el momento de la fractura (q). La sección transversal de la probeta puede ser circulares, rectangulares (planos) o curvos, como en el caso de tubos o cilindros.
Para obtener una representación fiel de la microestructura de un material, estas técnicas deben realizarse correctamente.
![Figura 2-2. Diagrama TTT (Tiempo-Temperatura-Transformación). [13]](https://thumb-us.123doks.com/thumbv2/123dok_es/12431852.0/31.860.205.699.255.823/figura-2-diagrama-ttt-tiempo-temperatura-transformación-13.webp)
- Molino Reductor
- Temperaturas del tubo
Dado que las temperaturas del horno no son las adecuadas, y el problema comentado en el punto anterior, la temperatura del tubo al pasar por el molino reductor puede estar por debajo de la temperatura de recristalización, lo que supondría una deformación en frío que provocaría un aumento de dureza. Teniendo en cuenta las hipótesis de las causas del problema mencionado en el apartado anterior, se elaboró una tabla de recogida de datos (figura A-2 en el apartado de anexos) para analizar los parámetros del proceso realizado y sus posibles efectos sobre la dureza del producto. . Dada la forma tubular del producto, la medición de la dureza tiende a ser complicada, por lo que se cortaron piezas de prueba como las que se muestran en la Figura 3-2 para facilitar esta medición colocándolas en el durómetro como se muestra en la Figura 3-3.
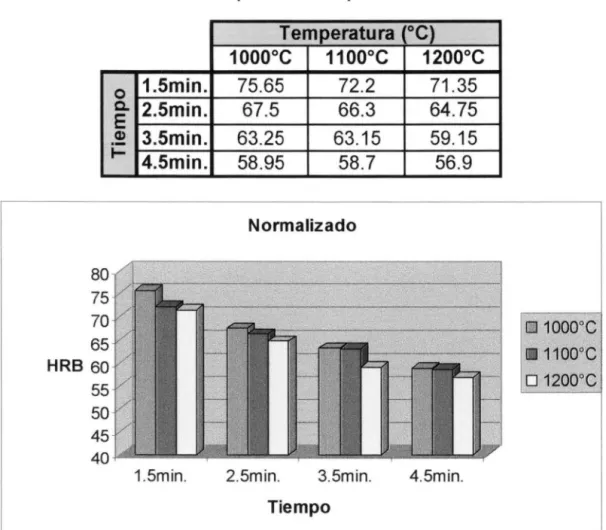
34; durante el enfriamiento de la soldadura con agua, puede ocurrir un revenido en la zona afectada por el calor, provocando un aumento de la dureza en la costura", pero como se puede observar en la Tabla 3-7, la dureza en la zona de soldadura disminuye y permanece dentro del límites establecidos después de la normalización. Las Tablas 3-1, 3-2 y 3-3 muestran que el producto terminado está dentro del rango de dureza de 60 a 70 HRB, por lo que se fabrican otros nuevos. Pruebas como las que se muestran en la Figura 3 - 5 para tomar medidas en la sección transversal del tubo como se muestra en la Figura 3-6 Temperatura en las cuatro zonas del horno continuo en la formación del tubo del horno continuo en la formación de tubos de 1".
Pero estos dos puntos no son problemas, ya que el tiempo de normalización puede disminuir con el aumento de la temperatura (15). Verificar o refutar la segunda hipótesis del punto 3.1.4, que establece: "Dado que las temperaturas del horno no son las adecuadas, la temperatura del tubo al pasar por el molino reductor puede ser inferior a la temperatura de recristalización, por lo que se trataría de deformación en frío". provoca un aumento de dureza”, se utilizó un pirómetro para leer las temperaturas del tubo que sale del horno continuo, entra y sale del molino reductor y llega a la mesa de enfriamiento.

Pruebas Adicionales
- Otras pruebas
- Análisis Químico
Finalmente, estos tubos enderezados se perforan para darles la forma específica de la muestra de tensión, como se muestra en la Figura 4-4. Las pruebas de tensión se realizaron en la máquina universal TINIUS-OLSEN, mostrada en la Figura 4-5, en la fábrica de VILLACERO Maquilas Metálicas. La Tabla 4-11 muestra el alargamiento promedio de las muestras en el ensayo de tracción; El Cuadro 4-9 muestra la comparación de la deformación en los materiales TUNA e Hylsa y, como se menciona en la sección 2.4.2, la deformación es una medida subjetiva de la ductilidad de los materiales.
La Tabla 4-10 muestra los límites elásticos promedio para las muestras en la prueba de tensión; y los gráficos 4-8 muestran estos resultados y la comparación entre TUNA e Hylsa. En la Tabla 4-11 se muestra el esfuerzo de rotura promedio de las probetas en el ensayo de tracción para cada diámetro, y los resultados de TUNA e Hylsa se comparan en el Gráfico 4-9. Estas pruebas se realizaron en el microscopio del Laboratorio de Mecánica de la Universidad de Monterrey, el cual se muestra en las Figuras 4-7.
Las muestras metalográficas se prepararon cortando los tubos en su sección transversal como se muestra en la Figura 4-8. La Figura 4-9 muestra que el tamaño de grano de los dos materiales es muy similar, Figura 4-1. O bien, se puede observar que el producto TUNA tiene granos más grandes que el producto Hylsa, lo que confirma que la tubería %" Hylsa es más rígida que el producto TUNA como se muestra en la Tabla 4-4.
De esta manera se pueden verificar los datos de la tabla 4-5, en la cual el producto Hylsa tiene una dureza ligeramente menor que el producto TUNA.
Conclusiones
- Proceso
- Formación del tubo
- Soldadura
- Normalizado
- Reducción de diámetro en caliente
- Otras propiedades .1 Análisis químico
- Microestructura
La teoría de este tratamiento térmico afirma que el tiempo de permanencia de la pieza en el horno se puede reducir con un aumento de temperatura. Como se mencionó anteriormente, la diferencia entre trabajo en caliente y trabajo en frío es si se realiza respectivamente por encima o por debajo de la temperatura de recristalización del material. Al tomar las lecturas de temperatura de la tubería a la entrada y salida del molino reductor, se concluyó que su temperatura está por encima de la temperatura de recristalización, haciendo de este un trabajo en caliente, por lo que se reducen o eliminan los efectos de la deformación.
La resistencia de la tubería es el objetivo principal de este proyecto y, como se indicó al principio de este capítulo, no hay ningún problema. Este diagnóstico se amplió al producto Hylsa para realizar una comparación entre la dureza de ambos productos. Además, se ha encontrado que el producto Hylsa tiene mayor dureza que TUNA y la mayor parte está fuera del rango de 60 a 70 HRB.
Como ya se mencionó en este documento el alargamiento es una medida subjetiva de la elasticidad del material y se encontró que la elasticidad del producto TUNA está en un nivel muy aceptable y con una gran ventaja sobre el producto Hylsa. En general, el tamaño de grano del producto TUNA tiende a ser un poco mayor que el de Hylsa, proporcionando una dureza reducida y una alta ductilidad.
Recomendaciones
- Proceso
- Soldadura
- Horno Continuo
- Molino Reductor
- Personal de la planta
La temperatura del horno y la velocidad del tubo (el tiempo que se pasa en él) son puntos importantes del proceso. Sería relevante aumentar el número de termopares del horno para controlar mejor la temperatura y mantenerlos siempre en buen estado. Por lo tanto, se recomienda reducir la velocidad del tubo en el horno (aumentar el tiempo de residencia) siempre que sea posible.
El sistema de enfriamiento de los rodillos del molino reductor ya no funciona correctamente, por lo que se instalaron mangueras en el exterior de los rodillos para enfriarlos con agua. Esta agua cae sobre la tubería mientras está dentro del molino y esto afecta la velocidad de su enfriamiento y la temperatura a la que se produce la reducción de diámetro. Se recomienda capacitar al personal involucrado en el proceso en las áreas relacionadas con el tratamiento térmico y el por qué de cada etapa del proceso, ya que es importante que conozcan los efectos de cada una de las diferentes acciones que se pueden tomar.
A continuación se describen algunos ejemplos de estas acciones que se registran en tablas de datos de proceso. Al inicio de este proyecto, se solicitaron datos de proceso, propiedades de materiales, quejas de clientes, etc. para utilizarlos en el diagnóstico de procesos y, como la empresa no los tenía, una recopilación de datos o parámetros de proceso. y propiedades del material producido.
ANEXOS
BIBLIOGRAFIA
BIBLIOGRAFÍA




![Figura 2-8. Propiedades en función del porcentaje de trabajo en frío. [14]](https://thumb-us.123doks.com/thumbv2/123dok_es/12431852.0/47.853.290.583.587.898/figura-2-propiedades-función-porcentaje-trabajo-frío-14.webp)


