INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA
MECÁNICA Y ELÉCTRICA
PROPUESTA DE INSTRUMENTACIÓN Y CONTROL PARA
EL PROCESO DE TRANS-ESTERIFICACIÓN EN LA
PRODUCCIÓN DE BIODIÉSEL.
TESIS
QUE PARA OBTENER EL TITULO DE
INGENIERO EN CONTROL Y AUTOMATIZACIÓN
PRESENTAN:
HERNÁNDEZ HURTADO GUILLERMO
MENESES VELAZQUEZ FRANCISCO JAVIER
ASESORES:
ING. RICARDO HURTADO RANGEL.
M. en C. OSCAR ARTURO GONZÁLES VARGAS.
En la Ciudad de México, Distrito Federal el día 06 del mes de Diciembre del año 2012, los que suscriben Guillermo Hernández Hurtado y Francisco Javier Meneses Velázquez alumnos de la Ingeniería en Control y automatización, adscritos a la escuela superior de ingeniería mecánica y eléctrica, manifiestan que son autores intelectuales del presente trabajo bajo la dirección del Ing. Ricardo hurtado Rangel y M. en C. Oscar Arturo González Vargas y cede los derechos del trabajo
titulado: PROPUE“TA DE IN“TRUMENTACIÓN Y CONTROL PARA EL PROCE“O DE TRAN“
-E“TERIFICACIÓN EN LA PRODUCCIÓN DE BIODIÉ“EL , al I stituto Polité i o Nacional para difusión, con fines académicos y de investigación.
Los usuarios de la información no deben reproducir el contenido textual, graficas o datos del trabajo sin permiso expreso del autor y/o director del trabajo. Para consultar la información; puedes dirigirte a las siguientes direcciones [email protected], [email protected], [email protected]. Si el premiso se otorga, el usuario deberá dar el agradecimiento correspondiente y citar la fuente del mismo.
AGRADECIMIENTOS:
Al
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica A la academia de Control y Automatización
A mis asesores y amigos profesores: Ing. Ricardo Hurtado Rangel Dr. Blanca Margarita Ochoa Galván
Dr. Rubén Velázquez Cuevas M. en C. Oscar Arturo González Vargas
Ing. Selene Lee Guzmán Ing. Antonio Ángeles Rocha Lic. Rómulo Plancarte Flores
Ing. Carlos García Téllez M. en C. Arturo Rolando Rojas Salgado
M. en C. Jorge Rodríguez Galván M. en C. Armando Flores Guerrero A todos los profesores de la ESIME Zacatenco
Que con su dedicación, asistencia nos proporcionaron conocimiento durante nuestra estancia en la carrera y nos brindaron su amistad.
DEDICATORIA
ÍNDICE
OBJETIVO GENERAL ... I
OBJETIVOS PARTICULARES ... I
RESUMEN ... II
INTRODUCCIÓN ... III
CAPÍTULO I ANTECEDENTES ... 1
1.1 CRONOLOGÍA DE LOS COMBUSTIBLES ... 2
1.2 ENERGÍAS ALTERNAS ... 4
1.3 BIOCOMBUSTIBLES ... 5
1.4 BIODIÉSEL ... 6
1.4.1PROPIEDADES DEL BIODIÉSEL ... 9
1.4.2CARACTERÍSTICAS DEL BIODIÉSEL ... 10
1.4.3VENTAJAS DEL BIODIÉSEL SOBRE EL DIESEL COMÚN ... 10
1.4.4ASPECTOS AMBIENTALES Y ENERGÉTICOS ... 12
CAPÍTULO II INSTRUMENTACION Y CONTROL DE PROCESO ... 14
2.1 PROCESO DE PRODUCCIÓN ... 15
2.2 INSUMOS Y SUMINISTROS ... 16
2.2.1.ACEITE ... 16
2.2.2.ALCOHOL ... 17
2.2.3.CATALIZADOR ... 17
2.2.4.AGUA ... 17
2.2.5INSUMOS OPCIONALES ... 17
2.3 ELABORACIÓN DEL BIODIÉSEL ... 18
2.3.1PRE TRATAMIENTO ... 20
2.3.2ACONDICIONAMIENTO DEL ACEITE USADO ... 20
2.3.2.1 Filtrado del aceite ... 20
2.3.2.2 Determinación de la humedad ... 21
2.3.2.3 Secado del aceite ... 21
2.3.2.4 Determinación del pH del aceite por gramo Mol para determinar la cantidad de catalizador (Titulación)... 22
2.3.2.5 Neutralización del aceite usado ... 23
2.3.4ESTABLECIMIENTO DE LA CANTIDAD DE METANOL (ALCOHOL METÍLICO) ... 25
2.3.5EL MEZCLADO DEL PRODUCTO ... 28
2.3.6OPERACIÓN Y REACCIÓN DENTRO DEL REACTOR ... 28
2.3.6.1 Cálculos de entalpía de formación. ... 31
2.3.9CONTAMINANTES TOTALES (EN12662) ... 36
2.3.10LAVADO DEL BIODIÉSEL ... 36
2.3.11SECADO ... 40
2.3.12ESTRUCTURA METÁLICA ... 40
CAPÍTULO III DESARROLLO DE LA PROPUESTA ... 42
3.1 SECCIÓN DE CARGA ... 46
3.1.1CONTROL DE LA SECCIÓN DE CARGA ... 46
3.1.1.1 Control retroalimentado ... 46
3.1.1.2 Control en cascada ... 46
3.1.1.3 Control de relación ... 47
3.1.2INSTRUMENTACIÓN DE LA SECCIÓN DE CARGA ... 49
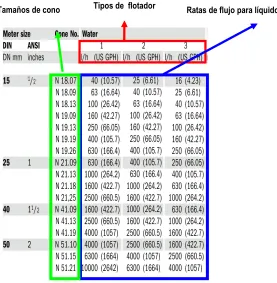
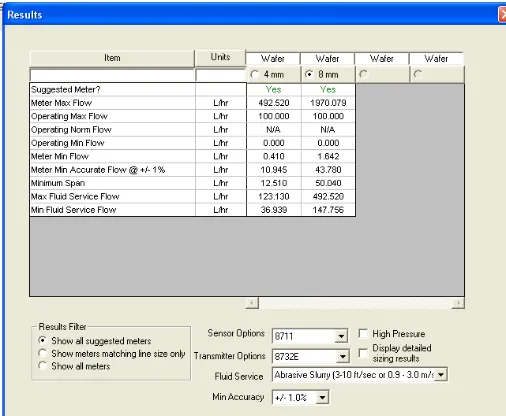
3.1.2.1 Flujo en el lado del aceite vegetal. ... 49
3.1.2.2 Flujo en el lado del catalizador ... 57
3.2 SECCIÓN DEL REACTOR ... 64
3.2.1CONTROL DE LA SECCIÓN DE REACCIÓN ... 66
3.2.2CONTROL INDUSTRIAL POR MEDIO DE LA ACCIÓN DE CONTROL ON-OFF ... 69
3.3 SECCIÓN DE PURIFICACIÓN Y SECADO ... 72
3.4 DOCUMENTACIÓN ENTREGADA AL CLIENTE ... 74
CAPÍTULO IV ASPECTOS ECONOMICOS ... 85
4.1 VIABILIDAD DEL PROYECTO ... 86
4.2 COSTO TOTAL DE LA PROPUESTA ... 86
4.2.1COSTOS DEL PROYECTO TOTAL EN HORAS HOMBRE ... 89
4.3 COSTO DE INSTRUMENTACIÓN Y CONTROL ... 90
4.3.1COSTOS DEL PROYECTO TOTAL EN HORAS HOMBRE ... 90
4.4 COSTOS DE OPERACIÓN DEL EQUIPO ... 91
4.5 FORMATO DE PLANEACIÓN DEL PROYECTO ... 92
4.5.1CALENDARIO DE ACTIVIDADES DEL PROYECTO ... 92
4.5.2PREVISIONES DE EVALUACIÓN DEL PROYECTO ... 93
CAPÍTULO V CONCLUSIONES ... 97
REFERENCIAS ... 99
APÉNDICES ... 103
APÉNDICE A ... 104
APÉNDICE B ... 109
ÍNDICE DE FIGURAS Y TABLAS
Figura 1 Ciclo del Biodiésel ... 7
Figura 2 Diagrama a bloques del proceso de elaboración del Biodiésel ... 15
Figura 3 Diagrama de flujo del proceso de obtención de Biodiésel ... 19
Figura 4 Fermentador Cónico 160 litros ... 25
Figura 5 Dimensionamiento del tanque de metóxido ... 26
Figura 6 Vista superior y soportes ... 27
Figura 7 Dimensionamiento del reactor ... 28
Figura 8 Grafica de entalpia de diversos aceites ... 33
Figura 9 Biodiésel a) Previo del lavado b) Bien lavado c) Mal lavado ... 37
Figura 10 Dimensiones de los cilindros de lavado ... 38
Figura 11 Vista superior de la estructura ... 41
Figura 12 vista lateral de la estructura ... 41
Figura 13 A) Sección de carga, B) Reactor, C) Separación y Lavado ... 45
Figura 14 Sección de carga por la arquitectura de control de relación ... 48
Figura 15 Controlador 8611 marca BURKERT ... 49
Figura 16 Área de cálculo del rotámetro ... 52
Figura 17 Imagen demostrativa de rotámetro marca Omel ... 56
Figura 18 Conductibilidad mínima para caudalimetros magnéticos. ... 57
Figura 19 Principio de operación de caudalimetro electromagnético ... 58
Figura 20 Ley de Faraday ... 58
Figura 21 Requerimientos del sistema para Instruments Toolkit ... 59
Figura 22 Especificación del material en el Instruments Toolkit ... 60
Figura 23 Resultado de la especificación del sensor magnético en toolkit ... 60
Figura 24 Sensor magnético de flujo marca Rosemount ... 60
Figura 25 Requerimientos básicos para la válvula en Fisher® Specification Manager ... 61
Figura 26 Especificaciones de válvula ... 62
Figura 27 Parámetros para la construcción de la válvula. ... 63
Figura 28 Parámetros para la selección del actuador ... 63
Figura 29 Válvula AUMA con actuador LE12.1/SA(R)07.1 ... 64
Figura 30 Instalación correcta de termopares ... 68
Figura 31 Curva ideal de un control on-off con respecto al tiempo ... 70
Figura 32 Diagrama de lazo de control de temperatura en el reactor ... 71
Figura 33 Esquema del reactor ... 71
Figura 34 Controlador E5L-C 0-100 marca omRom ... 72
Figura 35 Diagramas de Instrumentación y Tubería ... 77
Figura 36 lazo 1A ... 79
Figura 37 Lazo 1B ... 80
Figura 38 Lazo 2 ... 81
Figura 39 Diagrama eléctrico ... 82
Figura 40 Índice de instrumentos ... 83
Figura 41 Tablero de conexiones ... 84
OBJETIVO GENERAL
Realizar una propuesta para la arquitectura de control de las variables de estado relevantes en el proceso de Transesterificación.
OBJETIVOS PARTICULARES
Control de temperatura en el reactor.
Control de flujo en el mezclado.
Uso de una arquitectura de control.
RESUMEN
El presente trabajo considera el desarrollo de un planta piloto de producción de Biodiesel a partir de la trans-esterificación de aceites vegetales vírgenes o reciclados, prestándole una mayor atención a este ultimo debido al impacto que genera al medio ambiente.
El concepto y la utilización de Biocombustibles ya han sido utilizados desde tiempos muy remotos en la historia, dándonos como resultado el Biodiesel como uno de los combustibles de mayor aceptación y mejores características en la actualidad en comparación con los de origen fósil.
Dentro del contexto de la producción de biodiesel a pequeña escala se decidió por utilizar el método de trans-esterificación debido a la forma práctica y sencilla para la producción del biodiesel, con este objetivo se plantea la utilización de un reactor tipo batch que es alimentado por dos corrientes de suministro que es el aceite y el agente catalítico que al reaccionar bajo condiciones establecidas se obtiene Biodiesel y glicerol que al ser separados de forma adecuada se obtienen productos con las características deseadas.
El planteamiento se hace desde la selección de material, un esbozo de la construcción de la planta piloto y una breve explicación de la operación de esta misma, explicando que es lo que ocurre en cada sección.
La parte operativa de esta planta es automatizada mediante la arquitectura de control de relación, debido a las características que presenta el proceso, para lo cual se propusieron desde elementos primarios, secundarios y finales, que son controlados de manera local de forma sencilla y amigable para los operadores; el proceso fue dividido en tres secciones “Carga”, “Reacción” así como “Purificación y secado” para que las variables que son flujo, temperatura y pH sean
manipuladas de forma adecuada para la obtención idónea de los productos.
INTRODUCCIÓN
Con el creciente problema del cambio climático, en particular el calentamiento global provocado por la acumulación de los gases efecto invernadero son dos grandes razones que a lo largo de los últimos años han tomado demasiada relevancia debido a que estos han ido creciendo de una manera anormal al grado de llegar a perjudicar a la humanidad.
Y como principal causa del calentamiento global con el que hoy contamos es debido al aumento excesivo de CO2 en la atmósfera proveniente de los
automóviles y de la industria. Por esta razón se ha intentado crear conciencia en la mayoría de las personas para reducir el impacto ambiental al cual estamos sujetos en estos momentos.
Esto ha orillado a la búsqueda de nuevos combustibles, uno de ellos es el biodiésel el cual se obtiene de aceites y grasas animales o vegetales. Cabe destacar la principal ventaja de estos biocombustibles es que generen una menor cantidad de dióxido de carbono y azufre contaminantes de la atmósfera.
Para colaborar con la disminución de dióxido de carbono se ha propuesto automatizar una pequeña planta generadora de biodiésel, la cual estará encargada de suministrar el combustible necesario a la ESIQIE para el uso en sus autobuses como prioridad.
La instrumentación y control de este proceso beneficiará en la generación del combustible para las necesidades de la escuela ESIQIE Zacatenco ya que con el proceso automatizado se logrará una mayor eficiencia y calidad en la obtención del combustible como forma alternativa para suministrarse en los autobuses de la escuela así como para las cortadoras de césped y toda maquinaria que necesite de combustible, esto ahorrará una significante cantidad de recursos comparados con el de utilizar gasolina que mes con mes sigue aumentando su precio así como disminuir el impacto ambiental.
CAPÍTULO I
CAPÍTULO I: ANTECEDENTES
1.1 Cronología de los Combustibles
Entre 1.000.000 y 300 000 a. J.C. el Homo erectus descubrió el fuego, siendo los primeros en utilizar algún tipo de combustible para su uso personal, más tarde pasando hasta el uso del carbón en la edad media en la gran Bretaña, en donde poco a poco se terminaron la madera, por lo cual ocuparon carbón mineral hasta agotarlo del suelo, debido a lo anterior se escarbaron minas cada vez más profundas, pero estas minas de carbón se llenaban de agua, entonces Thomas Newcomen en 1712 creó la primer máquina de vapor para bombear agua fuera de las minas, más máquinas fueron instaladas por él mismo en Inglaterra, lo que llevó a la construcción de más de 100 máquinas antes de que la patente expirara en 1733. El diseño fue mejorado más tarde por James Watt, el cual hizo que los combustibles se ocuparan para otros casos y la demanda de carbón aumentó a tal grado que los mineros ya no lograron cargar tanto carbón y comenzaron a utilizar vagonetas; hasta que el ingeniero en minas británico, Richard Trevithick creó una pequeña máquina en 1814 que usaba vapor para mover la primera locomotora a vapor.
En 1832 el fabricante francés Hippolyte Pixii basándose en los principios de Michael Faraday construyó el primer generador eléctrico; en el año 1882 el físico, matemático, inventor e ingeniero Nikola Tesla, diseñó y construyó el primer motor de inducción de C.A. Posteriormente el físico William Stanley reutilizó, en 1885, el principio de inducción para transferir la C.A. entre dos circuitos eléctricamente aislados; en ese entonces las empresas del sector público iniciaron la quema de carbón para generar electricidad.
En 1859, Edwin Drake perforó el primer pozo de petróleo en Pennsylvania, E.E.U.U. La industria inició procesando aceite para el alumbrado, el pozo de Drake llegó a una profundidad de 20 m usando perforación a percusión y llevando a una producción aproximada de 30 barriles por día, para 1866, el alemán Gottlieb Daimler construyó el primer automóvil propulsado por un motor de combustión interna que usaba petróleo. El alquitrán de hulla y el petróleo se convierten en productos químicos industriales y en mercancías farmacéuticas que prolongan la vida de los seres humanos.
fertilizantes a partir de combustibles fósiles. Estos abonos y los tractores que funcionan con petróleo expandieron la producción de alimentos, lo que hizo que llegaran a un mayor número de personas.
La primera guerra mundial en 1914 es el primer conflicto armado que se abasteció con combustibles fósiles. Después en la segunda guerra mundial en 1939, se utilizaron los misiles guiados y las bombas atómicas.
Entre ambas guerras tuvo lugar la gran depresión, en parte creada por la superproducción, además las cadenas de manufactura automáticas fabricaban los productos más rápidamente de lo que la gente los necesitaba por lo cual los ejecutivos de la publicidad inventaron el consumismo para vender su superproducción. En el año de 1850 los anunciantes utilizaron la televisión para enganchar a las nuevas generaciones de consumidores. En el año de 1870 tuvo lugar una escasez de petróleo por lo cual todo el mundo se quedó petrificado al darse cuenta de lo dependientes que somos de este combustible fósil. Con la crisis energética nace el movimiento ecologista.
A principios de la década de 1870, la mitad de la producción americana se destinaba a la exportación, representando el queroseno un 25% del total de las exportaciones. El petróleo americano dominaba el mercado mundial, y estaba controlado además por una sola empresa. Pero eso terminó a finales de siglo XIX. En Europa había de hecho una pequeñísima industria del petróleo en Rumanía, donde se extraía de pequeños pozos excavados a mano. Pero esto nunca representó más que un pequeño comercio a escala local. El boom del petróleo tuvo lugar en Rusia, en la región de Bakú. Para la explotación de los recursos petroleros rusos fueron una pieza fundamental los hermanos Nobel Ludwig y Robert. Con negocios en el Imperio Ruso en 1873 encontraron la pequeña industria de petróleo de Bakú, y comenzaron sus inversiones en la zona. La producción de la región al año siguiente no superó los 600,000 barriles; una década más tarde la producción anual ascendió a 10,8 millones. La intervención de Ludwig y Robert cambió la ciudad. A principios de 1880 había casi 200 refinerías, y Bakú era conocida como “la ciudad negra”. Los Nobel eran en 1876
Ya para el principio del siglo XX irrumpió la vida el motor de combustión interna, dando comienzo a la era de la nafta, las reservas del petróleo iniciaron a agotarse, y mientras China quemó la mitad del carbón del mundo para producir productos de exportación, todo esto ha ocasionado problemas medioambientales en todos los rincones del planeta, niveles crecientes de CO2 que provocan olas de calor récord,
inundaciones y sequías, con los océanos acidificándose, la erosión del sustrato avanzando a un ritmo de 25,000 millones de toneladas anuales debido a la agricultura industrial, los bosques milenarios desapareciendo, las especies extinguiéndose a un ritmo mil veces superior que los índices normales, el agua potable escasa y contaminada, las compañías petroleras perforando a millas de la costa, porque se ha acabado el petróleo barato y sencillo de extraer, en el 2010 una de las plataformas petrolíferas mar adentro explotó y contaminó el golfo de México por lo cual se necesita analizar y desarrollar energías alternas que sean amigables con el medio ambiente.
1.2 Energías alternas
Se denomina energías alternas a aquellas fuentes de energía planteadas como alternativa a las tradicionales clásicas. No obstante, no existe aceptación respecto a qué tecnologías están englobadas en este concepto, y la definición de energía alterna difiere según los distintos autores debido a que en las definiciones más restrictivas, energía alterna sería equivalente al concepto de energía renovable o energía verde, mientras que las definiciones más amplias consideran energías alternas a todas las fuentes de energía que no implican la quema de combustibles fósiles (carbón, gas y petróleo), en estas definiciones, además de las renovables, están incluidas la energía nuclear o incluso la hidroeléctrica.
Los combustibles fósiles han sido la fuente de energía empleada durante la revolución industrial, pero en la actualidad presentan fundamentalmente dos problemas, por un lado son recursos finitos, y se prevé el agotamiento de las reservas (especialmente de petróleo) en plazos más o menos cercanos, en función de los distintos estudios publicados. Por otra parte, la quema de estos combustibles libera a la atmósfera grandes cantidades de CO2, que ha sido
acusado de ser la problemática principal del calentamiento global. Por estos motivos, se estudian distintas opciones para sustituir la quema de combustibles fósiles, por otras fuentes de energía carentes de estos problemas.
Las energías alternativas se dividen en dos grandes grupos:
Energía nuclear
Mencionando un poco de historia se tiene que en el año de 1978 del siglo XX fue creado el Departamento de Fuentes No convencionales de Energía en la división de Fuentes de Energía (actualmente División de Energías Alternas) del Instituto de Investigaciones Eléctricas (IIE) dando origen a la Gerencia de Energías No convencionales (GENC).
A mediados del siglo XX se presentó la llamada crisis petrolera que llevo a varios países a reflexionar sobre la necesidad de crear alternativas de suministro energético distintas al petróleo. Por lo mismo el objetivo de esta gerencia es precisamente concentrar los esfuerzos del IIE para el desarrollo de las fuentes renovables de energía. En un primer periodo, se encaminaron los esfuerzos a la formación de recursos humanos y a crear líneas de investigación a seguir en los siguientes años. Los recursos humanos en ese tiempo eran escasos en esta área, ya que era un campo nuevo y existía una incertidumbre sobre cual camino habrían de seguir los desarrollos tecnológicos mundiales. Uno de los primeros pasos que se siguió fue adquirir conocimientos sobre tecnologías que daban señales de tener impacto en un corto plazo.
1.3 Biocombustibles
Los biocombustibles son combustibles de origen biológico obtenido de manera renovable a partir de restos orgánicos. Estos restos orgánicos proceden habitualmente del azúcar, trigo, maíz o semillas oleaginosas.
Los biocombustibles no son tan nuevos como se cree, sino que nacieron casi en paralelo con los combustibles fósiles y los motores a combustión.
Hace más de 100 años Rudolf Diésel creó un prototipo de motor que utilizaba aceite de cacahuate o maní que luego derivo en el gasóleo pero como el petróleo era más fácil y económico de obtener se comenzó a utilizar este combustible fósil.
En 1908 Henry Ford en su modelo T usaba etanol en sus principios. Otro proyecto interesante para la época fue que la compañía Standard Oil en el periodo de 1920 a 1924 vendía una gasolina con un 25% de etanol, pero los altos costos del maíz volvieron inviable económicamente este producto [26].
En la década de 1970 como consecuencia de la crisis del petróleo E.E.U.U comienza nuevamente a mezclar gasolina y etanol dando un importante auge a los biocombustibles que no ha parado de crecer desde estos años hasta la actualidad en este país pero también en Europa.
Hasta mediados de 1980 se trabajaba y experimentaba en biocombustibles de primera y segunda generación basados en cultivos alimenticios, pero surgieron diversos sectores que advirtieron del peligro de utilizar alimentos para fabricar combustibles [26].
Ante esta situación se comenzó a buscar materias primas alternativas que no afectaran la seguridad alimentaria como algas y otras vegetales que no son comestibles dando origen a los biocombustibles de tercera generación.
Los biocombustibles son protagonistas del siglo XXI por ser más ecológicos que los fósiles.
Todos ellos reducen el volumen total de CO2 que se emite en la atmósfera, ya que
lo absorben a medida que crecen y emiten prácticamente la misma cantidad que los combustibles convencionales cuando se queman, por lo que se produce un proceso de ciclo cerrado.
Los biocombustibles son a menudo mezclados con otros combustibles en pequeñas proporciones, de 5 o 20%, proporcionando una reducción útil pero limitada de gases de efecto invernadero. En Europa y Estados Unidos, se ha implantado una legislación que exige a los proveedores mezclar biocombustibles hasta unos niveles determinados. Esta legislación ha sido copiada luego por muchos otros países que creen que estos combustibles ayudarán al mejoramiento del planeta a través de la reducción de gases que producen el denominado efecto Invernadero.
1.4 Biodiésel
El biodiésel es un biocombustible que se obtiene a partir de lípidos naturales como aceites vegetales o grasas naturales, ya sean limpios o usados, mediante procesos de transesterificación que no es demasiado complejo como se puede apreciar en la Figura 1, el cual parte desde la obtención de aceite proveniente de semillas oleaginosas el cual es refinado o algunas veces usado, el cual es transesterificado para la obtención del biocombustible el cual es transformado en energía mecánica y en CO2 que es usado por los vegetales para su fotosíntesis lo
Figura 1 Ciclo del Biodiésel
Este es un combustible compuesto de esteres mono alquílicos de ácidos grasos de cadena larga derivados de lípidos renovables, como aceites vegetales empleados en motores de ignición.
La historia del Biodiésel es muy basta pero en forma compacta es como se muestra a continuación:
1970. El biodiésel se desarrolló de forma significativa a raíz de la crisis energética y el elevado costo del petróleo
1982. En Austria y Alemania, se llevaron a cabo las primeras pruebas técnicas con este combustible vegetal
Con los precios del petróleo subiendo, los investigadores empezaron a mirar otras alternativas. En Agosto del 1982, la primera conferencia sobre plantas y aceites vegetales se celebró en Fargo, Dakota del Norte. Esta conferencia habló sobre temas como los precios y costos del combustible y los efectos del aceite vegetal. También se tocaron temas como los aditivos que se ponen a los combustibles y los métodos de extracción.
1985 en Silberberg (Austria) se construyó la primera planta piloto productora de biodiésel a partir de las semillas de colza o canola.
los combustibles diesel. A finales 1990 se incluyó el uso del biodiésel en los vehículos diesel como una alternativa aceptable para su funcionamiento.
Con todas estas reglas y regulaciones, es entendible que cualquier alternativa viable al petróleo provocara un gran clamor. Sin embargo, el biodiésel no es el sustituto perfecto para la gasolina hay ventajas y desventajas con este producto. Las ventajas principales del biocombustible es que es más amigable con el medioambiente y ayuda a reducir la dependencia del petróleo de otros países. También ayuda a lubricar el propio motor disminuyendo el desgaste. Puede ser usado en casi cualquier motor diesel con muy pocas modificaciones, o incluso en algunos casos, ninguna modificación. Por último, es más seguro que el diesel convencional, es biodegradable y una fuente de energía renovable. Biodegradable significa que se puede descomponer como resultado de agentes naturales, como pueden ser las bacterias. Según la EPA (Environmental Protection Agency), el biodiésel se degrada cuatro veces más rápido que el diesel convencional que todos conocemos. Por este motivo, la limpieza de este producto es más fácil y segura.
Las principales desventajas del biodiésel es que presenta problemas de fluidez y congelamiento a bajas temperaturas (<0°C), especialmente el que se produce de palma africana.
Los costos de la materia prima son elevados y guardan relación con el precio internacional del petróleo. Dichos costos representan el 70% de los costos totales del biodiésel, por lo que este actualmente es un producto relativamente costoso.
Por su alto poder solvente, se recomienda almacenar el biodiésel en tanques limpios, si esto no se hace los motores podrían ser contaminados con impurezas provenientes de los tanques.
El contenido energético del biodiésel es algo menor que el del diesel (12% menor en peso u 8% en volumen), por lo que su consumo es ligeramente mayor
El biodiésel de baja calidad (con un bajo número de cetano) puede incrementar las emisiones de NOx (óxidos de nitrógeno), pero si el número de cetano es mayor que 68, las emisiones de NOx serían iguales o menores que las provenientes del diesel fósil.
este tipo. El biodiésel es la propuesta para la sustitución de los combustibles fósiles ya que reduce las emisiones de gases que provocan el efecto invernadero.
Hablando en términos de contaminación reducida por el uso del biocombustible comparado con el diesel al consumirse una tonelada de biodiésel evita la producción de 2.5 toneladas de dióxido de carbono y sobre todo elimina las emisiones de azufre que ocasionaría el diesel evitando las lluvias acidas. Se puede emplear puro al 100% o mezclado con un porcentaje de proporción de 5% a 20% para esto existen criterios que estandarizan los esteres permitidos que se encuentran en las normas ASTM (International - Standards Worldwide) y la EN (European Standard) que se pueden observar en la tabla 2.
El biodiésel se utiliza como sustituto del diesel en combinaciones a diferentes porcentajes. Como sustituto total se denomina B100, mientras que otras denominaciones como B5 o B20 hacen referencia al porcentaje de mezcla. Actualmente este biocombustible se utiliza en más de 25 países de todo el mundo y es considerado como una alternativa limpia al diesel.
Como sus propiedades son similares al diesel de petróleo, puede usarse directamente en cualquier motor diesel, sin ningún tipo de modificación.
En Estados Unidos y Europa existen ya numerosas flotas de transporte público que utilizan Biodiésel en sus distintas mezclas. Las bajas emisiones del de este combustible hacen de él un combustible ideal para el uso en las áreas marinas, parques nacionales, bosques y sobre todo en las grandes ciudades.
1.4.1 Propiedades del biodiésel
El biodiésel es un combustible oxigenado, por eso tiene una combustión completa comparada con el diesel derivado del petróleo y produce menos gases contaminantes. Su punto de inflamación es de 150°C lo que le hace menos volátil que el diesel del petróleo y por lo tanto es más seguro de transportar (Esto se puede ver en la parte inferior de la tabla 1).
Las propiedades del biodiésel varían dependiendo de la materia prima de la cuales se obtuvieron (aceites vegetales, grasas animales nuevas o usadas), es por ello que las normas ASTM y EN (Tabla 2) determinan un rango admisible dentro del valor de las propiedades del biocombustible. Por esto mismo el valor del biocombustible varía dependiendo de la reserva del área geográfica, la variabilidad de la cosecha estación a estación el precio del petróleo y otras circunstancias dando a un crecimiento en las ventas del combustible. El análisis económico
paraestatal. En este sentido, la situación en México no es muy diferente de la de otros países, pero es más evidente dado el bajo costo del diesel de petróleo, el cual cuenta incluso con subsidios especiales dentro del sector agrícola dando en varios aspectos que la producción del biocombustible sea sustentable en todos sus sentidos.
1.4.2 Características del biodiésel
Combustible limpio. Es biodegradable. No tóxico.
Alto índice de lubricidad. Libre de azufre y aromáticos.
1.4.3 Ventajas del biodiésel sobre el diesel común
A) Lubricidad.
El biodiésel posee unas características de lubricidad superiores a la del diesel.
Son mayormente lubricantes las características del biodiésel.
Se producen menos partículas de desgaste en la maquinaria de combustión que con el diesel común.
B) Numero de Cetano (NC).
Así como el octano mide la calidad de ignición de la gasolina, el índice de cetano mide la calidad de ignición de un diesel. Es una medida de la tendencia del diesel a cascabelear en el motor.
Por lo general los esteres derivados de ácidos grasos tienen un NC mayores que los del diesel.
Durante el proceso de pre combustión de biodiésel los esteres en el motor se forman diferentes compuestos como son: alcanos, alquenos, esteres, bencenos sustituidos y furanos entre otros.
Se ha comprobado que los compuestos aromáticos posen un número de cetano menor. Los esteres que más cantidad de compuestos aromático posen son los insaturados [19].
Cuanto mayor sea la parte alcohólica del éster menor será el NC, esto favorece ya que existe una relación entre el punto de ebullición y el NC.
C) Emisiones contaminantes.
Producen combustiones más eficaces debido a la presencia del oxígeno en las moléculas del éster en el núcleo del spray como se puede observar en la Tabla 1 en la relación de aire combustible donde el diesel presenta 13.8 y el biodiésel presenta 15 [21].
Afecta en la mejora del rendimiento de la combustión. Menor opacidad en los humos emitidos.
Una menor emisión de CO e Hidrocarburos sin quemar (HC).
Balance de emisiones de CO2 nulo debido a que su origen es biológico.
Tabla 1 Comparación de las propiedades diesel y el biodiésel
Propiedades Diésel Biodiésel
Metil ester 95.5 %->98 % -
Carbono (% peso) 77 86.5 Azufre (% peso) 0.0024 0.05 máx. Agua (ppm) 0.05% 161 Oxigeno (% peso) 11 0 Hidrogeno (% peso) 12 13
Numero de cetano 48-55 48-55
PCI (KJ/Kg) 37700 41860 Viscosidad cinemática (40 °C) 1.9-6.0 1.3-4.1 Punto de inflamación (°C) 100-170 60-80 Punto de ebullición (°C) 182-338 188-343 Gravedad especifica (Kg/L) (60 °C) 0.88 0.85
Tabla 2 Estándares de calidad del biodiésel según normas técnicas internacionales
No. Propiedad PNTP
321.125:2007 ASTM D 6751-7 EN 14214:2002 Unidades
1 Contenido de calcio y
magnesio, combinado 5 máx. 5 máx. (µg/g) Ppm
2 Punto de inflamación 93 min. 130 min. 120 min. °C
3 Control de alcohol
4 Agua y sedimento 0.050 máx. 0.050
máx.
%volumen
5 Viscosidad cinemática 40°C 1.9-6.0 1.9-6.0 5.0 máx. /s
6 Ceniza sulfatada 0.020 máx. 0.020
máx. 0.020 máx. %masa
7 Azufre 0.0015 máx. 0.05%
máx. 0.001 máx. %masa
8 Corrosión a la lámina cobre No.1 No. 3
máx. No. 1
9 Numero de cetato 47 min 47 min 51 min
10 Punto de nube Reportar reportar
11 Residuo de carbón 0.050 máx. 0.050
máx. 0.30 máx. %masa
12 Numero de acides 0.50 máx. 0.50 máx. 0.50 máx. MgKOH
13 Glicerina libre 0.020 máx. 0.020
máx. 0.020 máx. %masa
14 Glicerina total 0.240 máx. 0.240
máx. 0.250 máx. %masa
15 Contenido de fosforo 0.001 máx. 0.001
máx. 0.0001 máx. %masa 16 Temperatura de destilación,
90% recuperado 360 máx. 360 máx. °C
17 Contenido de sodio y
potasio, combinado 5 máx. 5 máx. 6 máx. (µg/g) Ppm
18 Estabilidad de la oxidación 3 min 3 min Horas
19 Contenido éster 96.5 %(m/m)
1.4.4 Aspectos ambientales y energéticos
El biodiésel es biodegradable por naturaleza, a diferencia del diesel este primero se degrada de 4 a 5 veces más rápido y puede ser utilizado como solvente para limpiar derrames de combustibles fósiles.
Prácticamente no contiene azufre por lo cual no genera SO2, un gas que
contribuye en forma significativa al impacto ambiental. Su combustión genera menos elementos nocivos que los combustibles tradicionales. Las emisiones de todos los contaminantes principales son netamente más bajas que las del diesel.
El ciclo biológico en la producción y el uso del biodiésel reduce aproximadamente en un 80% las emisiones de anhídrido carbónico.
CAPÍTULO II
CAPÍTULO II INSTRUMENTACION Y CONTROL DE PROCESO
El método utilizado comercialmente para la producción de biodiésel, es la Transesterificación (también llamada alcohólisis), consiste en la reacción de los aceites o grasas (triglicéridos con un número de átomos entre 15 y 23, siendo el más habitual de 18) con un alcohol de bajo peso molecular (casi siempre metanol) en presencia de un catalizador alcalino (generalmente NaOH) para producir ésteres y glicerina.
2.1 Proceso de producción
El proceso que se utiliza para la producción de biodiésel es la transesterificación, que puede ser de dos tipos: batch o continuo.
El proceso de tipo batch o por tachadas; se caracteriza por ser utilizado en plantas de producción a pequeña escala, por ser un proceso de menor consumo energético. El proceso batch convencional de producción de biodiésel es la transesterificación de grasas o aceites con metanol o etanol en un reactor tanque agitado.
El proceso de tipo continuo es similar al tipo batch, con la diferencia de que en este proceso se logra mayor volumen de producción en menor tiempo (se reducen tiempos muertos).
El proceso de producción por batch no es demasiado laborioso, como se puede observar en el diagrama a bloques de la Figura 2.
Pretratamiento Filtrado
Recolección de aceite usado
Determinación de la humedad
Determinación de la acidez Neutralización
del aceite Secado del aceite
Transesterificación
Lavado Secado Venta
El proceso inicia desde la recolección de aceite usado, como se puede ver en la Figura 2; y pasa por diferentes etapas de transformación: pre tratamiento, filtrado, secado, neutralización, transesterificación, lavado y secado; mismos que se verán con detenimiento más adelante, hasta llegar a tener dos productos finales: Biodiésel y glicerol [31].
Como se observó en el diagrama de flujo de la Figura 2, todo inicia desde los suministros de material al proceso, a continuación se detallan cada uno de los puntos a tratar.
2.2 Insumos y suministros
2.2.1. Aceite
El aceite es el principal insumo para la producción de biodiésel. Puede ser producido a partir de cualquier aceite o grasa de origen orgánico (animal o vegetal), incluyendo aceites residuales ya usados en frituras o recuperados de trampas de grasas, etc.
Sin embargo, la calidad de este insumo dependerá de la necesidad de un pre tratamiento más o menos complejo; si el insumo es aceite usado, hará que el proceso sea más o menos caro. No es posible elaborar biodiésel a partir de aceites minerales como los lubricantes.
La manera de obtener este aceite vegetal viejo, es mediante la creación de un programa de recolección de aceite usado dentro de la zona de la delegación Gustavo A. Madero en la cual se encuentran registrados 77 restaurants, a quienes se les informará del daño que ocasiona el verter aceite en las coladeras, el cual puede llegar a toponear las mismas o incluso contaminar mantos acuíferos, si es que no se tiene un adecuado confinamiento.
Se debe desarrollar un plan de recopilación de aceite, esto se debe a que no todos los restaurants tienen la disposición de cooperar, se deberá trazar una ruta adecuada en función a los lugares indicados.
2.2.2. Alcohol
Se emplea alcohol metílico o metanol de 95% de pureza. La cantidad requerida para la elaboración de biodiésel es de aproximadamente el 15% o 20% del volumen de aceite a procesar. Esta sustancia es tóxica cuando se ingiere, se inhala o tiene contacto con la piel, es altamente inflamable y arde con llama incolora. Su manipulación debe hacerse tomando todas las precauciones del caso que se describen más adelante en el punto 2.3.1. También se puede utilizar alcohol etílico o etanol, siempre y cuando sea anhidro o tenga una pureza de 99.5%.
2.2.3. Catalizador
El catalizador puede ser hidróxido de sodio (NaOH, sosa cáustica) o hidróxido de potasio (KOH, potasa cáustica), de grado industrial, en escamas o en perlas. Se ha preferido el hidróxido de potasio debido a que presenta ventajas al momento de disolverlo en el alcohol, favorece una transformación más completa del aceite en biodiésel y en el caso que se desee purificar la glicerina para su venta, permite obtener un subproducto utilizable como fertilizante (fosfato de potasio), en caso de trabajar con grasas, la glicerina se mantiene en estado líquido al enfriar, mientras que el NaOH se solidifica y hace difícil su separación del biodiésel por decantación en el reactor.
La cantidad a aplicar de catalizador depende de la acidez del aceite a tratar. Tanto el NaOH como el KOH son corrosivos para diversos materiales, y resultan irritantes para la piel y las mucosas.
2.2.4. Agua
Se requiere agua corriente para el proceso de lavado del biodiésel. El efluente resultante es alcalino y tiene un contenido significativo de jabones, grasas y trazas de metanol.
2.2.5 Insumos opcionales
Si de acuerdo con la normatividad nacional fuera necesario tratar el efluente antes de descargarlo al desagüe, se requerirá de sulfato de magnesio como floculante. También se puede utilizar una trampa de grasa para separar las emulsiones formadas durante el proceso de purificación.
2.3 Elaboración del Biodiésel
Para la elaboración de biodiésel lo primero se tiene que hacer es conocer el proceso de la elaboración del mismo; como ya se vio es una alternativa para poder generar un combustible a partir de un desecho como lo es el aceite de cocina usado [4].
Mezclado Metanol,
20% de la masa del
aceite
NaOH ó KOH, 2.4 ml por cada litro de
aceite
Mezclar y agitar
Reposar
12Hrs GLICERINA
BIODIESEL
Lavar
Biodiesel puro
Métoxido
Llevar a
PH 8-9 KOH 1M
H2O
T=45ºC - 55ºC T=30 – 60 min
Agua residual Es virgen
Aceite Vegetal
NO SI
Venta
[image:30.612.133.489.81.622.2]Venta
2.3.1 Pre tratamiento
Dentro del proceso de elaboración del Biodiésel se necesita primero acondicionar los insumos para que tenga los valores indicados de pH para una mejor reacción; pero antes de pasar a las siguientes secciones donde se explica detalladamente lo anterior, se deben tomar medidas de precaución antes de usar los componentes químicos.
Lo primero es utilizar el equipo adecuado de protección al cuerpo:
Guantes.
Delantal o bata. Botas.
Gafas de seguridad. Equipo respiratorio.
Recomendaciones:
No jugar mientras se realiza el proceso. No correr.
Usar solo el material adecuado.
En caso de peligro ponerse a salvo siguiendo las medidas de seguridad establecidas en el laboratorio.
En caso de desastre natural o provocado, seguir las recomendaciones y rutas de evacuación establecidas por el personal de protección civil.
2.3.2 Acondicionamiento del aceite usado
La primera operación es la purificación del aceite de cocina usado [8]. Luego del proceso de fritura, el aceite puede venir con restos sólidos de comida, tantos gruesos (filtrables) como finos (separables más fácilmente por decantación), con agua de los alimentos y con un grado de degradación variable (según la temperatura y el tiempo que se ha usado para freír). Para cada lote de aceite, lo ideal es primero filtrarlo y luego verificar si contiene agua y determinar su índice de acidez, que indicará cuán degradado está y cuánto catalizador se deberá utilizar en la transesterificación.
2.3.2.1 Filtrado del aceite
Esta técnica consta de verter el aceite sobre una malla o filtro de papel estándar
de 0.8 μm de celulosa para eliminar restos de comida o impurezas sólidas que
de evaporación del agua deberá calentarse a 100 ºC tomando las medidas de protección necesarias para fluidos:
No acercarse a él o solo que sea muy necesario. No introducir ninguna parte del cuerpo.
Usar utensilios con recubrimiento térmico que no permita la transferencia de calor.
Este proceso tardará alrededor de 10 minutos a partir de que el aceite adquiera la temperatura ya preestablecida (en el caso de 100 ºC).
Luego del filtrado, se registra para cada envase la tara de sólidos remanentes y la tara del envase vacío.
Los sólidos se almacenan en baldes o latas para destinarlos al compostaje o alimentación animal.
2.3.2.2 Determinación de la humedad
Se toma una muestra pequeña de aceite de no más de medio litro, se pone en una cocina o plancha eléctrica y se calienta hasta llegar a los 100 ºC. Si el aceite empieza a burbujear, crepitar o crujir, es indicador de que contiene agua, entonces habrá que secarlo antes de transformarlo en biodiésel.
2.3.2.3 Secado del aceite
El secado del aceite se puede realizar de dos maneras; aunque resulta más recomendable la segunda:
1. Se emplea un cilindro de 120 L abierto. Se calienta hasta 90 ºC y se deja que concluya el proceso de burbujeo y crujido, es importante un cuidadoso control de la temperatura para evitar que se queme el aceite, se acidifique o se rancie. No se recomienda utilizar el secador de biodiesel ya que quedaría sucio con aceite, es preferible emplear un recipiente que tenga base cónica, con un desfogue en el centro del cono, con la finalidad de ir purgando el agua que se vaya separando del aceite cuando se calienta. Esto ahorra tiempo y energía.
2.3.2.4 Determinación del pH del aceite por gramo Mol para determinar la cantidad de catalizador (Titulación)
Este paso es muy importante para saber ¿qué cantidad de catalizador es necesaria para la reacción?. Se necesita un equipamiento básico de laboratorio para medir pesos y volúmenes exactos.
Materiales necesarios:
Equipo para titulación: bureta, soporte, vaso pequeño, matraz. Pipetas de 1 ml y 10 ml.
Solución al 0.1% de KOH en agua destilada (1 gr de KOH diluido en 1 L de agua destilada).
Fenolftaleína. Etanol.
Muestra de aceite.
Para determinar cuánto hidróxido de potasio (KOH); se debe medir la acidez del aceite con del método de valoración. Es la parte más importante y más difícil del proceso. Aunque una vez que se entiende y se realiza varias veces resulta muy sencilla. La valoración debe ser lo más exacta posible, es importante que la lejía se mantenga lo más seca posible, se recomienda protegerla de la humedad dentro de un recipiente hermético.
Preparar una disolución de un gramo de lejía en un litro de agua destilada asegurándose de que esté totalmente disuelta. Esta muestra sirve como valor de referencia en el proceso de valoración. Es importante que esta disolución no se contamine porque puede ser utilizada en muchas valoraciones.
Mezclar en un recipiente pequeño 10 ml de alcohol isopropílico con 1 ml de aceite (se debe estar seguro de que es exactamente 1 ml). La muestra de aceite debe ser previamente calentada y agitada.
Añadir dos gotas de fenolftaleína, que es un indicador ácido-base incoloro en presencia de ácidos, y rojo en presencia de bases. La fenolftaleína se conserva bien durante aproximadamente un año. Se degrada fácilmente con la luz y empieza a dar medidas erróneas después de este tiempo.
Después de cada gota se agita vigorosamente la disolución. Si todo sale bien, luego de una cantidad de gotas, la disolución se volverá magenta (rosa) y mantendrá ese color durante diez segundos. El magenta indica un pH de entre 8 y 9. Es importante encontrar la cantidad exacta de gotas para alcanzar ese pH. El objetivo de la valoración es averiguar el número de ml de solución de lejía necesarios para alcanzar un pH de entre 8 y 9.
Es recomendable hacer la valoración más de una vez para comprobar que la medida sea correcta. Dependiendo del tipo de aceite, de la temperatura que pudo haber alcanzado en la freidora de los alimentos que fueron cocinados en él y del tiempo de uso, la cantidad de disolución de lejía necesaria en la valoración suele ser de entre 1.5 y 3 ml.
También sirven tiras reactivas de pH y los medidores de pH digitales en sustitución de la fenolftaleína. Si pruebas con aceite de cocina sin usar, necesitará mucha menos lejía para alcanzar este pH.
Con aceite virgen se puede calcular cada litro de aceite que no ha sido usado (aceite virgen) necesita 3.5 gr de lejía para la reacción. Por eso hay que sumar 3.5 gr de lejía por cada litro de aceite usado que se vaya a transesterificar.
2.3.2.5 Neutralización del aceite usado
Se pone el aceite en un recipiente grande, de preferencia de acero inoxidable, y nunca de aluminio, debido a que este se corroe de forma rápida con el KOH o el NaOH.
Por cada litro de aceite a procesar, disolver X gramos de KOH en 20 ml de agua. Este procedimiento debe hacerse con cuidado, utilizando guantes y lentes de protección, debido a que el KOH es irritante y podría quemar las manos.
Cuando la solución esté bien disuelta, ésta se debe agregar lentamente y con mucho cuidado al aceite, moviendo constantemente.
Se verá que se empiezan a formar pequeños grumos, que son jabones producidos al reaccionar el KOH con los ácidos grasos libres.
Después de que todo esté bien mezclado, se debe filtrar nuevamente el aceite a fin de separar el jabón que se formó.
Se necesitan los equipos de la Tabla 3 para todo el sistema debido que cuenta con dos módulos, el reactor y un purificador, además de los tanques de almacenamiento de insumos químicos [9]. A continuación se describe brevemente las partes.
Tabla 3 Relación de equipos para la planta
CÓDIGO DESCRIPCIÓN MATERIAL CAPACIDAD
TC-01 Tanque de
metóxido
Acero inoxidable ANSI
316 15 L
TC-02 Tanque de aceite Acero o HDPE 75 L
RA-01 Reactor Acero inoxidable 304 120 L
TS-01 Decantador Acero 120L
TA-01
Tanque
almacenamiento de glicerina
Polietileno de alta
densidad 25 L
TA-02 Tanque de lavado Polietileno de alta
densidad 150 L
El primero es el tanque de producción de metóxido (TC-01), que es donde se prepara el catalizador, y en seguida es el reactor (RA-02) en sí, donde se realiza el proceso de la transesterificación. Este cuenta con un panel eléctrico que controla los motores de agitación y la resistencia del reactor. Tiene un panel que cuenta con un indicador digital de temperatura, que muestra la cantidad del calor actual dentro del reactor y que cuenta con un controlador para fijar la temperatura máxima a la que el termostato deberá desconectar la resistencia. También están los tres interruptores de encendido y apagado de los motores (M1 para el tanque de metóxido, M2 para el reactor principal) y de la resistencia (R1). Cuando alguno de ellos está encendido se prende la luz roja inmediatamente superior. Finalmente, para seguridad de los equipos, se cuenta con tres fusibles, uno para cada motor y uno para la resistencia [5].
Para el tanque de alimentación del aceite (TC-02) como no es muy necesario un tanque de acero para no tener mucho peso en la estructura y sea de menor costo, se determina que es mejor un tanque de polietileno de alta densidad (HDPE) para 160 litros que se muestra en Figura 4 de la marca mini cervecería con características:
Plásticos Polietileno blanco, apto uso alimenticio.
Válvula inferior de 1/2 pulgada para purgue.
Opcional: Pie de soporte, Conexión para Bocha de Limpieza CIP, válvula de extracción superior.
Figura 4 Fermentador Cónico 160 litros
2.3.4 Establecimiento de la cantidad de metanol (alcohol metílico)
Se debe tomar en cuenta que el alcohol metílico pude producir riesgos a la salud por lo cual se debe tomar en cuenta los siguientes efectos agudos (a corto plazo) sobre la salud que pudiera ocurrir inmediatamente o poco después de la exposición a alcohol metílico:
El contacto puede causar irritación de la piel.
El alcohol metílico pude irritar la nariz, la garganta y el pulmón, causando tos, respiración con silbido o falta de aire.
Puede causar nauseas, vómitos, diarrea y dolor abdominal.
La exposición en altas concentraciones puede causar dolor de cabeza, mareo, somnolencia, cansancio, perdida del conocimiento y la muerte.
Tabla 4 Determinación de Metanol
Aceite (litros) Metanol (litros)
25 5
50 10
75 15
100 20
Esta relación de litros del catalizador con respecto al aceite es el valor que se coloca dentro del controlador para la determinación del control de relación.
Cuando se mezcla el metanol con el hidróxido de potasio se produce una reacción exotérmica cuyo resultado es el metóxido de potasio. "Exotérmica" quiere decir que desprende calor. Por lo cual los utensilios que entren en contacto con la lejía deben estar totalmente secos.
[image:37.612.221.394.131.206.2]Para el dimensionamiento y construcción del tanque de metóxido se está escogiendo una altura del cono relativamente baja, con un ángulo de 29º. La altura del cono es de 63 mm desde la base del cilindro hasta la conexión con el niple. El conjunto del cilindro y el cono deben tener una altura aproximada de 353 mm como se puede apreciar en la Figura 5.
Figura 5 Dimensionamiento del tanque de metóxido
que el KOH o NaOH se atoren en la tubería, en caso el metóxido no se disuelva dentro del tanque. Luego, en el cono, se soldará una unión donde se colocará un niple.
En el cilindro, una vez soldado el cono, se mide y se marcan los lugares donde se harán los agujeros en los que irán los accesorios, se hacen los agujeros tomando las distancias que se indican en la Figura 5 y se sueldan las uniones (hembra).
Luego con los sobrantes del metal, se preparan los soportes para los motores como se muestra en la Figura 6.
Figura 6 Vista superior y soportes
El motor se coloca en el soporte correspondiente. En caso que los motores tengan dimensiones mayores, se trabajará tomando como referencia estas dimensiones para hacer un soporte adecuado. La inclinación de dicha plataforma tiene un ángulo para que no entre perpendicularmente en el reactor. Esta posición está dada para evitar la formación de un vórtice en el fluido, a fin de evitar que la mezcla pueda escapar por las tapas y que los tanques sean más altos.
Al eje del motor se le coloca un prisionero de acero inoxidable de 32.5 mm x 50
mm de largo, para sujetar una varilla de ½”. Con otro prisionero de las mismas
dimensiones se prepara la aleta o el agitador, con un retazo de una plancha de acero inoxidable de 5 mm, se cortan dos rectángulos de 50 x 30 mm, los cuales se sueldan al prisionero con un ángulo de 45º. Este se sujeta a un extremo de la varilla, tal como se indica en la Figura 5.
2.3.5 El mezclado del producto
Para el mejor control de los volúmenes de cada sustancia que se necesita dentro del reactor se regulan los flujos de entrada leyendo las variables y colocando los parámetros necesarios de cada producto para así adecuar a las cantidades de cada uno de ellos, para que después el metanol, el Hidróxido de Potasio y el aceite usado sean mezclados. Esta mezcla puede realizarse directamente en el tanque TC-01 tomando medidas de precaución ya mencionadas anteriormente.
2.3.6 Operación y reacción dentro del reactor
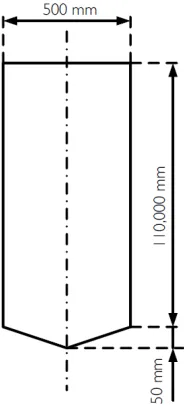
La construcción del reactor se hace de la misma manera que el tanque de metóxido. La diferencia, además del tamaño, consiste en que en la parte posterior del tanque se deben preparar los agujeros para colocar el termopar y la resistencia, los planos respectivos se pueden apreciar en la Figura 7. En el caso de la resistencia, esta debe ir en la parte baja del cilindro, preferentemente entre 50 y 80 mm sobre la línea del cono, el termopar debe estar 50 mm por encima de la resistencia en la misma línea.
Figura 7 Dimensionamiento del reactor
aceite para hacer la reacción. Los soportes, a su vez, también se colocan de la misma manera y con el mismo ángulo que en el tanque de metóxido.
Los siguientes pasos se deben tomar en cuenta al momento de operar el reactor:
Asegurarse de que todas las válvulas que entran al reactor (RA-01) y salen de él están cerradas (HV-01, FCV-02 y HV-02).
Introducir al controlador el valor adecuado calculado por el método de titulación para la relación de los dos caudales para tener una mezcla exacta.
Transferir el aceite desde el tanque de almacenamiento hasta el reactor RA-01, abriendo con cuidado la válvula HV-01 para por gravedad se desplace el aceite y la válvula FCV-02 inicie a modularse por medio del controlador.
Encender la resistencia (R1) y el motor de agitación del reactor (M2) y calentar el aceite hasta 50 ºC con agitación constante.
Usar un mínimo de 40 litros de aceite o una cantidad que cubra por completo la resistencia para que esta no se dañe.
Una vez lleno el reactor con la cantidad de aceite, taparlo.
Mezclar en el tanque de metóxido (TC-01) el catalizador (potasa cáustica, KOH) con el alcohol (metanol). Tapar bien, encender el motor M1 y agitar hasta que la potasa se disuelva (mínimo 15 minutos).
Evitar respirar vapores del alcohol o la potasa, ni tocarlos con las manos, ya que ambos son dañinos.
Es preferible poner teflón en la rosca de la tapa del tanque TC-01 para evitar escape de los gases formados por el metanol y el hidróxido de potasio en los tanques.
Evitar dejar la potasa en contacto con el aire mucho tiempo porque se humedece y carbonata, perdiendo su actividad catalítica.
Registrar las cantidades de insumos utilizados (aceite, metanol y catalizador) y cualquier otro parámetro que afecte la reacción, ya que este perfectamente homogenizado, transferir el producto al reactor RA-01.
Dejar la mezcla en agitación por 1.5 horas manteniendo una temperatura constante, después transferir al TS-01.
En esta parte del proceso ya se encuentran los productos vertidos en el reactor, normalmente se trabaja a presión atmosférica y temperatura de unos 50 ºC, es necesario agitar pero no sólo es importante al comienzo de la reacción, sino también, durante el transcurso de ella, ya que una vez alimentados los reactivos se forma un sistema de tres fases inmiscibles entre el aceite, el metanol y el hidróxido de Potasio. Al final de la reacción no se requiere agitación, ya que se busca desestabilizar la emulsión formada y dar paso a la separación de las fases (biodiésel/glicerina/enzima). Es de anotar que el efecto del mezclado en la cinética de la transesterificación es la base para el escalado y diseño del proceso. En este tipo de proceso se aconseja una velocidad de agitación entre 150-200 r.p.m. para no afectar la estructura del reactor durante un tiempo que oscila entre 30 a 60 minutos dependiendo de que tanto se quiera que reaccione el Biodiésel, pero es preferible que tenga más tiempo del minino. La reacción consta de tres reacciones consecutivas y reversibles como se muestra en la ecuación 1, 2 3.
Ecuación 1
Ecuación 3
Representación general
Ecuación 4
Se observa en la Ecuación 4 como se desarrolla en una proporción molar de alcohol a triglicérido de 3 a 1(aunque se añade una cantidad adicional del primero para desplazar la reacción hacia la formación del éster metílico) donde el radicar R corresponde al metanol (CH3-OH). El triglicérido es el principal componente del
aceite vegetal o la grasa animal [3]. Además, la formación de la glicerina, inmiscible con los ésteres de bajo peso molar, juega un papel importante para alcanzar conversiones cercanas al 100%.
2.3.6.1 Cálculos de entalpía de formación.
El cálculo de entalpia de formación y la energía libre de Gibbs, esta función de la temperatura, seguido de la constante de equilibrio teórica y de la relación de alimentación de etanol en función de la conversión de la reacción, asumiendo que el aceite solo está conformado por los dos compuestos de mayor porcentaje y que no se presentan reacciones diferentes a la transesterificación [7].
Para verificar la cantidad de energía de cada sustancia dentro de la reacción se utiliza el método de CARDOSO [23], el cual se basa en el cálculo de las entalpias de formación para líquidos por contribución de grupos, a partir de sus calores de combustión, mediante la = + …Ecuación 5
Nc = número de átomos de carbono.
∆Ni = Corrección de la tabla de propiedades de gases y líquidos ∆Hc(l) = 196.98-610.13(N)
Para la glicerina
C3H8O8(I) + 5O2 3CO2 + 4 H2O(l)
∆HGlicel(l) = -196.98 - 610.13*[(3) + (-0.3116)]
∆HGlicel(l) = -1837.25 Kj/mol
∆Hf°CO2 = -393.777 Kj/mol
∆Hf°H2O = -286.03 Kj/mol
∆Hf(l)Glice = (3*∆Hf°CO2+4∆Hf°H2O )- ∆Hc Glice(l)
∆Hf(l)Glice(l) = (3*(-393.77) + 4*(-286.03)) - (-1837.25)
∆Hf(l)Glice(l) = -488.201 Kj/mol
Para los datos expuestos en la Tabla 5, se realizó el mismo procedimiento obteniendo [23], [30].
Nota: Este método solo se expone para la glicerina, los demás datos ya se
encuentran en tabla 5 por lo cual solo se muestran los cálculos demostrativos para este componente.
Tabla 5 Datos de entalpia de formación (25°C) a partir de calores de combustión por método de Cardoso
Sustancia ∆H Combustion (Kj/mol) ∆H Formación (Kj/mol)
Glicerina -1837.25 -488.201
Oleato de Etilo -11832.1 -641.6
Palmitato de Etilo -10611.9 -832.1
Glicerilo Trinoleato -33909.1 -1120.4
Glicerilo de Tripalmitato -30396.1 -1544.7
Etanol - -277.6
Tabla 6 valores de entalpia de diferentes aceites
Aceites ENTALPIAS
( Kj / mol )
Aceite de palma -832,1
Aceites de ricino -817,5
Aceite de oliva -649,2
Aceite de semilla de linaza -534,7
Aceite de coco -239,03
Figura 8 Grafica de entalpia de diversos aceites
Continuando con el procedimiento se debe apagar el equipo, en seguida dejar reposar hasta el día siguiente (mínimo 8 horas). En caso de hacer varios lotes al día.
Luego del reposo, se habrán separado dos productos: el biodiésel (arriba) y la glicerina (abajo).
Drenar primero la glicerina abriendo la válvulas HV-04. Almacenar la glicerina en un recipiente aparte. La glicerina se reconoce por su color marrón oscuro y porque
-832.1 -817.5 -649.2 -534.7 -239.03 -900 -800 -700 -600 -500 -400 -300 -200 -100 0 Aceite de palma Aceites de ricino Aceite de oliva Aceite de semilla de linaza Aceite de coco Entalpias de formación
Kj / mol
empiece a aclarar y hacer menos espeso, es que ya está saliendo una mezcla de glicerina y biodiésel. En este momento, se debe cerrar la válvula que se esté utilizando, esperar unos segundos a que el contenido del reactor se asiente y, luego, volver a abrirla ligeramente, para drenar lo último que quede de glicerina.
En el proceso de drenaje de la glicerina, se debe usar una máscara protectora para vapores y evitar respirar cualquier emanación, ya que la glicerina sigue conteniendo cantidades significativas de metanol y su vez es preciso utilizar guantes.
Transferir el biodiésel al tanque de lavado decantando y usando la válvula HV-03. Para esto, cerrar la válvula HV-04.
Incluso el biodiésel se puede lavar en el mismo tanque o se puede transferir al tanque TA-02 y realizar ahí el lavado o incluso el secado si es que se le pone una resistencia.
Este tipo de separación debe hacerse en otro recipiente porque después del tiempo adecuado la glicerina solidifica favoreciendo la decantación y separación de los productos y así obtener la separación adecuada de estos.
Existe otro método más rápido, el cual es tener un contenedor especial con un orificio en el fondo el cual tenga conectado un tubo transparente, la mezcla se mantiene a una temperatura mayor a 38 ºC debido a que esa es la temperatura de solidificación de la glicerina, se deja reposar por una hora para que se separen y entonces de igual forma por sus densidades se podrá sacar por el tubo que se encuentra en la parte inferior, primero saldrá la glicerina de color marrón y después el biodiesel, cuando esto ocurra no hay mucho problema debido a que cuando pierda temperatura el contenedor de nuevo se separaran y la glicerina además ya estará sólida.
2.3.7 Control de calidad del proceso de transesterificación
Para verificar que la transesterificación se haya realizado con éxito, se deben controlar dos puntos:
1. Se debe observar una separación de fases marcada de biodiésel y glicerina. Si no hay separación, entonces no ha habido reacción. En este caso se debe evaluar cuál es el motivo de este problema [6].
y el biodiésel se mezclen completamente, y dejar reposar por algunos segundos. Si se da una separación rápida de ambos líquidos (30 minutos aproximadamente), significa que el biodiésel es de buena calidad. Si se separan, pero entre ambas fases hay una capa de espuma o jabón, se puede continuar con el lavado de todo el lote añadiendo ácido fosfórico al agua para facilitar la separación, y se debe procurar mejorar el proceso de transesterificación. Si el agua y el biodiésel no se separan adecuadamente, sino que permanecen mezclados formando una emulsión lechosa, quiere decir que el proceso de transesterificación no ha sido completo.
2.3.8 La glicerina subproducto del biodiésel
En la síntesis del biodiésel, se forman entre el aceite y el alcohol, normalmente metílico, ésteres en una proporción aproximada del 90% más un 10% de glicerina. La glicerina representa un subproducto muy valioso que de ser refinada a grado farmacológico la cual puede llegar a cubrir los costos operativos de una pequeña planta de refinación. La glicerina es eliminada del proceso cuando se procede al lavado con agua. Sin embargo, esta misma puede encontrarse en el biodiésel como consecuencia de un proceso inapropiado, como puede ser una insuficiente separación de la fase de glicerina o un insuficiente lavado con agua. La glicerina se emplea en la fabricación, conservación, ablandamiento y humectación de gran cantidad de productos, éstos pueden ser resinas alquídicas, celofán, tabaco, explosivos (nitroglicerina), fármacos y cosméticos, espumas de uretano, alimentos y bebidas, etc.
La glicerina se puede decantar después de un período de ventilación de tres semanas. En ese tiempo se evapora el metanol, que es malo para el compostaje. Pero como el metanol también es malo para el ambiente, se puede utilizar otro método para evaporarlo como puede ser por destilación.