Casa abierta
altiempo
UNIVERSIDAD
AUTONOMA
METROPOLITANA
DIVISION
DE
CIENCIAS BIOLOGICAS
Y
DE
LA SALUD
PROYECTO TERMIANAL QUE PRESENTAN
LOS
ALUMNOS:
GARCIA MARTINEZ JULIETA GRANADOS ALVAREZ MARTIN
MONCAYO VALENCIA ADUANA 96338526
MORENO DELGADIUO MA. ALICIA REYES MORALES ROLAND0
RIVERA CANED0 MA. ASUNCION
&ARA
LA
OBTENCION
DEL
GRAD0
:INGENIERO
BIOQUIMICO
TNDUSl72IAL.
RESUMEN EJECUTIVO
A
pesar
delavance
tecnoi6gicoen
laindustria
de
los dimentos, existeuna
gran cantidadde
pequeibs empresas
queseraslas
c u a l e s
no
cuentan
con
lainfraestnrch#a
r#cesaria
paraaprovechar
el
subproducto
quedescargan
al
(lactosuero),
el
cudconstituye
&
materiaprima para
nuestro
proceso.
En
&e
proyea0 se ptanteauna
temologia que no seha
d
e
s
a
r
r
o
a
l
l
d
o
aún
m
W,
la
demanda
actual
está
cubierta
casi
en
su
totalidadpor
importaciones,sin embargo sabemos de
fhmtes íntwnaúonales directas
la
knportanciaque
ha
adquirido e( desarrollode
esta kcnoiogka nivel
mundial, prindpaml teen
Europa.
La
planta
prelendecubrir
un
13%de la
demanda
en el aiio2005,
iniciando
conun
porcentaje decobertura
del 4%en
el primer a b .Se dedde
ubicar ía
plantaen
elpaqw
industrial HIDALGO,dentro
del estadodet mismo
nombre,
la
razdn principalpara
la eleai6nde
este l u g a rde
latepútiica
e
s
la
mayordisponibilidad
y cwcaníade materia
prima.
considerando
el
bajo costode
la
materia
pn'ma, yla
alta
productividad del
p
r
o
c
e
s
o
,
el
proyecto
Osrece
la
rea~peradón dela
inversión total,la
cual
asdende
a 31.36 millones dep
e
s
a
s
,
en
un
pwiodo
de
3.5 aficrs.El proyecto cuenta ow1
un
Valor
Presente
Neto
de
42 millonesde
p
e
s
o
s
,
una TasaMínima
de
INQICE
RESUMEN EJECUTIVO
CAPrrULO I. GENERALIDADES
1.1.1.
objebvos Particulares1.2.
JuMkadón
1.3. Introducción
1.4.
1.5.
¿ A quién vadirigido
?1.6. Bibliografía
1.1. Objetivo General
CAPTTULO
XI.
EL PROMJCTO2.1.
Esped-
del
producto2.1.1
Propiedades FÍÍicas2.2.
vida lítil2.3.
Necesidada
cubrir
2.4.
Usos2.5.
Sustitutos
2.6.
Normas de
calidad2.7.
Envase
2.8. Presentación
2.9
Marca
y Etiqueta2.10.
código
de
barras
2.11.
€tiquetay marca
2.12.
BiMiografíaCAPITULO 111. ANAUSIS DE LA OFERTA Y DEMANDA
3.1.
Análisis
del
me&3.2, Segmentadón
del
mercado3.3.
Mercado
potencial
3.4.
Demanda3.5.
Análisis
de
la
oferta
3.6 Cuantificadón
de
la
oferta
3.7 Balance
Oferta-Demanda
3.8
Disasióny
Condusión3.8. Bibliografía
CAPITULO
IV.
QXSWBUCI~N4. l. C a n a l
de
distribudún4.2.
Carterade
dientes1.2
1.2
1.2
1.2
1.3
1.41.4
11.2
11.2
11.2
11.2
11.2
11.2
11.3
11.3
11.3
11.3
n.4
11.5
11.5
XI1
e2
CAPmJI.0
V. TAMAW DE PLANTA5.1
Tamañode
la planta5.2
Caracteristicas
de
b
miao,
pequeña
ymediana
industria 5.3 Tamañode
la inckbsbia
5.4
Disponibilidadde
ia materiaprim
5.5Economía a
escala
5.6
Balarade
tiempos ymovimientos
5.7
Dagrama
de
Gantt
5 . 8 M é b d o d e r e d e s p a r a e l o o n t r o l d e ~ 5.9
BiWbgrafia.
CAPITULO
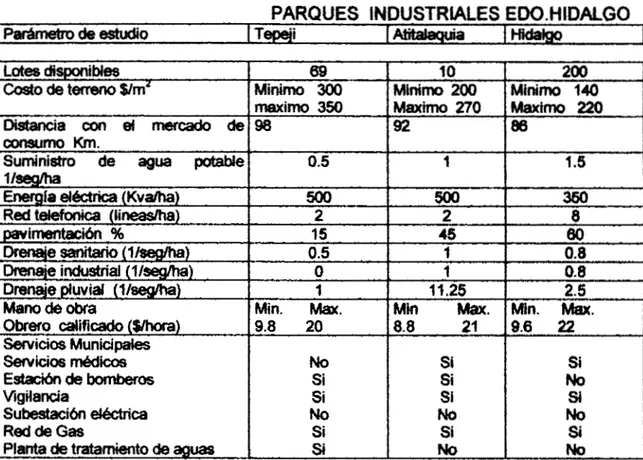
VI LOCAUZACI6NM
LA PLANTA6.1
Localizad&de
la
planta6. l. 1
"dizadón6.1.1.1
C
a
m
c
s
a
i
t
s
de
los
estados aevalwr
6.1.1.2
Estado
de
zacatecas
6.1.1.4
Distrito Federal6.1.1.5
Estado
de
M é x i c o .6.1.2
Microlocalización6.2
BiMicgrafia.6.1.1.3
Es&do
de
Hidam
CAPITULO VI1 DISTRIBUCfbX DE
LA
PUNTA7.1.
Distribucih
de
la
planta7.2.
Organizadtjnempresarial
7.3
Forma juídicade
laempresa
7.4
Estruduraorganizational
7.5 Organigrama
7.6
Bibliografía
CAPnULQ
VIII. SEtECCXhDE
PROCESO8.1.
SekcfiÓnde
pmceso
8.1.1.
Diagramade
bloques A8.1.2.
Diagramade
bloques 68.1.3.
Diagramade
Moques
C
8.1.4.
Matriz
de
Seleocih
del
prooeso
8.1.4.1.
Desaipdim
del
poCES08.2.
selecciónde
tecnología
8.2.1.
Matrices
para
la sekc&nde
equipo8.2.1.1.
selección
del equiposeparador
de
biomasa
8.2. l. 1.1. Matriz
de
seJecdÓn para laseparación
de
Momwa
8.2.1.2.
Sec66n
de
membrana8.2.1.2.1.
Matrizde
seleccih
de
membrana8.2.1.3.
Selecciónde
equipo para Fegenerachde
&ido
8.2.1.3.1.
Matriz
de
selecdh
de
equipo
para
tegenetxkhde
&
d
o
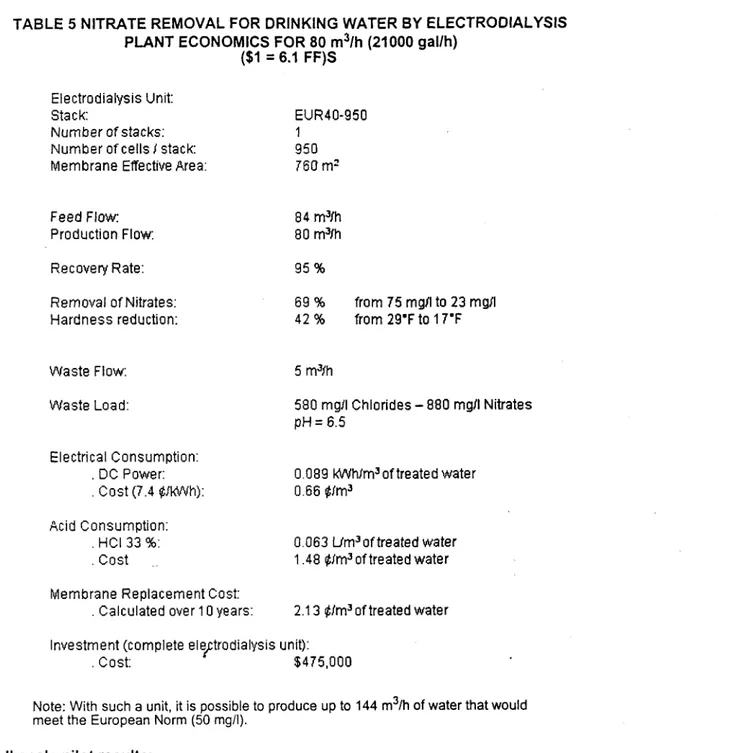
Iktico
8.2.1.4.
Selecdcin
de
membrana
para
et
ektrodializador
8.2.1.4.1.
Matriz
de
s e l f x r 3 ú n
de
membranapara
elelectrodSalizador
8.3
BiWbgrafía
v.2
v.
2
v.3 v.3
v.3
v.3
v.5
v.7
v.9
v1.2
v1.3 v1.3vf.3
v1.3
v1.4 v1.4 v1.7VI.
I2
CAPITULO
M.
BALANCES M MASA9.1 Balances
de
masa9.2
Balancesde
masa delfermentador
9.3
Balanoes
de
masa en la dwnnade
ultrafiltradón
9.4BalamesdemmaenelamedmTEE9.5
Balances de
masaen
el eiectmdializador CAPRULO X BALANCES DE ENERGIA 10.1Balances
de energia
10.2
Balance de
energia en
el
tanque
F2lO
10.2.1
calentamiento10.2.2
Enfriamientx,10.3.1
Balancede
c
a
b
10.4
Generadores
de
vapor10.4.1 Capacidad
de
CdderasCAPntlLO
XI PROCEDIMIENTOS DE BASES D€ DISEfiOCAPmLO Xn HOHAS DE DATOS
CAPntlLO XI11 MEMORIAS
DE
CALCULOCAPnUlO XW. TRATAMIENTO DE AGUAS RESIDUALES
14.1.
Tratamientode
aguas
residuales14.2.
-
e
t
s
de
lasaguas
residwles14.3.
Métockx analíticos14.4.
Cocrformaci6n
a m c e @ u a l
del
tren
de
tratamiertto
14.4.1.
Pretratamiento
y tratamiento primario14.4.2.
Tratamienbsecundario
mvendonal14. 4. 2.
l. Dgesbón anaerobia14.
4. 2.2.
Fosassépticas
14. 4.
2.
2.
1. Diseiiode
fiosa Sf$tit314. 4. 2. 3.
Digesti6naerobia
14. 4.
2.
3.
1. Fittr0sperodadares
14. 4.
2.
3. 2.
Diseiiode
filtro
p e m k b r14.4.2.4.
Tanquede
sedirnentadh
searndaria
14.
4.2. 4.
1. Diseiiode
SedimentadoF
14.4.3.
Tratamiento terciarioo avanzado
14.4.4.
Disposkjón f i n a lde
los lodos
14.4.4.1.
del
fango
14.4.4.2.
Alfrtxenarnientod e l
fango
14. 4. 4.
3.
Espesadopor
gravedad14.4.4.4.
Estabilización yacmckionamiento
m cal14.4.4.5 Compostaje
por pilaestática
aireada14.4.5.
Diagramade
bloques dei tratamientode
aguas
residwels14.4.6.
Diagramade
flujodel
tratamiento
de
aguaS reSidt.deS14.4.7.
Diagramade
flujodd
tratamientode
lodos
14.5.
Normas14.6.
Bibliografía
fx.2
fx.3
m.4
1x.5
1x.6
X2
x 2
x.2
x.3x.4
x.4
x.5
xN.2
xN.2
xN.2
xN.3
xN.3
xN.4
xN.4
m.5
x1v.6
xN.6
XN.6
XN.7 XN.8XN.8
XN.8
x1v.9
xN.9
Mv.9
m.
10m.
10m.
10m.ll
m.
12
xN.
13 XIV.14
XV ANÁUSIS ECONWXCO FSNANCIERO
15
A n á l i s i s
Eamómii
finandero
15.1
Imrersi6n
Total15.1.1
Inversión Fija15.1.2
Capital
de
Traba@15.1.2.1
Camponentesde
la
I&Fija
15.1.2.2
I m i i ode Materia
Prima
15.1.2.3
Inventariode
Pmducto
Terminado15.1.2.4
E f b ~ t i ~ ~
15.2
Depredadones y Amortlzadones15.3 Remusos
Financieros15.4
Costos
Variables
15.4.1
Suministrosde
m
15.4.2
Mantenimiento yO
p
e
m
a
h
15.5
cdos
Fipsde
Inversión
15.5.1
Impuestoa
la
propfedad
15.5.2
Segurode
laPlanta
15.6
CSWS Fijosde
O
p
e
&
15.7
Gastm
Generales
15.7.1
Gastos
de
Disbitn~¡ón y Ventas15.7.2
Gastos Finanderos
15.8 Precio de
Venta15.9
Presupuesto
de
Ingresos15.10 hesupuesto de
Egresos
15.11
Puntode Equilibrio
15.12
Estado
de
Resultados Pro fwma
15.13 Rujo de Efectivo
15.14
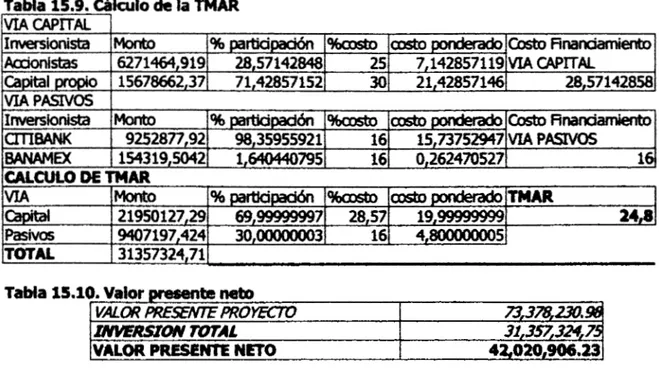
ValorPresente
Neto
15.15
Tasa Interna deRetc#no
15.16 Bibliografía
ANEXOS A CoTaAcfONES
ANEXO B MATRiZ CUANTITATIVA
DE
LOCALICACIONANEXO
c
CONSUMODE
SERVICIOS AUXILLARESANEXO
D
MEMORIASDE
CALCULO*' PROYECTO
*f. ECONOMCA
xv.2
w.2
xv.2 XV.3 xv.3 XV.4 xv.4 xv.4 xu.4xv.5
xv.5
w.5
xv.5
XV.5
XV.6XV.6
XV. 61.1 OWETIVO GENERAL
Elaborar un estudio de mercado que tiene como meta final, la formulación del análisis de la
rentabilidad técnica, económica, política y social de una planta productora de Acido Láctico.
1.1.1 OBJETIVOS PARTICULARES
0 Aprovechar el desecho de lactosuero de las industrias queseras
como
fuente de materia prima. 0 Producir Acido láctico en cultivo continuo con recirculación de células.0 Implementar el proceso de producción de Addo Láctico a través de tecnología que no se hace
aún en México.
1.2 JUSTIFICACION
La producción y consumo de
ácido
láctico hoy en día representa una importante fuente económica, ya que el desarrollo de la tecnología para su procesamiento, estandarización y control en México han sido prácticamente nulos, debido ha esto se ha recurrido a importar volúmenes considerablesde
este producto.Por lo que este proyecto pretende incursionar en el mercado, proponiendo una alternativa
biotecnológica que permite aprovechar los
dc?sedux
y una tecnología que permite obtener un productividad alta de Acido láctico, pretendiendo así obtener un producto de calidad y con igual o menos precio al que se importa.1.3 INTRODUCCION
El ácido láctico puede ser obtenido por sintesis química o por medios biotecnológicos
.
Síntesis química parte de acetaldehído, el cual reacciona con HCN
pata
obtener lactonitrilo, este compuesto se hidroliza a ácido 16ctico.Los
procedimientos biotecnológicos para producción de AcidoLáctico
son basados tradicionalmenteen la bioconversión de soluciones de azúcar por bacterias, pero recientemente el hongo Rhizopus oryzae fue también propuesto para la fermentación de ácido. Vanas fuentes de carbono (incluyen glucosa, fructosa, sacarosa,
lactosa
y almidón), han sido usadas paraeste
propósito y lamodelación de las cinéticas de fermentación en cultivos por
lotes
o continuos han sido estudiados por varios autores.La
fermentadón Iáctka es anaerobia, pero los microorganismos utilizados son aerobios facultativos, lo cual hace innecesaria la exclusión estricta de aire. El caldo usualmente se agita suavemente para mantener el carbonato de calcio en suspensión.MICROORGANISMOS QUE PRODUCEN ACID0 LÁCTICO
Es producido por numerosos micrwrganismos. Sin embargo,
las
especiesmás
comúnmente utilizadas son las del género Lactobacillus, especialmente L. delbruecki, otra especies usadas son L.pentosus y L.bulgarixus.El hongo Rhizopus oryrae también es capaz de produciráado
láctico en un medio que contenga glucosa.La selección del microorganismo depende el carbohidrato fermentado L.bulgaricus, L.casei o
Streptococcus lactis pueden utilizarse para fermentar leche o suero donde L.bulgaricus se ve favorecido.
La producción obtenida con bacterias acidolácticas homofermentativas solo ha sido obtenida
RUTA METABOLICA
Lactosa
=
Galactosa+
GlucosaGalactosa
+
ATP S_+ glucosa-1-fosfato+
ADP+
H+2(Glucosa +2Pí
+
2ADP+
2 NAD')-
2(2piruvato +2ATP +2NADH
+
2H++
H20)____,
2(2lactato
+
2 NAD')FACTORES DE REGULACION
El medio de fermentación utilizado contiene almidón hidrolizado, jarabes de
dextrosa,
glucosa, maltosa, l a c t o s a o sacarosao
fuente de carbono. El contenido de un medio tipico puede ser glucosa 120 g/L, germen malteado 3.75 g/L y (NH&HP032.5
g/L. La fermentación se lleva a cabo entre 45-50°C, y el pH está en el lado de la neutralidad.Para mejores resultados se puede usar licor de sulfito, y puede burbujearse vapor para remover el dióxido de azufre y tratarse con álcalis para separar la lignina antes de la fermentadón.
as
bacterias acidolácticas tienen requerimientos nutricionales complejos, especialmente porvitaminas del grupo B. Estos requerimientos se cubren al enriquecer el medio con fuentes vegetales
crudas,
como
el germen malteado. Sin embargo, debe cuidarse deno
sobrecalentar los materiales de enriquecimiento durante el secado de tal manera queno
pierdan su valor nutricional.La fermentación se lleva a cabo a temperaturas relativamente altas,
cuando
se usaL.delbrueckii
es
a 45OC,o
más alto, usando L.bulgaricus a 45-50°C yusando
L pentosus, L a s e ¡ o S.lactis latemperatura es sobre 30°C.EI tiempo de fermentación comúnmente
es
de
5-10 días, pero controlando el pH a 6.3-6.5 por una continua neutralización con hidróxido de calcio, la fermentacióncompleta de 12-1390 de glucosa se lleva a cabo en 72 horas. El rendimiento comercial de la fermentación
es
del 93-95% de el peso de glucosa suministrada.La fermentación se considera completa cuando el contenido de azúcares reductores se acerca al
0.1%; el tiempo normal de fermentación es de 4-6 días. AI fin de la fermentación, el caldo es
calentado a 83°C para destruir la bacteria
Microorganismo ~ 'Temperatura ("C)
93
505 37
Lactobullus =sei
Glucosa convertida A. láctico formado
(g(54oq glucosa)
(YO)
CULTIVO CONTINUO CON RECIRCULACION DE CELULAS.
El fermentador continuo de tanque agitado llamado también quimiostato, ideal es aquel en donde
el mezclado es perfecto, o sea que la concentración de cualquier variable (biótica y abiótica) es
idéntica en cualquier punto del fermentador.
CON RECIRCULACION. Este sistema permite inocular constantemente el fermentador, y así minimizar el efecto de perturbaciones. Además se puede operar el fermentador a más altas concentraciones de células y mejorar la productividad.
1.4 ANTECEDENTES
El ácido láctico (acido 2-hidroxipropanoico, ácido 2-propiónico) es un hidroxiácido orgánico
.
Primero
fue
producido comercialmente por Charles E. Avery en Littleton,Massachusetts, USA
en
1891.h aventura no tuvo éxito al intentar una marca delactato
de caldo 031170 unsustituto
del tartárico en levadura en polvo. El primer éxito fue en 1894 al utilizar ácido láctico en la industriatextil y producir niveles de 5000 kg al año básicamente en un 100%.
En
1942
enEstados
Unidos la industria del cueroprodujo
alrededorde
2.7*106
Kg/año y fue msumido en un 20940 en la industria de alimentos. Se intento utilizar
áado
láctico
enla industria de plásticos, pero no
tuvo
éxito a pesar de que redw'acustos
y aumentabala
pureza. En1982,
la
producciónde
%
d
o
l6dico
fue
de
24-28*106
kglah. Más del 50% del ácid0láctico
producido es
usado
en alimentos como addulante y conservador. Elresto
fue
utilizado en la industria farmacéutica o en otras industrias con numerosas aplicadones.1.5 ¿A QUIEN VA DIRIGIDO?
Nuestro producto va dirigido a numerosas distribuidoras que generalmente
lo
importanpara
las
diferentes industrias (alimentiaa, química, farmadutica, textiles e&).
1.6 BIBUOGRAFIA
Arkinson, Biochemical Engineering and
Biokchnology
Handobook(1991)
2thedition. Stockton
Bu'lock,John
(editor).Basic
BiotedlnoJogy.(l987).
Academic
Press.GB.& 371,372.
Vickroy,T.B. Lactic add:Canprehensive
Biotechnology.The
principles,
applications and regulationes of biotedmology in industry, agriculture and medicine.(1985).Vol.
3
The practice of biotechnology in industry, agriculture and medicine.(1985). Vol. 3
Thepractice
of
biotechnology: current commodity products. P e r g a m Press.GB.
Pág761-776.
Murray M.Y Comprehensive Biotechnology
(1985)Vol.
3
Pergamon Press Pág761-762
Kaiming Ye, Sha Jin, and Kazuyuki Shimizu.
Performance
Improvement of Lactic Acid Fermentation By Multistage Extractive Fermentation. Journal of Fermentation and Bioegineering. Vol.81,
No.3,
240-246.
19!36.
Detlef Wtlke. What Should and
What
Can Biotechnology Contribute to C h e m i c a lBulk
Production. FEMS Microbiology Reviews,16
(1995), 89-100.
A.M.R.B. Xavier,
L.
M. D. Goncalves,J.
L. Mordra, and M.3.
T. Carrondo.
Operational Patterns Affecting Lactic Add Production in UltrafiltrationCell
Recycle Boreactor. Biotechnology andBioengineering.
Vol.
45,
pp320-327 (1995)
IK-Keun Yoo, Ho Nam
Chang,
Eun GyoLee,
Yong KeunCham
And Seun- Hyeon Moon.By- ProductFormation
in Cell Recyded Continuous Culture offaWwd//us
ssei.
BiotechnologyLetters,
Vol.9,
No.
;March
1997,
pp.237-240.
Urs
1
Hanggi. Requirements on Bacterias Poliesters as Future Substitute For Conventional Plastics for ConsumerGoods.
FEMS Microbiology Reviews16
(1995) 213-220.
Ho
NamChang,
IK- Keun Yo0 and BeumsSo0
Kim. High D e n s i t yC
e
l
Culture By Membrane-Based
C e l l Recycle. Bio&&. Adv. Vol.12.
PP.467-
487. 1994.
2.1 ESPECIFICACIONES DEL PRODUCTO
2.1.1 PROPIEDADES FISICAS
Peso molecular 90.8
Punto de fusión D(+) o L(-)
16.8-33OC DL(varía con la composición) 52.8-54OC
82°C a 0.5 mmHg Punto de ebullición DL
122OC a 14 mmHg Constante de disociación (Ka a 25OC) 1.37~10.~
1361 kJ mol"
! Calor de combustión(ilHc)
1
Calor especifico (cp a200~)
190J
mol" OCI"~ I
El ácido láctico (ácido 2-hidrox-ipropanoico. Ac. 2-hidroxipropiónico) es un hidroxiácido orgánico ópticamente activo, forma cristales incoloros monocíclicos cuando es puro; es soluble en todas las proporciones con agua y exhibe una baja volatilidad. En soluciones con más de 20% de
ácido
láctico, ocurre una semiesterificación causada por los grupos funcionales hidroxilo y carboxilo.Puede formar dímeros o polimeros lineales con la fórmula general H[OCH(Cm3)CO]nOH.
2.2 VIDA UTIL
Es
de 3 a 5 años en promedio, pero puede permanecer en almacenamiento durante muchos años sin que el producto sufra alguna alteración.2.2 NECESIDAD A CUBRIR
Debido a la creciente demanda de ácido láctico en
los
últimos años surge la necesidad, de implementar tecnología que no se hace en México con la finalidad de producirlo aquí.2.4 USOS
El ácido láctico se utiliza ampliamente como acidulante en los alimentos y bebidas que requieren de
la adición de un ácido más suave que la mayoría de los otros ácidos para uso en los alimentos para
el ser humano y
puede
servir como un conservador efectivo. La ligera acidez del ácido lácticointensifica el sabor de muchos productos.
2.5 SUSTITUTOS
Sin embargo
el
uso de cada uno tiene sus especificaciones ya que sus características tanto sensoriales como fisiquímicas son diferentes.2.6 NORMAS DE CALIDAD
Acido láctico grado alimenticio para uso humano debe satisfacer espeu’ficaciones del d i g o de Químicos Alimenticios I11 (Food Chemical Codex 111)
Esta incluido en la lista de los ingredientes GRAS (Reconocidos Generalmente
como
seguros) de la FDA (Administración de Alimentos y Drogas)2.7 ENVASE
Tambor
de
polietileno retornable de 50 litros. Tiene un cierre antidesenroscable y una tapa de doble sello&
apilaMe y recidable, el revestimiento anterior asegura2.8 PRESENTACI~N
n
la calidad
del
producto.50 litros
2.9 MARCA Y ETIQUETA
Aunque no
es
obligatorio el registro para comercializar productos ni prestar los servicios sobre la marca, si es recomendable, ya que en el registro y el derecho a su exclusivo que le otorga, sepuede evitar la copia o imitación y el aprovechamiento de su reputación comercial,
A s í
a
m
o
ejercerlas acciones legales oportunas contra quien haga un uso
no
autorizado por el titular del registro. También cuando se desee proteger la misma marca en el extranjero. La ostentación de la leyendaMARCA REGISTRADA, las siglas M.R. o el símbolo 8;
Solo
podrá realizarse en el caso de los productos o servicios para los que la marca se encuentra registrada.El registrar una marca consta de tres pasos:
~ ~ ~~ ~~
2) Presentar la solicitud correspondiente a su clase de productos y/o servicios ante el Instituto
3) Titulación de la marca. Instructivo para solicitar el registro de una marca, obtenido de SECURE
Datos y tipos de la marca:
Mexicano de la Propiedad Industrial.
en el Departamento de patentes y marcas.
Normativa. Son las marcas que permiten identificar al producto y su origen mediante una palabra o un conjunto de palabras. Su importancia radica en que se debe distinguir fonéticamente, es decir, deberán ser lo sufaentemente distintivas para diferenciar los productos o servicios en el mercado de aquellos de su misma dase o especie. Los nombres
propios de las personas fisicas pueden registrarse como marca, siempre que no se confunda con una marca registrada un nombre comercial particular.
Innominada. Son figuras que cumplen con la fundón de una marca. Este tipo de marcas pueden recomrsevisualmente pero no fonéticamente. Su peculiaridad consiste en ser
símbolos, diseños, logotipo o cualquier elemento figurativo que sea distintivo.
Mixta. Son marcas que combinan palabras con elementos figurativos que muestran a la marca como un solo elemento o como conjunto distintivo.
Tridimensional. Son las marcas que protegen los envoltorios, empaques, envases, la forma o la presentación el producto en sí mismo, si estos resultan distintivos de otros de su misma especie o dase.
Dentro del régimen administrativo de los signos distintivos existen también las siguientes protecciones:
Marca colectiva. Se puede registrar
como
marca colediva cualquier signo distintivo que las asociaciones o sociedades de productores, comerciantes, fabricantes o prestadores de servicios legalmente constituidos, solicitan para distinguir en el mercado los productos o servicios terceros queno
forman parte de esas asociaciones o sociedades.Nombre comercial. Es cualquier denominación que sirve para distinguir una empresa o
establecimiento industrial, comercial o de servicios, dentro de la zona geográfica donde esta establecida su clientela efectiva. Tanto el nombre comercial
como
el derecho a su uso exclusivo estarán protegidos, sin m i d a d de un registro.0 Aviso comercial. Se pueden registrar como aviso comercial las frases u
oraciones
que sirvanpara anunciar
al
publico productos o servicios, establecimientos o negociaciones comerciales, industriales o de servicios.2.10 CODIGO DE BARRAS
Definición de código de barras: El código
de
barras es un arreglo en paralelo de barras y espacios que contienen información dificada en las barras y espacios de símbolo. Estainformación puede ser leída por dispositivos ópticos los cuales pueden entrar la información en un sistema
óptm
los cuales pueden entrar la información en un sistemade
computo.Estructura del código de
barras:
De acuerdo con la función queI
c ó d i g o deba cumplir a lo largode la cadena de abastecimiento, existen tres niveles de codificación.
Unidad de consumo: toda aquella referencia que puede comparar un consumidor en un punto de vista. Las unidades de ansumo se marcan con el código EAN-8.
Unidad de empaque: la agrupación de varias unidades de mnsumo, con el propósito de facilitar y hacer más eficiente las operaciones de transporte y almacenamiento. Las unidades de empaque se identifican con el d i g o ITF-14.
Aplicaciones logísticas: cuando se desea simbolizar con código de barras cualquier información de la identificación de las unidades de empaque o de consumo. Se utilizan los identificadores de aplicación con
los
símbolos EAN-UCC 128.El código EAN-UCC 128
no
pertenece al sistema estándar y así amo, por ejemplo, en un supermercadono
es posible efectuar la lectura de este sistema, por estar dlseñado por sectores reducidos de nivel interno en compañías que lo solicitan para su propio manejo.Características del d i g o de barras: un símbolo de barras tiene una densidad que es la anchura el elemento (barra o espacio) mas angosto dentro del símbolo de código de barras. Esta dado en
mil6simas de pulgada.
El
código de barrasno
se mide por su longitud fisica sino por su densidad. 2.11 ETIQUETA Y MARCAACID0 LACTIC0
al
85%
(Acido orgánico a partir de lactosuero)
i
Contenido neto:
50 litros
~
Registro SSA No: 29.18.11
i
Fecha de elaboración:
;
Hecho en México por:
;
HOMOLACWC
de
México
S.A.
de
C. V.
1
Ciudad Sahagún, Hidalgo
2.12 BIBLIOGRAFIA
e:
* Rosenstein S. E. 1997. Diccionario de especialidades Para la Industria Alimentaria. 7a Edición
.
e:+ Catálogo
J.
T. Baker.2000/2001.
Quimica que promueve el Descubrimiento. EdicionesJ.
T.e :
* Directorio de la Industria Alimentaria. Vol I1
Ediciones PLM, S. A. De C. V. Méxia
I11
ANALISIS
DE
LA
OFERTA Y
DEMANDA
Catle Periferica. Esq. Libramiento. Calpulalpan, Ciudad Sahagún, €do. de Hidalgo
X L
F A X : 57879477 €-Mar/: [email protected]3.1 ANALISIS DE MERCADO
Considerando que
más
del50%
del ácido láctico producido en el mundo (cerca de 40,000 tonlaño) es utilizado en tecnología de alimentos,como
regulador de pH, preservador microbial o agente amortiguador. En la industria química es usado como solvente, regulador de pH, para la manufactura de polimeros, incluyendo la posibilidad de producción de polímeros biodegradables a partir de ácido láctico.Basándose en
los
resultados arrojados por las encuestas, se obtuvo información quenos
revela quela
procedencia del ácidoláctico
es prácticamente de importación, de paisescomo
España eItalia principalmente, siendo comercializado en México por diversas empresas.
3.2 SEGMENTACION DE MERCADO
El producto se comercializará a distribuidoras de la industria de alimentos, farmacéutica y
química prinapalmente, las cuales se encuentran en su mayoría en el Distrito Federal y Estado de México.
3.3 MERCADO POTENCIAL
Para determinar el mercado potencial al cual se pretende ingresar se realizó un reconocimiento de las industrias que requieren ácido láctico en el Distrito Federal y Estado de México, lugares donde se considera existe mayor actividad industrial en la rama alimenticia y
otras
relacionadas con nuestro producto. Además de que en éstas zonas es mayor la concentración de población que consume alimentos procesados, y añadiendo que la industria de alimentosestá
creciendo aproximadamente en un 8% anual por lo que se requiere mayor cantidad de materias primas. 3.4 DEMANDASe realizaron 20 encuestas telefónicas de las cuales 15 fueron contestadas y consistieron en las
siguientes preguntas:
¿ El áado láctico que comercializan, lo compran o lo producen?
La respuesta obtenida fue que lo compran de importación, las más fuertes, mientras que las pequeñas lo compran a éstas primeras que
lo
importan.También se les preguntó ¿ Qué volumen compran y con que frecuencia?
A lo cual respondieron las empresas grandes que lo compran en contenedores rnetáliax de 20 toneladas mensualmente, y en general las pequeñas
lo
comprandesde
200 a 400 Kilogramos al mes.3.5 ANALISIS DE LA OFERTA
La oferta
es
la cantidad de bienes o servicios que un cierto número de oferentes (productores) están dispuestos a poner a disposición del mercado a un precio determinado..La oferta actual de Acido Láctico lo conforman paises
como
(España, Italia, Estados Unidos deAmerica, Belgica, Brasil entre otros) de los cuales se importa este producto.
Caiie Periférica. Esq. Libramiento. Calpulalpan, Ciudad Sahagún, € d o . de Hidalgo
T E L . f A X : 57813417 €-Mail: hornolactyc@prodígy.net.mx
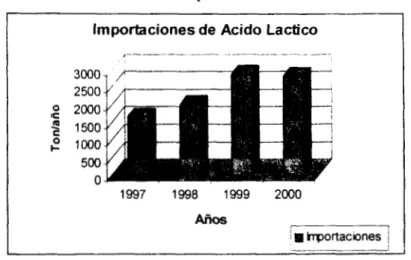
Tabla 3.5.1 Datos
Históricos
de Importaciones de los últimos 5 años Importaciones de Acido Lactic0I
3000
2500
0 2000
1500 h:
500
O
1997 1998 1999 2000
MOS
j m hportacbnes
1
3.6 CUANTIFICACI~N DE LA OFERTA
No
se
determinó la oferta potencial de Add0Láctico
utilizado en las diferentes industrias yamencionadas anteriormente, debido a que el producto va a ser dirigido a empresas que se encargan de venderlo a las industrias que a sí lo requieran.
Para la cuantificación de la oferta se tomaron en cuenta las importaciones de los
últimos
5
años, debido a que no se cuenta can información del crecimiento de la prcducdón de Acido Láctico enMéxico.
Tabla 3.6.1 Proyección de la Oferta
.
3.7 BALANCE OFERTA-DEMANDA
El balance O/D se realizó con los datos de oferta y demanda obtenidos a partir del análisis de
las importaciones y considerando que el país compra sólo lo que se requiere la demanda se encuentra cubierta
Demanda=3377 ton/año Ofetta=3377 tonlaño
Calie PwifPnca. Esq. Libramiento. Calpulalpan. Ciudad Sahagún, €do. de Hidalgo
T E L F.4X: 57919417 €-Mail: [email protected]
Sea Demanda =
D
y Oferta = OTenemos O+D
=
3377/3377=
14.8 DISCUSION Y CONCLUSION
Dado que el cociente O/D es igual a 1, podemos concluir que el proyecto puede ser viable ya que el mercado demanda un producto nacional de mejor calidad y preu’o, esto significa que nuestra empresa deberá desplazar un porcentaje de
l o s
productores deáado
lácticointernacionales, implementando una tecnología novedosa en México. 4.9 BIBLIOGRAFIA
* :
e httrx/lwww.bancomext.com
*:
e Guía de la Industria Alimentaria 2000
Cosmos
htto:liwww.cosmos.com.mx*:e Guía de la Industria Quimica 1997,
Cosmos
httD:/’iwww.cosmos,com.mxCalle Periférica. Esq. Libramiento. Calpulalpan, Ciudad Sahagún, €do. de Hidalgo
T E L F A X : 5781941 7 €-Mail: [email protected]
IV
DISTRIBUCION
Calle Periftjrica, Esq. Libramiento, Calpulalpan, Ciudad Sahagún, €do. de Hidalgo
T E L F A X : 57819417 €-Mail: [email protected]
4.1 CANAL DE DISTRIBUCION
Es la ruta que toma un producto para pasar del productor a
los
consumidores finales deteniéndose en varios distribuidores.PROVEEDOR
INDUSTRIAL
Como
ácido
láctico es una materia prima de uso industrial, la cual se venderá a empresas distribuidorasd e l
producto, la empresa contará con agentes de ventas que se encargarán de comercializar el producto.4.2 CARTERA DE CLIENTES
Nuestros clientes serán principalmente empresas distribuidoras grandes y medianas, que se encargan de comercializarlo a las diferentes industrias que emplean ácido
láctico.
Las empresas se encuentran ubicadas en D.F y Estado de México.
Helm de México S. A. Te1
.
52 28
99
00, Fax3000 57 31,
Protón No.2
Parque Industrial Naucalpan.Industrias Ragar S. A. De C. V. Te1
56 58
66
55,
Fax 56 58 37 39, 5658
08
63.
AbaquimS.
A. Tels. 55 2584
20, 55 25 07
40, Fax 5207
79 07.
httD:liwww.cosmos,com.mxjchemíabaaujm E-mail [email protected]
Almacen de Drogas la Paz S. A. De C. V. Tel. 91 800 36050, Fax 38 12 21
66
httD:!::'~vw~csmos.com.mx!'chem/lapaz
Alquimia Mexicana S. De R. L , tels.
55 33 39
6 4 ,55 33 39 65, 62 07
16
18,
Fax55 11
8
70.
htts:i. ~~~~~~w.ccsmos.com.mxichemialquimlaCompañía química Anglomexicana
S.
A. Tels. 55 63 76 29, 5598
41 35,
Fax55 98 15 25,
httD:l'iWwW.COSm~COm.mx..'chem/'anQ~OmeXCipo S. A. De C. V. Tel. 91800
36 931,
Fax 36 15 95 24~;ia:~,':.v~.vw.cosmps.com.mxichemici~o E-mail 74173.3171@con;~userve.com
Comercial Química Sandan S. A. De C. V. Tels. 398 36 43, 362 23 02,
Fax 397 92 47, E-mail 7 ~ 7 5 1 . 2 3 1 4 ~ c ~ r ~ u s e n / e . ~ o m
Crearom
S.
A. Tels. 56 8430 19,
56 84
32 76.
Hycel de México S. A. De C. V. Te1
55 53
50 09,
Fax55 53
18
84
- ~ttp:i:w:v~~~~.ccsmos.com,mx!'chem/hvc~l
Química Croda S. A. Tel. 393 91 11, Fax 5
62
4297
httD:/!www.CoSmoS.Com.mx/chern/crodaE-mail aulcaZdata.net.mx
Química Integral de México S. A. De
C.
V. Tels. 5651
67
93, 56 51 75 03,
Fax 56 51 75 03.Caile Periférica. Esq. L i b ~ a I n i e n f O , Calpulalpan, Ciudad Sahagún, €do. de Hidalgo
T E L FAX: 57819417 E-Mail: [email protected]
Staff Químico de México S. A. De C V. Tels.
571 87 78,
7
84
86 96,Fax
5
71 34
07
h t t c : ! .i.'iww1.cGsmos.com.n;,~
cherryZa.?Transformadora Química Mexicana S. A. De
C.
V. Tels.58 70 20
55,
58
7033
42,
Fax58 70
31
16, 58 70 26 95.
httD:, www.cosmos.com.mxi'chemityaau!rr?saCompañía Industrial Neumann S. A. De C. V. httD:!/www.cosmos.com.mxichem/neumann
E-mail [email protected]
Ashland Chemical de México S. A. De C. V. Tel.
53 59 30
00,
Fax53
59 39 99
httD:/iwww.ashlandmexico.com E-mail mfoc3ashiandmexico.com
Compañía universal de Industria S. S. De C. V. Tels.
56 83 60 66,
56 83 61 09,
Fax56 83 67 50
httD:/.~www.cosmos.com.mx/chemluniversal E-mail [email protected]
Empresas GB S. A. De C. V. Tels.
55
4468
48, 56 89
23
88,
Fax55
44O1 67
nttc::!
www.co5mos.com.mx,ichem/emDresas a b E-mailjulio
[email protected]Industrias Químicas
KCV
S. A. DeC.
V. Tels53 70 17
13
-
15,
Fax53 70
1728
httD:. . ~.;i.vw.cosmos.com.mxichem~kcv E- mail &[email protected]
Interquímica S. A. De C. V. Tels.
58 24 72
10-
12,
Fax58 24 72 17
E- mail cotizaclonesEinteraurmlca.com.mxMateria Primas S. A. De C. V. Tels.
55 86 41
22, 57 52 32 6222,
Fax57
52
37 78,
E-mail [email protected]Probaind
de
México Tels.53
89 37
05,
53
89
12
67,
Fax5389 33 84
Productos Ejásicos Fens S. A. De C. V. Tels.
58 52 06 34, 56 92 02 29,
Fax56 93 74 92
Provedor Internaconal de Químicos S. A. De C. V. Tel.
53
90
9099,
Fax
53
9084 91
Química Macro S. A. De C. V. Tel.
55 27
51
45
Rhcdia de México S. A. De
C.
V. Tel.52 61
1700,
Fax52 61 17 02,98
E-mail luis.riosrp.frDroguería Cosmopolita. Tels.
55
93 89
90, 55 93 92 08,
Fax56 60 53 91
L,.&>,
. .,_. "-r . ,#WV .. ""1. cosr??os.com.mx,'chemicosmoDi~ ""__ E-mail [email protected] Uniquim S. A. De
C.
V. Tel.53 73
11
56,
E-mailunlaurmOmall.dslnet.com.mx
Lagson Química S. A. De C. V. Tels
58
8495 93
-
99,
Fax58
84 0736
C d i e Penférica. Esq. Librarnlento. Calpulalpan, Ciudad Sahagún, €do. de Hidalgo 7 E i F A X : 57819417 €-Mail: t~omo/actyc@pro¿iigy.net.mx
TAMANO
DE
PLANTA
LA
~~ ~ ~~ ~~ ~~~ ~ ~ ~
Caiie Periférica. Esq. Libramiento, Calpulalpan, Ciudad Sahagún, €do. de Hidalgo
T E L FAX: 57819417 €-Mail: [email protected]
"
5.1 TAMAÑO DE LA PLANTA
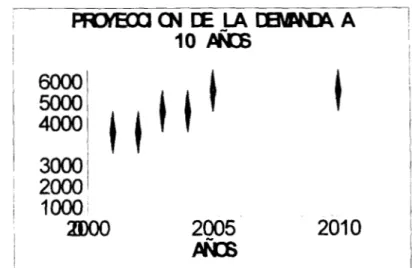
Tabla 6.1.1 Proyección de la demanda
al
año 2005 y manteniéndose constantedurante los 5 años siguientes.
j
De esto, la planta pretende cubrir el 13%
de
esta demanda en 2005, iniciando en 2001cubriendo un 4% de la demanda de ese año y aumentando paulatinamente el porcentaje de
cobertura hasta llegar al año 2005 al 13Oh
.
Año
I
2001640
640
640
640640
640 570 320 250 200 Ton/año 2010 2009 20082006
1
20072002
1
2003 20041
2005cobertura
010 utilizado 28 9 0 9 0 9 0
,
de planta
9 0 . 90
90
010 4 5 6 11 13 13 13 13 13 13
Con base en
lo
anterior establecemos que nuestro tamaño de planta es de 640 Ton /año y nuestra plantaestá
diseñada para 710 Ton/año,
trabajando con 2 lineasde
producción y 3 turnosde
8 hrs, a partir del año 2003.En principio
se
producirán 200 Ton/año,
trabajando con una sola línea de producción y 3turnos ya que
el
proceso es continuo, esta líneaestá
diseñada para producir 355 Tonlaiio,lo
que significa que la planta estarsl trabajando a una capacidad de planta utilizadad e l
28%. 5.2 CARACTERISTICAS DE LA MICRO~EQUEÑA Y MEDIANA INDUSTRIAEn
el
caso de México, se definen de la siguiente manera:Microindustria:
la
queocupa
directamente hasta quince personasIndustria pequeña: empresas manufactureras que ocupan directamente entre 16 y
100
personas.Industria mediana: las empresas manWureras que ocupan diredamente entre 101 y 250
perSonas.
Todas ellas, en conjunto componen el 98% del total de establecimientos, generan el 50%
d e l
empleo en el país y aportan el 45% del Producto InternoBruto
del pais, según datosde
NAFINSA 12; se trata por tanto, de un sector
muy
importante para la economía ~ d ~ n a l , quesin embargo se enfrentan en este mismo momento a agudos problemas, que
no
únicamente se refieren al proceso de apertura de la economía nacional.Calie Periferica. Esq, Libramiento, Calpulalpan, Ciudad Sahagún, € d o . de Hidalgo
TEL)FAX: 57519477 €-Ma;/: [email protected]
5.3 TAMAÑO DE LA INDUSTRIA
De acuerdo a la clasificación anterior nuestra empresa se encuentra ubicada como pequeña, ya que el total de su personal suma de 50 a
60
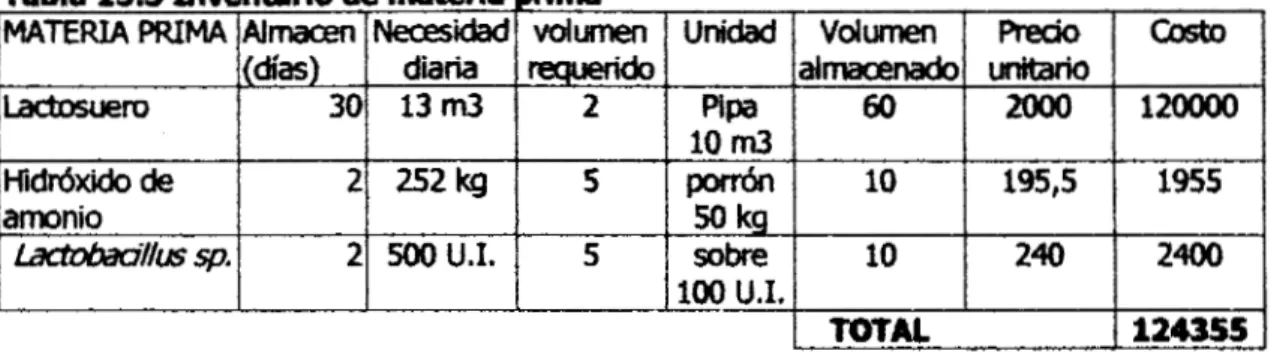
personas empleadas.5.4 DISPONIBILIDAD DE LA MATERIA PRIMA
Analizando la cantidad de materia prima necesaria para cubrir nuestra demanda y con base a las encuestas realizadas podemos considerar como proveedores nuestros, a la Cuenca Quesera del
estado
de Hidalgo ubicada en Tulancingo.5.5 ECONOMIA DE ESCALA
La operación de la planta productora de Acido láctico a partir de efluentes lácteos tendrá una
capacidad instalada para el año 2005 de
640
tonlaiio, inicialmente en el año 2001 la plantatrabajará a una capacidad instalada del 28% que representa una producción
de
200 tonlaño con un porcentaje de cobertura del 4% y una capacidad total de la planta del 28%.Para la optimización del funcionamiento de la planta, se planeo la utilización de 2 líneas de producción la la de ellas la iniciaríamos en el
2001
al 2003 con una capacidad de utilización dela planta en el año 2003
de
un 45%, implementando en este mismo aiio la Za. Línea deproducción que al final del año 2005 estará trabajando al 90% de su capacidad y
permaneciendo a sí constante durante l o s próximos 5 aiios.
Se llegó a esta dedsión debido a que la capacidad de operaaón de un solo equipo tan
solo
en el primer año sería del 28% lo cual repercutiría en elevados costos de producción y deoperación.
Sabiendo de antemano que hay ciertas restricciones para la utilización de los equipos, particularmente en este caso en cuanto a volúmenes de operación ya que se requiere el 60% mínimo de su capacidad total,
no
alcanzándose con la producción inicial.5.6 BALANCE DE TIEMPOS Y MOVIMIENTOS
Los
valores que a continuación se presentan se han obtenido de uno de los lotes de producción ya que estos son iguales durantelos
diez aííos, puesto que se trabajará en continuo durante 14 días.Para optimizar el tamaño de la planta se analizarán
los
tiempos que se emplean en cada una de las operaciones del procesodesde
la recepción de ladosuero, hasta el envasadod e l
producto.
Para eliminar tiempos muertos y optimizar deesta
forma el equipo.Basándose en lo anterior la distribución de tiempos y movimientos (diagrama de Gantt) se llevó a cabo de la siguiente manera:
1.
Almacenamiento.- Se lleva a cabo en media hora, en este tiempo las pipas descargan60
m3de lactosuero a los tanques de almacenamiento, esta descarga se realizará los días lunes, miércoles y viernes.
2. Llenado del Tanque de Mezclado.- Se realiza en un tiempo de media hora.
3. Preparación del Medio.- Consiste en mezclar el fosfato de amonio y extracto de malta con el lactosuero, esta operación se lleva a cabo en una hora.
4. Mezclado.- En esta operación se homogeneiza el
medio
paralo
c u a l
se requiere media hora. 5. Esterilización de Medio.- Consiste en la destrucción de los microorganismos mediante laelevación mantenimiento y disminución de la temperatura, lo cual requiere de una hora y media.
6. Llenado del
tanque
dosificador.- Se llevará a cabo en media hora.Caile Periférica. Esq. Librarniento. Calpulalpan, Ciudad Sahagún, €do. de Hidalgo
T E L ' F A X : 57319417 € - M a i l : [email protected]
7. Llenado del fermentador.- Por el flujo de alimentación que requiere el fermentador nos lleva a un tiempo de llenado de una hora.
8. Propagación del inóculo.- Comienza en cuanto se llena el fermentador, ya que es realizado
en el mismo y tiene una duración
de
24 hrs.9. Fermentación.- El tiempo durante el cual el reactor operara en continuo
es de
350 hrs, tiempoen cual las membranas de microfiltración se acolmatan, por lo que hay que parar la fermentación y renovar las membranas.
10. Microfiltraci6n.- Esta operación permite separar la biomasa del lacto de amonio formado y como ya se mencionó anteriormente tiene un funcionamiento en continuo de 350 hrs.
11. Electrodi6lisis.- Se encarga de regenerar el ácid0 láctico y también funciona en continuo durante 350
hn.
12. Evaporación.- Se lleva a cabo en continuo y consiste en partir de una concentración
de
67.53 g/I a una de 85g/l.
13. Almacenamiento de
producto.-
La reaiecdón del ácido láctico al 85% se lleva acabo en 24hrs.
14. Envasado.- 1.4 m3
de
ácido láctico son envasados en bidonesde
501 y se realizarácada
24 hrs con un tiempo de envasado de una hora.Calie Periférica, Esq. Libramiento, Calpulalpan, Ciudad Sahagún, €do. de Hidalgo
T E L FAX: 57819417 E-Mail: [email protected]
5.8 DIAGRAMA DE GANIT
El diagrama
de
Gantt es una gráfica de las actividades de producción expresada por medio de barras en unaescala
de tiempos. La virtud principal de un diagrama de Gantt es su sencillez. No se hace intento alguno a fin de r e a m e r el riesgo de las acciones alternativas. Las actividades se ordenan con las fechas de acuerdo con el programa preferido. Las desviaciones con respecto al calendario anticipado se registran para mostrar las condiciones actuales. Por medio de estarutina se les dan sus asignaciones a los operadores, se revela el patrón de rettasos y se
presenta daramente la distribución variable de las cargas de producción.
Calle Periférica? Esq. Libratniento. Calpulalpan, Ciudad Sahagún, €do. de Hidalgo
TE¿ F A X ; 5781941 7 €-Mail: homo/[email protected],mx
i
i I 1 i-. "__I __I-
5.9 MÉTODO DE REDES PARA
EL
CONTROL DE PROYECTOSEs un método administrativo para definir, integrar, analizar, controlar y optimizar los costos de operación mediante la planeación de las actividades que componen un proyecto, que deben desarrollarse dentro de un tiempo critico y a un costo mínimo,
Es un enfoque gráfico para establecer la secuencia y coordinación de las actividades necesarias para un proyecto, tanto económicamente como en cuestión de tiempo. En principia deben desglosarse las actividades así como sus restricciones o precedencias y tiempos, se dibuja la red, en
base
a esto se determinan las holguras de tiempo básicamente entre cada actividad y se detecta en que puntos del la red las holgurasson
igual a cero, entonces se selecciona la rutau i t i c a , que es el tiempo más largo de la red, el tiempo mínimo en el que se puede realizar el
proyecto.
RUTA CRmCA
Actividad
0.- Decisión, necesidad
1.- Definir el proceso
2.- Cotizaciones preliminares 3.- Estudio de mercado 4.- Segmentación del mercado 5.- Determinar tamaño de planta
6.- Determinar macro y microlocalización 7.- Diagrama
de
bloques del proceso8.- Diagrama de proceso
9.- Diagrama
de
tiempos y movimientos 10.- Selecciónde
tecnología para el proceso 11.- Determinar capacidadde
la planta 12.- Balancede
materia13.- Selección de equipo
14.- Determinar condiciones de operación 15.- Obtener cotizaciones
16.- Determinar número de empleados y turnos a trabajar 17.- Organigrama de la empresa, sueldos
18.- Abastecimiento de materia prima 19.- Balance de energía
20.- Realizar bases de diseño 21.- Calcular ingresos y egresos
22.- Determinar distribución
de
la planta 23.- Determinar rentabilidad delproceso
24.- Determinar capital
de
trabajo 25.- Determinar costos de producción26.- Determinar precio del
producto
y políticade
ventas 27.- Revisión del proceso28.- Determinar punto
de
equilibrio29.- Calcular gastos energéticjos y deshedm producidos 30.- Calcular servicios auxiliares
Precedencia " 0 1 0 3 21419 1,4,5 1 7 8