INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPER)OR DE )NGEN)ERÍA
MECÁN)CA Y ELÉCTR)CA
AUTOMAT)ZAC)ÓN DE UN MÓDULO DE ENTRENAM)ENTO
APL)CADO A S)STEMAS DE TRASLADO DE MATER)ALES
TES)S
QUE PARA OBTENER EL TÍTULO DE )NGEN)ERO EN
CONTROL Y AUTOMAT)ZAC)ÓN
PRESENTAN:
MARCO ANTON)O CED)LLO GUZMÁN
ROBERTO CONCEPC)ÓN FUENTES
ASESORES:
M. en C. PEDRO FRANC)SCO (UERTA GONZÁLEZ
M. en C. JOSÉ DARÍO BETANZOS RAMÍREZ
ÍND)CE
ABSTRACT ______________________________________________________________________ 6
DEDICATORIAS ___________________________________________________________________ 8
CAPÍTULO I PLANTEAMIENTO ______________________________________________________ 10
1.1 INTRODUCCIÓN ___________________________________________________________________ 10
1.2 OBJETIVO GENERAL ________________________________________________________________ 12
1.3 OBJETIVOS ESPECÍFICOS ____________________________________________________________ 12
1.4 JUSTIFICACIÓN ____________________________________________________________________ 12
1.5 ANTECEDENTES SOBRE TRABAJOS DESARROLLADOS _____________________________________ 13
CAPÍTULO II MARCO TEÓRICO ______________________________________________________ 16
2.1 EL PLC Y SUS COMPONENTES ________________________________________________________ 17 2.1.1 DEFINICIÓN ____________________________________________________________________________ 17 2.1.2 CAMPOS DE APLICACIÓN _________________________________________________________________ 17 2.1.3 VENTAJAS Y DESVENTAJAS _______________________________________________________________ 18
2.2 ESTRUCTURA BÁSICA ______________________________________________________________ 19 2.2.1 DEFINICIÓN Y DESCRIPCIÓN DE LOS COMPONENTES ___________________________________________ 19 2.2.2 ENTRADAS Y SALIDAS ____________________________________________________________________ 21 2.2.3 ALIMENTACIÓN ________________________________________________________________________ 28 2.2.4 UNIDAD DE PROGRAMACIÓN _____________________________________________________________ 28
2.3 NUEVA TECNOLOGÍA EN AUTOMATIZACIÓN: PAC’S ______________________________________ 28 2.3.1 DEFINICIÓN ____________________________________________________________________________ 29 2.3.2 VENTAJAS DE LOS PAC’S EN LA ADQUISICIÓN DE DATOS ________________________________________ 29 2.3.3 CAPACIDAD DE PROCESAMIENTO __________________________________________________________ 29 2.3.4 DIFERENCIAS Y SIMILITUDES ENTRE EL PLC, PAC Y PC ___________________________________________ 29
2.5 REGULACIÓN DE LA VELOCIDAD EN MOTORES __________________________________________ 39 2.5.1 RECTIFICADORES _______________________________________________________________________ 40
a)RECTIFICADORES NO CONTROLADOS DE TENSIÓN FIJA _________________________________________ 40
b)RECTIFICADORES CONTROLADOS DE TENSIÓN VARIABLE ________________________________________ 41
2.5.2 CIRCUITO INTERMEDIO __________________________________________________________________ 42 2.5.3 ONDULADOR __________________________________________________________________________ 42 2.5.4 FUNCIONAMIENTO DEL MOTOR ASÍNCRONO ALIMENTADO POR CONVERTIDORES DE FRECUENCIA _____ 43 2.5.5 CONTROL V/f. __________________________________________________________________________ 45
CAPÍTULO III DESARROLLO DEL HARDWARE __________________________________________ 46
3.1 SELECCIÓN DE COMPONENTES ELÉCTRICOS ____________________________________________ 47 3.1.1 PAC COMPACTLOGIX 1769 L32E ___________________________________________________________ 47
a)CONTROLADOR COMPACTLOGIX 1769-L32E __________________________________________________ 48
b)FUENTE DE ALIMENTACIÓN ELÉCTRICA 1769-PA2 ______________________________________________ 49
c)MÓDULO DE ENTRADAS DIGITALES 1769-IQ16 ________________________________________________ 49
d)MÓDULO DE SALIDAS DIGITALES A RELEVADOR 1769-OW16 _____________________________________ 50
e)MÓDULO 1769-ASCII _____________________________________________________________________ 52
3.1.2 BOTONERA DE MANDO PARA EL PAC _______________________________________________________ 53 3.1.3 BOTONERA DE MANDO PARA EL MÓDULO POINT I/O __________________________________________ 55 3.1.4 VARIADOR DE FRECUENCIA POWERFLEX40 __________________________________________________ 56 3.1.5 BOTONERA DE MANDO PARA EL VARIADOR __________________________________________________ 63 3.1.6 MÓDULO POINT I/O _____________________________________________________________________ 64 3.1.7 RELÉ DE CONTROL MCR __________________________________________________________________ 65 3.1.8 FUENTE DE ALIMENTACIÓN 1606-XLE _______________________________________________________ 65 3.1.9 CONTACTOR AUXILIAR K1 ________________________________________________________________ 66 3.1.10 INTERRUPTOR TERMOMAGNETICO DE 2 POLOS IT2 ___________________________________________ 67 3.1.11 INTERRUPTOR TERMOMAGNETICO DE UN POLO IT3 E IT4 ______________________________________ 67 3.1.12 GUARDAMOTOR DE PROTECCIÓN GENERAL IT1 ______________________________________________ 68 3.1.13 SWITCH PARA COMUNICACIÓN ETHERNET __________________________________________________ 69 3.1.14 CLEMAS _____________________________________________________________________________ 69
3.2 DIAGRAMAS ELÉCTRICOS ___________________________________________________________ 73 3.2.1 ALIMENTACIÓN PRINCIPAL _______________________________________________________________ 73
a)FUNCIÓN ______________________________________________________________________________ 73
3.2.2 ALIMENTACIÓN PARA EL VARIADOR POWERFLEX40 ___________________________________________ 73
a)FUNCIÓN ______________________________________________________________________________ 74
3.2.3 ALIMENTACIÓN PARA LA FUENTE 1606-XLE __________________________________________________ 74
a)FUNCIÓN ______________________________________________________________________________ 74
3.2.4 ALIMENTACIÓN PARA EL PAC COMPACTLOGIX ________________________________________________ 75
a)FUNCIÓN ______________________________________________________________________________ 75
3.2.5 CONEXIÓN DEL MÓDULO 1769-IQ16 ________________________________________________________ 76
a)FUNCIÓN ______________________________________________________________________________ 76
3.2.6 CIRCUITO DE MANDO PARA EL RELÉ MCR ____________________________________________________ 76
a)FUNCIÓN ______________________________________________________________________________ 77
3.2.7 CONEXIÓN DEL MÓDULO 1769-OW16 ______________________________________________________ 77
3.2.8 CONEXIÓN DEL VARIADOR POWERFLEX40 ___________________________________________________ 78
a)FUNCIÓN ______________________________________________________________________________ 79
3.2.9 CONEXIÓN PARA SEL 1 ___________________________________________________________________ 80
a)FUNCIÓN ______________________________________________________________________________ 80
3.2.10 CONEXIÓN DE LA LÁMPARA H1 ___________________________________________________________ 81
a)FUNCIÓN ______________________________________________________________________________ 81
3.2.11 CONEXIÓN DEL MÓDULO POINT I/O _______________________________________________________ 81
a)CONEXIÓN DE LA TARJETA 1734-IB4 ________________________________________________________ 82
b)CONEXIÓN DE LA TARJETA 1734-OB4 ________________________________________________________ 82
c)CONEXIÓN DE LA TARJETA 1734-OE2V _______________________________________________________ 83
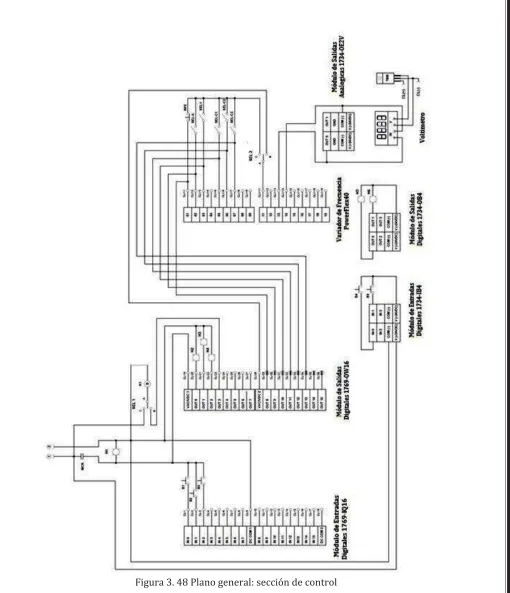
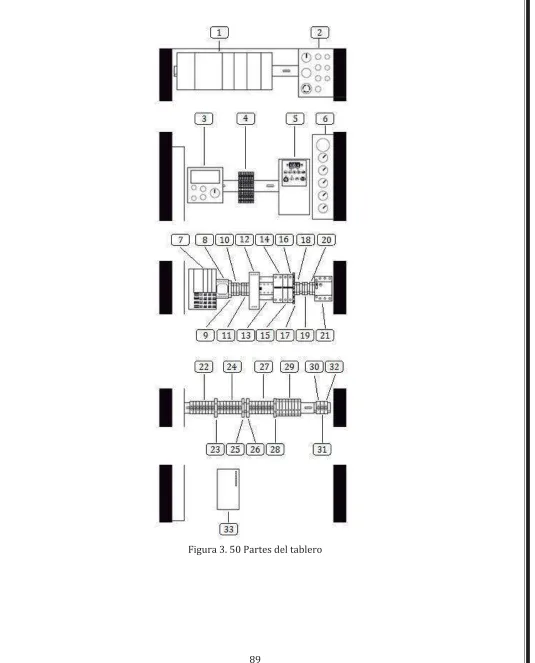
3.2.12 DIAGRAMA DE RED ETHERNET ___________________________________________________________ 83 3.2.13 PLANO GENERAL DE CONEXIÓN ELÉCTRICA _________________________________________________ 84 3.2.14 ARREGLO FÍSICO DEL TABLERO DE CONTROL ELÉCTRICO _______________________________________ 88
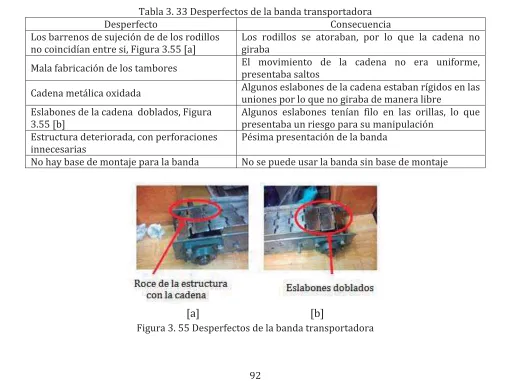
3.3 BANDA TRANSPORTADORA _________________________________________________________ 91 3.3.1 REHABILITACIÓN DE LA BANDA TRANSPORTADORA ____________________________________________ 92
CAPÍTULO IV DISEÑO DEL SOFTWARE _______________________________________________ 96
4.1 CONFIGURACIÓN Y COMUNICACIÓN DEL EQUIPO _______________________________________ 97 4.1.1 PC ___________________________________________________________________________________ 97 4.1.2 BOOTP _______________________________________________________________________________ 99 4.1.3 RSLINX ______________________________________________________________________________ 102 4.1.4 RSLOGIX 5000 _________________________________________________________________________ 105 4.1.5 PAC COMPACTLOGIX ___________________________________________________________________ 107 4.1.6 POINT I/O 1734–AENT __________________________________________________________________ 109 4.1.7 VARIADOR DE FRECUENCIA POWERFLEX 40 _________________________________________________ 113
4.2 GENERACIÓN DE TAGS ____________________________________________________________ 116
4.3 FORMA DE DAR DE ALTA SUBRUTINAS _______________________________________________ 117
4.4 CONTROL DEL VARIADOR POWERFLEX40 _____________________________________________ 119 4.4.1 CONTROL POR KEYPAD _________________________________________________________________ 120
a)ACTIVACIÓN Y CONFIGURACIÓN DEL VARIADOR ______________________________________________ 120
b)MODIFICACIÓN DEL PARÁMETRO P036 _____________________________________________________ 120
c)PUESTA EN MARCHA DEL MOTOR _________________________________________________________ 121
4.4.2 CONTROL POR BOTONERA DE MANDO PARA EL VARIADOR ____________________________________ 121
a)ACTIVACIÓN Y CONFIGURACIÓN DEL VARIADOR. _____________________________________________ 121
b)MODIFICACIÓN DEL PARÁMETRO P036. ____________________________________________________ 122
c)MODIFICACIÓN DEL PARÁMETRO A70 ______________________________________________________ 123
d)PUESTA EN MARCHA DEL MOTOR _________________________________________________________ 123
4.4.3 MONITOREO Y GESTIÓN POR HMI _________________________________________________________ 124
a)CONTROL POR COMUNICACIÓN ETHERNET __________________________________________________ 124
b)CONTROL POR SALIDAS DEL PAC __________________________________________________________ 126
CAPÍTULO V RESULTADOS EXPERIMENTALES Y CONCLUSIONES __________________________ 130
5.2 INTERFAZ GRÁFICA HMI ___________________________________________________________ 133 5.2.1 DISPLAY MENÚ ________________________________________________________________________ 134 5.2.2 DISPLAY DE CONTROL ETHERNET _________________________________________________________ 135
a)FUNCIONAMIENTO _____________________________________________________________________ 136
5.2.3 DISPLAY DE CONTROL POR SALIDAS DE PAC _________________________________________________ 137
a)FUNCIONAMIENTO _____________________________________________________________________ 138
5.3 CONCLUSIONES __________________________________________________________________ 142 5.3.1 CONTROL DE LA BANDA TRANSPORTADORA POR MEDIO DEL VARIADOR DE FRECUENCIA ____________ 142 5.3.2 REHABILITACIÓN E INTEGRACIÓN DE LA BANDA TRANSPORTADORA _____________________________ 143 5.3.3 DESARROLLO DEL SOFTWARE PARA CONTROLAR LA BANDA TRANSPORTADORA ___________________ 143 5.3.4 USO A CORTO PLAZO Y MODIFICACIONES A FUTURO __________________________________________ 144
)n this thesis work was automated a system of materials transfer consisting of a control board and a conveyor belt, linking to the computer through an Ethernet network, which aims is to facilitate the learning of the students of Automation and Control Engineering. The equipment is located at the building
in heavy laboratories of the school ES)ME Zacatenco.
Based the theoretical bases of operation and technical features of the PAC CompactLogix L E, Point )/O module and the PowerFlex frequency converter; main components of the control board.
)t also rehabilitated a conveyor belt to complement the system of materials transfer. )ts main feature is that it has a reducer ratio of : so the maximum speed of the band is approximately rpm at (z.
)n addition were done two methods of speed variation from the conveyor belt: local and remote; Control by keypad corresponding to the local method and Control by button, remote control, Control by PAC outputs and Control for Ethernet communication to the remote method, in these last three cases used RSLogix software FactoryTalk.
En este presente trabajo de tesis, me gustaría
agradecer primeramente a Dios por bendecirme
durante toda mi trayectoria profesional y por hacer
realidad este sueño.
A mis Padres con la mayor gratitud por todos
sus esfuerzos, desvelos y sacrificios para que
yo pudiera terminar mi carrera profesional. Por
todo el apoyo y consejos que me dieron es esos
momentos de duda. Por haberme dado todo y por
enseñarme a luchar por lo que se quiere. Gracias
por guiar mi camino y estar siempre junto a mí en
los momentos difíciles.
Por todo esto y más, este triunfo también es de
ustedes.
A mis profesores, gracias por ayudarme a hacer
posible un logro más; el cual no será el último, pero
quizá el más importante. Gracias por la fe que
depositaron en mí y el conocimiento que me dieron
sin esperar nada a cambio más que el orgullo de
hacer de mí un triunfador.
Con mucho cariño y respeto:
Marco Antonio Cedillo Guzmán
Dedico este trabajo de tesis a mis Padres y
Hermana. Porque sólo la superación de mis
ideales me ha permitido comprender cada día más
la difícil posición de ser padres, mis conceptos, mis
valores morales y superación se los debo a ustedes;
lo reconozco y lo agradeceré eternamente.
En adelante pondré en práctica mis
conocimientos y el lugar que en mi mente ocuparon
los libros ahora será de ustedes, esto, por todo el
tiempo que les robe pensando en mí.
A mis profesores, a quienes se han tomado el
arduo trabajo de transmitirme sus diversos
conocimientos, especialmente del campo y de los
temas que corresponden a mi profesión. Ustedes
han sido mi mano derecha y quienes me han
guiado en el complicado proceso, no ha sido fácil,
ni mucho menos, sin embargo gracias a su ayuda,
esto ha parecido un tanto menos complicado.
Y gracias a Dios por permitirme terminar esta
etapa de mi vida:
CAPÍTULO I
PLANTEAM)ENTO
En este capítulo se aborda el tema de la automatización industrial, conforme a esto se plantea el diseño de un tablero de entrenamiento que sirve como apoyo a la formación de )ngenieros en Control y Automatización en los Laboratorio Pesados en ES)ME Zacatenco.
Una vez planteado esto se asentarán los objetivos que debe cumplir el proyecto en curso y se hará referencia a otros proyectos similares para tener en cuenta su funcionamiento y así mejorarlo.
1.1 INTRODUCCIÓN: AUTOMATIZACIÓN INDUSTRIAL
En Sistemas de Producción )ndustrial, los procesos de producción son operaciones o fases que definen un estado de un producto o servicio o consiguen su estado final. Estas operaciones se realizan a través de actividades de producción, siendo éstas las que transforman materia y energía, incluso información, desde un estado físico, químico y biológico a otro.
En síntesis, la Automatización )ndustrial se puede entender como la facultad de autonomía o acción de operar por sí solo que poseen los procesos industriales y donde las actividades de producción son realizadas a través de acciones autónomas, y la participación de fuerza física humana es mínima y la de inteligencia artificial, máxima. (ay que recordar que ésta es producto de la inteligencia natural, pero su manifestación en los sistemas de control es mediante la programación en los distintos tipos de procesadores, por lo que es artificial.
En general, las cosas y los sistemas se crean y se desarrollan fundamentalmente por la necesidad. En este caso, la Automatización )ndustrial es causada por las mejoras al producto y a su proceso de fabricación. Asociado al producto semielaborado o terminado se tienen parámetros como cantidad, calidad, mercado, métodos de producción, gestión y planificación de la producción, economía de producción y otros. Es aquí donde la Automatización toma cuerpo, sentido y se despliega en toda su expresión.
En los últimos años, la Automatización participó en las dos últimas revoluciones industriales de las tres que existen a la fecha. En la primera, las operaciones industriales pasaron a ser más mentales y creativas, con lo que se logró un mejor control de los procesos. En la segunda, la informática y las comunicaciones son componentes de un sistema altamente automatizado, realizando la integración total de un sistema de producción, uniendo la gestión empresarial con las funciones de campo o terreno actividades de producción .
La Automatización )ndustrial se hace posible mediante los Sistemas de Control, que son organizaciones de equipos e instrumentos lo físico , que combinados con procedimientos mentales o algorítmicos lo inteligente trabajan en torno a propósitos previamente establecidos lo deseado .
Las funciones principales de un Sistema de Control son la observación del proceso y sus variables a automatizar, el acondicionamiento de las variables y parámetros observados, el procesamiento de esta información y su comparación con lo deseado y, posteriormente, la acción de corrección de los elementos terminales para conseguir lo deseado.
1.2 OBJETIVO GENERAL
Automatizar un sistema de traslado de materiales y darle un enfoque didáctico como módulo de entrenamiento, integrando diversos dispositivos con conectividad Ethernet y rehabilitar una banda transportadora existente.
1.3 OBJETIVOS ESPECÍFICOS
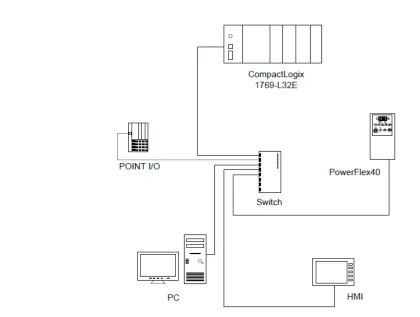
x )mplementar un tablero de control en el cual se integrara un PAC CompactLogix L E, un variador
de frecuencia PowerFlex , un módulo remoto PO)NT )/O y un Switch Ethernet.
x Controlar la velocidad de una banda transportadora por medio de un variador de frecuencia. x Rehabilitar una banda transportadora e integrarla al tablero de control.
1.4 JUSTIFICACIÓN
El hecho de automatizar un módulo de entrenamiento aplicado a sistemas de traslado de materiales, se debe a que, actualmente las empresas que tienen mucha demanda en su producción, necesitan mayor facilidad en su proceso, en trasladar material a otro lugar a cualquier hora.
La mayoría de las empresas cuentan con bandas transportadoras para todo proceso que tenga que ver con traslado de material, ya sea uso ligero o pesado.
Las bandas transportadoras tienen grandes ventajas.
x Se adaptan al terreno
x Permiten el traslado de materiales a grandes distancias x Una gran capacidad de transporte
x Transporta una gran variedad de materiales
x Es posible la carga y descarga en cualquier punto del trazado x Se pueden desplazar
x No altera el producto trasportado y aumenta la cantidad de producción
En muchos lugares, la formación que dan las escuelas hacia los estudiantes, solo es teórica y cuando los egresados se enfrentan con problemas en la industria, tienen dificultades principalmente con la forma de conectar los equipos eléctricos ya que conocen el funcionamiento pero carecen de las habilidades prácticas.
Aunado a esto, el )nstituto cuenta con equipo didáctico en la preparación en diversas aéreas tecnológicas como son control electromagnético, control neumático, control electroneumático, entre otros muchos dentro de la carrera de control y automatización. Es por esta razón y con el fin de preparar de una mejor manera a los estudiantes de la escuela ES)ME Zacatenco, se propone automatizar un sistema de traslado de materiales y rehabilitar una banda transportadora para poder darle un enfoque de módulo didáctico. El sistema estará integrado con dispositivos que se enlazan con una red Ethernet/)P, por medio de una banda trasportadora, equipando al módulo de un CompactLogix L E, un variador de frecuencia PowerFlex para controlar el motor, y un módulo Point )/O –AENT, extensiones o puntos de entradas y salidas , estos equipos están comunicados vía Ethernet por medio de un Switch.
1.5 ANTECEDENTES SOBRE TRABAJOS DESARROLLADOS
A continuación se abordan algunos trabajos relacionados con la automatización de bandas transportadoras,
CONTROL DE UNA BANDA TRANSPORTADORA CON PLC SIEMENS S7-200 [a]
En este trabajo se implementó un prototipo a escala de una banda transportadora, con una combinación de conocimientos de semilla mecánica, eléctrica y computación necesarios para poder comprender y diseñar sistemas de control de bandas transportadoras.
Se justificó en la academia de Control de la Escuela Superior Mecánica y Eléctrica ES)ME , Unidad Culhuacan, se desarrolló por medio de un seminario de Control Moderno Aplicado a Máquinas Eléctricas Rotatorias y a Sistemas Automatizados . En este trabajo se aplicó los conocimientos adquiridos durante el seminario.
Tomando en cuenta que el motor C.D., por sus características es de fácil uso, económico, adaptándose a nuestras necesidades.
DISEÑO DE UNA INTERFAZ GRÁFICA PARA EL CONTROL DE UNA BANDA TRANSPORTADORA DIDÁCTICA [b]
En este trabajo de tesis se diseñó el implementó una interfaz gráfica para el control y automatización del fraccionamiento de una banda didáctica )CT de la marca BYTRON)C£, localizada en los laboratorios de
pesados ) en el aula A de ES)ME Zacatenco. Esto con el fin de reparar sus componentes actuales y mejorar la interacción con este equipo, para ser utilizada como apoyo didáctico en las diferentes asignaturas que se imparten en la ingeniería de Control y Automatización en la ES)ME Unidad Adolfo López Mateos.
controladora de los accionamientos de la banda, además de la comunicación RS a utilizarse para un correcto manejo de la información entre la interfaz gráfica y la tarjeta de control así como los componentes con los que cuenta la banda de transporte.
Se obtuvo una interfaz gráfica capaz de controlar la banda de trasporte didáctica marcar BYTRON)C, dándole más modos de operación, para que de esta forma pueda ser de ayuda como un material auxiliar didáctico en las instrucciones de educación media y superior, iniciando por la reactivación de la que se encuentra en ES)ME Zacatenco en los laboratorios de )CA.
Se concluyó que la principal aplicación que se ha dado a las interfaces gráficas es la de controlar y/o monitorear procesos y sistemas tanto internos como externos a la computadora, presentándolos de forma gráfica y entendible a los usuarios para una mejor comprensión. Derivado de esto también se puede concluir que estos sistemas y procesos son difíciles de controlar y eficazmente sin ayuda del interfaz gráfica y de forma manual. Por lo que el desarrollo de esta interfaz se hizo usando el mismo concepto de controlar y monitorear el proceso de la banda transportadora, para así dar a los usuarios por medio de gráficos una visión del sistema para poder controlar de manera eficaz.
IMPLEMENTAR UNA RED DEVICENET PARA LA AUTOMATIZACIÓN DE UN SISTEMA DE BANDAS TRANSPORTADORAS [c]
En el presente trabajo de tesis, se estudia, se diseña y se realiza la puesta en marcha de una red DeviceNet para la automatización de un par de bandas transportadoras de laboratorio B de laboratorios pesados de )CA de la Unidad ES)ME Zacatenco, con el fin de tener un prototipo experimental enfocado apoyar el aprendizaje de los alumnos de la carrera, brindándoles una visión prácticas sobre el funcionamiento de una red industria, tomando como ejemplo el protocolo mencionado.
El desarrollo de esta tesis, se abordan por separado, los aspectos teóricos referentes a la topología de red DeviceNet, teórica acerca de controladores autómatas programables PAC´s , características y funcionamiento de sensores inductivos, fotoeléctricos y de final de carrera, variador este frecuencia ajustable y la forma en que estos manipulan motores de inducción de C.A., Con los cuales se mueven las bandas transportadoras.
En lo referente al diseño se analizan las cargas de los dispositivos con el fin de poder dimensionar adecuadamente la alimentación para la red, toman en cuenta las recomendaciones que plantean los manuales de planificación e instalaciones de revés DeviceNet, también se considera la longitud del troncal y de las líneas de derivación, para definir adecuadamente las velocidades de transmisión de datos en las cuales pueden funcionar la red.
CAPÍTULO II
MARCO TEÓR)CO
2.1 EL PLC Y SUS COMPONENTES [4]
Para comenzar a tocar el tema de los Controladores Lógicos Programables se deben conocer los conceptos básicos, estructura y características como a continuación se muestran.
2.1.1 DEFINICIÓN
Según lo define la Asociación Nacional de Fabricantes Eléctricos de los Estados Unidos, un PLC, Programable Logic Controller Controlador Lógico Programable es un dispositivo digital electrónico con una memoria programable para el almacenamiento de instrucciones, permitiendo la implementación de funciones específicas como ser: lógicas, secuenciales, temporizadas, de conteo y aritméticas; con el objeto de controlar máquinas y procesos.
También se puede definir como un equipo electrónico, el cual realiza la ejecución de un programa de forma cíclica. La ejecución del programa puede ser interrumpida momentáneamente para realizar otras tareas consideradas más prioritarias, pero el aspecto más importante es la garantía de ejecución completa del programa principal.
Estos controladores son utilizados en ambientes industriales donde la decisión y la acción deben ser tomadas en forma muy rápida, para responder en tiempo real.
Los PLC son utilizados donde se requieran tanto controles lógicos como secuenciales o ambos a la vez.
2.1.2 CAMPOS DE APLICACIÓN
El PLC por sus características especiales de diseño tiene un campo de aplicación muy extenso. La constante evolución del hardware y software amplía constantemente este campo, para poder satisfacer las necesidades que se detectan en el espectro de sus posibilidades reales.
Su utilización se da fundamentalmente en aquellas instalaciones en donde es necesario un proceso de maniobra, control y señalización. Por tanto, su aplicación abarca desde procesos de fabricación industriales de cualquier tipo a transformaciones industriales, o control de instalaciones, entre otras.
Sus reducidas dimensiones, la extremada facilidad de su montaje, la posibilidad de almacenar los programas para su posterior y rápida utilización, la modificación o alteración de los mismos, hace que su eficacia se aprecie principalmente en procesos en que se producen necesidades tales como:
x Espacio reducido
x Procesos de producción periódicamente cambiantes x Procesos secuenciales
x Maquinaria de procesos variables
x )nstalaciones de procesos complejos y amplios
Ejemplos de aplicaciones generales:
x Maniobra de máquinas
x Maquinaria industrial de plástico x Máquinas transfer
x Maquinaria de embalajes
x Maniobra de instalaciones: instalación de aire acondicionado, calefacción x )nstalaciones de seguridad
x Señalización y control
2.1.3 VENTAJAS Y DESVENTAJAS
No todos los autómatas ofrecen las mismas ventajas sobre la lógica cableada, ello es debido, principalmente, a la variedad de modelos existentes en el mercado y las innovaciones técnicas que surgen constantemente. Tales consideraciones obligan a referirse a las ventajas que proporciona un autómata de tipo medio.
Ventajas
x Menor tiempo empleado en la elaboración de proyectos, debido a que no es necesario dibujar
previamente el esquema de contactos, es preciso simplificar las ecuaciones lógicas, ya que por lo general la capacidad de almacenamiento del módulo de memoria es lo suficientemente grande
x Posibilidad de introducir modificaciones sin cambiar el cableado ni añadir aparatos x Mínimo espacio del tablero donde se instala el PLC
x Menor costo de mano de obra de la instalación
x Economía de mantenimiento. Además de aumentar la fiabilidad del sistema, al eliminar contactos
móviles, los mismos autómatas pueden indicar y detectar averías
Desventajas
x Como inconvenientes podríamos hablar, en primer lugar, de que hace falta un programador, lo que
obliga a adiestrar a uno de los técnicos en tal sentido. Esta capacitación puede ser tomada en distintos cursos, inclusive en universidades
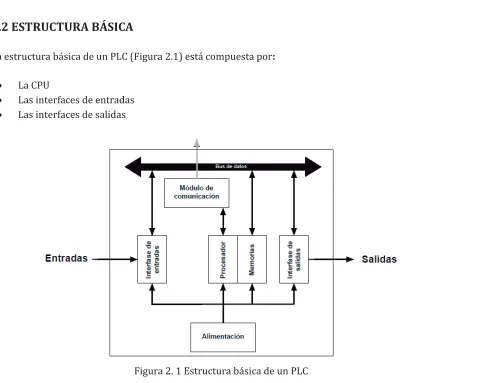
2.2 ESTRUCTURA BÁSICA
La estructura básica de un PLC Figura . está compuesta por:
x La CPU
x Las interfaces de entradas x Las interfaces de salidas
Figura . Estructura básica de un PLC
2.2.1 DEFINICIÓN Y DESCRIPCIÓN DE LOS COMPONENTES
Procesador: es el cerebro del PLC, es el responsable de la ejecución del programa desarrollado por el usuario.
Tareas principales:
● Ejecutar el programa realizado por el usuario
● Administración de la comunicación entre el dispositivo de programación y la memoria, y entre el microprocesador y los bornes de entrada/ salida
● Ejecutar los programas de autodiagnósticos
[image:20.612.70.548.68.451.2]Memoria: Los PLC’s tienen que ser capaces de almacenar y retirar información, para ello cuentan con memorias. Las memorias son miles de cientos de localizaciones donde la información puede ser almacenada. Estas localizaciones están muy bien organizadas.
En las memorias el PLC debe ser capaz de almacenar:
Datos del proceso.
x Señales de entradas y salidas
x Variables internas, de bit y de palabra x Datos alfanuméricos y constantes
Datos de control:
x )nstrucciones de usuario, programa x Configuración del autómata
x Tanto el sistema operativo como el programa de aplicación, las tablas o registros de entradas/
salidas y los registros de variables o bits internos están asociados a distintos tipos de memoria
La capacidad de almacenamiento de una memoria suele cuantificarse en bits, bytes grupo de bits , o words grupo de bits .
x Un bit es una posición de memoria que puede tomar valor ó x Un byte son posiciones de memoria agrupadas
x Una palabra o word son posiciones de memoria agrupadas
El sistema operativo viene grabado por el fabricante. Como debe permanecer inalterado y el usuario no debe tener enlaces a él, se guarda en una memoria como las ROM Read Only Memory , que son memorias cuyo contenido no se puede alterar inclusive con ausencia de alimentación.
Tipos de memoria:
a La memoria de datos
También llamada tabla de registros Figura . , se utiliza tanto para grabar datos necesarios a los fines de la ejecución del programa, como para almacenar datos durante su ejecución y/o retenerlos luego de haber terminado la aplicación. Este tipo de memorias contiene la información sobre el estado presente de los dispositivos de entrada y salida. Si un cambio ocurre en los dispositivos de entrada o salida, ese cambio será registrado inmediatamente en esta memoria.
Figura . Relación entre las terminales de entrada o de salida con una localización específica en el registro de E/S
Los bornes de conexión de los PLC tienen la misma identificación que la dirección de los registros. Por ejemplo, los bornes de la entrada están relacionados con el lugar de la memoria de datos que se encuentra en la palabra , bit .
Como puede verse, esta codificación asigna a una única entrada o salida, una terminal y consecuentemente un dispositivo de entrada o salida.
b Memoria de usuario
Es la memoria utilizada para guardar el programa. El programa construido por el usuario debe permanecer estable durante el funcionamiento del equipo, además debe ser fácil de leer, escribir o borrar. Por eso es que se usa para su almacenamiento memorias tipo RAM, o EEPROM. A estas memorias se la llama memoria del usuario o memoria de programa. En el caso de usar memorias tipo RAM será necesario también el uso de pilas, ya que este tipo de memoria se borra con la ausencia de alimentación. En el caso de usar memorias EEPROM la información no se pierde al quitar la alimentación.
La velocidad con que se pueden escribir y leer el estado de las entradas y salidas juega un papel importante en la velocidad de operación del PLC, por tal motivo para guardar esta información se utilizan memorias tipo RAM Random Access Memory que son muy rápidas.
2.2.2 ENTRADAS Y SALIDAS
Dispositivos de entrada. Los dispositivos de entrada y salida son aquellos equipos que intercambian o envían señales con el PLC.
Cada dispositivo de entrada es utilizado para conocer una condición particular de su entorno, como temperatura, presión, posición, entre otras.
x Sensores inductivos magnéticos, ópticos, pulsadores, termopares, RTD’s, encoders, etc.
Los dispositivos de salida Figura . son aquellos que responden a las señales que reciben del PLC, cambiando o modificando su entorno.
Entre los dispositivos típicos de salida se pueden encontrar:
x Contactores de motor x Electroválvulas
x )ndicadores luminosos o simples relés
Generalmente los dispositivos de entrada, los de salida y el microprocesador trabajan en diferentes niveles de tensión y corriente. En este caso las señales que entran y salen del PLC deben ser acondicionadas a las tensiones y corrientes que maneja el microprocesador, para que éste las pueda reconocer. Ésta es la tarea de las interfaces o módulos de entrada o salida.
Figura . Dispositivos de entradas y salidas
Las entradas se pueden clasificar en:
a Entradas Digitales
También llamadas binarias u on-off , son las que pueden tomar sólo dos estados: encendido o apagado, estado lógico ó Figura . .
Figura . Señal binaria digital
Los PLC’s modernos tienen módulos de entrada que permiten conectar dispositivos con salida PNP o NPN en forma indistinta Figura . . La diferencia entre dispositivos con salida PNP o NPN es como la carga en este caso la carga es la entrada del PLC está conectada con respecto al neutro o al positivo.
Figura . Entrada de común positivo o negativo estándar
Las señales digitales en contraste con las señales analógicas no varían en forma continua, sino que cambian en pasos o en incrementos discretos en su rango. La mayoría de las señales digitales utilizan códigos binarios o de dos estados.
Figura . Estructura típica de las entradas del PLC
x Rectificador: en el caso de una entrada de corriente alterna, convierte la señal en continua. En el
caso de una señal de corriente continua, impide daños por inversión de polaridad
x Acondicionamiento de señal: elimina los ruidos eléctricos, detecta los niveles de señal para los
cuales conmuta el estado lógico, y lleva la tensión al nivel manejado por el CPU
x )ndicador de estado: en la mayoría de los PLC existe un indicador luminoso por cada entrada. Este
indicador casi siempre un LED se encenderá con la presencia de tensión en la entrada y se apagará en caso contrario
x Aislamiento: en la mayoría de los PLC las entradas se encuentran aisladas para que, en caso de
sobretensiones externas, el daño causado no afecte más que a esa entrada, sin perjudicar el resto del PLC
x Circuito lógico de entrada: es el encargado de informar a la CPU el estado de la entrada cuando éste lo interrogue
Cuando la señal llega hasta los bornes del PLC tiene que atravesar todos estos bloques.
Recorrer este camino le lleva un tiempo que es llamado: tiempo de respuesta de la entrada.
b Entradas Analógicas
Estos módulos o interfaces admiten como señal de entrada valores de tensión o corriente intermedios dentro de un rango, que puede ser de - mA, - VCD o - VCD, convirtiéndola en un número. Este número es guardado en una posición de la memoria del PLC.
Los módulos de entradas analógicas son los encargados de traducir una señal de tensión o corriente proveniente de un sensor de temperatura, velocidad, aceleración, presión, posición, o cualquier otra magnitud física que se quiera medir en un número para que el PLC la pueda interpretar. En particular es el convertidor analógico digital A/D el encargado de realizar esta tarea.
Una entrada analógica Figura . con un convertidor A/D de bits podrá dividir el rango de la señal de entrada en valores ʹ଼ .
Figura . Señal analógica
Los módulos de salida digital permiten al PLC actuar sobre elementos que admitan órdenes de tipo prendido - apagado, todo o nada u on - off .
El valor binario de las salidas digitales se convierte en la apertura o cierre de un relé interno del PLC, en el caso de módulos de salidas a relé.
Figura . Estructura típica de las salidas del PLC
x Circuito lógico de salida: es el receptor de la información enviada por la CPU x Aislamiento: cumple la misma función que en las interfaces de entrada x )ndicador de estado: también tiene la misma función que en la entrada
x Circuito de conexión: está compuesto por el elemento de salida al campo que maneja la carga
conectada por el usuario.
x Protección: son internas al PLC y pueden ser fusibles en serie con los contactos de salida, alguna
protección electrónica por sobrecarga, o algún circuito RC. Recordar que en caso de que más de una salida use un solo borne de referencia, es éste el que lleva asociada la protección. Por lo cual si esta protección actúa dejarán de funcionar todas las salidas asociadas a ese borne común
El tiempo de respuesta de la salida, al igual que en las entradas, se denomina tiempo de respuesta de la salida al tiempo que tarda una señal para pasar por todos los bloques. Existen cuatro posibilidades para el circuito de conexión de una salida:
. Salida a relé
Es una de las más usuales. Con ellos es posible conectar tanto cargas de corriente alterna como continua. Suelen soportar hasta A de corriente. Una buena práctica en la instalación es verificar que la corriente máxima que consume la carga esté dentro de las especificaciones de la salida del PLC.
tienen la tendencia a devolver corriente al circuito cuando son conectadas. Siendo la corriente estimada en unas veces a la corriente de consumo nominal.
Esto genera picos de voltaje que pueden dañar la salida a la que está conectada la carga. Para minimizar estos riesgos se utilizan comúnmente diodos, varistores u otros circuitos de protección.
Los relés son internos al PLC. El circuito típico es el que se muestra en la Figura . . Cuando el programa active una salida, el PLC aplicará internamente tensión a la bobina del relé. Esta tensión hará que se cierren los contactos de dicho relé. En ese momento una corriente externa pasará a través de esos contactos y así se alimentará la carga. Cuando el programa desactiva una salida, el PLC desactiva la bobina abriendo así los contactos.
Figura . Contacto de salida a relé
. Salidas a transistor
Sólo son capaces de operar con corriente continua, de baja potencia hasta , A . Pero tienen tiempos de conmutación que rondan el milisegundo y una vida útil mucho mayor que la de los relés. En este tipo de salida el transistor es el encargado de conectar la carga externa cuando el programa lo indique. El circuito típico se muestra en la Figura . .
Figura . Contacto de salida a transistor
. Salidas por triac
. Salidas analógicas
Los módulos de salida analógica permiten que el valor de una variable numérica interna del autómata se convierta en tensión o corriente.
)nternamente en el PLC se realiza una conversión digital analógica D/A , puesto que el autómata sólo trabaja con señales digitales. Esta conversión se realiza con una precisión o resolución determinada
número de bits y en un intervalo determinado de tiempo período muestreo .
Esta tensión o intensidad puede servir de referencia de mando para actuadores que admitan mando analógico, como pueden ser las válvulas proporcionales, los variadores de velocidad, las etapas de los tiristores de los hornos, los reguladores de temperatura, etc. Permitiendo al autómata realizar funciones de regulación y control de procesos continuos.
2.2.3 ALIMENTACIÓN
La fuente de alimentación proporciona las tensiones necesarias para el funcionamiento de los distintos circuitos del sistema.
La alimentación al CPU frecuentemente es de VCD, o de / VCA. En cualquier caso es el propio CPU el que alimenta las interfaces conectadas a través del bus interno.
La alimentación a los circuitos E/S puede realizarse, en alterna a / / VCA o en continua a / / VCD.
2.2.4 UNIDAD DE PROGRAMACIÓN
El autómata debe disponer de alguna forma de programación, la cual se suele realizar empleando la PC, es la forma más cómoda empleada en la actualidad. Permite programar desde un ordenador personal estándar, con todo lo que ello supone: herramientas más potentes, posibilidad de almacenamiento en soporte magnético, impresión, transferencia de datos, monitorización mediante software, entre otros.
2.3 NUEVA TECNOLOGÍA EN AUTOMATIZACIÓN: PAC’S [13]
2.3.1 DEFINICIÓN
Un PAC Programmable Automation Controller es una tecnología industrial orientada al control automatizado avanzado, al diseño de equipos para laboratorios y a la medición de magnitudes análogas. El PAC se refiere al conjunto formado por un controlador una CPU típicamente , módulos de entradas y salidas, y uno o múltiples buses de datos que lo interconectan todo.
Este controlador combina eficientemente la fiabilidad de control de un autómata o PLC junto a la flexibilidad de monitorización, cálculo y desempeño de un computador industrial.
Los PAC’s pueden utilizarse en el ámbito investigador y de laboratorios, pero es sobre todo en el industrial, para control de máquinas y procesos. A destacar los siguientes: múltiples lazos cerrados de control independiente.
x lazos de control robusto
x adquisición de datos de precisión
x análisis matemático y memoria profunda
x monitorización remota, visión artificial, control de movimiento y robótica x seguridad controlada
x administración de recursos ARP o SAP, entre otros
2.3.2 VENTAJAS DE LOS PAC’S EN LA ADQUISICIÓN DE DATOS
Una ventaja de los PAC al compararse con los PLC’s, es la habilidad para procesar y desempeñar medidas complejas. Con esta característica, puede combinar diferentes sistemas de adquisición de datos como frecuencias, formas de onda, voltajes, corrientes, control de movimiento e incluso, adquisición de imágenes. Esto crea un nivel sin precedentes de manipulación y estandarización en términos del tipo de señales que pueden manipularse y procesarse. Los PAC’s ofrecen cientos de funciones para procesar, analizar y extraer información de estas señales.
2.3.3 CAPACIDAD DE PROCESAMIENTO
Las plataformas PAC’s ofrece procesadores de última generación como los )ntel Core Dúo o incluso Core Quad de punto flotante, y proporciona la habilidad para ejecutar cientos de iteraciones y cálculos P)D simultáneamente, además de otros controles robustos como redes neuronales o lógica difusa.
2.3.4 DIFERENCIAS Y SIMILITUDES ENTRE EL PLC, PAC Y PC
Tabla . Comparación entre PLC y PAC
Características PLC PAC Estándar PC
Soporta shocks eléctricos y vibración Si Si No
Seguridad y estabilidad Si Si No
Rangos de temperatura industriales Si Si No
Trabajo en tiempo real Si Si No
Entradas de fuente de poder redundantes Si Si No
Procesador de punto flotante No Si Si
Memoria no volátil No Si Si
Conectividad a Ethernet vía WEB No Si Si
Capacidad de administración de recursos No Si Si
Capacidad ilimitada de lazos de control No Si Si
2.4 SISTEMAS DE COMUNICACIÓN INDUSTRIAL [3]
Al hablar de automatización, es muy común tocar el tema de las comunicaciones industriales, ya que a partir de ellas se pueden transmitir datos y realizar acciones de control entre diferentes equipos en una misma red, a continuación se toca el tema específico de la red Ethernet.
2.4.1 LAS COMUNICACIONES Y LA INDUSTRIA
La comunicación en las plantas industriales es imprescindible la industria moderna. Muchos sistemas están conformados por equipos de diferentes fabricantes y funcionan en diferentes niveles de automatización. Pese a que puedan estar distanciados entre sí, a menudo se desea que trabajen de forma coordinada para un resultado satisfactorio del proceso. El objetivo principal es la comunicación totalmente integrado en el sistema. Esto reporta la máxima flexibilidad y permite integrar sin problemas productos de otros fabricantes a través de las interfaces software estandarizados. Esta integración total se conoce como C)M computer integrated manufacturing .
En los últimos años, las aplicaciones industriales basadas en comunicación digital se han incrementado haciendo posible la conexión de sensores, actuadores y equipos de control en una planta de procesamiento. De esta manera, la comunicación entre la sala de control y los instrumentos de campo se ha convertido en realidad. La comunicación digital debe integrar la información provista por los elementos de campo en el sistema de control de procesos.
x Visualización y supervisión de todo proceso productivo x Toma de datos del proceso más rápida o instantánea x Mejora del rendimiento general de todo el proceso
x Posibilidad de intercambio de datos entre sectores del proceso y entre departamentos x Programación a distancia, sin necesidad de estar a pie de fábrica
En una red industrial coexistirán dispositivos de todo tipo, los cuales suelen agruparse jerárquicamente para establecer conexiones lo más adecuadas a cada área. Tradicionalmente se define cuatro niveles dentro de una red industrial como se muestra en la Figura . .
Figura . Niveles jerárquicos de una red industrial
x Nivel de gestión: es el más elevado y se encarga de integrar los niveles siguientes en una estructura
de fábrica, e incluso de múltiples factorías. Las máquinas aquí conectadas suelen ser estaciones de trabajo que hacen de puente entre el proceso productivo y el área de gestión, en el cual se supervisan las ventas, stocks, etc. Se emplean una red de tipo LAN Local Área Network o WAN
Wide Área Network .
x Nivel de control: se encarga de enlazar y dirigir las distintas zonas de trabajo. A este nivel se sitúan
los autómatas de gama alta y los ordenadores dedicados al diseño, control de calidad, programación, etc. Se suele emplear una red de tipo LAN.
x Nivel de campo y proceso: se encarga de la integración de pequeños automatismos autómatas
compactos, multiplexores de E/S, controladores P)D, etc. Dentro de sub-redes o islas . En el nivel más alto de estas redes se suelen encontrar uno o varios autómatas modulares, actuando como maestros de la red o maestros flotantes. En este nivel se emplean los buses de campo tradicionales, aunque también tienen cabida relé superiores como Ethernet industrial bajo ciertas premisas que aseguren el determinismo la red.
x Nivel de E/S: es el nivel más próximo al proceso. Aquí están los sensores y actuadores, encargados
y supervisión. Se trata de sustituir los sistemas de cableado tradicionales por buses de campo de prestaciones sencillas y sistemas de periferia descentralizada.
Esta estructura sin embargo, no es universal, habrá casos en los que conste que un número mayor o menor de niveles, dependiendo del tamaño del proceso y la propia industria.
2.4.2 ETHERNET INDUSTRIAL
Ethernet es una especificación para redes de área local que comprende el nivel físico y el nivel de enlace del modelo de referencia )SO/OS). Se implementa en principio sobre una topología bus serie con mecanismo CSMA/CD para el control del acceso al medio MAC .
Fue desarrollada inicialmente por Xerox Corporation y Digital Equipement Corporation, y ha sido la base para el desarrollo del estándar )EEE . que difiere ligeramente de la especificación Ethernet.
Ethernet se ha convertido rápidamente en un estándar de facto por el gran número de equipos que existen en el mercado y la gran cantidad de software desarrollado para esta red.
Se implementa originalmente sobre cable coaxial, modificándose la señal en banda base mediante el código Manchester. Sin embargo se han desarrollado especificaciones para que la red Ethernet se pueda implementar sobre otros soportes físicos: par trenzado, fibra óptica, etc. y soportando mayores velocidades de transmisión. Es más, el original control de acceso al medio CSMA/CD ha sido prácticamente desplazado por las técnicas de conmutación Ethernet conmutada , que agilizan el tráfico de la red, aumentan el ancho de banda de transmisión disponible, aumenta el número de nodos que se pueden conectar a una red local y minimizan tanto la posibilidad de pérdida de mensajes, retardo de propagación de estos hasta su destino. Este hecho ha provocado que Ethernet se haya incorporado definitivamente al entorno industrial como un medio de transmisión fiable, rápido y prácticamente determinista.
2.4.3 DEFINICIÓN
Ethernet/)P, es una abreviatura de Ethernet )ndustrial Protocol Protocolo )ndustrial Ethernet , es una solución abierta estándar para la interconexión de redes industriales que aprovecha los medios físicos y los chips de comunicaciones Ethernet comerciales. Si se tiene en cuenta que la tecnología Ethernet se utiliza desde mediados de los años setenta y su gran aceptación en todo el mundo, no es de extrañar que Ethernet brinde la mayor comunidad de proveedores del mundo. Al utilizar la tecnología Ethernet, no sólo sigue una tendencia tecnológica común actualmente, sino que, además, se disfruta de la posibilidad de obtener acceso a datos en el nivel de los dispositivos mediante )nternet.
intercambio de mensajes . Ethernet/)P es una red abierta que utiliza tecnología comercial ya existente, como:
x El estándar de vínculo físico y de datos )EEE .
x El conjunto de protocolos Ethernet TCP/)P Protocolo de control de transmisión/Protocolo
)nternet , estándar del sector para Ethernet
x Protocolo de control e información C)P , el protocolo que permite la transmisión de mensajes de
E/S en tiempo real e información/transmisión de mensajes entre dispositivos similares
2.4.4 MODELO OSI DE ISO
El modelo OS) Open Systems )nterconnection de )SO )nternational Stardards Organozation fue una propuesta para la estandarización de las redes de ordenadores que permite interconectar sistemas abiertos y ofrece al usuario la posibilidad de garantizar la interoperabilidad de los productos entre sí. Este modelo tiene siete capas, diseñadas con arreglo a los siguientes principios:
. Una capa se creará en situaciones en las que se requiera un nivel diferente de abstracción. . Cada etapa deberá realizar una función bien definida
. La función que realiza cada etapa deberá seleccionar se toman en cuenta la minimización del flujo de información a través de las interfaces entre capas
. El número de capas será suficientemente grande como para que funciones diferentes no estén en la misma capa, y suficientemente pequeño para que la arquitectura no sea difícil de manejar
El modelo OS) Figura . por sí mismo, no es una arquitectura de red puesto que no especifica el protocolo que debe usarse en cada capa. Posteriormente, estos protocolos fueron implementados por los fabricantes de software de comunicaciones, ajustándose a las funciones de cada una de las capas.
A continuación se describen las funciones de cada una de las capas:
x Nivel : define las condiciones físicas como son los niveles de corriente, tensión, modulación,
frecuencia, etc. que son necesarias para hacer efectiva la comunicación sobre un medio de transmisión cableado o aéreo
x Nivel : se define el mecanismo de acceso al medio de transmisión y el direccionamiento de las
estaciones, de forma que durante un tiempo definido sólo una estación podrá enviar datos a través del medio de transmisión que se utilice. Los datos se estructura en tramas para su correcta interpretación y se comprueba la transmisión sin errores de los mismos
x Nivel : encargado de conectar y encaminar los datos que se han de viajar a través de varias
subredes y controlar los posibles problemas de congestión de la red
x Nivel : garantiza la seguridad en el transporte y la coherencia de los datos transmitidos. Es el
encargado de coordinar tareas como el control de flujo, la segmentación en bloques y la confirmación o acuse de recibo correcto de los datos. Para realizar estas funciones se establecen conexiones que garantizan que ambos extremos están preparados para el intercambio de datos
x Nivel : se encarga del control de comunicación. Se hace cargo de la sincronización de la misma y
del control del uso que hace cada usuario de la red
x Nivel : en él los datos se codifican en un lenguaje común
x Nivel : incluye los servicios usuario, es decir, aplicaciones de comunicación a las que el usuario
puede acceder directamente o a través de una interfaz de usuario programa de comunicaciones
Tabla . Características de las capas de información según )SO
Nivel Designación Función Características
Capa de aplicación Funciones de aplicación Leer/escribir-recibir/enviar Transferencia de archivos Capa de
presentación Representación de datos sincronización Lenguaje común
Capa de sesión Sincronización Control de comunicación Coordinación de la comunicación inicio-fin
Capa de transporte
Establecimiento/terminación de conexiones
Confirmaciones Segmentación
Transmisión asegurada de información
Capa de red Encaminamiento hacia las subredes interconexión entre distintas subredes
Capa de enlace Método de enlace Estructuración de los mensajes en
tramas Comprobación CRC errores
2.4.5 EL MODELO TCP/IP
TCP/)P es el protocolo del nivel de transporte y red de )nternet y suele estar vinculado con las instalaciones Ethernet y el mundo de los negocios. Proporciona una serie de servicios que puede utilizar cualquier pareja de dispositivos para compartir datos. Dado que la tecnología Ethernet y los conjuntos de protocolos estándar como TCP/)P han sido promocionados para uso público, se han producido de forma masiva y pueden conseguirse fácilmente medios físicos y herramientas de software estandarizadas, con lo que puede disfrutar de las ventajas de una tecnología conocida y una gran facilidad de acceso.
El UDP/)P Protocolo de datagrama de usuario también se utiliza junto con la red Ethernet. UDP/)P proporciona un transporte de datos rápido y eficiente, características necesarias para el intercambio de datos en tiempo real.
Para que Ethernet/)P tenga éxito, se ha agregado el protocolo C)P al conjunto TCP/UDP/)P con el fin de proporcionar un nivel de aplicaciones común. Por lo tanto, cuando se elija un producto Ethernet/)P, estará seleccionado también prestaciones de TCP/)P y C)P. Ethernet/)P utiliza el modelo de red de productor/ consumidor, al igual que las redes DeviceNet y ControlNet, que también utilizan C)P.
Con la introducción de la tecnología de conmutación de Ethernet y la transmisión de datos full-dúplex, se eliminan las colisiones de datos y el rendimiento mejora drásticamente en la red Ethernet/)P.
2.4.6 TOPOLOGÍA
Por lo general, una red Ethernet/)P utiliza una topología de estrella activa en la que los grupos de dispositivos que están conectados punto a punto con un conmutador. La ventaja de una topología en estrella radica en la compatibilidad con productos de y Mbps.
Puede combinar dispositivos de y Mbps, y el conmutador Ethernet negociará la velocidad. Asimismo, la topología de estrella le ofrece conexiones fáciles de cablear o de depurar, o en las que resulta fácil detectar fallos y llevar a cabo tareas de mantenimiento.
2.4.7 CAPA DE RED
La familia de protocolos TCP/)P fue diseñada para permitir la interconexión entre distintas redes. El mejor ejemplo de interconexión de redes es )nternet: se trata de un conjunto de redes unidas mediante encaminadores o routers.
sabremos si pertenece a nuestra propia red o a una distinta todas las direcciones )P de la misma red comienzan con los mismos números .
Tabla . )dentificación de diferentes host en una red
(ost Dirección física Dirección )P Red
A - - - B-B - D . . . Red
R A -BB- - - -D -E - C-AB- A-FF . . . . . .
Red
B -E - C- - -AF . . .
R B - - - - -BE -E - -AB- - . . . . . .
Red
C A -BB- - -DA-DB . . .
D B -AB- - - - . . .
El concepto de red está relacionado con las direcciones )P que se configuren en cada ordenador, no con el cableado. Es decir, si tenemos varias redes dentro del mismo cableado solamente los ordenadores que permanezcan a una misma red podrán comunicarse entre sí. Para que los ordenadores de una red puedan comunicarse con los de otra red es necesario que existan routers que interconecten las redes. Un router o encaminador no es más que un ordenador con varias direcciones )P, una para cada red, que permita el tráfico de paquetes entre sus redes.
2.4.8 DIRECCIONES IP [2]
La dirección )P es el identificador de cada host dentro de una red de redes. Cada host conectado a una red tiene una dirección )P asignada, la cual debe ser distinta a todas las demás direcciones que estén vigentes en ese momento en el conjunto de redes visibles por el host. Pero sí se podrían tener dos ordenadores con la misma dirección )P siempre y cuando pertenezcan a redes independientes entre sí
sin ningún camino posible que las comunique . Las direcciones )P se clasifican en:
x Direcciones )P públicas. Son visibles en todo )nternet. Un ordenador con una )P pública es accesible
visible desde cualquier otro ordenador conectado a )nternet. Para conectarse a )nternet es necesario tener una dirección )P pública.
x Direcciones )P privadas reservadas . Son visibles únicamente por otros hosts de su propia red o
de otras redes privadas interconectadas por routers. Se utilizan en las empresas para los puestos de trabajo. Los ordenadores con direcciones )P privadas pueden salir a )nternet por medio de un router o proxy que tenga una )P pública. Sin embargo, desde )nternet no se puede acceder a ordenadores con direcciones )P privadas.
A su vez, las direcciones )P pueden ser:
x Direcciones )P estáticas fijas). Un host que se conecte a la red con dirección )P estática siempre lo
)nternet con objeto de que estén siempre localizables por los usuarios de )nternet. Estas direcciones hay que contratarlas.
x Direcciones )P dinámicas. Un host que se conecte a la red mediante dirección )P dinámica, cada vez
lo hará con una dirección )P distinta. Las direcciones )P públicas dinámicas son las que se utilizan en las conexiones a )nternet mediante un módem. Los proveedores de )nternet utilizan direcciones )P dinámicas debido a que tienen más clientes que direcciones )P es muy improbable que todos se conecten a la vez .
Las direcciones )P están formadas por bytes bits . Se suelen representar de la forma a. b. c. d donde cada una de estas letras es un número comprendido entre el y el , también se pueden representar en forma hexadecimal desde la . . . hasta la FF.FF.FF.FF o en binario, desde la
. . . hasta la . . . .
2.4.9 CLASES DE DIRECCIÓN IP
Para que en una red dos computadoras puedan comunicarse entre sí ellas deben estar identificadas con precisión. Este identificador viene definido por el protocolo utilizado. TCP/)P utiliza un identificador denominado dirección )nternet o dirección )P, cuya longitud es de bits bytes . La dirección )P identifica tanto a la red a la que pertenece una computadora como a ella misma dentro de dicha red.
Lo anterior se resuelve mediante la definición de las "Clases de Direcciones )P". Para clarificar lo anterior se tiene que una red con dirección clase A queda precisamente definida con el primer byte de la dirección, la clase B con los dos primeros y la C con los tres primeros bytes. Los bytes restantes definen los nodos en la red específica tal como se muestra en la Tabla . .
Tabla . )P clase A, B y C
Clase de red )dentificación de host de redes Número Número de hosts direcciones Rango de Máscara de subred
A byte bytes . . . . . . . . .
B bytes bytes . . . . . . . . .
C bytes byte . . . . . . . . .
Clase A
aunque son pocas las organizaciones que obtienen una dirección de "clase A". Lo normal para las grandes organizaciones es que utilicen una o varias redes de "clase B".
Clase B
Estas direcciones utilizan en su primer byte un valor comprendido entre y , incluyendo ambos. En este caso el identificador de la red se obtiene de los dos primeros bytes de la dirección, teniendo que ser un valor entre . y . no es posible utilizar los valores y por tener un significado especial . Los dos últimos bytes de la dirección constituyen el identificador del host permitiendo, por consiguiente, un número máximo de ordenadores en la misma red. Este tipo de direcciones tendría que ser suficiente para la gran mayoría de las organizaciones grandes. En caso de que el número de ordenadores que se necesita conectar fuese mayor, sería posible obtener más de una dirección de "clase B", evitando de esta forma el uso de una de "clase A".
Clase C
En este caso el valor del primer byte tendrá que estar comprendido entre y , incluyendo ambos valores. Este tercer tipo de direcciones utiliza los tres primeros bytes para el número de la red, con un rango desde . . hasta . . . De esta manera queda libre un byte para el host, lo que permite que se conecten un máximo de ordenadores en cada red. Estas direcciones permiten un menor número de host que las anteriores, aunque son las más numerosas pudiendo existir un gran número redes de este tipo más de dos millones .
En la clasificación de direcciones se puede notar que ciertos números no se usan, el valor en el primer byte se utiliza en algunos sistemas para propósitos especiales. También es importante notar que los valores y en cualquier byte de la dirección no pueden usarse normalmente por tener otros propósitos específicos.
En la Tabla . se muestran dos clases adicionales de direcciones )P, que tienen un uso específico.
Tabla . )P especiales
D
Se reservan todas las direcciones para multidestino multicast , es decir, un ordenador transmite un mensaje a un grupo especifico de ordenadores de esta clase
. . .
. . .
E Exclusivamente para fines experimentales . . . . . .
2.4.10 MASCARA DE SUBRED
Tabla . Mascaras de subred según su clase
Clase Mascara de subred
A . . .
B . . .
C . . .
2.5 REGULACIÓN DE LA VELOCIDAD EN MOTORES [15]
Un regulador electrónico de velocidad está formado por circuitos que incorporan transistores de potencia como el )GBT transistor bipolar de puerta aislada o tiristores, siendo el principio básico de funcionamiento transformar la energía eléctrica de frecuencia industrial en energía eléctrica de frecuencia variable.
Esta variación de frecuencia se consigue mediante dos etapas en serie. Una etapa rectificadora que transforma la corriente alterna en continua, con toda la potencia en el llamado circuito intermedio y otra inversora que transforma la corriente continua en alterna, con una frecuencia y una tensión regulables, que dependerán de los valores de consigna. A esta segunda etapa también se le suele llamar ondulador
Figura . .
Todo el conjunto del convertidor de frecuencia recibe el nombre de inversor.
Figura . Etapas de un variador de frecuencia
El modo de trabajo puede se manual o automático, según las necesidades del proceso, dada la enorme flexibilidad que ofrecen los reguladores de velocidad, permitiendo hallar soluciones para obtener puntos de trabajo óptimos en todo tipo de procesos, pudiendo ser manejados por ordenador, PLC, señales digitales o de forma manual.
La mayoría de las marcas incluyen dentro del propio convertidor protecciones para el motor, tales como protecciones contra sobreintensidad, sobretemperatura, fallo contra desequilibrios, defectos a tierra, etc. Además de ofrecer procesos de arranque y frenados suaves mediante rampas de aceleración y de frenado, lo que redunda en un aumento de la vida del motor y las instalaciones.
x Mejora el proceso de control y por lo tanto la calidad del producto
x Se puede programar un arranque suave, parada y freno funciones de arrancador progresivo x Amplio rango de velocidad, par y potencia. velocidades continuas y discretas
x Bucles de velocidad
x Puede controlar varios motores x Factor de potencia unitario
x Respuesta dinámica comparable con los Drives de DC x Capacidad de bypass ante fallos del variador
x Protección integrada del motor x Marcha paso a paso comando JOG
Con respecto a la velocidad los convertidores suelen permitir dos tipos de control:
x Control manual de velocidad. La velocidad puede ser establecida o modificada manualmente
display de operador . Posibilidad de variación en el sentido de giro
x Control automático de velocidad. Utilizando realimentación se puede ajustar la velocidad
automáticamente. Esta solución es la ideal para su instalación en aplicaciones en las que la velocidad demandada varía de forma continua
2.5.1 RECTIFICADORES
a) RECTIFICADORES NO CONTROLADOS DE TENSIÓN FIJA
El fenómeno de la rectificación se da porque los diodos van conmutando cíclicamente al circuito de CC sobre las fases de CA. Es la tensión de esta red la que va forzando el paso a conducción o bloqueo de los diodos, a esta conmutación se le llama forzada. Si sólo se rectifican las semiondas positivas de la tensión alterna tenemos un montaje de media onda y si se rectifican ambas semiondas, tenemos un montaje de onda completa.
Figura . Rectificador trifásico de media onda
El rectificador trifásico de onda completa o puente de Graetz, está formado por seis diodos y tiene la ventaja del menor rizado, tal como se muestra en la Figura . . Este puente es de los más empleados en las aplicaciones industriales de potencia.
Figura . Rectificador trifásico de onda completa
b) RECTIFICADORES CONTROLADOS DE TENSIÓN VARIABLE
Los esquemas son similares a los anteriores, cambiando los diodos por semiconductores controlables, que normalmente son tiristores, así lograremos que la tensión de salida sea variable y con prestaciones más interesantes debido a esta circunstancia.
El puente trifásico de onda completa o de Graetz es el más empleado desde el punto de vista industrial, ya que tiene las siguientes ventajas:
x Carga simétrica para la línea trifásica