ESCUELA SUPERIOR DE INGENIERÍA
MECÁNICA Y ELÉCTRICA
DISEÑO Y PROPUESTA DE UN SISTEMA DE CONTROL
PARA FLUJO DEL PROTOTIPO PCT09
TESIS
QUE PARA OBTENER EL TÍTULO DE:
INGENIERO EN CONTROL Y AUTOMATIZACIÓN
PRESENTADA POR:
HERNÁNDEZ GÓMEZ EDGAR JAVIER
RODRÍGUEZ TÉLLEZ ALFONSO ISAAC
ASESORES:
ING. LUIS ENRIQUE MURILLO YÁÑEZ
ING. RICARDO HURTADO RANGEL
AGRADECIMIENTOS
Y DEDICATORIAS
Quiero agradecer amis padres principalmetne por darme el apoyo necesario económico y moral para lograr la meta mas grande que pueden birndarme, ya que es la herencia que me dejan para mi futuro. De igual manera agradesco a mis hermanos por estar con migo en los momentos dificiles y dandome animo para seguir adelante para poder cumplir con mi objetivo. Agradesco a mi familia: abuelos, tios (Jimy), primos, que estuvieron conmigo dandome su apoyo moral en cada instante de esta etapa de mi vida.
Por último agradesco al Instituto Politécnico Nacional y la ESIME, mi casa de estudios; a mis profesores, que gracias a ellos realice esta meta, así como también a compañeros que una vez más compartieron momentos durante todo este tiempo de mi meta y en el B12.
CONTENIDO
CAPITULO I MARCO TEÓRICO
CAPITULO II DESCRIPCIÓN DEL PROCESO PCT09 Y SU OPERACIÓN
CAPITULO III INTEGRACIÒN DEL SISTEMA DE
CONTROL CON LA INTERFACE HOMBRE MÁQUINA
CAPITULO IV COSTO DEL PROYECTO
ÍNDICE GENERAL
PAG. AGRADECIMIENTOS Y DEDCATORIAS II CONTENDO III INDICE GENERAL IV INDICE TABLAS Y GRÁFICOS VI OBJETIVO GENERAL VIII OBJETIVOS ESPECIFICOS VIII ANTECEDENTES IX JUSTIFICACIÓN X ALCANCE X RESUMEN XI INTRODUCCIÓN XII CAPITULO 1 MARCO TEÓRICO 1
1.1 CONTROLADOR LÓGICO PROGRAMABLE (PLC) 1
1.1.1 HISTORIA 1
1.1.2 PLC Y SISTEMAS DE CONTROL 2
1.1.3 PLC MODULARES 3
1.2 TIPO DE SEÑALES 4
1.2.1 SEÑALES DIGITALES O DISCRETAS 4
1.2.2 SEÑALES ANALÓGICAS 5
1.3 COMUNICACIONES 5
1.3.1 MEDIOS FÍSICOS 5
1.3.2 PROTOCOLOS 8
1.4 OLE FOR PROCESS CONTROL (OPC) 9
1.4.1 LA OPC FOUNDATION 10
1.4.2 EL MODELO DE COMUNICACIÓN OPC 11
1.5 INTERFAZ HOMBRE MÁQUINA (HMI) 12
1.5.1 FUNCIONES DE UN SOFTWARE HMI 12
1.5.2 ESTRUCTURA GENERAL DEL SOFTWARE HMI 13
1.6 MICROSOFT VISUAL BASIC 14
1.6.1 VENTAJAS 15
1.6.2 INCONVENIENTES 15
CAPITULO 2 DESCRIPCIÓN DEL PROCESO PCT‐09 Y SU OPERACIÓN 16
2.1 PROTOTIPO PCT‐09 16
2.1.1 SENSOR DE FLUJO 18
2.1.2 MEDIDOR CAPACITIVO DE NIVEL 20
2.1.3 VÁLVULAS SOLENOIDE 21
2.1.4 BOMBA MODELO OEM 22
2.2 CONSOLA DE ACONDICIONAMIENTO DE SEÑALES 23
2.3 FILOSOFÍA DE OPERACIÓN 25
2.4 PRUEBAS DE OPERACIÓN DE PROTOTIPO PCT‐09 27
2.4.1 OBJETIVOS DE LA PRUEBA 27
2.4.2 REALIZACIÓN DE LAS PRUEBAS 28
2.4.3 RESULTADOS DE LAS PRUEBAS 29
2.4.4 CONCLUSIONES DE LA PRUEBA 31
3.1.1 PLC SUPUESTO REQUERIDO PARA EL PROCESO 33
3.1.2 CHASIS 39
3.1.3 FUENTE DE PODER 42
3.1.4 MODULO DEL CONTROLADOR 43
3.1.4.1 TARJETA INDUSTRIAL COMPACT FLASH 46
3.1.5 MODULO DE COMUNICACIÓN ETHERNET/IP 47
3.1.6 MODULO DE ENTRADAS DIGITALES 49
3.1.7 MODULO DE SALIDAS DIGITALES 50
3.1.8 MODULO DE ENTRADAS Y SALIDAS ANALÓGICAS 52
3.2 LÓGICA DE CONTROL 54
3.2.1 INICIO DEL SISTEMA 55
3.2.2 NIVEL EN EL TANQUE SECUNDARIO 57
3.2.3 PERTURBACIONES 58
3.2.4 FLUJO DE ENTRADA 59
3.2.5 RETROALIMENTADO DE LA VARIABLE (AGUA) 60
3.3 ESQUEMAS, DIAGRAMAS Y CONEXIONES ELÉCTRICAS FÍSICAS 60
3.3.1 MODULO DE ENTRADAS DIGITALES 61
3.3.2 MODULO DE SALIDAS DIGITALES 63
3.3.3 MODULO DE ENTRADAS Y SALIDAS ANALÓGICAS 64
3.4 DISEÑO DE LA HMI 67
3.5 COMUNICACIÓN PROCESO‐HMI 73
3.5.1 MEDIO FÍSICO 73
3.5.2 PROTOCOLO 74
3.5.3 SOFTWARE 75
CAPITULO 4 COSTO DEL PROYECTO 78
CONCLUSIONES 83
BIBLIOGRAFÍA Y REFERENCIAS 85
ANEXOS B
ANEXO 1 DIAGRAMA DE TUBERÍA E INSTRUMENTACIÓN C
ANEXO 2 HOJAS DE ESPECIFICACIÓN D
HOJA DE ESPECIFICACIONES CHASIS D
HOLA DE ESPECIFICACIONES FUENTE DE PODER F
HOJA DE ESPECIFICACIONES MODULO DE PROCESADOR H
HOJA DE ESPECIFICACIONES TARJETA INDUSTRIAL COMPACTFLASH K
HOJA DE ESPECIFICACIONES MODULO DE COMUNICACIÓN ETHERNET/IP L
HOJA DE ESPECIFICACIONES MODULO DE ENTRADAS DIGITALES N
HOJA DE ESPECIFICACIONES MODULO DE SALIDAS DIGITALES P
HOJA DE ESPECIFICACIONES MODULO DE ENTRADAS Y SALIDAS ANALÓGICAS R
ANEXO 3 PROGRAMA CONTROLADOR LÓGICO PROGRAMABLE U
ÍNDICE TABLAS Y GRÁFICOS
PAG.
Fig. 1.1 PLC Allen Bradley Logix 1756 1
Fig. 1.2 PLC modular 4
Fig. 1.3 Señales Digitales 4
Fig. 1.4 Señales Analógicas 5
Fig. 1.5 Conector RS‐232 (DB‐9 hembra). 6
Fig. 1.6 Tarjeta Ethernet de Red ISA de 10Mbps 7
Tabla No. 1.1 Comparación entre DIX Ethernet y IEEE 802.3 7
Tabla No. 1.2 Tecnologías Ethernet 8
Fig. 1.7 OPC Cliente – Servidor 10
Fig. 1.8 Antes de OPC 11
Fig. 1.9 Con OPC 11
Fig. 1.10 El servidor OPC 11
Fig. 1.11 Estructura de equipos utilizados para una HMI (Interface Hombre Maquina) 12
Fig. 1.12 Estructura General del Software HMI 13
Fig. 1.13 Programa Visual Basic 14
Fig. 2.1 Prototipo PCT‐0 17
Fig. 2.2 Sensor de Flujo 18 Fig. 2.3 Medidor Capacitivo de Nivel 21 Fig. 2.4 Válvula Solenoide 22 Fig. 2.5 Bomba B25 22 Fig. 2.6 Consola de Acondicionamiento de señales 24 Fig. 2.7 Lazo de Control 25
Diagrama de Tubería e Instrumentación 26
Fig. 2.8 Pantalla de los valores del controlador 27
Fig. 2.9 Ajuste de Zero y Span del Controlador 28
Fig. 2.10 Curva de comportamiento 28
Fig. 2.11 Curva de comportamiento apertura total válvula 30
Fig. 2.12 Curva de comportamiento cierre total de la válvula 30
Fig. 2.13 Medida de 0v que corresponde a nada 31
Fig. 2.14 Medida de 1v que corresponde a todo 31
Tabla No 3.1 Selección de módulo de entradas digitales 34
Tabla No 3.2 Características del módulo de entradas digitales 34
Tabla No 3.3 Selección de módulo de salidas digitales 34
Tabla No 3.4 Características del módulo de salidas digitales 35
Tabla No 3.5 Selección de módulo de entradas y salidas analógicas 35
Tabla No 3.6 Características del módulo de entradas y salidas analógicas 35
Tabla No 3.7 Selección de módulo de comunicaciones 36
Tabla No 3.8 Características del módulo de comunicaciones 36
Tabla No 3.9 Selección de módulo del procesador 37
Tabla No 3.10 Características módulo del procesador 37
Tabla No 3.11 Determinación de corriente y potencia para la fuente de poder 38
Tabla No 3.12 Características de la fuente de poder 38
Fig. 3.1 Chasis 1756‐A7 39
Fig. 3.2 Instalación de Chasis 41
Fig. 3.3 Chasis con Fuente de Alimentación 41
Fig. 3.6 Controlador 1756 – L61 44
Fig.3.7 Conexión cable RS‐232 serial 9 pines 46
Fig. 3.8 Tarjeta CompactFlash 1784‐CF64 47
Fig. 3.9 Módulo de comunicación EtherNet / IP 1756 ‐ ENBT 48
Fig. 3.10 Módulo de Entradas Digitales 1756 – IB16D 49
Fig. 3.11 Módulo de Salidas Digitales 1756 – OB16D 51
Fig. 3.12 Módulo de Entradas y Salidas Analógicas 1756 – IF4FXOF2F 53
Fig. 3.13 Diagrama de la Secuencia Lógica 54
Fig. 3.14 Switch de nivel para el tanque principal 55
Fig. 3.15 Interfaz Hombre ‐ Máquina 56
Fig. 3.16 Bomba del proceso 57
Fig. 3.17 Tanque secundario o superior 58
Fig. 3.18 Sensor de nivel 58
Fig. 3.19 Válvulas solenoides 58
Fig. 3.20 Válvula Reguladora de Flujo 59
Fig. 3.21 Sensor de Flujo 59
Fig. 3.22 Tubería de retroalimentación 60
Fig. 3.23 Diagrama de conexiones del PLC 61
Fig. 3.24 Diagrama de conexiones del módulo de entradas digitales 62
Fig. 3.25 Diagrama de conexiones del módulo de salidas digitales 64
Fig. 3.26 Conexión del módulo de entradas y salidas analógicas 65
Fig. 3.27 Ejemplo de conexión del módulo de entradas y salidas analógicas 66
Fig. 3.28 Pantalla principal del proceso prototipo PCT‐09 67
Fig. 3.29 Tanque principal del proceso (Cisterna) 68
Fig. 3.30 Bomba del proceso 69
Fig. 3.31 Válvula manual y Rotámetro 69
Fig. 3.32 Válvula reguladora 69
Fig. 3.33 Sensor de flujo 70
Fig. 3.34 Sensor de nivel en el tanque TA‐01 70
Fig. 3.35 Válvulas Solenoides 71
Fig. 3.36 Pantalla auxiliar del control de la bomba 71
Fig. 3.37 Pantalla auxiliar del control de las válvulas solenoides 72
Fig. 3.38 Ejemplo de aparición de pantalla auxiliar 73
Fig. 3.39 Modulo Ethernet/IP y Conector RJ45 74
Fig. 3.40 Modulo Ethernet/IP con Cable UTP Conectado 74
Fig. 3.41 Configuración IP 75
Fig. 3.42 RSLinx ‐ Detección de Hardware (Módulos y Chasis (Backplane)) 76
OBJETIVO GENERAL
Diseñar un sistema de control para flujo en el prototipo PCT‐09 utilizando un Controlador Lógico Programable y el monitoreo del proceso por medio de una interface hombre maquina.
OBJETIVOS ESPECÍFICOS
· Proponer una filosofía de operación para el funcionamiento del prototipo PCT‐09. · Elaborar un tablero de conexión para la unidad remota.
· Comunicar y Programar del Controlador Lógico Programable para el control y el monitoreo del proceso.
ANTECEDENTES
El prototipo PCT‐09 muestra un ejemplo de un proceso con aplicaciones en el sector industrial. En resumen si a este prototipo se le aplica un control, entonces se observará en forma general cómo se pueden manipular variables para un sistema industrial.
Este prototipo no cuenta con un sistema de supervisión, por lo cual lo hace arcaico con respecto a los niveles de seguridad con la que debería contar un proceso de este tipo. Que aunque no sea crítico puede ser susceptible a fallas que llegasen a afectar equipos, instrumentos y el sistema en general; sin tomar en cuenta las pérdidas económicas que esto ocasionaría si el proceso fuera implementado en la industria.
El éxito del diseño y operación de la planta industrial requiere la elección óptima de los instrumentos y equipos de control así como mantener dichos equipos. Además el personal necesita ser entrenados en estas técnicas, particularmente en vista de los rápidos avances en el uso de la electrónica y la microinformática en el control de procesos.
JUSTIFICACIÓN
En la actualidad los avances tecnológicos son muy notables en todas las ramas de la ciencia, los dispositivos y equipos son activados y controlados por señales eléctricas emitidas por controladores como el PLC (Controlador Lógico Programable), a partir de programas y algoritmos almacenados en ellos, pueden comunicarse entre sí a través de distintos protocolos; formando redes alambicas e inalámbricas, dando lugar a una operación que no requiere activación manual lo que los hace más confiables, seguros y económicos.
Las necesidades actuales de la industria demandan mayor eficacia y rendimiento en los sistemas instalados o por iniciar, para resolver cualquier problema y que no afecta al personal o equipo. La implementación y el uso de distintos dispositivos y equipos controlados por computadora dan un gran margen de operación de diversas áreas permitiendo su uso extendido en muchas aplicaciones, principalmente de constante control y/o vigilancia.
Por lo que, en éste trabajo, se utilizara un controlador lógico programable con características de comunicación y algoritmos de control para realizar lazos de control y supervisar al proceso. La interface hombre maquina se realizara en Visual Basic con el fin de reducir costos y utilizar software de propósito general
ALCANCE
RESUMEN
El PCT‐09 es un prototipo de un proceso en el cual se controla principalmente la variable de flujo a través de un controlador, y con ayuda de condiciones de una variable de nivel. Se recibe la señal del sensor de nivel a la HMI (Interfaz Hombre‐Máquina), la cual proviene de un tanque donde se pretende mantener un nivel constante principalmente. EL operador monitorea el nivel del tanque, a su vez proporcionara un punto de referencia el cual pertenece a un algoritmo de control contenido en un programa y es cuando se puede controlar el flujo mediante una válvula analógica de acuerdo al nivel del tanque en la parte superior, es decir, aumentar o disminuir el flujo según el nivel.
Para este proceso, se pretende lograr un control mediante un Controlador Lógico Programable con una programación que se encargara de realizar la operación de PID (Proporcional Integral y Derivativo) y otras funciones extras. El principal beneficio del Controlador Lógico Programable es que nos ofrece la posibilidad de comunicación a mayores distancias para la transmisión de datos. Este beneficio de transmitir datos que nos ofrece el Controlador, es de gran ayuda para realizar un control o un simple monitoreo de forma remota.
INTRODUCCIÓN
El prototipo PCT‐09 es un proceso que cuenta con distintas variables analógicas y discretas, las cuales por medio de la manipulación de éstas se pretende ejercer simulaciones en las operaciones posibles del prototipo. Los sensores son de gran utilidad para realizar la lectura de las variables del proceso, y de igual manera con dispositivos complementarios como transmisores y convertidores se puede lograr los datos que se utilizan para realizar funciones como el control.
Existen distintos modos de control en los procesos. Se puede realizar por medio de dispositivos que realizan funciones y características determinadas para lograr un mayor aprovechamiento en cuanto a control se refiere. Los dispositivos tales como el PLC (Controlador Lógico Programable) contiene funciones de control así como la posibilidad de comunicación con otros dispositivos o equipos como computadoras.
El PC se está estableciendo en un gran número de campos (oficina, casa, industria…). Las tareas automatizadas de control y visualización que se efectuaban con PLC (controladores lógicos programables o autómata) se están realizando con sistemas de control basados en PC, utilizando tarjetas de expansión o de adquisición de datos.
Ventajas:
• Procesamiento de datos, visualización, trabajo en red. Desventajas:
• Tiempo real, seguridad, robustez.
Es una aplicación software que se comunica con los dispositivos de campo y controla el proceso de forma automática desde la pantalla del ordenador. Proporciona información del proceso a diversos usuarios. Los sistemas de interfaz entre usuario y planta basados en paneles de control repletos de indicadores luminosos, instrumentos de medida y pulsadores, están siendo sustituidos por sistemas digitales que implementan el panel sobre la pantalla de un ordenador.
• Deben ser sistemas de arquitectura abierta, capaces de crecer o adaptarse según las necesidades cambiantes de la empresa.
• Deben comunicarse con total facilidad y de forma transparente al usuario con el equipo de planta y con el resto de la empresa (redes locales y de gestión).
CAPITULO 1
MARCO TEÓRICO
1.1 CONTROLADOR LÓGICO PROGRAMABLE (PLC)
Los Programable Logic Controller por sus siglas en ingles o Controlador Lógico Programable, es un hardware industrial que se utiliza para la obtención de datos. Una vez obtenidos, los pasa a través distintas comunicaciones a un servidor. Son dispositivos electrónicos muy usados en Automatización Industrial. En la figura 1.1 se muestra el PLC utilizado para la aplicación, siendo de tipo modular de Allen Bradley.
Fig. 1.1 PLC Allen Bradley Logix 1756
1.1.1 Historia
En la actualidad los PLC son capaces de controlar el funcionamiento de distinta maquinaria y procesos industriales; así como la realización de operaciones aritméticas, el manejo de señales analógicas para el control. De igual manera los PLC actuales pueden comunicarse con otros controladores y computadoras en redes de área local, y son una parte fundamental de los modernos sistemas de control distribuido. [1]
Existen diversos lenguajes de programación. El estándar internacional IEC 61131‐3 define cinco lenguajes de programación para los sistemas de control programables: FBD (Function block diagram), LD (Ladder diagram), ST (Structured text, similar al Lenguaje de programación Pascal, IL (Instruction list) y SFC (Sequential function chart).
En las diferentes formas de programación se manejan diferentes tipos de operandos, como son contadores, temporizadores, contactos, bobinas y operadores matemáticos, hasta operaciones más complejas como manejo de tablas (recetas), apuntadores, algoritmos PID y funciones de comunicación multiprotocolos que le permitirían interconectarse con otros dispositivos.[2]
Algunas marcas con alto prestigio son ABB Ltd., Koyo, Honeywell, Siemens, Trend Controls, Schneider Electric, Omron, Rockwell (Allen‐Bradley), General Electric, fraz max, Tesco Controls, Panasonic (Matsushita), Mitsubishi e Isi Matrix machines.
1.1.2 PLC y Sistemas De Control
Los PLC están adaptados para un amplio rango de tareas de automatización; contienen lo necesario para manejar altas cargas de potencia; se requiere poco diseño eléctrico y el problema de diseño se centra en expresar las operaciones y secuencias en la lógica de escalera (o diagramas de funciones). Las aplicaciones de PLC son normalmente hechos a la medida del sistema, por lo que el costo del PLC es bajo comparado con el costo de la contratación del diseñador para un diseño específico que solo se va a usar una sola vez.
Los PLC pueden incluir lógica para implementar bucles analógicos, “proporcional, integral y derivadas” o un controlador PID. Los PLC’s fueron configurados generalmente con solo unos pocos bucles de control analógico y en donde los procesos requieren cientos o miles de bucles, un Sistema de Control Distribuido (DCS) se encarga. Sin embargo, los PLC han evolucionado y las diferencias entre las aplicaciones entre DCS y PLC son cada vez menos.
Los campos de aplicación de un PLC son: cuando hay un espacio reducido, cuando los procesos de producción son cambiantes periódicamente, cuando hay procesos secuenciales, cuando la maquinaria de procesos es variable, cuando las instalaciones son de procesos complejos y amplios, cuando el chequeo de programación se centraliza en partes del proceso.
1.1.3 PLC Modulares
Fig. 1.2 PLC modular
1.2 TIPOS DE SEÑALES
1.2.1 Señales Digitales o Discretas
Son simplemente una señal de On/Off (Verdadero o Falso, respectivamente). Los botones e interruptores son ejemplos de dispositivos que proporcionan una señal discreta. Las señales discretas son enviadas usando la tensión o la intensidad, donde un rango especifico corresponderá al On y otro rango al Off. Un PLC puede utilizar 24V de tensión continua en la E/S donde valores superiores a 22V representan un On, y valores inferiores a 2V representan Off. Inicialmente los PLC solo tenían E/S discretas.
1.2.2 Señales Analógicas
Tienen un rango de valores entre 0 y el tope de escala. Se tienen varios rangos de precisión dependiendo del dispositivo o del número de bits disponibles para almacenar los datos. Presión, temperatura, flujo, y peso son normalmente representados por señales analógicas. Las señales analógicas pueden usar tensión o intensidad con una magnitud proporcional al valor de la señal que procesamos. Por ejemplo, una entrada de 4‐20 mA o 0‐10 V será convertida en enteros comprendidos entre 0‐32767.
Fig 1.4 Señales Analógicas
1.3 COMUNICACIONES
1.3.1 Medios Físicos
Ø RS‐232
Es un medio físico designado como norma para lograr el intercambio en serie de datos binarios entre un DTE (Equipo terminal de datos) y un DCE (Equipo de Comunicación de datos). [1]
Se pueden lograr la conexión entre otro tipo de equipamientos, como pueden ser computadores. La interconexión entre los mismos, requerirá la conexión de un DTE (Data Terminal Equipment) con otro DTE.
Para ello se utiliza una conexión entre los dos DTE sin usar modem, a esto se le conoce como: null modem ó modem nulo. El RS‐232 consiste de varios pines de conexión para un conector que puede ser de tipo DB‐25 (de 25 pines), aunque es normal encontrar la versión de 9 pines (DB‐9), más barato e incluso más extendido para cierto tipo de periféricos. Observe la figura 1.5. La interfaz RS‐232 está diseñada para distancias cortas, de hasta 15 metros según la norma, y para velocidades de comunicación bajas, de no más de 20 Kilobytes/segundo. A pesar de ello, muchas veces se utiliza a mayores velocidades con un resultado aceptable. La interfaz puede trabajar en comunicación asíncrona o síncrona y tipos de canal simplex, half duplex o full duplex. En un canal simplex los datos siempre viajarán en una dirección, por ejemplo desde DCE a DTE. En un canal half duplex, los datos pueden viajar en una u otra dirección, pero sólo durante un determinado periodo de tiempo; luego la línea debe ser conmutada antes que los datos puedan viajar en la otra dirección. En un canal full duplex, los datos pueden viajar en ambos sentidos simultáneamente. [1]
Ø Ethernet
Ethernet es un estándar de redes de computadoras de área local con acceso al medio por contienda. Ethernet define las características de cableado y señalización de nivel físico y los formatos de tramas de datos del nivel de enlace de datos del modelo OSI. Para la utilización de éste protocolo, es requerido en los equipos de cómputo una tarjeta especial que admita la comunicación, como la que se muestra en la figura 1.6. Al igual se debe tomar en cuenta la capacidad de la tarjeta dependiendo del equipo.
La Ethernet se tomó como base para la redacción del estándar internacional IEEE 802.3. Usualmente se toman Ethernet e IEEE 802.3 como sinónimos. Estos dos estándares se diferencian en uno de los campos de la trama de datos. En la tabla 1.1 se logra comparar de forma directa la trama tanto del protocolo IEEE 802.3 y del EtherNet. Las tramas Ethernet e IEEE 802.3 pueden coexistir en la misma red.
Tabla No. 1.1 Comparación entre DIX Ethernet y IEEE 802.3
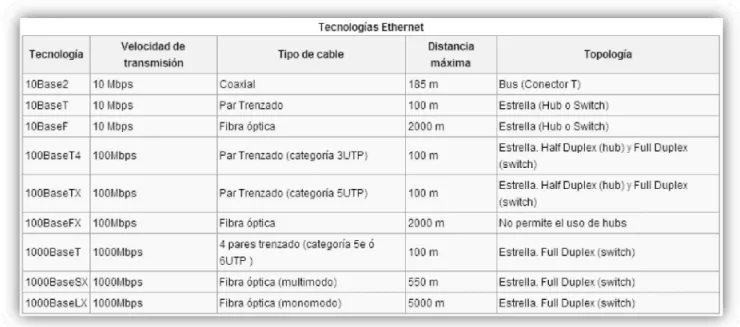
Tabla No. 1.2 Tecnologías Ethernet
La tabla 1.2 muestra los diferentes tipos de medio físico Ethernet así como sus características, con los cuales es posible realizar la comparación para la adecuada selección del equipo.
1.3.2 Protocolos
Las comunicaciones que se utilizan, de acuerdo a los hardware, requieren un tipo de protocolo o lo que se conoce como lenguaje de comunicación. Un protocolo de comunicaciones define la manera como los datos son empaquetados para su transmisión y como son codificados.
Ø Ethernet TCP/IP
El protocolo de Internet es un conjunto de protocolos de red en la que se basa Internet y que permiten la transmisión de datos entre redes de computadoras. Son dos protocolos que la componen: Protocolo de Control de Transmisión (TCP) y Protocolo de Internet (IP), que fueron los dos primeros en definirse, y que son los más utilizados.[1]
El TCP/IP es la base de Internet, y sirve para enlazar computadoras que utilizan diferentes sistemas operativos, incluyendo PC, minicomputadoras y computadoras centrales sobre redes de área local (LAN) y área extensa (WAN). [1]
Normalmente, los tres niveles superiores del modelo OSI (Aplicación, Presentación y Sesión) son considerados simplemente como el nivel de aplicación en el conjunto TCP/IP. Como TCP/IP no tiene un nivel de sesión unificado sobre el que los niveles superiores se sostengan, estas funciones son típicamente desempeñadas (o ignoradas) por las aplicaciones de usuario. La diferencia más notable entre los modelos de TCP/IP y OSI es el nivel de Aplicación. [2]
Ventajas e inconvenientes
El conjunto TCP/IP está diseñado para enrutar y tiene un grado muy elevado de fiabilidad. Es adecuado para redes grandes y medianas, así como en redes empresariales. Se utiliza a nivel mundial para conectarse a Internet y a los servidores web. Es compatible con las herramientas estándar para analizar el funcionamiento de la red.
Un inconveniente de TCP/IP es que es más difícil de configurar y de mantener; además es algo más lento en redes con un volumen de tráfico medio bajo. Sin embargo, puede ser más rápido en redes con un volumen de tráfico grande donde haya que enrutar un gran número de tramas.[1]
1.4 OLE FOR PROCESS CONTROL (OPC)
Es típico tener varias fuentes de información en el proceso, las cuales están contenidas en distintos dispositivos tales como controladores programables, medidores, unidades de transferencia remotas, sistemas de control centralizados, base de datos, etc. Antiguamente estos dispositivos sólo intercambiaban datos con aplicaciones provistas por el mismo fabricante, lo que representaba muchas restricciones. Sin embargo, gracias a OPC, hoy podemos intercambiar libre y fácilmente información desde estos dispositivos y aplicaciones de cualquier tipo, como por ejemplo soluciones de HMI (Human Machine Interface), planillas de cálculo, motores de base de datos, ERPs, entre otras.
Fig. 1.7 OPC Cliente – Servidor
Con OPC, no es necesario que la aplicación se comunique con los dispositivos, sino que sea cliente de un servidor de comunicación, que hace el enlace con el dispositivo. Ver figura 1.7.
1.4.1 La OPC Foundation
1.4.2 El Modelo De Comunicación OPC
Se basa en la estructura cliente‐servidor. Es decir, existen servidores que son los responsables de efectuar la comunicación con los dispositivos conforme a lo que los clientes requieran. El software servidor de comunicaciones OPC deberá contener el o los drivers necesarios para la interconexión con los distintos dispositivos, y será el que hace el enlace con las diferentes aplicaciones. Además, puede comunicarse con varios dispositivos distintos y, a su vez, proveer el enlace con diversas aplicaciones al mismo tiempo.
1.5 INTERFAZ HOMBRE MAQUINA (HMI)
Estas siglas son las siglas en ingles de Interfaz Hombre Maquina. Es una ventaja del proceso que puede estar en los dispositivos especiales como paneles de operador o en una PC. En las computadoras son software para el monitoreo y control de supervisión. Las HMI son comunicadas por medio de PLC, RTU, entre otros. En la figura 1.11 se observa la estructura de equipos para la implementación de una HMI.
Fig 1.11 Estructura de equipos utilizados para una HMI (Interface Hombre Maquina)
1.5.1 Funciones De Un Software HMI:
· Monitoreo: Se obtienen y muestran datos en tiempo real. Estos datos se pueden
mostrar como números, textos o gráficos.
· Supervisión: Junto con el monitoreo otorga la posibilidad de ajustar las condiciones
de trabajo del proceso directamente desde la computadora.
· Alarmas: Se reconocen excepcionales dentro del proceso y los reporta. Se basan en
· Control: Es la capacidad de aplicar algoritmos que ajustan los valores de procesos y sus límites. La aplicación de esta función en software se puede ver limitada por la confiabilidad del sistema.
· Históricos: Capacidad de muestrear y almacenar datos, ya que es una herramienta para optimización y corrección de procesos.
Dentro de los tipos de HMI se tiene diferentes, tales como son:
· Lenguajes de programación visual como visual C++ o Visual Basic. En estos softwares una vez que se tiene establecida la programación no se puede reprogramar.
· Paquetes de desarrollo orientados a tareas de HMI. Pueden ejecutar o desarrollar una HMI establecida para el usuario. Se puede reprogramar con llave.
1.5.2 Estructura General Del Software HMI
Los software HMI están compuestos por un conjunto de programas y archivos. Los programas de diseño como el editor de pantalla crea moldes de pantallas para visualización del proceso. La interfaz hombre es un programa que se encarga de refrescar las variables de la base de datos en la pantalla y actualizarla. Este programa realiza la interfaz entre la base de datos y el usuario, tal y como se muestra en la figura 1.12. La base de datos es un lugar donde se almacenan los datos requeridos del proceso. Estos datos varían en el tiempo según cambie el proceso.
1.6 MICROSOFT VISUAL BASIC
Es un software con la intención de simplificar la programación utilizando un ambiente de desarrollo completamente gráfico que facilitara la creación de interfaces gráficas y en cierta medida también la programación misma; ver figura 1.13. Visual Basic constituye un IDE (entorno de desarrollo integrado o en inglés Integrated Development Enviroment) que ha sido empaquetado como un programa de aplicación, es decir, consiste en un editor de código (programa donde se escribe el código fuente), un depurador (programa que corrige errores en el código fuente para que pueda ser bien compilado), un compilador (programa que traduce el código fuente a lenguaje de máquina), y un constructor de interfaz gráfica o GUI (es una forma de programar en la que no es necesario escribir el código para la parte gráfica del programa, sino que se puede hacer de forma visual). [1]
La ventana de propiedades contiene diferentes formas para utilizar el programa, cuales son: (Pointer) Apuntador o puntero, (Label) Etiqueta, (Frame) Marco, (CheckBox) Casilla de verificación, (ComboBox) Lista desplegable, (HScrollBar) Barra de desplazamiento horizontal, (Timer) Temporizador, (DirListBox) Lista de directorios, (Shape) Figura, (Image) Imagen, "OLE", (PictureBox) Caja de Imagen, (TextBox) Caja de texto, (CommandButton) Boton de pulsación, (OptionButton) Boton de opción, (ListBox) Lista, (VScrollBar) Barra de desplazamiento vertical, (DriveListBox) Lista de unidades de disco, (FileListBox) Lista de archivos, (Line) Linea y por último (Data) Datos.
1.6.1 Ventajas [1]
· Es un lenguaje RAD.
· Posee una curva de aprendizaje muy rápida.
· Integra el diseño e implementación de formularios de Windows.
· Permite usar con suma facilidad la plataforma de los sistemas Windows. · El código en Visual Basic es fácilmente migrable a otros lenguajes.
1.6.2 Inconvenientes [1]
· No es multiplataforma (Sin embargo se pueden usar emuladores e intérpretes para correrlos en otras plataformas).
· Por defecto permite la programación sin declaración de variables.
· No permite programación a bajo nivel ni incrustar secciones de código en ASM. · Es un lenguaje basado en objetos y no orientado a objetos.
· No soporta tratamiento de procesos como parte del lenguaje.
· No incluye operadores de desplazamiento de bits como parte del lenguaje.
CAPITULO 2
DESCRIPCIÓN DEL PROCESO PCT09 Y SU OPERACIÓN
2.1 PROTOTIPO PCT‐09
La planta de proceso PCT‐09 Armfield puede ser usada para demostrar una gama completa de métodos de control de procesos y estrategias de control manual (figura 2.1). Se puede demostrar los bucles de retroalimentación, a través de los bucles de cascada sofisticados y distribuidos de control al igual que la supervisión de todo el proceso por un equipo de forma remota. El sistema es una réplica en miniatura de un proceso de producción real. Se presenta con problemas de control de proceso real, con un comportamiento dinámico realista e inestabilidades.
· Nivel, flujo y bucles de control de la conductividad se puede aplicar. · El efecto de "tiempo muerto" puede ser demostrado.
Una consola eléctrica proporciona una conversión de señales para el control de la planta de proceso y permite una variedad de técnicas de control, incluyendo la operación manual, on / off, el control de una señal externa y el control con una PC o un PLC.
· El equipo incorpora la simulación de fallo del suministro eléctrico y de control de registro de datos, y una interfaz de la computadora.
Fig. 2.1 Prototipo PCT‐09
El Prototipo PCT‐09 de control comprende un medidor de flujo de turbina, generando una señal eléctrica, diseñada para encajar como un puente a través del orificio instalado en la tubería de proceso PCT‐09 módulo. Un acondicionador de señal se incluye para proporcionar compatibilidad con el PLC. Lo que proporciona un énfasis particular en los tiempos de respuesta rápida de los bucles de control en la industria. Para operar el PCT‐09 será necesario utilizar el Acondicionador de Señales.
La unidad consta de:
· Sistema de alimentación con bomba
· Sensor de caudal en el conducto de alimentación · Sensor de nivel analógico en el tanque superior
· Interruptor de bajo nivel en el tanque suministrador / depósito de sustancia · válvulas de solenoide para vaciar el tanque de alimentación
· Conexión a la consola eléctrica
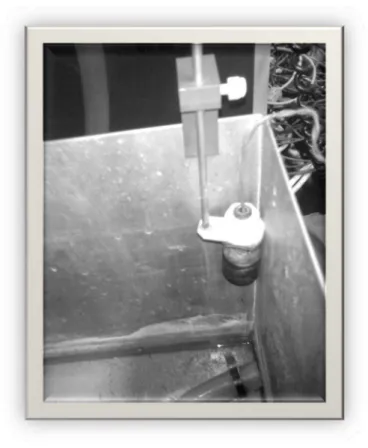
2.1.1 Sensor De Flujo (figura 2.2)
El caudalímetro de turbina se instala como una derivación en la tubería de suministro en el módulo de proceso PCT‐09 y proporciona una señal de salida que es proporcional a la corriente de agua en el tanque de proceso. Esta señal es variable continua y proporciona la información necesaria para el controlador de proceso para funcionar.
El sensor del caudalímetro (2) está montado sobre un soporte de apoyo (5) que se sujeta al borde superior del panel frontal (4) en el módulo de proceso PCT‐09 por un tornillo de nylon (6). Dos tubos flexibles (3) Conecte el sensor a un bypass / acuerdo orificio (1) en la tubería PCT‐09 que permite que una parte del agua que fluye hacia el tanque de proceso de pasar por el caudalímetro.
El agua que fluye a través del medidor de flujo hace girar una turbina que produce una señal eléctrica, la frecuencia de la que depende el flujo de agua. El caudalímetro está conectado a un módulo de acondicionamiento de señal. La variación de la frecuencia (a medida que aumenta o disminuye la velocidad de la turbina) con señales de 0‐1 V y 4‐20 mA; pueden utilizarse para controlar el flujo de agua en el tanque de proceso. La señal de salida de 0‐1 voltios del sensor / acondicionador se convierte en una señal 4‐20mA por un módulo que contiene el acondicionador de señal.
El sensor medidor está conectado al acondicionador de señal mediante la iniciativa integral con cables de color marrón, azul y blanco de terminal en banana para ser conectadas a tomas adecuadas en la consola eléctrica. La tensión y la producción actual del módulo pueden ser calibradas utilizando el zero y el span. El módulo está preparado para dar un rango de operación de 0 a 3.0 litros/min. La salida de 4‐20 mA del acondicionador puede ser calibrado para corresponder a diferentes rangos de flujo si es necesario.
Mantenimiento Rutinario
Para preservar la vida y el funcionamiento eficiente de los equipos es importante que el equipo se mantenga correctamente. Prestación de servicios regulares y mantenimiento de los equipos es responsabilidad del usuario final y deberá ser realizado por personal calificado que comprenda el funcionamiento del equipo.
Además del mantenimiento ordinario se deben observar lo siguiente:
· Cuando no esté en uso, el equipo debe estar desconectado del acondicionador de señales.
· El sensor de flujo se puede dejar en la posición de adjunto al panel frontal del módulo de proceso PCT‐09.
· A intervalos regulares, desconecte el tubo flexible de la derivación del bypass y lavar el sensor a través de agua limpia para eliminar los depósitos del sensor.
2.1.2 Medidor Capacitivo De Nivel (figura 2.3)
Se basa en medir la variación de capacitancia de un condensador cuando va variando el medio dieléctrico entre sus placas. Con el depósito metálico e introduciendo una sonda metálica sin contacto entre ambos, se forma un condensador. Al variar el nivel de líquido varía proporcionalmente la capacidad. Si el depósito no es metálico se introducen dos sondas.
En fluidos no conductores se emplea un electrodo normal y la capacidad total del sistema se compone de la del líquido, la del gas superior y la de las conexiones superiores. En fluidos conductores el electrodo está aislado usualmente con teflón interviniendo las capacidades adicionales entre el material aislante y el electrodo en la zona del líquido y del gas.
• La precisión de los transductores de capacidad es de ±1 %.
• Intervalo de 0 a 5 VCD, pero para la aplicación es con intervalo de 0 ‐3 Volt.
• Se caracterizan por no tener partes móviles, son ligeros, presentan una buena resistencia a la corrosión y son de fácil limpieza.
Tiene el inconveniente de que la temperatura puede afectar las constantes dieléctricas (0,1 % de aumento de la constante dieléctrica/°C) y de que los posibles contaminantes contenidos en el líquido puedan adherirse al electrodo variando su capacidad y falseando la lectura, en particular en el caso de líquidos conductores.
Fig. 2.3 Medidor Capacitivo de Nivel
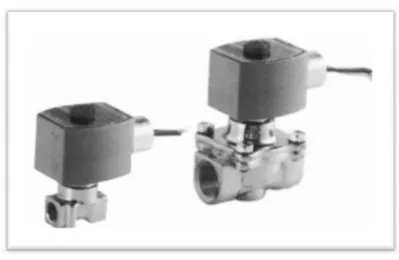
2.1.3 Válvulas Solenoide(Figura 2.4)
Cuando se activa el solenoide, el núcleo se dibuja en la sub‐base de solenoide de la Asamblea; cuando el solenoide está desactivado, la fuerza de retorno inicial del núcleo, ya sean desarrollados la presión o el peso para ejercer una fuerza mínima de magnetismo residual creado por el solenoide. Fuerza de rentabilidad mínima para la construcción de CA es £ 1. 5 oz y 5 oz de la construcción de DC para el posicionamiento.
Fig. 2.4 Válvula Solenoide
2.1.4 Bomba Modelo Oem (Figura 2.5)
Fig. 2.5 Bomba B25
Rendimiento Y Fiabilidad
Con el propósito de tener un control sobre el funcionamiento de la bomba, se adapto un circuito de control por medio de un relevador, siendo éste independiente del módulo del acondicionador de señal, siendo éste último el que solo proporcionará la alimentación. Este circuito se controlará por medio del PLC establecido.
Opciones Resistentes A La Corrosión
Cada uno de estos modelos se puede especificar con rango opcional de materiales para asegurar la resistencia a una amplia gama de líquidos ligeramente corrosiva.
Versiones Opcionales De Sobremesa
La versión de la B25 está disponible para suministrar alojados en un caso de prueba de salpicaduras de metal conformes a la norma IEC 1010 de seguridad, la prueba ideal para aplicaciones de sobremesa de laboratorio.
2.2 CONSOLA DE ACONDICIONAMIENTO DE SEÑALES (Figura 2.6)
La consola proporciona un acondicionamiento de señal para el módulo de proceso. El proceso de salidas de los sensores del módulo se puede visualizar en las unidades de ingeniería. Los resultados también están disponibles para el monitoreo externo.
Fig. 2.6 Consola de Acondicionamiento de señales
La unidad consta de:
• Velocidad de alimentación de productos de la bomba de control
• Entradas / salidas digitales (a partir de interruptores / a las válvulas de solenoide) • Conexión simultánea de todas las señales
• Principios de proceso: • Calibración de sensores • Control de Flujo de entrada • Control de flujo de salida • Batch y de operación continua
2.3 FILOSOFÍA DE OPERACIÓN
El sistema comprende de dos tanques, un rotámetro con válvula manual, una válvula manual, dos válvulas con solenoide on/off, una válvula reguladora, un sensor de flujo, un sensor de nivel y una bomba.
Se requiere suministrar agua al segundo tanque desde el tanque principal por medio de una bomba de agua que se accionara manualmente. Si el tanque principal llaga a su estado mínimo de nivel se requerirá apagar la bomba por seguridad del equipo de forma automática.
En el segundo tanque se requerirá que este conserve su nivel a pesar de las perturbaciones del sistema que van a estar accionándose por medio de la apertura y cierre de las dos solenoides, el nivel del tanque secundario será supervisado por medio de un sensor de nivel. Las perturbaciones del sistema representadas y simuladas por las válvulas con solenoide se accionaran manualmente.
2.4 PRUEBAS DE OPERACIÓN DE PROTOTIPO PCT‐09
2.4.1 Objetivos De La Prueba
· Para demostrar los procedimientos típicos para la optimización de la configuración de
un controlador PID para adaptarse a un proceso en particular.
· Al seleccionar la configuración de un controlador PID, se debe prestar atención a las
características del proceso que afectan a sus posibilidades de control. Estos son los cambios de carga (lo grande y lo rápido), acción local y la capacidad de resistencia de la acción local, reacción del proceso, la respuesta de los sensores, el tiempo muerto, etc.
· El objetivo de este experimento es utilizar uno de los métodos de campo utilizados
para la optimización de la categoría P, I y D en la configuración del controlador para adaptarse a las características del proceso.
· El controlador incorpora una auto‐optimización de instalaciones denominado «Auto‐
2.4.2 Realización De Las Pruebas
Primeramente se ajusta el sensor para la toma de lectura, es decir, el zero y el span (fig 2.9). Ajustar la salida del controlador para dar un proceso de lectura variable de 50% en el controlador. Dejar el controlador en el manual de funcionamiento y aplicar una perturbación para el proceso, cambiando la posición de la válvula ligeramente (aumento del 5%). Tomar en cuenta el cambio fundamental aplicado. La etapa de cambio se traducirá en un flujo nuevo en el tanque de proceso. La respuesta de lazo abierto puede ser analizada desde la traza de la grabadora para determinar la configuración óptima para P, I y D.
Fig. 2.9 Ajuste de Zero y Span del Controlador
Una curva de respuesta típica se muestra a continuación:
El controlador se aplica plenamente para el proceso (válvula totalmente abierta); cuando la variable del proceso alcanza el punto de la energía se corta (válvula totalmente cerrada) y los análisis del controlador de la respuesta incluyen cualquier rebasamiento. Este proceso de auto‐optimización se conoce como 'Auto‐Tune ".
Ajustar el controlador para el funcionamiento automático; luego aplicar una perturbación por la apertura de la(s) solenoide(s). Observar el comportamiento de estabilización del proceso.
2.4.3 Resultados De Las Pruebas
En la realización de las pruebas se logró obtener, mediante graficas, el comportamiento real del sistema mediante la intervención de un controlador tipo PID, que proporciona el control del mismo. En las graficas es posible observar el tiempo de reacción del sistema ante la apertura y cierre total de la válvula. Esto es de gran importancia para obtener información relevante de cómo se espera tener el comportamiento del sistema ante las acciones que se pretenden realizar en el proceso, de acuerdo a lo establecido en la filosofía de operación.
Fig. 2.11 Curva de comportamiento del sistema ante la apertura total de la válvula
Entre los resultados más importantes que se presentan con las pruebas realizadas son:
· Conocer el comportamiento del sistema. · El tiempo de estabilización del sistema.
· La cantidad y valor de los sobre impulsos del sistema por alteración de estado en el
que se encuentra.
*Nota: Tomar en cuenta que la realización de las pruebas es bajo condiciones de valores analógicos entre 0 y 1 Volt, para fines de comparación e interpretación de las graficas de comportamiento. Valores presentados en un multimetro, ver figuras 2.13 y 2.14.
2.4.4 Conclusiones De La Prueba
Existen técnicas que permiten la configuración de un controlador PID que se determine para adaptarse a un proceso en particular. Los ajustes previstos por estas técnicas son diferentes y deben ser tratados como una condición de partida para la creación del controlador. Un control satisfactorio se puede obtener de estos ajustes, pero el ingeniero encargado debe ser capaz de realizar ajustes finos para obtener las características de funcionamiento necesarios.
La Acción Integral eliminará el desplazamiento inherente al control proporcional. La corrección se aplica a la salida del controlador y al mismo tiempo cualquier desviación del punto de ajuste existe. Un valor pequeño en el tiempo de la acción integral significa un mayor efecto de acción integral en la salida del controlador. El importe de la corrección aplicada por Acción Integral se relaciona con la creación de la banda proporcional, ya que gran banda proporcional implica una reducción del efecto de Acción Integral.
Nota: Los valores cortos del tiempo de acción integral se puede utilizar en la demostración de control de flujo que proporcionará una corrección rápida de las compensaciones grandes, porque el sistema reaccione con rapidez a los cambios. En un proceso donde los disturbios toman mucho tiempo para afectar a la variable del proceso, la cantidad de Acción Integral utilizada debe ser limitado para evitar problemas de saturación.
CAPITULO 3
INTEGRACIÓN DEL SISTEMA DE CONTROL CON LA INTERFACE HOMBRE MÁQUINA
3.1 DESCRIPCIÓN DEL PLC
Es de gran importancia conocer las características de cada uno de los módulos del Controlador Lógico Programable (PLC). Esta información es muy relevante para el control adecuado del sistema, la comunicación y su monitoreo. La adecuada selección de los módulos del PLC para la conexión de los dispositivos y equipos que se tienen en el proceso es fundamental para cumplir con los objetivos establecidos en el trabajo; ya que es la base de un control adecuado en el área de automatización. El hecho de contar con el equipo necesario y en óptimas condiciones, proporciona grandes ventajas y beneficios que son de importancia para el desarrollo del proyecto.
Primero se explicará el PLC que se debería utilizar de acuerdo a las características del proceso, es decir, lo que se necesita. Posteriormente se explicará cada uno de los componentes del PLC que se utilizará ya de forma física para el control del proceso. Esto es debido a la disponibilidad principalmente que se tiene del equipo.
3.1.1 PLC Supuesto Requerido Para el Proceso
Para conocer el PLC que se debería de requerir se realizarán algunos cálculos y de la misma forma se tomarán en consideración elementos que definen las características del PLC necesario. Algunas de las cuestiones que se deben considerar son:
· Número de tareas del procesador. · Número y tipo de alarmas programadas.
· Consumo de corriente y potencia de los módulos para la fuente.
El número de entradas y salidas digitales y analógicas determina el slot que se utilizaría, ya que existen distintos tipos de módulos definidos principalmente por el número de E / S, dependiendo de las requeridas y utilizadas por el proceso. Módulo (s) de Entradas y Salidas Digitales: El número de entradas y salidas digitales de este proceso son 4. Considerado un porcentaje de reserva se tienen los siguientes slots para las entradas y para las salidas. Entradas: Tabla No 3.1 Selección de módulo de entradas digitales�
�at��No�� �ntradas���Salidas� �ategoría�de�sobretensión� Rango�de�voltaje�operativo� �loque�de�terminales�extraíble�
�����I���� ���entradas����puntos���grupo�� �������� �� … �����V��� �����T�NH������T�SH�
Tabla No 3.2 Características del módulo de entradas digitales�
�at�� No�� Número� de� entradas� Tensión�� en� estado� de� entrada�� Nom�� Voltaje�de� funcionamiento� Tiempo� de� retardo� de� entrada�� ON�a�O€€� �ctual�� en� estado� de� entrada�� mín�� �ctual�� en� estado� de� entrada�� Max�� �ctual��de� estado� desactivado� de�entrada�� Max�� �loque�de� terminales� extraíble� de� Vivienda� �ackplane� �m���a��� �ackplane� �m���a���� V� Potencia� de� disipación�� Max�� ������
I���� ��� �����V�dc� �� … �����Vdc�
�e���ms� tiempo�de� filtro� ������������ o����ms�� ����m�� � ���Vdc� ���m�� � ����V� dc� ����m�� �����T�NH�
�����T�SH� ����m�� ��m�� � ���°�������W�
Salidas:
Tabla No 3.3 Selección de módulo de salidas digitales�
�at��No�� �ntradas���Salidas� �ategoría�de�sobretensión� Rango�de�voltaje�operativo� �loque�de�terminales�extraíble�
Tabla No 3.4 Características del módulo de salidas digitales�
�at��No�� Número�de�
salidas� �ategoría�de�sobretensión� Voltaje�de�funcionamiento� �orriente�de�salida��por� punto��Max�� �orriente�de� salida� continua�por� módulo� máx� �loque�de� terminales� extraíble�de� Vivienda� �ackplane�
�m���a��� �ackplane��m���a����V� Potencia�de�disipación�� Max�
�����O��� �� �����Vdc� �� … �����Vdc� �����������°��� �����������°��� �����T�NH������T�SH� ����m�� ��m�� �����°�������W�
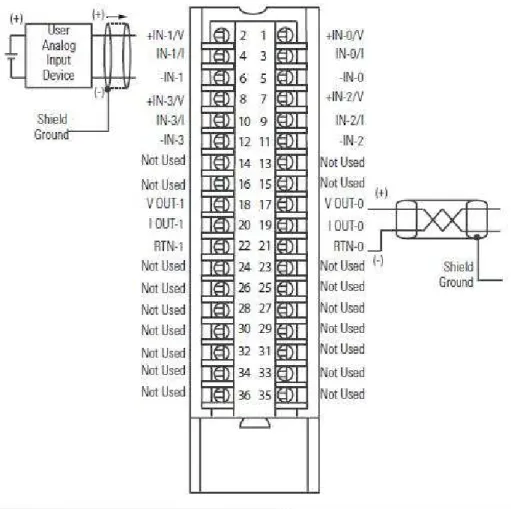
Módulo(s) de Entradas y Salidas Analógicas:
Se tienen 3 entradas y salidas analógicas, de las cuales dos de ellas son entradas y una sola salida. Con estas características se selecciona el módulo necesario con lo que se presenta:
Tabla No 3.5 Selección de módulo de entradas y salidas analógicas�
�at��No�� �ntradas���Salidas� Rango� Resolución� �loque�de�terminales�extraíble�
�����I€�€XO€�€� ��de�alta�velocidad��sub�� milisegundo�� entradas�diferenciales� ��de�alta�velocidad�o�el� voltaje�de�corriente� salidas� �ntrada�� ±������ V� ���������� V� ���������� V� ���������m�� Salida�� ±������V� ���������m�� �ntrada�� �prox�����bits�a�través�de�±���V� ������V�total�� ±���V������mV���bit�����bit�eficaz� ����� ����������mV���bit�����bit� eficaz� ����������������mV���bit�����bit� eficaz� �prox�����bits�en����m�� ����� ���m��������micro����bits� Salida�� ���bits�en����m��������micro���� bits� ���bits�a�través�de�����V�������mV� ��bit� �����T��H� �����T�S�H� Tabla No 3.6 Características del módulo de entradas y salidas analógicas�
�at��No�� Número� de� entradas� Número� de� salidas�de� Resolución� Sensores� compatibles� �loque� de� terminales� extraíble� de� Vivienda� �ackplane� �m���a���V� �ackplane� �m���a����V� Potencia� de� disipación�� Max�� �����I€�€XO€�€� ��de�alta� velocidad�� submillisegundos�� diferencial� ��de�alta� velocidad� voltaje�de o� corriente� ���bits� �ntradas� ±������ ����������� ����������� Salidas� ±������ �����T��H�
�����T�S�H� ����m�� ����m��
Módulo de Comunicaciones:
El módulo de comunicación es seleccionado de acuerdo a lo requerido en el proceso, por lo que para este caso es necesario un módulo de comunicación tipo EtherNet/IP. Este slot de comunicación es utilizado por las necesidades, facilidades y características del proceso. Las tablas a continuación muestran las características del modulo.
Tabla No 3.7 Selección de módulo de comunicaciones�
�at��No�� �escripción� comunicación�Velocidad�de� �onexiones�T�P���IP� Logix��onexiones�
������N�T� módulo�de comunicación���therNet���IP puente�
de cobre� �������Mbps� ��� ����
Tabla No 3.8 Características del módulo de comunicaciones�
�at��No�� comunicación�Velocidad�de� �onexiones� Potencia�de�disipación��Max�� �ackplane��m���a��V� �ackplane��m���a���V�
������N�T� �������Mbps�
�ada�módulo soporta�un� máximo�de��
�����conexiones�T�P���IP� � ����conexiones������S�y�
de�la�información��
�����W� ����m�� ��m��
Módulo de Procesador:
El módulo seleccionado para esta aplicación es determinado por la siguiente tabla:
Tabla No 3.9 Selección de módulo del procesador�
Tareas�de��ontrol� __3__ * 4000 = 12000 bytes� ����S��igitales� __4__ * 400 = 1600 bytes� ����S��nalógicas� __3__ * 2600 = 7800 bytes� Módulos��eviceNet� No utilizado ‐ ‐� Otros módulos�de�comunicación�
��therNet�� __1__ * 2000 = 2000 bytes� Instrucción�de�alarma�€actoryTalk� __2__ * 1000 = 2000 bytes�
TOT�L� 25400 bytes
Con estos datos obtenidos en el cuadro que determina Rockwell automation, es posible seleccionar el procesador de acuerdo a la memoria que proporcione; ya sumando también la reserva que se haya determinado. Con esta información se presenta el módulo que mejor se acople a las necesidades determinadas.
Tabla No 3.10 Características módulo del procesador�
�at��No�� Memoria� Potencia�de� disipación�� Max�� �isipación� térmica��Max�� �ackplane� �m���a���V� �ackplane� �m���a����V� �isponible� usuario� Memoria�de� ��S�de� memoria� Memoria�no� volátil�
�����L��M��� ����K�� ����K�� N����� ����W� ������TU���hr� �����m�� ���m��
Fuente de Poder:
Tabla No 3.11 Determinación de corriente y potencia para la fuente de poder
MODULOS Consumo 5V Consumo 24V Potencia
1756‐IB16 ED 100 mA 2 mA 5.1 W
1756‐0B8 SD 165 mA 2 mA 2.5 W
1756‐IF4FXOF2F E/S A 375 mA 100 mA 4.7 W
1756‐ENBT Ethernet 700 mA 3 mA 3.65 W
1756‐L55M12 Procesador 1230 mA 14 mA 5.6 W
TOTAL 2570 mA 121 mA 21.55 W
2691 mA 21.55 W
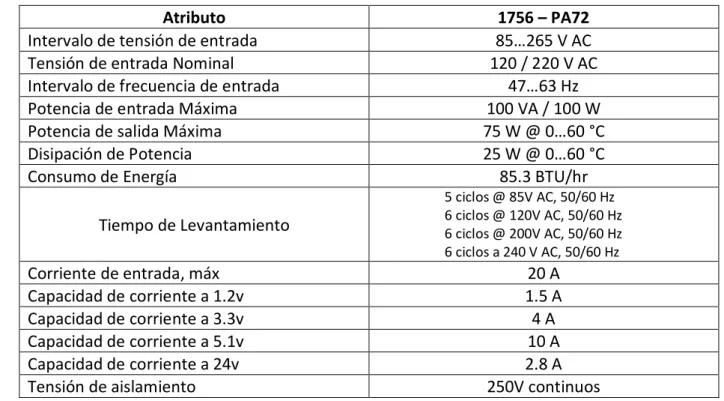
En base a esta información es posible realizar la selección de la fuente de poder. En la siguiente tabla se muestra la información necesaria de la fuente que se apega más a las necesidades del PLC y del proceso.
Tabla No 3.12 Características de la fuente de poder
Atributo 1756 – PA72
Intervalo de tensión de entrada 85…265 V AC
Tensión de entrada Nominal 120 / 220 V AC Intervalo de frecuencia de entrada 47…63 Hz Potencia de entrada Máxima 100 VA / 100 W Potencia de salida Máxima 75 W @ 0…60 °C Disipación de Potencia 25 W @ 0…60 °C Consumo de Energía 85.3 BTU/hr Tiempo de Levantamiento 5 ciclos @ 85V AC, 50/60 Hz 6 ciclos @ 120V AC, 50/60 Hz 6 ciclos @ 200V AC, 50/60 Hz 6 ciclos a 240 V AC, 50/60 Hz Corriente de entrada, máx 20 A Capacidad de corriente a 1.2v 1.5 A Capacidad de corriente a 3.3v 4 A Capacidad de corriente a 5.1v 10 A Capacidad de corriente a 24v 2.8 A