BIBLIOTECAS DEL TECNOLÓGICO DE MONTERREY
PUBLICACIÓN DE TRABAJOS DE GRADO
Las Bibliotecas del Sistema Tecnológico de Monterrey son depositarias de los trabajos recepcionales y de
grado que generan sus egresados. De esta manera, con el objeto de preservarlos y salvaguardarlos como
parte del acervo bibliográfico del Tecnológico de Monterrey se ha generado una copia de las tesis en
versión electrónica del tradicional formato impreso, con base en la Ley Federal del Derecho de Autor
(LFDA).
Es importante señalar que las tesis no se divulgan ni están a disposición pública con fines de
comercialización o lucro y que su control y organización únicamente se realiza en los Campus de origen.
Cabe mencionar, que la Colección de
Documentos Tec,
donde se encuentran las tesis, tesinas y
disertaciones doctorales, únicamente pueden ser consultables en pantalla por la comunidad del
Tecnológico de Monterrey a través de Biblioteca Digital, cuyo acceso requiere cuenta y clave de acceso,
para asegurar el uso restringido de dicha comunidad.
M onterrey, Nuevo León a 06 de Julio de 2009
Lic. Arturo Azuara Flores:
Director de Asesoría Legal del Sistema
Sistema Tecnológico de M onterrey
M onterrey, N.L., M éxico
Por medio de la presente hago constar que soy autor y titular de la obra titulada " M odelo de Administ ración de Cambio Tecnológico" , en los sucesivo LA OBRA, en virtud de lo cual autorizo a el Instituto Tecnológico y de Estudios Superiores de M onterrey (EL INSTITUTO) para que efect úe la divulgación, publicación, comunicación pública, dist ribución y reproducción, así como la digit alización de la misma, con fines académicos o propios al objeto de EL INSTITUTO.
El Instituto se compromete a respetar en todo momento mi aut oría y a otorgarme el crédit o correspondiente en todas las actividades mencionadas anteriormente de la obra. De la misma manera, desligo de toda responsabilidad a EL INSTITUTO por cualquier violación a los derechos de autor y propiedad intelectual que cometa el suscrito frente a terceros.
Daniel Sánchez Baquedano
AUTOR
Modelo de Administración de Cambio Tecnológico-Edición
Única
Title
Modelo de Administración de Cambio
Tecnológico-Edición Única
Authors
Daniel Sánchez Baquedano
Affiliation
Tecnológico de Monterrey, EGADE
Issue Date
2009-07-01
Item type
Tesis
Rights
Open Access
Downloaded
18-Jan-2017 21:15:01
INSTITUTO TECN O LÓ GI CO Y DE ESTUDIOS SUPERIORES DE M ONTERREY
CAM PUS M ONTERREY
ESCUELA DE GRADUADOSzyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA EN ADM INISTRACION Y DIRECCION DE EM PRESAS
TECN OLÓGICO
DE M ONTERREY
®
M ODELO DE ADM INISTRACION DE CAM BIO TECNOLOGICO
TESIS
PRESENTADA COM O REQUISITO PARCIAL PARA OBTENER EL GRADO ACADEM ICO
DE:
M AESTRO EN DIRECCION PARA LA M ANUFACTURA
POR:
DANIEL SANCHEZ BAQUEDANO
M ONTERREY, N.L. JULIO DEL 2009
CAM PUS M ONTERREY
ESCUELA DE GRADUADOS EN ADM INISTRACION Y DIRECCION DE EM PRESAS
Los miembros del comité de tesis recomendamos que el presente proyecto de tesis presentado por la Ing. Daniel Sánchez Baquedano sea aceptado como requisito parcial para obtener el grado académico de:
M aestro en Dirección para la manufactura
Comité de Tesis:
Dr. Eduardo López
Asesor
Federico Trigos
Sinodal
Aprobado:
Dr. Federico Trigos Salazar
Direct or del Program a de M aest ría en Dirección para la M anufact ura
Julio, 2009
M odelo de Adm inist ración de Cambio Te cnológico 3 Dr. Agust ín Buendía
Agr ad ecim ien tos
A Dios, por ser la luz en mi camino y el conocimiento supremo.
A mi esposa, Hortencia Putz
Por su amor incondicional y su apoyo en las largas noches de estudio.
A mi familia. Padres, hermanos y hermanas.
Por su amor y apoyo sin importar la distancia.
A mi nueva familia, Familia Putz Fraustro
Por su apoyo durante este tiempo en la maest ría.
Al Doctor Eduardo López,
Por todas las horas de asesoría y consejos invaluables.
Dedicator ias
A Dios, por todas sus bendiciones y permitirme estudiar esta maest ría.
Le dedico la tesis a mi esposa Hortencia, por su paciencia en estos años... por todo el
tiempo que no le pude dedicar.
A mis padres, Juan Pedro y M a. Cristina, por haberme apoyado en mis estudios y por ser
la familia que somos, ante la distancia.
A mis hermanos, Juan Pedro, Arturo y M elisa, por todo el cariño y amor que les tengo.
INDICE
Agradecimientos 5
Dedicatorias 6
Índice de Figuras 9
Índice de Tablas 9
Resumen 10
Objetivo General 10
1.0 Planteamientos Generales 11
1.1 Int roducción al Problema 11
1.2 Planteamiento del Problema 13
1.3 Ident ificación de las variables de la Investigación 14
1.4 Objetivos de la Invest igación 15
1.5 Preguntas de Invest igación 16
1.6 Just ificación de la Investigación 18
2.0 M arco Teórico 19
2.1 Int roducción 19
2.1 NPI: New Product Introduction 20
2.2 Definición de ABC Accounting 23
2.3 Definición de Lean 24
2.4 Lean Product Development 27
2.5 Filosofía y M étodo Taguchi 30
2.5.1 Análisis de Tolerancias 35
2.6 Recomendaciones a Proyectos 37
2.7 Casos de Éxito y M ejores prácticas 39
2.7.1 Proyectos de Producto para Logística 39
2.7.2 M et odología Lean en Proyectos de Diseño 40
2.8 Norma ISO 9001:2008, Diseño y Desarrollo 42
2.9 Concept ualización de evaluación de proyectos 45
3. Aprendizaje Organizacional 46
4. Evaluación de los M odelos 51
4.1 Definición del M odelo Base, el modelo A 53
5.0 Hipótesis 57
6.0 M odelo "CT-D" 59
6.1 M odelo "CT-D" Primera Parte: Concepto 61
6.1.1 Actividades y Expectativas en el Concepto 61
6.1.2 M ecanismo de Generación de Propuestas 63
6.1.3 Pasos del modelo 64
6.2 M odelo CT-D. Segunda Parte: Validación y Verificación 73
6.2.1 Actividades y Expectativas en la Validación y Verificación 75
6.2.2 V&V del Concepto 76
6.2.3 Validación de Confirmación 77
6.3 M odelo CT-D. Tercera Parte: Costos 78
6.4 M odelo CT-D. Cuarta Parte: Documentación 80
6.5 Formato del M odelo 83
7.0 M ét odo de Invest igación 90
8.0 Invest igación 92
8.1 Desarrollo de productos domésticos 92
8.2 Desarrollo de productos beta 100
8.3 Desarrollo de empaque económico 107
9.0 Conclusiones 113
Referencias 115
Índice de Figuras
Figura 1 M odelo de Estructura básica 15 Figura 2 M et odología de M ejora 23 Figura 3 Pasos de Lean Design (ETI Group) 28
Figura 4 Gráfica de Kano: Sat isfacción del Cliente (ETI Group) 29
Figura 5 Función de Pérdida (ETI Group) 31 Figura 6 "8 Pasos de Taguchi" para reducir el ruido. (ETI Group) 33
Figura 7 Ident ificación de procesos de recolección de datos. (Alarcon, 2002) 41
Figura 8 M odelo Propuesto de Alarcon (Alarcon, 2002) 41 Figura 9 Sensibilización de Conocimiento. (M ilton, 2008) 48
Figura 10 Ciclo del Aprendizaje (M ilton, 2008) 49 Figura 11 Diagrama de flujo de una solicitud a los centros de ingeniería de diseño 53
Figura 12 Diagrama de Procesos generales para la introducción de un cambio de ingeniería. ...55
Figura 13 M odelo CT-D 59 Figura 14 Pasos del Concepto 62 Figura 15 Diagrama del M odelo 65 Figura 16 M odelo y sus etapas de validación 77
Figura 17 Aprendizaje Organizacional aplicando el modelo 81
Figura 17 Propuesta de Ciclo de Aprendizaje 82 Figura 18 Formato de M odelo Propuesto 83 Figura 19 M odelo Implementado en Productos Domésticos 98
Figura 20 M odelo Implementado en Producto Beta 105 Figura 21 M odelo Implementado en Rediseño de Empaque 111
Ín dice de Tablas
Tabla 1 M étodo de Análisis de Tolerancias (Chase, 2006) 36
Tabla 2 Evaluación de M odelos 52 Tabla 3 Preferencia de Propuestas en Conflicto 72
Tabla 4 Significado de V&V 73 Tabla 5 Requisitos del formato del M odelo Propuesto 88
Índice de Figuras
Figura 1 M odelo de Estructura básica 15 Figura 2 M et odología de M ejora 23 Figura 3 Pasos de Lean Design (ETI Group) 28
Figura 4 Gráfica de Kano: Sat isfacción del Cliente (ETI Group) 29
Figura 5 Función de Pérdida (ETI Group) 31 Figura 6 "8 Pasos de Taguchi" para reducir el ruido. (ETI Group) 33
Figura 7 Ident ificación de procesos de recolección de datos. (Alarcon, 2002) 41
Figura 8 M odelo Propuesto de Alarcon (Alarcon, 2002) 41 Figura 9 Sensibilización de Conocimiento. (M ilton, 2008) 48
Figura 10 Ciclo del Aprendizaje (M ilton, 2008) 49 Figura 11 Diagrama de flujo de una solicitud a los centros de ingeniería de diseño 53
Figura 12 Diagrama de Procesos generales para la introducción de un cambio de ingeniería. ...55
Figura 13 M odelo CT-D 59 Figura 14 Pasos del Concepto 62 Figura 15 Diagrama del M odelo 65 Figura 16 M odelo y sus etapas de validación 77
Figura 17 Aprendizaje Organizacional aplicando el modelo 81
Figura 17 Propuesta de Ciclo de Aprendizaje 82 Figura 18 Formato de M odelo Propuesto 83 Figura 19 M odelo Implementado en Productos Domésticos 98
Figura 20 M odelo Implementado en Producto Beta 105 Figura 21 M odelo Implementado en Rediseño de Empaque 111
Ín dice de Tablas
Tabla 1 M étodo de Análisis de Tolerancias (Chase, 2006) 36
Tabla 2 Evaluación de M odelos 52 Tabla 3 Preferencia de Propuestas en Conflicto 72
Tabla 4 Significado de V&V 73 Tabla 5 Requisitos del formato del M odelo Propuesto 88
Resumen
La competitividad de una empresa se ve reflejada a t ravés de la velocidad con la que
implementa e introduce nuevos productos al mercado. Otro componente importante de la
competitividad es la confiabilidad con la que esos productos se desenvuelven en la práct ica.
En esta investigación se observo un modelo vigente de desarrollo t ecnológico llegando a la
conclusión que no se adecuaba a las necesidades de la compañía, para lo cual se desarrollo el
modelo propuesto.
El modelo de administ ración de cambios t ecnológicos propuesto, consta de quince pasos, los
cuales alineados a las técnicas conocidas en la actualidad fueron adaptadas entre si y
personalizadas hacia el sector manufacturero de la región noreste de M éxico. Tomando en
cuenta factores no antes considerados desde el inicio del proyecto que son entre otros:
aprendizaje organizacional y document ación oficial del tipo ISO 9001:2008.
Este modelo de administ ración de cambios t ecnológicos es analizado a t ravés de varios
proyectos implementados en la empresa, de los cuales se documentan tres que confirman su
eficacia al mejorar el desempeño de las actividades y el beneficio económico para la compañía.
Objetivo General
El objetivo de la presente investigación es proponer un modelo para la introducción de cambios
t ecnológicos y de nuevos productos aplicados en la industria midiendo el grado de eficacia y
costo beneficio para la empresa.
Resumen
La competitividad de una empresa se ve reflejada a t ravés de la velocidad con la que
implementa e introduce nuevos productos al mercado. Otro componente importante de la
competitividad es la confiabilidad con la que esos productos se desenvuelven en la práct ica.
En esta investigación se observo un modelo vigente de desarrollo t ecnológico llegando a la
conclusión que no se adecuaba a las necesidades de la compañía, para lo cual se desarrollo el
modelo propuesto.
El modelo de administ ración de cambios t ecnológicos propuesto, consta de quince pasos, los
cuales alineados a las técnicas conocidas en la actualidad fueron adaptadas entre si y
personalizadas hacia el sector manufacturero de la región noreste de M éxico. Tomando en
cuenta factores no antes considerados desde el inicio del proyecto que son entre otros:
aprendizaje organizacional y document ación oficial del tipo ISO 9001:2008.
Este modelo de administ ración de cambios t ecnológicos es analizado a t ravés de varios
proyectos implementados en la empresa, de los cuales se documentan tres que confirman su
eficacia al mejorar el desempeño de las actividades y el beneficio económico para la compañía.
Objetivo General
El objetivo de la presente investigación es proponer un modelo para la introducción de cambios
t ecnológicos y de nuevos productos aplicados en la industria midiendo el grado de eficacia y
costo beneficio para la empresa.
1.0 Planteamientos Generales
1.1 In tro ducció n al Proble ma
En una época donde la Industria manufacturera se ve afectada por la globalización y el impacto
de las industrias emergentes, la velocidad y efectividad de la industria cambiante determina la
sobrevivencia de la más apta para mantenerse en el mercado.
Donde el mercado se define constantemente y las necesidades de los clientes son satisfechas a
la misma velocidad de su requisición, la empresa de hoy debe de poder responder ante los
cambios sutiles y de evolución de sus productos de la misma manera.
El presente trabajo formula un análisis de la implement ación de cambios de ingeniería en una
industria manufacturera del sector noreste del país, la cual se ve envuelta en la producción de
varios productos de complejidad en su manufactura, logíst ica, diseño, abastecimiento y
producción.
A su vez se desarrolla una propuesta del flujo de información en el cual la implement ación sea
más eficaz que el que actualmente se sigue.
Los lincamientos de este estudio se validan en métodos tangibles y medibles, principalmente
en aspectos económicos del producto y la planta. Así como la cantidad de opciones disponibles
de productos al cliente (Gould, 2006).
En la actualidad la Compañía se encuentra en una constante renovación y combinación de
t ecnologías y productos desarrollados dentro de la empresa. Estos constantes cambios
conllevan una serie de decisiones, flujo de información y una correcta implement ación tanto en
la parte operativa como en la logística de la misma de manera extendida dentro de la empresa
y con sus proveedores (Koening, 1997).
El objetivo de las modificaciones es introducción de opciones a los productos existentes,
mejoras y hasta productos nuevos, construidos en plataformas ya existentes y t ambién
enteramente nuevos a la producción existente.
Los cambios de los productos por sutiles o complejos que sean suelen tomar demasiado tiempo
por el flujo de información que conlleva desde el inicio de su diseño hasta la implement ación en
la producción (pasando por las etapas de producción definidas posteriormente).
La empresa en cuest ión es una empresa manufacturera la cual es responsable de la
sustentabilidad de sus productos y de reflejar cambios en sus productos a petición previa de los
departamentos de diseño, ventas y servicio al cliente, que principalmente se encuentran
localizados en los Estados Unidos.
La ingeniería de la planta a su vez retroalimenta a estos centros de ingeniería con peticiones de
cambios de ingeniería para la actualización de la base de datos y sincronización con otras
plantas que producen productos similares a nivel global.
Dentro de la planta el proceso es otro, en los diferentes departamentos, las personas
responsables del producto y de sostenimiento de la producción trabajan para concluir el ciclo
de su implement ación.
Donde el uso de plataformas y comunicación electrónica (correo elect rónico y bases de datos)
es común, juntas de comunicación y de seguimiento de dichos cambios son constantes, pero el
flujo de información y la velocidad de avance son inconstantes y determinantes para la
respuesta a los clientes internos, intermediarios y finales de los productos.
1.2 Plante amie nto de l Proble ma
El problema que se plantea en esta investigación surge de la idea mencionada en el punto
anterior y para mayor claridad se define en forma de la siguiente pregunta con la finalidad de
establecer claramente lo que se pretende con este estudio y poder orientar la búsqueda de una
solución. Así pues, el problema de la investigación es:
¿Cuáles son las etapas críticas que un modelo de administración de cambio
tecnológico debe de tener para incrementar los beneficios económicos para la
empresa y sus clientes?
Como se puede apreciar los temas de investigación se deslindan de la investigación de los
modelos utilizados en "La Compañía" para este fin y la identificación de las características
claves.
Se estudiaran dos modelos que son utilizados para la implement ación de cambios y medición
de su efectividad cuando la información fluye por los diferentes departamentos.
1.3 Ide ntificació n de las variable s de la Inve s tigació n
El problema de Investigación se integra en una variable independiente y en una variable
dependiente. Dichas variables establecen una relación funcional, es decir, establecen que el
modelo que se proponga en este trabajo de investigación deberá ser una alternativa de
solución para desarrollar las competencias requeridas para el líder. Dichas variables son:
Variable dependient e:
Éxito del modelo de administ ración de cambios t ecnológicos utilizado en proyectos.
Variables independient es:
Definición de las etapas del modelo, efectividad de la planeación, control, evaluación y
coordinación de los proyectos en todas sus etapas.
Donde el éxito del modelo, se relaciona en su evaluación de su aplicación en proyectos,
tomando en cuenta cuestiones financieras y de los productos; que implican analizar lo
siguiente:
• Las opciones de productos que hoy en día se t ienen.
o Diferenciando las opciones obsoletas. Estas se dividen en proyectos fallidos u
obsoletos por otras opciones actualizadas.
• Costos de inventarios obsoletos en planta. Estos representan una implement ación que
afecta negativamente a la planta, a sus resultados financieros y costos de
sostenimiento.
• La cantidad de proyectos de cambios de ingeniería en solicitud a los centros de
ingeniería
o E incluirse como la cantidad proyectos cancelados o no concretados.
• La cantidad de proyectos enviados por el centro de ingeniería (ya sean requisición de la
planta o no).
1.4 Objetivos de la In ve s tigació n .
Los objetivos de la invest igación son lo siguientes:
1. Identificar las etapas claves de un modelo de administ ración de cambio, tanto para
nuevos proyectos así como mejoras a productos.
2. Definir las caract eríst icas de las etapas claves.
3. Proponer un modelo de proceso enfatizando las características claves y su vinculación
con las caract eríst icas de éxit o.
4. Definir la medición de los procesos claves para cuantificar el éxit o del proyecto bajo el
modelo propuesto.
5. Validar cuantitativamente las caract eríst icas y el modelo propuesto.
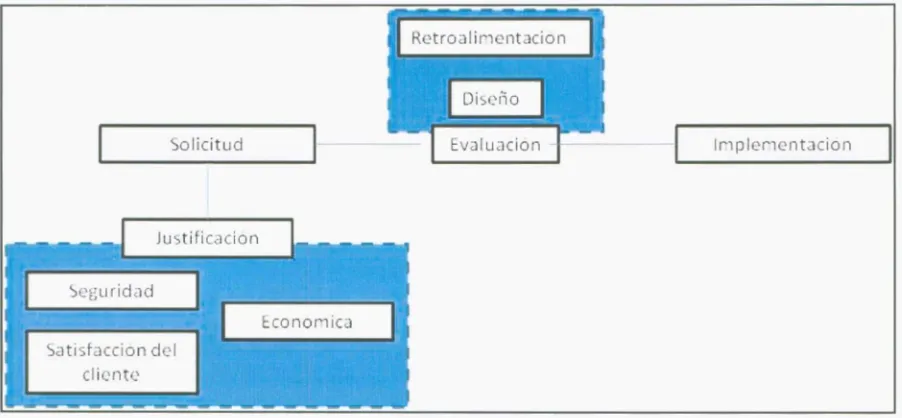
Figura 1 M odelo de Estructura básica.
[image:20.612.81.532.428.637.2]En la figura 1, se muestra en resumen un proceso de un proyecto, a grandes rasgos, donde el
proyecto se solicita, ya sea por razones de seguridad, económica para la empresa o el cliente. Y
finalmente para satisfacer al cliente, ya sea con alguna petición o en base a una
ret roaliment ación del mismo. Posteriormente esta solicitud se evalúa, se diseña y se
retroalimenta a las personas pertinentes en la empresa (producción, servicio al cliente,
compras, logíst ica, manufactura, etc.) Finalmente después de su evaluación y diseño se
implementa en el sistema.
1.5 Preguntas de Inve s tigació n
1. ¿Cuáles son las etapas de un proceso de introducción de nuevos productos?
2. ¿Cuáles son los fundamentos de las etapas de introducción de nuevos productos?
3. ¿Cómo se alinean las etapas a los estándares de la industria?
4. ¿Cuáles son las recomendaciones para este tipo de proyectos?
5. ¿Cuáles son los pasos para que el conocimiento del modelo y proyecto se retengan en la
empresa?
6. ¿Cuáles son los indicadores numéricos de éxito de un proyecto en una industria de este
tipo?
7. ¿Cuáles son las expectativas del modelo propuesto?
8. En el modelo propuesto ¿cuáles son las características de los criterios numéricos de
indicadores para medir el modelo?
Estas preguntas son resueltas a lo largo del mapa conceptual. Sin embargo los límites de la
invest igación se esbozan dentro de la compañía en cuest ión, estudiando los dos modelos de los
cuales se est udiarán las variables criticas.
Definiendo el uso de los modelos, ést os son usados por el mismo grupo de personas, se
evaluará el desempeño de ambos modelos enfocado en las variables anteriormente
mencionadas. A su vez, las personas usuarias de estos modelos darán su retroalimentación de
ambos modelos.
El tiempo de esta investigación será a base de un análisis de los datos históricos de 6 meses
at rás y lo que dure la investigación actual.
1.6 Jus tificació n de la Inve s tigació n
Esta invest igación se justifica tomando como base su implicación práct ica, la relevancia en la
organización empresarial y el impacto social que el autor considera relevantes y convenientes
para propiciar el desarrollo de este proyecto.
Conveniencia.
Esta invest igación se considera conveniente porque propone un modelo diferente y la
evaluación del mismo enfocado a los objetivos de una empresa ordinaria. La concept ualización
de este modelo se encausa en el objetivo de cada proyecto y su impacto de beneficio en la
organización considerando siempre el beneficio al cliente.
Implicación Práct ica.
La implicación práctica de esta investigación se funda en la propuesta del modelo definido para
su validación y de los parámetros mismos que se identifican como claves para la medición de
este proyecto.
Ut ilidad M et odológica.
La invest igación pretende definir un modelo con caract eríst icas claves para la correcta
aplicación de las herramientas disponibles de una compañía enfocada en los resultados que
impactan los rubros que generalmente una empresa considera importantes, tales como ciclo de
vida del productos, mantenimiento a los productos existentes y su mejora continua.
2.0 Marco Te ó rico
2.1 In tro ducció n
La base teórica de este capítulo busca aportar los elementos necesarios para poder proponer
un modelo de aprendizaje que permita identificar las variables claves de modelos exitosos para
la implement ación de proyectos dentro de una organización.
En primera instancia se define un modelo que por su trascendencia en los fundamentos del
tema de proyectos e investigación es nombrado, NPI, "New Product Introduction" el cual define
los pasos de un proceso de introducción de productos.
Posteriormente, se define el modelo que en la industria hoy por hoy es más usado en la
industria, Lean M anufacturing, por su simplicidad en apariencia y en principios tan explotables
como escalables ha sido la base para la investigación de muchos, así como para el estudio de su
aplicación. Este modelo, t ambién es escalable a la investigación y por ende se define dentro del
marco Teórico.
Es así como su desenvolvimiento en el área de proyectos se define posteriormente en Lean
Product Development, Desarrollo Lean de Productos. Donde los procesos del proyecto se ven
bajo el enfoque del sistema lean, con conceptos claros y escalables.
Con lo anterior descrito cabe mencionar la aportación del doctor Taguchi con su propuesta de
filosofía de calidad que permite expresar económicament e la pérdida que se transmite al
cliente por no cumplir con las expectativas de diseño. Donde se busca una aproximación de
calidad por medio de la verificación y validación.
Se definirá brevemente un sistema de costeo, "ABC Accounting", Activity Based Costing.
Posteriormente se definen ejemplos de implementación de proyectos en diferentes empresas,
con sus logros y diferencias de los diferentes modelos aplicados (basados en Lean u otra).
Por último se define el aprendizaje organizacional como una herramienta de concientizar el
conocimiento y aprendizaje de las organizaciones desarrollado por el personal de las empresas.
Todos los temas desarrollados en este capítulo llevan la intención de contribuir de manera
efectiva, clara y precisa a establecer las bases del M odelo central de esta investigación y lograr
de esa forma el segundo objetivo de este trabajo de investigación definido en el punto L4 del
capít ulo 1.
2.1 NPI: New Product Introduction
Posiblemente uno de los procesos más complejos y difíciles de implementar se contienen
dentro de la int roducción de nuevos productos a una empresa, Koenig en su investigación para
varios t ít ulos como "M anufacturing Engineering" define el concepto de NPI.
Como predecesor del tema se ha definido desde casi 30 años la introducción de nuevos
productos, tales como "New Product Introduction" y sus trece pasos (Koening, 1997) donde
define pasos concretos de la generación de productos desde el nivel gerencial hasta el nivel de
trabajo y definición de los equipos.
La definición de cada etapa del proceso se define con los siguientes 13 pasos:
1. Se definen los requerimientos del cliente o las oportunidades del negocio.
2. Definir las capacidades necesarias para cumplir estas necesidades.
3. Determinar como éstas pueden ser satisfechas.
4. Definir el producto de manera viable.
5. Definición en dibujos y especificaciones.
6. Definición de la manufactura del producto.
7. Definición del listado de partes, materiales, ruteo y costo.
8. Evaluar la capacidad de desarrollar el producto.
9. Evaluar la capacidad de la producción con la del requerimiento del cliente.
10. Determinar márgenes de ganancia.
11. Tomar acciones correctivas de los pasos anteriores.
12. Liberar a su producción.
13. M onitorear la producción y plan de ventas del producto.
Como se define en los párrafos anteriores, existen pasos concisos que desde hace más de diez
años se han divulgado en bibliografía, en general, pueden ser más o menos puntos, pero todos
tienen claramente definido la sincronización de la operación y la definición de los
requerimientos del cliente, pero siempre enfocando el proyecto de manera viable y de menor
costo justificable.
En la concepción de estos preceptos t ambién se encuentra la respuesta a la introducción de
productos nuevos en innovadores que respondan a la demanda de los clientes. Considerando
de suma importancia poder tener esta respuesta para obtener la ventaja competitiva necesaria
de desarrollo en el mercado (Zahra, 1993).
Lo que se interpreta de Zahra es la definición de los proyectos los cuales deben de ser
coordinados con las necesidades y demanda de los mismos clientes para así poder tener la
ventaja competitiva que la empresa necesita.
Como t ambién se pueden citar los elementos de los principios de la int roducción de nuevos
productos del sistema de ingeniería Lean. Estos son 5, definir el valor, identificar la cadena de
valor y eliminar el desperdicio, hacer que la cadena de valor "fluya", permitir que el cliente
"jale" el "flujo" y finalmente tener como meta la continua mejora (Haque, 2003).
Identificando de Haque el proceso del sistema lean aplicado a la int roducción de nuevos
productos o proyectos, estos puntos son algunos temas claves del sistema lean definido por
James Womack, que a su vez lo tomaron del sistema de producción Toyota.
Los puntos clave que Haque analiza de Lean en su artículo son el valor del cliente, como punto
inicial y final de la cadena de la introducción de nuevos productos. Donde el cliente define el
valor y "jala" a la cadena de valor para que su producto sea entregado. Al hacer esto, la mejora
continua su implement ación dentro del modelo de implementación de la empresa en cuest ión.
Es importante definir que los conceptos de lean, no solo se utilizan en la met odología para
nuevos productos o proyectos sino t ambién se proyectan al cambio de fases en cada proyecto
como se define en la siguiente imagen a grandes rasgos.
Figura 2 M etodología de M ejora
El ciclo de mejora continua se define con la figura anterior, donde el diagnostico y evaluación se
definen inicialmente canalizando el cambio. Es decir, un cambio debe de justificarse con la
mejora de su producción, reducción de costo, y t ambién su evaluación para su int roducción
dependiendo de los recursos necesarios para el mismo. Posteriormente el proyecto se
¡mplement a, se controlan sus parámet ros, una vez en control la implement ación se vuelve
est ándar y se continua una vez más hacer un diagnostico y evaluar nuevos posibles cambios.
2.2 De fin ició n de ABC Accounting
ABC Accounting, por su significado en ingles Activity Based Costing Accounting, que significa:
Contabilidad de Costeo en base a actividades. Es un reto clave para la industria y particulares en
general. El Concepto ABC nace alrededor de la década de los 80's del siglo pasado como
esfuerzo de buscar los costos reales de los productos en ambientes de manufactura
multi-variados.
En la presente invest igación y a modo de responder a la prefiunta numero 3 (como medir el
éxit o) el modelo propuesto debe de regirse sobre los est ándares mas altos de métodos de
costeo.
[image:28.612.200.408.86.224.2]ABC es una herramienta para estudiar la interrelación entre un negocio, sus actividades y los
recursos necesarios para producir un bien o un servicio. Considera gastos o costos tanto
directos como indirectos. Y se maneja t ambién para calcular el costo total de un producto.
Funcionando muy bien en empresas cuya infraestructura t ecnológica es alta y la mano de obra
directa es muy baja.
Por ejemplo, un buffet de abogados, al usar ABC, el cual está compuesto de abogados,
asistentes, equipo de cómput o e impresión, et c.. Comprendería que abogado usa que recursos
y cuanto dinero representa esto para el total del buffet. Esto se reflejaría directamente en su
análisis de costeo hacia el cliente para justificar el precio de sus servicios.
De la misma manera, en el modelo propuesto, ABC co-ayuda a analizar el modelo base y el
propuesto para conocer los puntos donde el costo en algún tipo de relación es mas "Lean".
Donde el modelo obtiene sus debilidades y fortalezas en cuestión de otra variable, ya sea
tiempo, dinero, recursos, t ecnología, et c..
2.3 De finició n de Le an
Lean manufacturing es una filosofía de gest ión enfocada a la reducción de los 7 tipos de
"desperdicios" (sobreproducción, tiempo de espera, transporte, exceso de procesado,
inventario, movimiento y defectos) en productos manufacturados. Eliminando el despilfarro, la
calidad mejora, y el tiempo de producción y el costo se reducen. Las herramientas "lean" (en
inglés, "sin grasa") incluyen procesos continuos de análisis (kaizen), producción "pulí" (en el
sentido de kanban), y elementos y procesos "a prueba de fallos" (poka yoke).
El sistema lean manufacturing fue definido por primera en la época de los 90's, donde su
invest igación se basó en el sistema de producción Toyota (Womack, 2003).
El sistema de producción Toyota es un sistema integral de producción y gest ión surgido en la
empresa japonesa de automotriz del mismo nombre. En origen, el sistema se diseñó para
fábricas de aut omóviles y sus relaciones con proveedores y consumidores, si bien se ha
extendido a otros ámbit os.
El desarrollo del sistema se atribuye fundamentalmente a tres personas: el fundador de Toyota,
Sakichi Toyoda, su hijo Kiichiro y el ingeniero Taiichi Ohno.
El Sistema de Producción Toyota, como filosofía de trabajo, tiene sus orígenes en la industria
textil y en particular en la creación de un telar automático (cerca del año 1900 por Sakichi
Toyoda) cuyo objetivo es mejorar la vida de los operarios liberándolos de las tareas repetitivas.
Basándose en este invento y en innovaciones y patentes subsiguientes la familia Toyota fundó
una empresa textil (Okawa M enpu) en Nagoya que luego surgió Toyota M otor Company. Es en
esta época textil cuando nacen los conceptos de Jidoka (traducido por algunos autores como
" Aut omat ización" ) y Poka-Yoke (a prueba de fallos) que junto a conceptos posteriores como
Just-in-Time (Justo a Tiempo) y M uda (Desperdicios) viene a mediados de siglo lo que se ha
llamado Sistema de Producción Toyota.
Un aspecto crucial es que la mayoría de los costos se calculan en la etapa de diseño de un
producto. A menudo un ingeniero especificará materiales y procesos conocidos y seguros a
expensas de otros baratos y eficientes. Esto reduce los riesgos del proyecto, o lo que es lo
mismo, el costo según el ingeniero, pero a base de aumentar los riesgos financieros y disminuir
los beneficios. Las buenas organizaciones desarrollan y repasan listas de verificación para
validar el diseño del producto.
Los principios clave del lean manufacturing son:
4- Calidad perfectazyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA a la primera - búsqueda de cero defectos, y det ección y solución de
los problemas desde su origen.
4- M inimización del despilfarro - eliminación de todas las actividades que no son de
valor añadido y redes de seguridad, opt imización del uso de los recursos escasos
(capital, gente y espacio).
4- M ejora continua - reducción de costos, mejora de la calidad, aumento de la
productividad y compartir la información.
4- Procesos "pulí": los productos son tirados (en el sentido de los solicitados) por el
cliente final, no empujados por el final de la producción.
4- Flexibilidad - producir rápidamente diferentes mezclas de gran variedad de
productos, sin sacrificar la eficiencia debido a volúmenes menores de producción.
4- Const rucción y mantenimiento de una relación a largo plazo con los proveedores
tomando acuerdos para compartir el riesgo, los costos y la información.
Lean es básicament e todo lo concerniente a obtener las cosas correctas en el lugar correcto, en
el momento correcto, en la cantidad correcta, minimizando el despilfarro, siendo flexible y
estando abierto al cambio.
2.4 Lean Product Development
Comprendido dentro del tema "Lean", como objetivo a alcanzar en el sector industrial se puede
ligar los conceptos lean a la introducción de proyectos, el concepto Lean para el desarrollo de
productos se introdujo poco después de la definición del Lean.
El sistema lean, inicialmente se utilizó para la industria manufacturera, logíst ica, compras,
movimientos, operaciones, etc.... sin embargo la introducción de nuevos productos se fue
envolviendo en la necesidad del cambio de sistema a un sistema que se reflejara con la
industria (Gould, 2006).
Las iniciativas Lean en el desarrollo de nuevos productos tiene estructura para definir las fases
del proyecto con entregables, el proyecto es visualmente controlable, el conocimiento es
almacenable, los procesos son flexibles y está basado en una comunicación constante. Gould,
sugiere una comunicación vía Internet, la cual se acomoda a las necesidades de casi cualquier
empresa hoy en día.
El desarrollo de nuevos productos de manera lean, se enfoca no sólo en las actividades, sino en
un reflejo del sistema lean en la empresa que logra ver cada operación a detalle y evidenciar los
problemas, en esencia esto es lo mismo que se busca con el desarrollo lean de productos.
El modelo Lean y la int roducción de nuevos productos t ambién tiene base en el contexto del
t érmino Lean Design Process, "Proceso Lean de Diseño" .
En sí el modelo " lean" acoplado a cualquier industria, t endría que considerar sus productos y
diseños y en orden para maximizar los recursos cada nuevo producto debe de estar en contexto
con el producto existente y con el futuro a desarrollar (ETI Group).
Donde el proceso de diseño lean busca:
• Plataformas de producción comunes entre los productos.
• Diseños escalables que permitan hacer crecer el producto en t amaño, funciones en base
al mismo diseño.
• Reducir costos indirectos en base a diseño, reducir tiempo de ensamble, cantidad de
componentes o materia prima se inicia en el diseño del producto.
• Reducir desperdicios, tales como costos de garantías que se pudieran anticipar con un
diseño robusto.
Aunque hay muchos métodos existentes en el mercado para enfocar su uso en optimizar los
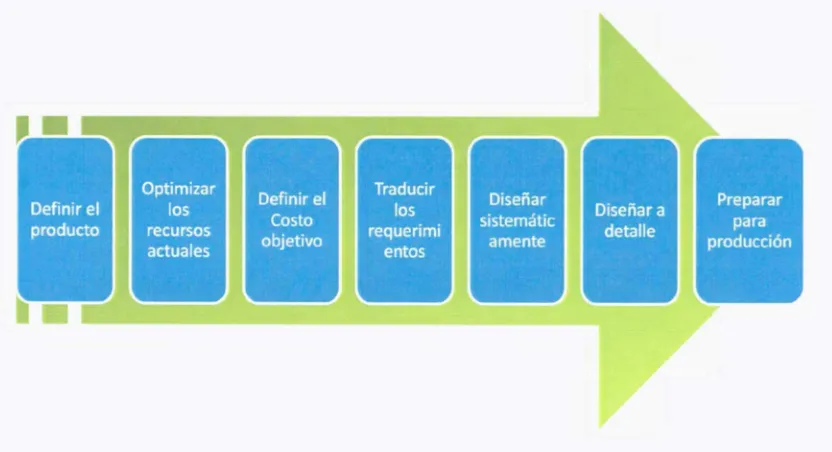
puntos anteriores en el diseño, a cont inuación se muestran unos pasos útiles de lean design.
Figura 3 Pasos de Lean Design (ETI Group).
[image:33.612.99.515.453.679.2]1. Definir el producto.
En este paso el producto a diseñar se analiza en base a análisis de mercado, la voz del
cliente y estudios de grupos.
La curva de Kano, resulta ser particularmente útil para no sobrediseñar o no llegar a
cumplir las expectativas. Como se muestra en la figura 4, la respuesta del cliente se
desea que sea en lo más alto y del lado derecho, donde cumple con todo lo que al
cliente le gust aría tener y cumple con todo lo que debería tener el nuevo diseño.
Figura 4 Gráfica de Kano: Satisfacción del Cliente (ETI Group).
2. Optimizar los recursos actuales, ya sean de producción, maquinaria, materias primas,
recursos locales, etc.
3. Definir el costo objetivo e iterar el diseño en base a este punto.
4. Traducir los requerimientos del cliente en especificaciones de producto.
5. Diseñar sist emát icament e.
a. El diseño debe de buscar el crecimiento del producto para cumplir otras
necesidades, que sea escalable, modular, y personalizable.
[image:34.612.175.433.260.486.2]6. Diseñar a detalle.
a. Diseñar con intención de utilizar al máximo las plataformas existentes y sistemas
de manufactura.
Estos pasos del método Lean Design, como parte del Lean Product Development se alinean con
el mét odo del NPI observado en el punto 2J. de la siguiente manera:
En los trece puntos busca encontrar los requerimientos del cliente y del producto, definir el
detalle necesario para ser lo más especifico tanto en diseño, producto y manufactura. Así como
t ambién evaluar el costo del producto y tomar acciones para corregir el proyecto.
Donde difiere el sistema lean, de manera implícita, es donde a diferencia del NPI el sistema lean
busca optimizar la reutilización de recursos y multiplicar la capacidad del producto diseñado
desde el diseño y no en una futura etapa. Y sin embargo el sistema NPI define la capacidad de
desarrollo y capacidad de producción ligados a los requerimientos del cliente.
2.5 Filosofía y Método Taguchi
Genichi Taguchi, fue el creador de muchos conceptos revolucionarios en su época, los cuales
ampliaron el significado de la calidad de los productos (o servicios) realizados o manufacturados
por la empresa. Identificó métodos estadísticos que soportaban su filosofía de calidad, donde la
calidad est á definida por toda aquella caract eríst ica que afecta la sat isfacción del cliente. Ya sea
en un servicio o un producto.
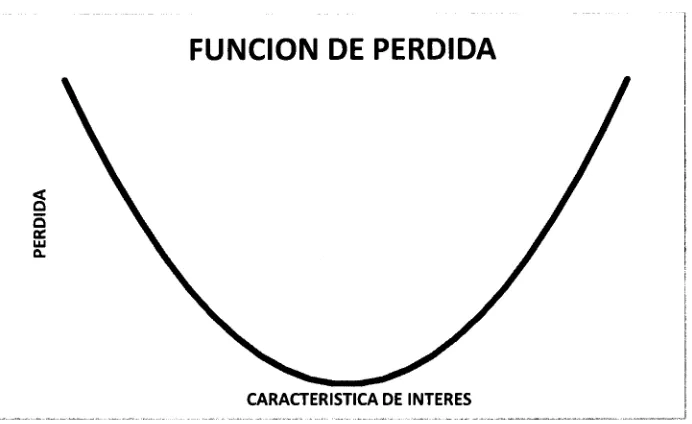
Entre las muchas citas de Taguchi, definió la calidad como "la pérdida que un producto ocasiona
a la sociedad después de ser liberado". Comprendiendo que las pérdidas pueden ser por
[image:36.612.133.479.187.399.2]efectos secundarios del producto o por la variabilidad de sus caract eríst icas crít icas.
Figura 5 Función de Pérdida (ETI Group)
La función de la gráfica anterior se define con L(y) =zyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA k(y — m )2
donde L(y) es la función de la
perdida de la calidad, k es una constante, y el valor de caract eríst ica y m el valor nominal de
esta misma.
A manera que el valor se acerca al deseado, el costo o valor de la pérdida se vuelve cero, y a
medida que se aleja el valor de la pérdida se incrementa.
Es decir, por efectos secundarios se podría ejemplificar por un producto como un vaso o una
lata de refresco con pintura adherida, si esta pintura no cumpliera con est ándares de calidad e
higiene podría ocasionar problemas de salud al contacto con la piel del consumidor.
Donde por efectos de variabilidad, el cliente puede percibirla, por ejemplo en una taza t érmica.
Donde la hermeticidad no cumple las expectativas del cliente, o el asa al poco tiempo ya no
presenta un agarre firme debido a la falta de una estrecha tolerancia en su ensamble.
Ante estas variabilidades el producto debe enfocarse en ser robusto. Donde Taguchi (Taguchi,
2) concentra su filosofía de calidad y los conceptos y metodología para la ingeniería. Naciendo
así el termino de ingeniería Robusta (Robust Engineering).
El enfoque de la ingeniería robusta permite enfocarse en las características claves del producto,
definidas por el cliente y las del mismo producto. Y relacionarlas para reducir esta variabilidad y
así mejorar la calidad y costos implícitos por esta mala calidad. A esta variabilidad Taguchi la
define t ambién como ruido o tasa de ruido (noise ratio) (Nataraj, 2006).
Donde la ingeniería tiene que enfocarse en sus raíces de diseño para poder determinar un
diseño robusto que desenlace en un producto robusto. El cual enfoque las caract eríst icas a una
relación de mínimo ruido al resultado deseado. Este ruido es una relación de distorsión al
resultado deseado.
Taguchi t ambién propone 8 pasos (Nataraj, 2006) para enfocarse en las caract eríst icas que
logran hacer que el "ruido" al resultado deseado se minimice. Estos son:
1. Identificar la función principal.
2. Identificar los factores de ruidozyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA y las condiciones de prueba.
3. Identificar las caract eríst icas de calidad a observar y la función a ser optimizada.
4. Identificar los factores de control y sus niveles alternativos.
5. Diseñar la matriz de experimentos y definir el procedimiento para analizar la
información.
6. Conducir el experimento.
7. Analizar la información y determinar el valor ópt imo más cercano de cont rol.
8. Predecir el nuevo rendimiento.
Figura 6 "8 Pasos de Taguchi" para reducir el ruido. (ETI Group)
Estos ocho pasos, se pueden dividir en 2 fases, los primeros cuatro, son de planeación y los
últimos de ejecución. Tal cual se puede ver agrupado en colores.
[image:38.612.98.508.283.573.2]Definir la función principal, es el primer y más importante paso y no debe confundirse con
identificar los factores de ruido y condiciones de prueba. La función, en la mayoría de las veces
es la interacción de componentes, dimensiones, tolerancias, materiales, condiciones, etc. y
donde el resultado de la función es el comportamiento de la int eracción, el valor obtenido de
uno deseado u ópt imo.
Posteriormente en el paso 2, por medio de análisis de varianza, valor deseado, se identifican las
variables que logran afectar más a la función y por medio de un análisis de sensibilidad. Si una
variable con una pequeña variación logra modificar en gran medida el resultado de la variable
deseada, ést a se considera una variable sensible y crítica para la función.
En el tercer paso, ya conociendo las variables "sensibles" o críticas para la función se estipula
qué parámetros deberán ser observados durante el experimento y qué variables deberán ser
medidas pero a su vez se determinan los factores de control para reducir la variación, para en el
cuarto definir la matriz y definir el cómo analizar la información arrojada por el experimento
conducido en el sexto paso.
Ya conducido el experimento y determinando los valores de control más cercanos al objetivo,
se podrá predecir el nuevo comportamiento y rendimiento de la función del modelo.
Para formular el modelo de administración de un cambio t ecnológico, resalta la importancia de
poder identificar etapas críticas en el modelo para poder ejecutar los primeros cinco pasos y
luego poder hacer la implementación de una manera que garantice la calidad y robustez del
nuevo producto.
2 .5 .1 An á lis is de To le rancias
Dentro de las variables sensibles o críticas para los parámetros de ensamble de un producto se
recomienda ampliamente generar un análisis tolerancias(Gao, 2006).
La sensibilidad a la tolerancia indica el grado de dependencia de la dimensión de un
componente o varios en el ensamble (Chase, 2006). El análisis de tolerancias es una
herramienta cuantitativa para estimar la afectación de un componente y su variación en un
ensamble (o producto). La acumulación de tolerancias sigue los siguientes pasos:
• Identificar las dimensiones que controlan la característica a analizarse. Estas
dimensiones entre ellas deben estar ligadas, es decir dibujando una línea continua.
Donde el fin de la primera dimensión, es el inicio de la siguiente.
• El promedio de la dimensión del ensamble es determinada por la suma de los
promedios de las dimensiones definidas.
• La variación en la dimensión del ensamble es estimada por la suma correspondiente de
las variaciones. A esto se le conoce como acumulación de tolerancias.
• La variación predicha en este cálculo es comparada contra la variación permitida por
diseño o por ingeniería.
Donde los cuatro métodos más populares en la Industria son los s¡guient es(Chase, 2006):
M odelo Formula Aplicación
Peor Escenario
(WC)
°~asmzyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA =zyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA "^ jTi]
No estadística
Para sistemas críticos.
Extrema los limites de las variaciones
No especifica rechazos
Est adíst ico (RSS)
w
=Jz (!)
Estima variaciones y porcentaje de
rechazos.
Seis sigma (6 a)
< w - (3 C p ( 1 _ k ))
Enfocado en la media (promedio) y su
comportamiento en el tiempo.
Recomendada para altos niveles de
calidad.
Calcula porcentaje de rechazos a largo
plazo.
Valores
promediados
(M eas)
°~asm = «"i3
Utiliza partes existentes para su
medición
[image:41.612.79.535.119.614.2]Calcula el nivel de rechazo
Tabla 1 M étodo de Análisis de Tolerancias (Chase, 2006).
Para efectos del modelo y de la compañía la mayoría de los análisis responden al tipo de WC y
de menor índice el RSS, reduciéndose hasta menos su uso en valores promediados. Por su
sencillez y limitaciones en el tiempo en la aplicación de los proyectos se utiliza.
Sin embargo, el método WC tiende a ser más costoso en el mediano plazo, ya que la
acumulación de tolerancias sin considerar la parte variable de las dimensiones reales conlleva a
que en un análisis de más de 9 dimensiones anidadas la conclusión es ajustar más las
tolerancias de ciertos componentes para poder cumplir con el parámet ro. Y aunque esto es
correcto y est adíst icament e se mejoran los resultados el costo de llevar esto en su manufactura
puede incrementarse de manera no proporcional al ajuste en su tolerancia.
2.6 Recomendaciones a Proyectos
A pesar de los modelos anteriormente mencionados para la introducción de nuevos productos
y filosofías, existen muchos más similares en preceptos con ligeras variaciones, así es como
Cross lo define en su art ículo (Slvaloganathan, 2007).
A pesar de la cantidad de modelos que existen en la industria hay referencias en las diferentes
etapas de un proyecto que se tienen que reestructurar o modificar para acoplarse al proyecto
en específico.
La experiencia y las mejores prácticas de los modelos de introducción no sólo se basan en la
met odología y en la estructura de los proyectos, sino t ambién en la versatilidad para la solución
de problemas, así como experiencia de integrantes del equipo no registrado en los proyectos,
reglas implícitas dentro de cada compañía para la solución de algún problema.
Bajo la invest igación de Slvaloganathan se lograron identificar diez características importantes
para el desempeño, que son las siguientes:
1. Caract eríst icas claves de cada país o región.
2. La experiencia.
3. M ejores práct icas.
4. Trucos aprendidos.
5. Parámet ros que determinan el producto.
6. Interacciones y negociaciones.
7. Contactos de negocios.
8. Legislación en vigor.
9. Capacidad de los procesos de manufactura y disponibilidad de materiales.
10. Requerimiento y comportamiento de los accionistas.
Como bien podemos identificar estas diez recomendaciones complementan o toman parte en
la toma de decisión de un modelo como el NPI para poder acoplar los 13 pasos a las
necesidades del momento y optimizar los recursos, conocimientos, contactos y limitaciones
geográficas y legales.
En sí el NPI o Lean son estatutos que tienden a acoplarse y utilizar estas diez recomendaciones,
sin embargo, estas siendo reconocidas de antemano deben de ser buscadas para ser así
aprovechadas.
Sin poder olvidar entre las recomendaciones de los expertos, se puede encontrar el énfasis de
personalizar el proyecto desde un nivel macro, enfocando el producto en las necesidades del
cliente en el país, región, usos y costumbres y sobre todo limitando el mismo a los reglamentos
establecidos en cada región donde ést e se vendiera o aplicara.
Como se podrá ver en las mejores prácticas de la siguiente sección, el conocimiento del
producto es esencial y las recomendaciones que se pudieron dar, por breves que éstas sean son
sólo unas cuantas que cada empresa pudiese aplicar a su proyecto.
2.7 Casos de Éxito y Mejores prácticas
En esta sección revisaremos algunos ejemplos de casos de éxito y mejores prácticas que para
algunas industrias funcionaron.
2 .7 .1 Proye ctos de Pro ducto para Lo gís tica
El alcance de un proyecto dentro de una compañía no sólo se enfoca a la mejora de los
productos, sino t ambién alineándose a los costos de los diferentes departamentos fuera de la
producción. En esta sección se detallará un poco del impacto en la logística de los productos de
la fabrica hasta el cliente final y los ahorros que se pueden contemplar con un proyecto
enfocado en metas financieras para la compañía.
(Remko y Chapman, 2006) analizan esta cuestión y detallan como P&G (Procter & Gambler) con
una reputación envidiable de proyectos de nuevos productos y enfoque al cliente en cada uno
de ellos, lograron identificar una sección de la cadena de valor que se veía afectada. El
problema en cuest ión se encontraba en que el 1% de la mercancía que llegaba a los estantes
arribaba dañado, esto representaba diez veces más lo que de la fábrica lograba salir defectuoso
e irrecuperable.
P&G comprendió la necesidad de encausar este problema dentro de un proyecto de mejora de
su producto, encontrar la causa raíz, y resolverla. Ésta era el método de empaque, que bajo el
esquema de producción y otros departamentos no se veían afectados hasta las últimas etapas
de los envíos.
Al poder definir nuevamente el sistema de empaque lograron asegurar una cantidad mínima de
desperdicio de producto terminado que llegaba al cliente.
Como conclusión de este tipo de proyectos se encuentra el involucramiento oportuno de los
departamentos de cadena de valor de toda compañía para no afectar el desenvolvimiento del
producto desde la materia prima hasta el llegar al anaquel o las manos del comprador.
2.7.2 Me to d o lo gía Le an e n Proye ctos de Dis e ñ o
En el art ículo de (Alarcon, 2002) se identifican procesos de los proyectos de diseño en el sector
manufacturero. Como principal reto de esta investigación fue el implementar un modelo
esbelto para el desarrollo de diseños de const rucción y metodología de las fases de un producto
a desarrollarse.
Figura 7 Identificación de procesos de recolección de datos. (Alarcon, 2002)
En la figura anterior se puede identificar los procesos de iteración de la recolección de datos,
hasta la ret roaliment ación del cliente con la administración del proyecto.
Figura 8 M odelo Propuesto de Alarcon (Alarcon, 2002)
Es decir, en la figura anterior el modelo propuesto por Alarcon es un modelo más esbelto bajo
la concepción lean, donde ahora la concepción del diseño se veía involucrada de manera más
rápida para su ret roaliment ación del cliente y la documentación y distribución al cliente se
[image:46.612.152.459.385.579.2]encuentra ligada directamente para su retroalimentación con la administ ración y revisión de
diseño nuevamente.
Documentando los casos de los proyectos analizados bajo esta propuesta, el tiempo de valor
agregado a un proyecto se incremento en un 31%, es decir en dos terceras partes del proyecto
normal este se pudiera completar bajo este enfoque. La cantidad de errores en los productos se
redujo en un 44% y la cantidad de tiempo en espera de una etapa a otra de la iteración con el
cliente se redujo en un 58%.
El modelo de Alarcon se alinea a los preceptos de lean en la búsqueda de eliminación de
mudas, buscando el quitar tiempos muertos al incrementar el tiempo de valor agregado al
proyecto, y al optimizar los recursos actuales con el propósito de traducir los requerimientos
del cliente y poder diseñar a detalle con una velocidad mayor.
Es de considerar que el rubro a pesar de que no es del mismo sector que el propuesto para su
estudio en esta invest igación, tiene relevancia por su implement ación lean en la metodología
de los proyectos para su mejora continua, conociendo y retroalimentándose lo más rápido con
el cliente para cumplir los objetivos de la compañía y el cliente.
2.8 Norma ISO 9001:2008, Diseño y Desarrollo
En la industria es bien conocida la norma ISO, la cual requiere un estricto control de
document ación entre otras. La norma ISO esta aprobada como una norma nacional americana
(ASQ) y t ambién es norma oficial en M éxico, por la sociedad americana para la calidad.
"Esta norma puede ser revisada o anulada en cualquier momento... requiere de la toma de
acciones que reafirmen, revisen o prolonguen estas normas por no más de cinco años después
de su publicación" .
Comprendiendo que una vez certificada una empresa en una versión de la norma ISO se somete
a su revisión una vez que ést a sea obsoleta o substituida por otra.
La norma es puntual y está enfocada en procesos, entre estos el punto 7 de la norma establece
parámet ros para la realización del producto. Su planificación, procesos relacionados con el
cliente, su diseño y desarrollo.
La empresa debe de cumplir con los siguientes puntos:
• Calidad del producto (7.1):
a. Requisitos de calidad para el producto.
b. Establecer procesos.
c. Definir actividades de verificación, validación para el producto.
d. Tener registros de lo anterior.
• Relacionados al cliente (7.2):
a. Requisitos específicos del cliente.
b. Requisitos implícitos del producto (funcionamiento básico).
c. Requisitos legales y reglamentarios.
• Relacionados al diseño y desarrollo (7.3):
a. Determinar la planeación del diseño y desarrollo.
i. Etapas del diseño y desarrollo.
ii. Revisión, verificación y validación de cada etapa.
iii. Definir responsabilidades.
b. Determinar elementos de entrada para el diseño y desarrollo (7.3.2).
i. Requisitos funcionales y de desempeño.
ii. Requisitos legales y reglamentarios.
iii. Información de productos similares.
c. Resultados de diseño y desarrollo (7.3.3).
i. Los resultados deben proporcionarse antes de su liberación.
ii. Deben cumplir con los requisitos de entrada.
iii. Deben proporcionar información apropiada para la compra, producción y
prestación del servicio.
iv. Deben especificar las características del producto que son esenciales.
d. Revisión del diseño y desarrollo (7.3.4).
i. Se debe evaluar la capacidad de los resultados.
ii. Identificar cualquier problema y proponer acciones correctivas.
e. Verificación del diseño y desarrollo (7.3.5).
i. Validación del diseño y desarrollo.
ii. Se debe tener control de los cambios del diseño y desarrollo.
Con estos conceptos resaltados se resume que el diseño y el desarrollo de un nuevo producto o
cambio a alguno debe de tener una rigurosa document ación. E implícit ament e sugiere etapas
para esto:
• Definir la calidad del producto.
• Definir los requisitos nuevos.
• Revisar el nuevo producto.
• Verificar el producto contra los requerimientos.
• Liberar el producto.
De esta manera, se logra una iteración al verificar el producto contra los requerimientos y
poder regresar a alguna de las etapas para corregirlo y volver a verificarlo.
De la misma manera la norma ISO se alinea al comportamiento de los sistemas anteriores como
Lean y Taguchi. Donde ISO requiere la definición del producto, traducir los requerimientos del
cliente agregando el marco legal a ést os. Al igual ISO requiere la verificación y validación del
diseño para su producción como lo hace Taguchi con sus experimentos y Lean con pruebas y
verificación.
La mayor cont ribución del sistema ISO al modelo propuesto es la document ación y estricto
apego a los est ándares internacionales para la validación y verificación de los diseños. Al igual
que los puntos bases para su seguimiento que se validan en la etapa de Concepto del modelo.
2.9 Conce ptualización de evaluación de proyectos
La evaluación del modelo se debe de evaluar en base a indicadores financieros y considerando
el corto periodo de t iempo, contemplado éstos deben ser medibles fácilment e y en un periodo
corto de t iempo.
A lo que definir el valor presente neto de un análisis financiero para la hipótesis no es factible.
El análisis del modelo debe de ser por indicadores como los siguientes:
• Retorno sobre la inversión (ROI).
• Tiempo de duración contra tiempo esperado.
• Disminución en gastos como: garant ías, producción, materias primas, etc.
Donde la mayoría de los proyectos dentro de la compañía se evalúan a con el valor del ahorro a
12 meses y la cantidad de ahorro del presente año. Donde los gastos se resumen en las
inversiones necesarias para el proyecto y se restan del valor anual (antes mencionado).
3. Apre ndizaje Organizacional
El aprendizaje organizacional es uno de los pilares de la continuidad y crecimiento del
conocimiento de la organización que al actuar como un ser vivo, éste debe de poder aprender
con el tiempo y recordar estos aprendizajes, sin importar lo antigua que esta empresa pueda
ser (M ilt on, 2008).
De acuerdo a la descripción de la APQC -Asociación Productiva y de Control de Calidad, por sus
siglas en ingles (American Productivity and Quality Control), define el aprendizaje
organizacional como un acercamiento sistémico que integra al personal, sus procesos,
t ecnología y contenido para asegurar la creación de información y conocimiento del individuo
de manera correcta y en el momento adecuado (Blackenship & Brueck, 2008).
A lo que definir el valor presente neto de un análisis financiero para la hipótesis no es factible.
El análisis del modelo debe de ser por indicadores como los siguientes:
• Retorno sobre la inversión (ROI).
• Tiempo de duración contra tiempo esperado.
• Disminución en gastos como: garant ías, producción, materias primas, etc.
Donde la mayoría de los proyectos dentro de la compañía se evalúan a con el valor del ahorro a
12 meses y la cantidad de ahorro del presente año. Donde los gastos se resumen en las
inversiones necesarias para el proyecto y se restan del valor anual (antes mencionado).
3. Apre ndizaje Organizacional
El aprendizaje organizacional es uno de los pilares de la continuidad y crecimiento del
conocimiento de la organización que al actuar como un ser vivo, éste debe de poder aprender
con el tiempo y recordar estos aprendizajes, sin importar lo antigua que esta empresa pueda
ser (M ilt on, 2008).
De acuerdo a la descripción de la APQC -Asociación Productiva y de Control de Calidad, por sus
siglas en ingles (American Productivity and Quality Control), define el aprendizaje
organizacional como un acercamiento sistémico que integra al personal, sus procesos,
t ecnología y contenido para asegurar la creación de información y conocimiento del individuo
de manera correcta y en el momento adecuado (Blackenship & Brueck, 2008).
El conocimiento es clave en una organización y en el modelo propuesto en este documento es
de importante mencionar que el conocimiento adquirido tanto en este documento como en el
modelo propuesto debe de permearse para poder generar el conocimiento necesario a t ravés
de la organización, personal, procesos, información y t ecnología.
Consiguiendo poder imprimir una inercia en el conocimiento las consecuencias de éstos
resultan benéficas en el traspaso de comunicación de una generación a otra, el poder generar
una mayor cantidad de conocimiento y/ o patentes.
El aprendizaje organizacional tiene los siguientes compromisos o intenciones:
• Aprender en y a t ravés de la organización y sus individuos.
• Aprender de problemas reales (y malas experiencias).
• Aprender a t ravés de percepciones individuales.
• Enfocarse en aprender, no solamente en el problema sino en el cómo de la solución.
• Aprender a Innovar en situaciones de conflicto.
Al trabajar en el aprendizaje organizacional la empresa debe de pasar por cuatro etapas de
sensibilización o nivel de conciencia, que se muestran en el recuadro siguiente:
1. En el primer paso el nivel de conocimiento es inconsciente y torpe y no necesariamente
conocen las razones o el conocimiento que adquieren.
2. En el segundo paso, las personas son conscientes de su incompetencia y reconocen la
necesidad de aprender.
3. En el tercer nivel, el conocimiento es consciente y ahora es competente, lo que falta por
conocer y lo que se conoce es analizado y estudiado.
[image:54.612.139.469.182.360.2]4. El conocimiento ha sido llevado a un nivel de inconsciencia.
Figura 9 Sensibilización de Conocimiento. (M ilton, 2008)
Buscando que el conocimiento sea llevado a un tercer nivel por lo menos, el modelo planteado
en este documento, estipula la oportunidad y los requerimientos para llevar ést os a cabo.
Para objeto del modelo, el aprendizaje organizacional debe de cumplir con los siguientes
objetivos:
1. Ser una document ación histórica genuina.
2. Transmisión de conocimiento a futuro.
3. Evitar esfuerzos innecesarios.
4. Generador de una base de datos de conocimiento.
Como se verá en el tercer paso del modelo (la document ación), el aprendizaje organizacional
debe de ligarse en la industria para concretar el vínculo entre el modelo y la organización para
generar el conocimiento organizacional a t ravés de su aprendizaje.
En la figura 10, del ciclo del aprendizaje organizacional se observan cuatro pasos que logran
cerrar el ciclo del aprendizaje, inicia con la planeación de un proyecto para realizar una
actividad, resolver un problema y en el transcurso de este proyecto el equipo tiene experiencias
que logran aprendizajes.
Hasta este momento, donde el equipo experimenta y aprende bajo la experiencia del proyecto
que se lleva a cabo el conocimiento inconsciente, hasta que el equipo bajo un sistema de
agrupar el conocimiento del proyecto, documentarlo y relacionarlo entre los diferentes
departamentos se lleva a cabo una reflexión y el conocimiento se lleva a la parte consciente.
La concept ualización de las reflexiones logra el conocimiento de la organización y al actualizar
esta base de datos los siguientes proyectos incluirán estos conocimientos desde los cimientos
[image:55.612.156.454.507.679.2]de la planeación del proyecto.
Figura 10 Ciclo del Aprendizaje (M ilton, 2008)
Haciendo referencia a este ciclo de aprendizaje en la fase del modelo en este documento a fin
de revisarlo con el resto de la literatura del marco t eórico para conjuntar una propuesto de este
mismo ciclo.
El conocimiento organizacional, como ya antes fue mencionado, logra ser el pilar de las
empresas donde el desarrollo de nuevos productos mantiene la misma importancia para las
empresas como el conocimiento adquirido.
A t ravés del aprendizaje organizacional en el modelo, su alcance se define de manera acotada
por razones de la complejidad del mismo tema, limitándose por el alcance del modelo de
implement ación de cambios t ecnológicos en su document ación requerida por las normas
internacionales. Explotando la oportunidad que la documentación brinda al aprendizaje.
Las etapas principales que se verán reflejadas en el modelo forman parte del ciclo de
aprendizaje haciendo hincapié en la experiencia del proyecto y la reflexión del equipo para
continuar con el ciclo de aprendizaje.