Sistema se planeación de la producción en aluminios Mack
100
0
0
Texto completo
(2) SISTEMA DE PLANEACIÓN DE LA PRODUCCIÓN EN ALUMINIOS MACK S.A.S.. Autores Luz Argenis Aguirre Torres 20122077071 Cristian Camilo Sánchez Villalobos 20131077072. Director Manuel Alfonso Mayorga Morato. Modalidad Pasantía. Línea 2 Gestión de la producción y de las operaciones Tema: 205 Planeación, Programación y control de la producción. Universidad Distrital Francisco José de Caldas Facultad Tecnológica P.C. Tecnología en Industrial. Bogotá D.C 2019.
(3) Nota de aceptación ____________________________ ____________________________ ____________________________ ____________________________. ___________________________________ ING. MANUEL MAYORGA MORATO Director del proyecto. __________________________________ Jurado. Bogotá D.C., Junio de 2019.
(4) DEDICATORIA. Este proyecto está dedicado principalmente a Dios por guiarnos, acompañarnos en el proceso y bendecirnos en cada paso que damos; A nuestros padres quienes son el motor de nuestras vidas, ellos han sido base fundamental de nuestra educación, por estar en todo momento a nuestro lado, por su apoyo incondicional y por hacernos las personas que somos pese a las adversidades y problemas; A nuestros compañeros y amigos por compartir con nosotros sus conocimientos y ayuda, sus alegrías y tristeza, y por caminar juntos por este gran sueño..
(5) AGRADECIMIENTOS. Damos gracias infinitas a todos los docentes y personas que contribuyeron a nuestro conocimiento y este proceso.. . Ing. Manuel Mayorga Morato, director del proyecto, por dedicar parte de su tiempo, por su paciencia, esfuerzo y porque su apoyo permitió la conclusión exitosa de este proceso.. . Sr. Carlos Julio Chacón Rodríguez, gerente y director de la empresa Aluminios MACK S.A.S., por permitirnos acceder a la información e instalaciones y tomar en cuenta nuestras recomendaciones para el crecimiento de su empresa..
(6) RESUMEN. La presente pasantía de grado, es un trabajo de campo en donde se realizó un análisis de los procesos de producción de Aluminios MACK S.A.S., allí se localizaron inconvenientes a nivel operativo y administrativos como: exceso de inventarios, abastecimiento de materias primas e insumos y formatos de recolección y control de datos. A través de encuestas a personal administrativo, facturas de ventas y registro de compras de materias primas se recolecto la información que permitió con ayuda de una matriz de Vester ubicar y centrar los problemas más relevantes de la empresa, para lo cual se proponen algunas mejoras como: la creación de fichas técnicas, mapa de procesos, diagrama de flujo del proceso administrativo, la proyección de demanda de los productos sobresalientes, las capacidades de mano de obra y planta para los productos y la planeación del suministro de materiales, todo con el objetivo de empezar a generar control y optimización, mejora en la calidad, dar orden, aprovechar y garantizar las materias primas y contar con información documentada para próximos estudios..
(7) ABSTRACT. The present degree internship was a fieldwork, was an analysis of the production processes of Aluminios MACK SAS, there were inconveniences at the operational and administrative level such as: excess of inventories, supply of raw materials and supplies, formats of data collection and control. Through surveys to administrative staff, sales invoices and registration of purchases of raw materials, the information found with a matrix of Vester is located and focused on the most relevant problems of the company, for which any improvements are proposed as: the creation of technical sheets, the processes maps, the flow chart of the administrative process, the design of the demand for the outstanding products, the capacities of the workforce and the plant for the products, the planning of the supply of materials, all with the aim of starting to generate control, order and optimize processes, improve quality, take advantage of and guarantee raw materials, seeking to ensure business continuity as well as future studies..
(8) Contenido INTRODUCCIÓN ...................................................................................................................................... 1 JUSTIFICACIÓN ....................................................................................................................................... 3 1. GENERALIDADES ................................................................................................................................ 4 1.1 PROBLEMA ..................................................................................................................................... 4 1.1.1 Descripción. ................................................................................................................................ 4 1.1.2 Formulación................................................................................................................................ 7 1.2 OBJETIVOS...................................................................................................................................... 7 1.2.1 Objetivo general. ....................................................................................................................... 7 1.2.2 Objetivos específicos. ................................................................................................................ 7 1.3 ALCANCE ......................................................................................................................................... 8 2 MARCO DE REFERENCIA ............................................................................................................... 10 2.1 MARCO HISTÓRICO ................................................................................................................... 10 2.1.1 Sector económico Código CIIU 2599 productos hechos a base de metal. ........................... 10 2.1.2 Aluminios Mack SAS .............................................................................................................. 10 2.2 MARCO TEÓRICO ....................................................................................................................... 11 3 SITUACIÓN ACTUAL DE LA EMPRESA ....................................................................................... 13 3.1 PLATAFORMA ESTRATÉGICA ................................................................................................ 13 3.2 ESTRUCTURA ORGANIZACIONAL ....................................................................................... 14 3.2.1 Organigrama ............................................................................................................................ 14 3.3 PORTAFOLIO................................................................................................................................ 15 3.4 PROCESOS ..................................................................................................................................... 17 3.4.1 Procesos operativos DAP ........................................................................................................ 17 3.4.2 Proceso Administrativo ........................................................................................................... 18 3.4.3 Distribución de la Planta ......................................................................................................... 20 3.5 RECURSOS ..................................................................................................................................... 23 4 PROPUESTA ......................................................................................................................................... 24 4.1 FACTORES PARA EL DESARROLLO CORRECTO DE LA PRODUCCIÓN .................... 24 4.1.1 Sobre el producto ..................................................................................................................... 24 4.1.2 Sobre los el proceso Administrativo ....................................................................................... 27.
(9) 4.1.3 Estimación de la demanda..................................................................................................... 29 4.2 CAPACIDAD DE PLANTA Y MANO DE OBRA (planificación agregada).......................... 34 4.3 REQUERIMIENTO DE MATERIALES ..................................................................................... 43 CONCLUSIONES..................................................................................................................................... 46 RECOMENDACIONES........................................................................................................................... 47 BIBLIOGRAFÍA....................................................................................................................................... 48 ANEXOS .................................................................................................................................................... 49.
(10) LISTA DE TABLAS Tabla 1: Matriz de Vester ............................................................................................................................ 5 Tabla 2: Coordenadas de los puntos ............................................................................................................ 5 Tabla 3: Frecuencia Acumulada de los Productos ..................................................................................... 15 Tabla 4: Simbología ASME ....................................................................................................................... 17 Tabla 5: Maquinaria en Planta 1 ................................................................................................................ 23 Tabla 6: Maquinaria en Planta 2 ................................................................................................................ 23 Tabla 7: Personal Aluminios Mack S.A.S. ................................................................................................ 23 Tabla 8: Pronostico 2019 Jug. Caldero Brillado 14-22.............................................................................. 29 Tabla 9: Pronostico 2019 Jug. Caldero Cte. 16- 24 .................................................................................. 31 Tabla 10: Pronostico 2019 Jug. Caldero Cte. 30 - 36 ............................................................................... 32 Tabla 11: Pronostico 2019 Jug. Chocolatera ............................................................................................. 33 Tabla 12: Capacidad en Horas de Mano de Obra y Maquinaria ................................................................ 35 Tabla 13: Tiempo en Hora por unidad de Embutido, Repujado y Remachado ....................................... 36 Tabla 14: Tiempo por Unidad en Brillado o pulido, Perforado y Recortado ........................................... 36 Tabla 15: Tiempo por Unidad en Tapa, Limpieza, Empaque, Tiqueteado y Doblado ............................. 36 Tabla 16: Tiempo por Unidad en Horno, Pintura y Troquelado ............................................................... 37 Tabla 17: Capacidad M.O. y Maq. de Embutido y Repujado .................................................................... 37 Tabla 18: Capacidad M.O. y Maq. de Remachado y Brillado o Pul .......................................................... 37 Tabla 19: Capacidad M.O. y Maq. de Tapa y Troquelado ......................................................................... 38 Tabla 20: Capacidad M.O. y Maq. de Horno y Pintura ............................................................................. 38 Tabla 21: Capacidad M.O. y Maq. de Perforado y Recortado ................................................................... 39 Tabla 22: Capacidad M.O. y Maq. de Perforado y Recortado ................................................................... 39 Tabla 23: Resumen de las operaciones con capacidad instalada menor a la requerida ............................. 41 Tabla 25: Requerimiento anual de Disco 20*05, Material Hx .................................................................. 45 Tabla 24: Requerimiento anual de Disco 18*05, Material Fx ................................................................... 45. LISTA DE CUADROS Cuadro 1: Problemas Encontrados en Aluminios Mack S.A.S. ................................................................ 5 Cuadro 2: Lista de materiales Jug. Caldero Brillado 14-22 ..................................................................... 43.
(11) LISTA DE GRÁFICAS Gráfica 1: Clasificación de los Problemas en Aluminios MACK S.A.S. .................................................... 6 Gráfica 2: Diagrama de Pareto .................................................................................................................. 16 Gráfica 3: Histórico de Demanda Jug. Caldero Brillado 14-22 ................................................................. 29 Gráfica 4: Histórico de Demanda Jug. Caldero Cte. 16 - 24 ..................................................................... 31 Gráfica 5: Histórico de Demanda Jug. Caldero Cte. 30 - 36 ..................................................................... 32 Gráfica 6: Histórico de Demanda Jug. Chocolatera .................................................................................. 33. LISTA DE FIGURAS Figura Figura Figura Figura Figura Figura Figura Figura Figura Figura. 1: Organigrama Actual de Aluminios Mack S.A.S. ...................................................................... 14 2: Diagrama Análisis del proceso operativo.................................................................................. 17 3: Diagrama de Flujo del Proceso Administrativo ........................................................................ 19 4: Planta Uno ................................................................................................................................. 21 5: Planta Dos ................................................................................................................................. 21 6: Ficha Técnica Jug. Caldero Brillado 14-22 ............................................................................... 26 7: Mapa de Procesos...................................................................................................................... 26 8: Diagrama de Flujo Proceso ....................................................................................................... 28 9: Relaciones del Plan Agregado .................................................................................................. 34 10: Diagrama de Árbol (Bom) Jug. Caldero Brillado 14-22 ......................................................... 43.
(12) LISTA DE ANEXOS Anexo A: Ficha Técnica Jug. Caldero Pulido 16-24 y 30-36 ..................................................................... 49 Anexo B: Ficha Técnica de La familia de Chocolateras ............................................................................ 51 Anexo C: Formato Para el Control de Despacho ....................................................................................... 52 Anexo D: Formato Orden de Producción ................................................................................................... 53 Anexo E: Formato Para el Control de Inventarios de Materia Prima ...................................................... 54 Anexo G: Formato de Entrega de Producto Terminado a Almacén ........................................................... 57 Anexo H: Formato Orden de Compra ........................................................................................................ 58 Anexo I: Tabla General Suavización Exponencial Jug. Caldero Brillado 14 – 22 .................................... 59 Anexo J: Tabla General Suavización Exponencial Jug. Chocolatera ........................................................ 60 Anexo K: Diagrama de Árbol (Bum) y materiales del Jug. Caldero Cte. 16-24 ........................................ 61 Anexo L: Diagrama de Árbol (Bum) y materiales del Jug. Caldero Cte. 30-36 ........................................ 62 Anexo M: Diagrama de Árbol (Bum) y materiales del Jug. Chocolatera .................................................. 63 Anexo N: Requerimiento anual de Disco 15*05, Material Dx................................................................... 64 Anexo O: Requerimiento anual de Disco 17*05, Material Ex ................................................................... 64 Anexo P: Requerimiento anual de Disco 19*05, Material Gx ................................................................... 65 Anexo Q: Requerimiento anual de Disco 22*05, Material Ix .................................................................... 65 Anexo R: Requerimiento anual de Disco 24*05, Material Jx .................................................................... 66 Anexo S: Requerimiento anual de Disco 26*05, Material Jx ..................................................................... 66 Anexo T: Requerimiento anual de Disco 28*05, Material Lx ................................................................... 67 Anexo U: Requerimiento anual de Disco 27*07, Material Dy ................................................................... 68 Anexo V: Requerimiento anual de Disco 30*07, Material Ey ................................................................... 68 Anexo W: Requerimiento anual de Disco 32*07, Material Fy .................................................................. 69 Anexo X: Requerimiento anual de Disco 33*07, Material Gy ................................................................... 70 Anexo Y: Requerimiento anual de Disco 35*07, Material Hy ................................................................... 70 Anexo Z: Requerimiento anual de Disco 37*07, Material Iy .................................................................... 71 Anexo AA: Requerimiento anual de Disco 40*07, Material Jy ................................................................. 71 Anexo BB: Requerimiento anual de Disco 44*07, Material Ky ................................................................ 72 Anexo CC: Requerimiento anual de Disco 47*07, Material Ly ................................................................ 72 Anexo DD: Requerimiento anual de Disco 26*1, Material Ez .................................................................. 73 Anexo EE: Requerimiento anual de Disco 23*1, Material Dz .................................................................. 73.
(13) Anexo FF: Requerimiento anual de Disco 44*1,5, Material Gz ................................................................ 74 Anexo GG: Requerimiento anual de Disco 29*1, Material Fz .................................................................. 75 Anexo HH: Requerimiento anual de Disco 49*1,5, Material Hz............................................................... 75 Anexo II: Requerimiento anual de Disco 52*1,5, Material Iz ................................................................... 75 Anexo JJ: Requerimiento anual de Disco 56*1,5, Material Jz .................................................................. 76 Anexo KK: Requerimiento anual de Manija Ref. #12 O ........................................................................... 76 Anexo LL: Requerimiento anual de Manija Ref. 22X24 Q ....................................................................... 76 Anexo MM: Requerimiento anual de Manija Chocolatera Qo .................................................................. 76 Anexo NN: Requerimiento anual de Manija Ref. Universal Qv ................................................................ 76 Anexo OO: Requerimiento anual Manija Ref. Sensación V ...................................................................... 76 Anexo PP: Requerimiento anual de Remache Ref. 3/16*1/2 PP ............................................................... 76 Anexo QQ: Requerimiento anual de Remache Ref. 5/32* 3/8 P ............................................................. 76 Anexo RR: Requerimiento anual de Botón Pequeño B1 y Grande B2 ..................................................... 76.
(14) INTRODUCCIÓN. La planeación de la producción es uno de los avances a nivel operativo y administrativo que le permite a las empresas anticipar de manera precisa los recursos y actividades necesarias para responder ágil y rápidamente a las necesidades del cliente y garantizar su satisfacción, esto tiene una gran importancia porque ayuda a alcanzar los objetivos que se han planteado, optimizando los bienes con los que se cuenta y proyectarse hacia nuevos mercados. Muchas empresas, en su mayoría las pymes por su poca experiencia continúan trabajando sin la aplicación de las herramientas necearías que les permitan ejecutar de manera eficiente, eficaz y efectiva las decisiones y estrategias que aportan ventaja competitiva y valor agregado sin sacrificar factores tan importantes como el costo, la calidad y puntualidad en la entrega de los productos. Aluminios Mack S.A.S. es una manufacturera y comercializadora de productos para el hogar, cuenta con dos plantas de producción, un portafolio variado y una demanda creciente, allí aún se sigue fabricando de forma tradicional y se sortean día a día numerosos obstáculos y dificultades para poder cumplir adecuadamente con los pedidos. Son muchos los autores que describen paso a paso lo necesario para conformar una completa planificación de la producción y sus beneficios, no obstante la finalidad de este trabajo de campo es desarrollar algunos parámetros que ayuden a Aluminios Mack S.A.S., a gestionar mejor el proceso administrativo directo a la elaboración de los bienes, también proponer pequeñas modificaciones en donde se pueda llevar un control detallado de los productos, ordenes de producción, control y reducción de inventarios, requerimientos de materia prima, capacidad 1.
(15) de la maquinaria y mano de obra para los artículos con las demandas más altas de los tres últimos años. Para alcanzar el propósito que se ha fijado, se realizó un análisis a partir de los datos registrados en facturas de venta, entrevistas con el personal y por medio de observación de los procesos, en donde se logró identificar los problemas críticos y que necesitan mayor atención para empezar a fortalecer la organización empresarial. Aquí se encontrara un capítulo destinado al estudio de las generalidades de dicha empresa, uno para instaurar la reorganización mínima que puede ayudar a atacar los inconvenientes más sobresalientes y algunas recomendaciones que se hacen para que el presente trabajo le sea de gran utilidad a las directivas y futuras investigaciones.. 2.
(16) JUSTIFICACIÓN El mercado global fija estándares de competitividad y calidad cada vez más altos en donde las empresas buscan mantenerse en vigor de alguna manera para sobresalir y cumplir con las expectativas de todas las partes interesadas, generando valor agregado y costos estables, lo que implica controlar cada aspecto de la organización ya sea administrativo, operativo o económico. Esto se ve limitado cuando no existe una estructuración adecuada de los procesos y los continuos errores hacen que la gestión se difícil y poco productiva. Aluminios Mack S.A.S. es una empresa con casi 30 años de experiencia, tiempo en el que sus productos ha logrado una gran acogida a nivel nacional, sin embargo sus clientes se han vuelto cada vez más exigentes, no solo en el cumplimiento de los pedidos sino también en la calidad de los productos, lo que está obligando a la empresa a plantearse modificaciones que permitan sostener la eficiencia en todos los procesos productivos, ya que se están generando costos elevados, incumplimiento, grandes volúmenes de inventario de baja rotación, daños y pérdidas de materia prima. La planeación de la producción es un método completo y eficaz para ayudar a las industrias a establecer acciones a corto, mediano y largo plazo sobre los procesos y necesidades, permitiendo generar los menores sobrecostos posibles, obtener control sobre los inventarios y potenciar la calidad de los productos, aprovechando al máximo los recursos con los que se cuenta, y sobre todo garantizar una respuesta oportuna a los clientes.. 3.
(17) 1. GENERALIDADES. 1.1 PROBLEMA 1.1.1 Descripción. Aluminios Mack S.A.S. es una empresa manufacturera de ollas que cuenta con dos plantas en donde se realizan todas las operaciones necesarias para cubrir con la demanda a nivel nacional. Actualmente presenta grandes dificultades en varios aspectos que son necesarios para el funcionamiento correcto, seguro, eficiente y eficaz tanto para el proceso de producción como para los colaboradores de la empresa, estos se han vuelto críticos ya que incurren en el aumento de los costos de producción y en el retraso de los pedidos. Para determinar los factores que más interfieren con el correcto desempeño del proceso de producción e intervenir en los más significativos, se realizó una matriz de Vester 1, esta contempla los problemas relevantes de la empresa y les asigna un valor. A continuación se describen cada uno de los problemas encontrados y su respectiva valoración junto a una gráfica que ubica en un plano cada problema, y los clasifica.. 1. La matriz de Vester es una serie de filas y columnas que muestran tanto horizontal (filas) como verticalmente las posibles causas de una situación problemática.. 4.
(18) Cuadro 1: Problemas Encontrados en Aluminios Mack S.A.S. Problemas. Descripción. p1. Falta de órdenes de producción. p2. Tiempos muertos. p3. Daños de materia prima por golpes y mal almacenamiento. p4. Poco espacio para movilización. p5. Demarcación inadecuada de áreas de trabajo. p6. Alta rotación de personal. p7. Seguridad deficiente en los entornos laborales. p8. Falta de señalización. p9. Inexistencia de procedimientos de los procesos de fabricación. p10. Retraso en pedidos Diseño deficie. p11. nte de la planta. p12. Uso de elementos de protección personal. Nota: Fuente: Los autores. Tabla 1: Matriz de Vester p1. p2. p3. p4. p5. p6. p7. p8. p9. p10. p11. p12. TOTAL. p1. 0. 4. 5. 5. 4. 1. 3. 3. 2. 4. 1. 1. 33. p2. 4. 0. 2. 2. 1. 1. 2. 1. 4. 3. 4. 2. 26. p3. 5. 1. 0. 4. 3. 2. 4. 2. 5. 1. 1. 1. 29. p4. 5. 1. 5. 0. 4. 2. 3. 2. 1. 1. 1. 1. 26. p5. 3. 1. 2. 2. 0. 1. 1. 5. 4. 1. 1. 1. 22. p6. 3. 1. 2. 1. 1. 0. 3. 1. 1. 2. 1. 1. 17. p7. 4. 1. 4. 4. 4. 4. 0. 4. 1. 1. 1. 4. 32. p8. 5. 1. 2. 4. 5. 1. 3. 0. 2. 1. 1. 3. 28. p9. 3. 1. 5. 2. 1. 3. 1. 1. 0. 5. 5. 3. 30. p10. 4. 5. 3. 4. 3. 2. 2. 2. 5. 0. 5. 2. 37. p11. 1. 5. 2. 1. 1. 1. 1. 1. 5. 5. 0. 1. 24. p12. 2. 2. 2. 1. 5. 1. 3. 4. 3. 1. 1. 0. 25. TOTAL. 39. 23. 34. 30. 32. 19. 26. 26. 33. 25. 22. 20. Nota: Fuente: los autores. Tabla 2: Coordenadas de los puntos. 5.
(19) Datos tomados de la tabla 2. P1. P2. p3. P4. P5. P6. P7. P8. P9. P10. P11. P12. Eje x. 33. 26. 29. 26. 22. 17. 32. 28. 30. 37. 24. 25. Eje y. 39. 23. 34. 30. 32. 19. 26. 26. 33. 25. 22. 20. Puntos De Corte. Nota: Fuente: los autores. X. 27. Y. 29. Gráfica 1: Clasificación de los Problemas en Aluminios MACK S.A.S. 40 PROBLEMAS PASIVOS. [CELLRANGE] [CELLRANGE] [CELLRANGE]. 35 [CELLRANGE]. [CELLRANGE]. 30. PROBLEMAS CRITICOS. PROBLEMAS INDIFERENTES. [CELLRANGE] [CELLRANGE]. 25. [CELLRANGE] [CELLRANGE]. [CELLRANGE]. [CELLRANGE]. 20. [CELLRANGE] PROBLEMAS ACTIVOS. 15 15. 20. 25. 30. 35. 40. Fuente: los autores. Problemas críticos: P1: Falta de órdenes de producción P3: Daños de materia prima por golpes y mal almacenamiento P9: Falta de estandarización en los procesos de fabricación.. 6.
(20) 1.1.2 Formulación ¿Qué acciones debe tomar Aluminios Mack SAS para mejorar su proceso de producción, la pérdida de materiales y los altos inventarios? La empresa debe implementar un sistema de planificación de la producción con el que se pueda reducir los inventarios, controlar y estandarizar los procesos.. 1.2 OBJETIVOS 1.2.1 Objetivo general. Estructurar un sistema de planeación de producción para la empresa Aluminios Mack S.A.S, que le permita optimizar los procesos operativos y administrativos, controlar producción e inventarios. 1.2.2 Objetivos específicos. -. Realizar un análisis de la situación actual de la empresa y los productos con mayor demanda.. -. Documentar las características y datos de los productos que conforman la mayor venta de la empresa, para así empezar a normalizar la información.. -. Diseñar un mapa de los procesos que contribuya a identificar la relación y flujo de información entre cada departamento de la organización y así contribuir al plan estratégico.. -. Reestructurar el proceso administrativo de producción por medio de un diagrama de flujo que describa los pasos que se deben realizar antes de empezar a fabricar.. -. Proyectar la demanda, establecer las capacidades de la empresa y proponer estrategias que contribuyan a reaccionar adecuadamente a las necesidades del mercado. 7.
(21) 1.3 ALCANCE. El alcance de este proyecto consiste en la recopilación de datos, estructuración del proceso administrativo para la colocación correcta de las órdenes de producción, la proyección de las demandas de los productos que constituyen el 80% de las ventas, la determinación de las capacidades y los requerimientos de materiales para el año 2019, esto con el ánimo de proveer a la empresa Aluminios Mack S.A.S. de información para combatir y superar los problemas más relevantes evidenciados. La empresa se encuentra localizada en la carrera 92b # 38c -23 sur, barrio Patio Bonito en la localidad de Kennedy (localidad 8 de Bogotá).. 1.5 METODOLOGÍA Fase 1: Elaboración del diagnóstico Se realizó una evaluación de los principales problemas que afectan la empresa, como se encuentra actualmente el proceso administrativo y se revisaron las generalidades del proceso de producción para saber cuánto afectan el desempeño. Fase 2: Factores para el desarrollo correcto de la producción Fase 2.1: Producto Se realizaron fichas técnicas para los productos del 80% de las ventas, en estas se ajustó los estándares con los que se deben realizar los productos y las características más importantes. Fase 2.2: Proceso. 8.
(22) Se diseñó un mapa de procesos y un diagrama de flujo del proceso administrativo con el fin de garantizar el flujo de la información y el detallar la jerarquía de las actividades administrativas.. Fase 2.3: Cantidad Con ayuda de los históricos de venta se elaboraron proyecciones de demanda. de los. productos más fabricados los últimos tres años, en estos se analizó la desviación estándar para determinar el método que más se adecuaba.. Fase 3: Cálculo de capacidad instalada vs mano de obra Se calculó la capacidad que tiene la empresa sobre la mano de obra y la maquinaria, y se compararon para considerar las posibles estrategias para nivelar la producción. Fase 4: Planificación de los Requerimiento de materiales (MPR) Se realizó la explosión de cada producto la cual cuenta con la información necesaria de los materiales e insumos para la fabricación, y se completó un registro MRP teniendo en cuenta los requerimientos brutos, proyección de disponibilidades, requerimientos netos.. 9.
(23) 2 MARCO DE REFERENCIA 2.1 MARCO HISTÓRICO 2.1.1 Sector económico Código CIIU 2599 productos hechos a base de metal. En Colombia para el año 2016 el sector metalmecánico fue muy influyente para el país, dado que tuvo un aporte reportado del 10.4% y genero cerca de 100.000 de empleos. Sin embargo para el 2017 hubo un aumento en el PIB del 1,8% aunque la industria manufacturera se presentó una contracción del -1%, por otro lado, Para el 2018 el sector económico de productos hechos a base de metal fue uno de los más representativos según cifras del Danne en sus encuestas mensuales manufactureras en donde expuso una considerable elevación del 14.8% durante el año.. 2.1.2 Aluminios Mack SAS Es una empresa familiar dedicada a la elaboración y comercialización de artículos en aluminio para el hogar; que comenzó a funcionar en el año 2005 en el barrio Bosa Betania. Con el tiempo fue aumentando su productividad y así mismo el personal de trabajo constituyéndose como una empresa de régimen simplificado. Día a día creció en maquinaria y pedidos a nivel nacional que obligo a la ampliación y el traslado del punto de fábrica a Patio Bonito; así mismo, con el aumento de ventas se inició la importación de materia prima, lo que conllevo el 12 de marzo de 2012 a constituirse como una sociedad de régimen común. Inicialmente la empresa contrataba cinco trabajadores, pero la ampliación y aumento de la demanda no solo impulso la adquisición de maquinaria sino también la necesidad de incrementar la mano de obra, en este momento tiene 38 empleados en nómina y 10 por. 10.
(24) prestación de servicios; con proveedores nacionales e internacionales como China – México, y clientes en diferentes zonas a nivel local y nacional.. 2.2 MARCO TEÓRICO Pronósticos Son proyecciones estructuradas y aproximadas de datos futuros por medio de datos pasados con ayuda de métodos estadísticos matemáticos utilizados para la elaboración y ejecución de planes además de toma de decisiones de largo y corto plazo. (Chapman, Planeacion y control de la producción, 2006) Inventarios Se refiere cualquier materia ya sea en materia primas, materias previsionales, producto en proceso o producto terminado que se encuentran en uno o varios puntos del proceso de producción, y estos inventarios pueden llegar generan los costos más altos en la empresa, por eso es necesario llevarlos bajo análisis y control. (Chapman, Planeacion y control de la producción, 2006) Fichas técnicas Documento donde encontramos las especificaciones y características de un producto o servicio pero en general contiene especificaciones como el peso, tamaño, material, proceso de producción, peso, uso y aplicación. (“ICONTEC internacional”, s.f., prr. 1). 11.
(25) Mapeo de procesos. Es la forma gráfica de documentar la entrada y la salida de la operaciones de proceso donde se tiene en cuenta la interrelación de tareas recursos, procedimiento y registro mediante símbolos y diagramas señalando en paso a paso los pasos de producción para así identificar posibles mejoras, estandarizando su trabajo. (Gil Ojeda, Vallejo García, 2008, pág. 7). Control de producción Es la verificación que se realizar todas las actividades que se planean en cuanto a cantidad de producción reduciendo las diferencias entre lo planeado y los resultados obtenidos en la práctica. (Prado Ramón, 1992, pag.83). 12.
(26) 3 SITUACIÓN ACTUAL DE LA EMPRESA 3.1 PLATAFORMA ESTRATÉGICA Establecer un horizonte en el que se pueda concentrar los esfuerzos de una organización es fundamental para el crecimiento, alcanzar las metas y objetivos que se fijaron. La plataforma estratégica es una herramienta para determinar el proceder de la gestión empresarial, en esta se contempla cuatro puntos vitales: la misión, la visión, los valores corporativos y las políticas. La plataforma estratégica actual de Aluminios Mack S.A.S. está conformada únicamente de la misión y la visión. Misión “Trabajamos día a día para ofrecer: • Estabilidad laboral a nuestros colaborares. • Calidad y confianza a nuestros clientes Nuestro equipo realiza el trabajo con esfuerzo, dedicación y armonía, para así satisfacer las necesidades de nuestros clientes haciendo que la experiencia de comprar en aluminios Mack S.A.S sea una de la más grata que pueda encontrar en el mercado”.(Aluminios Mack.co ) Visión “En un futuro aluminios Mack S.A.S será reconocido como líder en procesos manufactureros enfocados a la competitividad en el mercado, con elementos que respondan a las necesidades de los clientes y comprometidos con el mejoramiento de los productos, impulsando artículos exclusivos y novedosos con excelente materia prima y altos procesos de calidad.. 13.
(27) Del mismo modo, Aluminios Mack S.A.S se proyecta en ampliar sus instalaciones físicas y adquirir maquinaria moderna que facilite la elaboración de sus productos de manera que se mejore la calidad de vida de sus colaboradores”. (Aluminios Mack.co). 3.2 ESTRUCTURA ORGANIZACIONAL 3.2.1 Organigrama El organigrama empresarial representa gráficamente la jerarquía y relaciones de cada departamento al interior de una organización, es muy útil porque permite ubicarse rápidamente y mejorar la comunicación. En Aluminios Mack S.A.S. no existe una estructura organizacional definida totalmente, por tal motivo tampoco se cuenta con un organigrama, aun así por medio de observación se logró identificar las relaciones básicas con las que desde que empezó a funcionar se trabaja, y se generó el siguiente esquema:. Figura 1: Organigrama Actual de Aluminios Mack S.A.S.. GERENTE GENERAL. SUB GERENTE. ING. SALUD Y SEGURIDAD. CONTADORA. SECRETARIA. VENDEDORA. JEFE DE PRODUCCIÓN. OPERARIOS. Fuente: los autores. 14.
(28) 3.3 PORTAFOLIO La amplia variedad de productos brinda a los consumidores la posibilidad de elegir lo que prefieren o lo que más necesitan, en consecuencia las empresas en su mayoría perciben aumento en sus ventas y la oportunidad de ingresar a nuevos mercados, tal caso es el de Aluminios Mack S.A.S. que a la fecha fabrica más de veintiún familias de productos diferentes unos más aceptados que otros, por lo cual para limitar el presente trabajo se realizó una clasificación por medio de un Diagrama de Pareto.2. Tabla 3: Frecuencia Acumulada de los Productos. PRODUCTO. Acumulado historial F. Acumulada últimos 3 años 3. JGO CALDERO BRILLADO 14-22 JGO CALDERO CTE 16-24 JGO CALDERO CTE 30-36 JUG CHOCOLATERA JGO PAILA X 6 14-32 JGO ARO 12-30 OTROS. 119931 92276 61595 36640 29786 21470 15364. 32% 56% 73% 82% 90% 96% 100%. Nota: Fuente: los autores. La tabla anterior muestra la frecuencia acumulada, en esta se localizaron las seis familias de productos más vendidas de los tres últimos años, el resto se agrupó en “otros”, esto con la intención de facilitar el trabajo y centrarlo en el 80% de la demanda. A continuación se representa gráficamente los datos de la Tabla 3.. 2. Wilfredo Pareto, economista italiano (1848-1923) quien determino que el 85 % de la riqueza de la ciudad de Milán se encontraba en manos del 15% de los habitantes, con el tiempo se observó que muchas actividades cumplían con el mismo principio, calidad, costos, eficiencia, seguridad entre otros. Hoy en día se le conoce popularmente como el principio 80-20. 3 Recopilado de facturas de venta y pedidos, no hay seguridad que esas sean las cantidades totales, puede que sean más, pero fue lo único que se encontró ya que la empresa no lleva otros registros.. 15.
(29) Gráfica 2: Diagrama de Pareto. CANTIDAD. REPRESENTACIÓN GRÁFICA DE LATABLA 3 100% 90% 80% 70% 60% 50% 40% 30% 20% 10% 0%. 360000 320000 280000 240000 200000 160000 120000 80000 40000 0. PRODUCTO. Fuente: los autores. Como se puede ver en la gráfica 2 y cumpliendo con el principio de Pareto, el Jgo caldero brillado 14-22, el Jgo. Caldero cte. 16-24, y el Jgo. Caldero cte. 30-36 conforman el 80% de la producción de los últimos tres años, sin embargo el Jgo. Chocolatera está muy cerca de la línea que divide la frecuencia acumulada, así que ampliaremos los análisis hasta este.. 16.
(30) 3.4 PROCESOS 3.4.1 Procesos operativos DAP Un aspecto muy importante para la fabricación es conocer el recorrido que hace la materia prima durante su transformación, esto permite la optimización y estandarización de los procesos operativos. Gracias al diagrama de análisis de procesos (DPA) se puede tener una visión clara del ciclo, tiempo de las operaciones, y distancias de los recorridos. En este se traza la ruta desde que inicia hasta que termina la elaboración detallando cada paso. Figura 2: Diagrama Análisis del proceso operativo Símbolo. N°. Descripción Actividades. 1. Almacenamiento de disco de aluminio.. 2. Trasportar el disco de aluminio al área de embutido o repujado Montar disco en torno o embutidora Embutido o repujado para creación del caldero, olleta, fiambrera, paila o tapa se almacena temporalmente Se transporta la base del caldero, olleta, fiambrera, paila o tapa al área de recortado. Se recorta la pestaña que deja la maquina embutidora o torno Transporte hasta el área de pulido y brillado. Se realizar el pulido o brillado del caldero con lija y esponjilla para darle el terminado y presentación. control de calidad #1 Se almacena temporalmente Transporte a la máquina de remache y perforación. Se hace la perforación del caldero para poder realizar el remachado Junto con remaches se adicionan las manijas del caldero Se limpian residuos y manchas de gasolina o acpm del caldero para darle acabado al producto control de calidad #2 Se coloca papel periódico en las manijas para evitar que el caldero se ralle o dañe y se añade etiqueta Se almacena el producto hasta recibir los requerimientos de los clientes.. 3 4 5 6. 7 8 9. 10 11 12 13 14 15. 16 17. 18. El recorrido de producción de la empresa Aluminios Mack S.A.S. En este se ve la ruta que hace los discos de aluminio hasta convertirse en calderos, tapas, chocolateras u otra de las referencias, hay algunos pasos descritos que no se usan en todos los productos y no se incluyó la estación de pintura porque es un paso que realiza según la referencia o los requerimientos del cliente. Tabla 4: Simbología ASME4 Convenciones Operación Control Transporte Demora o almacenamiento temporal Almacenamiento. Fuente: los Autores. 4. ASME American Society of Mechanical Engineers (Sociedad Americana de ingenieros mecánicos). 17.
(31) 3.4.2 Proceso Administrativo Si bien, la elaboración de un producto se inicia desde el momento en que se genera una orden de producción, antes, se debe cumplir con requisitos que son primordiales para determinar las condiciones para hacer el trabajo, como verificación de cartera y cumplimiento, o pactar tiempos para entregas y transporte. Los diagramas de flujo se usan para organizar cada etapa de un proceso, jerarquizar las actividades y relacionar a los responsables de cada una, esto ofrece la posibilidad de tener un escaneo rápido del funcionamiento de la empresa y detectar las fallas que están causando problemas en los canales formales de comunicación. Dependiendo de su aplicación hay diferentes diagramas de flujo y diferentes formatos, para hacer un análisis inicial de la administración de Aluminios Mack S.A.S., se usó un diagrama detallado con formato vertical donde se describió cada actividad y el área responsable bajo símbolos de la norma ANSI5. En el diagrama siguiente se puede observar el actual proceso administrativo previo a la fabricación, en este caso primero se recibe los requerimientos de los clientes, se fabrica y después se verifica el estado de cartera y las condiciones de pago, en dado caso que el cliente este en mora, se almacena hasta que se cancele la deuda o hasta que otro cliente requiera el mismo producto, por lo que también el almacenamiento se vuelve excesivo.. 5. ANSI : American National Standards Institute. 18.
(32) Figura 3: Diagrama de Flujo del Proceso Administrativo Responsables Comercial. Gerente. Secretaria. Actividades 1. Toma de pedido o solicitud del cliente. Inicio. Inicio. 2. Realizar orden de pedido. 2. 3. Reporte de pedido. 3. 4. Estipular tiempo de entrega. 4. 5. Generar orden de produccion. 5. Bodegueros y empacadores. Lideres de producción. Operarios. Registros. Toma pedido. Inicio. 6. Programar producción. 6. 7. Confirmar existencias de materiales y materia prima. No. 8. Sollicitar materiales y materia prima. 7. Si. 8. 9. 9. Producir 10. Verificar el estado de cartera y pagos de clientes antiguos y con credito. Si. 11. Definir y confirmar la forma de pago. 11. 12. Definir forma de envio. 12. 1. FORMATO DE CONTROL DE PRODUCCIÓN. No. 13. Almacenar. Fin. 14. Despacho de pedido. Fin. Fuente: los autores. 19.
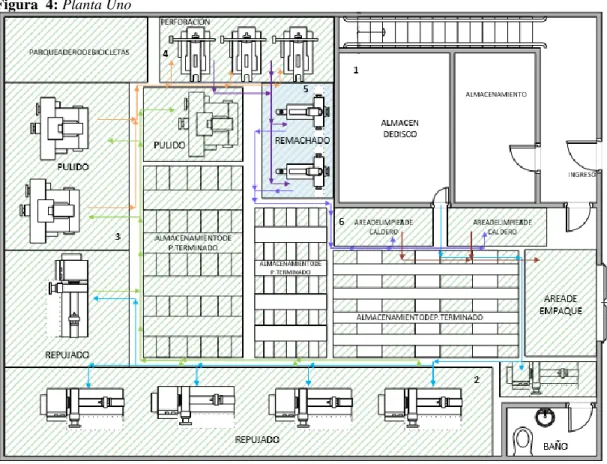
(33) 3.4.3 Distribución de la Planta. Para las empresas muchas veces lo más importante es centrarse en percibir ganancias cada vez más altas y aunque se lo proponen les es bastante difícil porque sus productos no logran llegar a un equilibrio en los costos, o la productividad cada vez es más baja, esto es consecuencia de no tener en cuenta que para obtener más ingresos no solo es necesario centrar la atención en los clientes, en la calidad o en el desempeño de los trabajadores, también hay que tener una distribución de planta adecuada, dado que permite reducir tiempos de producción, minimizar perdidas por golpes , recorridos innecesarios, evitar accidentes y así reducir costos. La mejor distribución en planta es la que contempla todas las variables como una unidad operativa, como una maquina única, esta debe cumplir con seis objetivos o principios básicos que son: 1. Principio de integración conjunta 2. Principio de mínima distancia recorrida 3. Principio de circulación y flujo de materiales 4. Principio de espacio cubico 5. Principio de la satisfacción y la seguridad 6. Principio de la flexibilidad (Muther, 1970, pág. 19) En Aluminios Mack. S.A.S. el diseño de planta es algo que poco se han tenido en cuenta. En la primera planta se logra ver secuencia entre las máquinas y el proceso, pero el almacenamiento tanto de producto terminado como de producto en proceso está todo apilado en el centro de la bodega y dificulta el paso al personal, las salidas de emergencia son de difícil acceso y no hay mucha ventilación. En la segunda planta existen los mismos inconvenientes que en la primera, solo que en esta no hay secuencia entre el proceso y la disposición de la maquinaria. En la figura 3 y 4, se puede ver cómo están distribuidas las áreas, la maquinaria y el recorrido que hace la materia prima por las plantas.. 20.
(34) Figura 4: Planta Uno. Figura 5: Planta Dos Fuente: los autores. 21.
(35) 22.
(36) 3.5 RECURSOS En la tabla a 5, 6 y 7 exponen la maquinaria y la mano de obra con la que cuenta la empresa. Tabla 5: Maquinaria en Planta 1 Proceso Repujar Pulir y brillar Tapas Remachado. Maquina. Cantidad. Cavidades. Torno. 5. 1. Pulidora. 3. 2. Torno. 1. 1. Remachadora. 2. 1. perforado. perforadora. 3. 1. Doblado. Dobladora. 1. 1. Nota: Fuente: los autores. Tabla 6: Maquinaria en Planta 2. Maquina. Cantidad. Cavidades. Repujar. Torno. 2. 1. Recorte. Torno. 2. 1. Tapa. Torno. 1. 1. Embutidora. 2. 1. Troquelado. Troqueladora. 3. 1. Remachado. Remachadora. 2. 1. Cabina de pintura. 1. n/a. Horno. 1. n/a. Pulidora. 2. 2. perforadora. 2. 1. Proceso. Embutido. Pintura Sellado pintura Pulir y brillar perforado. Nota: Fuente: los autores. Tabla 7: Personal Aluminios Mack S.A.S. Proceso Administración Pintura Líder de planta Limpiadores Tiqueteadores Repujado Embutido Troquelado Remachado Empaque y almacén Perforado Conductor Vendedor Contador Secretaria Asistente SST Pulir y brillar Recortar Tapa Nota: Fuente : los autores. Cantidad 2 4 2 5 2 7 2 3 5 3 3 1 1 1 1 1 8 2 2. 23.
(37) 4 PROPUESTA 4.1 FACTORES PARA EL DESARROLLO CORRECTO DE LA PRODUCCIÓN 4.1.1 Sobre el producto Asegurar los mínimos errores posibles en la fabricación y en general en toda la organización es un objetivo que demanda gran esfuerzo y atención para lo cual, es necesario tener información clara y precisa que sirva de apoyo a los colaboradores en las actividades que deben realizar. Contar con registros o información documentada que sea clara y que se encuentre a la mano de quien la pueda necesitar es de gran ayuda ya que puede reducir: los reprocesos, la pérdida de material, los tiempos de producción, el incumplimiento en las entregas pactadas y por ende insatisfacción de los clientes. Un elemento muy valioso y de gran uso en casi todos los objetos fabricados y comercializados es la información contenida en las fichas técnicas, estas se han vuelto un requisito obligatorio para la mayoría de los objetos con valor comercial, y deben cumplir algunos estándares como la descripción general del producto, el material, las dimensiones del artículo, la forma de uso, las precauciones, la forma de embalaje entre otras. Para comenzar a gestionar los datos técnicos con los que se deben trabajar en las plantas de Aluminios Mack. S.A.S., se propone realizar las fichas técnicas para cada uno de los productos. En la figura 6, Anexos A y B se muestra un formato sencillo que se diseñó para los cuatro productos en los que se basa el trabajo, aquí se agrupo por familias y se registraron los datos más necesarios para la fabricación.. 24.
(38) FICHA TECNICA. JUEGO CALDERO BRILLADO 14-22. 25.
(39) Version 1.0 Enero 20 de 2019. GENERALIDADES MATERIAL:. Aluminio. CARACTERISTICAS:. Caldero de aluminio con manija de aluminio o asa. JUEGOS DE VENTA:. 14-22 y 14-20 2 Manijas en aluminio o tipo asa 4 o 2 remaches según las manijas. PARTES:. 1 Tapa en aluminio 1 Botón. ESPECIFICACIONES TECNICAS Ref. Disco. TAPA:. # 14. 18 X 0,5. # 16. 20 X 0,5. # 18. 22 X 0,5. # 20. 24 X 0,5. # 22. 26 X 0,5 Aluminio. Proceso: Repujado Terminado: pintura electroestática sellada en horno, en colores azul, roja, verde, morada o rosada dependiendo de los requerimientos del cliente.. Asa. # 14. MANIJA:. # 16 # 18. Manija #12. General asa. # 20. Proceso: Picado Doblado Machucado Perforado Estampado. # 22. CALDERO:. Ref. Disco. Dimensiones. # 14. 27 X 0,7. Diámetro : 14 cm Altura: 12 cm Pestaña: 1cm. # 16. 30 X 0,7. Diámetro : 16 cm Altura: 13 cm Pestaña: 1cm. # 18. 33 X 0,7. Diámetro : 18 cm Altura: 14 cm Pestaña: 1cm. # 20. 37 X 0,7. Diámetro : 20 cm Altura: 15 cm Pestaña: 1cm. # 22. 40 X 0,7. Diámetro : 22 cm Altura: 16 cm Pestaña: 1cm. Proceso: Embutido Terminado: Brillado. CONDICIONES DE ALMACENAMIENTO: Apilar en bloques de a 7 cajas máx. Figura 6: Ficha Técnica Jug. Caldero Brillado 14-22. 26.
(40) 4.1.2 Sobre los el proceso Administrativo 4.1.2.1 Mapa de procesos. La gestión por procesos establece una forma eficiente y práctica que fortalece la estructura organizacional y contribuye a la mejora continua enfatizando las relaciones al interior de la empresa y con el cliente, para esto lo más adecuado es representar el desempeño global a través de un mapa de procesos. Teniendo en cuenta lo anterior se realizó un análisis de la estructura organizacional de Aluminios Mack S.A.S. y se diseñó el correspondiente mapa de procesos, en este se pueden ver los vínculos entre cada departamento y la clasificación de las áreas de la siguiente manera: En la base del mapa se observan los procesos que sirven para evaluar el desempeño de sus productos y colaboradores, en este caso se encuentran el departamento de calidad y seguridad y salud en el trabajo. En el siguiente nivel se conectan los procesos que ayudan a dar soporte a la estructura general de la empresa y se relacionan con la obtención de los recursos con los que se puede producir, siendo el departamento financiero y el de gestión humana con los que se cuenta. Continuando con el tercer nivel se entrelazan los procesos misionales, estos configuran la razón de ser y el centro de las actividades por las que la empresa opera. Por ultimo está el proceso gerencial y de planeación estratégica que tiene como fin dictar las políticas, objetivos y comunicación para alcanzar las metas.. 27.
(41) Fuente: los. Figura 7: Mapa de Procesos. autores. 26.
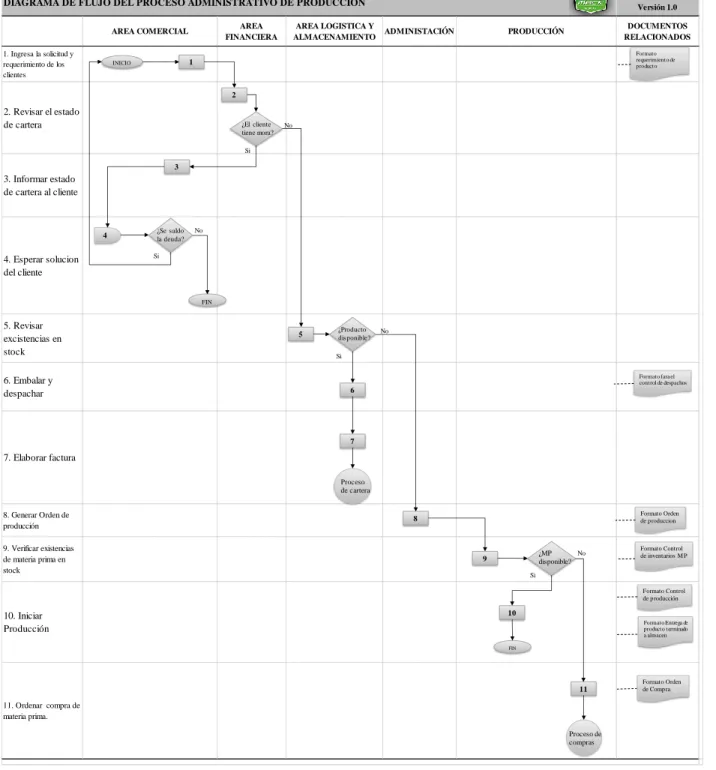
(42) 4.1.2.2 Diagrama de flujo del proceso Administrativo. En la evaluación general que se hizo a la empresa se levantó un diagrama del proceso administrativo (numeral 3.4.2), hallando que en la secuencia de actividades primero se realizaba la producción de las ordenes que llegaban y posterior a eso se hacia el seguimiento del área de cartera para verificar el cumplimiento de los créditos; si el cliente se encuentra en mora lo que se hace es almacenar hasta que otro cliente requiriera el mismo producto, lo que conllevaba a grandes cantidades apiladas susceptibles a daños por golpes. Con el fin mejorar lo descrito se reestructuro el proceso administrativo planteando primero la verificación de los estados de cartera y posteriormente la puesta en marcha de las ordenes de producción, con eso se garantiza la reducción del almacenamiento, la fluidez de la información y reducción en tiempos de operación. Los formatos relacionados a continuación se elaboraron como soporte de las operaciones para hacer que el seguimiento y control de la producción sea más fácil de llevar y sirvan de apoyo para en un futuro ampliar a otros productos la planeación.. Anexo C: Formato Para el Control de Inventarios de Materia Prima Anexo D: Formato Para el Control de Producción Anexo E: Formato Para el Control de Despacho Anexo F: Formato Orden de Compra Anexo G: Formato Orden de Producción Anexo H: Formato de Entrega de Producto Terminado a Almacén.. 27.
(43) Figura 8: Diagrama de Flujo Proceso Enero de 2019. DIAGRAMA DE FLUJO DEL PROCESO ADMINISTRATIVO DE PRODUCCIÓN AREA FINANCIERA. AREA COMERCIAL 1. Ingresa la solicitud y requerimiento de los clientes. AREA LOGISTICA Y ALMACENAMIENTO. Versión 1.0 ADMINISTACIÓN. DOCUMENTOS RELACIONADOS. PRODUCCIÓN. Formato requerimiento de producto. 1. INICIO. 2. 2. Revisar el estado de cartera. ¿El cliente tiene mora?. No. Si. 3. 3. Informar estado de cartera al cliente. 4. 4. Esperar solucion del cliente. ¿Se saldo la deuda?. No. Si. FIN. 5. Revisar excistencias en stock 6. Embalar y despachar. 5. ¿Producto disponible?. No. Si Formato fara el control de despachos. 6. 7. 7. Elaborar factura Proceso de cartera. 8. Generar Orden de producción. Formato Orden de produccion. 8. 9. Verificar existencias de materia prima en stock. No ¿MP disponible?. 9. Formato Control de inventarios M P. Si Formato Control de producción. 10. 10. Iniciar Producción. Formato Entrega de producto terminado a almacen FIN. 11. Formato Orden de Compra. 11. Ordenar compra de materia prima. Proceso de compras. Fuente: los autores. 28.
(44) 4.1.3 Estimación de la demanda La planeación de la producción comienza calculado la cantidad de artículos a elaborar en un periodo de tiempo, generalmente un año, para lo cual es necesario contar con históricos de producción y de ventas. Calcular la demanda es algo sencillo pero que requiere del método correcto para reducir el error y que el resto de la planeación sea confiable. Las estimaciones de demanda presentes en este trabajo fueron realizadas bajo métodos cuantitativos. 4.1.3.1 Demanda del Jgo. Caldero brillado 14-22 Para el Jug. Caldero brillado 14 -22, se eligió usar los datos arrojados por una suavización exponencial sencilla (S), doble (S’) y ajustada(S°), ya que la dispersión de los datos fue menor en comparación a las de una regresión lineal o logarítmica; para hallar las tendencias constantes, a la alta y a la baja se usaron tres suavizantes 0,3, 0,5, y = 0,7. Los resultados se exponen en la tabla 7. En el anexo I se puede ver la tabla completa.. Tabla 8: Pronostico 2019 Jug. Caldero Gráfica 3: Histórico de Demanda Jug. Caldero Brillado 14-22 Brillado 1422 6000. Cantidad. 5000. DEMANDA 2016 - 2018 JUG. CALDERO BRILLADO 14 - 22. 4000 3000. Demanda Constante. Demanda Alta. Demanda Baja. 3485. S°(0,7). 3485. S°(0,7). 3434. S´(0,5). 3934. S°(0,7). 3934. S°(0,7). 3448. S´(0,7). 3581. S (0,7). 3711. S°(0,7). 3492. S´(0,3). 3785. S°(0,3). 3925. S°(0,7). 3537. S´(0,3). 3106. S°(0,5). 3513. S´(0,3). 2792. S°(0,7). 3035. S (0,7). 3450. S´(0,3). 2702. S°(0,7). 3195. S°(0,7). 3399. S´(0,3). 3056. S°(0,5). 2000. 2016. 3286. S (0,3). 3366. S´(0,3). 3172. S°(0,3). 1000. 2017. 3640. S°(0,5). 3830. S°(0,7). 3346. S´(0,5). 2018. 3684. S (0,7). 3928. S°(0,7). 3413. S´(0,3). 3759. S°(0,3). 3908. S°(0,5). 3465. S´(0,3). 3329. S°(0,5). 3518. S´(0,5). 3048. S°(0,7). 0 0 1 2 3 4 5 6 7 8 9 10 11 12 13. Meses. Nota: Fuente: los autores. Fuente: los autores. 29.
(45) 30.
(46) 4.1.3.2 Demanda del Jug. Caldero cte 16 - 24 Los pronósticos para el Jug. Caldero cte 16 – 24 se realizó estableciendo la tendencia de los datos los cuales se ajustaron a una regresión logarítmica debido a que la dispersión era menor. Como se puede ver en la tabla 8 los coeficientes de relación (. ) son muy. aproximados a 1, Gráfica 4: Histórico de Demanda Jug. Caldero Cte. 16 - 24. Cantidad. DEMANDA 2016 - 2018 JUG. CALDERO CTE. 16-24 4000 3500 3000 2500 2000 1500 1000 500 0. 2016 2017 2018 0 1 2 3 4 5 6 7 8 9 10 11 12 13. Meses Fuente: los autores. Tabla 9: Pronostico 2019 Jug. Caldero Cte. 16- 24. Demanda 2019. Coeficiente. 2472 2186 2546 3761 3758 3413 3969 3409 2412 3283 3738 3996. 0,9663 0,8826 0,8874 0,9874 0,9189 0,9304 0,8862 0,8725 0,8948 0,9481 0,9175 0,8668. Nota: Fuente: los autores. 31.
(47) 4.1.3.3 Demanda del Jug. Caldero cte 30 – 36 Al igual que al producto anterior, los pronósticos para el Jug. Caldero Cte 30-36 se evaluaron por, regresión logarítmica y regresión lineal, siendo esta ultima la que presento coeficientes de. ) más aproximados a 1.. Gráfica 5: Histórico de Demanda Jug. Caldero Cte. 30 - 36 DEMANDA 2016 - 2018 JUG. CALDERO CTE. 30-36 3000 2500. Cantidades. relación (. 2000 1500. 2016. 1000. 2017. 500. 2018. 0 0 1 2 3 4 5 6 7 8 9 10111213. Meses Fuente: los autores. Tabla 10: Pronostico 2019 Jug. Caldero Cte. 30 - 36. Coeficiente. Demanda 2019. 0,78809959 0,47454339 0,79814667 0,65400181 0,83718915 0,93700781 0,57708143 0,14243323 0,89628653 0,80173279 0,95547153 0,79641901. 2822 2471 2646 2312 2227 2430 2047 1231 2259 2835 2986 3011. Nota: Fuente: los autores. 32.
(48) 4.1.3.4 Demanda Chocolatera Cuando se proyectó la demanda para el 2019 del Juego de Chocolateras; al igual que el Jug Caldero brillado 14-22, la dispersión de los datos que presenta una regresión lineal o una regresión logarítmica es muy amplia, por lo tanto también se hallaron los pronósticos con suavización exponencial. En la tabla 10 se muestra el plan de demanda con los tres suavizantes y en el anexo J se encuentra la tabla general. Para los cálculos de mano de obra y planta se optó por usar las cantidades de la demanda constante. Gráfica 6: Histórico de Demanda Jug. Chocolatera 2500. DEMANDA 2016 - 2018 JUG. CHOCOLATERA. Cantidades. 2000 1500. 2016. 1000. 2017 500. 2018. 0 0 1 2 3 4 5 6 7 8 9 10 11 12 13. Meses Fuente: los autores. Tabla 11: Pronostico 2019 Jug. Chocolatera Demanda Constante. Demanda Alta. Demanda Baja. 1639. S°(0,3). 1653. S´ (0,7). 1639. S° (0,3). 1651. S´(0,7). 1651. S´ (0,7). 1461. S° (0,7). 1765. S°(0,7). 1765. S° (0,7). 1643. S´ (0,3). 1645. S°(0,3). 1670. S´ (0,7). 1631. S° (0,7). 1442. S°(0,5). 1628. S´ (0,3). 1346. S° (0,7). 1591. S´(0,5). 1617. S´ (0,3). 1543. S° (0,5). 1819. S°(0,5). 1943. S° (0,7). 1632. S´ (0,3). 1670. S´(0,5). 1736. S° (0,5). 1644. S´ (0,3). 1710. S (0,7). 1735. S° (0,5). 1656. S´ (0,3). 1379. S°(0,5). 1636. S´ (0,3). 1224. S° (0,7). 1875. S°(0,7). 1875. S° (0,7). 1641. S´ (0,5). 1760. S (0,7). 1860. S° (0,7). 1658. S´ (0,3). Nota: Fuente: los autores. 33.
(49) 4.2 CAPACIDAD DE PLANTA Y MANO DE OBRA (planificación agregada) El plan agregado mide las capacidades que tiene una empresa para atender la demanda en un horizonte de tiempo a corto plazo, previniendo que los costos de operación no se eleven y se puedan tomar las decisiones estrategias más adecuadas. (Heizer J. y Render B., 2008) El profesor de administración de negocios Jesse Heizer y Barry Render profesor en dirección de operaciones construyen el siguiente diagrama para ampliar el concepto y las relaciones de un plan agregado.. Figura 9: Relaciones del Plan Agregado. Fuente: Heizer J. y Render B. (2008). Dirección de la producción y operaciones, decisiones tácticas. (p. 114). Madrid: Pearson. 34.
(50) Dado que en la planificación de la producción no solo conocer la demanda es suficiente para actuar estratégicamente ante las fluctuaciones del mercado sino que también, se consideran otras variables como la capacidad de mano de obra y de la maquinaria, se analizaron para la empresa Aluminios Mack S.A.S. dichas variables. Como condiciones iniciales para el planteamiento de las capacidades requeridas según los cálculos de demandas para el 2019, se hallaron en primera medida el tiempo disponible de la mano de obra y la maquinaria, contando con que se trabaja un (1) turno diario de ocho (8) horas de lunes a sábado y hay 25 minutos de paradas programadas al día sin tener en cuenta el tiempo que para una máquina por razones de mantenimiento o la inasistencia de un operario. Sin embargo cabe anotar que la maquinaria puede ser usada únicamente doce horas continuas diarias únicamente, debido a que la empresa se encuentra ubicada en zona residencial y solo hay permiso para trabajar de 6 am a 6 pm. En las tablas a continuación se encuentran dichos tiempos en horas basados en los recursos expuestos en las tablas 5,6 y 7. Tabla 12: Capacidad en Horas de Mano de Obra y Maquinaria capacidad en h capacidad en h AREA mensuales de mensuales de Mo maquinaria Embutido. 394,6. 624. Repujado Remachado. 1381,1 986,5. 2184 1248. Brillado y Pulido. 1578,4. 3120. Perforado. 591,9. 1560. Recortado. 394,6. 624. R. Tapa. 394,6. 624. Limpieza. 986,5. 0. Empaque. 591,9. 0. Tiqueteado. 394,6. 0. Doblado. 197,3. 0. Horno. 394,6. 312. Pintura. 394,6. 312. Troquelado Nota: Fuente: los autores. 591,9. 936. 35.
(51) Como segunda medida hay que saber el tiempo de cada operación del proceso por cada producto, para estos se usaron tiempos estándar de cada juego, es decir dependiendo de la referencia, cada una, está integrada por 3, 4 o 5 calderos o chocolateras, así que cada tiempo corresponde a la operación de los 3, 4 o 5 objetos. De la tabla 13 a la 16 se muestran los tiempos, organizados en las filas las operaciones y en las columnas los productos.. Tabla 13: Tiempo en Hora por unidad de Embutido, Repujado y Remachado Embutido Repujado ARTICULO TS MO TS MAQ. TS MO TS MAQ.. Remachado. H/U. H/U. H/U. H/U. TS MO H/U. TS MAQ. H/U. Jug caldero brillado 14-22. 0,039. 0,028. 0. 0. 0,05. 0,034. Jug caldero cte 16-24. 0,043. 0,031. 0. 0. 0,05. 0,034. Jug caldero cte 30-36. 0. 0. 0,15. 0,14. 0,038. 0,03. Juego chocolatera Nota: Fuente: los autores. 0. 0. 0,12. 0,11. 0,03. 0,02. Tabla 14: Tiempo por Unidad en Brillado o pulido, Perforado y Recortado Brillado o Pulido. Perforado. Recortado. ARTICULO. TS MO H/U. TS MAQ. H/U. TS MO H/U. TS MAQ. H/U. TS MO H/U. TS MAQ. H/U. Jug caldero brillado 14-22. 0,077. 0,068. 0,024. 0,015. 0,04. 0,031. Jug caldero cte 16-24. 0,115. 0,1. 0,024. 0,015. 0,04. 0,031. Jug caldero cte 30-36. 0,092. 0,084. 0,019. 0,013. 0,031. 0,025. Juego chocolatera Nota: Fuente: los autores. 0,069. 0,045. 0,015. 0,0093. 0,023. 0,019. Tabla 15: Tiempo por Unidad en Tapa, Limpieza, Empaque, Tiqueteado y Doblado R. Tapa Limpieza Empaque Tiqueteado ARTICULO TS MO TS MAQ. TS MO TS MO TS MO. Doblado. H/U. H/U. H/U. H/U. H/U. TS MO H/U. Jug caldero brillado 14-22. 0,04. 0,019. 0,076. 0,025. 0,026. 0. Jug caldero cte 16-24. 0,04. 0,019. 0,076. 0,025. 0,026. 0. Jug caldero cte 30-36. 0,031. 0,016. 0,061. 0,025. 0,021. 0. Juego chocolatera Nota: Fuente: los autores. 0,023. 0,014. 0,046. 0,025. 0,016. 0,066. 36.
(52) Tabla 16: Tiempo por Unidad en Horno, Pintura y Troquelado Horno ARTICULO. Pintura. Troquelado. TS MO H/U. TS MAQ. H/U. TS MO H/U. TS MAQ. H/U. TS MO H/U. TS MAQ. H/U. 0,005. 0,0042. 0,0024. 0,0021. 0,067. 0,058. Jug caldero cte 16-24. 0. 0. 0. 0. 0,067. 0,058. Jug caldero cte 30-36. 0. 0. 0. 0. 0,054. 0,04. 0,0034. 0,0042. 0,00047. 0,00042. 0,008. 0,005. Jug caldero brillado 14-22. Juego chocolatera Nota: Fuente: los autores. TS = Tiempo estándar H/U = Tiempo en horas por unidad MO = Mano de obra MAQ.= Maquinaria A continuación aplicando las fórmulas: ∑. -. , de cada producto que. requiera la misma operación dentro del mismo periodo de tiempo. ∑. -. , de cada producto que. requiera la misma operación dentro del mismo periodo de tiempo C.I. = Capacidad instalada. Se llegó a establecer la capacidad requerida en tiempo con respecto a la capacidad instalada y para que operaciones es necesario desarrollar un plan para cumplir con la totalidad de la demanda en tales casos. En las siguientes tablas se encuentran los resultados de los cálculos, en estas, están resaltados los porcentajes (%) iguales o mayores a cien (100) con rojo, lo que quiere decir es que las necesidades superan a las capacidades o están al límite, y en verde las capacidades instaladas que sobrepasan a las requeridas.. 37.
(53) Tabla 17: Capacidad M.O. y Maq. de Embutido y Repujado PROCESO M.O. Embutido MAQ. M.O. Repujado MAQ. Requeri. C.I. % Requeri. C.I. % Requeri. C.I. % Requeri.. Enero 242,3 394,6 61% 174,3 624,0 28% 620,0 1381,1 45% 575,4. Febrero 247,4 394,6 63% 177,9 624,0 29% 568,8 1381,1 41% 527,6. Marzo 249,1 394,6 63% 179,2 624,0 29% 608,7 1381,1 44% 564,6. Abril 309,3 394,6 78% 222,6 624,0 36% 544,2 1381,1 39% 504,6. Mayo 282,7 394,6 72% 203,5 624,0 33% 507,1 1381,1 37% 470,4. Junio 265,1 394,6 67% 190,8 624,0 31% 555,4 1381,1 40% 515,2. Julio 295,3 394,6 75% 212,5 624,0 34% 525,3 1381,1 38% 486,7. Agosto 274,7 394,6 70% 197,7 624,0 32% 385,1 1381,1 28% 356,0. Septi. 245,7 394,6 62% 176,7 624,0 28% 544,1 1381,1 39% 504,4. Octubre 284,8 394,6 72% 204,9 624,0 33% 590,7 1381,1 43% 548,6. Noviem. 307,3 394,6 78% 221,1 624,0 35% 672,9 1381,1 49% 624,3. Diciem. 301,7 394,6 76% 217,1 624,0 35% 662,9 1381,1 48% 615,1. C.I.. 2184,0. 2184,0. 2184,0. 2184,0. 2184,0. 2184,0. 2184,0. 2184,0. 2184,0. 2184,0. 2184,0. 2184,0. 26%. 24%. 26%. 23%. 22%. 24%. 22%. 16%. 23%. 25%. 29%. 28%. %. Nota: Fuente: los autores. Tabla 18: Capacidad M.O. y Maq. de Remachado y Brillado o Pul PROCESO M.O. Remachado MAQ. M.O. Brillado o Pulido MAQ. Enero. Febrero. Marzo. Abril. Mayo. Junio. Julio. Agosto. Septi.. Octubre. Noviem.. Diciem.. Requeri.. 454,3. 449,4. 459,8. 514,5. 471,1. 462,5. 490,6. 431,6. 439,7. 497,5. 544,6. 533,5. C.I.. 986,5. 986,5. 986,5. 986,5. 986,5. 986,5. 986,5. 986,5. 986,5. 986,5. 986,5. 986,5. %. 46%. 46%. 47%. 52%. 48%. 47%. 50%. 44%. 45%. 50%. 55%. 54%. Requeri.. 320,0. 315,2. 323,0. 358,8. 329,0. 324,0. 341,4. 298,0. 307,7. 349,5. 382,0. 374,6. C.I.. 1248,0. 1248,0. 1248,0. 1248,0. 1248,0. 1248,0. 1248,0. 1248,0. 1248,0. 1248,0. 1248,0. 1248,0. %. 26%. 25%. 26%. 29%. 26%. 26%. 27%. 24%. 25%. 28%. 31%. 30%. Requeri.. 351,5. 895,6. 933,7. 1050,2. 975,7. 959,5. 1016,3. 873,5. 883,5. 1017,2. 1123,4. 1114,3. C.I.. 1578,4. 1578,4. 1578,4. 1578,4. 1578,4. 1578,4. 1578,4. 1578,4. 1578,4. 1578,4. 1578,4. 1578,4. %. 22%. 57%. 59%. 67%. 62%. 61%. 64%. 55%. 56%. 64%. 71%. 71%. Requeri.. 795,0. 768,0. 799,8. 901,7. 839,0. 823,4. 868,0. 742,9. 755,4. 879,0. 964,6. 958,1. C.I.. 3120,0. 3120,0. 3120,0. 3120,0. 3120,0. 3120,0. 3120,0. 3120,0. 3120,0. 3120,0. 3120,0. 3120,0. 25%. 25%. 26%. 29%. 27%. 26%. 28%. 24%. 24%. 28%. 31%. 31%. %. Nota: Fuente: los autores. 37.
(54) Tabla 19: Capacidad M.O. y Maq. de Tapa y Troquelado PROCESO M.O. R. Tapa MAQ. M.O. Troquelado MAQ. Enero. Febrero. Marzo. Abril. Mayo. Junio. Julio. Agosto. Septi.. Octubre. Noviem.. Diciem.. Requeri.. 363,5. 359,4. 367,7. 411,3. 376,8. 369,8. 391,9. 344,4. 351,4. 398,3. 435,6. 426,8. C.I.. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. %. 92%. 91%. 93%. 104%. 95%. 94%. 99%. 87%. 89%. 101%. 110%. 108%. Requeri.. 181,3. 178,9. 183,5. 203,4. 186,2. 183,7. 194,3. 170,3. 175,1. 197,0. 216,5. 212,0. C.I.. 624,0. 624,0. 624,0. 624,0. 624,0. 624,0. 624,0. 624,0. 624,0. 624,0. 624,0. 624,0. %. 29%. 29%. 29%. 33%. 30%. 29%. 31%. 27%. 28%. 32%. 35%. 34%. Requeri.. 564,6. 556,7. 567,5. 643,6. 591,7. 576,0. 605,1. 528,4. 541,2. 630,9. 678,5. 667,4. C.I.. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. %. 95%. 94%. 96%. 109%. 100%. 97%. 102%. 89%. 91%. 107%. 115%. 113%. Requeri.. 466,6. 462,1. 470,0. 538,4. 494,4. 479,1. 506,5. 445,9. 449,9. 524,4. 563,6. 554,1. C.I.. 936,0. 936,0. 936,0. 936,0. 936,0. 936,0. 936,0. 936,0. 936,0. 936,0. 936,0. 936,0. %. 50%. 49%. 50%. 58%. 53%. 51%. 54%. 48%. 48%. 56%. 60%. 59%. Diciem.. Nota: Fuente: los autores. Tabla 20: Capacidad M.O. y Maq. de Horno y Pintura PROCESO M.O.. Enero. Febrero. Marzo. Abril. Mayo. Junio. Julio. Agosto. Septi.. Octubre. Noviem.. Requeri.. 23,0. 25,3. 23,9. 24,5. 20,4. 20,6. 22,2. 22,1. 24,0. 23,1. 25,2. 22,6. C.I.. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 6%. 6%. 6%. 6%. 5%. 5%. 6%. 6%. 6%. 6%. 6%. 6%. %. Horno MAQ. Requeri.. 21,5. 23,5. 22,5. 22,8. 19,1. 19,4. 21,1. 20,8. 22,5. 21,3. 23,7. 21,4. C.I.. 312,0. 312,0. 312,0. 312,0. 312,0. 312,0. 312,0. 312,0. 312,0. 312,0. 312,0. 312,0. 7%. 8%. 7%. 7%. 6%. 6%. 7%. 7%. 7%. 7%. 8%. 7%. %. 9,1. 10,2. 9,4. 9,9. 8,1. 8,0. 8,5. 8,7. 9,5. 9,5. 9,9. 8,8. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. %. 2%. 3%. 2%. 2%. 2%. 2%. 2%. 2%. 2%. 2%. 3%. 2%. Requeri.. 8,0. 9,0. 8,3. 8,6. 7,1. 7,0. 7,5. 7,6. 8,4. 8,3. 8,7. 7,7. 312,0. 312,0. 312,0. 312,0. 312,0. 312,0. 312,0. 312,0. 312,0. 312,0. 312,0. 312,0. 3%. 3%. 3%. 3%. 2%. 2%. 2%. 2%. 3%. 3%. 3%. 2%. Requeri. M.O. Pintura MAQ. C.I.. C.I. %. Nota: Fuente: los autores. 38.
(55) PROCESO M.O. Perforado MAQ. Enero. Febrero. Marzo. Abril. Mayo. Junio. Julio. Agosto. Septi.. Octubre. Noviem.. Diciem.. Requeri.. 184,0. 218,6. 223,8. 249,7. 228,7. 224,8. 238,1. 209,1. 213,8. 241,8. 264,8. 259,4. C.I.. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. %. 31%. 37%. 38%. 42%. 39%. 38%. 40%. 35%. 36%. 41%. 45%. 44%. Requeri.. 141,3. 139,3. 142,7. 158,5. 145,3. 143,1. 151,0. 132,0. 136,1. 154,2. 168,7. 165,4. C.I.. 1560,0. 1560,0. 1560,0. 1560,0. 1560,0. 1560,0. 1560,0. 1560,0. 1560,0. 1560,0. 1560,0. 1560,0. 9%. 9%. 9%. 10%. 9%. 9%. 10%. 8%. 9%. 10%. 11%. 11%. Requeri.. 363,5. 359,4. 367,7. 411,3. 376,8. 369,8. 391,9. 344,4. 351,4. 398,3. 435,6. 426,8. C.I.. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. %. 92%. 91%. 93%. 104%. 95%. 94%. 99%. 87%. 89%. 101%. 110%. 108%. Requeri.. 286,4. 282,9. 289,6. 323,0. 295,9. 290,9. 307,8. 270,1. 276,6. 313,1. 342,7. 335,8. C.I.. 624,0. 624,0. 624,0. 624,0. 624,0. 624,0. 624,0. 624,0. 624,0. 624,0. 624,0. 624,0. %. 46%. 45%. 46%. 52%. 47%. 47%. 49%. 43%. 44%. 50%. 55%. 54%. % M.O. Recortado MAQ. Nota: Fuente: los autores. Tabla 21: Capacidad M.O. y Maq. de Perforado y Recortado. Tabla 22: Capacidad M.O. y Maq. de Perforado y Recortado PROCESO Limpieza. Empaque. Tiqueteado. Doblado. M.O.. M.O.. M.O.. M.O.. Enero. Febrero. Marzo. Abril. Mayo. Junio. Julio. Agosto. Septi.. Octubre. Noviem.. Diciem.. Requeri.. 700,3. 691,8. 708,2. 790,2. 723,8. 711,5. 753,0. 660,7. 676,4. 765,9. 838,2. 821,3. C.I.. 986,5. 986,5. 986,5. 986,5. 986,5. 986,5. 986,5. 986,5. 986,5. 986,5. 986,5. 986,5. %. 71%. 70%. 72%. 80%. 73%. 72%. 76%. 67%. 69%. 78%. 85%. 83%. Requeri.. 260,5. 256,1. 263,5. 287,6. 263,3. 261,7. 275,8. 239,9. 250,5. 279,5. 309,0. 302,4. C.I.. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. 591,9. %. 44%. 43%. 45%. 49%. 44%. 44%. 47%. 41%. 42%. 47%. 52%. 51%. Requeri.. 240,4. 237,4. 243,1. 271,1. 248,3. 244,1. 258,4. 226,6. 232,2. 262,7. 287,6. 281,8. C.I.. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. 394,6. %. 61%. 60%. 62%. 69%. 63%. 62%. 65%. 57%. 59%. 67%. 73%. 71%. Requeri.. 108,2. 109,0. 116,5. 108,6. 95,2. 105,0. 120,1. 110,2. 112,9. 91,0. 123,8. 116,2. C.I.. 197,3. 197,3. 197,3. 197,3. 197,3. 197,3. 197,3. 197,3. 197,3. 197,3. 197,3. 197,3. %. 55%. 55%. 59%. 55%. 48%. 53%. 61%. 56%. 57%. 46%. 63%. 59%. Nota: Fuente: los autores. 39.
(56) 40.
Figure


+7



Documento similar
Debido al riesgo de producir malformaciones congénitas graves, en la Unión Europea se han establecido una serie de requisitos para su prescripción y dispensación con un Plan
Como medida de precaución, puesto que talidomida se encuentra en el semen, todos los pacientes varones deben usar preservativos durante el tratamiento, durante la interrupción
dente: algunas decían que doña Leonor, "con muy grand rescelo e miedo que avía del rey don Pedro que nueva- mente regnaba, e de la reyna doña María, su madre del dicho rey,
Y tendiendo ellos la vista vieron cuanto en el mundo había y dieron las gracias al Criador diciendo: Repetidas gracias os damos porque nos habéis criado hombres, nos
Entre nosotros anda un escritor de cosas de filología, paisano de Costa, que no deja de tener ingenio y garbo; pero cuyas obras tienen de todo menos de ciencia, y aun
The part I assessment is coordinated involving all MSCs and led by the RMS who prepares a draft assessment report, sends the request for information (RFI) with considerations,
Ciaurriz quien, durante su primer arlo de estancia en Loyola 40 , catalogó sus fondos siguiendo la división previa a la que nos hemos referido; y si esta labor fue de
Las manifestaciones musicales y su organización institucional a lo largo de los siglos XVI al XVIII son aspectos poco conocidos de la cultura alicantina. Analizar el alcance y
