wROJASd
I
NSTITUTO
P
OLITÉCNICO
N
ACIONAL
E
SCUELAS
UPERIOR DEI
NGENIERÍAM
ECÁNICA YE
LÉCTRICAS
ECCIÓN DEE
STUDIOS DEP
OSGRADO EI
NVESTIGACIÓNU
NIDADZ
ACATENCOM
ODELO DE
S
ISTEMAS
D
INÁMICOS PARA
LA
A
PLICACIÓN DEL
P
ENSAMIENTO
E
SBELTO EN
C
ADENAS DE
S
UMINISTRO
TESIS
Q
UE PARAO
BTENER ELG
RADO DE:DIRIGIDA POR:
D
R.
J
ORGEA
RMANDOR
OJASR
AMÍREZD
R.
L
UISH
ÉCTORH
ERNÁNDEZG
ÓMEZ P R E S E N T A:M.
ENI.
A
LBERTOM
ORALESV
ARELACARTA CESIÓN DE DERECHOS
En la Ciudad de México, D.F. el día 1 del mes de Marzo del año 2015, el que suscribe M. en I. Alberto Morales Varela alumno del Programa de Doctorado en Ingeniería de Sistemas, con número de registro B110985 , adscrito a laSección de Estudios de Posgrado e Investigación de la ESIME Unidad Zacatenco, manifiesto que es el autor intelectual del presente trabajo de Tesis bajo la dirección del Dr. Jorge Armando Rojas Ramírez y el Dr. Luis Héctor Hernández Gómezy cede los derechos del trabajo titulado Modelo de Sistemas Dinámicos para la Aplicación del Pensamiento Esbelto en Cadenas de Suministro, al Instituto Politécnico Nacional para su difusión, con fines académicos y de investigación.
Los usuarios de la información no deben reproducir el contenido textual, gráficas o datos del trabajo sin el permiso expreso del autor y/o directores del trabajo. Este puede ser obtenido escribiendo a las siguientes direcciones [email protected] y [email protected]. Si el permiso se otorga, el usuario deberá dar el agradecimiento correspondiente y citar la fuente del mismo.
Alberto Morales Varela Nombre y firma del alumno(a)
INSTITUTO POLITÉCNICO NACIONAL
D
EDICATORIAA
MIS
PADRES
Y
HERMANAS
QUE ME BRINDARON SU APOYO Y CONSEJOS Y EN LOS MOMENTOS MÁS DIFÍCILES ME ALENTARON A SEGUIR ADELANTE ANHELANDO QUE SIEMPRE ME PREPARARA
PARA ENFRENTAR A LA VIDA
.
HOY SE VEN CULMINADOS NUESTROS ESFUERZOS Y MIS DESEOS INICIÁNDOSE ASÍ
UNA NUEVA ETAPA DE MI VIDA
EN LA QUE SIEMPRE ESTARÁN EN MI CORAZÓN
.
POR ELLO
,
AGRADEZCO A DIOS Y A USTEDES.
A
LBERTOM
ORALESV
ARELAS
ABIENDO QUE JAMÁS EXISTIRÁ UNA FORMA DE AGRADECER UNA VIDA DE LUCHA,
SACRIFICIO Y ESFUERZO CONSTANTES,
SOLO DESEO QUE COMPRENDANA
GRADECIMIENTOSUn primer agradecimiento a nuestra querida alma mater, el Instituto Politécnico Nacional por su gran labor como rectora de la educación tecnológica de México.
Agradezco al Dr. Jorge Armando Rojas Ramírez y al Dr. Luis Héctor Hernández Gómez por su apoyo, dedicación, pasión y aportes al presente trabajo de investigación.
Agradezco al Dr. Isaías Badillo Piña, Dr. Julián Patiño Ortiz, Dr. Ricardo Tejeida Padilla y Dr. Oswaldo Morales Matamoros, por su tiempo dedicado en la mejora del trabajo de investigación.
Agradezco al Consejo Nacional de Ciencia y Tecnología de México por el apoyo brindando durante el periodo de estudios.
Agradezco a familiares y amigos que me han brindado su apoyo e interés durante esta etapa de estudios.
Instituto Politécnico Nacional
Índice General
Índice de Figuras v
Índice de Tablas vii
Resumen viii
Abstract ix
Introducción x
Objetivo General xii
Objetivos Específicos xii
Planteamiento del Problema xiii
Justificación xiv
Matriz de Congruencia. xv
Organización de la Tesis xvi
1. Estado del Arte. 2
1.1. Modelado de Cadena de Suministro. 2
1.1.1. Taxonomía en Modelado de Cadena de Suministro. 3
1.1.2. Modelos de Análisis Determinísticos. 5
1.1.3. Modelos de Análisis Estocásticos. 6
1.1.4. Modelos Económicos. 6
1.1.5. Modelos de Simulación. 7
1.1.6. Modelos Híbridos. 8
1.1.7. Modelos IT. 8
1.1.8. Modelo SCOR. 9
1.1.9. Modelo Balanced Scorecard. 10
1.1.10. Modelos Dinámicos. 12
1.2. Paradigmas de Producción. 12
1.2.1. Producción en Masa. 13
1.2.2. Producción Justo a Tiempo. 14
1.2.3. La Teoría de las Restricciones. 15
1.2.4. La Manufactura Ágil. 16
1.2.5. La Calidad Total. 18
1.2.6. Producción Esbelta. 19
1.3. Redes de Petri. 22
1.3.1. Extensiones, Subclases y Generalizaciones. 23
1.3.1.1. Redes de Petri Generalizadas RPG. 23
Instituto Politécnico Nacional
1.3.1.3. Redes de Petri con Transiciones no Estándar. 24
1.3.1.4. Redes de Petri Coloreadas. 24
1.3.1.5. Red de Petri con Arcos Inhibidores RPAI. 24
1.3.1.6. Estructura de Prioridades. 25
1.3.1.7. Extensiones Temporales. 25
1.4. Trabajos de Investigación y Aplicación. 27
2. Dinámica de la Cadena de Suministro a través del Paradigma Esbelto. 34
2.1. Cadena de Suministro. 34
2.1.1. Características de la Cadena de Suministro. 37
2.1.2. Elementos de la Cadena de Suministro. 38
2.1.2.1. Procesos de la Cadena de Suministro. 38
2.1.2.2. Componentes de la Cadena de Suministro. 39
2.1.3. Estrategia de la Cadena de Suministro. 41
2.2. Producción Esbelta. 46
2.2.1. Producción Esbelta “La Visión del Paradigma a Través de Diferentes Enfoques”. 47
2.2.2. Tipos de Desperdicios en la Producción Esbelta. 50
2.2.3. Producción Esbelta “Métodos, Herramientas y Técnicas”. 53
2.2.3.1. Herramientas Básicas en el Paradigma de Producción Esbelta. 53
2.2.3.2. Herramientas para Mejorar la Efectividad de los Equipos. 58
2.2.3.3. Herramientas para Mejorar la Calidad. 61
2.2.3.4. Herramientas para el Control de Materiales y Producción. 66
2.3. Redes de Petri. 68
2.3.1. Definición de una Red de Petri. 69
2.3.2. Representación Gráfica. 70
2.3.3. Aspectos de Modelación con RdP. 71
2.3.4. Evolución del Marcaje. 72
2.3.5. Propiedades de Comportamiento y Validación. 74
2.3.5.1. Características Dinámicas de las Redes de Petri. 75
2.3.6. Métodos de Análisis. 76
3. La Cadena de Suministro, Un Enfoque de la Ciencia de Sistemas. 82
3.1. Paradigmas de la Ciencia. 83
3.2. La Ciencia de Sistemas. 84
3.2.1. Contexto Histórico de la Ciencia de Sistemas. 87
Instituto Politécnico Nacional
3.4.1. Matriz de Congruencia. 94
3.4.2. Metodología de Investigación de Operaciones de Churchman, Ackoff y Arnoff. 98
4. Diseño del Modelo. 102
4.1. Descripción de la Cadena de Suministro en Estudio “Planta de Neumáticos”. 102
4.2. Capacidad de Producción 104
4.3. Modelo de la Cadena de Suministro a Través de Redes de Petri. 107
4.4. Aplicación de Metodología en el Diseño de Modelos Esbeltos a Través de Redes de Petri. 112
4.4.1. Diagnóstico de la Cadena. 113
4.4.2. Análisis de las Variables del Sistema. 113
4.4.3. Comportamiento de la Cadena de Suministro. 115
4.4.4. Selección de Áreas de Oportunidad 115
4.4.5. Selección de Método, Herramientas y Técnicas Esbeltas. 117
4.5. Integración de Teoría Esbelta y Redes de Petri, Modelos Esbeltos. 118
4.5.1. FMS (Flexible Manufacturing Systems). 119
4.5.2. TPM (Total Productive Maintenance). 123
4.5.3. SMED (Single Minute Exchange of Die). 127
4.5.4. Sistema Kanban. 129
4.5.5. Sistema Jidoka. 132
4.5.6. Sistema Poka Yoke. 135
4.5.7. Red de Petri “Recurso Alternativo”. 138
5. Validación del Modelo. 142
5.1. Simulación de Eventos Discretos. 142
5.2. Fases de un Modelo de Simulación. 143
5.3. Programa de Simulación. 144
5.4. Indicador de Desempeño del Sistema. 145
5.5. Simulación de Redes de Petri con Snoopy Petri Nets. 148
5.5.1. Simulación de la Estructura TPM. 150
5.5.2. Simulación de la Estructura SMED. 156
5.5.3. Simulación de la Estructura Andon y Jidoka. 160
5.6. Validación del Desempeño de la Red Esbelta. 163
5.6.1. Calculo OEE bajo el Escenario 1. 164
5.6.2. Calculo OEE bajo el Escenario 2. 165
5.6.3. Calculo OEE bajo el Escenario 3. 167
5.7. Validación del Desempeño de la Red No Esbelta. 168
Instituto Politécnico Nacional
5.7.2. Cálculo OEE bajo el Escenario 2. 170
5.7.3. Cálculo OEE bajo el Escenario 3. 171
Conclusiones 173
Trabajo a Futuro 178
Referencias 179
Glosario de Términos 188
Siglas 196
Anexo 1. Detalles de una Red de Petri de una Planta de Producción de Neumáticos 197
Anexo 2. Participación en Congresos 199
Anexo 3. Articulos Publicados 200
Instituto Politécnico Nacional
Índice de Figuras
Figura 1.1. Procesos de la Cadena de Suministro (Morales et al., 2012a). 4 Figura 1.2. Taxonomía de Modelos de Cadena de Suministro, Adaptación de (Min & Zhou, 2002). 5
Figura 1.3. Procesos Principales del Modelo SCOR (Council, 2014). 10
Figura 1.4. Cuadro de Mando Integral (elaboración propia). 11
Figura 2.1. Cadena de Suministro Básica (elaboración propia). 35
Figura 2.2. Red de Cadena de Suministro Global (Chase et al., 2005). 36
Figura 2.3. Elementos Básicos en una RdP (elaboración propia), 70
Figura 2.4. Representación Gráfica de una RdP (elaboración propia). 71
Figura 2.5. Etapa 1 Modelo en Evolución Representado Mediante una RdP (elaboración propia). 73 Figura 2.6. Etapa 2 Modelo en Evolución Representado Mediante una RdP (elaboración propia). 74 Figura 2.7. Etapa 3 Modelo en Evolución Representado Mediante una RdP (elaboración propia). 74 Figura 2.8. Árbol de Alcanzabilidad en una RdP de 5 estados (Morales et al., 2012b). 76 Figura 2.9. Modelo de un Sistema Simple Mediante una RdP (elaboración propia). 78
Figura 2.10. Técnicas de Reducción (PetriNetsWorld, 2014). 80
Figura 3.1. Modelo de Aplicación de la Ciencia de Sistemas (elaboración propia). 86 Figura 3.2. Aplicación de la Estructura de la Ciencia de Sistema a Cadena de Suministro,
Adaptación de (Badillo, 2011). 97
Figura 3.3. Estructura Básica de un Sistema (elaboración propia). 99
Figura 4.1. Diagrama de Flujo de Planta de Producción de Neumáticos (elaboración propia). 105 Figura 4.2. Metodología para la Construcción del Modelo (elaboración propia). 109 Figura 4.3. Red de Petri de una Planta de Producción de Neumáticos (elaboración propia). 110 Figura 4.4. Representación Célula Flexible de Producción (Morales et al., 2014). 120 Figura 4.5. Representación de un Sistema de Manufactura Flexible Mediante una RdP “Operación
Normal” (elaboración propia). 122
Figura 4.6. Representación de la Etapa de la RdP la cual Caracteriza el Estado de Reparación de la
Falla (elaboración propia). 124
Figura 4.7. Representación de la RdP Susceptible a Fallas (elaboración propia). 125 Figura 4.8. Representación de un Sistema de TPM Mediante una RdP (elaboración propia). 126 Figura 4.9. Representación de un Sistema de SMED Mediante una RdP (elaboración propia). 128 Figura 4.10. Representación de un Sistema de Kanban Mediante una RdP (elaboración propia). 131
Figura 4.11. Representación de un Sistema de Inspección Automático “Calidad en la Fuente”
(elaboración propia). 133
Figura 4.12. Representación de un Sistema de Jidoka Mediante una RdP (elaboración propia). 134 Figura 4.13. Representación de un Sistema de Poka Yoke Mediante una RdP (elaboración propia).
Instituto Politécnico Nacional
Figura 4.14. Representación de un Sistema de un Proceso de Producción Elemental Mediante una
RdP (elaboración propia). 139
Figura 5.1. Inicio de Producción en las 3 Líneas de Subproductos (elaboración propia). 149
Figura 5.2. Inicio de Operación de Ensamble (elaboración propia). 149
Figura 5.3. Fin de Ciclo de Vida de un Producto (elaboración propia). 150
Figura 5.4. RdP TPM en Línea de Producción de Alerones (elaboración propia). 150 Figura 5.5. Resultados TPM Línea de Alerones, Corrida 1 (resultado de Snoopy Petri Nets). 151 Figura 5.6. Resultados TPM Línea de Alerones, Corrida 2 (resultado de Snoopy Petri Nets). 151 Figura 5.6. Resultados TPM Línea de Alerones, Corrida 3 (resultado de Snoopy Petri Nets). 151 Figura 5.7. RdP TPM en Línea de Producción de Cámaras (elaboración propia). 152 Figura 5.8. Resultados TPM Línea de Cámaras, Corrida 1 (resultado de Snoopy Petri Nets). 153 Figura 5.9. Resultados TPM Línea de Cámaras, Corrida 2 (resultado de Snoopy Petri Nets). 153 Figura 5.10. Resultados TPM Línea de Cámaras, Corrida 3 (resultado de Snoopy Petri Nets). 153 Figura 5.11. RdP TPM en Línea de Producción de Llantas (elaboración propia). 154 Figura 5.12. Resultados TPM Línea de Llantas, Corrida 1 (resultado de Snoopy Petri Nets). 155 Figura 5.13. Resultados TPM Línea de Llantas, Corrida 2 (resultado de Snoopy Petri Nets). 155 Figura 5.14. Resultados TPM Línea de Llantas, Corrida 3 (resultado de Snoopy Petri Nets). 155 Figura 5.15. RdP SMED en Línea de Producción de Cámaras (elaboración propia). 156 Figura 5.16. Resultados SMED Línea de Cámaras, Corrida 1 (resultado de Snoopy Petri Nets). 157 Figura 5.17. Resultados SMED Línea de Cámaras, Corrida 2 (resultado de Propia Snoopy Petri
Nets). 157
Figura 5.18. Resultados SMED Línea de Cámaras, Corrida 3 (resultado de Snoopy Petri Nets). 157 Figura 5.19. RdP SMED en Línea de Producción de Llantas (elaboración propia). 158 Figura 5.20. Resultados SMED Línea de Llantas, Corrida 1 (resultado de Snoopy Petri Nets). 159 Figura 5.21. Resultados SMED Línea de Llantas, Corrida 2 (resultado de Snoopy Petri Nets). 159 Figura 5.22. Resultados SMED Línea de Llantas, Corrida 3 (resultado de Snoopy Petri Nets). 159 Figura 5.23. RdP Andon-Jidoka en el Proceso de Producción (elaboración propia). 161 Figura 5.24. Resultados Andon-Jidoka, Corrida 1 (resultado de Snoopy Petri Nets). 162 Figura 5.25. Resultados Andon-Jidoka, Corrida 2 (resultado de Snoopy Petri Nets). 162 Figura 5.26. Resultados Andon-Jidoka, Corrida 3 (resultado de Snoopy Petri Nets). 162 Figura A.1. Distribución Alterna de la Figura A.1 (elaboración propia). 197 Figura A.2. Detalle 1 de la Red de Petri de una Planta de Producción de Neumáticos (elaboración
propia). 198
Figura A.3. Detalle 2 de la Red de Petri de una Planta de Producción de Neumáticos (elaboración
Instituto Politécnico Nacional
Índice de Tablas
Tabla 1.1. Comparación entre Paradigmas de Producción en Masa y Manufactura Ágil. 18 Tabla 1.2. Comparación entre Paradigmas de Producción Esbelta y Manufactura Ágil. 18 Tabla 1.3. Comparación de los Paradigmas Producción en Masa, Producción Esbelta y Teoría de las
Restricciones. 21
Tabla 2.1. Procesos de la Cadena de Suministro (Bowersox et al., 2008). 39
Tabla 3.1. Matriz de Congruencia. 96
Tabla 4.1. Descripción de Maquinaria y Equipo. 106
Tabla 4.2. Descripción de Equipo de Inspección y Prueba. 107
Tabla 4.3. Descripción de Mano de Obra Requerida en la Planta. 107
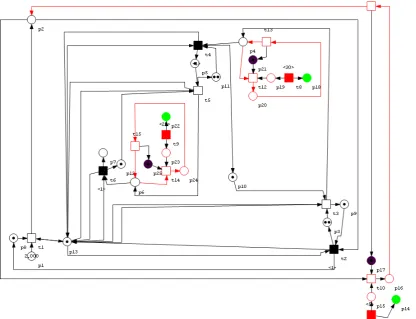
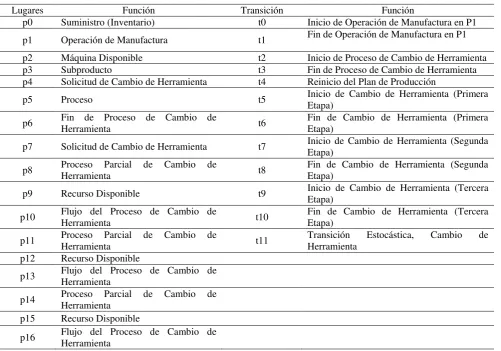
Tabla 4.4. Lugares y Transiciones de la Red de Petri de una Planta de Producción de Neumáticos. 111
Tabla 4.5. Matriz FODA. 114
Tabla 4.6. Metodologías, Técnicas y Herramientas en la Teoría de Producción Esbelta. 118
Tabla 4.7. Lugares y Transiciones de la Red de Petri “Estructura FMS”. 122
Tabla 4.8. Lugares y Transiciones de la Red de Petri “Fase de Reparación”. 125
Tabla 4.9. Lugares y Transiciones de la RdP “Estructura TPM”. 126
Tabla 4.10. Lugares y Transiciones de la RdP “Estructura SMED”. 129
Tabla 4.11. Lugares y Transiciones de la RdP “Estructura Kanban”. 131
Tabla 4.12. Lugares y Transiciones de la RdP “Estructura Jidoka”. 134
Tabla 4.13. Lugares y Transiciones de la RdP “Estructura Poka Yoke”. 137
Tabla 4.14. Lugares y Transiciones de la RdP “Estructura Recurso Alternativo”. 140
Tabla 5.1. Fases de Simulación. 143
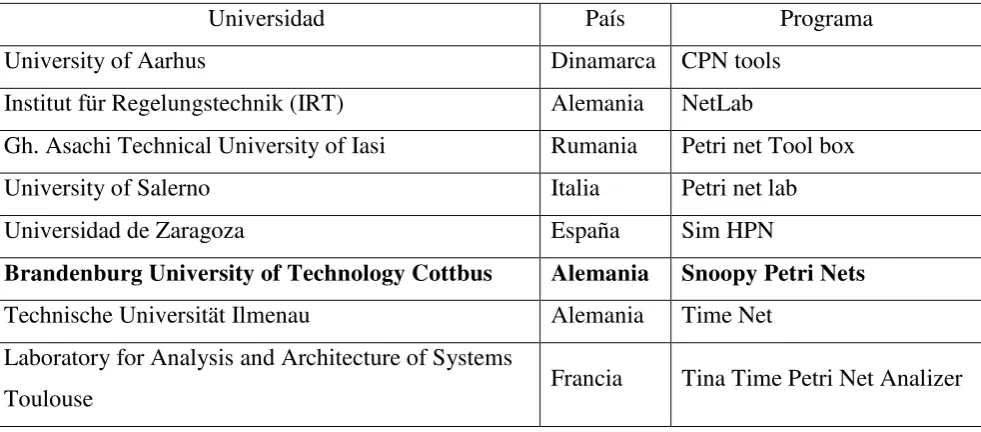
Tabla 5.2. Programas de Redes de Petri. 144
Tabla 5.3. Clasificación OEE. 147
Tabla 5.4. Cuadro de Relación de los Componentes OEE y las Seis Grandes Pérdidas. 148
Tabla 5.5. Resultados de Simulación. 163
Tabla 5.6. Datos del Sistema no Esbelto. 169
Tabla C.1. Valores de OEE de la Red Esbelta. 177
Doctorado en Ingeniería de Sistemas
M
ODELO DE
S
ISTEMAS
D
INÁMICOS PARA LA
A
PLICACIÓN DEL
P
ENSAMIENTO
E
SBELTO EN
C
ADENAS DE
S
UMINISTRO
Resumen
Doctorado en Ingeniería de Sistemas
D
YNAMIC
S
YSTEM
M
ODEL FOR
L
EAN
T
HINKING
A
PPLICATION TO
S
UPPLY
C
HAINS
Abstract
Doctorado en Ingeniería de Sistemas
Introducción
En los últimos años, las cadenas de suministro se enfrentan a una alta complejidad dinámica, debido a los cambios tecnológicos, económicos, políticos y sociales en el entorno; estos cambios exigen adquirir ventajas competitivas y procesos de adaptación.
La producción esbelta es una teoría fundamental para el mejoramiento de la productividad y la competitividad de las empresas de manufactura y servicios. La globalización de mercados exige a las organizaciones mantener estándares de clase mundial en sus procesos, entendiendo que toda ventaja competitiva es temporal y existe la necesidad de someterse a constantes procesos de adaptación por parte de todos los miembros de la red de valor.
La adopción de paradigmas de producción, aplicación de metodologías, técnicas y herramientas a través del tiempo han mostrado tener una tendencia hacia el reduccionismo y se han enfocado a resolver situaciones específicas, aunado a lo anterior han dejado de considerar en determinados momentos el factor humano, considerado como uno de los desperdicios descritos en la teoría de producción esbelta.
Estableciendo que los sistemas de producción no sólo responden a las restricciones cuantitativas bien definidas, sino también a las variaciones cualitativas que el factor humano introduce en su operación, y que la identificación y eliminación de desperdicios (entendido como desperdicio toda aquella actividad que no agrega valor, pero sí un costo y trabajo) requieren la implementación de un proceso continuo y sistemático a través de un modelo.
Se identifica que uno de los problemas fundamentales al que se enfrentan las organizaciones es la necesidad de diseñar procesos con base en una visión sistémica que les permita identificar características emergentes y mejorar toda área de oportunidad en el sistema, a través de mejoras tecnológicas, económicas, sociales y políticas en sus procesos de gestión y producción.
Doctorado en Ingeniería de Sistemas
Doctorado en Ingeniería de Sistemas
Objetivo General
Diseñar un modelo para el estudio de la dinámica en una cadena de suministro de neumáticos, empleando el pensamiento esbelto a través de un enfoque sistémico.
Objetivos Específicos
1. Estudiar el estado del arte que fundamenta a la investigación; a través de la identificación de trabajos que convergen en la modelación de cadenas de suministro, la aplicación de redes de Petri y la aplicación del paradigma de producción esbelta.
2. Conceptualizar las áreas de conocimiento sistémico, establecer el marco teórico y estudiar los alcances del paradigma de producción esbelta en la cadena de suministro.
3. Establecer el marco metodológico a través de la ciencia de sistemas.
4. Diseñar un modelo de la cadena de suministro de neumáticos y sus etapas, integrando el paradigma de producción esbelta y la teoría de redes de Petri.
5. Validar el desempeño del modelo propuesto a través de su análisis y síntesis mediante el uso de redes de Petri y un indicador integral propuesto en la teoría de producción esbelta.
Alcances
Doctorado en Ingeniería de Sistemas
Planteamiento del Problema
La globalización de los mercados exige a las organizaciones mantener estándares de clase mundial en sus procesos. Toda ventaja competitiva es temporal y existe la necesidad de someterse a constantes procesos de adaptación por parte de todos los miembros de la red de valor. La adopción de paradigmas de producción, aplicación de metodologías, técnicas y herramientas a través del tiempo, ha mostrado tener una tendencia hacia el reduccionismo y resolver situaciones específicas, aunado a lo anterior ha dejado de considerar en determinados momentos el factor humano.
El problema fundamental identificado es la necesidad de las organizaciones en diseñar sus procesos con base en una visión que les permita identificar características emergentes y mejorar toda área de oportunidad en el sistema, a través de mejoras tecnológicas, económicas, sociales y políticas en sus procesos de gestión y producción. Los sistemas de cadena de suministro no sólo responden a las restricciones cuantitativas bien definidas, sino también a las variaciones cualitativas que el factor humano introduce en su operación.
En este contexto, el problema a resolver, se centra en estudiar los factores que influyen en el alto índice de desperdicios, buscar las relaciones entre ellos y modelar el proceso que permita aumentar el desempeño en una cadena de suministro, para el caso de estudio, una planta de producción de neumáticos.
Doctorado en Ingeniería de Sistemas
Ante la definición del problema, surge la interrogante, ¿En qué medida, la propuesta de un modelo para la aplicación del paradigma pensamiento esbelto en la cadena de suministro a través de una visión sistémica; ayuda a incrementar la competitividad y mejorar la toma de decisiones en las organizaciones?
Justificación
Actualmente las organizaciones ubicadas en cualquier lugar del mundo y de cualquier dimensión deben de mantenerse en un proceso de evolución continua y adaptación, con el objetivo de ser organizaciones competitivas e innovadoras en sus procesos de gestión y producción. La competitividad se encuentra en razón a la existencia de otros proveedores y se obtiene como la función entre la calidad de los productos, la oportunidad de entrega o tiempo de respuesta, el precio de los productos a la venta determinado muchas veces por los costos de producción y el proceso de servicio percibido por el cliente, antes, durante y después de la compra, adicionando la capacidad para mantener estos factores de acuerdo con los requerimientos del cliente a través del tiempo.
Lo antes mencionado se encuentra directamente influenciado por el conjunto de decisiones estratégicas a través de las cuales se configurar la estructura productiva de la organización, lo cual incluye el conjunto de decisiones tendentes a la mejora continua propuesta en el paradigma de producción esbelta, mediante la elección, configuración y distribución de los factores productivos fijos y variables, instalaciones, sistemas de información, recurso humano y materiales, para que la capacidad de creación de valor, como medida de eficiencia del sistema productivo, sea la máxima posible.
Doctorado en Ingeniería de Sistemas
Matriz de Congruencia.
Planteamiento del Problema Objetivo General Objetivo Específicos Preguntas de
Investigación Hipótesis Perspectiva Teórica
Metodología Sistémica
¿En qué medida, la propuesta de un
modelo para la aplicación del paradigma pensamiento esbelto en la cadena de suministro a través de una
visión sistémica;
ayuda a incrementar la competitividad y mejorar la
toma de decisiones en
las organizaciones?
Diseñar un modelo para el
estudio de la dinámica en una cadena de suministro de neumáticos, empleando el pensamiento esbelto a través de un
enfoque sistémico.
Estudiar el estado del arte
que fundamenta a
la investigación
Conceptualizar las áreas de conocimiento
sistémico, establecer el marco teórico y estudiar los alcances del paradigma de
producción esbelta en la cadena de suministro.
Establecer el marco metodológico a
través de la ciencia de
sistemas.
Diseñar un modelo de la
cadena de suministro de neumáticos y sus etapas, integrando el paradigma de producción esbelta y la teoría de redes
de Petri.
Validar el desempeño del
modelo propuesto a través de su análisis y
síntesis mediante el uso de redes de
Petri y un indicador integral propuesto en la
teoría de producción
esbelta.
¿Cuáles son los conceptos,
teorías y métodos de la
Ciencia de Sistemas que
sustentan el dominio de la
presente investigación? ¿Los sistemas productivos pueden incrementar su competitividad, a partir de su
estudio y análisis con
visión sistémica de la
cadena de suministro? ¿El paradigma de producción esbelta es directamente transferible a cualquier sistema de producción a
partir de los países que lo generaron? ¿Qué herramientas son viables para la construcción del modelo?
¿El diseño del modelo es viable para analizar la cadena de suministro y ser un factor clave en el proceso de la
toma de decisiones?
El diseño de un modelo
para la aplicación del paradigma de pensamiento esbelto en la cadena de suministro, incrementa la competitividad
y mejora la toma de decisiones en el sistema. Espacio Conceptual Adaptación Ambiente Cadena de Suministro Cibernética Complejidad Comunicación Control Dinámica de Sistemas Elemento Entrada Estado Evento Continuo Evento Discreto Evolución Información Interdisciplinario Interrelación Isomorfismo Homomorfismo Modelo Organización Producción Relación Retroalimentación Salida Sinergia Sistema Sistema Abierto Sistema Cerrado Sistema Viable Transdisciplinario Transformación Variabilidad Variedad Teorías Teoría General de Sistemas. Teoría de Administración. Teoría de Modelos. Teoría de Grafos. Teoría de Dinámica de Sistemas Teoría de Producción Esbelta. . Metodología de Investigación de Operaciones de. Churchman, Ackoff y Arnoff.
Redes de Petri de Carl Adam
Petri.
Doctorado en Ingeniería de Sistemas
Organización de la Tesis
Para alcanzar los objetivos planteados, este trabajo se ha organizado de la siguiente manera:
En el Capítulo 1, Estado del Arte, se describe de forma breve un conjunto de investigaciones relevantes. Se muestran contribuciones relevantes a través de diferentes autores abordando problemáticas específicas con diferentes perspectivas a lo largo del tiempo.
En el Capítulo 2, Marco Teórico, se da una introducción formal a los aspectos teóricos a través de un conjunto de conceptos y teorías sistematizadas e identificadas con base en la formulación del problema, con el objetivo de tener una visión clara y consistente del objeto de estudio.
En el Capítulo 3, Marco Metodológico, se presenta la metodología empleada en la investigación a través de la identificación de un conjunto de conceptos y teorías. La metodología muestra de forma sistemática los pasos que en forma lógica han de seguirse en el diseño del modelo. El capítulo parte definiendo conceptualmente la relación que existe entre la ciencia de sistemas y la cadena de suministro, posteriormente el diseño del modelo se ubica en el contexto del eslabón de manufactura.
En el Capítulo 4, Diseño del Modelo, se presentan un conjunto de estructuras que caracterizan desperdicios y operaciones que no agregan valor en un sistema de producción de neumáticos a través del paradigma de producción esbelta. Se propone la configuración de la red a través del formalismo de redes de Petri, con el objetivo de hacer una correcta toma en las decisiones del sistema y definir un proceso de mejora continua.
En el Capítulo 5, Validación del Modelo, se integran las redes de Petri desarrolladas en diferentes etapas del sistema de producción. Estas redes son simuladas haciendo uso del programa Snoopy Petri Nets; a través de la simulación se evalúa el desempeño de la red mediante tres indicadores fundamentales: disponibilidad, rendimiento y calidad.
En este capítulo se estudia un conjunto de investigaciones relevantes en las áreas de cadena de suministro, pensamiento esbelto y redes de Petri. Se exponen contribuciones interesantes a través de diferentes autores abordando el problema en estudio con diferentes perspectivas a lo largo del tiempo.
Estado del Arte
1.
Estado del Arte.
El estado del arte se desarrolla dentro de la investigación con el objetivo de encontrar los antecedentes que refieren al tema que se investiga, permite determinar cómo ha sido tratado el tema, cómo se encuentra en el momento de realizar la propuesta de investigación y cuáles son las tendencias.
Durante esta fase cada una de las fuentes investigadas se estudia, se analiza, se interpreta y se clasifica de acuerdo con su importancia dentro de la investigación. Este capítulo es fundamental para exponer las aportaciones que se desarrollan al área de conocimiento en estudio.
Se han identificado tres sistemas relevantes dentro de la investigación, estos son: cadena de suministro, producción esbelta y redes de Petri. A continuación se describe de forma breve cómo estas líneas de investigación han evolucionado a través del tiempo y se muestra un conjunto de investigaciones y aplicaciones con el objetivo de identificar la frontera del conocimiento del tema tratado.
1.1. Modelado de Cadena de Suministro.
A lo largo de los años, la mayoría de las empresas han centrado su atención en la eficacia y la eficiencia de las funciones de la organización en forma independiente como una nueva forma de hacer negocios, sin embargo un número creciente de empresas han comenzado a darse cuenta de la importancia estratégica de la planificación, el control y el diseño de la cadena de suministro en su conjunto. Esta atención es en gran parte resultado de los crecientes costos de producción, la reducción recursos de bases de fabricación, reducción de los ciclos de vida del producto, la nivelación del campo de juego dentro de la fabricación, y la globalización de las economías de mercado .
Estado del Arte
La cadena de suministro, sistema complejo por su naturaleza, se define como una red de instalaciones y medios de distribución que tiene por función la obtención de materiales, transformación de dichos materiales en productos intermedios y productos terminados y distribución de estos productos terminados a los consumidores (Morales et al., 2012a). Como objeto de estudio es de interés para la ingeniería de sistemas al concurrir aspectos de estructura y de dinámica que demandan conocimientos innovadores. Las soluciones parciales a los elementos de la cadena no pueden equipararse con la solución al sistema global. Para capturar la complejidad de la cadena y poder explicar y experimentar con sus factores se recurre a modelos.
En ciencias puras y, sobre todo, en ciencias aplicadas, se denomina modelo científico a una representación abstracta, conceptual, gráfica o visual, física, matemática, de fenómenos, sistemas o procesos a fin de analizar, describir, explicar, simular en general, explorar, controlar y predecir- esos fenómenos o procesos. Un modelo permite determinar un resultado final a partir de unos datos de entrada. Se considera que la creación de un modelo es una parte esencial de toda actividad científica.
Mediante ellos es posible capturar la esencia de los sistemas complejos para explicarlos, evaluarlos y proponer su transformación positiva, por una adecuada toma de decisiones. Dada la gran complejidad que presenta la cadena de suministro, tanto por sus elementos, interacciones y entorno de naturaleza aleatoria, es necesario el empleo del enfoque de sistemas para que la mejora sea la del sistema global y no la de alguna de sus partes, a la vez que se integran los clientes y los proveedores.
Actualmente, las organizaciones se encuentran confrontadas cada vez más a la complejidad de situaciones difíciles de comprender y controlar. La globalización, la demanda cambiante del mercado y la demanda de calidad en productos hacen que la realidad se vuelva más compleja en un sistema productivo. Los tomadores de decisiones observan que cada vez son más los factores por considerar en la búsqueda de soluciones.
1.1.1. Taxonomía en Modelado de Cadena de Suministro.
Estado del Arte
a través de la revisión de un conjunto de investigaciones. El objetivo de la taxonomía propuesta es dar formalidad al proyecto de investigación sobre la toma de decisiones en la cadena de suministro.
De acuerdo con Beamon (1998), a raíz de examinar detalladamente los elementos principales que conforman una cadena de suministro, se encuentran, por una parte, los procesos de transformación, abastecimiento, y almacenamiento tanto de insumos como de productos terminados y, por otra, los de distribución, colocación y entrega final del producto.
Cada proceso cuenta con características bien definidas. Una cadena de suministro se compone de dos procesos básicos e integrados, como se muestra en la Figura 1:
1. La planeación de la producción con el control de inventarios: describe el diseño y la administración del proceso global de fabricación, incluyendo la programación y adquisición de materia prima, el diseño y la programación del proceso de fabricación, y el diseño y el control de la administración de los materiales.
2. La distribución y la logística de proceso: determina cómo los productos son embarcados y transportados desde los almacenes hasta los minoristas.
Proveedor
Manufactura Almacén Transportación Detallistas
Centros de Distribución
Planeación de la Producción y
Control de Inventario Distribución y Logística
Figura 1.1. Procesos de la Cadena de Suministro (Morales et al., 2012a).
Estado del Arte
esta razón que se considera conveniente agrupar los modelos de la cadena de suministro en cuatro tipos principales: los de análisis determinístico, los de análisis estocásticos, los económicos y los de simulación (Beamon, 1998).
En los trabajos desarrollados por Bradley et al. (1977), Silver (1981), Mentzer & Schuster (1983), Budnick et al. (1988), Beamon (1998), (Zipkin, 2000) y Hiller & Lieberman (2001) se identifica que algunos modelos fundamentados en teoría de inventarios y simulación contienen elementos determinísticos y estocásticos dentro de los modelos, como consecuencia de esto surgen los modelos llamados modelos híbridos.
Min & Zhou (2002) proponen una categoría más a la taxonomía propuesta por Beamon (1998), esta es, modelos impulsados por tecnologías informáticas (por sus siglas en inglés IT Driven). Los modelos IT son considerados principalmente por los avances actuales que las tecnologías de la información han tenido y como consecuencia el impacto en las organizaciones mediante la mejora en la eficiencia de la cadena de suministro (ver Figura 1.2). Shapiro (2007) describe que los desarrollos en las tecnologías de información han sido uno de los mayores esfuerzos para la innovación y la reingeniería en los procesos de negocio. Los modelos IT tienen como objetivo integrar y coordinar varias fases de la planeación de la cadena de suministro en tiempo real mediante el uso de software con la capacidad y objetivo de mejorar la visibilidad y controlar las operaciones a lo largo de cadena de suministro.
Modelos Determinísticos
Objetivo Único Múltiples Objetivos
Modelos Estocásticos
Teoría del Control Optimo
Programación Dinámica
Modelos Hibridos
Teoría de
Inventarios Simulación
Modelos IT
WMS ERP GSI
Modelado de la Cadena de Suministro
Figura 1.2. Taxonomía de Modelos de Cadena de Suministro, Adaptación de (Min & Zhou, 2002).
1.1.2. Modelos de Análisis Determinísticos.
Estado del Arte
Cohen & Lee (1989) presentan un modelo de programación matemática, sobre la base del lote económico de pedidos, para desarrollar técnicas referidas como desarrollo global de los recursos. Más específicamente, la función objetivo utilizada en su modelo maximiza el total después de impuestos, de los procesos de fabricación y distribución (ingresos totales menos el total antes de impuestos, menos los costos de las tasas relacionadas). Esta función objetivo está sujeta a una serie de limitaciones, entre ellas restricciones administrativas (limitaciones de recursos y la producción) y restricciones de coherencia lógica (viabilidad, disponibilidad, límites de la demanda y la no negatividad). Los productos resultantes de su modelo incluyen: productos terminados y sub ensambles, plantas de fabricación, vendedores y centros de distribución.
1.1.3. Modelos de Análisis Estocásticos.
En el análisis estocástico, por lo menos una de las variables es desconocida, y se asume que sigue una distribución de probabilidad particular. Cohen & Lee (1989) desarrollan un modelo para el establecimiento de una política de requerimientos de materiales para cada etapa del sistema de abastecimiento de la cadena de producción.
Este modelo utiliza cuatro submodelos (uno para cada etapa considerada): control de los materiales, control de producción, terminado de mercancías (almacén) y distribución. Cada uno de estos submodelos se apoya en un objetivo de costo mínimo. En el paso final de cálculo, Cohen y Lee determinan el ordenamiento óptimo aproximado estableciendo políticas con un programa de matemática, lo que minimiza la suma total de los costos de cada uno de los cuatro submodelos.
1.1.4. Modelos Económicos.
Se puede entender un modelo económico como una representación acerca de algún proceso o fenómeno económico. Los modelos se usan comúnmente no solo para explicar cómo opera la economía o parte de ella dentro de la cadena de suministro, sino también para realizar predicciones sobre el comportamiento de los hechos y determinar los efectos o tomar decisiones sobre los mismos
Estado del Arte
el comprador y el proveedor. Por ejemplo, si se especifica interrelación baja, el comprador asume el riesgo. Para cada uno de los cuatro cuadrantes (y por lo tanto, cada una de las cuatro categorías de riesgo), los autores pasan a asignar las técnicas adecuadas para modelar la relación de proveedores comprador.
1.1.5. Modelos de Simulación.
Towill et al. (1992) utilizan técnicas de simulación para evaluar los efectos de diversas estrategias de la cadena de suministro en la amplificación de la demanda. Las estrategias investigadas son los siguientes:
1. Mejorar la distribución de la cadena de suministro. 2. Integrar los flujos de información en toda la cadena. 3. Implementar la producción esbelta para entregar a tiempo.
4. Mejorar el movimiento de productos intermedios y materiales mediante la modificación de los procedimientos de la cantidad de pedido.
5. Modificar los parámetros de los procedimientos de la cantidad de pedidos existentes.
El objetivo del modelo de simulación es determinar qué estrategias son las más efectivas para suavizar las variaciones en el patrón de demanda. De comparar la estrategia de producción esbelta (estrategia 3) y la de envíos escalonados (estrategia 1) se observó que eran los más efectivos para suavizar variaciones de la demanda.
Estado del Arte
1.1.6. Modelos Híbridos.
Los modelos híbridos contienen elementos determinísticos y estocásticos. Aburto & Weber (2007) desarrollan un modelo híbrido para el pronóstico de la demanda; plantean que las previsiones de demanda juegan un papel crucial para la gestión de la cadena de suministro. Ellos describen que la demanda de un determinado producto es la base para los respectivos sistemas de reabastecimiento.
La revisión de la literatura muestra que se han desarrollado varias técnicas de predicción, cada uno con sus ventajas y desventajas particulares en comparación con otros enfoques. Sin embargo, el desarrollo de un sistema híbridos inteligente, al combinar diferentes técnicas y sus respectivos puntos fuertes como el que los autores proponen, logran combinar modelos autorregresivos integrados de media móvil (ARIMA) modelos y redes neuronales para el pronóstico de la demanda, obteniendo mejoras en la precisión de las previsiones y a través de esto la propuesta de un sistema de reabastecimiento de un supermercado, lo que los condujo simultáneamente a un menor número de fracasos de ventas y menores niveles de inventario que la solución anterior que ellos estudiaban.
1.1.7. Modelos IT.
Estado del Arte
de la gestión de la cadena de suministro a través de la utilización exitosa del sistema ERP mediante la relación que existe entre estas. Los resultados de este estudio pretenden permitir a las empresas lograr una utilización óptima del sistema de ERP después de la etapa de implementación, ayudar a evitar fallas del sistema y lograr un mejor rendimiento en la gestión de la cadena de suministro. El estudio contribuye a la difusión de la tecnología entre empresas a través de la reducción de la probabilidad de fallo de los sistemas ERP, y por lo tanto introduce sistemas ERP para las empresas manufactureras de Malasia.
De acuerdo a la investigación Alternativas de Modelos en Cadena de Suministro, Morales et al. (2012a) proponen agregar a la taxonomía propuesta por (Min & Zhou, 2002), el estudio del modelo SCOR, modelo Balanced Scorecard ymodelos dinámicos; con los objetivos de estudiar y analizar la estructura y la dinámica de la cadena de suministro.
1.1.8. Modelo SCOR.
El modelo SCOR (Supply Chain Operations Reference Model) es una herramienta para representar, analizar y configurar cadenas de suministro; fue desarrollado en 1996 por una corporación sin fines de lucro, como una herramienta de diagnóstico estándar para la administración de la cadena de suministro (Simchi-Levi et al., 2000).
SCOR es un modelo de referencia; no tiene descripción matemática ni métodos heurísticos. En cambio, estandariza la terminología y los procesos de una SCM (Supply Chain Management) para modelar, y mediante el uso de indicadores de desempeño KPIs (Key Performance Indicators), comparar y analizar alternativas y estrategias de las partes o de toda la SCM. El modelo proporciona un marco único que une los procesos de negocio, los indicadores de administración, las mejores prácticas y las tecnologías en una estructura unificada para apoyar la comunicación entre los socios de la cadena de suministro y mejorar la eficacia de la administración de la cadena de suministro, por lo tanto, el modelo es capaz de proporcionar una base para la mejora de la SCM en proyectos globales.
Estado del Arte
procesos), de configuración (categorías de procesos) y de elementos de procesos (descomposición de los procesos).
Distribución
Suministro Producción Suministro Producción Distribución Suministro Producción Distribución
Proveedor del Proveedor
Proveedor
Interno o Externo Empresa Cental
Cliente Interno o Externo
Cliente del Cliente
Figura 1.3. Procesos Principales del Modelo SCOR (Council, 2014).
En cada nivel, SCOR aporta KPIs, divididos en cinco atributos de desempeño: confiabilidad, flexibilidad, velocidad de respuesta, costo y activos. En un cuarto nivel (de implementación), se descomponen los elementos de procesos en tareas. En el nivel 4 las empresas incorporan las mejoras en sus procesos y sistemas, adicional al modelo SCOR. En este nivel se empieza con proyectos piloto, luego evaluarlos y posteriormente extenderlos a toda la SCM, adaptando su organización, tecnología, procesos y personas para lograr ventaja competitiva.
1.1.9. Modelo Balanced Scorecard.
En la medición del desempeño empresarial, Kaplan & Norton (1992) introdujeron, además del enfoque financiero, nuevas perspectivas sobre la evaluación empresarial, tales como: la satisfacción al cliente, el desarrollo de procesos internos, la capacidad de aprendizaje e innovación, dando paso al denominado Balanced Scorecard o Cuadro de Mando Integral, que se ilustra en la Figura 1.4.
De acuerdo con Jiménez & Hernández (2002), este sistema es un diseño no tradicional de objetivos e indicadores enlazados entre sí, que a través de árboles de interconexión lógica permiten medir el éxito en lo comercial (clientes), operacional (procesos), y financiero (accionistas) de una empresa.
Estado del Arte
Lambert, 2001). Por lo tanto, los modelos permiten el análisis por separado de cada una de los elementos involucrados en la cadena de suministro, para identificar de manera clara las actividades que realiza cada uno de los elementos. Sin embargo, la ventaja primordial de la metodología es que no se circunscribe solamente a una perspectiva, sino que las considera todas simultáneamente, identificando las relaciones entre ellas. De esta forma es posible establecer una cadena causa - efecto que permita tomar las iniciativas necesarias a cada nivel. A consecuencia de esto, se puede mejorar la cadena de forma integral.
Aumentar la rentabilidad de la empresa
Generar la satisfacción del cliente
Diseñar productos de calidad
Aumentar la efectividad del personal
Capacitación del
trabajador Mejorar el ambiente de trabajo (motivación) Entiende necesidades de
los clientes Ofrece mejor servicio Perspectiva Financiera
Perspectiva del Cliente
Perspectiva Procesos Internos
Perspectiva Aprendizaje e Inovación
ESTRATEGIA DE CRECIMIENTO DEL INGRESO
Mejora la estabilidad ampliando las fuentes de ingresos que se obtienen de los clientes actuales.
ESTRATEGIA DE PRODUCTIVIDAD
Mejora la eficiencia operativa trasladando a los clientes a canales de distribución más efectivos en costos.
Estado del Arte
1.1.10. Modelos Dinámicos.
La sola observación de los factores presentes en un momento del análisis en la cadena de suministro no es suficiente para obtener información concluyente sobre su comportamiento, ya que el sistema no es estático. Por esta razón la representación más fidedigna de estos sistemas es la que recurre a modelos dinámicos.
Cuando una empresa decide mejorar su sistema, es necesario adoptar nuevas tecnologías de información y herramientas de software para lograr sus objetivos. En este campo, la simulación es una herramienta de análisis que se difunde rápidamente en el ambiente industrial. La simulación es una herramienta útil e involucra el diseño de modelos de un sistema; mediante la imitación de la operación de un sistema o proceso real a través del tiempo (Banks et al., 2009).
La simulación permite en todos los casos evaluar posibles soluciones, las cuales, si se desarrollaran en un contexto real, tendría impactos económicos importantes, considerando que a menudo estas decisiones conllevan un alto grado de incertidumbre e influyen directamente en los costos del sistemas y en el nivel de respuesta al cliente.
El desarrollo de modelos y simulación puede abordarse a través de simuladores de eventos discretos y herramientas que permiten estudiar el comportamiento y la dinámica del sistema. Cada uno de ellos trabaja bajo enfoques diferentes pero mantienen la particularidad de trabajar en un ambiente complejo y dinámico (Silva, 2002), (David & Alla, 1994), (Aracil & Gordillo, 1997), (Gastón & Sánchez, 2008) y (Morales et al., 2011).
1.2. Paradigmas de Producción.
Estado del Arte
Diferentes autores coinciden en que estos paradigmas son los más importantes y anteceden al paradigma de producción esbelta (Womack et al., 2007), (Everett & Ebert, 1991), (Machuca & González, 1995), (Browne et al., 1996), (Sipper & Bulfin, 1998). A continuación se describen de forma breve los paradigmas, con el objetivo de tener una perspectiva general del contexto general que antecede al paradigma en estudio durante el desarrollo de la investigación.
1.2.1. Producción en Masa.
La producción en masa tiene sus orígenes en la producción artesanal, es decir, los automóviles se producían uno a uno, por lo cual cada automóvil era distinto de otro, ya que no existía una estandarización en las partes empleadas. Este tipo de producción era de gran calidad, sin embargo los costos de fabricación eran muy altos.
El tiempo, la idea de producir más y disminuir los costos de producción, originó el nacimiento de la producción en masa, a través del modelo ideado por Henry Ford, quien logró este objetivo mediante la producción en línea del Modelo T en 1908. Fue él quien encontró la manera de superar los problemas propios de la producción artesanal, produciendo un auto adecuado de ser fabricado en serie y que cualquier persona podía manejar y reparar sin requerir de un personal especializado. La clave del éxito de Ford consistió en la forma de reducir los costos de producción y la estandarización del producto.
La clave de la producción en masa no fue la cadena de ensamble móvil o continua, como creían y creen muchas personas todavía, sino más bien, la completa y consistente intercambiabilidad de partes y la sencillez para ensamblar unas con otras (Womack et al., 2007).
Estado del Arte
Sin embargo, este sistema de producción presenta algunas desventajas ya que está enfocado en volumen y no en calidad, no existen relaciones de larga duración con proveedores, utilizan maquinaria dedicada y el trabajo es repetitivo y monótono, poco flexible, mucho tiempo para cambiar de un modelo a otro, poca variedad de productos y poca motivación de los trabajadores.
1.2.2. Producción Justo a Tiempo.
De acuerdo con Womack et al. (2007) el paradigma Justo a Tiempo (JIT por sus siglas en inglés Just in Time), iniciado en el sistema de producción Toyota y con evolución posterior al sistema de producción esbelta, tiene como objetivo reducir desperdicios mediante utilizar menos de todo, es decir, menos trabajo, menos espacio, menos equipo, menos recurso humano, menos inventarios, menos tiempos de fabricación, menos rechazos y lograr una variedad de productos a corto plazo.
Justo a tiempo es una filosofía que define la forma en que debería optimizarse un sistema de producción, el principal objetivo es suministrar materias primas o componentes a la línea de fabricación de forma que lleguen justo a tiempo a medida que son necesarios (Hay, 2003). El sistema de producción justo a tiempo se orienta a la eliminación de actividades de todo tipo que no agregan valor, y al logro de un sistema de producción ágil y suficientemente flexible que responda a las variaciones en la demanda. Se traduce en un sistema que tiende a producir justo lo que se requiere, cuando se necesita, con excelente calidad y sin desperdiciar recursos del sistema (Groenevelt, 1993), (Hutchins, 1999).
(Sugimori et al., 1977) definen justo a tiempo como una metodología de organización de la producción que tiene implicaciones en todo el sistema productivo. Además de proporcionar métodos para la planificación y el control de la producción, incide en muchos otros aspectos de los sistemas de fabricación, como son, entre otros, el diseño de producto, los recursos humanos, el sistema de mantenimiento o la calidad.
Estado del Arte
1.2.3. La Teoría de las Restricciones.
La teoría de las restricciones es una metodología científica que permite enfocar las soluciones a los problemas críticos de las organizaciones (sin importar su tamaño ni giro), para que se acerquen a su meta mediante un proceso de mejora continua. La teoría de las restricciones es más conocido por sus siglas en inglés: TOC (Theory Of Constraints), es importante destacar que es una metodología sistémica de gestión y mejora de una empresa, es decir que analiza a la empresa como un todo y no a cada uno de sus sectores aisladamente. Eliyahu Goldratt, junto con su equipo de colaboradores desarrollaron la teoría de las restricciones que desde la década de los 70’s es llevada a cabo en varias
compañías muy importantes como General Motors, entre otras (Goldratt, 2004).
Rahman (1998) describe que la teoría se apoya en un conjunto de procesos de pensamiento que utiliza la lógica de la causa y efecto para entender lo que sucede y así encontrar maneras de mejorar. Se fundamenta en el simple hecho de que los procesos multitarea, de cualquier ámbito, sólo se mueven a la velocidad del paso más lento. La manera de acelerar el proceso es utilizar un catalizador en el paso más lento y lograr que trabaje hasta el límite de su capacidad para acelerar el proceso completo. La teoría enfatiza la dilucidad, los hallazgos y apoyos del principal factor limitante.
Los factores limitantes en la teoría de las restricciones se denominan restricciones o cuellos de botella (Rand, 2000). De acuerdo con Mabin & Balderstone (2003) en la teoría de las restricciones es necesario conseguir los cuellos de botella, aquellas unidades de producción cuya capacidad es igual o menor de lo que el mercado espera del proceso. Una vez hallados, se debe organizar todo de forma que esas unidades estén en lugar prioritario en cualquier plan de trabajo.
Estado del Arte
De acuerdo con McMullen (1998) las restricciones pueden ser un individuo, un equipo, una pieza de un aparato o una política local, o la ausencia de alguna herramienta, etc.; de manera formal, se pueden clasificar en dos tipos:
1. Restricciones físicas: son equipos instalaciones o recursos humanos, etc., que evitan que el sistema cumpla con su meta de negocio.
2. Restricciones de políticas: son todas las reglas que evitan que la empresa alcance su meta (por ejemplo: no hacer horas extras, trabajar en otros turnos, no vender a plazos, etc.).
1.2.4. La Manufactura Ágil.
A través de la revisión de la literatura que corresponde a la evolución de los paradigmas en producción, a primera vista, la manufactura ágil puede parecer otra manera de describir la producción esbelta, existen similitudes, pero también diferencias. La producción esbelta consiste en producir más con menos esfuerzo humano, equipo, tiempo, espacio para así darles a los clientes lo que quieren exactamente. Esto consiste en una producción en masa en donde los trabajadores y las áreas de trabajo son diseñados más flexibles y eficientes, adoptando métodos como las 5´s, justo a tiempo, células de manufactura, kanban, etc., que reducen los desperdicios.
Noaker (1994) define a la manufactura ágil como la medida de la habilidad que tiene una empresa para reaccionar a súbitos e impredecibles cambios en la demanda del cliente para lograr beneficios de los productos y servicios, mientras Goldman & Nagel (1993) asimila los rangos completos de las tecnologías, para una administración total dela calidad, como el justo a tiempo y la producción esbelta.
Estado del Arte
También incorpora la habilidad para reaccionar de forma rápida a los cambios técnicos o eventos en el medioambiente (Gunasekaran, 1999).
La manufactura ágil fue propuesta como una opción para gestionar las empresas en un mundo dinámico y es considerada como la última de las etapas en la evolución de los modelos o sistemas de producción. No sólo se basa en la flexibilidad y la capacidad de respuesta al cliente, sino que también considera prioritarios la reducción del costo, la calidad de los productos y la prestación de los servicios demandados por los consumidores (Gunasekaran, 1999)..
En cuanto a las diferencias entre la manufactura ágil y la producción esbelta, es necesario aclarar que tanto en sus principios como en sus métodos son distintas. La producción esbelta tiene sus principios en el sistema de producción Toyota y son de uso generalizado, en tanto que la manufactura ágil es más restringida en aplicación, puesto que apunta a los entornos de alta tecnología y evolución constante del producto, más aún, se ve cada una como un paso más en la trayectoria para desarrollar nuevas teorías de producción (Naylor et al., 1999).
La producción esbelta lo que busca es producir más con menos recurso y la ágil en introducir productos nuevos al mercados que cambian constantemente, la diferencia entre los dos sistemas, es que la primera se apoya en una producción en serie y la segunda no va de la mano con este método de producción, las dos buscan una flexibilidad para la variedad de productos, pero en sí la producción esbelta se concentra más en las operaciones de producción mientras que la manufactura ágil se enfoca en estas, así como el diseño del producto y el marketing (Naylor et al., 1999). Sin embargo, estas diferencias no son un factor negativo, sino lo contario, ambos sistemas de producción pueden converger en un mismo sistema y hacer uso de los métodos que más convenga y entreguen mejores beneficios al sistema
Estado del Arte Tabla 1.1. Comparación entre Paradigmas de Producción en Masa y Manufactura Ágil.
Producción en Masa Manufactura Ágil
Productos estandarizados. Productos personalizados.
Larga vida esperada en el mercado. Corta vida esperada en el mercado. Producción según pronósticos. Producción sobre pedido.
Bajo contenido de información. Alto contenido de información. Ventas por única vez. Relación continúa.
Precio según el costo de producción. Precio según el valor para el cliente.
Tabla 1.2. Comparación entre Paradigmas de Producción Esbelta y Manufactura Ágil.
Producción Esbelta Manufactura Ágil
Extensión de la producción en masa. Ruptura con la producción en masa y énfasis en la personalización en masa
Producción flexible para variedad de
productos. Aún mayor flexibilidad para productos personalizados. Producción flexible para variedad de la
planta. Enfoque en la empresa en su totalidad Énfasis en administrar a los proveedores. Formación de empresas virtuales.
Énfasis en el uso eficiente de los recursos. Énfasis en atender los cambios imprevistos y continuos del entorno.
Programa de producción suavizado. Reconoce y pretende ser sensible a los cambios.
1.2.5. La Calidad Total.
La calidad es un concepto que ha ido evolucionando con los años, existe una gran variedad de formas de concebirla en las empresas. A continuación se mencionan algunas de las definiciones que comúnmente son utilizadas en la actualidad (Chase, 2009).
En los años 50´s, Edwards Deming planteó que la calidad se lograba cuando los costos disminuían al producirse menos errores, menos reprocesos, mejor utilización de la maquinaria, del equipo y de los materiales, y menos demora en la fabricación y en la entrega.
Estado del Arte
1. Planificación de la Calidad. 2. Control de Calidad.
3. Mejora de Calidad.
Con lo anterior, se puede concluir que la calidad se define como “un proceso de mejoramiento continuo, en donde todas las áreas de la empresa participan activamente en el desarrollo de productos y servicios, que satisfagan las necesidades del cliente, logrando con ello mayor productividad”.
La calidad total es el término más evolucionado dentro de las sucesivas transformaciones que ha sufrido el término calidad a lo largo del tiempo. Esta evolución del concepto de calidad hacia la excelencia o la calidad total ha sido posible gracias a las ideas de una serie de personajes conocidos como los grandes gurús de la calidad, entre ellos Crosby, Stewart, Ishikawa, Taguchi, etc., pero quizás, destacar entre ellos a Deming y a Juran (Garza, 2003), (Besterfield et al., 2012).
En un primer momento se habla de control de calidad, primera etapa en la gestión de la calidad que se basa en técnicas de inspección aplicadas a producción. Posteriormente nace el aseguramiento de la calidad, fase que persigue garantizar un nivel continuo de la calidad del producto o servicio proporcionado. Finalmente se llega a lo que hoy en día se conoce como calidad total, un sistema de gestión empresarial íntimamente relacionado con el concepto de mejora continua y que incluye las dos fases anteriores.
La filosofía de la calidad total proporciona una concepción global que fomenta la mejora continua en la organización y la participación de todos sus miembros, centrándose en la satisfacción tanto del cliente interno como del externo.
1.2.6. Producción Esbelta.
Estado del Arte
la guerra, Ohno visitó Estados Unidos, donde estudió los principales pioneros de productividad y reducción de desperdicio del país como Frederick Taylor y Henry Ford. Ohno se mostró impresionado por el énfasis excesivo que los estadounidenses ponían en la producción en masa de grandes volúmenes en perjuicio de la variedad, y el nivel de desperdicio que generaban las industrias en el país más rico de la posguerra. Cuando visitó los supermercados tuvo un efecto inspirador inmediato; Ohno encontró en ellos un ejemplo perfecto de su idea de manejar inventarios reducidos, eliminar pasos innecesarios y controlar las actividades primarias y dar control al que hace el trabajo (en este caso el cliente) como apoyo a la cadena de valor. La palabra japonesa muda significa desperdicio y se refiere en específico, a cualquier actividad humana que consume recursos y no crea valor.
El origen de la terminología Lean Production se conoció por primera vez en el libro The Machine That Changed the World de los profesores James P. Womack, Daniel T. Jones, Daniel Roos, en el año de 1990 en el que documenta en detalle gran cantidad de herramientas que se usan hoy en día por aquellas compañías que trabajan usando los principios de Lean. Estos investigadores no fueron los únicos pioneros en la materia, pero sí los que consiguieron hacer llegar la filosofía lean a través de dos libros, el primero y antes mencionado The Machine That Changed the World y Lean Thinking.
El objetivo es encontrar herramientas que ayuden a eliminar todos los desperdicios y todas las operaciones que no le agregan valor al producto o a los procesos, aumentando el valor de cada actividad realizada y eliminando lo que no se requiere. Por otro lado, sirve para implantar una filosofía de mejora continua que le permita a las compañías reducir sus costos, mejorar los procesos y eliminar los desperdicios para aumentar la satisfacción de los clientes y mantener el margen de utilidad (Black, 2008).
Estado del Arte
Las ventajas observadas en el paradigma de producción esbelta sobre el paradigma de los sistemas de producción en masa, que empujan el flujo productivo y sobre el paradigma de la teoría de las restricciones y la tecnología de la producción optimizada, enfocados en los cuellos de botella, favorecen a la adopción de este paradigma como una constante en la mejora de la cadena de suministro, aunado a esta comparación, el estudio y análisis de una gran cantidad de trabajos de investigación recientes, sugiere la adopción de este paradigma a través de los resultados obtenidos y la tendencia de evolución que ha mostrado.
Tabla 1.3. Comparación de los Paradigmas Producción en Masa, Producción Esbelta y Teoría de las Restricciones.
Variable Producción en Masa Producción Esbelta TOC
Principios Modelación matemática y automatización.
Eliminación de desperdicios.
Los cuellos de botella son las restricciones del
proceso. Programación de flujo Sistema empujar. Sistema jalar. Cuello de botella.
Inventarios
Almacenes temporales necesarios para desacoplar los ritmos
individuales.
No se justifican. Ocultan los problemas. Deben
eliminarse.
Se requiere para protección del cuello de
botella
Tamaño de lote Lo determina con técnicas matemáticas
El objetivo es la fabricación unitaria. En
todo caso, lotes pequeños. Sólo hay que fabricar
las necesidades inmediatas.
Determinado por el programa de producción,
con tamaño fijo
Tiempo de preparación Acepta el existente. Su reducción es un objetivo fundamental.
Reducción para el cuello de botella.
Calidad del producto
Tolera cierto desperdicio y usa control estadístico
e inspectores.
Cero defectos. Calidad total. Inspección
en la fuente. El trabajador es
responsable.
Aunque toma en cuenta la calidad, tolera cierto
desperdicio.
Mantenimiento Mayor mantenimiento correctivo que
Constante y efectivo. Productivo total.
Estado del Arte
preventivo. El trabajador es responsable.
preventivo.
Automatización y sistemas de información
Uso extensivo de la computadora por
especialistas.
Muchas funciones son manuales. En caso de requerirse desarrolla sus propios
medios.
Depende totalmente y utiliza software
especializado.
Proveedores
Visión tradicional. Contratos a corto plazo, con muchos proveedores y relaciones conflictivas.
Pocos, cercanos y con contratos a largo plazo.
Se consideran una extensión de la empresa.
Son seleccionados de acuerdo con la incidencia
en el cuello de botella.
Tiempos de suministro Acepta lo que existe. Su reducción es una
meta fundamental. Acepta lo que existe.
Tiempo de preparación Acepta lo que existe. Su reducción es un
objetivo fundamental. Acepta lo que existe.
Factor humano
Dirección jerárquica y por normas. Menos participación del
trabajador.
La riqueza principal de la empresa. Decisiones por consenso.
Amplia colaboración.
Dirección jerárquica y por normas. Menos participación del
trabajador.
Los cambios y evolución en los paradigmas de producción se han venido impulsando principalmente por la necesidad de la aplicación de nuevas prácticas en los procesos, esto ha ocasionado un gran efecto, y como consecuencia la creación de industrias con procesos automatizados.