Estudio comparativo del acabado superficial obtenido en el proceso de coloreado por inmersión y coloreado electrolítico con corriente alterna de una aleación de aluminio aa6061 anodizado
70
0
0
Texto completo
(2) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Dedicatoria. A Dios: Por su amor infinito, por guiarme y darme fuerzas para seguir adelante a pesar de todas las adversidades.. A mis queridos padres: Leopoldo y Angélica Por su esfuerzo, comprensión, su amor y por todo su apoyo incondicional durante mi formación profesional. Por sus consejos que me ayudaron a formarme como persona.. A mis hermanos: Yola, Azucena, Manuel, Luis y Jesús Por su constante aliento y apoyo para terminar mi carrera universitaria.. Martin. i. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(3) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Dedicatoria Esta tesis se la dedico a mi Dios quien supo guiarme por el camino bueno, darme fuerzas para seguir adelante y no desmayar en los problemas que se presentaban, enseñándome a encarar las adversidades sin perder nunca la dignidad ni desfallecer en el intento. A mi familia quienes por ellos soy lo que soy. Para mis padres por su apoyo, consejos, comprensión, amor, ayuda en los momentos difíciles, y por ayudarme con los recursos necesarios para estudiar. Me han dado todo lo que soy como persona, mis valores, mis principios, mi carácter, mi empeño, mi perseverancia, mi coraje para conseguir mis objetivos.. Carlos. ii Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(4) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Agradecimiento Nuestras palabras de agradecimiento a las autoridades y docentes de la escuela de Ingeniería Metalúrgica, quienes fueron los pilares en nuestro desarrollo académico profesional. Un agradecimiento especial al Ms. Ing. Federico Braulio Briceño Roldan, por su comprensión y dedicación, formando parte del presente trabajo como guía para organizar los conocimientos, generar y procesar las ideas expuestas en la presente investigación.. iii Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(5) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Resumen Se ha evaluado el acabado superficial de dos procesos diferentes de coloreado, coloreado por inmersión y coloreado electrolítico con corriente alterna, de probetas de aluminio AA 6061 anodizado para determinar el proceso que produce mejor calidad de coloreado de la capa anódica formada durante la anodización. Se utilizaron probetas rectangulares de 0.5 cm de espesor, 5 cm de largo y 2.5 cm de ancho, con un área total expuesta de 0.325 dm2. Para el proceso de anodización se trabajó en una solución de ácido sulfúrico de 20% de concentración, a un amperaje de 1.5 A/ dm2 y un tiempo de 30 minutos. Para el coloreado por inmersión se empleó una solución de un colorante orgánico, carmín de cochinilla a una concentración de 15 g/L, a una temperatura de 90 a 95ºC por un tiempo de 10 minutos. Para el coloreado electrolítico se empleó una solución de Sulfato de Níquel heptahidratado: 300 g/L, Cloruro de Níquel hexahidratado: 60 g/L y Ácido Bórico: 30 g/L; a una densidad de corriente alterna de 1.1 A/dm2 por un tiempo de 5 minutos. Las probetas coloreadas por el proceso de inmersión adquieren un color fucsia cuya tonalidad es variante y asimismo su coloreado es superficial debido a que el colorante se deposita en la superficie de los poros de la capa anódica. Las probetas coloreadas por el proceso de coloreado electrolítico adquieren un color beige grisáceo cuyo coloreado de la capa anódica es más consistente, de mayor tonalidad y profundidad debido a que las partículas metálicas del colorante se depositan en la base de los poros formados durante el proceso de anodización Asimismo, se determina que el mejor acabado superficial se obtiene con el coloreado electrolítico con corriente alterna debido a su mejor uniformidad y consistencia del color.. iv Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(6) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Palabras clave: coloreado por inmersión, coloreado electrolítico, Anodizado de Aluminio AA 6061. v Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(7) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Abstract The surface finish of two different processes of coloring, immersion coloring and electrolytic coloring with alternating current, of anodized AA 6061 aluminum specimens has been evaluated to determine the process that produces the best color quality of the anodic layer formed during anodization. Rectangular specimens 0.5 cm thick, 5 cm long and 2.5 cm wide were used, with a total exposed area of 0.325 dm2. For the anodization process, a solution of sulfuric acid with a concentration of 20% was used, at an amperage of 1.5 A / dm2 and a time of 30 minutes. For immersion coloring a solution of an organic dye, cochineal carmine at a concentration of 15 g / L, at a temperature of 90 to 95 ° C for a time of 10 minutes was used. For the electrolytic coloring a solution of Nickel Sulfate heptahydrate was used: 300 g / L, Nickel Chloride hexahydrate: 60 g / L and Boric Acid: 30 g / L; at an alternating current density of 1.1 A / dm2 for a time of 5 minutes. The specimens colored by the immersion process acquire a fuchsia color whose hue is variant and also their coloring is superficial because the dye is deposited on the surface of the pores of the anodic layer. The specimens colored by the electrolytic coloring process acquire a grayish beige color whose coloring of the anodic layer is more consistent, of greater hue and depth because the metallic particles of the dye are deposited at the base of the pores formed during the process of anodization Likewise, it is determined that the best surface finish is obtained with electrolytic coloring with alternating current due to its better uniformity and color consistency. Keywords: immersion coloring, electrolytic coloring, AA 6061 Aluminum Anodized. vi Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(8) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. ÍNDICE DE CONTENIDO Dedicatoria……………………………………………………………………………………..i Agradecimiento……………………………………………………………………………….iii Resumen………………………………………………………………………………………iv Abstrac………………………………………………………………………………………..vi CAPITULO I 1. Introducción………………………………………………………………………………...1 1.1 Realidad problemática…………………………………………………………………….1 1.2 Antecedentes……………………………………………………………………………...2 1.3 Fundamento teórico……………………………………………………………………….3 1.3.1 Aluminio y sus aleaciones…………………......………………………………………..3 1.3.2 Anodizado de aluminio………………………………………………………………….5 1.3.3. Parámetros de operación para el anodizado……………………………………………11 1.3.4. Duración del tratamiento…………………………………………………………….....12 1.3.5. Coloreado………………………………………………………………………….…...12 A) Coloreado por inmersión………………………………………………….………………12 B) Coloreado electrolítico……………………………………………………………………13 C) Coloreado autocolorante…………………………………………………………………..14 1.3.6. Coloreado por inmersión y el coloreado electrolítico………………………………….14 1.3.6.1. Coloreado por inmersión utilizando carmín de cochinilla……….…………………..14 1.3.6.2. Coloreado electrolítico con corriente alterna………………………………………..16 1.3.7. Sellado…………………………………………………………………………………17 1.3.8. Propiedades de la capa de anodizado…………………………………………………..18 1.3.9. Normalización del anodizado…………………………………………………………..20. vii Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(9) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. CAPITULO II 2. Material y métodos………………………………………………………………………...23 2.1 Material de estudio………………………………………………………………………. 23 2.2 Métodos y técnicas………………………………………………………………………. 25 2.2.1. Equipos e Instrumentación……………………………………………………………. 25 2.2.2 Procedimiento experimental…………………………………………………………… 27. CAPITULO III Resultados……………………………………………………………………………………31 CAPITULO IV Discusión…………………………………………………………………………………….. 32 CAPITULO V Conclusiones y recomendaciones…………………………………………………………….39 Conclusiones…………………………………………………………………………………39 Recomendaciones……………………………………………………………………………. 40 Referencias bibliográficas…………………………………………………………………… 41 APÉNDICE Apéndice A…………………………………………………………………………………... 44 ANEXOS Anexo A……………………………………………………………………………………...45. viii Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(10) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. LISTADO DE TABLAS Tabla 1. Designación para los grupos de aleación……………………………………………4 Tabla 2. Composición de baños para anodizado………………………………….………….10 Tabla 3. Composición de baños para colorear aluminio anodizado………………………….16 Tabla 4. Clasificación del espesor de la capa de óxido……………………………….……...20 Tabla 5. Composición química del Aluminio AA6061………………………………..……..22 Tabla 6. Propiedades físicas del aluminio AA6061…………………………..………...……22 Tabla 7. Diseño Experimental para coloreado por inmersión……………..……………..…..23 Tabla 8. Diseño Experimental para coloreado electrolítico………………..…………….…..24 Tabla 9. Resultados de la calidad del coloreado………………………………………….….39 LISTADO DE FIGURAS Figura 1. (a) Capa de aluminio antes de anodizar. (b) La capa superior indica el anodizado. La capa inferior indica el aluminio de base……………………………………………………5 Figura 2. Estructura de una sección de microporos de una capa anódica formada en el aluminio………………………………………………………………………………………..6 Figura 3. Representación esquemática del proceso de anodización…………………………...7 Figura 4. Estructura de la capa de anodizado……………………………………………....….8 Figura 5. Sección transversal de del recubrimiento de óxido sin sellar……………………….9 Figura 6. Microestructura de una película anódica mostrando los poros en la estructura de la celda…..………………………………………………………………………………………10 Figura 7. Esquema de coloración por inmersión de la capa de anodizado…………………...13 Figura 8. Esquema de coloración electrolítica……………………………………………….14 Figura 9. Esquema de coloración autocolorante…………………………….……………….14 Figura 10. Cochinilla…………………………………………………………………………15 Figura 11. Representación esquemática del efecto del sellado………………………...…….17. ix Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
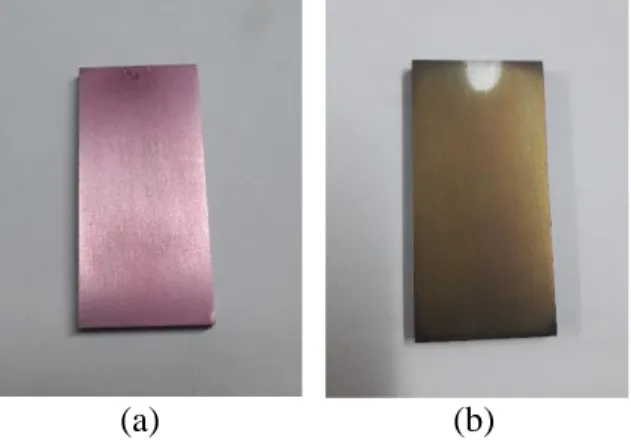
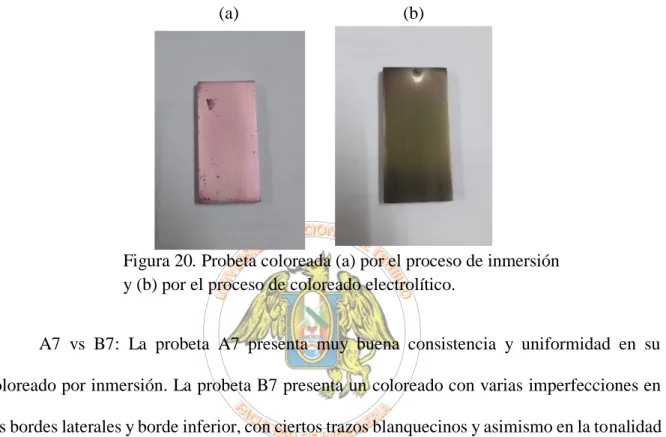
(11) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Figura 12. Diagrama del procedimiento experimental de anodizado………………………...26 Figura 13. Probetas coloreadas de aluminio AA 6061 anodizado, por el proceso de inmersión……………………………………………………………………………………..31 Figura 14. Probetas de aluminio AA 6061 anodizado coloreadas por el proceso de coloreado electrolítico con corriente alterna…………………………………………………………….31 Figura 15. Probeta coloreada (a) por el proceso de inmersión y (b) por el proceso de coloreado electrolítico………………………………………………………………………..32 Figura 16. Probeta coloreada (a) por el proceso de inmersión y (b) por el proceso de coloreado electrolítico………………………………………………………………………..33 Figura 17. Probeta coloreada (a) por el proceso de inmersión y (b) por el proceso de coloreado electrolítico……………………………………………………………………..…33 Figura 18. Probeta coloreada (a) por el proceso de inmersión y (b) por el proceso de coloreado electrolítico………………………………………………………………………..34 Figura 19. Probeta coloreada (a) por el proceso de inmersión y (b) por el proceso de coloreado electrolítico………………………………………………………………….…….34 Figura 20. Probeta coloreada (a) por el proceso de inmersión y (b) por el proceso de coloreado electrolítico……………………………………………………………..…………35 Figura 21. Probeta coloreada (a) por el proceso de inmersión y (b) por el proceso de coloreado electrolítico………………………………………………………………………..35 Figura 22. Probeta coloreada (a) por el proceso de inmersión y (b) por el proceso de coloreado electrolítico………………………………………………………………………..36 Figura 23. Probeta coloreada (a) por el proceso de inmersión y (b) por el proceso de coloreado electrolítico………………………………………………………………………..36 Figura 24. Probeta coloreada (a) por el proceso de inmersión y (b) por el proceso de coloreado electrolítico……………………………………………….…………………….…37. x Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(12) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Figura 25. Probeta coloreada (a) por el proceso de inmersión y (b) por el proceso de coloreado electrolítico…………………………………….………………………………….37 Figura 26. Probeta coloreada (a) por el proceso de inmersión y (b) por el proceso de coloreado electrolítico………………………………………………………………………..38 Figura 27. Probeta coloreada (a) por el proceso de inmersión y (b) por el proceso de coloreado electrolítico………………………………………………………………………..38 Figura 28. Preparación mecánica de la probeta……………………………………………....46 Figura 29. Colocación de la probeta para el desengrase electrolítico………………………..46 Figura 30. Desengrase electrolítico……………………………………………..……………47 Figura 31. Enjuague en agua corriente……………………………………………………….47 Figura 32. Enjuague en agua destilada……………………………………………………….48 Figura 33. Decapado en ácido nítrico al 50%..........................................................................48 Figura 34. Enjuague en agua corriente después del decapado……………………………….49 Figura 35. Enjuague en agua destilada……………………………………………………….49 Figura 36. Anodización en HSO4 al 20%................................................................................50 Figura 37. Enjuague en agua corriente……………………………………………………….50 Figura 38. Enjuague en agua destilada……………………………………………………….51 Figura 39. Neutralizado en NH4OH al 3%..............................................................................51 Figura 40. Enjuague en agua corriente……………………………………………………….52 Figura 41. Enjuague en agua destilada……………………………………………………….52 Figura 42. Coloreado por inmersión en un baño de carmín de cochinilla al 15%...................53 Figura 43. Sellado en agua caliente a 90 ºC………………………………………………….54 Figura 44. Coloreado electrolítico con corriente alterna……………………………………..54 Figura 45. Sellado en agua caliente 90 ºC……………………………………………………55. xi Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(13) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. CAPITULO I INTRODUCCIÓN 1.1. Realidad Problemática. Dentro de la industria se exige el uso de metales que tengan buenas propiedades físicas y mecánicas frente a los distintos agentes corrosivos del medio ambiente. Uno de los metales de mayor aplicación es el aluminio anodizado debido a sus buenas propiedades y sus beneficios que otorga, los cuales son: ligereza, fortaleza, resistencia, estabilidad y aislación eléctrica (Alcaide, 2011). El proceso de anodizado, adicionalmente se caracteriza por el coloreado que se le puede brindar a la capa anódica formada, cuyo fin es darle un acabado decorativo. Este coloreado se puede realizar por distintos métodos, siendo los más comunes el proceso por inmersión y el coloreado electrolítico aplicando corriente alterna. A nivel nacional existen empresas que realizan este proceso. La mayoría opta por emplear el coloreado electrolítico el cual representa un mayor costo con respecto al coloreado por inmersión. En vista de que siempre se va a requerir un producto con el mejor acabado y a la vez más económico, es necesario a evaluar ambos procesos y compararlos para así determinar cuál es el que obtiene mejor coloreado o si es posible obtener la misma calidad. Para ello tomaremos en cuenta investigaciones donde hayan establecido las condiciones óptimas para ambos procesos. En el caso del proceso de coloreado por inmersión se utilizará el carmín de cochinilla como pigmento de coloración y en el coloreado electrolítico se utilizará un baño a base de níquel (Ni2+). El material de estudio que se empleará será la aleación de aluminio AA 6061, muy utilizada para construcción de estructuras de aeronaves, en manufactura de latas de aluminio, piezas de automóviles entre otros. 1. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(14) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Asimismo, esta investigación aportara conocimientos a la región acerca de este proceso para poder realizar un coloreado eficiente del anodizado del aluminio, y a su vez aportar los lineamientos y condiciones para su desarrollo en el laboratorio de recubrimientos electrolíticos de la escuela de Ingeniería Metalúrgica de la U.N.T. 1.2. Antecedentes Fernández y Zárate (2001), con respecto al coloreado por inmersión de una aleación de aluminio AA 6063 anodizado, establecieron que “las condiciones para el coloreado decorativo fueron concentración de colorante (cochinilla): 5, 15, 30, 50 g/L, temperatura: 90ºC, tiempo: 10 min. Con un pH de 6,2”. Con respecto a la tonalidad de la capa de alúmina logrados durante el anodizado decorativo del aluminio AA 6063. Encontraron que los rangos apropiados son 60 y 80 voltios para espesores de 3.8 a 7.7 µ así mismo se obtiene una tonalidad semibrillante A para espesores de 2.2 a 2.8 µ, semibrillante B para espesores de 3.8 µ y una tonalidad mate para espesores de 7.7 µ. Todos estos a concentraciones de colorante de 5, 145, 30 y 50 g/L. (p.67) Espiritu (2015), al estudiar el proceso de coloreado electrolítico por corriente alterna de una aleación de aluminio 130.1 anodizado, determinó que las condiciones de coloreado electrolítico para obtener una película con el tono más negro incluyen un electrolito a base de níquel a la concentración de 300g/L NiSO4.7H2O, 60g/L NiC12.6H2O y 30g/L H3BO3, temperatura de 30±0,5°C, densidad de corriente de 1 A/dm 2 y tiempo de coloreado de 5 minutos. (p.116) Flor et al (2013), al estudiar el proceso de anodizado decorativo en esponjas metálicas de una aleación 6061 de aluminio “Encontraron que la coloración es más efectiva mediante corriente impresa, la coloración por inmersión resulta deficiente por que las partículas no se localizan homogéneamente.” En cuanto al anodizado decorativo por inmersión. Encontraron 2 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(15) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. que utilizando un colorante tinte hogar, las esponjas muestran una impregnación en el borde de la celda y no en su interior. Y las condiciones del proceso depende de lo que recomienda el fabricante del producto de pigmentación. De otro lado, en cuanto al anodizado decorativo por corriente alterna, encontraron que la cantidad de óxido de zinc y el tiempo durante el cual se realiza la coloración son los responsables de la intensidad del color que se obtenga. Es así que a 180 gr. Y un tiempo de 6 minutos se obtuvo una coloración gris, y a 100 gr. Y un tiempo de 4 minutos, azul. (p.196) García (2006), con respecto al coloreado electrolítico en la instalación de una planta moderna de anodizado para perfiles de aluminio, encontró que las piezas a colorear deben ser enjuagadas intensamente después del anodizado y se colocan en el baño de color. Luego de una secuencia programada que es controlada por el equipo se estabiliza en 0.2 A/dm2 se colocan pequeñas partículas de metal en el fondo de los poros. La intensidad del color depende proporcionalmente de la cantidad de metal absorbida y del tiempo. (p.46) 1.3. Fundamento teórico 1.3.1. Aluminio y sus aleaciones. El aluminio es el metal que hay más en abundancia en la corteza terrestre y el tercer elemento más abundante después del oxígeno y silicio. De símbolo Al y número atómico 13, es un metal no ferromagnético y posee un color plateado-blanco. Hasta hace unos 150 años, el aluminio en su forma metálica era desconocido para los humanos. La razón de esto es que el aluminio, a diferencia del hierro o el cobre, no existe como un metal en la naturaleza. (Kutz, 2006, p. 59) Se caracteriza por sus siguientes propiedades de: ligereza, baja densidad, buena maleabilidad y formalidad, alta resistencia a la corrosión y gran conductividad eléctrica y térmica. El aluminio no es toxico ni magnético y no produce chispa. La característica no 3 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(16) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. magnética lo hace útil para diversos fines de protección eléctrica, como cajas para barras conductoras o cubiertas para equipo eléctrico. (Avner, 1988, p. 477) Designación de las aleaciones de aluminio. Dado que el aluminio puro por sí sólo no posee buenas propiedades mecánicas, es aleado con otros elementos químicos generalmente mediante fundición o aleado mecánico para mejorar dichas propiedades. Las aleaciones de aluminio a su vez se clasifican en 2 tipos, de forja y de fundición. Su designación fue estandarizada por The Aluminum Association en 1954. Consta de un sistema de numeración de cuatro dígitos. El primero indica el grupo de aleación (tabla 1), el segundo señala el cambio de la aleación original o límites de impureza; el cero se utiliza para la aleación original y los enteros del 1 al 9 indican los elementos de aleación. (Avner, 1988, p. 477) Tabla 1: Designación para los grupos de aleación Numero de asociación de aluminio 1xxx. Aluminio comercialmente puro (>99%Al). 2xxx. Cobre. 3xxx. Manganeso. 4xxx. Silicio. 5xxx. Magnesio. 6xxx. Magnesio y Silicio. 7xxx. Zinc. 8xxx. Otro elemento. 9xxx. Series no utilizadas. Fuente: Avner (1988).. 4 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
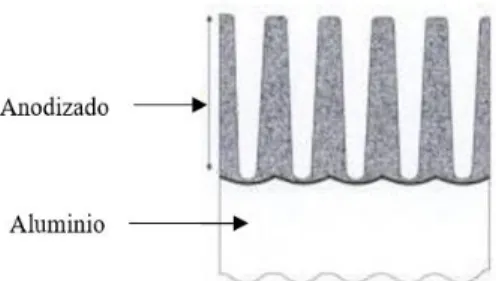
(17) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 1.3.2. Anodizado de aluminio. La oxidación anódica de aluminio conocida como Anodización es un proceso extensamente usado en el mundo para producir una película transparente de óxido de aluminio con gran poder de protección al material base y hermoso acabado decorativo. Otra característica de la película de anodizado es su condición dieléctrica. También es posible obtener capas de óxido de aluminio de gran dureza, dependiendo de la solución que se utilice para el anodizado y de las condiciones del proceso. Este proceso consiste principalmente en la formación de abundante oxigeno sobre la superficie de aluminio y aleaciones cuando se le somete electrolíticamente bajo corriente anódica. Es decir, las piezas de aluminio toman la función de ánodos bajo tensión eléctrica dentro de una solución de ácido sulfúrico o crómico o mezclas de ácido sulfúrico y oxálico. El oxígeno que se forma en la superficie anódica reacciona con el aluminio dando lugar a la formación de una capa cristalina de óxido de aluminio. (Paredes, 1996) El espesor de la capa de óxido de aluminio que se forma sobre la superficie es generalmente el doble de la capa de aluminio que es atacada por el electrolito.. (a). (b). Figura 1. (a) Capa de aluminio antes de anodizar. (b) La capa superior indica el anodizado. La capa inferior indica el aluminio de base. Fuente: Paredes (1996). 5 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
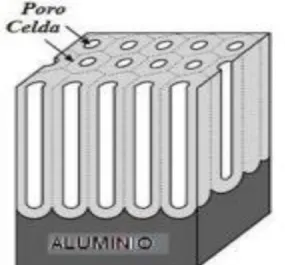
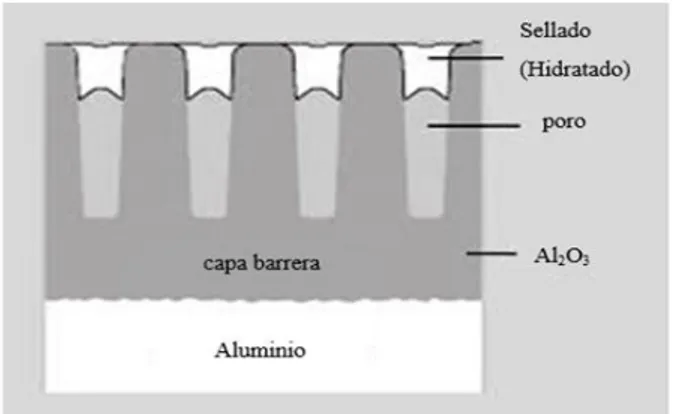
(18) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. La capa de óxido de aluminio que se forma, está constituida por microceldas (Fig. 2), presentando una cubierta de poros. Estas microceldas deben ser cerradas luego del proceso de anodizado mediante un tratamiento de sellado con agua caliente, cuya temperatura es cercana a los 100ºC.. Figura 2. Estructura de una sección de microporos de una capa anódica formada en el aluminio. Fuente: Arcila (2009). a) Reacciones durante el anodizado. Según Lagos y Camus, (2017): Reacción en el ánodo: Ocurre un proceso de oxidación que tiene lugar en la superficie del aluminio: 2 Al(s) + 3 H2O(l) → Al2O3 (s) + 6 H+ + 6 eReacción en el cátodo: En la superficie del cátodo se presenta un proceso de reducción: 6 H+ + 6 e- → 3 H2 (gas) El gas hidrogeno reacciona en el cátodo y aparece como burbujas. La reacción anódica y catódica se agregan para realizar la siguiente reacción total: 2 Al(s) + 3 H2O(l) → Al2O3 (s) + 3 H2 (gas) El metal de aluminio se oxida (anodizado) y el gas de hidrogeno se produce en el cátodo. 6 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
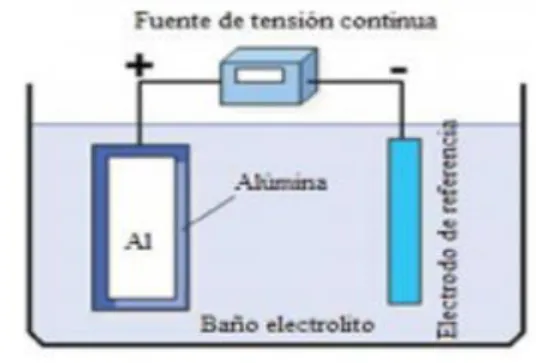
(19) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. La celda electrolítica donde se da el proceso de anodizado, contiene un electrolito, el cual facilita el flujo de electrones. Este electrolito ataca al ánodo cubriéndolo de una capa de poros.. Figura 3. Representación esquemática del proceso de anodización. Fuente: Zamora (2016) b) Desarrollo de la capa de óxido de aluminio. El aluminio reacciona fácilmente con el oxígeno para producir óxido de aluminio. Una vez formado, el óxido permanece firmemente unido a la superficie formando una capa impenetrable. En consecuencia, la reacción adicional cesa. La película es muy delgada (0.01µ) y, a pesar de su tenacidad, puede eliminarse por abrasión y corrosión química. La anodización produce recubrimientos mucho más gruesos (12 – 25 µ) que, si se sellan correctamente, pueden prolongar la vida útil de la superficie de manera apreciable. En los primeros 60 segundos de anodización, la capa de óxido formada es densa y de consistencia uniforme. Proporciona la mayor resistencia al desgaste y a la corrosión y, en consecuencia, se denomina capa de barrera. El crecimiento de esta capa cesa cuando la alta resistencia eléctrica del óxido reduce el potencial del voltaje aplicado en la celda electrolítica. La profundidad del recubrimiento en esta etapa es de aproximadamente 0.08µ. El crecimiento posterior es muy lento y compite con la reacción ácida: Al2O3 + 6 H+ → 2 Al3+(aq) + 3 H2O que libera iones Al3+ en la solución. Asimismo, el H+ puede estar en alta concentración cerca de la capa de óxido debido a una de las reacciones de ánodo anteriores.. 7 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
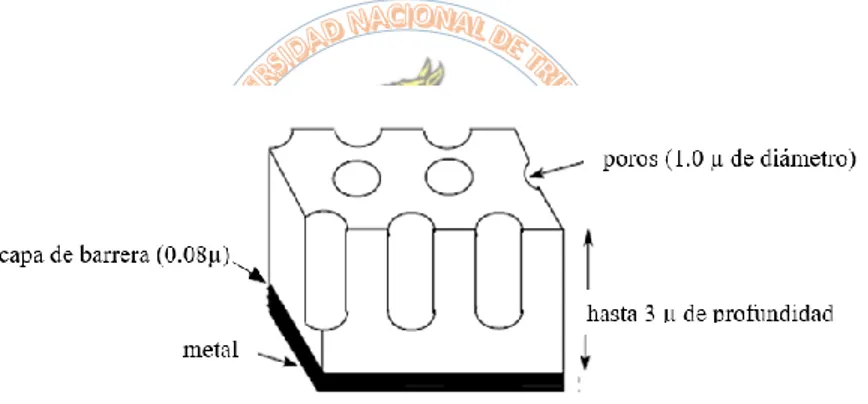
(20) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Al aplicarse voltajes bajos, solo se forma la capa de barrera. Sin embargo, la producción gradual de iones Al3+ tiende a suavizar la superficie metálica subyacente y otorga un efecto de brillo al artículo. Los objetos como los ajustes de las ruedas y las barras de parachoques se tratan de esta manera. (Groves, 2013) A voltajes más altos aplicados, el crecimiento de la capa continúa más allá de la capa de barrera. A diferencia de la capa de barrera inicial, esta capa secundaria, aunque constitucionalmente igual, tiene una estructura de poro abierto; una consecuencia de los procesos de anodización y solución ácida de la competencia. (Groves, 2013) Las fotomicrografías electrónicas revelan que la estructura de estas superficies anodizadas es la que se muestra en la Figura 4.. Figura 4. Estructura de la capa de anodizado. Fuente: P&A Internacional (2004) c) Mecanismo de oxidación – disolución Primer factor: Crecimiento de la capa de óxido del exterior al interior como consecuencia de un fenómeno electro-químico puro, de donde resulta una cierta velocidad de oxidación Vo. Segundo factor: Disolución de la capa de óxido a la medida que se forma por un fenómeno puramente químico (naturalmente, relacionado con el fenómeno eléctrico), de donde resulta una cierta velocidad de disolución Vd. d) Morfología y estructura. La morfología muestra como está formada la capa de recubrimiento anódico:. 8 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(21) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Figura 5. Sección transversal de del recubrimiento de óxido sin sellar. Fuente: Giudice y Pereira (2003) La capa barrera es aislante y posee un espesor muy pequeño que depende del voltaje aplicado en el proceso de oxidación, aproximadamente 1.4x 102 µ por voltio, que permanece más o menos constante a lo largo de todo el proceso de oxidación. La capa porosa, situada sobre la capa barrera, constituye la parte externa del recubrimiento anódico y está formada principalmente por alúmina anhidra. Esta película está constituida por un apilamiento de células hexagonales yuxtapuestas, en las que, precisando más, el centro será de alúmina amorfa poco resistente a los ácidos, mientras que la periferia está formada por alúmina cristalina muy resistente a los ácidos. Entonces, en la superficie de la capa barrera aparecen, una multitud de puntos de ataque como consecuencia del efecto de disolución de la película por el electrolito que se produce en el centro de las células de alúmina y que constituye el comienzo de los poros. (Giudice y Pereira, 2003) Cada punto de ataque puede ser considerado como una fuente de corriente a partir de la cual se va a desarrollar un campo de potencial esférico; los iones que se presentan a la separación óxido, suministran el oxígeno naciente que transforma en óxido la porción de esfera de metal correspondiente; simultáneamente, la acción de disolución continúa manifestándose en la base del poro, tendiendo a disminuir el espesor de la capa barrera en que se prolonga; el poro se ahonda, los iones penetran preferencialmente, producen calor y tienden a favorecer la disolución, produciendo así un frente de avance hemisférico de la célula que se desarrolla, por 9 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(22) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. lo tanto, del exterior al interior del metal a partir del fondo de los poros. (Giudice y Pereira, 2003). Figura 6. Microestructura de una película anódica mostrando los poros en la estructura de la celda. Fuente: Green (2015) Las condiciones requeridas para producir recubrimientos varían de acuerdo con la concentración y la naturaleza del electrolito, la tensión - densidad de corriente aplicada, la aleación que se está anodizando y la temperatura del baño. Tabla 2: Composición de baños para anodizado Composición gpl. Al acido crómico 1. Al ácido sulfúrico Clásico 2. 3. 4. 200 50. 80 - 85 12 - 15. 210 12. 150 - 200. 80 - 90. 200 - 230. 35 - 40 0.1 - 0.6 40 + máx. 50 Acero. 15 - 25 1 - 2.5 15 - 30 + 14 - 18 Plomo. 5-8 2.5 - 4 20 - 40 vigurosa 10 - 50 Plomo. 0 2.5 - 4 40 - 80 vigurosa 10 - 75 Plomo. 3 - 5µ. 2 - 30µ. 25 - 50µ. Ácido sulfúrico Glicerina (opcional) Acido oxálico Acido crómico con impurezas inferiores a 0.2 gpl, cloruro de sodio 0.5 gpl ac. sulfúrico Análisis en trabajo: Acido crómico Ácido sulfúrico Condiciones de trabajo: Temperatura en ºC Densidad de corriente Tiempo en minutos Agitación del baño Tensión en voltios Cátodos Espesor de la capa en micrones. Anodizado duro. 35 - 55. 32 - 60. 25 - 50µ. Fuente: Paredes (1996). 10 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(23) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 1.3.3. Parámetros de operación para el anodizado. Los parámetros que determinan las propiedades de la capa de anodizado son las siguientes: a. Concentración del electrolito. La concentración que más beneficia al anodizado es la que presenta menos resistencia óhmica al paso de corriente eléctrica. Pero en la práctica del proceso ocurre que el ánodo se va disolviendo aumentando así la fuerza iónica del electrolito a lo largo del tiempo que dura este procedimiento de protección contra la corrosión. Por lo cual se suele recomendar utilizar concentraciones inferiores a la que implica un máximo de la conductividad iónica. b. Temperatura del baño. Con el incremento de la temperatura la estructura del depósito tiende a formar cristales más gruesos sobre la superficie catódica y acondiciona también al baño para soportar mayores densidades de corriente sin que se altere el acabado final. c. Agitación del baño. La agitación de la solución, durante el proceso, favorece a la homogenización y al rejuvenecimiento en la capa de solución electrolítica adyacente al cátodo, la misma que se empobrece en el contenido de iones durante el proceso, ofreciendo mejores condiciones para la deposición nivelada y brillante. d. Densidad de corriente. Elevadas densidades de corriente aumentan la velocidad de oxidación anódica, acortando el tiempo necesario para la anodización, pero también aumentan la temperatura de capas protectoras, lo que implica riesgo para la calidad del recubrimiento. Si la densidad de corriente es baja y el tiempo de anodizado es demasiado se producirá un ataque excesivo del electrolito en la capa del óxido que a su vez empobrece la calidad de la capa de óxido.. 11 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(24) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 1.3.4. Duración del tratamiento. El espesor del proceso de anodizado depende del tiempo de duración del tratamiento, empleando las densidades de corriente convencionales. En una primera aproximación se cumple la formula siguiente: 𝑡 = 3.2. 𝑒 𝑑. Donde: t: tiempo (min) e: espesor del recubrimiento (µm) d: densidad de corriente en A/dm2 1.3.5. Coloreado. Las capas anodizadas pueden ser coloreadas con colorantes orgánicos e inorgánicos, y cuyo coloreado se obtiene fundamentalmente por tres sistemas diferentes: Absorción, Autocoloración y Electrocoloración (corriente alterna). Estos colorantes son absorbidos por la capa de óxido. La capacidad de coloración de la capa de óxido, depende de las condiciones del anodizado, el espesor de la capa, el volumen de los poros y del colorante. (Saavedra, 2016) A) Coloreado por inmersión. En el sistema por absorción, la porosidad de la capa anódica de un anodizado natural, antes de ser sellado, permite la absorción de los elementos colorantes. La capa coloreada se presenta en la superficie exterior de los poros. Para este tratamiento pueden ser utilizados numerosos tipos de colorantes. Difieren especialmente en el mecanismo de absorción. La mayor parte son absorbidos por capilaridad. Son estos en particular, los grupos de colorantes ácidos y de colorantes llamados sustantivos, como los de alizarina y los colorantes de índigo.. 12 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(25) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Otros se realizan mediante una combinación química con el aluminio, los cuales son colorantes a base de complejos metálicos, los colorantes diazo y los colorantes básicos. Estos últimos requieren ser tratados con substancias colágenas y son poco utilizados debido a que su resistencia a la luz es débil. Se emplea para aplicaciones generales que se quieran colorear y que no estén expuestas a la intemperie.. Aluminio. Figura 7. Esquema de coloración por inmersión de la capa de anodizado. Fuente: Aluar (1997) B) Coloreado electrolítico. Este método parte de un anodizado natural previo y obtiene la coloración mediante la inmersión en cubas con sales metalizadas y un proceso electrolítico de depósitos de los pigmentos en el fondo de los poros. Estas sales contienen metales como el cobre, níquel, cobalto, estaño, etc., ácidos orgánicos capaces de formar complejos que, en ocasiones, controlan la concentración de alguno de los cationes, y también ácidos, como el sulfúrico, que aumentan la conductividad del baño electrolítico. El proceso se puede realizar con corriente continua o corriente alterna, la cual esta última es la más adecuada debido a que la capa barrera, que se forma en la parte inferior de la capa de óxido de aluminio, bloquea el paso de la corriente de manera que la corriente continua no es suficiente para poder penetrar dicha capa. Por el contrario, la corriente alterna posee propiedades que permiten la realización del coloreado electrolítico, esto debido a que durante su medio ciclo anódico se rompe la capa barrera produciendo vías por donde la corriente pasará. 13 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(26) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. durante el medio ciclo catódico permitiendo así la deposición de las partículas metálicas que dan color a la película de óxido de aluminio. (Espiritu, 2015).. Aluminio. Figura 8. Esquema de coloración electrolítica. Fuente: Aluar (1997) C) Coloreado autocolorante. Consiste en obtener el coloreado o la coloración al mismo tiempo que se realiza el recubrimiento de óxido. El sistema por autocoloración no requiere un anodizado natural previo ni el agregado de elementos colorantes. Las impurezas controladas del perfil y el uso de electrolitos especiales, producen la coloración de toda la capa anódica. Estos electrolitos suelen estar formados por ácidos orgánicos, a veces mezclados con sales metálicas o ácido sulfúrico que ayuda a aumentar la conductividad del electrolito.. Aluminio. Figura 9. Esquema de coloración autocolorante. Fuente: Aluar (1997) 1.3.6. Coloreado por inmersión y el coloreado electrolítico. 1.3.6.1. Coloreado por inmersión utilizando carmín de cochinilla. La película del óxido de aluminio presenta una estructura porosa que se asemeja a las fibras textiles por lo que se convierte en una superficie fácilmente teñible. Es así que se puede 14 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(27) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. obtener una gran variedad de colores: dorado, azul, rojo, verde, naranja, purpura, amarillo, bronce, etc., ya sea utilizando colorantes orgánicos e inorgánicos. Uno de los distintos colorantes que se pueden emplear para colorear por inmersión es el carmín de cochinilla. Para colorear el aluminio anodizado se disuelve el carmín de cochinilla en un recipiente con agua la cantidad requerida. - Carmín de cochinilla Este colorante natural se extrae del insecto llamado cochinilla (Dactylopius cocus costa) que se instala, como parásito, en las hojas de la tuna. El colorante contiene dos sustancias: el carmín y el ácido carmínico.. Figura 10. Cochinilla. Fuente: Animales La cochinilla es empleada tradicionalmente en el Perú desde las civilizaciones preincaicas en estado acuoso utilizando alumbre como mordiente, para teñir pelos de alpaca y algodón. Actualmente el carmín de este insecto se emplea en industrias farmacéuticas, cosmética y alimentarias.. 15 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(28) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 1.3.6.2. Coloreado electrolítico con corriente alterna. El coloreado electrolítico utiliza una corriente alterna para depositar metal en los poros; es de color rápido y tiene muchas aplicaciones industriales. Para su elaboración se emplea un circuito que consta de los siguientes componentes básicamente: a. Celda electrolítica. El material para la celda es esencialmente simple y similar al utilizado en el proceso de anodizado. b. Electrodos. Actualmente se utiliza electrodos del mismo metal que se va a depositar sobre la superficie en los poros de la capa anódica del aluminio anodizado. (Espiritu, 2015) c. Soluciones electrolíticas. Aunque la constitución de las soluciones es patente, a continuación, se dan ejemplos típicos de los procesos. Tabla 3: Composición de baños para colorear aluminio anodizado Composición. Color. CoSO4 H3BO3 (NH4)SO4 NiSO4 H3BO3 Otros SnSO4 H2SO4 Otros Fuente: Groves (2013). Bronce-Negro. Bronce. Bronce-Negro. 1.3.7. Sellado Es la última operación del proceso y se realiza efectuado o no la coloración. Consiste en la inmersión de las piezas anodizadas en agua desmineralizada en ebullición. Esta operación permite mantener estable a través del tiempo el proceso de coloreado. Se transforma la alúmina. 16 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(29) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. en monohidrato que tiene mayor volumen, se dilata y cierra herméticamente los poros de la capa anódica. Esta operación es indispensable.. Figura 11. Representación esquemática del efecto del sellado. Fuente: ALUTECTA 1.3.8. Propiedades de la capa de anodizado. a) Generar recubrimientos cristalinos transparentes. El recubrimiento cristalino transparente formado durante la anodización del aluminio puro mantiene el aspecto metálico y la mayoría de las propiedades ópticas del aluminio brillante. Estas películas anódicas se utilizan para iluminar el reflector debido a las buenas propiedades reflectantes del aluminio en combinación con el recubrimiento anódico transparente y protector. b) Incremento de la dureza superficial y resistencia a la abrasión. La película de óxido anódico es muy dura y protege el aluminio de los rasguños en la superficie, pero generalmente es demasiado delgada para proteger el metal de rasguños profundos o presión fuerte. La dureza y resistencia a la abrasión es inversamente proporcional a la porosidad; por lo tanto, la capa superficial es más suave que la capa interna. El sellado disminuye la resistencia a la abrasión en anodizado duro y arquitectónico.. 17 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(30) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. c) Aumenta la resistencia a la corrosión. La resistencia a la corrosión de las películas anódicas está influenciada por varios factores como: tipo de aleación, condición de anodización, película anódica, espesor, calidad de sellado y procedimientos de mantenimiento. El factor principal que controla el rendimiento de las picaduras es según el espesor de la película de varios programas de exposición. En general, las atmósferas marinas son menos agresivas que las industriales y la velocidad de remoción del espesor de la película es la mitad en las atmósferas marinas que en las industriales. d) Capaz de mantener un buen brillo y claridad de imagen. El aluminio puro es capaz de mantener un alto valor de reflectancia total y especular. Estos valores son aproximadamente 90 y 85% respectivamente y solo están ligeramente afectados por el espesor de la película. Cuando se incrementa el contenido de elementos de aleación o impurezas es posible obtener una buena claridad de imagen después del brillo, pero se pierde cuando se aplica una película de película anódica de 2 μm. e) Fácil de colorear. El aluminio anodizado es capaz de adsorber los colorantes fácilmente o colorearse electrolíticamente en muchos colores o tonos diferentes. El comportamiento de los diferentes colores depende del tipo de método de coloración y del material depositado para obtener el color. En general, los colores electrolíticos son resistentes al desvanecimiento y hay experiencias durante más de veinte años en edificios y programas de exposición al exterior que confirman el buen comportamiento de estos acabados.. 18 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(31) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. f) Aislantes eléctricos y térmicos. Una de las principales aplicaciones de la anodización es la fabricación de condensadores electrolíticos, la constante dieléctrica es de alrededor de 8,5 para películas de capa de barrera. Los recubrimientos anódicos son buenos aislantes, aunque tienden a enloquecerse a altas temperaturas, el voltaje de ruptura no se ve afectado seriamente por las grietas que se llenan de aire. La resistencia específica es de alrededor de 4.1015 Ω.cm y la tensión de ruptura depende de los procedimientos de anodización y variará entre 8-50 V/μm. (Gazapo y Gea, INESPAL Laminación, 1994) 1.3.9. Normalización del anodizado. Norma española UNE-EN 12373-1. Esta parte de esta norma europea describe un método de especificación de los recubrimientos decorativos y protectores obtenidos por oxidación anódica del aluminio. Es aplicable a la especificación de recubrimientos, principalmente de óxido de aluminio, que se forman sobre el aluminio mediante un proceso de oxidación electrolítica en el que el aluminio actúa como ánodo. Espesor del recubrimiento. Los recubrimientos anódicos de óxido se designan por su clase de espesor, en micrómetros (μm); el espesor requerido de un recubrimiento es el parámetro de mayor importancia y debe especificarse siempre. Clasificación. Los recubrimientos anódicos de óxido están clasificados de acuerdo con el valor mínimo permitido del espesor medio (espesor medio mínimo) en micrómetros (μm). Las clases de espesor típicas se muestran en la tabla 4.. 19 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(32) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Tabla 4: Clasificación del espesor de la capa de óxido. Clase. Espesor medio mínimo. Espesor local mínimo. μm. μm. 5. 5. 4. 10. 10. 8. 15. 15. 12. 20. 20. 16. 25. 25. 20. Fuente: Norma española UNE-EN 12373-1 Apariencia y color. - Defectos visibles. Los artículos anodizados deben estar libres de defectos sobre la(s) superficie(s) significativa(s) cuando se observen desde una distancia mínima de 5 m para aplicaciones de arquitectura exterior, de 3 m para aplicaciones de arquitectura interior, o de 0,5 m para aplicaciones decorativas. Cuando lo exija el comprador, la(s) posición(es) y tamaño(s) máximo(s) de la(s) marca(s) de contacto deben acordarse entre el anodizador y el comprador. - Color y aspecto superficial. El color y el aspecto superficial, y sus tolerancias, debe especificarlos el comprador. Cuando se exija por necesidades de comparación, los límites aceptables de variación deben estar definidos al menos por dos muestras acordadas. El aluminio anodizado posee la propiedad de doble reflexión desde las superficies de la capa de óxido y del metal base. En consecuencia, cuando se comparen muestras de color, éstas deben mantenerse en el mismo plano y observarse en posición perpendicular tanto como sea posible, siendo la dirección de deformación (por ejemplo, dirección de laminación, de extrusión. 20 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(33) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. o de mecanizado) siempre la misma. Debe situarse una fuente de luz difusa detrás y por encima del observador. Salvo que se acuerde lo contrario, los colores deben compararse bajo una luz natural difusa con una orientación septentrional. Cuando los recubrimientos coloreados vayan a utilizarse con luz artificial, es esta iluminación la que debe emplearse para comparar los colores. Las muestras de control de color acordadas deben almacenarse en un lugar seco y oscuro. 1.4. Problema ¿Cuál es la diferencia entre el acabado superficial obtenido por el proceso de coloreado por inmersión y el obtenido por coloreado electrolítico con corriente alterna de una aleación de aluminio AA6061 anodizado? 1.5. Hipótesis El acabado superficial obtenido por coloreado electrolítico con corriente alterna es más efectivo y presenta una mejor calidad frente a el acabado de coloreado por inmersión de la aleación de aluminio AA6061 1.6. Objetivos 1.6.1. Objetivo general. Determinar la diferencia entre el acabado superficial del coloreado por inmersión y coloreado electrolítico con corriente alterna de una aleación de aluminio AA6061 anodizado, con la finalidad de determinar cuál es el más efectivo y de mejor calidad. 1.6.2 Objetivos específicos. Determinar el grado de acabado superficial de una aleación aluminio AA6061 anodizado por medio del proceso de coloreado por inmersión. Determinar el grado de acabado superficial de una aleación de aluminio AA6061 anodizado por medio del proceso de coloreado electrolítico con corriente alterna.. 21 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(34) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. CAPITULO II MATERIAL Y MÉTODOS 2.1 Material de estudio 2.1.1 Población. Todas las planchas de aleación de aluminio AA 6061 producidas y destinadas para la industria. Tabla 5: Composición química del Aluminio AA6061 %. Si. Min. 0.4. Max. 0.8. Fe. Cu. Mn. 0.15 0.7. 0.4. 0.15. Mg. Cr. 0.8. 0.04. 1.2. 0.35. Zn. Ti. Otros. Al. 0.25. 0.15. 0.15. Resto. Tabla 6: Propiedades físicas del aluminio AA6061 Propiedad. Valor. Densidad (g/cm3). 2.7. Rango de fusión (ºC). 575-650. Módulo de elasticidad (MPa). 69500. Coeficiente de poison. 0.33. Coeficiente de dilatación (0 a 100ºC) [ºC-. 23.6. 1x106] Conductividad Térmica (0 a 100ºC). Temple T6: 167. [W/m ºC] Resistividad a 20 ºC (u0cm). Temple T6: 4.0. Calor especifico (0 a 100ºC). 940. 22 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(35) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 2.1.2 Muestra. El material de estudio está constituido por la aleación de aluminio AA6061, suministrado en probetas de forma rectangular de 5 cm de largo, 2.5 de ancho y 0.5 cm de espesor. La superficie a recubrir es de 32.5 cm2 (0.325 dm2). 2.1.3 Muestreo. Se utilizará un modelo de comparación doble, donde: a) Variable independiente. Tipo de proceso de coloreado del aluminio anodizado. b) Variable dependiente. Acabado superficial del coloreado del aluminio anodizado. c) Número total de pruebas 13 replicas Se realizarán 13 pruebas para cada proceso de coloreado haciendo un total de 26. Tabla 7: Diseño Experimental para coloreado por inmersión.. Donde: A: Coloreado por inmersión. 23 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(36) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Tabla 8: Diseño Experimental para coloreado electrolítico.. Donde: B: Coloreado electrolítico 2.2 Métodos y técnicas 2.2.1. Equipos e Instrumentación. a) Equipos. - Fuente de Poder Digital Regulada (HY3003) - Cocina eléctrica - Secadora b) Accesorios. -. Celdas Electrolíticas de vidrio de 30x20x15 cm3. -. Celdas Electrolíticas de vidrio de 20x12x10 cm3. - Ánodos de acero - Ánodos de plomo - Conductores eléctricos de cobre - Barras conductoras de cobre - Cocodrilos de soporte - Recipientes de plástico 24 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(37) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. c) Instrumentos. - Multitester digital - Balanza digital - Cronometro - Termómetro digital - Vasos de precipitación Pirex de 400 ml, 1000 ml. - Matraz de Erlenmeyer de 1000 ml - Matraz Aforado de 100 ml - Agitador mecánico d) Materiales. - Fosfato trisódico dodecahidratado - Carbonato de sodio - Ácido sulfúrico - Glicerina - Agente humectante - Ácido nítrico - Hidróxido de amonio - Agua destilada - Carmín de cochinilla - Sulfato de níquel heptahidratado - Cloruro de níquel hexahidratado - Ácido bórico - Lijas # 120, 220, 320, 400 y 600. - Guantes de latex. 25 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
Figure
+7


Outline
Documento similar
"No porque las dos, que vinieron de Valencia, no merecieran ese favor, pues eran entrambas de tan grande espíritu […] La razón porque no vió Coronas para ellas, sería
que hasta que llegue el tiempo en que su regia planta ; | pise el hispano suelo... que hasta que el
Abstract: This paper reviews the dialogue and controversies between the paratexts of a corpus of collections of short novels –and romances– publi- shed from 1624 to 1637:
E Clamades andaua sienpre sobre el caua- 11o de madera, y en poco tienpo fue tan lexos, que el no sabia en donde estaña; pero el tomo muy gran esfuergo en si, y pensó yendo assi
Habiendo organizado un movimiento revolucionario en Valencia a principios de 1929 y persistido en las reuniones conspirativo-constitucionalistas desde entonces —cierto que a aquellas
The part I assessment is coordinated involving all MSCs and led by the RMS who prepares a draft assessment report, sends the request for information (RFI) with considerations,
o Si dispone en su establecimiento de alguna silla de ruedas Jazz S50 o 708D cuyo nº de serie figura en el anexo 1 de esta nota informativa, consulte la nota de aviso de la
Ciaurriz quien, durante su primer arlo de estancia en Loyola 40 , catalogó sus fondos siguiendo la división previa a la que nos hemos referido; y si esta labor fue de
