UNIVERSIDAD NACIONAL DE TRUJILLO
FACULTAD DE INGENIERIA
ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA MECÁNICA
“ANALISIS DE ACEITE PARA EL CAMION ELÉCTRICO
730E - 7 QUE OPERA EN BAYOVAR”
INFORME PROFESIONAL
PARA OBTENER EL TÍTULO DE INGENIERO MECÁNICO
AUTOR:
Bachiller Roberth Frank Johanson Tello
DEDICATORIAS
A Dios, por permitirme encontrarlo.
A mi familia que es lo más grande que Dios me ha regalado encabezados con mis padres mi motor y motivo.
PRESENTACIÓN
Señores miembros del jurado:
Cumpliendo con los requisitos en el Reglamento de Grados y Títulos de la Universidad Nacional de Trujillo, para obtener el Título de Ingeniero Mecánico, pongo a vuestra disposición mi informe por experiencia profesional titulado:
“ANALISIS DE ACEITE PARA EL CAMION ELÉCTRICO 730E - 7
KOMATSU QUE OPERA EN BAYOVAR”
El presente trabajo ha sido elegido entre los muchos proyectos que he venido desarrollando en BAYOVAR al estar encargado de la Jefatura de MANTENIMIENTO desde el año 2004. En este trabajo se ha aplicado todo el conocimiento y metodología de Gestión del Mantenimiento y que se ha desarrollado la organización BAYOVAR como parte de una metodología que busca llevar con éxito los proyectos de la organización, ha servido también toda la formación de ingeniería que en mis años de alumno en la Escuela de Ingeniería Mecánica de la UNT me han complementado como profesional.
ÍNDICE GENERAL
Dedicatorias ii
Presentación iii
Índice General iv
Resumen 1
Introducción 3
CAPÍTULO I: Experiencia Profesional en la Empresa 6
1.1: Experiencia profesional en empresa 7
1.1.1 Experiencia Profesional
CAPÍTULO II: Referencia de la Empresa 12
2.1 Referencia de la Empresa 13
2.2 Historia 18
2.3 Ubicación de la empresa 33
CAPÍTULO III: El Camión Eléctrico 730E - 7 (DC) 34
3.1: Descripción del Camión Eléctrico 730E - 7 35
Capítulo IV: Descripción del Trabajo Profesional 54
4.1 Definiciones de Fiabilidad, Mantenibilidad y Disponibilidad 55
4.2 Plan de Mantenimiento basado en el análisis de aceite 88
4.3. El Informe de Análisis de Aceite
Capítulo V: Pruebas y resultados 113
5.1. Protocolo de Prueba - Lubricante Bayovar 114
Capítulo VI: Pruebas Gráficas 118
Capítulo VII: Conclusiones y Recomendaciones 126
Capítulo VIII: Referencias Bibliográficas 129
RESUMEN
El presente trabajo profesional se ha desarrollado con la intención de dejar marcados los procedimientos que normalmente usados y recomendados para gestionar un Plan de mantenimiento basado en el análisis de aceite.
Se inicia el informe de trabajo Profesional con una breve descripción de la experiencia adquirida en la Empresa así como una relación y breve resumen de los trabajos desarrollados. Posteriormente se desarrolla una breve descripción de la Empresa y del proceso que se maneja, comentando también la visión, misión, producción de la empresa.
Las bases conceptuales del trabajo son desarrolladas en el capítulo 3, este capítulo tiene trascendencia porque permite identificar los procedimientos de gestión de un plan de mantenimiento al usar definiciones y procedimientos basados en los estándares de las normas internacionales tan difundida y empleada en todas las Empresas modernas en el mundo.
INTRODUCCIÓN
Dentro del concepto de mantenimiento, se han hecho investigaciones durante el pasado y presente siglo, que han definido distintos estilos o filosofías de mantenimiento, las cuales han facilitado y definido como debe ser la aplicación y la administración de procesos básicos como la reparación, inspección, lubricación y monitoreo de equipos y componentes. Todo esto, enfocado a incrementar la durabilidad y confiabilidad de los anteriores.
En el campo automotor y en la gama de equipos móviles en general, ya sean de transporte de personas, transporte de carga, maquinaria pesada, etc. cualquiera sea su clase, no pueden ser ajenos a la atención por parte de un departamento de mantenimiento y requieren tanta atención como cualquier máquina presente en una planta industrial.
Cuando una pieza mayor o equipo colapsa por fallas mecánicas, esto inmediatamente implica una baja en la productividad, déficit en la organización y por ende disminución de ganancias. Cuando sumamos los costos de mantenimiento en las empresas de hoy, tenemos que sumar más que repuestos, aceites, herramientas y mano de obra. El costo mayor para la mayoría de las empresas es la pérdida de producción durante el tiempo que el equipo está parado para la reparación.
Es por estos costos altos que las empresas están tratando de ser proactivas en su mantenimiento, tratando de romper el hábito de reparar las cosas cuando se rompen y diseñar su programa de mantenimiento para eliminar o minimizar las fallas. Esto requiere un diseño de programas de mantenimiento que extiendan el intervalo entre reparaciones o paradas para cambios de aceites o piezas. [1]
programar el intervalo de mantenimiento basado en estas condiciones, anticipando las paradas de emergencia por fallas. [1,2].
Por tales motivos y debido a la necesidad de conseguir una mayor competitividad de su flota de Camiones Eléctricos 730E - 7 (DC).
CAPÍTULO I: EXPERIENCIA PROFESIONAL EN LA EMPRESA 1.1 EXPERIENCIA PROFESIONAL
Se hace mención a las Empresas donde he laborado desde que egrese en el año 2004 hasta la fecha.
KOMATSU - MITSUI MAQUINARIAS PERU S.A. 2004 a la Fecha
Área: Contrato Marc Bayovar - Miskimayo 11/2018 a la Fecha
Actualmente Jefe de Mantenimiento
Como responsable de una guardia de aproximado 120 colaboradores dividida en dos turnos (día – noche), quienes brindamos mantenimiento a una flota de 62 equipos divididos en flota de palas, camiones y equipos auxiliares.
Teniendo como objetivo lograr la satisfacción del cliente a través de la supervisión y control de las actividades técnicas propias del proyecto, asegurando la operatividad de los equipos de la flota, cumpliendo los presupuestos de mantenimiento en coordinación con el área de Ingeniería y Planificación y Mantenimiento Predictivo
Las funciones del puesto son:
Supervisar y controlar todas las actividades de mantenimiento programadas, supervisar aquellas actividades imprevistas que se generen en el proceso, asignando lo recursos necesarios para su ejecución y asegurando la calidad y oportunidad del servicio.
Coordinar con las área internas del proyecto, el abastecimiento de repuestos, herramientas, capacitación y asignación de personal necesarios para la ejecución del proyecto.
Supervisar el cumplimiento de la programación de rotación del personal de servicio en obra. Designar tareas y responsabilidades a ejecutar por el personal a su cargo.
Operar vehículos y equipos siempre y cuando cuente con las respectivas licencias y autorizaciones exigidas por la autoridad gubernamental, por KMMP y en cumplimiento de los requisitos que cualquier cliente requiera.
Desempeñarse como Rigger siempre y cuando se encuentre certificado, autorizado y habilitado por KMMP y en cumplimiento de los requisitos que cualquier cliente requiera.
Revisar la disponibilidad y operatividad de los equipos en el proyecto, buscar propuesta de mejora.
Coadyuvar al cumplimiento de los presupuestos de mantenimiento y reparación de la flota dentro de un plan de reducción de costos y mejora continua.
Gestionar y coordinar la adquisición de herramientas en base a una identificación de necesidades del personal técnico para incrementar la productividad y mejorar el desempeño.
Ser responsable por la Seguridad, Salud Ocupacional y Medio Ambiente de cada uno de los equipos de trabajo que lidera.
Participar en la disminución del nivel de riesgos de lesiones y enfermedades ocupacionales, así como la prevención de la contaminación del medio ambiente en el cual se desarrollan sus actividades
otras normas, y documentos de seguridad, salud ocupacional y medio ambiente, establecidos por la organización.
Realizar otras funciones que le sean asignadas por el superior inmediato dentro del ámbito de sus responsabilidades.
Área: Product Support Group (PSG) 05/2007 al 11/2018
Ingeniero de Servicio Especialista en soporte del producto de Camiones Eléctricos
Jefe PSG Camiones Eléctricos - Norte
A cargo de un grupo de Especialistas que brindan soporte de producto y técnico de Camiones Eléctricos por diferentes minas ubicadas en la zona Norte del país como Lagunas Norte-Barrick (Santiago de Chuco), Pierina-Barrick (Huaraz), Bayovar – Vale (Piura), Antamina (Ancash), y Yanacocha (Cajamarca).
Asesoramiento directo a Gerencias Comerciales en la selección y aplicación de equipos de acuerdo a la necesidad del cliente.
Asesoramiento directo a Gerencias de contratos MARC para la implementación de buenas prácticas en el mantenimiento de los camiones eléctricos.
Supervisando y asesorando a los supervisores de Armados de camiones insitu a cerca de los procedimientos de ensamblaje de camiones eléctricos Komatsu AC y DC.
Realizando las pruebas y entrega técnica de los camiones recientemente ensamblados, realizando el control de calidad del ensamblaje y reportando a Fábrica la inicialización de los camiones.
Resolviendo problemas con los softwares del sistema de control en camiones mineros 730E, 830E y 930E Komatsu.
Evaluaciones y ajustes en componentes principales como mandos finales, sistemas hidráulicos, alternador principal, ruedas delanteras en camiones mineros 730E, 830E y 930E Komatsu.
Realizando evaluaciones especificas en mandos finales de motores eléctricos con sistema DC para evitar que ocurran fallas catastróficas en dichos componentes.
Evaluación de análisis de aceites en mandos finales y componentes principales en camiones eléctricos 930E.
Realizando y supervisando toda campaña de campo, recomendación y modificación que KAC (Fábrica de Komatsu USA) nos envíe.
Brindando soporte técnico y asesoría permanente dentro de la misma compañía al área de servicio, despejando todas las dudas que tengan acerca de Camiones Eléctricos para resolver problemas técnicos.
Teniendo constante contacto y resolviendo dudas relacionadas con cambio de partes, números de partes y características de nuevos sistemas que el cliente tenga.
Área: Servicio Maquinarias – Sucursal Trujillo 2009 - 2010
Jefe de Servicio Sucursal Trujillo
Implementación y puesta en marcha de la nueva sucursal generando nuevos procedimiento.
Área: Servicio Minería 10 - 2008 al 03 - 2009
Jefe de operaciones en el Soporte Minero MBM Lagunas Norte
Desempeñando trabajos de gestión y soporte técnico para el cliente MBM Lagunas Norte (asesorando en procesos de mantenimiento como programación, planificación, mantenimiento predictivo)
Área: Servicio Minería 09 - 2004 al 04 –2007 Ingeniero Junior - Técnico de campo.
Desempeñando trabajos de campo en ensamblaje, mantenimiento y reparación, diagnostico de fallas en equipos KOMATSU (Camiones eléctricos 730E, Cargador frontal WA1200, Pala PC4000, maquinaria auxiliar Komatsu, motores cummins(calibración y reparación)) en Mina Lagunas Norte (Minera Barrick).
Minera Barrick Misquichilca (Mina Pierina). Desempeñando trabajos en Armado de camiones eléctricos 730E, Armado Cargador Frontal WA1200, Asistencia técnica, mantenimiento preventivo para los equipos Komatsu.
CAPÍTULO II: REFERENCIA DE LA EMPRESA 2.1. REFERENCIAS DE LA EMPRESA
Komatsu-Mitsui Maquinarias Perú (KMMP) es una empresa socialmente responsable, proveedora de soluciones integrales en equipos para minería y construcción a nivel nacional.
Komatsu-Mitsui Maquinarias Perú (KMMP) es una empresa socialmente responsable, proveedora de soluciones integrales y servicio post venta para los sectores de minería y construcción (venta y servicio de maquinaria amarilla, equipos de generación y motores).
Los accionistas de KMMP son:
Komatsu Ltd. Empresa líder mundial en fabricación para equipos de Minería y Construcción.
Mitsui& Co. Una de las empresas comerciales, de inversión y de servicios más diversificadas del mundo.
KMMP tiene como empresa subsidiaria a Distribuidora Cummins Perú S.A.C. Actualmente KMMP atiende el mercado peruano a través de una red de 14 Sucursales y Tiendas. Ofrecemos soporte con personal destacado en 12 Faenas Mineras. Contamos con más de 1,750 colaboradores.
Convertirnos en la primera opción para nuestros clientes excediendo sus expectativas.
Contribuir al desarrollo del país mejorando la productividad de nuestros clientes ofreciendo soluciones integrales e innovadoras con productos y servicios de la industria de maquinarias.
• Seguridad
• Responsabilidad
• Orientación al cliente
• Sentido de la Urgencia
• Compromiso Social
• Diversidad
Komatsu-Mitsui tiene dentro de su portafolio de clientes a las principales mineras del Perú y a las más importante empresas del rubro de Construcción.
• 2000
En el año 2000 Mitsui Maquinarias Perú S.A. (MMP) se instala en el Perú como una subsidiaria de Mitsui& Co, siendo el representante oficial de marcas de clase
Mitsui&Coes una corporación global, creada en Japón en 1876. Actualmente cuenta con una red mundial de 154 oficinas y subsidiarias en 69 países/ regiones alrededor del mundo.
• 2009
En el 2009, considerando la solidez de la compañía, Komatsu Ltd, líder mundial en la fabricación de equipo para Minería y Construcción, adquiere, a través de un aumento de capital, parte del accionariado de la compañía para fortalecer el soporte de las operaciones de la empresa. De la unión de estas dos corporaciones líderes en el mundo nace en Enero del 2009 Komatsu-Mitsui Maquinarias Perú S.A. (KMMP).
El propósito de KMMP es el de mantener una gestión responsable, transparente y ética que genere beneficios para nuestros accionistas, clientes, socios estratégicos, colaboradores, proveedores y sociedad en general.
• 2010
En el 2010, Komatsu-Mitsui Maquinarias Perú S.A. inicia el traslado parcial de sus operaciones de Talleres, Centro de Desarrollo y Competencias -CDCD, Administración y Ventas) a su nueva sede central en el Callao.
• 2011
El 1° de julio del 2011 nace Distribuidora Cummins Perú SAC.,como resultado de la participación de Cummins Inc. en el accionariado de Komatsu-Mitsui, asegurando a sus clientes una oferta de soluciones y servicios con los más altos estándares internacionales.
• 2013
• 2015
En octubre 2015 los colaboradores administrativos de KMMP que laboraban en San Isidro se trasladaron a la Sede Callao, actual oficina principal de la empresa.
• 2016
2.2. HISTORIA DE LA EMPRESA
Nuestra empresa lleva el nombre de la ciudad Komatsu, que se encuentra en la Prefectura de Ishikawa de la región de Hokuriku en Japón. El nombre real “Komatsu” se traduce en castellano como “pequeño árbol de pino” y, según la leyenda, se remonta a mediados del período Heian (794-1192). En ese momento, el monje-emperador Kazan plantó un pino joven durante una gira por la región de Hokuriku, y el área donde creció llegó a ser llamado “sono sin Komatsubara” ( “campo de pequeña pino con jardines”). Este nombre se dice que ha sido acortado a “Komatsu”.
Komatsu surgió a partir de Takeuchi Mining Industry, una empresa japonesa fundada en 1894 por Meitaro Takeuchi, quien percibió que si el negocio fundamental de su empresa era la minería, lo lógico era concentrarse en esa actividad, desligándose de la fabricación de máquinas para el movimiento de tierra que la misma TMI llevaba a cabo para apoyar sus operaciones.
Tras esta decisión, en Enero de 1917, Takeuchi le entrega a un tercero la responsabilidad de la fabricación de tales máquinas y dio una lección sobre la relevancia de la especialización y el outsourcing, al establecer Komatsu Iron Works. Cuando “Iron Works Komatsu” Separado de “Takeuchi Mining Co.” en 1921 para convertirse en “Komatsu Ltd.”, el primer logotipo que fue elegido para representar a la empresa recién nacida también simboliza este pequeño árbol de pino. Nuestro logo sufrió muchas modificaciones a lo largo de los años, pero se mantuvo fiel a su original aspecto “pequeño árbol de pino” hasta finales de la década de los noventa, cuando se decidió un cambio importante, y las letras actuales adoptadas.
1921
Sr. Meitaro Takeuchi funda Komatsu. Ciudad Komatsu, Japón.
1931
1931 Fabricación del primer tractor sobre oruga agrícola de Japón.
Después de la 2da Guerra Mundial, Komatsu comenzó a producir maquinarias de construcción.
1947
Se introduce al mercado el bulldozer D50.
Comienzo de la producción de las motoniveladoras.
1953
Se inicia la fabricación de camiones volquete y montacargas.
1955
Primera exportación a Argentina.
1964
Establecimiento de la primera oficina de enlace en la India.
Creación de los cargadores sobre ruedas.
1967
Creación de N.V. Komatsu Europe S.A. en Bélgica, la primera filial de Komatsu en el extranjero (desde diciembre de 1989 es Komatsu Europe International N.V.)
1968
Aparecen al mercado las excavadoras de la compañía.
1967-1971
Establecimiento de las compañías de venta en Europa, EE.UU. y Asia.
1970
Komatsu logra el 60% del mercado doméstico en Japón gracias al trabajo del CEO Sr. Yoshinari Kawai.
1975
Komatsu do Brasil Ltda. produce el bulldozer D50A; es la primera fabricación de equipos de construcción Komatsu en el extranjero
1979
1982
Creación de PT Komatsu Indonesia (Indonesia) (empieza a producir en 1983)
1985
Creación de Komatsu America Manufacturing Corp. (Estados Unidos) Creación de Komatsu America Industries LLC (Estados Unidos)
Creación de Komatsu UK Ltd. (Reino Unido)
1986
Creación de Komatsu Industries Europe GmbH. (Alemania)
1988
Komatsu Dresser 50-50 joint venture con Dresser.
1989
Participación de capital en Hanomag. Más tarde pasó a llamarse Komatsu Hanomag.
1991
Creación del nuevo logotipo del grupo y difusión de los nuevos principios.
Creación de NS Komatsu Pty. Ltd., (Australia). (Komatsu Australia Pty. Ltd. desde junio de 2001)
Entra en el capital social de Fai S.p.A. (Italia)
Komatsu UK comercializa excavadoras sobre ruedas en Europa.
1993
Creación de Applied Komatsu Technology, Inc., sociedad en participación con Applied Materials, Inc. (Estados Unidos) para producir sistemas de fabricación LCD (la vende a
Applied Materials en octubre de 1999).
1994
Komatsu Dresser 100% subsidiaria de Komatsu. Más tarde 1996 pasó a llamarse Komatsu America Corp.
1995
Komatsu Dresser Company crea el camión volquete más grande del mundo (modelo 930E).
Empieza a exportar a todo el mundo el bulldozer de mediana capacidad D41 fabricado por Komatsu do Brasil Ltda.
Creación de Komatsu Saigon Co., Ltd. (Vietnam).
Primeras ventas del láser Excimer como principal fuente de luz de los sistemas de progresión de la nueva generación.
Creación de Komatsu Changlin Construction Machinery Co., Ltd. en China (desde noviembre de 2000 la razón social es Komatsu (Changzhou) Construction Machinery
Corporation).
Creación de Komatsu Shantui Construction Machinery Co., Ltd. (China). Creación de Komatsu Changlin Foundry Corporation en China (desde noviembre de
2000 la razón social es Komatsu (Changzhou) Foundry Corporation) .
Creación de FKI Fai Komatsu Industries S.p.A. en Italia (desde junio de 2000 la razón social es Komatsu Utility Europe S.P.A.).
Contrato de agente de ventas y servicio de equipos de corte láser con TRUMPF GmbH+Co. KG (Alemania).
Creación de Bangkok Komatsu Co., Ltd. (Tailandia).
1996
Establecimiento de Demag Komatsu. Después pasó a llamarse komatsu Mining Germany.
1997
Creación de Komatsu Southern Africa (Pty) Ltd. (Suráfrica). Creación de Komatsu Mining Systems, Inc. (Estados Unidos).
Creación de Komatsu Utility Corporation (Estados Unidos)
Creación de Komatsu Castex Ltd. en Japón (formada a partir de la división de fundición de acero).
1998
Creación de L&T-Komatsu Limited (India).
Creación de KRANEKS International Company Limited (Rusia). Creación de Komatsu Brasil International Ltda. (Brasil).
1999
Creación de Komatsu Middle East FZE. en los Emiratos Arabes Unidos, como sociedad supervisora del sector equipos de construcción en Oriente Medio.
Creación de Komatsu Cummins Chile Ltda., (en participación con Cummins Engine) como sociedad instrumental de los distribuidores chilenos de equipos de construcción y
minería.
Comercializa la cargadora sobre ruedas de transmisión mecánica más grande del mundo (WA1200).
2000
Acuerdo de colaboración general con Linde Group (Alemania) para fabricar y vender carretillas elevadoras y equipos conexos.
Creación de GIGAPHOTON Inc., (en participación con Ushio Inc.) para el sector del láser Excimer.
Adquiere Hensley Industries, Inc., sociedad estadounidense que produce componentes para equipos de construcción y minería.
Decisión de crear PT Komatsu Undercarriage Indonesia para fabricar componentes de orugas de equipos de construcción.
Creación de Komatsu (China) Ltd., sociedad instrumental en China.
La fábrica de Oyama es la primera que consigue “Cero emisiones” entre los fabricantes japoneses de equipos de construcción.
Celebración del 80 aniversario de Komatsu en Tokyo Big Sight con invitados de todo el mundo.
Restauración del tractor más antiguo de Japón.
Comercialización del camión volquete articulado gigante HM400 creado por Komatsu.
2002
Fundación de “Newberry Manufacturing Operation” para fabricar equipos de uso general en Estados Unidos.
Cinco fábricas japonesas consiguen “Cero emisiones”. Creación de Komatsu Italy S.P.A. (Italia).
2003
Creación de Komatsu Deutschland GmbH. (Alemania)
2004
Establecimiento de Komatsu Forest.
Se firma carta de intención de venta de silicones Polycrystalline (ASiMI) a la empresa noruega, Renewable Energy Corporation AS.
Finaliza la construcción de uno de los laboratorios de prueba acústicas más grandes del mundo.
Se desarrollan los motores de punta “ECOT 3” para cumplir con los estándares de emisiones.
2006
Introducción de excavadoras PC200 & PC220 serie “8”. Introducción del cargador WA600 serie “6”.
Introducción del tractor D155AX serie “6” con la innovadora hoja “SigmaDozer”.
2007
Komatsu se convertía en una organización focalizada en los negocios de minería y construcción, representando éstos el 70% de su operación. Además, se fabrica el
montacargas eléctrico híbrido.
El Sr. Masahiro Sakane, creó el Komatsu Way, los valores de la organización, y designó como líder al Sr. Kunio Noji, miembro del directorio y ejecutivo senior.
2008
Fabricación de las excavadoras hidráulicas híbrido. Establecimiento de Komatsu Manufacturing Rus.
Comienzo de la operación de los sistemas de transporte autónomos en la mina de Río Tinto en Australia.
2012
Se crean los montacargas de horquillas con accionamiento hidrostático.
2013
Creación del tractor de orugas y la excavadora hidráulica con control inteligente de la máquina.
2014
Komatsu es uno de los líderes mundiales en la fabricación de equipos para Minería y Construcción. Fundada en 1921 en Japón, cuenta con 146 subsidiarias a nivel mundial. En nuestro país la marca Komatsu es distribuido por la compañía Komatsu-Mitsui Maquinarias Perú. Dentro de su portafolio de clientes tiene a las principales Mineras del Perú y a las más importantes empresas del rubro de Construcción.
Somos Cummins, usted puede confiar en nosotros
Cummins es líder en la industria energética y el fabricante más importante del mundo de motores diesel de más de 50 HP. Fue fundada en 1919 bajo el nombre de Cummins Engine Company. Sus principales productos son: Motores, Generadores, Renta de Generadores, Repuestos, Filtros y Lubricantes. Cummins es una compañía multinacional que opera y atiende a clientes en todo el mundo. Si quieres conocer que soluciones ofrece Cummins.
MANITOU es el líder mundial en diseño y fabricación de manipuladores telescópicos fijos, rotatorios, de alta carga, montacargas todo terreno semi-industrial e industrial, plataformas elevadoras, equipos de almacenaje, repuestos y accesorios para los sectores minero, construcción, industrial, agroindustrial, entre otros. Manitou fue fundada en Francia en 1953 y tiene presencia en 120 países. Si quieres conocer más de la marca.
Fabricantes de elementos de desgaste de excelente calidad y duración. Los productos HENSLEY se integran perfectamente a los equipos KOMATSU y son la mejor opción para reducir costos de operación. Las herramientas de corte HENSLEY son forjadas con el mejor acero y reciben un tratamiento térmico que permite obtener excelentes resultados a las cargas de impacto.
New Holland es una de las marcas líderes en maquinaria agrícola a nivel mundial.Fue fundada en 1895 por Mr. Abe Zimmerman en New Holland, Pennsylvania. Establecida en 170 países y unos 5000 concesionarios. Con 28 plantas industriales en países como Argentina, Brasil, México, Estados Unidos, entre otros. Si quieres conocer que soluciones ofrece New Holland,
RESPONSABILIDAD SOCIAL
NUESTROS PILARES
EDUCACIÓN
Mejorar la calidad de la educación compartiendo nuestros talentos a través de la capacitación.
MEDIO AMBIENTE
Asegurar que todo lo que hacemos nos lleve a un ambiente limpio, saludable y seguro.
JUSTICIA SOCIAL
CAPÍTULO III: EL CAMIÓN ELÉCTRICO 730E - 7 (DC)
3.1: DESCRIPCIÓN DEL CAMIÓN ELÉCTRICO 730E- 7 (DC) El Camión Tolva 730E - 7 (DC) es un camión tolva, para uso fuera de carretera, con
Mando Eléctrico DC. El peso bruto del vehículo cargado es de 324 319 kg (715.000 lbs.) El motor es un Komatsu SDA16V159 de capacidad nominal @ 1491 kW (2000 HP).
Alternador (GTA-22)
El motor diesel acciona un alternador en línea a velocidad del motor. El alternador produce corriente AC que es rectificada a DC dentro del gabinete de control principal. La corriente DC es enviada bajo control electrónico a los motores de tracción DC. El aire de enfriado para el grupo de control / potencia y motores de rueda, así como también el alternador mismo, es proporcionado por ventiladores duales ubicados en el eje del alternador.
Ruedas Motorizadas con Tracción de corriente continua DC
La salida del alternador suministra energía eléctrica a los dos motores rueda que van en la caja del eje trasero. Las ruedas motorizadas utilizan motores eléctricos de corriente continua DC. Los dos motores de rueda convierten la energía eléctrica de vuelta a energía mecánica a través de los trenes de engranaje incorporados dentro del conjunto del motor de la rueda. La dirección de los motores rueda es controlada por un interruptor selector manual de avance o retroceso ubicado en una consola central.
Suspensión
Los cilindros de suspensión HYDRAIR II ubicados en cada rueda proporcionan un funcionamiento suave y cómodo para el operador y amortiguan las cargas de impacto al chasis durante el carguío y operación.
La cabina del operador ha sido diseñada para comodidad del operador y para permitir una operación segura y eficiente del camión. La cabina proporciona gran visibilidad, con una estructura integral ROPS/FOPS, de 4 pilares, y un avanzado ambiente análogo para el operador. Incluye parabrisas de seguridad polarizado y ventanas laterales con alzavidrios, un interior de lujo con un asiento totalmente ajustable con soporte lumbar, un volante con función de inclinación/telescópico, controles de fácil acceso para el operador, y un panel de instrumentos análogo que entrega al operador todos los instrumentos y medidores necesarios para controlar y/o monitorear los sistemas de operación del camión.
Servodirección
El camión está equipado con un sistema de servodirección que proporciona control de dirección positivo con un mínimo de esfuerzo del operador. El sistema incluye acumuladores cargados con nitrógeno que proporcionan de manera automática potencia de emergencia si la presión hidráulica de la dirección cae por debajo del mínimo establecido.
Retardo Dinámico
El retardo dinámico se usa para reducir la velocidad del camión durante una operación normal o para controlar la velocidad al bajar por una pendiente. La capacidad del retardo dinámico del sistema eléctrico es controlada por el operador presionando el pedal retardador en la cabina del operador y ajustando el RSC (Control de Velocidad del Retardador). El Retardo Dinámico se activa automáticamente si el camión excede el ajuste de sobre velocidad preestablecida.
Sistema de Frenos
CAPÍTULO IV: DESCRIPCIÓN DEL TRABAJO PROFESIONAL
4.1. DEFINICIONES DE FIABILIDAD, MANTENIBILIDAD Y DISPONIBILIDAD.
A. Fiabilidad o Confiabilidad.
Es la probabilidad de que un equipo no falle, osea funcione satisfactoriamente dentro de los límites de desempeño establecidos, en una determinada etapa de su vida útil y para un tiempo de operación estipulado, con la condición que el equipo se utilice para el fin y la carga para la que fue diseñado. [11]
Conforme un equipo está operando, su fiabilidad disminuye, es decir, aumenta la probabilidad de que falle, las rutinas de preservación y mantenimiento preventivo tienen la misión de diagnosticar y reestablecer la fiabilidad perdida.
Tiempo promedio entre fallas. MTBF (Mean Time Between Failure).
𝑀𝑇𝐵𝐹 = 𝑁° 𝑑𝑒 𝐻𝑜𝑟𝑎𝑠𝑑𝑒 𝑂𝑝𝑒𝑟𝑎𝑐𝑖𝑜𝑛
𝑁° 𝑑𝑒 𝑟𝑒𝑝𝑎𝑟𝑎𝑐𝑖𝑜𝑛𝑒𝑠𝑐𝑜𝑟𝑟𝑒𝑐𝑡𝑖𝑣𝑎𝑠.
B. Mantenibilidad.
Es la probabilidad de que el equipo, después del fallo o avería sea puesto en un estado de funcionamiento en un tiempo dado. Característica inherente al elemento, asociada a su capacidad de ser recuperado para el servicio cuando se realiza la tarea de mantenimiento necesaria. Es la rapidez con la cual las fallas, o el funcionamiento defectuoso en los equipos son diagnosticados y corregidos. [11]
La Mantenibilidad se mide como MTTR (Mean Time to Repair) o TMDR (Tiempo medio de reparación).
Tabla N°03. Comparación entre Mantenibilidad y Confiabilidad. [11]
MANTENIBILIDAD CONFIABILIDAD
Se necesita poco tiempo para restaurar. Pasa mucho tiempo para fallar
Ø Existe alta probabilidad de completar la restauración.
Ø El tiempo medio para restauración es pequeño.
Ø Se tiene alta taza de restauración.
Ø Existe baja probabilidad de falla.
Ø El tiempo medio entre fallas es grande.
Ø Se tiene baja taza de fallas.
C. Disponibilidad.
Es la disponibilidad en el tiempo de asegurar un servicio requerido, o la confianza de que un componente o sistema que sufrió mantenimiento, ejerza su función satisfactoriamente para un tiempo dado en la práctica ,la disponibilidad se expresa como el porcentaje de tiempo en que el sistema está listo para operar o producir, esto en sistemas que operan continuamente.[15]
Teniendo como referencia lo anterior se podría expresar que la
𝐷 = 𝑀𝑇𝐵𝐹
58
Figura N°05. Fiabilidad- Mantenibilidad- Disponibilidad [16, Pg. 66]
Criticidad de equipos
El sistema de criticidad clasifica a los quipos de acuerdo con su importancia en la planta o en caso de fallar, según los posibles daños o accidentes que pudiera ocasionar.
El nivel de criticidad lo determinan: el personal de operaciones, el departamento de mantenimiento y la gerencia, quienes delimitaran la clasificación de prioridades para el mantenimiento. Existen muchas posibilidades de establecer un sistema de criticidad, desde los más simples, como una lista de equipos en orden de importancia, hasta los más simples, hasta lo más complicado, haciendo depender al sistema de muchas variables. [17 Pg. 2; 26].
Equipos críticos A.
Es todo aquel equipo que como resultado de la falla, provoca el paro inmediato de
Equipos críticos B.
Es todo aquel equipo que como resultado de la falla, provoca el paro de la línea de producción o proceso en las próximas 24 horas. Es todo aquel equipo que como resultado de la falla, provoca la reducción de la producción de la línea durante las siguientes 24 horas.
Equipos críticos C.
Es todo aquel equipo que como resultado de la falla, no afecta la línea de producción durante las siguientes 24 horas.
Los aspectos siguientes también se pueden evaluar, cuando se requiere llevar controles que busquen una certificación ante algún ente en sus respectivas áreas.
El sistema de criticidad le permite llevar a cabo las tareas correctas de mantenimiento incluso si no tiene tiempo de realizar todas las tareas planificadas de mantenimiento. Las metas recomendadas con este sistema de criticidad son:
ü 100% de cumplimiento de mantenimiento para equipos de criticidad A. ü 90% de cumplimiento de mantenimiento para equipos de criticidad B. ü 80% de cumplimiento de mantenimiento para equipos de criticidad C.
Tribología.
60
un medio para evitar el desgaste. [17]
La fricción se define como la resistencia al movimiento durante el deslizamiento o rodamiento entre cuerpos sólidos. Su naturaleza está ligada a interacción superficial del material combinado y depende de la rugosidad, temperatura, carga y velocidad. [17]
El desgaste es el daño de la superficie por remoción de material en respuesta a la fricción, puede definirse como una pérdida de material de la interface de dos cuerpos, cuando se les ajusta a un movimiento relativo bajo la acción de una fuerza. [17]
La lubricación consiste en introducir una capa intermedia de un material ajeno (aceite lubricante) entre las superficies en movimiento. El propósito de la lubricación es la separación de dos superficies con deslizamiento relativo entre sí de tal manera que no se produzca daño en ellas: se intenta con ello que el proceso de deslizamiento sea con el rozamiento más pequeño posible. Para conseguir esto se intenta, siempre que sea posible, que haya una película de lubricante de espesor suficiente entre las dos superficies en contacto para evitar el desgaste como se muestra en la figura 06.
La lubricación reduce, la fricción, el desgaste y el calentamiento de elementos de máquinas que se mueven uno con respecto del otro.
Los tipos más resaltantes de lubricación son:
a) Lubricación hidrodinámica: Las superficies están separadas por una película de lubricante que proporciona estabilidad. No se basa en introducir lubricante a presión (puede hacerse), exige un caudal de aceite, la presión se genera por movimiento relativo. Se habla también de lubricación de película gruesa, fluida, completa o perfecta. [18]
b) Lubricación límite: La película de lubricante es tan fina que existe un contacto parcial metal- metal. La acción resultante no se explica por la hidrodinámica. Puede pasarse de lubricación hidrodinámica a límite por caída de la velocidad, aumento de la carga o disminución del caudal de aceite. En este tipo de lubricación (de película delgada, imperfecta o parcial) más que la viscosidad del lubricante es más importante la composición química. Al proyectar un cojinete hidrodinámico hay que tener en cuenta que en el arranque puede funcionar en condiciones de lubricación límite. [18]
c) Lubricación hidrostática: Se obtiene introduciendo a presión el lubricante en la zona de carga para crear una película de lubricante. − no es necesario el movimiento relativo entre las superficies. − se emplea en cojinetes lentos con grandes cargas. − puede emplearse aire o agua como lubricante. [18]
62
Composición de los Lubricantes. Un lubricante está compuesto básicamente de dos partes, una de aceite básico o base y otra de aditivos que mejoran sus propiedades y determinan sus características. Existen distintos tipos de base entre las que se mencionan las bases minerales que provienen del petróleo, las bases del grupo II Y III que son las más utilizadas, bases semisinteticas que son una mezcla entre minerales y sintéticos, y por último las bases sintéticas elaboradas mediante un proceso de sintetización, incrementando el costo de producción. Los aditivos son compuestos químicos que se agregan a la base para mejorar o para agregar otra propiedad al lubricante [19, Pg. 16]
Función de los lubricantes.
Ø Disminuir el rozamiento. Ø Reducir el desgaste
Ø Evacuar el calor generado por las pérdidas de potencia en el equipo.
Ø Evacuar impurezas de tipo orgánico o metálico. Ø Transmitir Potencia.
Ø Sellar.
Primarias.
Ø Control del desgaste, Control de fricción. Ø Prevención de daños superficiales.
Secundarias.
Ø Extracción de calor.
Ø Limpieza Y Remoción de Residuos. Ø Prevenir corrosión.
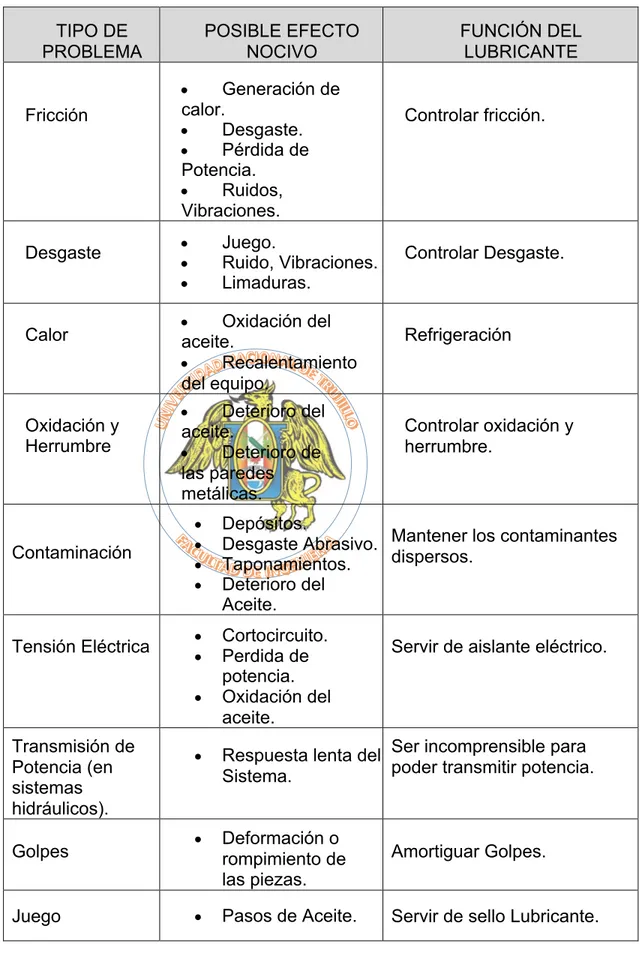
Tabla N°04. Función y Problemas en Lubricantes
TIPO DE
PROBLEMA POSIBLE EFECTO NOCIVO FUNCIÓN DEL LUBRICANTE
Fricción
• Generación de calor.
• Desgaste. • Pérdida de Potencia.
• Ruidos, Vibraciones.
Controlar fricción.
Desgaste •• Juego. Ruido, Vibraciones. • Limaduras.
Controlar Desgaste.
Calor •aceite. Oxidación del • Recalentamiento del equipo.
Refrigeración
Oxidación y Herrumbre
• Deterioro del aceite.
• Deterioro de las paredes metálicas.
Controlar oxidación y herrumbre.
Contaminación
• Depósitos.
• Desgaste Abrasivo. • Taponamientos. • Deterioro del
Aceite.
Mantener los contaminantes dispersos.
Tensión Eléctrica •• Cortocircuito. Perdida de potencia. • Oxidación del
aceite.
Servir de aislante eléctrico.
Transmisión de Potencia (en sistemas hidráulicos).
• Respuesta lenta del Sistema.
Ser incomprensible para poder transmitir potencia.
Golpes • Deformación o rompimiento de las piezas.
Amortiguar Golpes.
64
Degradación de Aceite de los Motores de Combustión Interna.
El proceso que experimenta el aceite lubricante con el uso y que lo lleva a ir perdiendo de forma paulatina la capacidad para desempeñar las funciones para las que fue diseñado, es lo que se entiende por degradación (alteración de las propiedades físico-químicas del aceite).[17]
Los parámetros que definen un aceite de motor son: la viscosidad, su reserva básica (TBN) y el nivel de aditivos. Este último en función del fabricante del aceite que selecciona el paquete de aditivos a utilizar atendiendo al uso que va a llevar el mismo. Se considera también como parámetros indicativos de la degradación del aceite las medidas de oxidación y nitración que señalan el envejecimiento propio del aceite. [17]
Parámetros Indicadores de la Degradación del Aceite.
A. Formación de Compuestos Ácidos.
Los ácidos producen corrosión lo cual aumenta el desgaste en las superficies internas de las máquinas. [20]
Numero Acido: (AN O TAN): Representa la cantidad de ácidos o productos como ácidos disueltos en el aceite. Un aceite nuevo no empieza entre 0 y 1, porque los aditivos pueden ser ácidos. Un aumento en TAN normalmente indica contaminación con ácidos u oxidación. Los ácidos son generados por el alto contenido de azufre en el diesel.
ácido o ácido en la muestra de aceite. Debido a que los nuevos aceites contienen aditivos que afectan a la TAN, es importante comparar las muestras de aceite usado con aceite nuevo, no usado del mismo tipo. El análisis regular en intervalos específicos es importante para esta evaluación. [21, Pg. 204]
Numero Base:(BN O TBN): Representa a cantidad de aditivos alcalinos en reserva en el lubricante para neutralizar los productos ácidos de la combustión. Los ácidos son generados por el alto contenido de azufre en el diésel. El número de base indica la capacidad del aceite para neutralizar la acidez. Cuanto mayor sea el TBN, mayor será su capacidad para neutralizar la acidez. Las causas típicas de baja TBN incluyen el uso el aceite inadecuado para una aplicación, esperar demasiado tiempo entre cambios de aceite, sobrecalentamiento, y el uso de combustible de alto azufre.
B. Aumento de la Viscosidad del Aceite.
La resistencia del aceite a fluir va a aumentar, lo cual va a dar como resultado fricción, desgaste y disminución de la eficiencia del equipo. [20]
C. Formación de barniz.
Los barnices son capas pastosas que van a atrapar a los contaminantes duros, creando una superficie como de “papel de lija”. Esta superficie acelera el desgaste de los componentes. Así pues, el barniz puede dar como resultado filtros obstruidos, válvulas bloqueadas y orificios taponados. Además estos barnices actúan como aislantes, reduciendo el efecto de los intercambiadores de calor, lo cual va a originar altas temperaturas y aumento de la velocidad de reacción. [20]
66
D. Disminución de la Función de los Aditivos.
Los aditivos (antioxidantes y detergentes) también reaccionan con los productos intermedios de degradación. El resultado es la pérdida del efecto de los aditivos y consecuentemente el proceso de degradación se acelera. [20]
Causas de la degradación del aceite.
El proceso de degradación del aceite es un problema común tanto en sistemas de lubricación como hidráulicos. Las principales causas de la degradación del aceite son: Oxidación, Hidrolisis, Degradación Térmica. En muchos casos es una combinación de los tres procesos [20]
Tener en cuenta que al disminuir la contaminación con agua, con aire, con partículas, con calor, no solo se estará disminuyendo el desgaste de la máquina, sino también extendiendo la vida del aceite.
a) Oxidación.
Esta ocurre cuando el oxígeno reacciona con el aceite base del lubricante. Cuando el aceite se oxida algunas moléculas del hidrocarburo se transforman en ácidos, alcoholes y polímeros. Conduce a la formación de productos insolubles (resinas), películas finas, barnices o lacas en las superficies, lo cual afecta las propiedades de desempeño del aceite. [20]
Existen varios tipos de antioxidantes que pueden aumentar la estabilidad a la oxidación. “ADITIVOS”. Sin antioxidantes, ningún tipo de aceite estaría exento a este proceso químico natural.
b) Hidrólisis.
Es una reacción química que produce descomposición o alteración del lubricante, al estar en contacto con el agua. Esto produce un desplazamiento del equilibrio molecular del agua y como consecuencia se modifica el pH del lubricante. Al igual que en el proceso de oxidación, el proceso de hidrólisis también puede llevar a la formación de compuestos ácidos y barniz. [20]
En casi todos los sistemas, las trazas de agua en el sistema lubricante son inevitables y pueden surgir a causa de:
ü Fugas de refrigerante. ü Condensación atmosférica. ü Operación de Talento Humano. ü Fallas en los sellos o empaques.
68
ü La viscosidad del aceite
ü Acelerar la velocidad de oxidación emulsiones.
Estas repercuten en fallas de los componentes del equipo (cojinetes, engranajes, partes móviles, etc.).
c) Degradación Térmica.
Es el proceso de descomposición del aceite por medio del calor (altas temperaturas). Normalmente, la degradación térmica tiene lugar en puntos del sistema con altas temperaturas. También pueden resultar polímeros y compuestos insolubles, los cuales pueden conducir a la formación de barniz tal y como sucede en el proceso de oxidación. También lleva a la Polimerización debida a la alta presión y temperatura. Se forman nuevos productos. [20]
d) Nitración.
La nitración resulta de la combustión del combustible en los motores. Los productos formados son altamente ácidos pueden dejar depósitos en las zonas de combustión. La nitración acelera la oxidación del aceite .El análisis infrarrojo se utiliza para detectar y medir los productos de nitración. [21, Pg. 204]
Consecuencias de la Degradación del Aceite. [20]
Disminución de la vida del aceite.
ü Aumento de degradación del aceite
ü Productos de la degradación actúan como catalizadores ü Reducción de la función de los aditivos.
Reducción de la función del aceite.
ü Restricción del flujo del aceite.
Reducción de la productividad.
ü Síndrome del lunes por la mañana: lenta puesta en marcha. ü Aumento de los tiempos de parada.
ü Reducción del rendimiento de las máquinas.
Mayor energía consumida
ü Fricción y desgaste.
Aumento de los costos de mantenimiento
ü Aumento de la frecuencia de cambio de filtros. ü Aumento de desgaste en los componentes. ü Corrosión acida en los componentes metálicos. ü Fallo de los componentes.
ü Limpieza de los depósitos resultantes de la oxidación.
Consecuencias de la polución medioambiental.
ü Mayores costos por el cambio del aceite y filtros. ü Fugas.
Contaminación de Aceite de los Motores de Combustión Interna.
70
en el sistema.[17]
a) Silicio.
El aumento del contenido de silicio en el aceite repercute en el desgaste del motor y puede deberse a varias causas, la más perjudicial se debe a la introducción de polvo debido por filtros de aire ineficientes, sucios o rotos, a través del respiradero, varilla de nivel de aceite, juntas más ajustadas en el colector o incluso conjuntamente con el lubricante o combustible. El aire cargado de impurezas, cuya cantidad y composición varía según las condiciones de operación y el medio en el que se desenvuelve el motor.
Los polvos se componen en su mayor parte de sílice (hasta el 70% ) su dureza es muy difícil de definir, no obstante, se entiende que el cuarzo, la arena u otros componentes formados por sílice son suficientemente duros para rayar cualquier metal.
En general, un motor operando en presencia de polvo sufre mayor desgaste cuando mayor volumen haya admitido. Aquellas partículas de tamaño similar al espesor de la película son las más dañinas. Una partícula de tamaño inferior al espesor de la película, pasara a través de la misma causando un daño poco perceptible.
Si la partícula es superior a la holgura será imposible que penetre en la misma, con lo cual no se producirá ningún daño.
b) Agua.
El segundo contaminante del aceite más destructivo es el agua, situación que se ve empeorando ya que frecuentemente es ignorada como una causa primaria de fallo. Teniendo en cuenta esto debemos reconocer su presencia y analizar su estado:
Agua disuelta.
Caracterizada por moléculas de agua que se encuentran dispersas de forma aislada por todo el aceite. El aceite usado puede ser capaz de llevar de 3 a 4 veces el agua disuelta que admitiría uno nuevo.
Agua emulsionada.
Glóbulos microscópicos de agua se encuentran dispersos en una suspensión estable en el aire. Esta fase aparece cuando la cantidad de agua presente en el aceite ha excedido el máximo nivel que puede permanecer disuelta, el aceite se satura.
Agua libre.
La adición de más cantidad de agua a una mezcla emulsionada de aceite y agua llevará a la separación de la misma en dos fases, quedando una fase de agua libre asentada en el fondo del cárter, así como una fase de aceite emulsionado.
En los cojinetes, la incompresibilidad del agua puede resultar en una pérdida de la película hidrodinámica del aceite que llevara a un desgaste excesivo. La sola presencia del 1% de agua en el aceite puede reducir la esperanza de vida útil de este elemento hasta un 90%.Para el caso de rodamientos la situación puede ser incluso peor, ya que el agua no solo contribuye a la destrucción de la película de lubricante sino que además, tanto el agua libre como la emulsionada bajo las condiciones de extrema presión y temperatura generadas en la zona de carga, pueden provocar una vaporización instantánea que produzca un desgaste erosivo.
72
de carga de un rodamiento. Debido a su relativamente pequeño tamaño, los iones de hidrogeno producidos por este proceso pueden quedar absorbidos sobre la superficie de la pista de rodadura resultando el fenómeno conocido como fragilizado por hidrogeno .Este fenómeno es causado por un cambio en la metalurgia del elemento causando que le material se convierta en uno más débil o frágil y sea propenso a quebrarse por debajo de la superficie de la pista de rodadura. Cuando esta superficie se quiebra, separándose de la superficie, puede conducir a la aparición de picaduras y descamaciones.
Debido a que los efectos del agua libre y emulsionada son los más peligrosos comparados con los que provoca el agua disuelta. Una regla general es asegurar que los niveles de mezcla permanezcan por debajo del punto de saturación. Para la mayoría de los aceites en uso esto significa de 100 a 300ppm
o menos dependiendo del tipo de aceite y la temperatura que soporta. De todas formas, aun cumpliendo con estos niveles nada asegura que esta agua no pueda causar importantes daños.
La presencia de agua en el aceite lubricante puede causar que su proceso de oxidación se multiplique por diez veces resultando un envejecimiento prematuro del aceite, más aún, si además existe la presencia de determinados metales que actúan como catalizadores (cobre, plomo y estaño).
Además en determinados tipos de aceites sintéticos, aquellos obtenidos de aceites bases de esteres fosfóricos y di básicos, se sabe que son reactivos con agua resultando de ello la destrucción del aceite base y la posterior formación de compuestos ácidos.
un desgaste corrosivo, particularmente en componentes que contengan metales blandos tales como los utilizados en los recubrimientos de los cojinetes o compuestos con base de bronce o latón.
Otros aditivos tales como los agentes dispersantes-detergentes e inhibidores de corrosión pueden ser lavados por la excesiva humedad .Todo esto resulta de un aumento de la sedimentación y en la formación de lodos. [17]
c) Glicol.
La contaminación por glicol o anticongelante reporta una serie de efectos adversos sobre el aceite, tales como: espesamientos del mismo, mayor tendencia a la formación de emulsiones y de ácidos.
El glicol principal ingrediente anticongelante, es mezclado típicamente con agua 50/50 para formar refrigerante que permita a una buena transmisión de calor aumentando la temperatura de ebullición (107°C) y disminuyendo la temperatura de congelación (-35°C).
La formulación del refrigerante emplea un amplio abanico de sustancias desde metales hasta aditivos orgánicos (fosfatos, borato sódico, silicato sódico, nitrato de sodio o carboxilos).Estos elementos son utilizados para proteger las superficies de la corrosión y la cavitación, prevenir la formación de espumas y mantener el PH estable. Estos aditivos evidentemente contribuirán a aumentar la concentración elemental de sodio, boro, potasio, silicio y fosforo en el refrigerante, y servir como trazadores para identificar la contaminación por glicol.
74
presentar en la culata donde existe la posibilidad de movimiento de la junta. Las mayores presiones hidrostáticas del refrigerante con relación al sistema de lubricación aumentan el riesgo de contaminación cuando el motor está apagado. [17]
d) Combustible.
La contaminación por combustible en el aceite de motor es lo que se conoce como dilución y puede provenir de diferentes causas tales como inyectores defectuosos. El punto de inflamación y la viscosidad son afectados por la presencia de combustible, aunque puedan verse modificados en sentido contrario por otras cusas y no ser suficientes para detectar la presencia de combustible.
La pérdida de viscosidad del aceite se debe a la mezcla con otro compuesto de menor viscosidad (combustible).Dicha perdida de viscosidad puede llevar a la perdida de la película lubricante en determinadas condiciones, sobre todo en aquellas más problemáticas donde tengamos altas temperaturas y cargas importantes. La disolución lleva también a una prematura oxidación del aceite, perdida de nivel de aditivos (dispersantes y anti-desgaste).incremento de azufre (riesgo de corrosión). [17].
e) Hollín.
refiere a la pérdida de su capacidad dispersante. Las partículas de hollín se atraen entre ellas, aglomerándose y depositan sobre las superficies lubricadas. La presencia de hollín repercute en el aumento de la viscosidad, incremento en la tasa de desgaste y una mayor formación de depósitos. [17]
ANÁLISIS DE ACEITES.
Es una de las herramientas más valiosas que el ingeniero de mantenimiento tiene a su disposición con la finalidad de alcanzar la vida útil de los equipos mecánicos; suministra numerosa información utilizable para diagnosticar el desgaste interno del equipo, el estado del lubricante y el ambiente en el que trabaja la máquina, según puede verse en la figura 08. [22]
76
Figura 08. Información que Proporciona el Análisis de Aceite. [09]
El estado del equipo se determina estableciendo el grado de contaminación del aceite debido a la presencia de partículas de desgaste o sustancias ajenas a este. El estado del aceite se determina comprobando la contaminación del aceite y la degradación que ha sufrido, es decir, la pérdida de capacidad de lubricar causada por una variación de sus propiedades físicas y químicas y sobre todo, las de sus aditivos. [09]
La contaminación del aceite se puede determinar cuantificando en una muestra del lubricante, el contenido de partículas metálicas, agua, materias carbonosas y partículas insolubles. La degradación se puede evaluar midiendo la viscosidad, la detergencia, la acidez y la constante dieléctrica.
El aceite se puede utilizar con fines de diagnóstico ya que en cumplimiento de una de sus funciones, es el medio de evacuación de todas las impurezas que recoge o se forman en él. El análisis del aceite usado consiste en tomar muestras cada cierto periodo de tiempo de funcionamiento del motor, generalmente coincidiendo con el cambio de aceite, y posteriormente evaluarlas para determinar tanto el estado del motor como el de su lubricante (Martínez, 2002). [24].
Técnicas de Análisis de Aceite.
78
Tabla N° 06. Métodos para la Determinación de Parámetros en Análisis de Aceite [25]
ITEM NORMAS PARAMETROS
01 D2982, D4291, otros métodos. Glicol
02 D893, D4055, otros métodos. Insolubles
03 D95, D6304, D1744 “Ensayo de precipitación”, otros métodos.
Contenido de agua
04 D92, D93, D3828, otros métodos.
Punto de inflamación
05 D3524, otros métodos. Dilución con Combustible
06 D5185, D6595, otros métodos. Análisis Elemental
07 D664, D974, otros métodos. Numero Acido
08 D2896, D4739, D974 otros métodos. Numero Básico
09 D445, otros métodos. Viscosidad cinemática a 40°C y 100°C
10 FT-IR , (D7624, D7414, D7415, D7412.) Dilución con Combustible, Glicol, Insolubles, Nitración, Oxidación, Hollín, Sulfatación, Contaminación con agua.
11 Conteo de partículas Cualquier método.
Análisis de Partículas de Desgaste.
Las técnicas que se utilizan actualmente para identificar y cuantificar el contenido de partículas de desgaste son principalmente la espectrometría de emisión, la espectrometría de absorción y la ferrografía, aunque también existen una serie de técnicas complementarias, como son el contaje de partículas y la inspección microscópica.[09]
La espectrometría de emisión resulta muy útil, pues en menos de un minuto se analizan muchos elementos distintos. Se basa en que los átomos, al ser excitados, emiten una radiación cuyas longitudes de onda son función de su configuración electrónica. Por ello, cada elemento emite unas longitudes de onda características diferentes y es posible identificar esos elementos a partir del análisis del espectro de emisión. El resultado del análisis es la concentración en ppm (Partes por millón) o incluso ppb. (Partes por billón) de los diferentes metales presentes en una muestra de aceite usado. Análisis de Aceite Lubricante en espectrometría es basado en la Norma ASTMD 5185. [09]
La espectrometría de absorción es una técnica más laboriosa, pues necesita un análisis por cada elemento. Se basa en la que la cantidad de luz absorbida de una longitud de onda concreta por un átomo determinado es proporcional a la concentración de ese átomo. Os permite al analista determinar cuando existe presencia de contaminantes ambientales y del proceso o cuando se ha producido un relleno de aceite incorrecto. Tienen la limitación del tamaño de partículas <5-8 micras. [09]
80
inferior. Las partículas poco magnéticas no se alinean en tiras, sino que se depositan al azar a lo largo del ferrograma permitiendo una rápida distinción entre partículas férreas y no férreas. Calentando el ferro- grama se puede distinguir entre fundición de hierro, acero de alta y baja aleación, diferentes metales no ferrosos y materiales orgánicos e inorgánicos. [09]
La microscopía es la inspección con un microscopio de las partículas recogidas en colectores magnéticos, depósitos de aceite o filtros; es una técnica lenta pero relativamente económica. Una vez determinado el contenido de partículas de desgaste, es necesario conocer su origen, para identificar dónde hay un problema potencial. La tabla N°04 puede servir de referencia en la búsqueda del origen de esas partículas. [09]
El contaje de partículas aporta información sobre la distribución de los distintos elementos presentes en la muestra de aceite por tamaños. La muestra pasa lentamente a través de un sensor donde las partículas contenidas son iluminadas por un rayo láser que produce en un fotodiodo un pico de corriente de altura proporcional al tamaño de la partícula; un sistema electrónico separa las señales en categorías. [09]
Análisis de Partículas en los Aceites Lubricantes: ISO 4406.
El contaje de partículas mide la limpieza de un aceite. Las partículas se evalúan en cinco categorías de tamaños y se reportan por 1ml de fluido.se cuentan todas las partículas incluyéndolas de desgaste y contaminantes de procesó y ambientales Este test es particularmente importante para sistemas limpios. Ejemplo: hidráulicos, transmisiones, turbinas y compresores. Verifica la eficiencia de la filtración. Detecta contaminación por el proceso y ambiente. [07]
82
Tabla N° 07. Contaminantes del aceite. Partículas de desgaste. [09].
ITEM METAL
DETECTADO ORIGEN DE LA CONTAMINACIÓN
01 Aluminio. Cojinetes de biela y bancada. Pistones.
02 Bario. Fugas de refrigerante, aditivo detergente.
03 Boro. Polvo atmosférico, fugas de refrigerante.
04 Calcio. Aditivo dispersante. Aditivo detergente
05 Cobre. Cojinetes de biela y bancada, Cojinetes del bulón o pie de biela,
Tuberías, Depósitos, Enfriadores de aceite y Radiadores.
06 Estaño. Cojinetes de biela y bancada, Cojinetes de árbol de levas.
07 Hierro.
Mecanismos de distribución, Cilindros, Tuberías y engranajes. Muñones de biela y bancada, Guías y asiento de válvulas, Árbol de levas, Guías y asiento de válvulas. Pistones y Camisas.
08 Níquel. Engranajes, Mecanismos de accionamiento de válvulas, Camisas de cilindros. Vástagos de Válvulas. Combustible.
09 Silicio. Aire atmosférico, aditivo antiespumante,
Aguas de alimentación, Polvo. Algunas camisas de función.
10 Sodio. Fugas de refrigerante. Combustible.
11 Zinc Cojinetes de Latón, Aditivo Antioxidante., Aditivo Antidesgaste.
12 Cromo Anillo de Pistón. Camisas cromadas.
13 Plomo Cojinete de biela y bancada, cojinetes del bulón o pie de biela, Cojinetes de árbol de levas.
14 Vanadio Combustible.
Análisis de Otros Contaminantes.
Los contaminantes que se suelen analizar son el contenido en agua y la presencia de sustancias insolubles. Por regla general puede decirse que el contenido de humedad del aceite no debe superar un 0.5%. El método más sencillo para detectarlo es el llamado de crepitación, que consiste en dejar caer una gota sobre una plancha metálica a 200 ºC y escuchar si se produce el ruido característico de la crepitación. La intensidad del ruido es indicativa de la cantidad de agua contaminante. Hay otros métodos rápidos de detección como el polvo Hidrokit y el papel Watesmo, utilizado por los mini laboratorios contenidos en maletas portátiles. En grandes laboratorios se utiliza el método del reactivo Karl Fischer que permite detectar concentraciones muy pequeñas. [09].
Análisis de Agua en el Aceite Lubricante: Karl Fischer.
El Karl Fischer nos da una medida muy exacta de la cantidad de humedad, o agua presente en la muestra de aceite. El agua puede entrar al sistema a partir de:
Ø Sistema de refrigeración, por fugas en los enfriadores o intercambiadores deñados.
Ø Contacto directo entre el vapor y el aceite por defecto de sellos de vapor o fallo de válvulas y conductos de respiradores.
Ø Filtro defectuoso de llenado de aceite.
La presencia de insolubles en el aceite es principalmente síntoma de degradación por oxidación, principalmente por temperatura excesiva. Como norma general, puede establecerse que el contenido en insolubles no debe sobrepasar el 3%. Para su determinación, se deposita una gota de aceite usado sobre un papel de filtro de alta porosidad, y observar al cabo de varias horas. La mancha que se forma presenta tres zonas concéntricas: [09]
![Tabla N°03. Comparación entre Mantenibilidad y Confiabilidad. [11]](https://thumb-us.123doks.com/thumbv2/123dok_es/7039286.313237/61.918.141.840.133.703/tabla-n-comparación-mantenibilidad-confiabilidad.webp)
![Figura N°05. Fiabilidad- Mantenibilidad- Disponibilidad [16, Pg. 66]](https://thumb-us.123doks.com/thumbv2/123dok_es/7039286.313237/62.918.94.829.102.647/figura-n-fiabilidad-mantenibilidad-disponibilidad-pg.webp)
![Figura 06. Película de Lubricante entre Dos Cuerpos en Contacto. [18].](https://thumb-us.123doks.com/thumbv2/123dok_es/7039286.313237/65.918.220.750.783.1000/figura-película-lubricante-dos-cuerpos-contacto.webp)
![Tabla N°05. Tabla de Causas de Degradación del Aceite. [20].](https://thumb-us.123doks.com/thumbv2/123dok_es/7039286.313237/70.918.157.832.362.924/tabla-n-tabla-causas-degradación-aceite.webp)
![Figura 08. Información que Proporciona el Análisis de Aceite. [09]](https://thumb-us.123doks.com/thumbv2/123dok_es/7039286.313237/80.918.203.783.89.770/figura-información-que-proporciona-el-análisis-de-aceite.webp)
![Tabla N° 06. Métodos para la Determinación de Parámetros en Análisis de Aceite [25]](https://thumb-us.123doks.com/thumbv2/123dok_es/7039286.313237/82.918.138.795.136.829/tabla-n-métodos-para-determinación-parámetros-análisis-aceite.webp)
![Figura 09. La toma de Muestra es Fundamental para la Validez de los Resultados. [09]](https://thumb-us.123doks.com/thumbv2/123dok_es/7039286.313237/92.918.191.747.386.810/figura-toma-muestra-fundamental-validez-resultados.webp)