ESCUELA SUPERIOR DE INGENIERÍA
MECÁNICA Y ELÉCTRICA
SECCIÓN DE ESTUDIOS DE POSGRADO
E INVESTIGACIÓN
“DISEÑO DE UN SENSOR
MAGNÉTICO DE ESFUERZOS”
Tesis que para obtener el Grado de
Maestro en Ciencias en Ingeniería
Mecánica presenta:
ING. MIGUEL ROSAS VELÁZQUEZ
Director de la tesis:
DR. LUIS HÉCTOR HERNÁNDEZ GÓMEZ
AGRADECIMIENTOS
A mi asesor Dr. Luis Héctor Hernández Gómez,
por haber aceptado guiarme en ésta difícil
tarea, apoyándome con su conocimiento y
experiencia.
A los investigadores que formaron parte del
jurado:
Dr. Luis Héctor Hernández Gómez
Dr. Guillermo Urriolagoitia Calderón
M. en C. Gabriel Villa y Rabasa
M. en C. Ricardo López Martínez
M. en C. Cándido Palacios Montufar
M. en C. Gabriel Gustavo Vázquez Montes de Oca
A mis profesores que con sus acertadas
enseñanzas, acrecenté mis conocimientos:
Dr. José Ángel L. Ortega Herrera
Dr. Samuel Alcántara Montes
Dr. Manuel Vite Torres
Dr. Alejandro Encina Medrano (QDEP)
M. en C. Jorge Ramos Watanave
A mis amigos del Instituto Mexicano del
Petróleo por sus excelentes comentarios y apoyo
incondicional. En particular al
Ingeniero Tomás
Ramírez Maldonado
por su valioso apoyo y
motivaciones en la conclusión de éstos estudios
tan importantes para mí.
Al Instituto Mexicano del Petróleo por haberme
otorgado una beca-crédito, durante los estudios
de maestría, sin su soporte hubiera sido
inalcanzable efectuar el presente trabajo.
Muy en especial a mis hermanos: Tomás, Viviano
y Luis, a María Antonieta y Alberto Miguel. Sin
su colaboración, me habría sido imposible
realizar los ensayos expuestos en éste trabajo.
Deseo dedicar este trabajo:
A mi esposa e hijos por su comprensión y
paciencia, con mucho cariño.
A mis padres María del Carmen y Sabas.
Miguel Rosas Velásquez
“DISEÑO DE UN SENSOR
MAGNÉTICO DE ESFUERZOS”
ÍNDICE GENERAL
SIMBOLOGÍA IX
ÍNDICE DE FIGURAS XIII
ÍNDICE DE TABLAS XVIII
RESUMEN XX
ABSTRACT XXI
JUSTIFICACIÓN XXII
OBJETIVO XXIII
INTRODUCCIÓN 1
CAPÍTULO 1
ANTECEDENTES DEL DESARROLLO DE
“DIABLOS” INSTRUMENTADOS
1.1. Diablos no inteligentes o convencionales 9
1.1.1. Diablos de pistoneo 9
1.1.3. Diablos de limpieza 11
1.2. Características generales de los diablos instrumentados 13
1.3. Antecedentes de las corridas de diablos 18
1.3.1. Mantenimiento de ductos 18
1.3.2. Inspección de ductos 20
1.3.3. Detección de defectos 21
1.4. Propósito de una corrida de diablos 22
1.5. Diablos instrumentados magnéticos y de ultrasonido 23
1.5.1. Descripción de un diablo instrumentado de flujo magnético 23
1.5.2. Técnica del flujo magnético 25
1.5.3. Descripción de un diablo de ultrasonido 29
1.5.4. Técnica de ultrasonido 29
1.6. Planteamiento del problema 30
CAPÍTULO 2
ASPECTOS TEÓRICOS SOBRE DISEÑO DE TUBERÍAS EN
OLEODUCTOS Y GASODUCTOS
2.1. Códigos de diseño de oleoductos y gasoductos: 33
2.1.1. CID-NOR-SI-001 Requisitos mínimos de seguridad para el diseño, 33 construcción, operación, mantenimiento e inspección de ductos de
transporte (PEMEX)
2.1.3. ANSI/ASME B31.8 Código para el diseño de sistemas de tuberías de 34 transporte de gas
2.2. Determinación de la pared del espesor de la tubería 35
2.2.1. Presión interna 36
2.2.2. Diseño por presión de acuerdo a los códigos: 38
2.2.2.1. CID-NOR-SI-001 Requisitos mínimos de seguridad para el 38 diseño, construcción, operación, mantenimiento e inspección de ductos de transporte
2.2.2.2. ANSI/ASME B31.4 Código para el diseño de sistemas de 39 tuberías para transporte de petróleo crudo
2.2.2.2.1. Presión de diseño interna 39
2.2.2.2.2. Presión de diseño externa 40
2.2.2.3. ANSI/ASME B31.8 Código para el diseño de sistemas de 40 transporte de gas
2.2.3. Presión externa 40
2.2.4. Esfuerzos longitudinales 42
2.2.5. Esfuerzos circunferenciales 44
2.2.6. Efectos dinámicos 44
2.3. Control de la corrosión en oleoductos y gasoductos 45
2.3.1. Corrosión externa en tubería enterrada 45
2.3.2. Corrosión en el interior de la tubería 45
2.3.3. Corrosión externa para tubería expuesta a la atmósfera 46
2.4. Movimiento de los suelos 46
2.6. Radios de curvatura 49
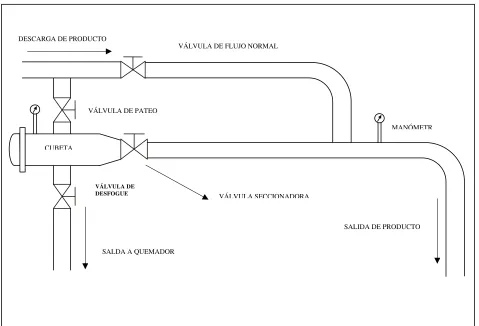
2.7. Trampas de diablos 50
2.8. Sumario 56
CAPÍTULO 3
INSPECCIÓN MAGNÉTICA DE ESFUERZOS
3.1. Aspectos teóricos del magnetismo 58
3.1.1. Ferromagnetismo 58
3.1.2. Materiales magnéticos 60
3.1.3. Permeabilidad relativa 61
3.1.4. Vectores magnéticos B, H, y M 62
3.1.5. Curvas de magnetización 67
3.1.6. Histéresis 69
3.1.7. Imanes permanentes 71
3.2. Análisis de casos presentados en la literatura 73
3.2.1. Dependencia de la magnetización anhisterésica sobre del esfuerzo uniaxial 73 del acero
3.2.1.1. Generalidades 73
3.2.1.2. Fundamentos teóricos 73
3.2.1.3. Detalles experimentales 74
3.2.1.4. Modelo matemático 74
3.2.2. Efectos de los esfuerzos sobre la magnetización en el acero 77
3.2.2.1. Generalidades 77
3.2.2.2. Fundamentos teóricos 77
3.2.2.3. Movimiento de la pared del dominio 78
3.2.2.4. Efectos de los esfuerzos sobre la magnetización 81
3.2.2.5. Efectos de los esfuerzos en regiones de campo de 81 baja intensidad
3.2.2.6. Dependencia de dm/dσ en las condiciones iniciales 82
3.2.3. Efectos de los esfuerzos sobre la magnetización y la 84 Magnetostricción en ductos de acero
3.2.3.1. Generalidades 84
3.2.3.2. Aspectos teóricos 85
3.2.3.3. Resultados experimentales 86
3.2.3.4. Discusión 89
3.3. Sumario 90
CAPÍTULO 4
DESARROLLO EXPERIMENTAL
4.1. Aspectos generales 92
4.2. Objetivo del experimento 92
4.3. Variables de medición 93
4.4. Medio Ambiente 93
4.5.1. Diseño conceptual del marco de prueba 93
4.5.2. Dispositivo mecánico para esfuerzos de tensión 94
4.5.3. Elementos del dispositivo mecánico sujetos a esfuerzos 96
4.5.3.1. Soporte deslizante 96
4.5.3.2. Eje que soporta la carga 97
4.5.3.3. Alambre de acero 100
4.5.3.4. Base del dispositivo 101
4.5.4. Tipos de probetas 103
4.5.5. Selección de imán 105
4.5.6. Instrumentación para medir el campo magnético 106
4.5.7. Características del banco de prueba 107
4.5.7.1. Capacidad máxima y mínima de carga 107
4.5.7.2. Precisión en las lecturas de las cargas 107
4.5.7.3. Rango de lecturas magnéticas 108
4.5.7.4. Rango de dimensiones de las probetas a ensayar 108
4.6. Descripción de las pruebas experimentales 108
4.6.1. Probeta 1, espesor 1.29 mm 109
4.6.2. Probetas 2, 3, 4, y 5, con espesor de 1.55 mm 109
4.6.3. Probeta 6, con espesor de 2.79 mm 109
4.7. Desarrollo de las pruebas experimentales 110
4.7.1. Ensayo no destructivo 110
4.7.2.1. Probeta número 1 112
4.7.2.2. Probetas números 2, 3, 4, y 5 113
4.7.2.3. Probeta número 6 116
4.8. Sumario 117
CAPÍTULO 5
EVALUACIÓN DE RESULTADOS
5.1. Evaluación de resultados 119
5.2. Comparación de resultados 120
5.3. Especificaciones técnicas para el diseño del sensor magnético 122
5.3.1. Selección del sistema magnético 123
5.3.2. Sistema electrónico 123
5.3.3. Sistema mecánico 124
5.3.4. Sistema de adquisición de datos 125
5.4. Diseño del sensor magnético de esfuerzos 126
5.4.1. Cálculo de los componentes del sensor magnético de esfuerzos 126
5.4.2. Fuerzas en las roscas del contenedor 133
CONCLUSIONES
135RECOMENDACIONES PARA TRABAJOS FUTUROS
137REFERENCIAS BIBLIOGRÁFICAS
138ANEXOS
ANEXO A: Norma CID-NOR-N-SI-001 Requisitos mínimos de seguridad para el
diseño, construcción, operación, mantenimiento e inspección de ductos 144 de transporte
ANEXO B: Características principales de imanes permanentes 148
ANEXO C: Sensores de Efecto Hall 150
ANEXO D: Dibujos del dispositivo mecánico y del sensor magnético de esfuerzos propuesto
ÍNDICE DE SIMBOLOS
Símbolo Descripción
a Coeficiente
A Área de la sección transversal, Amperes
α Coeficiente de expansión térmica lineal
α1, α2, α3 Cósenos directores de las direcciones de la magnetización
B Densidad del flujo magnético
B an Densidad de flujo de la anhisterésica
BD Barriles diarios
B i Densidad de flujo inicial
D Diámetro exterior
∆ E Energía requerida para mover un sitio fijo
E Módulo de elasticidad
E π Promedio de la energía fija
E pin Energía fija
F Fuerza
γ1, γ2, γ3 Cósenos directores del esfuerzo
H Intensidad del campo magnético
I Corriente a través del solenoide
ÍNDICE DE SÍMBOLOS
Símbolo Descripción
J' Densidad equivalente de corriente
k Constante
K Densidad de corriente peculiar, a causa de la corriente en el solenoide
K' Densidad equivalente de corriente en virtud de la magnetización de la varilla
km Kilómetros
l 2 π R, longitud
L Inductancia
λ Coeficiente de magnetización
M Función del modelo matemático, Momento
M Magnetización
m Dominio, metros
m' Magnetización
M s Saturación magnética
MB Miles de Barriles
MBD Miles de barriles diarios
MMBD Millones de barriles diarios
MMBPCE Millones de barriles de petróleo crudo equivalente
MMPCD Millones de pies cúbicos diarios
µ Permeabilidad del medio
Símbolo Descripción
µr Permeabilidad relativa
N Número de vueltas o espiras en el solenoide
N G Factor geométrico
N I Factor de desmagnetización interno
N tot Factor de desmagnetización
p Presión externa uniforme
plg Pulgadas
P i Presión interna
R Radio de toroide
r Radio de la bobina
σ
, St o Sc Esfuerzo normal de tensión o compresiónσ
F, sf Esfuerzo de flexiónσ
H Esfuerzo circunferencial debido a la presión del fluidoσ
L Esfuerzo longitudinalσ
PER Esfuerzo permisible máximoσ
T Esfuerzo tangencialσ
Y MIN, Sy Resistencia mínima a la cedenciaτ
,
Ss Esfuerzo cortantet Espesor de la pared del tubo
ÍNDICE DE SÍMBOLOS
Símbolo Descripción
µr Permeabilidad relativa
ψ m Cambio de flujo
η Coeficiente de Poisson
x' an Anhisterésica en el origen
χm Susceptibilidad magnética
Λ Acoplamiento de flujo
w Factor de unión de soldadura
ÍNDICE DE FIGURAS
Figura Descripción Página
I.1 Infraestructura de la industria petrolera en México 4
1.1 Diablos para limpieza tipo espuma, de poliuretano 10
1.2 Diablos para limpieza tipo esfera 11
1.3 Diablo convencional de 4 copas 12
1.4 Diablo de limpieza 13
1.5 Presión diferencial alrededor de un diablo 15
1.6 Esquema general de un diablo instrumentado 15
1.7 Diablo instrumentado magnético, diseñado en el IMP, 1988. 16
1.8 Módulo de sensores del diablo instrumentado, después de realizar una inspección interna, diseñado en el IMP
16
1.9 Reducción de la fricción en una tubería 19
1.10 Perfil típico de un depósito de cera 20
1.11 Módulo de sensores de un diablo de flujo magnético 24
1.12 Procesamiento y análisis de datos 25
1.13 Principio del método del flujo magnético 26
1.14 Efecto simplificado del defecto geométrico de la forma y amplitud de la señal registrada, diablo de flujo magnético
27
1.15 Lado izquierdo se muestra la información obtenida por un diablo en una inspección, lado derecho se muestran los datos procesados
27
1.16 Diablo instrumentado, se muestra el arreglo de sensores que debe cubrir la circunferencia interna del ducto
Figura Descripción Página
1.17 Principio de la técnica de ultrasonido 30
2.1 Esfuerzos de presión interna 37
2.2 Esfuerzos de flexión 43
2.3 Fallas repentinas en ductos 46
2.4 Determinación del diámetro interior 49
2.5 Trampa para corridas de diablos 54
2.6 Configuración de una trampa de diablos terrestre 55
2.7 Trampa de lanzamiento de diablos en instalaciones costa
afuera 56
3.1 Direcciones de fácil magnetización en un cristal de hierro 59
3.2 (a) Polaridad de dominios en un cristal de hierro magnetizado. (b) Cristal que ha sido saturado por un campo magnético
60
3.3 Solenoide y líneas de flujo magnético 62
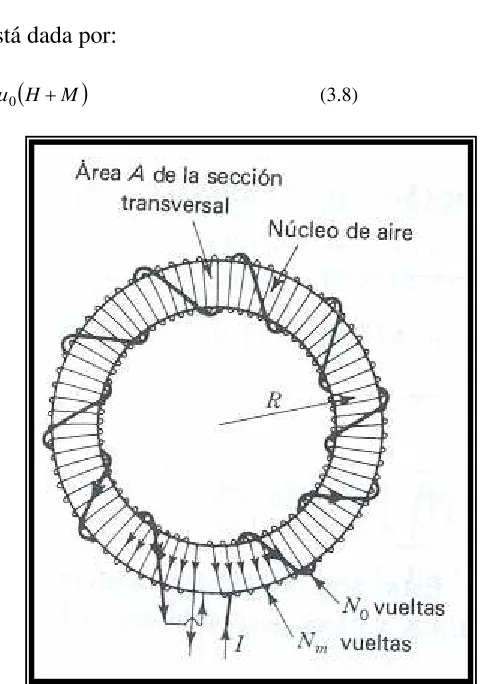
3.4 Toroide con N o vueltas de devanado burdo (que produce B o) y N m vueltas de devanado fino que produce B m
64
3.5 Método del anillo de Rowland para obtener la curva de
magnetización 68
3.6 (a) Curva típica de magnetización y (b) Relación
correspondiente de permeabilidad relativa al campo aplicado H 68
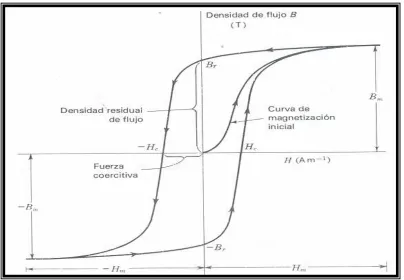
3.7 Curva de histéresis 70
3.8 Curva de histéresis para materiales magnéticamente blandos y duros
71
[image:18.612.114.532.99.714.2]Figura Descripción Página
3.10 Comparación entre los resultados experimentales y la solución
de la ecuación teórica (3.1), para la probeta #2 75
3.11 Curvas de magnetización de la anhisterésica para la probeta no. 1 sometida a esfuerzos de tensión
76
3.12 Curvas de magnetización de la anhisterésica para la probeta no. 1 sometida a esfuerzos de compresión
76
3.13 Cambio de la densidad de una probeta de acero con 1% de manganeso en función del esfuerzo
82
3.14 Cambios en la densidad de flujo magnético a un esfuerzo de tensión de 140 MPa en diferentes puntos alrededor de la curva de histéresis
82
3.15 Cambios en la densidad de flujo magnético a un esfuerzo de tensión de 140 MPa, los círculos abiertos pertenecen a la curva de magnetización inicial, los círculos cerrados a la curva de magnetización anhistéresica
83
3.16 Cambios de la densidad de flujo magnético contra esfuerzo de tensión de 140 MPa
84
3.17 Curva de magnetización inicial mostrando un pequeño cambio en el campo utilizado, para separar la componente reversible (R)
86
3.18 Cambios en las componentes reversibles e irreversibles por la tensión (rt, it), y por compresión (rc, ri), aplicando un campo magnético de 1 kA/m
87
3.19 Cambios en la magnetización causados por ciclos de esfuerzos de tensión y compresión
88
3.20 Cambios en la magnetización primero debido a un ciclo de tensión y después a compresión
88
3.21 Magnetostricción medida a lo largo de la curva de magnetización anhistéresica, para esfuerzos de tensión
Figura Descripción Página
4.1 Diagrama del diseño conceptual 94
4.2 Dispositivo mecánico diseñado para realizar las pruebas experimentales
95
4.3 Soporte deslizante, en éste se sujeta la probeta de prueba 93
4.4 Soporte deslizante, sección sometida a esfuerzo cortante 97
4.5 Conjunto guía para alambre de acero 98
4.6 Diagrama de fuerza cortante y momento flexionante 99
4.7 Sección de la base sometida a esfuerzos 102
4.8 Configuración geométrica de las probetas utilizadas 103
4.9 Imán de tierras raras, intensidad magnética 5000 Gauss 105
4.10 Gaussimetro Bell modelo 610. 106
4.11 Gráfica de la variación de campo magnético, debido a la fuerza axial aplicada
111
4.12 Gráfica de la probeta no. 1, datos de la variación de campo
magnético obtenido de la fuerza axial aplicada (no lineal) 112
4.13 Gráfica de la probeta no. 2, datos de la variación de campo
magnético obtenido de la fuerza axial aplicada (no lineal) 114
4.14 Gráfica de la probeta no. 3, datos de la variación de campo
magnético obtenido de la fuerza axial aplicada (no lineal) 115
4.15 Gráfica de la probeta no. 4 y 5, datos de la variación de campo magnético obtenido de la fuerza axial aplicada (no lineal)
115
4.16 Gráfica de la probeta no. 6, datos de la variación de campo magnético obtenido de la fuerza axial aplicada (ensayo elástico)
Figura Descripción Página
5.1 Curvas comparativas de diversos estudios referentes al
objetivo del presente trabajo 121
5.2 Diagrama de un diablo instrumentado 127
5.3 Vistas del contenedor, eslabón y perno 128
5.4 Esfuerzo de corte en el perno 139
5.5 Tracción en el agujero del eslabón 130
5.6 Esfuerzo de flexión en el perno 130
5.7 Esfuerzo de corte en el eslabón o contenedor 131
ÍNDICE DE TABLAS
Tablas Descripción Página
I.1 Infraestructura de la industria petrolera en México 3
I.2 Capacidad de producción anual de petróleo crudo en MBD por
región 5
I.3 Gastos de inversión por empresa 6
I.4 Reservas probadas 6
I.5 Información de Pemex Gas y Petroquímica Básica 7
1.1 Evolución de los principales tipos de diablos instrumentados 17
1.2 Especificaciones técnicas del diablo de flujo magnético 24
1.3 Especificaciones técnicas del diablo de ultrasonido 30
2.1 Comportamiento flexible de los diablos 50
3.1 Permeabilidades relativas de diferentes materiales 61
3.2 Valores de los parámetros a diferentes niveles de esfuerzo en las tres probetas
75
3.3 Especificaciones de las probetas 77
4.1 Composición química de la probeta de prueba, acero al carbono AISI 1018
105
4.2 Propiedades principales de la probeta en estudio 104
4.3 Datos obtenidos de la probeta no. 1, material acero AISI 1018, con un espesor de 1.29 mm (0.051”)
111
4.4 Datos obtenidos de cuatro probetas, material acero AISI 1018, con un espesor de 1.55 mm (0.060”)
Tablas Descripción Página
4.5 Modelos matemáticos que representan los ensayos destructivos
realizados, (empleando el software de Mathematica) 114
4.6 Datos obtenidos de la probeta No. 6, material AISI 1018, espesor de 2.75 mm (0.108”)
116
5.1 Parámetros de comparación en los ensayos 119
RESUMEN
RESUMEN
En este trabajo se presenta una investigación sobre el diseño de un sensor magnético de esfuerzos residuales, para ser utilizado en un módulo de sensores de un diablo instrumentado, cuya función será detectar los esfuerzos residuales a los que están sometidos los ductos en operación que transportan hidrocarburos.
Para realizar este trabajo se utilizan dos grandes ramas de la ciencia como son la teoría electromagnética y la mecánica de materiales. En lo que respecta a la teoría electromagnética se emplea la técnica de la dispersión de flujo magnético, ampliamente conocida en la industria para la detección de diferentes anomalías en materiales ferromagnéticos.
En cuanto a experiencias previas, se analizó lo reportado en la literatura abierta con el fin de entender la relación entre las propiedades mecánicas y magnéticas del material. Ésta área del conocimiento está abierta y en lo revisado sólo se analiza el caso de mediciones cuasi estáticas.
Para el trabajo experimental, se diseñó un dispositivo mecánico de acero inoxidable tipo 304, para evitar posibles fugas del flujo magnético en la vecindad del marco de prueba y someter las probetas a esfuerzos de tensión, manteniendo un campo constante.
Se caracterizaron diferentes probetas de acero AISI 1018 con diferente espesor, cuyas características son muy similares al material usado en los trabajos presentados en la literatura, las probetas utilizadas no son estandarizadas debido principalmente a que la configuración del imán usado no lo permite. Se utilizó un imán cuya intensidad es de 5000 Gauss, aunque esto no garantiza que las probetas se saturen al 100%, se registran lecturas de variación de campo magnético, cuando las probetas son sometidas a esfuerzos de tensión.
ABSTRACT
In this thesis, a magnetic sensor for the evaluation of residual stresses is designed. It will be used in an instrumented pig, for the evaluation of such stresses in pipelines.
The theoretical basis of this work is supported in two branches of engineering science, namely, Electromagnetic Theory and Mechanics of Materials. In relation of Electromagnetic Theory, the use of Magnetic Fluxe Leakeage technique is analysed, because good results have been obtained in the field of non destructive testing.
An experimental rig was designed for the purpose of this research work. Care was taken, in order to avoid magnetic fluxe leakage. Accordingly, the rig was over a stainless steel plate, and the permanent magnet of 5000 Gauss was fixed on non-magnetic materials. The specimens were looded under a permanent magnetic field.
In order to compare the results of this work with those reported in the open literature, the specimens were made of AISI 1018 carbon steel. The dimensions of the specimens are such that they can be subjected easily to the magnetic field. Besides, the thickness has been established in such way that magnetic saturation is developed.
JUSTIFICACIÓN
El sensor magnético de esfuerzos, se usará para evaluar las condiciones en que se encuentran los ductos en operación, utilizados en el transporte de hidrocarburos en la industria petrolera, también se empleara par detectar posibles fallas, y con ello evitar accidentes que podrían ocasionar daños materiales, humanos y al medio ambiente.
El presente trabajo forma parte de un proyecto de desarrollo “Diseño de un diablo instrumentado para la detección de esfuerzos de ductos en operación”. Esta investigación será de suma importancia, para PEMEX, ya que en la actualidad utiliza como medio de transporte miles de kms. de ductos; es aquí en donde tendrá su campo de aplicación dicho sensor magnético de esfuerzos, cuyas bases de diseño se exponen en esta tesis y se propone su diseño conceptual.
Por otra parte, este trabajo apoyará el área de investigación y desarrollo dentro del Instituto Mexicano del Petróleo, donde se viene incrementando el diseño y construcción de diferentes herramientas (Las cuales utilizan diferentes sensores) utilizadas en PEMEX, con esto se fomenta la generación de una tecnología nacional en esta área, evitando al mismo tiempo la fuga de divisas que se invierten en este concepto.
Nuestro país requiere y tiene instalada una amplia red de sistemas de tuberías para el transporte de crudo y gas entre los centros productores, las refinerías y los puntos de consumos industriales y doméstico. En todos los casos, los niveles de esfuerzos deben estar en rangos seguros. Sin embargo, por diversas causas se inducen esfuerzos residuales.
La pregunta clave es cual es el nivel de esfuerzos residuales en los puntos críticos de los sistemas de tuberías. Una forma de contestar dicha pregunta es mediante la inspección no destructiva. Para este efecto se plantea un sensor magnético.
Es importante hacer notar que no existe un dispositivo de este tipo para este efecto, por lo tanto es un nuevo desarrollo tecnológico.
OBJETIVO
El presente trabajo de tesis tiene como propósito proporcionar las bases técnicas para el diseño y construcción de un sensor magnético de esfuerzos residuales, cuya función principal será detectar esfuerzos residuales de ductos en operación, ya que su principio se basa en la dispersión de flujo magnético (MFL, Magnetic Fluxe Leakeage). Lo anterior se fundamenta en el hecho de que las variaciones del flujo magnético que se obtienen están en función del esfuerzo aplicado
INTRODUCCIÓN
En las últimas décadas, la inspección de ductos y gasoductos en la industria petrolera ha tenido grandes avances en el ámbito mundial, en lo que a tecnología se refiere. Esto es debido a que industrias tales como la computación, la electrónica, y la mecánica principalmente han enfocado recursos en la investigación y el desarrollo de dispositivos instrumentados conocidos como “diablos” (“pig” en inglés) empleados en la inspección interna de los sistemas de tuberías.
Para este efecto, se realiza una corrida que es una inspección interna en un sistema de tuberías
que utiliza un diablo instrumentado, éste es impulsado mediante la presión de un fluido; cuyo propósito es verificar las condiciones de operación de dicho sistema. Con esto se evita que el ducto falle y ocasione accidentes imprevistos. Regularmente un ducto se inspecciona una o dos veces cada año, después de cierto periodo de servicio (cinco años) o dependiendo del grado de corrosión del fluido que se transporta a través de éste.
Los dispositivos instrumentados empleados comúnmente en México, son en su gran mayoría de tecnología extranjera y, por supuesto, estas compañías no los comercializan, únicamente los rentan. Por otra parte, los costos de una corrida son de 5 mil dólares por kilómetro,
aproximadamente.
Además, PEMEX debe garantizar que el diseño de sus ductos cumpla con las normas [3, 4, 5 y 27] y por lo tanto sean adecuados para su inspección. Es importante observar que si el diablo se daña excesivamente PEMEX debe pagar un porcentaje extra por dichos daños.
Lo anterior se fundamenta en el panorama de la industria petrolera en México. Esto es PEMEX tiene 56 000 kilómetros de ductos para el transporte de crudo, gas y otros productos en sus cuatro zonas petroleras, que son: Marina Sureste, Marina Noreste, Sur y Norte. Así también, al final de este tema se incluyen diferentes tablas en donde se indica la capacidad de producción de cada zona.
Los altos costos en los servicios de inspección de estos ductos son razones suficientes para que se iniciara el diseño y construcción de un diablo instrumentado en México. En el Instituto Mexicano del Petróleo en el año de 1986 se diseñaron y construyeron: un diablo de limpieza, un diablo calibrador y un diablo instrumentado, para emplearse en oleoductos o gasoductos de 24” de diámetro. La evaluación del diablo instrumentado podría decirse que fue de un 60% de su avance ya que se inspeccionaron varios oleoductos principalmente de la red de distribución de hidrocarburos de PEMEX, al final de cada corrida se proporcionaba una gráfica con la información de la localización y magnitud de la anomalía encontrada en el sistema de tuberías.
Posteriormente, en 1998 se concluyó con el diseño y construcción de un diablo instrumentado conocido como Geocaliper para ductos de 12” de diámetro, cuya función principal es proporcionar el perfil topográfico, así como la identificación y localización de fallas geométricas. Con el fin de incrementar su potencial, se desea que este diablo tenga la capacidad de detectar esfuerzos residuales. Para este efecto, el principio de detección empleado es el magnético, de ahí que se fundamente en este concepto la evaluación de esfuerzos residuales. El Geocaliper se encuentra en etapas de pruebas y se proyecta utilizar los módulos de baterías y grabadora, adicionando un módulo de sensores en donde se ensamblará el sensor de esfuerzos magnético, una vez que se hayan proporcionado las especificaciones técnicas para su diseño.
Por lo tanto, el objetivo de este trabajo es estudiar la relación entre la variación del flujo magnético cuando se incrementa el nivel de esfuerzos en un material ferromagnético. El presente trabajo forma parte del proyecto de investigación “Diseño mecatrónico de un dispositivo para la detección de esfuerzos de ductos en operación”.
La tesis está formada por 5 capítulos: En el primero se proporcionan antecedentes de diablos instrumentados, utilizados en la detección de discontinuidades de ductos en operación, así como, las técnicas utilizadas por los fabricantes de estos dispositivos. Como se podrá comprobar en el capítulo 1, aún no existe en el mercado internacional un diablo inteligente, cuya función principal sea la detección de esfuerzos de ductos en operación.
En el segundo se presentan los principales aspectos teóricos sobre el diseño de tuberías en oleoductos y gasoductos, las causas principales que provocan los esfuerzos residuales en los ductos pudiendo estos llegar a los modos de falla. También se describen dos de las principales técnicas en la detección de defectos, como son la técnica de la dispersión de flujo magnético, y la técnica de inspección ultrasónica.
En el tercero se presenta la teoría electromagnética que es necesario conocer para una mejor comprensión del trabajo presentado, así mismo, se presenta los conceptos reportados en la literatura abierta que proporciona la relación entre el flujo magnético y los esfuerzos.
En el cuarto se desarrolla la parte experimental, para comprobar la teoría propuesta en este trabajo, se caracterizan diferentes tipos de probetas con diferentes espesores, sometidos a esfuerzos de tensión. También se describe brevemente el equipo utilizado durante los ensayos.
Finalmente en el quinto se presentan y se analizan los resultados obtenidos de la experimentación. Estos se comparan con los trabajos realizados por [10].
Así mismo, esta tesis está dentro del marco del proyecto de investigación del CONACYT Ref. Proyecto 34950-U Análisis Mecánico Estructural en Componentes con Nivel de Seguridad Clase I en Plantas Nucleares, que dirige el Dr. Luis Héctor Hernández Gómez.
Con el fin de complementar el marco técnico-económico que justifica el desarrollo de esta tesis, a continuación se ilustra brevemente la situación de la industria del petróleo en México.
PANORAMA DE LA INDUSTRIA PETRÓLERA EN MÉXICO
La industria más grande en México es sin duda alguna PEMEX, en estos últimos años tan difíciles ha logrado mantener su estructura tanto económica como técnica. La infraestructura de la industria petrolera Mexicana se muestra en la tabla I.1 y en la figura I.1 se indica la ubicación de cada una de las instalaciones en la república Mexicana.
Tabla I.1. Infraestructura de la industria Petrolera en México. [59]
Infraestructura de la industria petrolera Mexicana
Campos en producción Pozos en explotación Plataformas Marinas
324 4522 156 Centros procesadores de gas
Endulzadoras de gas Plantas criogénicas Plantas de absorción Fraccionadoras
Endulzadoras de condensados Recuperadores de azufre
10 17 13 3 7 8 17 Refinerías 6 Complejos petroquímicos
Plantas petroquímicas 539 Terminales de almacenamiento y distribución de gas licuado 24 Plantas de almacenamiento y agencias de ventas de productos
petrolíferos
Figura I.1. Infraestructura de la industria petrolera en México. [59]
Como se sabe Petróleos Mexicanos está formado por tres regiones importantes en la República Mexicana y son las siguientes:
Marina Noreste Marina Sureste Sur
Norte
Donde se explota principalmente crudo, líquidos de gas y gas seco.
Tabla I.2. Capacidad de producción anual de petróleo crudo en MBD por región. [59]
1995 1996 1997 1998
Total 2617.2 2858.3 3 022.2 3 070.5
Región Marina Noreste 1215.9 1 352.6 1 540.2 1641.5
Cantarell 961.1 1 074.2 1 207.5 1 312.4 Ku-Maloob-Zaap 197.5 230.4 295.6 285.1 Ek-Balam 57.3 48.0 37.1 44.0
Región Marina Suroeste 721.6 779.5 758.9 715.7
Abkatún 477.0 470.0 442.5 407.4 Pol-Chuc 238.5 262.8 237.8 228.1 Litoral Tabasco 6.0 46.0 78.6 80.1
Región Sur 584.4 629.9 626.9 620.8
Samaria-Sitio Grande 142.3 171.2 178.0 196.8 Jujo-Tecominoacán 183.7 180.9 176.4 154.7 Bellota-Chinchorro 99.7 107.1 100.9 98.0
Luna 73.1 79.3 80.4 80.2
Muspac 43.3 50.4 49.1 46.2
Cinco Presidentes 41.9 40.6 41.5 43.9 Chilapilla-José Colomo 0.5 0.4 0.7 1.0
Región Norte 95.3 96.3 96.3 92.4
Poza Rica 62.1 61.8 62.2 60.2 Altamira 28.8 30.1 30.1 28.9
Veracruz 4.4 4.4 4.0 3.3
Tabla I.3. Gastos de inversión por empresa. [69]
Gastos de inversión por empresa (en millones de pesos)
1996 1997 1998
Total 25 801 36 626 52 150
Exploración y producción 18 136 26 068 38 475 Refinación 5 232 6 206 7 570 Gas y petroquímica básica 1 255 3 300 4 476
Petroquímica 396 656 1269
PEMEX corporativo 782 396 360
En resumen, a medida que el tiempo transcurre la producción de crudo y gas ha incrementado notablemente, lo mismo ha sucedido con el gasto de inversión. Es claro que a pesar de esta situación se requiere que se impulse el desarrollo tecnológico para satisfacer los niveles de producción.
Muchos de estos requerimientos tecnológicos se encuentran en la frontera del conocimiento.
PEMEX EXPLORACIÓN Y PRODUCCIÓN
En la tabla I.4 se muestran las reservas probadas (al 1 de enero de 1999), así como la producción de crudo y gas.
Tabla I.4. Reservas probadas. [59]
Reservas probadas
Crudo (MMB) 24 700 Líquidos del gas (MMB) 3 698 Gas seco (MMBPCE) 5 780
Producción
Crudo (MBD) 3 070 Gas natural (MMPCD) 4 791
Campos en producción 324 Pozos en explotación 4 522
Plataformas marinas 156
PEMEX GAS Y PETROQUÍMICA BÁSICA
En la tabla I.5 se muestra la producción de Gas durante 1998, también se indica el número de kilómetros de gasoductos oleoductos. Es importante hacer notar la gran gama de fluidos que se transporta a diversos rangos de presión. Algunos de estos poseen niveles de corrosión no tolerables. Para este efecto, se emplea tubería de diámetros medianos y grandes. En todos estos casos la inspección juega un papel protagónico en el mantenimiento.
El aspecto más complicado de dicha inspección es que los defectos son internos. Es aquí donde se requieren los medios para revisar las superficies internas de dichas redes de los sistemas de tuberías.
Una solución a esto son los diablos instrumentados. Como se verá en el capítulo 1, existen diversos tipos de diablos para satisfacer estas necesidades, se analizaran con detalle las características de los diablos instrumentados.
Tabla I.5. Información de PEMEX Gas y Petroquímica Básica, 1998. [59]
Proceso
Gas Natural (MMPCD)
Condensados (MBD) 3 577 99
Producción
Gas seco (MMPCD) Líquidos del gas (MBD) Gas Licuado (MBD)
2 816 439 196 Número de plantas endulzadoras 17 Capacidad de:
Gas amargo (MMPCD)
Condensados amargos (MBD) 3 753 192 Número de plantas criogénicas
Capacidad (MMPCD)
13 3 9589 Terminales de almacenamiento y distribución de
gas licuado 24
Ductos (km)
Gas natural 11 346
ANTECEDENTES DEL DESARROLLO DE “DIABLOS” INSTRUMENTADOS
CAPITULO 1
ANTECEDENTES DEL DESARROLLO DE “DIABLOS”
INSTRUMENTADOS
1.1. Diablos No Inteligentes o Convencionales.
Un diablo convencional, es un dispositivo que no posee instrumento alguno que detecte defectos o anomalías en los ductos.
Funciones principales: eliminación, separación de fluidos o limpieza.
1.1.1. Diablos de pistoneo.
Un diablo de pistoneo se utiliza para preparar un ducto vacío antes de transportar el fluido de interés, con la finalidad de eliminar agua condensada y remueve la acumulación de óxidos en la tubería.
Figura 1.1. Diablos para limpieza tipo espuma de poliuretano. [31]
1.1.2. Diablos para separación por lotes.
Se emplea para transportar diversos fluidos. Esto se logra mediante uno o dos diablos que usan copas de tipo convencional.
Otro diablo que se emplea para este efecto, es el de esfera efectúa su recorrido por diferentes tamaños de ductos.
CAPÍTULO 1 ANTECEDENTES DEL DESARROLLO DE “DIABLOS” INSTRUMENTADOS
1.1.3. Diablo de limpieza.
Un diablo convencional de copas está formado básicamente por un tramo de tubería, en sus extremos se sueldan dos bridas en donde se sujetan copas de elastómero con tornillos de acero.
Figura 1.3. Diablo convencional de 4 copas.
Se ensamblaron elementos de limpieza entre las copas, para la limpieza de sus elementos y para prevenir la obstrucción, se hicieron agujeros permanentes en la parte trasera del cuerpo. El centro del cuerpo se selló con una placa, y en la parte frontal se equipó con tapones roscados. Además, este arreglo proporciona un balance efectivo de la presión en la copa trasera, se transfiere la propulsión a la copa frontal, lo que significa que el diablo es jalado a través del ducto, en lugar de ser empujado de la parte trasera. En la figura 1.4 se muestra este diablo.
ANTECEDENTES DEL DESARROLLO DE “DIABLOS” INSTRUMENTADOS
1.2. Características Generales de los Diablos Instrumentados.
Un diablo es un dispositivo mecánico o electromecánico, que viaja en el interior de un ducto por medio de una presión diferencial. Sus funciones principales son limpieza e inspección.
Un diablo instrumentado está compuesto por 3 módulos: módulo de baterías, módulo de sensores, y un módulo de grabación. en cada módulo se acoplan al menos dos copas de elastómero tipo cónico, éstas soportan el peso del diablo y lo direccionan en su recorrido.
en la parte trasera del módulo de grabación se instalan unas ruedas odómetro de diámetro conocido, su función es calcular la localización del defecto. También se acopla una cápsula radioactiva o ultrasónica, que se utiliza para detectar el instrumento en puntos de referencia.
En la figura 1.6
Figura 1.6. Esquema general de un diablo instrumentado.
La tabla 1.1 no representa a todos los diablos que existen hoy en día, tampoco a todas las compañías involucradas en la investigación y desarrollo de estos dispositivos, pero da una idea de la tecnología y el equipo utilizado en la actualidad.
CAPÍTULO 1 ANTECEDENTES DEL DESARROLLO DE “DIABLOS” INSTRUMENTADOS
Nombre del
Instrumento Compañía Sistema De detección Propósito Año Medición de diámetros y diablos geométricos
Calibrador T. D. Williamson Mecánico y físico Asegurar que el ducto tiene un diámetro libre de obstrucciones 1950 Diferencial de
presión T. D. Williamson Mecánico y físico Localizar reducciones de diámetro, el incremento de presión se relaciona con la magnitud de la obstrucción
Mediado s de los 60´s Kaliper de
Observación T. D. Williamson Electromecánico Medir las reducciones de diámetro, y detectar cualquier obstrucción Mediados de los 60´s Detector
roof-efect
Pipeline Service Electromecánico Diseñado para detectar deformación circunferencial en soldadura causado por rolado
Mediado s de los 60´s Calibre topógrafo Pipeline Service Electrónico Mide el diámetro mínimo sobre una
distancia determinada
Mediado s de los 60´s Caliper HRE H. Rosen
Engineering Electrónico La medición del diámetro es acompañada por un ensamble de calibradores de deformación en un disco de poliuretano
Mediado s de los 60´s
Detección y medición de la corrosión
De diferencial de
presión y temperatura
T. D. Williamson Mecánico y físico Permite hacer una comparación entre las condiciones reales y teóricas del ducto
Mediado s de los 60´s Detección
magnética Vetcolog Magnético Utiliza un campo magnético para inducir un flujo magnético en la pared de la tubería
1965 Detección magnética International Pipeline Engineering Ltd.
magnético Capaz de detectar corrosión interna y deformaciones
1972
Detección
ultrasónica Elf Aquitaine and Det Norske Veritas
Ultrasónico Los sensores ultrasónicos se deben mantener en contacto cercano a las paredes de la tubería
1972
RTD Caliper plus RTD en Holanda Electrónica Capaz de detectar mediciones geométricas y corrosión. Los sensores localizan picaduras de corrosión.
1983
WLC AMF Tuboscope
Linalog Magnético Detección de grietas en soldaduras 1983
Detección de fugas
Caída de presión HRE Mecánico y físico Trabaja sobre el principio de la medición de caída de presión entre dos puntos.
1984
Medición del flujo H. Rosen
Engineering Mecánico y físico Trabaja sobre el principio de registro de caudal y dirección del flujo a través del diablo cuando pasa por un orificio.
ANTECEDENTES DEL DESARROLLO DE “DIABLOS” INSTRUMENTADOS
Ultrasonido Maihak Shell Ultrasónico El fluido que escapa a través de orificios causa ondas de sonido. Las frecuencias de ondas dependen de un número de factores cuando se relacionan con los ductos.
1985
1.3. Antecedentes de las corridas de diablos.
La instalación del equipo en un diablo instrumentado es delicada, ya que debe viajar cientos de kilómetros sujetos a presiones altas y cambios rápidos de velocidad. Así como a vibraciones durante su recorrido.
1.3.1 Mantenimiento de ductos.
La pared interna de la tubería se deteriora debido principalmente a los productos que se transportan y a las condiciones de servicio.
Si la eficiencia se reduce, implica que el diámetro del ducto se hace estrecho, incrementa la rugosidad de la pared de la tubería. también se deteriora hasta que se corroe.
Como puede verse en la figura. 1.9 la disminución de la fricción interna, se reduce cuando se realiza una corrida usando un diablo de limpieza.
CAPÍTULO 1 ANTECEDENTES DEL DESARROLLO DE “DIABLOS” INSTRUMENTADOS
1.3.2. Inspección de ductos.
La necesidad de inspeccionar internamente los ductos ha tenido como resultado el uso de un gran número de diablos instrumentados diseñados para detectar pérdidas de metal, grietas, abolladuras, perfiles topográficos, etc.
La inspección interna de ductos, se realiza para:
¾ Incrementar la vida de los sistemas de ductos existentes, y reducir el costo elevado si se reemplazan las partes defectuosas.
¾ Detectar la corrosión.
1.3.3. Detección de defectos.
El diablo calibrador debe lanzarse antes de utilizar un diablo instrumentado, se coloca un disco de aluminio de un diámetro determinado (diám. de compresión de los sensores), al final de la corrida se analiza el disco y se decide si se puede correr un diablo instrumentado.
¿Cómo se identifica una anomalía en un ducto?:
(a). La localización del defecto.
La localización se determina con el uso de una rueda de odómetro, rotan libremente apoyándose contra la pared de la tubería de una circunferencia conocida.
(b). La extensión del defecto.
Las anormalidades se determinan con una amplia variedad de sistemas, incluyendo, mecánico, eléctrico/electrónico, magnético, ultrasónico y dispositivos acústicos.
1.4. Propósito de una corrida de diablos.
Razones para efectuar una corrida de diablos:
a) Reducción de:
¾ La contaminación del producto. ¾ Los costos de energía.
¾ La erosión en maquinaria rotatoria, utilizada en las estaciones de compresión.
ANTECEDENTES DEL DESARROLLO DE “DIABLOS” INSTRUMENTADOS
c) Corrosión.
Es importante establecer los espesores en los diversos tramos de los ductos, el fin de verificarlos y a partir de esto establecer su integridad estructural.
1.5.1 Diablo instrumentado de flujo magnético.
Utiliza el principio de la dispersión de flujo magnético para localizar pérdidas de material ocasionadas por la corrosión. La densidad del flujo se induce en la tubería hasta el nivel de saturación.
Cuando existe un cambio en la pared de la tubería los sensores registran perturbaciones en el flujo magnético, éstas se almacenan en el módulo de grabación. Los datos de la inspección se procesan en cuatro etapas:
1. Se igualan con las lecturas del odómetro y de los marcadores superficiales.
2. Se buscan los defectos localizados en un umbral.
3. Cada defecto se examina por analistas experimentados.
4. Las pérdidas de metal causadas por corrosión, o daño mecánico, se clasifican según el grado de severidad.
1.5.2. Técnica del flujo magnético.
Para detectar la pérdida de metal en una tubería de acero, se aplica un intenso flujo magnético en la pared de la tubería. Las perturbaciones del campo magnético debido a la pérdida local de metal se detectan por un sensor que evalúa la dispersión de flujo magnético, como se muestra esquemáticamente en la Fig. 1.13.
CAPÍTULO 1 ANTECEDENTES DEL DESARROLLO DE “DIABLOS” INSTRUMENTADOS
Sin el procesamiento de datos, esta señal no se puede interpretar.
Los diablos de flujo magnético son insensibles al fluido en los ductos, líquidos, gas. Esto los hace más atractivos comparándolos con el ultrasonido, el cual requiere un fluido homogéneo.
Figura 1.15. Lado izquierdo se muestra la información obtenida por el diablo en una inspección interna, lado derecho se muestran los mismos datos procesados.
Los efectos de las propiedades magnéticas generales y locales de un ducto se eliminan por la saturación magnética de la pared en la tubería. Los diablos de flujo de diámetro pequeño solamente son adecuados para espesores de pared delgados.
Los diablos de flujo magnético también son sensibles a las variaciones de espesor de pared locales presentes en tubería sin costura. Éste crea señales que pueden confundir las señales relevantes más débiles de las áreas de las pérdidas de metal.
1.5.3. Descripción de un diablo de ultrasonido.
Fueron introducidos en los 80’s, emplean la técnica de onda a 45°, debe correr en un medio homogéneo para que detecte, mida y localice grietas orientadas a lo largo de la dirección longitudinal de la tubería.(figura 1.17).
ANTECEDENTES DEL DESARROLLO DE “DIABLOS” INSTRUMENTADOS
Figura 1.17. Principio de la técnica de ultrasonido. [21]
1.5. Planteamiento del problema.
Las tuberías tienen otro tipo de problema, los esfuerzos residuales; éstos se pueden generar por diversas causas, procesos inadecuados de enfriamiento de soldadura o deformaciones plásticas.
El objetivo de éste trabajo es proporcionar las bases técnicas para el diseño y construcción de un sensor magnético de esfuerzos, que deberá cubrir los siguientes puntos:
¾ Realizar el diseño de un banco de pruebas.
¾ Realizar el trabajo experimental, y compararlo con los resultados obtenidos por científicos.
¾ Analizar el comportamiento obtenido durante las pruebas experimentales.
CAPÍTULO 1
ANTECEDENTES DEL DESARROLLO DE
CAPITULO 1
ANTECEDENTES DEL DESARROLLO DE “DIABLOS”
INSTRUMENTADOS
1.1. Diablos No Inteligentes o Convencionales.
Un diablo convencional, es un dispositivo que no posee instrumento alguno que detecte defectos o anomalías en los ductos, ya que su función principal es eliminación, separación de fluidos o limpieza. En los años 50’s y a inicios de los 60’s, se desarrolló este tipo de diablos que fueron de suma importancia, y por lo tanto, se generaron diversos tipos para satisfacer las condiciones antes mencionadas.
Las funciones principales de los diablos no inteligentes son las siguientes:
¾ Pistoneo (eliminación de líquidos o gases);
¾ Separación por lotes (separación de distintos fluidos);
¾ Limpieza (eliminación de sólidos).
1.1.1. Diablos de pistoneo.
Un diablo de pistoneo se utiliza para preparar un ducto vacío antes de transportar el fluido de interés, con la finalidad de eliminar agua condensada y también ayuda a remover la acumulación de óxidos en la tubería principalmente. En otras palabras, se hace la limpieza de la tubería.
La invención de la espuma de poliuretano proporcionó a la industria de ductos un material altamente flexible con el cual se hace un diablo de pistoneo sencillo y económico. La figura 1.1 muestra diferentes tipos de diablos de espuma de poliuretano. Las ventajas de los diablos de espuma son su costo bajo, su habilidad para recorrer ductos de configuraciones difíciles y son altamente sensibles a los cambios de geometría, aún en ductos bloqueados.
En otras palabras la forma oval es común en los ductos de diámetros grandes y de la forma cónica de estos diablos, rápidamente se conforma a la forma oval sin cambio en la circunferencia.
Figura 1.1. Diablos para limpieza tipo espuma de poliuretano. [31]
También se diseño y patento la limpieza con esferas en forma de un dodecaedro. La patente de limpieza de esferas fue adquirida por GD Engineering.
1.1.2. Diablos para separación por lotes.
Un ducto es una instalación industrial de costo elevado, de ahí que con el fin de bajar los costos de operación, se emplea para transportar diversos fluidos. Por lo tanto, el propósito de un diablo de separación por lotes es ayudar a transportar distintos fluidos en un mismo ducto. Esto se logra mediante uno o dos diablos que usan copas de tipo convencional. Esto es antes de enviar el nuevo fluido, se lanza un diablo el cual puede ser impulsado por aire, agua o líquido y posteriormente se envía otro diablo, el cual es impulsado con el nuevo fluido. La pérdida de producto será insignificante, o al menos degradado, debido a la combinación de las mezclas de los productos. Cuando esto ocurre se podría deber al desgaste de los diablos, y con ello permitir que el producto pase entre estos y la pared de la tubería.
Otro diablo que se emplea para este efecto, es el de esfera. Estos son de gran utilidad en los sistemas de recolección, donde es necesario que los diablos hagan su recorrido por diferentes tamaños de ductos, de un diámetro pequeño a un diámetro mayor.
Es importante hacer notar que debido a múltiples causas (golpes, asentamientos de tierra, entre otras), los ductos pierden su geometría circunferencial inicial, ovalizándose, de ahí que para tener un buen contacto entre el diablo y el ducto y que a la vez se adapte a las paredes internas de la tubería, se prefiera a los de geometría esférica, esto le da una gran ventaja de adaptarse al contorno.
No hay muchas formas de que una esfera pueda perfeccionarse excepto en estos materiales. El elastómero a menudo reacciona con los hidrocarburos generando ampollas y su resistencia al desgarre es menor en la parte inferior. Esto ocasiona sus fallas prematuras y, por ello la mayoría se manufacturan de poliuretano.
Figura 1.2. Diablos para limpieza tipo esfera. [31]
1.1.3. Diablo de limpieza.
El diseño y construcción de los diablos de limpieza se inició a mediados de este siglo principalmente en Estados Unidos y en el continente Europeo en: Alemania, Inglaterra y Francia, debido principalmente al incremento de ductos de petróleo y gas. Estos generalmente eran de diámetro pequeño y operaban con capacidad y presión bajas. No se requería alta eficiencia, y la preocupación fue simplemente mantener su interior relativamente limpio.
Cuando la demanda de energía se incrementó y las líneas de ductos se diseñaron de mayor longitud, se desarrollaron diablos mecánicos que tenían discos propulsores de cuero, cuchillas delgadas con resortes de acero y usualmente con una serie de raspadores, para desprender depósitos duros.
Durante la segunda Guerra Mundial, se construyeron ductos de mayor diámetro, y los discos de cuero se reemplazaron por copas de elastómero y los raspadores de cuchillas accionados con resortes de acero se sustituyeron por cepillos de acero accionados también por resortes. Así mismo, el descubrimiento y explotación de los campos del gas natural impulsaron el desarrollo del área de ductos, y hubo una rápida transición, de diámetros pequeños, distancias cortas y sistemas de baja presión a diámetros grandes, distancias considerables y sistemas de alta presión en las últimas décadas.
En la figura 1.3 se muestra un diablo convencional de 4 copas, aunque también existen diablos con diferentes combinaciones como pueden ser: con 4 discos, con 2 copas y dos discos, de copas con raspadores, etc.
Figura 1.3. Diablo convencional de 4 copas. [53]
Posteriormente, se introdujeron diablos en dos partes utilizando una junta universal. Este método hoy en día se utiliza ampliamente en los diferentes tipos de diablos de inspección.
Figura 1.4. Diablo de limpieza. [72]
El último desarrollo valioso, es el diseño de resortes. Considerando las fuerzas aplicadas a un resorte cuando se utilizan en el diablo, es sorprendente que no causaran problemas. Un resorte debe ser capaz de soportar el peso del diablo, así como las fuerzas aplicadas a los mismos.
Considerando que las fuerzas centrífugas se aplican cuando el diablo viaja en una curvatura a velocidad alta, la resistencia mecánica del elemento debe contrarrestar éstas fuerzas, así como, la del elastómero contra la pared de la tubería.
1.2. Características generales de los diablos instrumentados.
En la industria petrolera en México, cuando se menciona la palabra “diablo”, inmediatamente se relaciona con los dispositivos empleados en la limpieza e inspección interna de las tuberías sin ninguna confusión. Aunque también se utilizan términos tales como raspadores, topo, etc. En el caso de nuestro país, existe una gran red de ductos que une a los campos petroleros del sur del país y marinos, así como los campos gaseros con las plantas de gas, las refinerías y los centros petroquímicos. Estos tienen una amplia gama de diámetros nominales y están instalados a lo largo de un gran número de kilómetros, como se describe en la introducción.
Un diablo se describe como un dispositivo mecánico o electromecánico, que viaja en el interior de un ducto por medio de una presión diferencial, como se muestra en la figura 1.5, casi a la misma velocidad del fluido. Sus funciones principales son limpieza e inspección.
A grandes rasgos podemos señalar que un diablo instrumentado está compuesto principalmente por 3 módulos: módulo de baterías (generalmente éste va en la parte frontal), módulo de sensores (parte central), y un módulo de grabación (parte trasera). Además, en cada módulo se acoplan al menos dos copas de elastómero tipo cónico (disco propulsor), éstas se fijan mediante un número de tornillos de acero inoxidable que depende del tamaño del diámetro del ducto inspeccionado [desde 152.4 mm (6”) hasta 1219.2 mm (48”). Otra función muy importante de las copas, es que deben soportar el peso del diablo y direccionarlo en su recorrido a través de la tubería y hacer contacto con el diámetro interno de la tubería, evitando el contacto de metal a metal disminuyendo con esto el desgaste de la tubería.
Generalmente en la parte trasera del módulo de grabación se instalan unas ruedas conocidas como odómetro de diámetro conocido, cuya función es calcular la localización del defecto que se desea detectar. También se acopla una cápsula radioactiva o ultrasónica (localizador de diablo), que se utiliza para detectar el instrumento en puntos de referencia construidos para ese propósito (generalmente cada 2 kilómetros de distancia).
Figura 1.5. Presión diferencial alrededor del diablo. [72]
Figura 1.7. Diablo magnético instrumentado, diseñado en el IMP.
A continuación se muestra en la tabla 1.1 las características principales de los diferentes tipos de diablos, sistema de detección utilizado, etc., ésta no representa a todos los diablos que existen hoy en día, así como tampoco a todas las compañías involucradas en la investigación y desarrollo de estos dispositivos, pero sí intenta dar una idea de la tecnología y el equipo utilizado en la actualidad. (Información obtenida de catálogos de compañías dedicadas a la investigación y desarrollo de diablos instrumentados).
Tabla 1.1. Evolución de los principales tipos de diablos instrumentados. [72]
Nombre del
Instrumento Compañía Sistema De detección Propósito Año Medición de diámetros y diablos geométricos
Calibrador T. D. Williamson Mecánico y físico Asegurar que el ducto tiene un diámetro libre de obstrucciones 1950 Diferencial de
presión T. D. Williamson Mecánico y físico Localizar reducciones de diámetro, el incremento de presión se relaciona con la magnitud de la obstrucción
Mediado s de los 60´s Kaliper de
Observación T. D. Williamson Electromecánico Medir las reducciones de diámetro, y detectar cualquier obstrucción Mediados de los 60´s Detector
roof-efect
Pipeline Service Electromecánico Diseñado para detectar deformación circunferencial en soldadura causado por rolado
Mediado s de los 60´s Calibre topógrafo Pipeline Service Electrónico Mide el diámetro mínimo sobre una
distancia determinada
Mediado s de los 60´s Caliper HRE H. Rosen
Engineering Electrónico La medición del diámetro es acompañada por un ensamble de calibradores de deformación en un disco de poliuretano
Mediado s de los 60´s
Detección y medición de la corrosión
De diferencial de
presión y temperatura
T. D. Williamson Mecánico y físico Permite hacer una comparación entre las condiciones reales y teóricas del ducto
Mediado s de los 60´s Detección
magnética Vetcolog Magnético Utiliza imanes para inducir un flujo magnético en la pared de la tubería, detecta corrosión interna y externa
1965 Detección magnética International Pipeline Engineering Ltd.
magnético Capaz de detectar corrosión interna y deformaciones
1972
Detección
ultrasónica Elf Aquitaine and Det Norske Veritas
Ultrasónico Los sensores ultrasónicos se deben mantener en contacto cercano a las paredes de la tubería, mide corrosión
Tabla 1.1. Evolución de los principales tipos de diablos instrumentados. [72]
(Continuación).
RTD Caliper plus RTD en Holanda Electrónica Capaz de detectar mediciones geométricas y corrosión. Los sensores localizan picaduras de corrosión.
1983
WLC AMF Tuboscope Linalog
Magnético Detección de grietas en soldaduras 1983
Detección de fugas
Caída de presión HRE Mecánico y físico Trabaja sobre el principio de la medición de caída de presión entre dos puntos.
1984
Medición del flujo H. Rosen
Engineering Mecánico y físico Trabaja sobre el principio de registro de caudal y dirección del flujo a través del diablo cuando pasa por un orificio.
1985
Ultrasonido Maihak Shell Ultrasónico El fluido que escapa a través de orificios causa ondas de sonido. Las frecuencias de ondas dependen de un número de factores cuando se relacionan con los ductos.
1985
1.3. Antecedentes de las corridas de diablos.
La instalación del equipo en un diablo instrumentado es delicada, ya que éste debe viajar cientos de kilómetros sujetos a presiones altas y cambios rápidos de velocidad. Así como, a vibraciones durante su recorrido. Asimismo, debe satisfacer los estrechos márgenes de limitación de espacio.
Las razones fundamentales de las corridas de los diablos instrumentados caen dentro de las tres categorías siguientes:
¾ Mantenimiento de ductos.
¾ Inspección de ductos.
¾ Detección de defectos.
1.3.1 Mantenimiento de ductos.
caídas de presión y los costos de operación se incrementan debido a los mayores requerimientos de las estaciones de compresión.
Si la eficiencia se reduce, implica que el diámetro del ducto se hace estrecho, e influye directamente en el aumento de presión. Además, se incrementa la rugosidad de la pared de la tubería. Por otra parte, la pared de la tubería se deteriora hasta alcanzar la corrosión.
Como puede verse en la figura. 1.9, la disminución de la fricción interna, se reduce cuando se corre un diablo de limpieza. De no hacerse, la pérdida de presión se incrementa ligeramente en forma progresiva. Esta caída de presión es el resultado de la cera formada en una sección del ducto, como se muestra en la figura. 1.10 perfil de depósito de ceras. La cual se genera cuando se alcanzan los niveles de temperatura de operación. Cuando el diablo limpia esta área, la eficiencia de la sección se recupera.
Figura 1.10. Perfil típico de un depósito de cera. [72]
1.3.2. Inspección de ductos.
La necesidad de inspeccionar internamente los ductos ha tenido como resultado el uso de un amplio rango de diablos instrumentados diseñados para detectar pérdidas de metal, grietas, abolladuras, defectos similares, perfiles topográficos, etc.
La inspección interna de ductos, se realiza para:
¾ Incrementar la vida de los sistemas de ductos existentes, y reducir el costo elevado si se reemplazan las partes defectuosas.
¾ Detectar la corrosión.
depósitos, esto se logra empleando diablos raspadores, y posiblemente utilizando un programa de inhibidores químicos. Esto concentra la atención en la corrosión de ductos, sin embargo se sabe que los programas de inhibidores de corrosión no son 100% efectivos.
1.3.3. Detección de defectos.
El diablo calibrador fue el primero y más simple de los diablos instrumentados. Siempre debe lanzarse antes de utilizar un diablo instrumentado, ya que cuando éste se extrae de la trampa de recibo, nos puede indicar el estado de la tubería donde se corrió el diablo calibrador y con estos resultados se toma la decisión de correr un diablo instrumentado, en específico, si el ducto tiene la redondez adecuada para que transite el diablo instrumentado se realiza una corrida con éste. El diablo calibrador se desarrollo en 1942 [72], posteriormente, se generaron varios diablos mecánicos que proporcionan esta información.
Cuando la industria de la electrónica progresó, se incremento el número y capacidad de los diablos, así como su confiabilidad y su exactitud. Consecuentemente, se han invertido millones de dólares en la investigación y el desarrollo de diablos instrumentados para alcanzar el nivel de información y exactitud requerido. Los servicios proporcionados por los diablos instrumentados y la forma en que se proporciona la información requieren que la operación del diablo y la interpretación de los resultados se realicen por técnicos altamente capacitados.
Existen dos características básicas que se necesitan conocer para la identificación de cualquier tipo de anomalía en un ducto:
(a). La localización del defecto.
La localización se determina invariablemente por el uso de una rueda de odómetro. Estas rotan libremente apoyándose contra la pared de la tubería de una circunferencia conocida. En cada rotación un contador proporciona un pulso (se utiliza un sensor de Efecto Hall digital), cuando se multiplica por la circunferencia de la rueda, proporciona una lectura de la distancia recorrida.
(b). La extensión (dimensiones) del defecto.
1.4. Propósito de una corrida de diablos.
Existen varias razones para efectuar una corrida convencional de diablos pero solamente se mencionarán las más importantes. Estas son las siguientes:
a) Reducir la contaminación del producto.
Esto se refiere a la formación de las escamas en el ducto donde transporta algún tipo de fluido derivado del petróleo y que durante el transporte lo contamina.
b) Reducir costos de energía.
Los costos de energía se incrementarán con la reducción del diámetro utilizado en el transporte del fluido en cuestión, ya que aumentan las pérdidas por fricción. Por lo tanto, es importante quitar las incrustaciones.
c) Reducir la erosión en maquinaria rotatoria, utilizada en las estaciones de compresión.
La erosión es ocasionada por el contacto de un metal con otro y esta se incrementa aún más si el fluido que se maneja se encuentra con impurezas, como ocurre en el transporte del gas o crudo. Por lo tanto, para disminuir la erosión en las estaciones de compresión, se deberán realizar operaciones de limpieza al menos 2 veces al año, en un ducto que opera normalmente.
d) Evaluar los puntos donde hay imperfecciones o defectos geométricos.
La existencia de imperfecciones y defectos causa la concentración de esfuerzos. Esto tiene como consecuencia que en presiones pico se superen los niveles permisibles.
e) Corrosión.
Permite conocer con detalle la reducción de espesores, y con ello saber si la tubería tiene la suficiente integridad estructural para soportar adecuadamente las presiones de operación.
La segunda no menos importante, es la de mantener limpio el interior del ducto. Esto tiene un impacto directo en la producción, ya que ayudará a manejar fluidos limpios, para este efecto se emplean los diablos “convencionales”.
1.5. Diablos instrumentados magnéticos y de ultrasonido.
Después del análisis de la tecnología empleada en diablos instrumentados, se ve que han sido mayormente empleados la magnética y la ultrasónica. Por esta razón el desarrollo se ha fundamentado en estos puntos.
1.5.1 Descripción de un diablo instrumentado de flujo magnético. [62]
En particular se describirá el diablo instrumentado MagneScan HR, de la compañía Pipetronix (aunque las descripciones en este tipo de diablo varían muy poco de compañía a compañía). Éste se ha empleado desde 1987 en inspecciones internas para diferentes productos y en diámetros que van desde 152.4 mm (6”) hasta 1422.4 mm (56”).
Utiliza el principio de la dispersión de flujo magnético (descrito en 1.5.2) para localizar pérdidas de material debidas principalmente a la corrosión. Las áreas que se localizan son aquellas donde hay una reducción del 10% del espesor de la tubería. Cuando se realiza una corrida, los imanes magnetizan la pared de la tubería mediante las escobillas de alambre que hacen contacto con la pared interna de la tubería. La densidad del flujo se induce hasta el nivel de saturación. Cuando existe un cambio en la pared de la tubería (ya sea una soldadura, un accesorio o pérdida de metal) causa perturbaciones en el flujo magnético, las cuales se registran por los sensores y se almacenan en el módulo de grabación. Al final de una inspección las variaciones de la dispersión de flujo magnético se interpretan para establecer el tamaño y la localización de cada defecto.
Los sensores que se utilizan son individuales y su tamaño influye en la resolución obtenida por el diablo. A medida que el diablo avanza a través del ducto se registran otros datos como son la distancia recorrida para la localización del defecto, además utiliza un péndulo interno que indica las rotaciones del diablo, ya que se ha comprobado que éste rota aproximadamente 10 veces en una longitud de 40 km.
![Figura 2.6. Configuración de una trampa de diablos terrestre. [68]](https://thumb-us.123doks.com/thumbv2/123dok_es/4975845.75954/98.612.159.501.97.388/figura-configuracion-trampa-diablos-terrestre.webp)
![Figura 2.7. Trampa de lanzamiento de diablos en instalaciones costa afuera. [68]](https://thumb-us.123doks.com/thumbv2/123dok_es/4975845.75954/99.612.155.505.97.413/figura-trampa-lanzamiento-diablos-instalaciones-costa-afuera.webp)