Producción es la creación de bienes y servicios.
Administración de Operaciones (AO) es el conjunto de actividades que crean valor en al
transformar los insumos en productos
terminados (en forma de bienes y servicios).
Ing. Fernando Yépez Villamil, MBA.
Tomado de: HEIZER J. RENDER B. (2008) (7° Ed.). Administración de Operaciones. México: Editorial Prentice Hall
10 Decisiones Críticas de la Administración de Operaciones
Diez áreas de decisión Tema
Diseño de bienes y servicios ¿Qué bien o servicio debemos ofrecer? ¿Cómo debemos diseñar estos productos? Administración de la calidad ¿Cómo definimos la calidad?
¿Quién es responsable de la calidad?
Diseño del proceso y de la capacidad ¿Qué procesos y capacidad requerirán estos productos?
¿Qué equipo y tecnología se necesitan para efectuar estos procesos? Estrategia de localización ¿Dónde debemos ubicar las instalaciones?
¿En qué criterio debemos basar nuestra decisión de localización? Estrategia de distribución de instalaciones ¿Cómo debemos hacer la distribución de nuestras instalaciones?
¿Qué tan grande debe ser la instalación para cumplir con nuestro plan? Recursos humanos y diseño del trabajo ¿Cómo proporcionaremos un ambiente de trabajo razonable?
¿Cuánto debemos esperar que produzcan nuestros empleados? Administración de la cadena de suministro ¿Debemos hacer o comprar este componente?
¿Quiénes son nuestros proveedores y quiénes pueden integrarse a nuestro programa de comercio electrónico?
Inventario, planeación de requerimientos de material, y entregas justo a tiempo
¿Cuánto inventario debemos tener de cada artículo? ¿Cuándo debemos reordenar?
Programación a mediano y corto plazos
¿Estaremos mejor si mantenemos a la gente en la nómina durante periodos bajos? ¿Qué trabajo debemos realizar enseguida?
Mantenimiento ¿Quién es responsable del mantenimiento? ¿Cuándo debemos realizar el mantenimiento?
La selección de producto es la elección del bien o servicio que se proporcionará a los clientes o consumidores.
Las organizaciones se diferencian a través de su producto o servicio para ofrecer algo único y de alta calidad.
Las decisiones de producto son fundamentales para la estrategia de una organización y tienen implicaciones importantes en toda la función de operaciones.
Bienes Físicos (productos) Servicios
Es un bien tangible
El valor depende de las propiedades físicas Puede inventariarse
Es transportable
Se produce para el cliente
Se produce en un ambiente industrial La calidad depende de los materiales La calidad es inherente al producto La calidad se puede medir
Usualmente estandarizado Puede revenderse
Es fácil de automatizar
Es un bien intangible
El valor se percibe en el proceso No pueden inventariarse
No es transportable
Se produce para el cliente y con éste Se produce en el ambiente del mercado La calidad depende de las personas La calidad es inherente al proceso Es difícil medir la calidad
Usualmente requerido por el cliente La reventa es inusual
Es difícil de automatizar
Ciclo de Vida del Producto
V
olumen de
V
entas
Introducción Lanzamiento
Crecimiento Madurez Declinación
Se hace un bien básico o decadencia
Tiempo I&D
Requerimiento Pronóstico de Capacidad
Control de costos Producción innovadora
Gran volumen Eliminar el
producto
Secuencia del planeamiento y diseño del producto
Mercado Generación de Ideas Tecnología Estrategias Factibilidad Financiera Mercado Potencial Especificaciones y Diseño Preliminar Factible Diseño Prototipo Prueba de mercado
Diseño definitivo y
producción Producto Mercado SI SI NO SI NO SI NO NO NO NO
Etapas en el diseño y desarrollo del producto
FACTORES PESO ASIGNADO
(%)
A B C
NOTA NOTA POND. NOTA NOTA POND. NOTA NOTA POND.
Clima 12 4 0.48 5 0.6 4 0.48
Acceso a vías de comunicación 12 3 0.36 3 0.36 3 0.36
Ambiente Político 8 4 0.32 5 0.4 4 0.32
Ambiente Laboral 3 3 0.09 4 0.12 4 0.12
Facilidades Tributarias 3 3 0.09 4 0.12 4 0.12
Servicios Públicos 3 3 0.09 4 0.12 4 0.12
Tarifas Suministros 2 4 0.08 4 0.8 5 0.1
Costos de Mano de Obra 12 5 0.6 4 0.48 4 0.48
Infraestructura Disponible 4 3 0.12 4 0.16 4 0.16
Cercanía del Mercado 10 5 0.5 3 0.3 4 0.4
Disponibilidad de Materia Prima 16 3 0.48 5 0.8 4 0.64
Precio de la Materia Prima 7 3 0.21 5 0.35 4 0.28
Rendimiento por hectárea 7 4 0.28 5 0.35 4 0.28
Factores Sociales 1 3 0.03 4 0.04 4 0.04
TOTALES 100 3.73 4.28 3.9
ESCALA Excelente Bueno Regular Malo Pésimo
5 4 3 2 1
Nos ayuda a obtener un sistema de producto, bienes y servicios, a tiempo y al menor costo permisible por unidad, durante la vida útil del producto. Para la determinación de las tareas y su secuencia se dispone de dos técnicas: los diagramas de proceso y los diagramas de flujo
Procedimientos Operativos
Simbología
Operación Transporte Inspección Retraso Espera Almacenamiento
DIAGRAMA DE PROCESO
Ing. Fernando Yépez Villamil, MBA.
El diseño de un proceso depende de:
La capacidad de la planta
Diseño del producto
Diseño del trabajo
Planeamiento de los recursos humanos
Disposición de las instalaciones (lay out)
2.Distribución 1. Localización
3. Plan
3. Control
Ing. Fernando Yépez Villamil, MBA.
La planificación y distribución de la planta determinará la eficiencia y hasta la supervivencia de la empresa. Por tanto, la distribución de la planta implica:
Ordenamiento físico de los elementos productivos
Espacios para el movimiento de material y personal
Ubicación de activos
Clima Organizacional OPERACIONES MARKETING FINANZAS RECURSOS HUMANOS $ MERCADO
PROVEEDORES CONSUMIDORESMERCADO
Capital de Trabajo
Pagos $ $1 $1>$ (valor agregado) Servicio Posventa Ventas $ Necesidades Clientes Materiales Directos e Indirectos Diseño del Producto Producto
Ing. Fernando Yépez Villamil, MBA.
OPERACIONES Y PRODUCCIÓN
MATERIA PRIMA
PLANTA
TRABAJO
Directos (Materiales)
Indirectos (Insumos)
Activos Productivos Tecnología Maquinaria
Mano de Obra Conocimiento
Producto Terminado OPERACIONES
(Producción)
Cultura y Clima Organizacional
La función de producción es fácilmente identificable dentro de los sectores primario y secundario de la economía; dentro de tales actividades es necesario reconocer la materia prima, el producto y las operaciones de transformación.
Retroalimentación
Un Sistema es de todo conjunto de elementos que se hallan interrelacionados funcionalmente en busca del logro de ciertos objetivos.
La Producción es la transformación de Insumos en productos.
Por lo tanto podríamos definir, en forma simplificada, que un
Sistema de Producción es el conjunto de elementos que
intervienen en un proceso de transformación de entradas (insumos), a salidas (productos), realimentándose el mismo a través de un proceso de control.
Mano de Obra Materiales Maquinaria Métodos Medio Ambiente
PROCESO DE
PRODUCCIÓN
Producto
Servicio
CONTROL POR
RETROALIMENTACION
Proceso de Producción
La creación de bienes y servicios
requiere transformar los recursos en
bienes y servicios. Cuanto más
eficiente hagamos esta transformación,
más productivos seremos y mayor
será el valor agregado a los bienes y
servicios que proporcionemos.
Productividad en términos de empleados
es sinónimo de rendimiento. En un enfoque sistemático decimos que algo o alguien es productivo cuando obtiene el máximo de productos con una cantidad determinada de recursos (insumos) en un período de tiempo dado.
La productividad en las máquinas y
equipos está dada como parte de sus
características técnicas. No así con el recurso
humano o los trabajadores. Deben de
considerarse factores que influyen.
“Productividad
es el proceso de obtener más de lo que se
invierte o trabajar mejor con lo que se tiene”
Definición de Productividad:
La productividad es la relación que existe entre las salidas (bienes y servicios) y una o más entradas (recursos como mano de obra y capital) la relación entre la cantidad de bienes y servicios producidos y la cantidad de recursos utilizados.
En la fabricación la productividad sirve para evaluar el rendimiento de los talleres, las máquinas, los equipos de trabajo y los empleados.
¿Cómo se mide la productividad?
En las empresas que miden su productividad, la fórmula que se utiliza con más frecuencia es:
Productividad = Número de unidades producidas
Insumos empleados (capital, MO, tiempo, energía)
PRODUCTIVIDAD = RESULTADOS
RECURSOS
BENEFICIOS COSTOS
PRODUCTO
MATERIA PRIMA ENTRADAS SALIDAS
= = =
Con el fin de medir el progreso de la productividad, generalmente se emplea el INDICE DE PRODUCTIVIDAD (P) como punto de comparación:
P = (Productividad Observada) * 100 (Estándar de Productividad)
La productividad observada es la productividad medida
durante un periodo definido (día, semana, mes, año) en un sistema conocido (taller, empresa, sector económico, departamento, mano de obra, energía, país)
El estándar de productividad es la productividad base o
anterior que sirve de referencia.
.
Índice de Productividad
En algunos casos, la productividad se mide de forma inmediata. Ejemplo: horas de trabajo necesarias para producir una tonelada de acero, o la energía necesaria para generar un kilovatio de electricidad. En algunos casos se mide por unidad de tiempo.
Ejemplo: Si las unidades producidas son 1.000 y las horas de trabajo empleadas son 250, entonces:
= Productividad = Unidades Producidas
Inputs empleados
Unidades Producidas Horas de trabajo empleadas
= 1.000
250 =
4 Unidades por hora trabajada
Otras empresas miden su productividad en función del valor comercial de los productos:
Productividad = Ventas netas de la empresa Salarios pagados
Índice de Productividad de la Mano de Obra
- En cierta cafetería el estándar consiste en preparar 200 ensaladas por hora. Si la mano de obra considerada prepara tan sólo 150 ensaladas por hora. ¿Cuán productiva es la operación de las ensaladas?
Índice de Productividad = Productividad de la mano de obra x 100% de la mano de obra Estándar Productividad mano de obra
Índice de Productividad = 150 ensaladas/hora x 100% = 75% de la mano de obra 200 ensaladas/ hora
- Si un alfarero producía 30 platos por hora y al adoptar métodos de trabajo más perfeccionados logra producir 40, en cuánto habrá aumentado su productividad ?
Índice de Productividad = Productividad de la mano de obra x 100% de la mano de obra Estándar Productividad mano de obra
Índice de Productividad = 40 platos/hora x 100% = 133.3% de la mano de obra 30 platos/hora
Productividad de la Mano de Obra
Un pequeño restaurante en promedio atendió 224 clientes por día durante el año anterior. El horario de servicio es de 6:00 a.m. a 2:00 pm; el personal está integrado por tres empleados. La productividad promedio de la mano puede expresarse:
Productividad Estándar = 224 clientes servidos = 9.3clientes servidos/h-h
de la mano de obra 3 empleados x 8 h/empleado
El martes de esta semana 264 clientes fueron atendidos por todo el personal. El miércoles 232 clientes fueron atendidos por dos empleados, trabajando toda la jornada, y por uno de ellos que sólo laboró durante dos horas.
Martes:
Productividad = 264 clientes servidos = 11.0 clientes servidos/h-h
de la mano de obra 3 x 8
Índice de Productividad = (11 / 9,3) * 100 = 118%
Miércoles:
Productividad = 232 clientes servidos = 12.9 clientes servidos/h-h
de la mano de obra (2 x 8) + (1 x 2)
Diferencia entre Producción y Productividad
Con frecuencia el término de productividad se confunde con el término de producción muchas personas piensan que a mayor producción mas productividad.
PRODUCCIÓN:
Es la actividad de producir bienes o servicios.
PRODUCTIVIDAD:
Se refiere a la utilización eficiente de los recursos (insumos) al producir bienes y/o servicios.
EJEMPLO:
Supongamos que una compañía manufacturera de calculadoras electrónicas produce 10.000 calculadoras empleando 50 personas que trabajan 8 horas diarias durante 25 días. En este caso.
Producción = 10.000
Productividad (trabajo) = 10.000/50×8x25 = 10.000 / 10.000 = 1 calculadora/hora-hombre.
PRODUCTIVIDAD = 1 unidad/hora-hombre PRODUCCIÓN = 10.000 unidades
PRODUCTIVIDAD = ______________________________________10.000mes laboralunidades
50 trabajadores x 8horas-hombre / día trabajo x 25 días trabajo 1trabajador 1 mes laboral
MANEJO DE LOS RECURSOS DE LA EMPRESA
Diferencia entre Producción y Productividad
Supongamos que esta compañía contrata 10 trabajadores más para aumentar su producción 20%, en la misma jornada de trabajo 8 horas diarias durante 25 días.
Producción = 12.000
Productividad (trabajo) = 12.000/60×8x25 = 12.000 /12.000
= 1 calculadora/hora-hombre
Pero la productividad de trabajo no aumenta nada.
PRODUCCIÓN = 12.000 unidades
PRODUCTIVIDAD = ______________________________________12.000mes laboralunidades
60 trabajadores x 8horas-hombre / día trabajo x 25días trabajo 1trabajador 1 mes laboral
PRODUCTIVIDAD = 1 unidad/hora-hombre
MANEJO DE LOS RECURSOS DE LA EMPRESA
Diferencia entre Producción y Productividad
Importancia de una Productividad Alta
PRODUCTIVIDAD ALTA
MAYORES BENEFICIOS PARA EL EMPRESARIO
MAYORES INGRESOS PARA LOS EMPLEADOS
AUMENTO DEL INGRESO PÚBLICO (MAYOR
BIENESTAR)
POBLACIÓN BENEFICIADA CON REBAJA DE PRECIOS
Las medidas de productividad son un indicativo de cuánto se está obteniendo de los recursos existentes, cuán efectivos son los métodos que emplean y cómo se controlan los costos.
El trabajo del empresario es potenciar (mejorar) la proporción entre outputs e inputs. Mejorar la productividad significa mejorar la eficiencia; es decir realizar bien el trabajo con un mínimo de recursos y de desperdicios.
Esta mejora se puede conseguir a través de las siguientes alternativas:
PRODUCTIVIDAD PRODUCCIÓN
INSUMOS
= PRODUCCIÓN
COSTOS
=
MANEJO DE LOS RECURSOS DE LA EMPRESA
Importancia de una Productividad Alta
PRODUCTIVIDAD AUMENTA
PRODUCCIÓN
COSTOS O INSUMOS PRODUCCIÓN
COSTOS O INSUMOS
AUMENTA CONSTANTES CONSTANTE
DISMINUYE
Factores Negativos para una Baja Productividad
PRODUCTIVIDAD BAJA
Producto
Proceso o Método
Trabajador
Maquinaria
MANEJO DE LOS RECURSOS DE LA EMPRESA
Materia Prima
Directivo
Tiempo total si todas las técnicas se aplican correctamente
Contenido básico de trabajo
El desarrollo del producto reduce el contenido del trabajo debido a un mal diseño La utilización adecuada de los materiales reduce y minimiza los desechos
El control de calidad garantiza la aplicación de normas y métodos de inspección adecuados La mejora de la disposición y de la planificación del procesos reduce los movimientos innecesarios
El movimiento de materiales adaptado a la actividad reduce el tiempo y el esfuerzo La planificación y el control de la producción reduce el tiempo improductivo
El estudio de los métodos de una actividad reduce el contenido de trabajo debido a métodos ineficaces de trabajo.
El mantenimiento preventivo garantiza una vida más larga y el funcionamiento continuo de máquinas y equipos
Una dirección y una política de personal adecuadas pueden crear un entorno de trabajo satisfactorio.
La capacitación puede promover la adquisición de los conocimientos especializados adecuados Unas mejores condiciones de trabajo aumentan la moral y reducen el ausentismo
El buen control de las existencias determinan niveles de stocks más económicos.
El tiempo improductivo se elimina si se aplican correctamente todas las
técnicas
Factores que pueden eliminar el tiempo improductivo
30%
70%
Tipos de Productividad
PRODUCTIVIDAD
Productividad
Humana Productividad de los Materiales
Productividad del Capital
Productividad de energía
Productividad humana: producción/Insumo humano
Productividad de los materiales.: Producción /Insumo material Productividad del capital: producción /Insumo capital
Productividad energía: producción /Insumo energía
Productividad Monofactorial Salida Trabajo (MO) Salida Capital Salida Materiales Energía Salida
O O O
=
Productividad Monofactorial: Es la razón entre la producción total y un sólo factor de insumo.
Productividad multifactorial: Indica la relación entre los bienes o servicios producidos (outputs) y muchos recursos (inputs).
Productividad de Múltiples factores
Productos
Trabajo (Mano de Obra) + Capital + Energía =
=
Productividad de Múltiples factores
Productos
Trabajo (Mano de Obra) + Capital + Materiales
Productividad factor total: Es la razón de la producción neta con la suma asociada con los factores de insumo de mano obra y capital
Productividad factor total= Producción Neta
Insumo (mano obra + capital)
Productividad total: Es la razón entre la producción total y la suma de todos los factores de insumo.
Productividad total = Productos
Mano de Obra + Capital + Materiales + Energía
Ejercicio:
Global Print tiene una plantilla de 4 personas, que trabajan cada una 8 horas al día, con un gasto en nómina de 640 dólares al día y unos gastos de capital de 400 dólares al día. Global Print manufactura 8 trabajos de impresión diarios. La empresa ha adquirido recientemente una máquina de alta tecnología que le permitirá realizar 14 trabajos diarios. Aunque el personal, el horario de trabajo y el salario sean iguales, si los otros gastos pasan a ser 800 dólares. ¿Cuál será la productividad del trabajo (humana) y la productividad de factor total con el sistema antiguo y con el nuevo sistema; y cuál su incremento?
Productividad del trabajo = 8 trabajos = 0.25 trabajos por hora trabajada con el sistema antiguo 32 horas trabajadas
Productividad del trabajo = 14 trabajos = 0.4375 trabajos por hora trabajada
con el sistema nuevo 32 horas trabajadas
Productividad multifactorial = 8 trabajos = 0.0077 trabajos por dólar
con el sistema antiguo 640 + 400
Productividad multifactorial = 14 trabajos = 0.0097 trabajos por dólar
con el sistema nuevo 640 + 800
La productividad del trabajo ha aumentado de 0.25 a 0.4375. El cambio es de 0.4375 / 0.25 = 1.75; es decir, un 75% de incremento de la productividad del trabajo. La productividad multifactorial ha aumentado 0.0077 a 0.0097. Este cambio representa 0.0097 / 0.0077 = 1.259; es decir, un 25,9% de aumento de productividad multifactorial.
Eficiencia, productividad, desempeño y rendimiento son términos que tienden a ser empleados de una manera indistinta al tratar el tema de comportamiento y logro.
Mano de Obra Materiales Maquinaria
USO ÓPTIMO DE RECURSOS
(al mínimo Costo)
MAYOR PRODUCCIÓN
DE BIENES
EFICIENCIA PRODUCTIVIDAD
Eficiencia vs. Productividad
EFICIENCIA= (RA/CA*TA)
(RE/CE*TE)
Es la capacidad de reducir al mínimo los costos de los recursos usados para alcanzar los objetivos de la organización. “Es hacer correctamente las cosas o hacer bien las cosas”.
R = Resultado A = Alcanzado E = Esperado C = Costo
T = Tiempo
Eficiencia
RESULTADOS OBTENIDOS: Número de unidades o
volumen de producción obtenido de un trabajador
cualquiera en cierta unidad de tiempo con un
determinado costo .
RESULTADOS ESPERADOS: Estándar o meta que refleja el volumen de producción promedio de un trabajador
calificado en cierta unidad de tiempo con un
determinado costo y en condiciones normales. EFICACIA= RESULTADOS OBTENIDOS
RESULTADOS ESPERADOS
Es la capacidad para determinar los objetivos apropiados y alcanzar las metas establecidas. La eficacia implica elegir las metas acertadas. “Es hacer las cosas correctas o hacer lo que se debe hacer”.
Eficacia
Ing. Fernando Yépez Villamil, MBA.
Ing. Fernando Yépez Villamil, MBA.
Un problema es un asunto o cuestión que se
debe solucionar o aclarar, una contradicción o
un conflicto entre lo que es y lo que debe ser,
una dificultad o un inconveniente para la
Ing. Fernando Yépez Villamil, MBA.
Una de las tareas de planeación más complejas dentro de una
organización es la solución a problemas.
“La solución de problemas puede definirse como el proceso de
identificar una diferencia entre el estado actual de las cosas y el
estado deseado y luego emprender una acción para reducir o
eliminar la diferencia.”
“
El respeto por las personas es una
piedra angular de la mejora
continua.
”
Mejora Continua
La Administración de la Calidad Total requiere un proceso infinito de mejora continua que comprende personas, equipo, proveedores, materiales y procedimientos. La base de esta filosofía es que cada aspecto de una operación puede ser mejorado. La meta final es la perfección, la cual nunca se alcanza pero siempre se busca.
“
“No debe pasar un día sin que se haya
hecho alguna clase de mejoramiento
”
La rueda de la MEJORA CONTINUA
Planear-Hacer-Revisar-Actuar: Walter Shewhart, otro
pionero en administración de la calidad, desarrolló un modelo circular denominado PDCA (Plan, Do, Check, Act) como su versión de la mejora continua. Después, Deming llevó su concepto a Japón.
Ing. Fernando Yépez Villamil, MBA.
Plan (Planear)
Do (Hacer) Check (Revisar)
Los japoneses usan la palabra kaizen para describir este proceso continuo de mejora sin fin el establecimiento y logro de metas cada vez más altas.
Mej
or
ar
Estandarizar
Problema
Me
jorar
Problema
Estandarizar
Ing. Fernando Yépez Villamil, MBA.
“La calidad nunca
es un accidente;
siempre es resultado del esfuerzo
inteligente”
John Ruskin
Herramientas de TQM
Las siete herramientas de TQM son particularmente útiles en el esfuerzo por administrar la calidad hacia la identificación o el cumplimiento de las expectativas del cliente. La satisfacción de
dichas expectativas exige el énfasis en mejorar y conseguir la excelencia, si una empresa va a competir como líder en los mercados mundiales.
Dificultades habituales en la solución de problemas
Se intenta corregir los síntomas - no la causa - de un problema.
Se adoptan soluciones innecesariamente costosas.
No se consulta la opinión de los involucrados en el problema y sus
alternativas de solución.
Muchas buenas iniciativas de mejoramiento quedan a nivel de idea pues no
encuentran apoyo en supervisores, jefes y gerentes.
Son formas fáciles de comprender para contestar a la pregunta ¿Qué
tan frecuente ocurren ciertos eventos?.
Pasos para la elaboración:
1.
Estar de acuerdo sobre que evento está siendo observado.
2.
Decidir el período de tiempo durante el cual serán recolectados
los datos.
3.
Obtener los datos de una manera consistente y honesta
1. Hoja de Inspección o de Verificación
PROBLEMA
MES
1 2 3 Total
A
B
C
II
I
IIII
II
I
II
I
I
IIII
Total 8 5 3
5
3
12
20
Ejemplo de Hoja de Inspección
• Gráfico que se utiliza para analizar la relación o
correspondencia entre los datos de dos variables, donde una
variable se considera independiente y la otra dependiente
• Se usa para probar posibles relaciones entre causa y efecto.
• Aclara si existe alguna relación y la intensidad que pudiera
tener la misma
2. Diagrama de Dispersión
Diagrama de Dispersión
Elementos Principales
Eje
Vertical Y: Variable Depen-diente
Eje Horizontal X: Variable Independiente
Distribución de datos Nombre y periodo del dato
3
2
4
1
Diagrama de Dispersión
Análisis Identificar la dirección y tendencia de la distribución de datos, pueden ocurrir los siguientes casos:
a) “Y” aumenta cuando “x” aumenta. Indica una fuerte correlación positiva. Si “X” está controlado “Y” también estará
b) “y” aumenta cuando “X” aumenta. La disper-persión de “Y” para “X” es significativa.
Indica correlación positiva, con otros factores que afectan a “Y”
Y
X
Y
X
Diagrama de Dispersión
Análisis
c) “Y” disminuye cuando “x” aumenta. Indica una fuerte correlación negativa. Si “X” está controlado “Y” también estará
d) “Y” disminuye cuando “X” aumenta. La disper-persión de “Y”respecto a “X” es significativa. Indica correlación negativa, con otros factores que afectan a “Y”
Y
X
Y
X
Y
X
e) No existe correlación
Ejercicio de Aplicación
Problema de Regresión Lineal.A partir de los siguientes datos referentes a horas de capacitación de los trabajadores de una fábrica (X), y a su productividad dada en unidades producidas/hora (Y), determinar la recta de regresión de Y sobre X, el coeficiente de correlación lineal e interpretarlo.
Ing. Fernando Yépez Villamil, MBA.
Horas
xi
Productividad
yi xi*yi xi
2 y
i2
80 300 6400 90000 24000 65 260 4225 67600 16900 75 300 5625 90000 22500 84 330 7056 108900 27720 72 270 5184 72900 19440 60 250 3600 62500 15000 82 300 6724 90000 24600 86 340 7396 115600 29240 79 290 6241 84100 22910 70 250 4900 62500 17500 55 210 3025 44100 11550 62 240 3844 57600 14880
870 3340 64220 945800 246240
b = 3,57 pendiente
bo = 19,36 intercepto
Y = bo + b X Y = 19,36 + 3,57 X (ecuación de la recta)
r = 0,951 c. de correlación
Ejercicio de Aplicación
Ing. Fernando Yépez Villamil, MBA.
y = 3,5721x + 19,36 R² = 0,9037
0 50 100 150 200 250 300 350 400
0 10 20 30 40 50 60 70 80 90 100
Horas Capacitación vs. Productividad
b = 3,57 pendiente: Por cada hora de capacitación adicional, la productividad
aumenta en promedio en 3,57 unidades/hora
bo = 19,36 intercepto: Sin capacitación (X=0), la productividad será de 19,36unidades/hora
r = 0,951 c. de correlación: Correlación positiva muy fuerte
r² = 0,951 c. de determinación: La variación de la variable horas de capacitación está
Es una herramienta gráfica para analizar las causas de un problema específico.
El análisis de causa y efecto emplea un diagrama de espina de pescado para
separar e identificar las causas raíz de un problema cuando éstas son varias.
El objetivo final es identificar las fuentes más relevantes de un problema para
poder, en una etapa posterior, orientar el foco de mejoramiento en estas causas.
El grupo tiene una sesión de “ideas u opiniones súbitas” para reunir grandes
cantidades de entrada creativa sobre un problema del proceso o producto.
Se utiliza para organizar las causas (causa básica) de un problema del proceso
o producto en un formato lógico.
3. Diagrama de Causa y Efecto o de Ishikawa
1.
Identificar las variables o fuentes potenciales de problemas.
2.
Agrupar variables en grupos relacionados, que serán representados en
las
“
espinas principales
”
. Ejemplos:
5 M: Materiales- Máquinas- Mano de obra- Métodos- Medio ambiente (Procesos
de manufactura)
3.
Ubicar los problemas/ variables en espinas secundarias.
4.
Identificar causas de problemas secundarios. Y causas de estos
problemas, sucesivamente hasta tener una explicación gráfica del
problema en su totalidad, mostrando relaciones y jerarquías entre
eventos.
5.
Identificar las causas más relevantes, que tienen mayor incidencia en el
problema bajo análisis.
Proceso para elaborar un Diagrama de
Causa y Efecto
Ejemplo de Diagrama de Causa -
Efecto
Problema con el embarque, cliente
descontento
Mano de obra Método
Máquinas Material Medio Ambiente Despacho tardío Derrame Demora del embarcador Chofer Actitud Apariencia Desaparece Desapachador en la terminal
Actitud
Da la dirección equivocada
Demora de tráfico
Accidente Violación
Clima
El arrastre no ajusta Equipo equivocado Mangueras Bombas Contadores Receptáculos Avería Rueda ponchada Muelles rotos
Correa del ventildor
Equipo sucio Bombas Mangueras Carga contaminada Sellos rotos Cantidad incorrecta
Documentos de embarque incorrectos
No hay registro del equipo apropiado
Destino equivocado
Ejemplo de Diagrama de Causa y Efecto (Ishikawa)
Piezas defectuosas
Máquina
Mano de Obra Material
Método
Control de calidad poco técnico Desajustes continuos Fuera de especificaciones Tarea Deficiente Inspección No Capacitada Irresponsable Mantenimiento deficiente Equipo inadecuado Transporte Inadecuado
Mal manejo de material Medio Ambiente Temperatura Muy baja Ambiente laboral inseguro Balanza descompuestas Mediciones de Control escasas Muchos proveedores No calificados
Principio de Pareto
: La regla 80:20
“A minority of input produces the majority of results."
El principio de Pareto, en su forma general afirma que el 80% de los resultados
se deben a un 20% de las causas.
Algunos ejemplos de aplicación:
80% de un inventario lo tiene un 20% de los productos. 20% de los clientes dan cuenta del 80% de las ventas.
80% de las utilidades es alcanzada con el 20% de los consumidores 80% de la riqueza está en manos de un 20% de la población.
4. Diagrama de Pareto
Diagrama de Pareto
PROCESO : INSTALACION DE CONEXIONES DOMICILIARIAS
0 50 100 150 200 0 10 20 30 40 50 60 70 80 90 100 N Ú M E R O D E Q U E J A S P O R C E N T A J E A C U M U L A D O
Demora en Demora en Demora en Demora en Mala Información Mal hecha Instalación medición o elaboración revisión de la conexión De conexión inspección de presupuesto documentos
250
n = 249
N° Defectos N° Defectos Acum. Porcentaje(%) Porcent.Acum(%)
Causa 1 20 20 20% 20%
Causa 2 17 37 17% 37%
Causa 3 14 51 14% 51%
Causa 4 12 63 12% 63%
Causa 5 11 74 11% 74%
Causa 6 9 83 9% 83%
Causa 7 6 89 6% 89%
Causa 8 5 94 5% 94%
Causa 9 4 98 4% 98%
Causa 10 2 100 2% 100%
100 100% 20% 37% 51% 63% 74% 83% 89% 94% 98% 100% 0% 20% 40% 60% 80% 100% 120% 0 2 4 6 8 10 12 14 16 18 20
Causa 1 Causa 2 Causa 3 Causa 4 Causa 5 Causa 6 Causa 7 Causa 8 Causa 9 Causa 10
Diagrama de Pareto
N° Defectos Porcent.Acum(%)
Un diagrama es un resumen gráfico del flujo de varias operaciones de
un proceso o procedimiento.
Se utiliza cuando se necesita identificar la trayectoria actual e ideal que
sigue un producto o servicio con el fin de identificar desviaciones.
5. Diagrama de Flujo y Diagrama Integrado
Ejemplo del diagrama
:
Estudio de la calidad del diseño Inicio Diseño de especificación es prototipo de ensayo Evaluación de proto-tipos Producción de ensayo de unidades Evaluación global de unidades de producción de ensayo Diseño de Producción aceptado Puesta en marchaMalo
Bueno
Bueno Malo
• Un histograma toma datos de mediciones
por ejemplo,
temperatura, dimensiones, etc., y muestra a su vez su
distribución.
• Esto es crítico, puesto que todos los eventos repetidos
producirán resultados que varíen con el tiempo.
• Un histograma revela la cantidad de variación propia de un
proceso.
6. Histograma
Histograma de Frecuencia: Elementos principales 1a 2a 3a 4a 5a 6a 7a
1
Identificación del período E J E V E R T I C A LF O R C E U C R U R E E N N C C I I A A S S
D E
EJE HORIZONTAL
2
Valor de la característica
3
Límite inferior1a clase
Límite superior
1a clase DISPERSION
4
Barras Intensidad de la clase M E D IA Clases que contienenlos datos de mayor
valor
68 71 77 83 79
72 74 57 67 69
50 60 70 66 76
70 84 59 75 94
65 72 85 79 71
83 84 74 82 97
77 73 78 93 95
78 81 79 90 83
80 84 91 101 86
93 92 102 80 69
N = V. MAX=
50 datos 102
V. MIN = 50
RANGO= 52
INTERVALOS= 1+[3,3*LOG(N) ] R. STURGES INTERVALOS = 6,64058041 7 AMPLITUD = 7,42857143 8
N.RANGO= K*A = 56
INTERVALOS FRECUENCIA
[50 -58) 2
[58 – 66) 3
[66 – 74) 12
[74 – 82) 14
[82 – 90) 9
[90 – 98) 8
[98 – 106] 2
2 3 12 14 9 8 2 0 2 4 6 8 10 12 14 16
57 65 73 81 89 97 106
Fr ec uenc ia INTERVALOS Histograma
• Es simplemente un gráfico de desarrollo con límites de
control estadísticamente determinados. Es un tipo de
gráfico empleado para evaluar y mantener estabilidad de
un proceso con referencia a límites estadísticos.
• Estos límites se denominan Límite de Control Superior
(LCS) y Límite de Control Inferior (LCI)
7. Gráfica de Control
Gráficos de Control
Elementos principalesNombre y perido del gráfico
Límite Superior de Control - LSC
Línea Central
Límite Inferior de Control -LIC
Puntos de ocurrencia
Eje horizontal: Sub-grupos Eje Vertical:
Valores de la caracte-rística
1
2
3
4
5
6
7
Gráficos de Control
Tipos de Gráficos de Control
Para Variables: Gráfico
X
-
R
(medias - rangos)
Para Atributos: gráfico
p
(% de defectuosas), gráfico
C
(número de defectos)
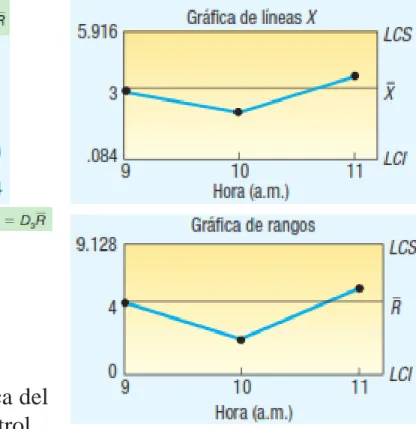
Gráfico X - R
Definición Se usa para controlar y analizar un proceso en el cual la característica de calidad del producto se mide en valores continuos, tales como: peso, concentración, longitud, ley, producción, etc.
X : representa un valor promedio de un grupo.
R : representa el rango del grupo
Se utiliza una gráfica X acompañada de una gráfica R para controlar la variación dentro de un grupo
Gráfico X - R
EjercicioLa gerente de una sucursal de McDonald’s selecciona al azar cuatro clientes por hora. Luego, mide el tiempo, en minutos, entre la entrada de la orden que ellos solicitan y su entrega. Los resultados son los siguientes.
a) Calcule el tiempo medio de espera, el rango medio y determine los límites de control de la media y el rango, y trace con ellos un diagrama.
b) ¿Las mediciones están dentro de los límites de control? Interprete la gráfica.
Ing. Fernando Yépez Villamil, MBA.
Gráfico p - c
Definición Las cartas de control para X y R están diseñadas para monitorear los datos cuantitativos de un proceso. En muchos casos es necesario y deseable medir la
calidad de un proceso, o la producción de dicho proceso, con base en la aceptación de un atributo. Este procedimiento estadístico si un proceso es aceptable con base en la proporción y el número de defectos. Dos tipos de cartas de control se
concentran en la aceptabilidad.
Cartas p: miden la proporción de defectos.
Cartas c: registran el número de defectos por artículo
Ing. Fernando Yépez Villamil, MBA.
Gráfico p - c
Ejercicio Cartas p:
Gráfico p - c
EjercicioCartas c:
El editor del Oak Harbor Daily Telegraph está preocupado por el número de palabras mal escritas en el periódico. No publican en sábado y domingo. En un esfuerzo por controlar el problema y fomentar la buena ortografía, utilizó un diagrama de control. El número de palabras mal escritas que determinó en la edición final del periódico de los últimos 10 días es: 5, 6, 3, 0, 4, 5, 1, 2, 7 y 4. Determine los límites de control apropiados e interprete el diagrama. ¿Hubo algunos días durante el período en que el número de palabras mal escritas estuvo fuera de control?
Ing. Fernando Yépez Villamil, MBA.
Ing. Fernando Yépez Villamil, MBA.
Es la técnica utilizada para ayudar a los administradores a elegir la mejor secuencia de decisiones en ciertos problemas.
El análisis de decisiones se utiliza para desarrollar una estrategia óptima cuando un tomador de decisiones enfrenta varias alternativas de decisión y a un patrón de
eventos futuros incierto o lleno de riesgos.
La teoría de las decisiones es un enfoque analítico y sistemático para el estudio de
la toma de decisiones. Una buena decisión es aquella que se basa en la lógica, considera todos los datos disponibles y las alternativas posibles, y aplica el enfoque cuantitativo que se vaya a describir.
• A. Bajo condiciones de certeza.
• B. Bajo condiciones de incertidumbre. • C. Bajo condiciones de riesgo.
Ing. Fernando Yépez Villamil, MBA.
ESTRATEGIAS (ALTERNATIVAS)
ESTADOS DE NATURALEZA
N1 N2 N3 N4 …….. Nn
E1 R11 R12 R13 R14 …….. R1n
E2 R21 R22 R23 R24 ……. R2n
E3 R31 R332 R33 R34 …….. R3n
E4 R41 R42 R43 R44 …….. R4n
. . . . . . . . . . . . . . . …….. . . .
Em Rm1 Rm2 Rm3 Rm4 ……. Rmn
Nj = Estados de la naturaleza j = 1,2,3,…,m
Ei = Alternativas de decisión i = 1,2,3,…,n
Ing. Fernando Yépez Villamil, MBA.
Ing. Fernando Yépez Villamil, MBA.
B) Análisis de decisión bajo condiciones de incertidumbre
Toma de decisiones sin probabilidades
Ing. Fernando Yépez Villamil, MBA.
Ing. Fernando Yépez Villamil, MBA.
Enfoque de Arrepentimiento Minimax
Resultados Demanda fuerte
Demanda débil Alternativa 1complejo pequeño(d1) 20 - 8 = 12 7 - 7 = 0
Alternativa 2 complejo mediano(d2) 20 - 14 = 6 7 – 5 = 2
Alternativa 3 complejo grande(d3) 20 - 20 = 0 7 – (-9) = 16
Arrepentimiento Máximo
12
Ing. Fernando Yépez Villamil, MBA.
Toma de decisiones con probabilidades
Enfoque de Laplace
Resultados Demanda fuerte Demanda débil Valor Esperado Alternativa 1complejo pequeño(d1) 0,5 x 8 = 4 0,5 x 7 = 3,5 ½(8+7) = 7,5
Alternativa 2complejo mediano(d2) 0,5 x 14 = 7 0,5 x 5 = 2,5 ½(14+5) = 9,5
Alternativa 3complejo grande(d3) 0,5 x 20 = 10 0,5 x -9 = -4,5 ½(20-9) = 5,5
Probabilidad 0,5 0,5
Enfoque de Bayes
Resultados Demanda fuerte Demanda débil Valor Esperado Alternativa 1complejo pequeño(d1) 0,6 x 8 = 4,8 0,4 x 7 = 2,8 7,6
Alternativa 2complejo mediano(d2) 0,6 x 14 = 8,4 0,4 x 5 = 2,0 10,4
Alternativa 3complejo grande(d3) 0,6 x 20 = 12 0,4 x -9 = -3,6 8,4
Probabilidad 0,6 0,4
Enfoque de compromiso o Hurwicz
Resultados Demanda fuerte Demanda débil Valor Esperado Alternativa 1complejo pequeño(d1) 0,8 x 8 = 6,4 0,2 x 7 = 1,4 7,8
Alternativa 2complejo mediano(d2) 0,8 x 14 = 11,2 0,2 x 5 = 1,0 12,2
Alternativa 3complejo grande(d3) 0,8 x 20 = 16 0,2 x (-9) = -1,8 14,2
Ing. Fernando Yépez Villamil, MBA.
C) Análisis de decisión bajo condiciones de riesgo
Valor Monetario Esperado con Información Perfecta (VEICP)
Resultados Demanda fuerte Demanda débil Valor Esperado Alternativa 1complejo pequeño(d1) 0,8 x 8 = 6,4 0,2 x 7 = 1,4 7,8
Alternativa 2complejo mediano(d2) 0,8 x 14 = 11,2 0,2 x 5 = 1,0 12,2
Alternativa 3complejo grande(d3) 0,8 x 20 = 16 0,2 x (-9) = -1,8 14,2
Valor Esperado Con Información Perfecta (VECIP) 0,8 x 20 = 16 0,2 x 7 = 1,4 17,4
Probabilidad 0,8 0,2
VEDIP = ∑ VECIP – el mejor VME
El valor esperado de la información perfecta es:
VEIP= 17,4 – 14,2 = 3,2 millones
Bibliografía
1. Heizer, J, Render, B. (2009). Principios de Administración de Operaciones. México: Editorial Prentice Hall.
2. Chase, R., Aquilano, N., Jacobs, R. (2005). Administración de Producción y Operaciones. Manufactura y Servicios. México: McGraw Hill.
3. Feigenbaum, A. (2009). Control Total de la Calidad. México: Grupo Editorial Patria. 4. Gutiérrez, H., De la Vara Salazar, R. (2009). Control Estadístico de Calidad y Seis Sigma.
México: McGraw Hill Educación S.A.
5. Gutiérrez, H. (2010). Calidad Total y Productividad. México: McGraw Hill.
6. García Cantú, A. (2011). Productividad y reducción de costos. Para la pequeña y mediana industria. México: Editorial Trillas S.A.
7. Harrington, James. Mejoramiento de los Procesos en la empresa. Bogotá: McGraw Hill.
8. Lind D., Marchal W. & Wathen S. (2012). Estadística aplicada a los Negocios y la Economía. México: McGraw Hill