ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
Diseño de u a Pla cha Tér ica para la I presió Tra sfer
T E S I S
Que para obtener el grado de:
MAESTRO EN CIENCIAS EN INGENIERÍA MECÁNICA
Presenta:
Ing. Omar Daniel Quintero Reyes
Directores de Tesis:
Dr. José Ángel Ortega Herrera
Dr. Valery R. Nossov
México,
D.
F.2012 se reunieron los
ACTA DE REVISIÓN DE TESIS
siendo
las
12'.00
horas del díamiembros de la Comisión Revisora de la
07
del mes deTesis, designada
E.S I M.E.
En Ia Ciudad de
Junio
delpor el Colegio de
para examinar la
Profesores de Estudios de Posgrado e Investigación de
tesis titulada:
..DISEÑo DE UNA PLANCHA
IÉRIvucR
PARAIIvIpnrsIÓN
TRANSFER''Presentada por el alumno:
QUINTERO REYES OMAR DANIEL
Apellido paterno
aspirante de:
Apellido materno Nombre(s)
AL1l0l0l3l8tB
Con rug:stro:MAESTRO EN CIENCIAS EN ¡NGENIERIA MECANICA
Después de intercambiar opiniones los miembros de la Comisión manifestaron SU APROBACION DE
tA
fESrS, en virtud de que satisface los requisitos señalados por las disposiciones reglamentariasvigentes.
LA COMISION REVISORA Directores de tesis
0&.-va
DR VALERIY NOSOV Segundo Vocal
-t
/u
{
ll l$(Dr1
'trr-
V-#"ffi,*#m#F$ #ffi ffiffiTL$ffi$#$ ,$fi ¡*{3$ ffi fli.f.q. ffi.# tr $$_rfi ,,f E$¡'ff #,,n *
iüt,r¡
IO ORTEGA HERRERA
Presidente
DR. SA LCANTARA MONTES ercer Vocal
UEL VITE TORRES
DR. VALERIY NOSOV
DR LUIS HÉ OR HERNÁN DEZ"GÓMEZ EL PRESIDENTE DEL COLEGIO
Secretaría de Investigación y Posgrado
CARTA
CESIÓN DE DERECHOS
En la Ciudad
de
México,
D.F.
el
día
4 del
mes de Junio
del
año
20t2,
el
que
suscribe Ing.
Omar
Daniel
Quintero
Reyes,alumno del programa de:
Ívtaestrfa
en
Ciencíasen
lngeniería Mecánica
Con
número
de
registro
A100388, adscrito
a
la
Sección
de
Estudios
de
Posgrado
e Investigación
de
la
ESIMEunidad
Zacatenco;
manifiesta
que
esque
esautor intelectual
del presente
trabajo
de tesis bajo
ladirección de:
Dr.lasé
Ánget
Ortega Herrera
Y
cede los derechos
deltrabajo titulado:
"Diseño de una
Planchs
Térmica
para
Ia
Impresién Tronsfer"
Los usuarios
de
la
información no deben de reproducir el contenido textual,
así
como gráficos
o
datos
del trabajo
sin
el
permiso
expreso
del
autor
y/o
director
del
trabajo.
Este
puede
ser obtenido
escribiendo
a
la
siguiente
dirección
de
correo
electrónico:
samael
[email protected]
o
[email protected].
Siel
permiso
se
otorga, el
usuario
deberá dar
elagradecimiento correspondiente y
citar
lafuente
del mismo.
Diseño de una Plancha Térmica para la Impresión Transfer
4
Dedicatoria
Para mi Papito:
Que así como nosotros, este trabajo también es su legado.
Muchas gracias por todo.
Para la familia que ya no nos acompaña:
Porque los tendremos presentes hasta que nos llegue el momento.
Diseño de una Plancha Térmica para la Impresión Transfer
5
Agradecimientos
A Mamá y Papá, porque conozco el gran esfuerzo que han hecho por mí y solo
queda sentirse humildemente agradecido. Gracias por su apoyo, por su invaluable
consejo y por haberme forjado a convertirme en el hombre que soy ahora. Gracias
por educarme en la cultura del esfuerzo y darme los valores que forman el núcleo de
mi filosofía y persona.
A mis hermanos, Alan y Ely, por enseñarme tanto y mostrarme otras caras de
la vida a las cuales soy ciego. Su compañía y apoyo son un constante recordatorio de
lo increíble que es nuestra familia.
A la familia Márquez Chávez: Víctor, Cris, Víctor Alonso, y Hugo por todo el
apoyo y su invaluable amistad. Muchas gracias por haberme recibido y sobretodo
por hacerme sentir uno más de su maravillosa familia.
A la familia Badillo Chávez: Rosa, Mauricio y Valerie, Beto y Patricia, Ricardo y
Adriana. Gracias por brindarme su amistad y el tiempo compartido.
A mi Nino y a toda su familia. Gracias por cuidar de todos nosotros y en lo
personal por enseñarme como son las verdaderas amistades.
A toda la familia Quintero y Reyes en Hermosillo y Caborca, muchas gracias
por su apoyo, motivación y buenos deseos. Espero sepan me enorgullece pertenecer
a nuestra familia y que siempre los tuve presente a lo largo de este proyecto.
A mis excelentes amigos Lalo y César, por brindarme su valiosa amistad y
compartir conmigo sus conocimientos. Gracias por hacer placentera la experiencia
de estudiar la maestría.
Diseño de una Plancha Térmica para la Impresión Transfer
6
A todos los amigos del grupo: Yonatan, Sandra, Jorge, César Félix, Alejandro y
Gustavo. Gracias por los buenos momentos y la excelente convivencia. Muchas
gracias por compartir su tiempo y conocimientos conmigo.
A todos en Forever América, en especial a Bárbara, Denisse y Erika por hacer
divertidas las tardes de trabajo y confiarme su amistad.
A todos los amigos en Hermosillo: Rocha, Jaymz, Luis, Juan, Javier, Joe, Iván S.,
I á R., L dia, Chi o
, Haro, Julio, Cuate, Kita, Bob y todos los que se me hayan
pasado mencionar por que saben que así fue. Gracias por su gran amistad, sus
enseñanzas y acordarse de mi cuando no estaba presente.
A Juan Sugich y Sergio Sugich, por compartir sus conocimientos conmigo y la
grata oportunidad de haber trabajado con ustedes.
Al Dr. Ortega, por todo el apoyo, paciencia y confianza depositada en mí.
Gracias por la experiencia compartida y el placer de poder trabajar con usted.
Al Dr. Alcántara, Dr. Beltrán, Dr. Hernández, Dr. Ortega y Dr. Sánchez. Fue
todo un placer haber podido asistir a sus clases. Gracias por sus valiosas enseñanzas
po los o asio ales os o o es .
A los profesores del ITH: Ing. Sergio Leyva, Ing. Candelario, Ing. Ofelia
Monteverde, M.C. Maytorena, e Ing. Rosario Zamora. Gracias por sus enseñanzas y
por ser los pilares de mí querida escuela.
A las Instituciones CONACyT, IPN, ITH, Forever América y DENK por su gran
ayuda y el apoyo mostrado.
Diseño de una Plancha Térmica para la Impresión Transfer
7
Índice General
Dedicatoria ... 4
Agradecimientos ... 5
Índice General ... 7
Índice de Figuras ... 10
Índice de Tablas ... 15
Resumen ... 17
Abstract ... 18
Introducción ... 19
Antecedentes ... 21
Justificación del Proyecto ... 22
Objetivos ... 23
Capítulo 1 ... 24
1.1 La Tecnología de Impresión por Transferencia Térmica ... 25
1.2 Evolución de la Tecnología de Impresión Transfer ... 28
1.2.1 Primera Etapa: Impresión por Transferencia (1750-1960) ... 28
1.2.2 Segunda Etapa: Impresión por Transferencia Térmica (1960-Actualidad) ... 34
1.3 Papeles Transfer y Accesorios en la Actualidad ... 37
1.3.1 Papeles Transfer Laser ... 38
1.3.2 Papeles Transfer Solvente ... 38
1.3.3 Papeles Viniles Textiles ... 40
1.3.4 Accesorios para Impresión Transfer ... 41
1.4 Planchas Térmicas Manuales ... 42
1.4.1 Distintos Sistemas de las Planchas Térmicas Manuales ... 42
1.4.2 Tipos de Planchas Térmicas Manuales Disponibles en la Actualidad ... 44
1.5 Ventajas y Desventajas de la Impresión por Transferencia Térmica ... 49
1.6 Técnicas de Impresión en Competencia con el Transfer ... 50
1.6.1 Serigrafía ... 50
1.6.2 Tampografía ... 53
Diseño de una Plancha Térmica para la Impresión Transfer
8
Capítulo 2 ... 57
2.1 Metodología ... 58
2.1.1 Fases I y II: Reconocimiento de la Necesidad y Definición del Problema ... 58
2.1.2 Fase III: Síntesis ... 58
2.1.3 Fase IV: Análisis y Optimización ... 59
2.1.4 Fase V: Evaluación del Diseño ... 59
2.1.5 Fase VI: Presentación ... 60
2.2 Enunciado de la Necesidad y Delimitación del Problema ... 61
2.3 Diseño Conceptual y Consideraciones de Diseño ... 63
2.3.1 Mecanismo de Presión ... 63
2.3.2 Estructura ... 64
2.3.3 Plato Térmico ... 65
2.3.4 Sistema de Potencia Eléctrica y de Control ... 66
2.3.5 Soporte para Bolígrafo ... 68
2.3.6 Proceso de Planchado ... 68
2.3.7 Metodología de la Impresión ... 69
2.3.8 Tabla de Modelos de Bolígrafos ... 70
2.3.9 Selección de Papel Transfer ... 71
2.3.10 Impresión del Papel Transfer ... 72
2.4 Presentación de la Propuesta ... 73
Capítulo 3 ... 75
3.1 Plataforma de Soporte para Bolígrafos ... 78
3.1.1 Dimensionamiento de Bolígrafos ... 78
3.1.2 Tipo de Apoyo del Sustrato ... 80
3.1.3 Geometría del Perfil del Soporte ... 81
3.2 Plato Térmico ... 84
3.2.1 Geometría del Perfil del Plato ... 84
3.2.2 Potencia Térmica Requerida y Selección de Resistencia ... 87
3.2.3 Componentes Periféricos del Plato Térmico ... 94
3.3 Mecanismo de Presión ... 99
Diseño de una Plancha Térmica para la Impresión Transfer
9
3.3.2 Selección y Evaluación del Sistema de Dientes ... 101
3.3.3 Diseño de la Palanca y Eje ... 106
3.3.4 Análisis y Evaluación de la Cuña ... 113
3.3.5 Diseño del Cojinete de Deslizamiento ... 114
3.3.6 Diseño del Resorte de Retorno ... 120
3.3.7 Diseño y Selección de Mecanismo de Retención ... 127
3.4 Estructura ... 131
3.4.1 Base ... 131
3.4.2 Torre Base ... 133
3.4.3 Torre Móvil ... 141
3.4.4 Esparrago Elevador M14x2 ... 145
3.4.5 Brazos para Eje ... 148
3.4.6 Corredor de Ariete-Cremallera ... 158
3.4.7 Interfaz Ariete-Resorte ... 162
3.5 Sistema de Potencia Eléctrica y Control ... 165
Capítulo 4 ... 180
4.1 Análisis por Método de Elementos Finitos ... 182
4.1.1 Análisis de Esfuerzos del Engrane ... 184
4.1.2 Análisis de Esfuerzos del Ariete-Cremallera ... 186
4.1.3 Análisis de Esfuerzos en el Eje ... 190
4.1.4 Análisis de Esfuerzos del Brazo ... 193
4.1.5 Análisis Térmico del Plato ... 195
4.2 Pruebas del Prototipo ... 200
4.3 Análisis de Modo y Efecto de Falla (AMEF) ... 205
4.4 Costos de Fabricación ... 207
Conclusiones ... 211
Trabajos Futuros ... 213
Referencias ... 215
Diseño de una Plancha Térmica para la Impresión Transfer
10
Índice de Figuras
Figuras
Página
Figura 1.1: El proceso de impresión por transferencia térmica 26
Figura 1.2: Artículos personalizados y decorados por Transfer 27
Figura 1.3: Plato de casa Davenport en Staffordshire 1810 30
Figura 1.4: Plato de casa Creil et Montereau 1870 30
Figura 1.5: Imprenta Transfer de la Societe Ceramique. Maastricht, Holanda 30
Figura 1.6: Reloj de la Pequegnat Clock Company decorado con un decal del Rey Eduardo VII 32
Figura 1.7: Caja de música del siglo XIX decorada con decal 32
Figura 1.8: Trabajos de decal en la actualidad 33
Figura 1.9: Máquina de serigrafía moderna 34
Figura 1.10: Serigrafía manual 34
Figura 1.11: Uso de papeles transfer con planchas convencionales para ropa 35
Figura 1.12: Máquinas e impresiones de la tecnología transfer en la actualidad 37
Figura 1.13: Clasificación de planchas térmicas para Transfer manuales 44
Figura 1.14: Planchas de cierre de almeja de Insta Graphics modelos 101 y 158 45
Figura 1.15: Planchas planas de cierre paralelo. Arriba modelos 204 y 228 de Insta.
Abajo modelos DC16 y DK20S de Geo Knight. 45
Figura 1.16: Modelo MS-50 de Forever 46
Figura 1.17: Modelo DK-3 de Geo Knight 46
Figura 1.18: DC-Cap de Geo Knight (cierre paralelo) 47
Figura 1.19: Modelo 418 de Insta (cierre almeja) 47
Figura 1.20: Modelo FM-1508 de Ricoma (cierre paralelo) 47
Figura 1.21: Modelo DC-Cube de Geo Knight 48
Figura 1.22: ND Modular para Bolígrafos de Nova Dampex 48
Figura 1.23: DC-Plate de Geo Knight 48
Figura 1.24: Proceso de la Serigrafía 50
Figura 1.25: Máquina de serigrafía para bolígrafos manual 51
Figura 1.26: Máquina de serigrafía para bolígrafos completamente automática 51
Figura 1.27: Modelo LT-S2 máquina de serigrafía en bolígrafos de operación manual. Fabricante: Hengjin 52
Figura 1.28: Modelo CP12 máquina para serigrafía en bolígrafos semiautomática.
Diseño de una Plancha Térmica para la Impresión Transfer
11
Figura 1.29: Modelo TA-2002 Maquina de serigrafía completamente automática.
Fabricante: Hanky (origen Taiwanés) 52
Figura 1.30: Proceso de impresión por tampografía 53
Figura 1.31: Modelo GW-MN100 de operación manual. Fabricante GW (origen chino) 55
Figura 1.32: Modelo G2-175 MPPS completamente automática. Fabricante: Printex (origen Estadounidense) 55
Figura 2.1: El Proceso de Diseño 60
Figura 2.2: Presentación previa: Pen Heat Press - Modelo 112 73
Figura 2.3: Vista explosionada del ensamblaje 74
Figura 3.1: Dimensionamiento de bolígrafos 78
Figura 3.2: Apoyo en superficie plana 80
Figura 3.3: Apoyo en superficie circular 80
Figura 3.4: Diagrama de perfiles de bolígrafo 81
Figura 3.5: Perfil del soporte para bolígrafos 82
Figura 3.6: Modelo del soporte para bolígrafos 83
Figura 3.7: Perfil del pad de silicona del plato térmico 85
Figura 3.8: Compresión del pad con bolígrafo de 17 mm 86
Figura 3.9: Compresión del pad con bolígrafo de 8 mm 86
Figura 3.10: Porcentaje de compresión del pad de silicona 86
Figura 3.11: Plato térmico con su pad de silicona 87
Figura 3.12: Flujo de calor unidireccional perpendicular al área 89
Figura 3.13: Diagrama de perfiles de temperatura 89
Figura 3.14: Áreas del plato térmico consideradas para flujo de calor unidireccional 90
Figura 3.15: Anatomía de una resistencia térmica de tipo cartucho 92
Figura 3.16: Cable para alta temperatura 94
Figura 3.17: Glándulas de conexión 95
Figura 3.18: Vista lateral del ensamblaje del plato térmico 96
Figura 3.19: Precaución: Superficie Caliente 97
Figura 3.20: Adhesivo Superflex Rojo 98
Figura 3.21: Modelo de plato térmico 98
Figura 3.22: Diagrama de cuerpo libre de cremallera 101
Figura 3.23: Diagrama de cuerpo libre de engrane 101
Figura 3.24: Palanca principal del mecanismo 106
Figura 3.25: Diagrama de cuerpo libre de eje 107
Diseño de una Plancha Térmica para la Impresión Transfer
12
Figura 3.27: Ubicación del elemento diferencial con mayor carga 109
Figura 3.28: Diagrama de esfuerzos del elemento diferencial 109
Figura 3.29: Anillo de retención tipo E 110
Figura 3.30: Dimensiones de cuña y cuñero 113
Figura 3.31: Diagrama de cuerpo libre de la cuña 113
Figura 3.32: Subensamblaje de engrane cremallera con su eje montado sobre los cojinetes 119
Figura 3.33: Diagramas de operación de resorte 121
Figura 3.34: Resorte en longitud libre y de instalación 126
Figura 3.35: Mecanismo de retención 128
Figura 3.36. Dimensiones generales del mecanismo 128
Figura 3.37: Modelo del mecanismo de presión 130
Figura 3.38: Placa base de la plancha 132
Figura 3.39: Componente torre base 134
Figura 3.40: Grasera larga 134
Figura 3.41: Diagrama de cuerpo libre del cordón de soldadura 135
Figura 3.42: Diagrama de cuerpo libre para tornillos de sujeción 136
Figura 3.43: Diagrama del cono de presión para determinar la constante de resorte de los elementos 138
Figura 3.44: Torre móvil 141
Figura 3.45: Carga trasmitida al círculo de tornillos 142
Figura 3.46: Diagrama de cuerpo libre del círculo de tornillos 143
Figura 3.47: Rodamiento axial de rodillos 146
Figura 3.48. Volante de mano 147
Figura 3.49: Mecanismo elevador de la plancha 147
Figura 3.50. Vista isométrica del brazo 148
Figura 3.51: Vista lateral del brazo 148
Figura 3.52: Ubicación de la fibra neutra en un doblez 149
Figura 3.53: Geometría de la separación entre brazos resultante del doblado 149
Figura 3.54: Corte único de la pieza en bruto para el componente brazo 150
Figura 3.55: Ubicación de dobleces 150
Figura 3.56: Porta-buje de acero 150
Figura 3.57: Grasera corta 150
Figura 5.58: Diagrama de cuerpo libre de cremallera 151
Figura 5.59: Diagrama de cuerpo libre para tornillos del corredor 151
Diseño de una Plancha Térmica para la Impresión Transfer
13
Figura 3.61: Diagrama de cuerpo libre del cordón de soldadura 155
Figura 3.62: Esfuerzos cortantes presentes en el cordón de soldadura 156
Figura 3.63: Corredor del ariete-cremallera 158
Figura 3.64: Pasador partido para retención del resorte 159
Figura 3.65. Distribución de carga en la pared cilíndrica interior del corredor 159
Figura 3.66: Ángulo de la circunferencia donde actúa la carga 160
Figura 3.67: Componente interfaz entre el ariete y el resorte 162
Figura 3.68: Modelo de la estructura y bastidor de la plancha 163
Figura 3.69: Diagrama lógico de control 167
Figura 3.70: Controlador SWA-2441 169
Figura 3.71: Diagrama de terminales del controlador (Pinout) 170
Figura 3.72: Buzzer 171
Figura 3.73: Termopar tipo K 171
Figura 3.74: Resistencia tipo cartucho 171
Figura 3.75: Microswitch 172
Figura 3.76: Cable de alimentación 172
Figura 3.77: Glándula 172
Figura 3.78: Abrazadera 172
Figura 3.79: Clema 172
Figura 3.80: Porta Fusible Europeo 173
Figura 3.81: On/Off Switch 173
Figura 3.82: Diagrama de conexión de gabinete de control 173
Figura 3.83: Modelo del gabinete de control 174
Figura 3.84: Ubicación del microswitch 175
Figura 3.85: Ubicación del termopar y resistencia 175
Figura 3.86: Guardas del gabinete de control 176
Figura 3.87: Vista isométrica del modelo de cableado 176
Figura 3.88: Vista superior del cableado 176
Figura 3.89: Manga de nylon 177
Figura 3.90: Tubo termo contráctil 177
Figura 3.91: Modelo de gabinete de control y cableado 178
Figura 4.1: Mallado, sujeción y cargas del estudio del engrane 184
Figura 4.2: Distribución del esfuerzo de von Mises en el engrane 185
Diseño de una Plancha Térmica para la Impresión Transfer
14
Figura 4.4: Mallado, sujeción y cargas del estudio del ariete-cremallera 187
Figura 4.5: Detalle de la malla en el diente cargado 187
Figura 4.6: Distribución del esfuerzo de von Mises en el ariete-cremallera 188
Figura 4.7: Distribución del factor de seguridad en el ariete en base a la TED 188
Figura 4.8: Sujeción del 2do modo de carga del ariete 189
Figura 4.9: Distribución del esfuerzo de von Mises del 2do modo de carga del ariete 189
Figura 4.10: Distribución del factor de seguridad en base a TED del 2do modo de carga del ariete 190
Figura 4.11: Mallado, sujeción y cargas del estudio del eje 191
Figura 4.12: Distribución del esfuerzo de von Mises para el eje 191
Figura 4.13: Vista de corte de la distribución del factor de seguridad en el eje en base a la TED 192
Figura 4.14: Mallado, sujeción y cargas del estudio del brazo 193
Figura 4.15: Distribución del esfuerzo de von Mises en el brazo 194
Figura 4.16: Distribución del factor de seguridad en el brazo en base a la TED 194
Figura 4.17: Mallado del subensamblaje del plato térmico 196
Figura 4.18: Trazado de temperatura a 16 minutos del encendido en un estudio libre 196
Figura 4.19: Gráfica de Temperatura vs Tiempo para el termopar, pad y resistencia 197
Figura 4.20: Gráfica de Temperatura vs Tiempo con un control de termostato 198
Figura 4.21: Trazado de temperaturas a 16 minutos del encendido con un control de termostato a 180°C 199
Figura 4.22: Fotografías de la modificación de la plancha de gorras 200
Figura 4.23: Formato de impresión para pruebas 201
Figura 4.24: Fotografía de una impresión real en papel transfer 201
Figura 4.25. Fotografías de los bolígrafos impresos en la segunda prueba 204
Diseño de una Plancha Térmica para la Impresión Transfer
15
Índice de Tablas
Tablas
Página
Tabla 1.1: Papeles Transfer para Impresoras Láser 38
Tabla 1.2: Papeles Transfer para plotter de impresión que utiliza tintas base solvente 39
Tabla 1.3: Papeles Transfer Viniles Textiles para acabado de relieve y textura 40
Tabla 2.1: Conceptos tomados del enunciado de la necesidad 62
Tabla 2.2 Tabla de bloques y sus respectivas tareas 62
Tabla 2.3: Consideraciones de diseño del mecanismo de presión 64
Tabla 2.4: Consideraciones de diseño de la estructura 65
Tabla 2.5: Consideraciones de diseño del plato térmico 66
Tabla 2.6: Consideraciones de diseño del sistema eléctrico 67
Tabla 2.7: Consideraciones de diseño del soporte de bolígrafo 68
Tabla 2.8. Consideraciones de diseño de la metodología de impresión 70
Tabla 2.9: Consideraciones de diseño de tabla de modelos de bolígrafos 71
Tabla 3.1: Leyenda de dimensiones 78
Tabla 3.2: Dimensiones de muestra de bolígrafos 79
Tabla 3.3 Valores de Interés 82
Tabla 3.4: Componentes del soporte para bolígrafo 83
Tabla 3.5: Calores específicos de materiales del plato térmico 88
Tabla 3.6: Potencias correspondientes a tiempo de calentamiento 88
Tabla 3.7: Áreas y espesor de materiales aislantes del plato térmico 90
Tabla 3.8: Potencia térmica disipada 91
Tabla 3.9: Alternativas de adhesivos a base de silicona de la marca LocTite 98
Tabla 3.10: Componentes del plato térmico 98
Tabla 3.11: Presiones y temperaturas para el planchado de algunos materiales con papel Multi-Trans 100
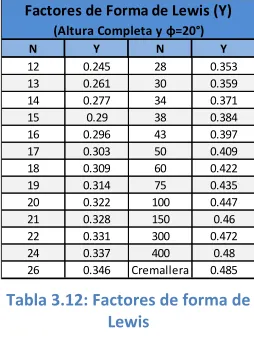
Tabla 3.12: Factores de forma de Lewis 102
Tabla 3.13: Tamaños estándar de anillos de retención tipo E 110
Diseño de una Plancha Térmica para la Impresión Transfer
16
Tabla 3.15: Valores máximos de carga, temperatura y velocidad de algunos materiales para cojinetes 116
Tabla 3.16: Factor de movimiento f1 de la ecuación de desgaste 118
Tabla 3.17: Factor de temperatura f2 para ecuación de desgaste 118
Tabla 3.18: Factores de desgaste de algunos materiales para cojinetes 118
Tabla 3.19: Propiedades de materiales para resorte para estimar Sut 123
Tabla 3.20: Resorte calculado con fuerza de operación de 75 N 126
Tabla 3.21: Tamaños disponibles del mecanismo de retención 128
Tabla 3.22: Componentes del mecanismo de presión 130
Tabla 3.23: Tamaños de tacos de hule 132
Tabla 3.24: Factores de torsión para distintos escenarios de rosca 140
Tabla 3.25: Tamaños de rodamientos disponibles de la marca SKF 146
Tabla 3.26: Tamaños de volantes de mano disponibles 147
Tabla 3.27: Componentes de la estructura 164
Tabla 3.28: Descripción del uso básico de la plancha térmica 165
Tabla 3.29: Especificaciones generales del controlador 169
Tabla 3.30: Lista de conexiones de SolidWorks 178
Tabla 3.31: Componentes del sistema eléctrico 179
Tabla 3.32: Material eléctrico para la conexión 179
Tabla 4.1: Propiedades del acero AISI 4140 T&R a 200°C 184
Tabla 4.2: Propiedades del acero AISI 4140 estirado en frío 191
Tabla 4.3: Propiedades del acero AISI 1018 rolado en caliente 193
Tabla 4.4: Propiedades del metal de aporte de un electrodo ER70S GMAW 193
Tabla 4.5: Propiedades de materiales utilizados en el estudio del plato térmico 195
Tabla 4.6 Resultados de pruebas de impresión utilizando el prototipo 1ra revisión 202
Tabla 4.7: Prueba para un modelo de bolígrafo utilizando el prototipo 2da revisión 204
Tablas 4.8, 9 y 10: Valores de ponderación para el AMEF 205
Tabla 4.11: AMEF PV-Rev0-Jun2012 206
Diseño de una Plancha Térmica para la Impresión Transfer
17
Resumen
El presente documento expone los trabajos del diseño mecánico de una plancha térmica para la impresión transfer , específicamente para la impresión de bolígrafos de publicidad. Se sigue la metodología clásica del diseño mecánico para lograr proponer una solución a la maquinaria requerida. El trabajo parte de la historia y evolución de la técnica de impresión por transferencia térmica, llevando a conocer el tipo de maquinaria que existe en la actualidad así como otras técnicas de impresión en
Diseño de una Plancha Térmica para la Impresión Transfer
18
Abstract
Diseño de una Plancha Térmica para la Impresión Transfer
19
Introducción
El ser humano, arquitecto de su propia sociedad, siempre ha buscado embellecer su entorno en un esfuerzo por sentirse cómodo, feliz y en armonía con aquello con lo que interactúa. Esta búsqueda lo ha llevado a desarrollar varias habilidades y técnicas para lograr transformar su mundo y así acomodar el entorno a sus necesidades. La evolución de la sociedad humana ha ido creando nuevas necesidades cada vez más complejas, aun con la inquietud de que sean satisfechas de manera atractiva y sean aceptadas por la mayoría. Entre ellas, se encuentra la comunicación visual, cuya función es transmitir un mensaje, sea cual sea su propósito. Este debe ser seductor, ubicado en un medio adecuado y provocar el estimulo deseado en el ser humano. Esta té i a es lla ada diseño g afi o o diseño de la o u i a ió isual .
A medida que la tecnología ha avanzado, los diseñadores gráficos han ido obteniendo mayores y mejores herramientas para la elaboración de imágenes. Más importante aún, ha permitido plasmar dichas imágenes en varios artículos, productos y prácticamente cualquier espacio que pueda ser apreciado por el ser humano. Si bien el punto es captar la atención del individuo y trasmitir un mensaje, que mejor forma que mostrándolo en cada rincón que el hombre pueda admirar. Es aquí donde entra la tecnología transfer en impresión digital.
Aunado a ello, se tiene el desarrollo de la maquinaria, herramientas y accesorios que hacen posible plasmar imágenes en los diferentes artículos usados en la comunicación visual. Es labor de los ingenieros proveer esta tecnología para que la tarea de la comunicación visual se logre de manera eficiente y económica, pero sobre todo brindando una buena calidad de imagen, versatilidad en las geometrías a adoptar y variedad en artículos donde la imagen pueda figurar.
Diseño de una Plancha Térmica para la Impresión Transfer
20
Diseño de una Plancha Térmica para la Impresión Transfer
21
Antecedentes
Forever América S.A. de C.V. es una empresa mexicana dedicada a la venta de insumos para la impresión digital por transferencia térmica, desde papeles transfer hasta maquinaria como planchas térmicas y plotters de corte. Forever América ofrece soluciones integrales de calidad y vanguardia en las artes gráficas dentro del mercado del estampado de calidad por calor; es además desarrollador de técnicas y dispositivos para su aplicación en distintos productos. La empresa es distribuidor autorizado y exclusivo en todo México y Centro América de la marca Forever GmbH, de origen alemán, cuyo giro es el desarrollo y venta de papeles de tecnología transfer.
Forever GmbH es uno de los líderes en el mercado y de los pocos fabricantes de papeles transfer para todo tipo de material y cualquier tipo de impresión. Es una de las marcas más reconocidas a nivel mundial en papeles de transferencia con distribuidores en más de 30 países y clientes en más de 70 alrededor del mundo. Forever se especializa en la investigación y el desarrollo de papeles de transferencia térmica en sus propios laboratorios en Heddesheim, Alemania.
Su servidor, autor del presente documento, funge como ingeniero mecánico egresado del Instituto Tecnológico de Hermosillo en el estado de Sonora, México. En mi deseo de ampliar mi formación en la ingeniería, vine a la ciudad de México para empezar mis estudios de posgrado en el Instituto Politécnico Nacional en la Maestría en Ciencias en Ingeniería Mecánica. El dueño y director de Forever América al igual que su familia, tuvieron la gran amabilidad de recibirme en su hogar cuando llegue por primera vez a esta ciudad ya que son grandes amigos de la familia.
Forever América ofrece el servicio de reparación de planchas térmicas y en esos momentos se encontraba sin un técnico encargado. Por mis conocimientos en electricidad y control, y mi formación como ingeniero se me pidió echarle un vistazo a la maquinaria pendiente a reparación. Fue así como entre en contacto con la tecnología transfer y en poco tiempo aprendí el funcionamiento de las planchas térmicas.
Diseño de una Plancha Térmica para la Impresión Transfer
22
Justificación del Proyecto
El proyecto encuentra su justificación comercial en el hecho de que no hay planchas térmicas para la impresión transfer en bolígrafos disponibles en México. Además del margen de ganancia por la venta de tal maquinaria, se lograría una mayor venta en los papeles transfer necesarios para realizar la impresión.
La fabricación de la maquina podría beneficiar a aquellas pequeñas y medianas empresas dedicadas a las artes gráficas y de impresión de publicidad ya que se estaría introduciendo un nuevo producto a su variedad de servicios, con mejoras que solo la tecnología transfer puede facilitar, a diferencia de la serigrafía y la tampografía. Para aquellas empresas que no están en giro de las artes gráficas, podría significar la facilidad de crear su propia publicidad a volúmenes que ellos consideren necesarios y no mandar a fabricar con un tercero.
Otra tipo de justificación muy importante es el desarrollo económico y tecnológico de nuestro país. Uno de los grandes objetivos de Forever América siempre ha sido el fomento al empleo y la creación de nuevas empresas; y la tecnología transfer se presta a esto por su cualidad de ser económica y fácil de usar. El desarrollo de la maquina ayudaría al crecimiento de esta visión, dando más variedad y probablemente convenciendo al consumidor aun indeciso de poner su propio negocio de artículos impresos personalizados.
Es importante independizarse de las tecnologías extranjeras, aunque sea empezando por maquinaria sencilla como este caso. No solo por motivos económicos sino también por razones académicas y cívicas. Es necesario deshacernos de todo el fanatismo patriótico y sustituirlo por un verdadero sentimiento nacional, de unión y prosperidad. Creciendo intelectualmente tanto de manera cívica como de forma científica, que es lo que en verdad hace fuerte a un país.
Diseño de una Plancha Térmica para la Impresión Transfer
23
Objetivos
Objetivo General:
Diseña la a ui a ia e esa ia ue log e posi le la i p esió po t a sfe e ia té i a e olíg afos pa a pu li idad.
Objetivos Específicos:
El diseño de la maquina se hará de tal manera que:
1. Sea económica y a precio competitivo con las máquinas de origen estadounidense y chino permaneciendo un producto de calidad.
2. Sea de operación manual, y con ello ergonómica y de fácil manejo. 3. Sea segura, confiable y con un buen diseño estético.
4. Su mantenimiento sea de bajo costo y sencillo.
La máquina sea capaz de imprimir satisfactoriamente mínimo 90° de circunferencia del bolígrafo.
La geometría de soporte permita la impresión de la mayor cantidad posible de modelos de bolígrafos usados comúnmente en la publicidad. Esto también sin fracturar la pieza o deformarla por calor.
Generar los documentos de ingeniería necesarios para la correcta reproducción de la maquinaria, como son:
Diseño de una Plancha Térmica para la Impresión Transfer
24
Capítulo 1
Diseño de una Plancha Térmica para la Impresión Transfer
25
1.1 La Tecnología de Impresión por Transferencia Térmica
La impresión por transferencia térmica o t a sfe es un método de producción en masa para la aplicación de imágenes en superficies irregulares por medio de papeles especiales activados por calor. En lo que sigue, se referirá a la impresión por transferencia térmica como impresión transfer o únicamente
t a sfe . Hoy en día, el transfer es aplicado a grandes volúmenes de producción con maquinaria pesada de forma automática; mientras que para pequeños volúmenes, se realiza de forma manual utilizando maquinaria más sencilla. La impresión transfer de bajo volumen es muy versátil, puede ser utilizada en una amplia gama de productos y materiales; mientras que la impresión automatizada es más específica y se dedica prácticamente a un solo tipo de producto generalmente cerámico o textil. El interés de este trabajo es la impresión transfer a pequeños volúmenes, por sus cualidades de ser versátil, económico y fácil de usar.
La impresión transfer a pequeños volúmenes de producción es enfocada a la personalización y la publicidad. Los usuarios ha log ado i p i i ouse pads , e e dedo es, go as, tazas u a g a
variedad de productos con diseños propios. Por poner algún ejemplo, se pueden personalizar tazas para regalo con la fotografía de una pareja, lo cual hace un obsequio personalizado en el día del Amor y la Amistad. De igual forma se puede imprimir un diseño de alguna marca o establecimiento e ouse pads o tazas, ayudando a las empresas a promoverse. La impresión transfer se ha vuelto muy popular en la personalización de productos publicitarios y decorativos por su relativamente bajo costo y fácil aplicación.
La impresión transfer es muy fácil de usar y es además una metodología perfeccionable. A medida que se incurre en impresiones más complicadas el usuario va aprendiendo a manejar más herramientas y accesorios útiles para ampliar su gama de productos. Aunque la metodología varía en la impresión de distintos artículos y materiales, se puede describir el proceso de impresión transfer de manera general en únicamente tres pasos: diseño, impresión y planchado.
1. Diseño: Se crea una imagen en ordenador con la ayuda de los distintos programas de diseño gráfico. La imagen puede provenir de cualquier formato digital: una fotografía familiar, algún logotipo empresarial o simplemente una imagen descargada de internet. Este paso es el espacio propio del diseñador gráfico para dejar volar su imaginación.
Diseño de una Plancha Térmica para la Impresión Transfer
26
característica principal de ser activados por calor. Por medio de una impresora laser se plasma el diseño sobre el papel transfer, el cual capta la imagen en una capa imprimible del papel.
3. Planchado: El papel se sujeta al sust ato e do de la i age se á t a sfe ida , sie do ue el
material del sustrato define el tipo de papel a utilizar. Se pueden imprimir por transfer una gran variedad de materiales como son textiles de algodón y poliéster, vidrios, maderas, discos compactos, cartón, cerámicos y una gran variedad de plásticos siempre que se utilice el papel transfer adecuado para cada material. Posteriormente se aplica presión y calor por medio de maquinaria especializada para la geometría del sustrato. El calor se debe mantener por un determinado periodo de tiempo para permitir que las resinas del papel transfer sean activadas. De igual forma se debe mantener una presión uniforme para que las tintas migren al sustrato de manera correcta. La transferencia de la imagen se logra después de un corto tiempo, dependiendo en su mayoría del material del sustrato.
Diseño de una Plancha Térmica para la Impresión Transfer
27
La impresión transfer, al ser aplicable en una gran diversidad de materiales, requiere que se cumplan ciertas condiciones para una correcta aplicación. Cada material y tipo de producto se deben trabajar con el papel transfer y plancha térmica adecuada. Por esta razón el usuario es asesorado por los distribuidores de papeles transfer y planchas térmicas. El aprendizaje de esta técnica no es complicado y se
log a edia te la e pe ie ia. El usua io ap e de a pla ha , dis ulpa do la edu da ia… pla ha do. Se instruye al usuario a seguir ciertas recomendaciones para cada tipo de material a planchar, así como para cada producto. Por ejemplo, para imprimir una taza no es posible utilizar una plancha plana, es necesario utilizar una plancha especial para tazas. Así como el papel utilizado para cerámicos no es el mismo que aquel utilizado para textiles. Toda la información necesaria para planchar se proporciona en las fichas técnicas de los papeles transfer. En su capacitación, se instruye al usuario a ser creativo y experimentar con nuevos productos y materiales, de tal forma que pueda ofrecer aun más artículos personalizados. Esta es una de las principales cualidades del transfer: permitir innovar en la personalización de artículos de uso diario haciéndolos más atractivos al público.
Diseño de una Plancha Térmica para la Impresión Transfer
28
1.2 Evolución de la Tecnología de Impresión Transfer
1.2.1 Primera Etapa: Impresión por Transferencia (1750-1960)
La impresión transfer tuvo sus inicios en el siglo XVIII, con la creciente demanda de la alta sociedad por porcelana pintada y adornada. La porcelana y artículos de cerámica adornados eran el producto de moda en la clase alta por su valor estético además de ser un producto exclusivo debido a su alto costo. Situándose en el panorama de esa época, un hogar de clase alta debía tener un juego de porcelana pintada para deslumbrar a sus invitados.
En la fabricación de los juegos de té y de platos, estos eran decorados a mano haciéndolo un proceso caro y tardado. El pintor tomaba esmaltes pigmentados con polvos de color mezclados con aceites naturales y a base de brochas pintaba la imagen en las piezas. Las imágenes aunque intentaban ser la misma, el ojo conocedor detectaba las diferencias entre los platos ya que dependía mucho de la habilidad del pintor. Eso cambio al ededo de ua do la i p esió po t a sfe e ia o at p i ti g e pezó a desarrollarse.
Existe polémica sobre quien fue el inventor de la técnica. Algunos la atribuyen al grabador inglés Robert Hancock, otros a los también grabadores John Sadlier y Guy Green ambos ingleses y otros al grabador francés Simon François Ravenet (más adelante se verá que a Ravenet se le atribuye otra invención) que vivió en Londres la mayor parte de su vida. Lo que es seguro es que la técnica nació en Inglaterra a mediados del siglo XVIII.
En este documento se sigue a Robert Hancock (1730-1817) por la cantidad de información disponible y el reconocimiento otorgado por expertos en la materia. Hancock inició sus trabajos en Battersea Enamel Works una fábrica de artículos de ornato en el distrito de Battersea en Londres. La fábrica producía diversos artículos de bisutería y de lujo para la clase alta, como eran las cajas de cobre grabadas, neceseres y botellas de perfume. Aquí, Hancock aprendió las diversas técnicas para la decoración de artículos de la vida cotidiana, donde él se especializaba en realizar diseños tallados (grabados) en platos de cobre.
Diseño de una Plancha Térmica para la Impresión Transfer
29
porcelana dejando la imagen en la pieza. La administración, impresionada por la idea de Hancock, apoyo la técnica de decoración por la promesa de ser mucho más rápida.
El proceso aunque sencillo en su descripción requería de mucha habilidad manual y como todo arte, experiencia. Se grababa en un plato de cobre delgado la imagen deseada mediante diversos buriles para lograr los espesores de línea requeridos. La característica principal del grabado era que se debía tallar en negativo, es decir en imagen espejo a como en verdad se desea. Una vez listo el plato con el negativo, se procedía a entintarlo con el esmalte deseado. Al principio se utilizaba solo una tinta, comúnmente azul o negra pero también disponible rojo, café, purpura, verde y muy rara vez amarillo. Se limpiaba cuidadosamente el plato para después calentarlo permitiendo que la tinta fluyera en lo más profundo del grabado.
Se colocaba un papel fino (parecido al de los pañuelos desechables de hoy en día) sobre el plato de cobre y después era prensado para que el papel absorbiera la tinta. Hecho esto, el papel era colocado sobre la porcelana y hábilmente retirado para dejar la tinta en la pieza. Inicialmente se comenzó colocando el papel en la porcelana ya vidriada, y pronto se modificó el método para colocarlo en la porcelana o cerámica
e estado is uit o is ue , ue es la a illa ho eada e t e °C °C , es de i a tes del id iado
final. De esta manera la imagen quedaba detrás de la capa de vidrio creada en la porcelana, dando una vida más larga y avivando la imagen con la brillantez del vidriado.
Diseño de una Plancha Térmica para la Impresión Transfer
30
El método de Hancock fue adoptado por varias casas de porcelana en Inglaterra, y se modificó para
después popula iza se o o at p i ti g . El plato de o e a o era tallado sino punteado, variando la separación y tamaño de los puntos para controlar la tinta y grosor de las líneas del diseño. También se
adi io ó el uso de ats o u iélagos, lla ados así po su fo a he ha pa a pode ade ua se al
contorno de las piezas de po ela a e luga de los papeles difí iles de a io a . Los ats e a
almohadillas hechas de gelatinas de cola de pescado (conocido por su gran contenido de colágeno) y pegamentos. Poseían la gran ventaja de ser reutilizables y al ser flexibles se podían adecuar a las superficies irregulares de los artículos de porcelana. Estos recogían el aceite de los puntos del plato y los colocaban en la pieza biscuit. Se soplaban polvos de pigmento sobre el diseño quedando adherido en el aceite. Mas tarde haciendo esto en varios pasos se logro la impresión en distintos colores. Por ultimo se daba el vidriado final a la pieza, quedando la imagen detrás de la capa de vidriado. Las mejoras en el proceso brindaron mejor calidad de imagen así como hicieron el p o eso e os la o ioso al usa los ats .
Figura 1.3: Plato de casa Davenport en Staffordshire 1810
Figura 1.4: Plato de casa Creil et Montereau 1870
Diseño de una Plancha Térmica para la Impresión Transfer
31
El proceso aunque más eficiente que la pintura a mano, era complicado y requería tiempo para dominar. Esto aunado al cambio de la moda por porcelana más minimalista o solamente con ornatos de vidriado provocó el abandono casi por completo de la técnica. Circa los 1840 la transferencia en varios colores se hizo disponible reviviendo la técnica por un breve periodo, y para finales del siglo XIX volviendo a abandonarse.
La i p esió po De al o o idas o o al as e español desplazó al at p i ti g e la
impresión de cerámicos a fínales del siglo XIX. Esta técnica fue inventada en 1750 por Simon François Ravenet (1706- u g a ado f a és. A dife e ia del at p i ti g , la dé al o a ie del francés
de al ue ue sig ifi a al a tu o su auge a fi ales del siglo XIX llega do a se ta popula fá il de usa ue los o o edo es e de o a ió a uña o el té i o de al o a ía . Los de als e a apli ados
comúnmente en cerámicos pero también se fabricaban para su aplicación en metales, maderas y vidrio.
La i p esió po al as a ió de la is a a e a ue el at p i ti g , de he ho sie do a e udo o fu didas po la is a té i a de ido a su g a si ilitud. Ra e et o ó a su té i a de al ue
debido a que aplicaba un poco de presión al papel impreso sobre la pieza y pasaba sobre de ella utensilios forrados de paños suaves para pasar el diseño a la cerámica en biscuit. Otras diferencias era que Ravenet no utilizó esmaltes sino tintas acuarelas, y desde el principio la imagen iba debajo de la capa de vidriado. Se sellaba la imagen antes de flamearse con lacas transparentes que protegían la acuarela del calor agresivo. Hancock tardó en lograr la mezcla adecuada de aceites y pigmentos que lograran quedar detrás del vidriado pues la flama los destruía. Por eso inicialmente solo colores como azul y negro podían usarse debido a su contenido de cobalto, el cual soporta altas temperaturas.
Mie t as la té i a de Ha o k e olu io ó al at p i ti g , la de Ravenet creció a ser la
de al o a ie ; ta da do u ho ás tie po e pe fe io a se. Los De al siguie o sie do papeles, ie t as ue el at p i ti g sustitu ó el papel de t a sfe e ia po los ats . Este es u o de los g a des
motivos por los que los de al ta da o a o tie po e ejo a . El papel se ha ia a a o, hasta
con la invención de la maquina para hacer papel de Henry Fourdriner. Con los avances tecnológicos en la fabricación de papeles, solventes y pegamentos varias fábricas de cerámica optaron por utilizar esta técnica. De nuevo fueron los ingleses en adoptar y mejorar la técnica, gracias a que Ravenet vivió casi toda su vida en Londres.
E la apli a ió de De als , p i e o el plato de o e e a g a ado o el diseño de fo a muy
Diseño de una Plancha Térmica para la Impresión Transfer
32
en el plato). El plato se calentaba a cierta temperatura y después se colocaba el papel sobre él y se ejercía presión por planchas. La ventaja consistía en que se podían hacer todos los diseños en un papel grande y
después e o ta se pa a apli a se, e ita do pla ha a ias e es a dife e ia del at p i ti g . “e eti a a el papel i p eso aho a lla ado de al se olo a a so e la pieza iscuit previamente cubierta por una capa de pegamento. Se aplicaba un poco de presión generalmente con paños suaves. Después de
u ie to tie po, o u paño hú edo se oja a el de al p o o a do ue se desp e die a el papel de la
pieza, dejando el diseño en el sustrato. Por último, en los cerámicos la pieza era vidriada y el diseño permanecía detrás de la capa de vidriado; en los metales el proceso era el mismo solo que se utilizaban distintas tintas para la imagen y lacas más espesas para el sellado.
Más adelante la impresión litográfica y de offset sustituyeron los platos de cobre, mejorando enormemente la calidad de imagen además de hacer el proceso más eficiente pues ya no era necesario calentar el plato de cobre para que la imagen fuera transferida al papel. Otro hecho importante fue la
e ie te popula idad el he ho de ue los de al se e peza o a o e ializa i di idual e te. De esa
manera pequeñas fábricas de cerámica y de artículos de metal (tales como cajas, juguetes y artículos de
o i a podía ad ui i sus de als si ple e te i p i i su p odu to si i u i e el gasto de las
impresiones. Esto hizo posible que el público en general tuviera acceso a un gran número de artículos
ado ados po de al . E , se podía e o t a u os diseños e de al pa a e istía
alrededor de 10,000 diseños disponibles.
En 1895 la llegada del papel Dúplex, que era un papel con una cara fina y otra gruesa, economizó el
p o eso de la i p esió del de al . El diseño e a i p eso e la cara fina mientras que la cara gruesa daba Figura 1.7: Caja de música del siglo XIX decorada
con decal Figura 1.6: Reloj de la Pequegnat
Diseño de una Plancha Térmica para la Impresión Transfer
33
soporte y no se rompía al retirarse aun estando húmedo. Anteriormente el papel tenía que ser preparado antes de ser impreso pues debía absorber las tintas y dejarlas ir al momento de ser aplicado, por lo que tenía que ser delgado. Problema era que no podía ser demasiado fino pues debía poder retirarse al
hu ede e se si o pe el papel ase. El papel pa a de al e a ostoso, pe o o la llegada del papel
Dúplex, la impresión se abarato considerablemente. En 1880 u a pla tilla de de als osta a al ededo de 4 dólares americanos, y para 1930 la misma plantilla llego a costar 50 centavos americanos. Las mejoras
o ti uas la g a a epta ió del pú li o pe itie o al de al a te e se o petiti o f e te a las
demás técnicas de decoración, aun teniendo vigencia en la actualidad.
Hoy en día los decals se siguen utilizando y existe toda una sub-cultura de personas amantes del
a te de olo a los de als . La té i a se ha o e tido u a de las fa o itas del pú li o conocedor además
de se u a a ti idad lúdi a pa a a uellos ue gusta de las a tes de o ati as. Los de als aho a so
impresos en el hogar en papeles especiales o comprados de los fabricantes con diseños clásicos ya conocidos por el público. El usuario úni a e te tie e ue hu ede e el de al a tes de apli a . U a ez
prensado manualmente en el sustrato, el papel base se desprende dejando el diseño sobre el artículo y por último se aplica el sellado por medio de lacas o aplicando calor dependiendo del sustrato.
Diseño de una Plancha Térmica para la Impresión Transfer
34
1.2.2 Segunda Etapa: Impresión por Transferencia Térmica (1960-Actualidad)
Au ue el de al posee u a t a e to ia u i p esio a te, au o es el papel t a sfe ue
conocemos en la actualidad. La industria tenía que conocer primero una de las técnicas más utilizadas en la fabricación de productos personalizados hoy en día: la serigrafía. La serigrafía no es un método de transferencia sino de impresión directa en el artículo. En otro apartado se explicará cómo funciona la serigrafía y otras técnicas que forman la competencia del transfer en la actualidad. La serigrafía marco la pauta en la industria de la impresión y la tendencia del mercado a favorecer productos con diseños
esta pados. Pa a los años ’s la té i a ha ía sido adoptada po a tistas y los primeros productos personalizados empezaron a ser fabricados. Es importante mencionar la serigrafía pues esta técnica hizo posible imprimir diseños en uno de los artículos favoritos de la publicidad: la camiseta.
El inventor y empresario estadounidense Michael Vasilantone desarrolló una máquina de serigrafía para impresión multicolor en prendas alrededor de 1960. La máquina estaba pensada para imprimir los logotipos e información en camisas de equipos de boliche pero pronto se destinó a la nueva moda de impresión en camisetas. Vasilantone obtuvo la patente por su producto y muchos fabricantes optaron por
paga la li e ia de ep odu ió de la á ui a, o asio a do u oo e la fa i a ió de a isetas
estampadas.
Con la serigrafía vigente, los avances en las técnicas por transferencia fueron lentos y no hubo avances significativos hasta mediados de los años 60, con la primera aparición de papeles por transferencia térmica con diseños pre-impresos para textiles únicamente. El transfer no tiene un solo inventor pues
Figura 1.9: Maquina de serigrafía moderna
Diseño de una Plancha Térmica para la Impresión Transfer
35
existen un gran número de patentes tanto en Estados Unidos, Europa y Japón de procesos de transferencia de imágenes por calor y presión así como de papeles y otros medios receptivos de tinta. Es casi como si la industria hubiera intuido el siguiente paso y todos compitieron por desarrollar el producto al mismo tiempo.
Los primeros papeles transfer se vendían ya impresos (generalmente con diseños graciosos o imágenes de moda) y tenían la característica principal de que el usuario lo podía aplicar con la plancha para ropa convencional. Después de ser planchada la camiseta se debía retirar el papel en frio, es decir que no
se podía pela hasta ue el papel se e f ia a po o pleto. La te ología del papel o esta a del todo
lista ya que la probabilidad de que la imagen quedara adherida a la prenda era poca. La temperatura era difícil de controlar ya que dependía del modelo de plancha y forma de catalogar los niveles de temperatura. Otra dificultad era la presión; las planchas convencionales abarcan un área considerable donde la fuerza debía ser provista por el usuario, comúnmente una mujer. En el mejor de los casos, la imagen era correctamente transferida a la prenda, pero después de varias lavadas la imagen se desvanecía. Otro problema era la sensación al tacto, pues la tinta dejaba la prenda dura y daba la sensación a la piel de hule.
Aunque estos primeros papeles tenían varios problemas, a los consumidores no parecía importarle. Al público le interesaba ser diferente, demostrar su sentido del humor y también expresar sus ideas. La expresión individual se había llevado a la ropa y la idea había sido exitosa.
Diseño de una Plancha Térmica para la Impresión Transfer
36
Claro estaba que se debían hacer cambios a los papeles existentes. Para principios de los años 70, diversas compañías comenzaron investigaciones en el mejoramiento y desarrollo de los papeles transfer, y para finales de esa misma década varias patentes fueron otorgadas por diversas formas de impresión mediante transferencia térmica. Y no solo en Estados Unidos; países desarrollados como Alemania y Japón se habían sumado a la carrera.
Los papeles transfer mejoraron primeramente en su pésima capacidad anterior de transferencia y fraguado de las tintas. Papeles que se podían retirar en caliente demostraron ser más eficientes en la transferencia. La adhesión a la prenda y la sensación al tacto de hule fueron otros de los avances posteriores. Con estas mejoras la prenda podía ser impresa con transfer con una mayor tasa de éxito y dando mejor movilidad a la tela sin saturarla de resina. Los papeles seguían siendo impresos con diseños estándar realizados por los fabricantes pero eso estaba por cambiar.
Mientras los papeles se desarrollaban, la industria de la impresión evolucionaba a la era digital. Varias invenciones, de manera indirecta, hicieron posible que el transfer llegara a ser el producto que es hoy. La impresión láser en 1969 y la computadora personal en 1970 son dos de los inventos que tuvieron mayor impacto en la evolución del papel transfer. Mejor aún fue cuando ambos tecnologías pudieron unirse; poco se habla de la impresión personal pero el hecho de que cada oficina pudiera imprimir documentos de manera personalizada era algo de mérito. Cuando esto fue posible en 1980, el papel transfer obtuvo su mejor atributo, el poder ser impreso. Anteriormente los fabricantes de papeles transfer optaban por imprimir los diseños de moda. Con la llegada de la impresión láser a la pequeña y mediana empresa los fabricantes de papel optaron por vender los papeles en blanco y dejar que la imaginación del consumidor volara. Fue así como el usuario comenzó a realizar los dos procesos fundamentales de la técnica hoy en día: la impresión y el planchado. Esto implicó que el usuario debía incurrir también en la compra y manejo de planchas más eficientes que las planchas convencionales para hogar, pero este tema se tomará más adelante.
Diseño de una Plancha Térmica para la Impresión Transfer
37
imprimir grandes volúmenes de un producto. Dato curioso es que el transfer, siendo una técnica que nació entendida para volúmenes pequeños, pronto fue adoptada por la industria debido a sus grandes ventajas, cuando usualmente las tecnologías viajan de la gran escala a la pequeña.
Diseño de una Plancha Térmica para la Impresión Transfer
38
Tipo Nombre Aplicación Ilustración
Para textiles claros desde 100% Algodón, mezcla de telas y 100% Poliester. Articulos con base textil como Mouse Pads.
Para materiales iguales a la variedad anterior. Se usan con impresoras de nueva generacion.
Para materiales iguales a la variedad anterior solo que con un mayor recubirmiento. Para todo tipo de impresoras laser.
Para textiles oscuros. El papel posee una base blanca y se aplica a todo tipo de textiles. Se recomienda el uso de plotter de corte.
Papel especial para superficies rigidas como CD, encendedores, aluminio, vidrio, ceramicos, espejos, nylon, acrilicos, laminas y materiales sinteticos.
Para materiales a base de celusosa como son rompecabezas, cartones, folders, maderas e incluso seda.
Para manualidades y decoracion. Ideral para superficies muy irregulares. Aplicación con agua fria. (Papel para "Decal")
Papeles Transfer Láser
P ap el es p ar a Te xt ile s P ap el es p ar a Mu lt i-Su p er fi ci es
1.3 Papeles Transfer y Accesorios en la Actualidad
En la actualidad el mercado del transfer tiene distintas marcas las cuales ofrecen una amplia variedad de papeles, así como accesorios útiles para mejorar las impresiones por transfer. En el presente documento se usará como referencia la marca Forever (de origen alemán) que es la marca que ofrece Forever América.
1.3.1 Papeles Transfer Laser
Estos papeles son aquellos que se imprimen mediante una impresora láser. Se fabrican en dos categorías: para textiles y para superficies rígidas como son plásticos, cerámica, vidrio y madera. La siguiente tabla muestra los papeles transfer laser y un ejemplo terminado de su aplicación:
Diseño de una Plancha Térmica para la Impresión Transfer
39
Nombre Aplicación Ilustración
Para todo tipo de textiles claros desde 100% algodón, mezcla de telas y 100% poliester. Calidad fotografica, terminados mate o brillante.
Para todo tipo de textiles oscuros. Calidad fotografica, terminado mate o brillante.
Crea un efecto metalico sin uso de aditivos. Para todo tipo de textiles, ya sean claros u oscuros.
Da un terminado afelpado en cualquier tipo de textil ya sea claro u oscuro.
Para impresión a base de tintas de sublimación. Para todo tipo de textiles ya sean claros u oscuros.
Papeles Transfer Solvente
1.3.2 Papeles Transfer Solvente
Son papeles transfer para impresión en plotters que utilizan tintas base solvente. Son papeles diseñados para ser aplicados a cualquier textil. Poseen la ventaja de dar distintos terminados al diseño como metálico, blanco opaco, transparente y afelpado dependiendo del papel. El uso de plotter de corte es necesario para poder cortar diseños de texto e imágenes complejas. La tabla muestra los papeles disponibles para este tipo de impresión:
Diseño de una Plancha Térmica para la Impresión Transfer
40
Papeles Viniles Textiles
1.3.3 Papeles Viniles Textiles
Los papeles viniles textiles agregan una capa de vinil a la prenda con la ventaja de que los viniles se pueden encontrar en distintos terminados. Están disponibles en diferentes texturas y colores como el básico, glitter, holográfico, flock (afelpado), metálicos, reflectivo, entre otros. El vinil añade relieve y textura notable al tacto dando un mejor decorado. Este tipo de papeles son trabajados mediante un plotter de corte y no son para impresión. Se presentan los muestrarios para los distintos tipos de papeles:
Diseño de una Plancha Térmica para la Impresión Transfer
41
1.3.4 Accesorios para Impresión Transfer
Al igual que cualquier técnica de arte y decoración, el transfer tiene diversos artículos auxiliares para su ejecución. El transfer requiere técnica y habilidad para ser trabajado y los accesorios hacen posible un trabajo más sencillo. Cabe mencionar que no siempre son necesarios y en algunas ocasiones son obligatorios para la impresión. Se presentan los accesorios de uso más común:
Papel A tistick de “ilico a: Ayuda a dar brillo y recubrimiento extra a las transferencias realizadas con papeles transfer láser para textiles.
Papel Abrillantador (Fixing Foil): Da brillo y recubrimiento a superficies impresas con papel Multi-Trans. Provee protección contra rayaduras.
Almohadillas de Silicona: Sirven para acojinar los artículos de los platos de aluminio. La presión y calor brusco pueden terminar por quebrar materiales delicados como el vidrio y acrílicos.
Cinta Adhesiva para Alta Temperatura: Se usa para adherir los papeles a los sustratos antes de ser planchados. Resiste el planchado del sustrato, no mancha y se quita con facilidad.
Termómetro Digital: Se ubica en la zona de impresión y determina la temperatura presente en el material. Ayuda a conocer la temperatura exacta a la que se encuentra el sustrato y así controlar el planchado.
Placa Metálica con Almohadilla de Silicona: Aditamento para las planchas planas el cual permite planchar encendedores y otros materiales.
Diseño de una Plancha Térmica para la Impresión Transfer
42
1.4 Planchas Térmicas Manuales
Las planchas térmicas son la maquinaria encargada de aplicar el calor y presión adecuada para que las imágenes impresas en los papeles transfer queden adheridas a las prendas o artículos. Las planchas están diseñadas para aplicar presión a distintas geometrías; la plancha plana para textiles es la más común, aunque existen otras como la plancha para gorras y la plancha para tazas. Las planchas permiten regular la presión aplicada, el tiempo y la temperatura de planchado, ya que cada material y tipo de papel tiene su respectivo nivel de temperatura, presión y tiempo. Estas tres variables de proceso son de vital importancia para un planchado correcto; si la presión o temperatura no está en su nivel adecuado el planchado puede fallar, de igual forma si el tiempo de planchado no se cumple.
1.4.1 Distintos Sistemas de las Planchas Térmicas Manuales
En general las planchas están compuestas por 4 bloques fundamentales: el mecanismo para aplicar presión, el suministro de calor, el control y la estructura. Se describirá brevemente las formas más comunes de construcción y funcionamiento de cada bloque.
Mecanismo de Presión:
Los mecanismos de las planchas manuales tienden a ser de eslabones ya que es una forma económica y duradera de adecuar la fuerza del usuario a la aplicación. En su mayoría las máquinas manuales se componen de un sistema de palancas. En las planchas automáticas se distinguen dos tipos comunes de mecanismos: por rodillos y por cilindros neumáticos. Los rodillos hacen viajar tanto el papel transfer como el sustrato (generalmente textiles) y se fuerza el contacto ajustando los rodillos a una determinada separación. En planchas de cilindros neumáticos el vástago realiza su carrera moviendo el plato hasta lograr la presión deseada.
Fuente de Calor:
Diseño de una Plancha Térmica para la Impresión Transfer
43
Control:
El control de la maquinaria abarca en su mayoría las tres variables ya mencionadas. La temperatura se controla mediante controladores digitales o analógicos, en su mayoría de tipo PID; se corrige la temperatura en el plato simplemente apagando la resistencia un determinado tiempo. Se emplea un sensor de temperatura comúnmente un termopar o RTD para monitorear la temperatura interna del plato. El tiempo de planchado es contado por un Timer o controlador de tiempo. El usuario configura el tiempo de planchado deseado y mediante un sensor de presencia (ya sea un Limit Switch o los más modernos sensores capacitivos, inductivos u ópticos) se detecta cuando el planchado comienza. El controlador inicia el conteo y al cumplirse el tiempo se emite una alarma. La presión en planchas automáticas neumáticas es simplemente controlada por electroválvulas o por la presión en la red y una unidad de servicio. En planchas de rodillos, se consigue modificar la presión variando la separación de los rodillos de contacto. En las planchas manuales, los elementos de control de presión son más bien intuitivos. El usuario se basa en su experiencia para saber si es necesario modificar la presión aumentando o disminuyendo la carrera del plato térmico. Normalmente se utilizan resortes o superficies acojinadas por caucho de silicona como elementos de control. La deformación de estos elementos es percibida por el usuario, además de la fuerza que aplica para completar la carrera. Si la carrera fue completada con facilidad, es probable que se tenga que disminuirla para así aumentar la presión y de forma contraria si la carrera fue difícil, o no se pudo completar.
Estructura:
La estructura o bancada de las máquinas es comúnmente de acero y no involucra especificaciones difíciles de cumplir. Su principal función es soportar el sustrato mientras este es impreso, así como alojar todos los componentes de la máquina. La estructura en las distintas máquinas es muy similar entre modelos y marcas, siendo su principal variación en el plato térmico y el soporte del sustrato. La geometría correcta de estos componentes es de vital importancia pues debe tener un carácter universal para cada tipo de artículo además de permitir una distribución uniforme de la presión y calor.