ESCUEL A SUPER IOR DE INGEN IER ÍA ELÉC TRICA Y MECÁ NICA
_
T E S I S
QUE PARA OBTENER EL TITULO DE: INGENIERO EN CONTROL Y AUTO MATIZACIÓN
P R E S E N T A N:
MÁRQU EZ CAS TELLA NOS LUIS AL BER TO
MIROZ LOZANO JAV IER
ASESORES
M. en C. ARMANDO MORALES SANCHEZ
ING. JESUS HERNANDEZ MUÑOZ DICIEMBRE DEL 2008
AUTOM ATIZACIÓN DE UNA PLANTA
PILOTO DE HIDRO TR ATA MIENTO DE
INDICE
Resu men……… ……… ……… ……… ……… ……… …... .... .... ...1
Int rod ucción………… ……… ……… ……… ……… …… …. 2
Definic ió n del pro blema………… ……… ……… ……… ………… 3
Descri pción del pro blema……… ……… ……… ……… …… …. 4
Objeti vo ge nera l…… ……… ……… ………… …… ……. .… ……… ……… 5
Objeti vo s es pecífi cos……… ……… ……… ……… ……… … …… …. 6
Justifi cación…… ……… ……… ……… ……… ……… …… …. 7
Ca pitulo I. Marco T eóri co de los Sis te mas de Co ntrol Distr ib uido………… …… …. . 8
1.1. Intro ducci ón al control de proceso s… ………… ……… …… ……… 8
1.2. Definición de control automático……… ……… …… … ……… …. 11
1.3. Secc iones y nive les que form an un control distribu ido……… ……… …... 13
Ca pitulo II. Desar rollo de Ingenierí a……… ……… ……… ……… ……. . 21
2.1. Descr ipci ón del Proces o……… ……… ……… ……… …… ….. 21
2.2. Filosofía de Operac ión……… ……… …… … ……… ………… … … 23
2.3. F ilosofía de C ontr ol………… ……… ……… ……… …. 26
2.4. D iagram a de Tubería e Inst ru mentac ión……… ……… ……… …… ….. 29
2.5 . Es pecificac ión del Sis te ma de C ontrol Dist ribuido……… ……… …… ….. 31
2.6 . Cableado del T ablero de C ontr ol……… ……… ………… ……… 38
2.7 . D iagram as de Lazo de Cont rol……… ……… ………… … ….. 40
2.8 . D iagram as de Alam brado Eléctrico de Instr um ento s……… ………… …… ….. 51
2.9 . Índice de Inst ru mento s……… ……… ……… ……… …… …. 59
Ca pitulo III. Co nfig uración del Sistem a de Co ntrol Distri bu ció n……… ……… 63
3.1. Co munica ción ent re el Contr ol Distri buido HC 900 y la PC… ……… ………… 63
3.2. Conf iguraci ón de los Lazos de Cont rol………… ……… …… … …… …. 64
3.3. Conf iguraci ón de las Tec las de Acceso Rápido del PanelView…… ………… 75
Ca pitulo IV. P rue bas de Funcio nal idad…… ……… ……… ……… … …… . 85
4.1. Pr uebas de los Lazos de Cont rol…… ………… ……… ………… … … 85
Conclusiones...96
Glosario técnico...97
RESUMEN
Los procesos de refinación del petróleo requieren ser operados de forma segura y confiable. Es por ello que actualmente se implementan los sistemas de control distribuido para reducir la probabilidad de fallas que ocasionen paros en la planta y al mismo tiempo optimizar los procesos.
INTRODUCCIÓN
Hoy en día es impensable que se opere un proceso de refinación del petróleo de forma manual debido a las condiciones críticas del proceso y a las exigencias de calidad de los hidrocarburos, por ello, los sistemas de control distribuido se emplean en innumerables aplicaciones para el control y automatización de las refinerías.
Actualmente los sistemas de control distribuido juegan un papel muy importante en la industria del petróleo ya que debido al progresivo agotamiento de los yacimientos de crudos ligeros, se han realizado cambios en la alimentación de las refinerías, de cargas ligeras a cargas pesadas y como consecuencia también se realizan cambios en las condiciones de operación y en las arquitecturas de los sistemas de control distribuido para continuar obteniendo productos de elevado valor comercial.
Para el estudio de los cambios de alimentación de las refinerías, el Instituto Mexicano del Petróleo decidió llevar a cabo el diseño e instalación de una planta piloto de hidrotratamiento de crudos la cual tiene la finalidad de simular procesos de mejoramiento de crudos pesados, los cuales poseen una gran concentración de contaminantes para los procesos de refinación, tales contaminantes son: azufre, asfáltenos y metales.
La planta piloto debe ser operada de forma automática para cumplir con los estándares de seguridad y calidad, por lo que los ingenieros del I.M.P. ya elaboraron el diagrama de tuberías e instrumentación, pero se requiere el diseño e implementación de un sistema de control distribuido para realizar el control automático de los procesos de la planta piloto.
DEFINICIÓN DEL PROBLEMA
DESCRIPCIÓN DEL PROBLEMA
Actualmente en el Instituto Mexicano del Petróleo ya se comenzaron a realizar las primeras investigaciones sobre el petróleo proveniente de aguas profundas. Se investigan diferentes técnicas para separar los derivados del petróleo, las cuales, se han llevado actualmente en micro plantas, es decir, en pruebas de laboratorio, las cuales hasta el momento han resultado satisfactorias, por lo que las siguientes pruebas se realizan a nivel de planta piloto.
En el instituto se llevo a cabo el diseño de una planta piloto de hidrotratamiento de crudos cuyo objetivo es investigar un método de mejoramiento del crudo de aguas profundas, mediante un cracking térmico con el cual se separa el azufre, metales y asfaltenos del crudo, haciéndolo más ligero.
Al igual que todas las plantas piloto del Instituto, esta nueva planta debe contar con su instrumentación y su sistema de control para la automatización de la misma debido a que el control de algunas variables de proceso (temperaturas, flujos, presiones y niveles) es prioritario para asegurar que el proceso opere con seguridad, estabilidad y con una optimización del proceso.
Es necesario implementar un sistema de control relativamente pequeño y flexible, es decir, que una vez que la planta piloto termine de ser operada, el sistema debe ser capaz de adaptarse a otra planta piloto sin ningún problema.
OBJETIVO GENERAL
OBJETIVOS ESPECIFICOS
a) Con base en la descripción del proceso, desarrollar la documentación de ingeniería básica para la instrumentación y control de la planta piloto.
b) Instalar y alambrar el tablero de control y de la instrumentación de campo.
c) Instalar y configurar el sistema de control distribuido y la interface hombre-maquina (HMI).
JUSTIFICACIÓN
Debido a los altos costos de los hidrocarburos y a las condiciones críticas de operación de los procesos de hidrotratamiento de crudos es necesario que la planta piloto cuente con un sistema de control distribuido para optimizar el proceso y cumplir con los estándares de seguridad para el personal y los equipos, así como la estabilidad en las variables de proceso y protección al medio ambiente mediante la reducción de azufre, metales y asfaltenos.
CAPITULO I. MARCO TEÓRICO DE LOS SISTEMAS
DE CONTROL DISTRIBUIDO
1.1 Introducción al Control de Procesos
La medición y el control en la industria son muy importantes, tanto desde el punto de vista del funcionamiento correcto del proceso como de la consideración del balance adecuado entre costes y producto final (relación calidad/precio).
El control automático de procesos industriales es hoy en día una actividad multidisciplinaria, en la que hay que tener en cuenta aspectos técnicos (electrónica, informática de sistemas, etc.), científicos (investigación de nuevos criterios y materiales, etc.) y económicos (mejora de los márgenes comerciales sin perder calidad y competitividad).
Los sistemas de control sofisticados instalados actualmente no se han creado de la noche a la mañana, aunque el auge en el que viven así lo pueda parecer. Son el resultado de más de cien años de trabajo de fabricantes y usuarios, quienes no han de dejado de buscar las mejores soluciones al control industrial automatizado.
Estos esfuerzos aportaron algunos tipos de control, de acuerdo a la tecnología disponible en cada época. Las soluciones que se mostraron efectivas, han sobrevivido y, por tanto, evolucionado, proporcionando de este modo a los usuarios de hoy un abanico de posibilidades donde elegir las necesidades que se plantean al control automatizado de procesos y todo lo que significa su implantación.
que la tecnología eléctrica haya reemplazado totalmente a la fluídica, ni que la
primera haya sido desbancada por la solución programada, tan sólo como que se
está produciendo un complemento entre todas, que poco a poco irá situando a cada una de ellas en el papel que le corresponde.
Lo que no cabe duda es que el papel “dirigente” en cualquier solución a un problema de automatización correrá a cargo de la informática industrial y que el
[image:13.612.101.516.284.603.2]microprocesador, en cualquiera de sus formas o versiones, irá copando posiciones relevantes hasta estar presente en todos los niveles que constituyen un control distribuido.
En todo caso, independientemente del tipo de control utilizado, los objetivos del control de procesos pueden resumirse en:
a) Operar el proceso en forma segura y estable.
b) Diseñar sistemas de control que el operador pueda vigilar, comprender y, cuando sea necesario, manipular en forma selectiva.
c) Evitar desviaciones importantes respecto a las especificaciones de productos durante las perturbaciones.
d) Permitir que el operador cambie un valor deseado o punto de consigna (valor de referencia) sin perturbar indebidamente otras variables controladas.
e) Evitar cambios considerables y rápidos en variables manipuladas que podrían incumplir restricciones de operación, o perturbar unidades integradas o situadas en escalafones inferiores.
f) Operar el proceso en forma congruente con los objetivos de calidad de cada producto. Así, las desviaciones en la calidad podrían ser menos permisivas (mucho más costosas) en un producto que en otro.
Estos objetivos se han ido incorporando al control de procesos paulatinamente, conforme la técnica y el conocimiento lo han ido permitiendo.
Para ayudar a comprender estas posibilidades, las siguientes páginas proporcionan un breve comentario de los diferentes tipos de control de procesos desarrollados, comparando los tipos de control disponibles hoy. Se analizan con más profundidad los componentes de un sistemas de control distribuido típico (DCS) por ser la estructura que más futuro ofrece en este campo interdisciplinar.
1.2 Definición de Control Automático
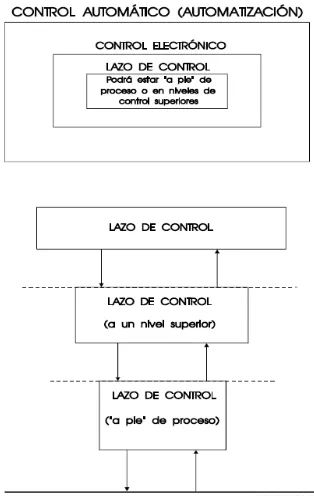
El control automático de procesos es un caso particular del término
automatización y engloba al control electrónico, por ser esta la rama técnica que
[image:15.612.229.386.429.677.2]ha permitido una evolución continua de la automatización industrial. En la figura 2. podemos ver la estructura jerárquica comentada.
Podemos definir el control automático de procesos como: La elaboración o captación de un proceso industrial a través de varias etapas, con el uso libre de los equipos necesarios para ahorrar tiempo manual y esfuerzo mental.
Tal como se ha dicho, el control automático de procesos hace un uso exhaustivo del control electrónico, valiéndose de éste para completar su esquema clásico, basado en el concepto de lazo o bucle de control de realimentación, cuya
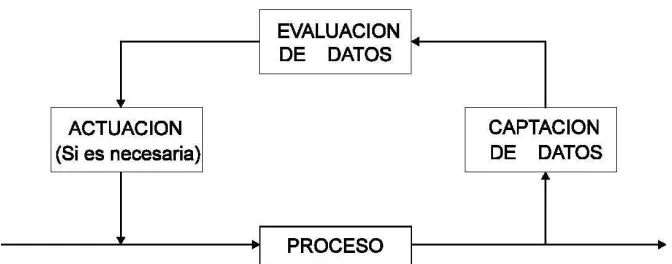
[image:16.612.139.475.324.456.2]presencia en los distintos niveles del control automático es normal, tal como aparece reflejado también en la figura 2. y cuya estructura típica se muestra en la figura 3.
Fig. 3.- Estructura típica de un lazo de control en un proceso.
El significado de los bloques dibujados en la figura 3 es:
-CAPTACIÓN: En control de procesos, esto equivale a captar la variable a través de un elemento de medida (sensor/transductor, instrumento de medida). La captación está normalmente formada por componentes locales, es decir, próximos
-EVALUACIÓN: Consiste en atribuir la importancia adecuada a la captación hecha, de acuerdo con el algoritmo de control del proceso, es decir, por comparación entre la variable de proceso captada y el valor deseado o punto de consigna. A partir de aquí, se obtendrá una señal de corrección.
-ACTUACIÓN: Va dirigida al elemento final de control, siempre y cuando dicha actuación sea requerida. El elemento final o actuador estará en consonancia con el tipo de proceso a controlar: motor, válvula, calefactor, etc.
Tanto la evaluación como la actuación, suelen llevarse a cabo mediante los
componentes de panel del sistema de control y que actualmente vienen integrados
en un equipo informático, sirviendo la pantalla como elemento de presentación (evaluación) y el teclado/puntero como introductor de órdenes de actuación. En muchas ocasiones la actuación como consecuencia de una evaluación es proporcionada automáticamente por el ordenador situado en el nivel correspondiente dentro de la jerarquía del control automático del proceso (control distribuido, DCS).
1.3 Secciones y niveles que forman un control distribuido
Combinando los conceptos de lazo de control y comunicaciones industriales, un sistema de control distribuido (DCS) consta de uno o más “niveles” de control, los cuales, están vinculados con el fin de ejecutar conjuntamente tareas complejas con un máximo de efectividad y una elevada optimización en el uso de los recursos.
Sin embargo, hoy en día, cuando se habla de control distribuido se está haciendo referencia a la totalidad de la figura 4, de ahí que se tienda a utilizar cada vez más el nombre de sistemas de información total.
[image:18.612.101.508.262.474.2]En los niveles inferiores de un control distribuido estarán aquellos elementos que están en contacto con el proceso y, por tanto, ajustados a los parámetros y variables que el proceso suministra y que el DCS debe controlar.
Fig. 4.- Niveles, conexiones y elementos que intervienen en un sistema de control distribuido
(DCS).
Los sistemas de control distribuido multinivel poseen todas las posibilidades de un sistema de control centralizado, mientras conservan la flexibilidad, seguridad y rapidez de respuesta de los controladores autónomos basados en microprocesadores. Por ejemplo, el fallo de cualquier componente de un DCS afecta sólo a una pequeña parte del proceso, si acaso. Por otro lado, si un elemento de un nivel superior falla, los controladores del NIVEL 1 continuarán el control del proceso normalmente, entendiendo por normalidad la ejecución de la última labor encomendada (programada).
A diferencia de un sistema centralizado, sólo el NIVEL 1 debe estar conectado a las entradas y salidas del proceso. Un bus de datos sirve para la comunicación entre los controladores y la interface del operador. Esta distribución
física en varios niveles de control puede reducir significativamente el coste del cableado y las modificaciones y mantenimiento pueden llevarse a cabo sin interrumpir el proceso.
ELEMENTOS QUE PARTICIPAN EN CADA NIVEL
Si bien hay una cierta difuminación en las fronteras que separan los distintos niveles de un DCS, todavía se pueden enclavar ciertos elementos o componentes en determinados niveles, pues son característicos de ellos. En todo caso, no se puede cerrar un nivel con los elementos que se van a incluir en cada uno de ellos en los siguientes párrafos, dejando siempre abierta la posibilidad de una nueva incorporación, reflejando de este modo el carácter abierto y flexible que debe rodear a todo DCS.
NIVEL 1:
Este nivel es el denominado de planta o proceso y es el que físicamente se
encuentra en contacto con el entorno a controlar, tal como su nombre indica.
Para maximizar los beneficios de un DCS, en este nivel se utilizan sensores, actuadores y módulos de E/S de los denominados “inteligentes” y que generalmente están basados en microprocesadores (regulación digital). Este tipo de elementos son muy flexibles, permitiendo modificar tanto el control como los cambios requeridos en el proceso, además de ofrecer una fácil ampliación en caso necesario. Inclusive, los módulos de E/S pueden manejar varios lazos de control, ejecutar algoritmos específicos, proporcionar alarmas, llevar a cabo secuencias lógicas y algunos cálculos y estrategias de control altamente interactivas.
La coordinación de todos estos elementos se hace mediante un bus de campo (bus de dispositivos). La conexión de los actuadores y sensores al resto del DCS se hará directamente al bus de comunicación o a los módulos de E/S, dependiendo de las posibilidades de comunicación que posean. A su vez, los módulos de E/S pueden ser unidades de pequeños autómatas, siendo estos los que integrarán las comunicaciones necesarias.
La instalación de todo lo relacionado con este nivel de control se lleva a cabo por personal especializado, ya que el mismo elemento (sobre todo transductores y actuadores) unos centímetros adelante o atrás no mide o actúa con igual fidelidad. Estos componentes, sobre todo los transductores, son muy sensibles y precisan unas condiciones de trabajo muy definidas, por lo tanto es fundamental elegir el dispositivo adecuado para evitar multitud de problemas “sin lógica aparente”.
NIVEL 2:
Suele denominarse generalmente de control y regulación. En este nivel se
encuentra la interface de operaciones de cada uno de los procesos controlados.
La interface de operaciones o consola será una estación tipo ordenador
personal, ya que constará de teclado, unidad de visualización y puntero. Esta
interface permite al operador observar el estado del proceso y programar los
elementos vinculados a él, individualmente si ello es necesario. Los autómatas (PLC’s) ubicados en este nivel suelen ser de prestaciones más elevadas, dotados de módulos de comunicaciones industriales (buses de campo), además de sus funcionalidades características. Por otro lado, los ordenadores irán equipados con tarjetas a modo de interface, que permitirán la relación adecuada con el entorno.
Ambos equipos “extraen” los datos más significativos del nivel inferior mediante los puentes de comunicaciones adecuados (gateway o bridge) y los ponen a
La interface de operaciones permite al operador ver datos del proceso en
cualquier formato. Los formatos pueden incluir una visión global del estado del proceso, representaciones gráficas de los elementos o equipos de proceso, tendencias de las variables, estado de alarmas y cualquier otro tipo de información. El operador usa el teclado/puntero para dirigir los controladores, requerir información del proceso, ejecutar estrategias de control y generar informes de operación. Esta interface se ubica físicamente cerca del proceso o
procesos controlados.
En este segundo nivel nos encontramos con las celdas o células, vinculadas a los diferentes procesos (cada una a uno, normalmente) y en ellas se pueden producir los primeros descartes de productos a raíz de las anomalías detectadas.
Los niveles 1 y 2 tienden a integrarse cada vez más en uno solo: control y regulación en planta. Ello es debido, principalmente a que los elementos de campo (NIVEL 1) son cada vez más sofisticados, arrebatando el campo a los controladores del NIVEL 2, ya que algunos de ellos además de incluir varios elementos a la vez (transductor, acondicionador, regulación digital), posee una
interface lo suficientemente potente como para comunicar directamente con
niveles superiores. De hecho, la consola de operaciones del NIVEL 2 puede ser usada para interrogar o dirigir un controlador inteligente del NIVEL 1. Esta combinación de inteligencia, controladores independientes e interface de
NIVEL 3:
Este nivel es el conocido como de mando de grupos y en él se sitúa la
denominada en su día “interface del ingeniero” y que hoy en día suele conocerse
como “interface para el control de la línea de producción”.
Esta interface (con cualquiera de sus nombres) de un DCS facilita la
coordinación de las diferentes células existentes en el nivel inferior, a la vez que supervisa y controla toda un área, permitiendo obtener una visión más amplia de lo que se está ejecutando en la planta. También proporciona información importante a los ingenieros después de la instalación y puesta en marcha del sistema.
Para mejorar la productividad, una “interface de ingeniero” deberá ser fácil
de usar, rápida y eficiente. Menús de operaciones y bases de datos ayudan a mejorar el uso y la productividad. De ahí que en este nivel se incluyan, sobre todo, ordenadores con software muy específico.
En este nivel se produce también un análisis pormenorizado de los datos generados en niveles inferiores y se producen los descartes definitivos. Además se aplican los criterios más exigentes de control de calidad y se planifica la producción a medio y corto plazo.
NIVEL 4:
Es el nivel de dirección de la producción. En este nivel se define la
estrategia de la producción en relación con el análisis de las necesidades del mercado y se formulan previsiones de producción a largo plazo. Sobre estas previsiones, se planifica la producción en el NIVEL 3. En este cuarto nivel se utilizan estaciones de trabajo, que permiten simular estrategias de producción e intercambiar datos con otros departamentos vinculados, además de establecer posibles cambios en ingenierías de los procesos.
CAPITULO II. DESARROLLO DE INGENIERIA
2.1. Descripción del Proceso
El proceso que se lleva a cabo en la planta piloto de hidrotratamiento de crudos es un proceso continuo. La carga al proceso puede ser un crudo proveniente de aguas profundas o gasóleo (ya que es el derivado del petróleo que más tiene parecido con el crudo de aguas profundas). La carga se almacena en un recipiente en el cual también se alimenta con nitrógeno para que con este y por medio de un precalentamiento del mismo recipiente se pueda aligerar la carga, es decir, hacerla lo menos viscosa posible para que pueda ser transportada por las
líneas de proceso.
Una vez que se haya reducido la viscosidad de la carga esta se transporta al reactor mediante una bomba especial que pueda bombear este tipo de carga. Es muy importante mantener un calentamiento uniforme en las líneas de proceso para que la carga no aumente su viscosidad y, por lo tanto, no tape las tuberías.
Conforme la carga ingresa al reactor, a este también se alimenta con hidrógeno para llevar a cabo el proceso de hidrotratamiento que consiste en reaccionar con el azufre del crudo para formar H2S (Ácido sulfhídrico) el cual es un gas. Además mediante el calentamiento del reactor se forma un cracking térmico el cual separará los demás contaminantes (metales y asfaltenos).
Es muy importante controlar el nivel en el separador para que los gases no sean transportados a los recipientes de producto líquido ó que el producto líquido no ingrese a los cromatógrafos.
La clave importante en este proceso es controlar muy bien la temperatura en el reactor para que se lleve a cabo el craking térmico de manera eficiente.
A continuación se muestra una imagen de la planta piloto y sus componentes:
A) Recipiente de carga
B) Bomba
C) Tablero de control
D) Líneas de proceso
E) Reactor
F) Separador
2.2. Filosofía de Operación
La filosofía de operación se observa en estos pasos:
1. Tomar las medidas del reactor (longitud, diámetro) y registrarlas en un diagrama en la bitácora de operación.
2. Como no se utiliza catalizador, solo tomar las medidas del reactor.
3. Cerrar el reactor
4. Pesar el reactor vació y registrar el valor en la bitácora de operación.
5. Ajustar la altura de los termopares axiales, para que queden distribuidos en la parte inferior, media y superior del lecho catalítico o del reactor en caso de estar vació, e introducirlos en el termopozo respectivo.
6. Presionar la planta piloto y verificar hermeticidad a 1.1 veces la presión de operación.
7. Con la plana hermética ajustar la presión de operación al valor solicitado (15 kg/cm²).
9. Iniciar calentamiento en recipiente de carga, líneas de succión y descarga de la bomba, mirilla, válvula de control de nivel y recipientes de producto a razón de 30°C/h hasta 60°C.
10. Iniciar calentamiento en la sección del reactor a 200°C a razón de 100°C/h
11. Al tener 200°C en el reactor iniciar la alimentación de hidrocarburo (crudo Ku) a razón de 200ml/h.
12. Alinear el recipiente FA-602 para recuperar el producto fuera de especificación.
13. Estabilizar el nivel en la mirilla de separación y controlarlo.
14. Encender el baño de recirculación y alimentar agua de enfriamiento a los condensadores HE-601 y HE-701.
15. Incrementar la temperatura del reactor de 200°C hasta 350°C, a razón de 100°C/h.
16. Al tener 350°C incrementar la temperatura hasta la temperatura de evaluación (425, 430 y 435°C) a razón de 30 °C/h, dependiendo la prueba que se esta llevando a cabo.
18. Después de 1 hora de estabilidad bloquear el recipiente de producto FA-602 y al mismo tiempo, alinear el recipiente de producto dentro de especificación FA-603 y realizar un balance de materia con duración de 8 horas.
NOTA: el recipiente FA-603 deberá de estar perfectamente limpio y pesado antes de iniciar cada balance.
19. Durante el periodo de balance, realizar análisis cromatográficos del gas de reacción cada 2 horas, para determinar H2S, H2, C1 hasta C6.
20. Durante el periodo de balance se tomara muestra de 50 ml de crudo tratado cada 2 horas para determinar la viscosidad.
21. Al finalizar el periodo de balance de materia bloquear el recipiente FA-603 y alinear el recipiente FA-602.
22. Realizar descenso de temperatura del reactor de 425° hasta 200°C a razón de 100°C/h manteniendo el flujo de crudo.
23. Al tener 200°C en el reactor suspender el flujo de crudo y alimentar gasóleo para lavar.
24. Efectuar lavado de planta por espacio de 4 horas.
26. Desmontar el reactor, lavarlo con tolueno caliente (90°C), dejar secar y pesarlo, registrar el peso.
27. Limpiar internamente el reactor para remover el carbón incrustado, recuperar muestra de carbón y rotularla para coordinador.
28. Pesar el reactor perfectamente limpio y por diferencia de peso calcular la cantidad de carbón incrustado en el mismo.
29. Dejar reactor limpio y disponible para la siguiente evaluación.
30. El productor líquido recuperado se entregara al coordinador.
2.3. Filosofía de Control
Control de temperatura
Se debe controlar la temperatura a lo largo de las tuberías de proceso, en el recipiente de carga y de producto final, en el reactor, en el separador y en la bomba. El control de esta variable en el reactor es sumamente importante para el proceso ya que como se planteó en la descripción del proceso, lo que se va a realizar en el reactor es un cracking térmico. Además el set point en el control de temperatura del reactor debe estar programado para que vaya cambiando a determinados tiempos (estos tiempos se detallarán más adelante).
es de 60 °C que son necesarios para que la bomba no se dañe ya que su diseño es especial para bombear un crudo de estas características.
La temperatura de la línea de entrada al reactor se debe de mantener en 300°C ya que este es un precalentamiento que se le da carga para que no suceda un choque térmico cuando la carga ingrese al reactor. El control de temperatura del reactor se divide en dos variables a controlar, la temperatura media y la alta del reactor, las dos deben de ir incrementando su temperatura poco a poco hasta llegar a los 400 °C (temperatura calculada para que se realice el cracking térmico).
Como el producto puede que tenga un choque térmico a la salida del reactor, el separador también debe estar siendo calentado con un set point de 77.1 °C. Y finalmente en el recipiente de producto final se debe mantener una temperatura de 81 °C.
Control de Nivel
El control de nivel de producto líquido en el separador se debe realizar ya que si no se cuenta con un control el producto líquido puede incorporarse al recipiente de producto final ó el producto líquido puede subir a las líneas que conducen los gases al cromatógrafo dañándolo severamente.
La medición de nivel la realiza un transmisor de presión diferencial, el cual entrega una señal de 4 – 20 mA al sistema de control y el elemento final de control es una válvula de control que regula el flujo del producto líquido al recipiente de producto final para de esta manera mantener un nivel constante en el separador.
Control de Presión
Un transmisor de presión censa la presión del sistema y la transmite al sistema de control el cuál toma una decisión y envía una señal a una válvula de control para que esta regule el flujo de gases que salen del reactor para de esta forma mantener una presión constante en el sistema.
Control de Flujo
Se debe controlar el flujo de hidrógeno que se alimenta al reactor ya que los ingenieros realizaron un cálculo de balance de materia y energía que se debe respetar para lograr que el producto tenga las características deseadas.
2.5. Especificación del Sistema de Control Distribuido
Se va a especificar un sistema de control de la marca Honeywell modelo HC900 ya que es un sistema común en la industria petrolera y además de que es muy económico a comparación de otros sistemas. Está diseñado para controlar plantas piloto o procesos con pocas señales de entradas y salidas. Primero se comienza con la especificación del rack o bastidor. Para ello se realiza un conteo de entradas y salidas (Tabla No. 1)
Entradas Analógicas
Entradas de termopar k Entradas de 4 – 20 mA Entradas de 0 – 5 V
TE – 201 PT – 701 FC – 101
TE – 202 LT – 601
TE – 203
TE – 401
TE – 402
TE – 403
TE – 405
TE – 406
TE – 407
TE – 601
TE – 602
TE – 603
12 2 1
[image:35.612.83.531.280.667.2]TOTAL = 15 salidas analógicas
En este caso no se cuenta con señales discretas, es por ello, que se está especificando un sistema de control distribuido debido a que abunda el control regulatorio para el control y automatización de la planta piloto.
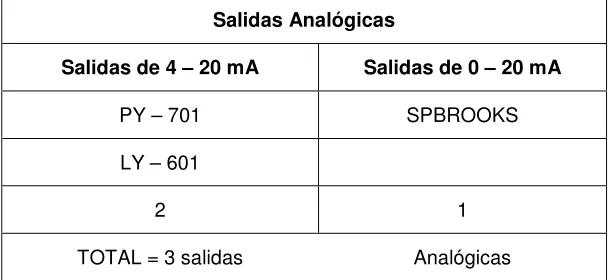
Salidas Analógicas
Salidas de 4 – 20 mA Salidas de 0 – 20 mA
PY – 701 SPBROOKS
LY – 601
2 1
[image:36.612.149.454.162.302.2]TOTAL = 3 salidas Analógicas
Tabla No. 2 Salidas analógicas
Salidas de 120 VAC (TPO)
TY – 201
TY – 202
TY – 203
TY – 401
TY – 402
TY – 601
TY – 602
TOTAL = 7 salidas de 120 VAC
[image:36.612.206.405.366.586.2]Ya que se tienen contabilizadas las señales se tiene que determinar el número de tarjetas que se van a insertar en el rack del sistema de control.
En la tabla No. 4 se muestran los canales que ofrece Honeywell por cada tipo de tarjeta.
Además, se observa en el conteo de señales que se tienen tres tipos de entradas analógicas y dos tipos de salidas analógicas por lo que las tarjetas de entradas y salidas analógicas serán universales ya que como la planta es pequeña no se justifica tener una tarjeta por cada tipo de señal por que ocuparía más espacio en el tablero y el costo del sistema se incrementaría.
Tipo de tarjeta Canales por tarjeta E/S necesarias Tarjetas necesarias
Entradas analógicas universales
8 15 2
Salidas analógicas universales
4 3 1
Salidas digitales tipo relevador (120 VAC)
8 7 1
[image:37.612.80.534.295.470.2]Total de tarjetas necesarias = 4
Tabla No. 4 Tarjetas del controlador HC900
El fabricante especifica que si el número de tarjetas necesarias es mayor o igual a doce se requiere ocupar más de un rack, pero en este caso como solamente se requieren cuatro tarjetas sólo se ocupara un rack.
En el catálogo del fabricante se especifica que si se van a ocupar de una a cuatro tarjetas de entradas y salidas el modelo del rack a ordenar es: 900R04 – 0001.
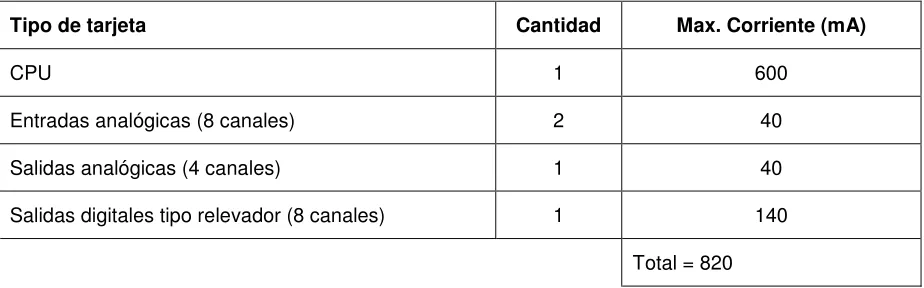
En la tabla No. 5 se muestran los tipos de tarjeta que se van a emplear y la corriente que consume cada una de ellas. Se hará una suma total de corriente y de esta manera con ayuda del catálogo del fabricante se elegirá la fuente de alimentación para el sistema de control.
Tipo de tarjeta Cantidad Max. Corriente (mA)
CPU 1 600
Entradas analógicas (8 canales) 2 40
Salidas analógicas (4 canales) 1 40
Salidas digitales tipo relevador (8 canales) 1 140
[image:38.612.76.538.180.324.2]Total = 820
Tabla No. 5 Tipos de tarjeta
La carga que tiene que alimentar la fuente es: 820 mA X 5 V = 4.1 W
El fabricante recomienda una fuente de alimentación con capacidad para alimentar una carga máxima de 28 W. El modelo de la fuente es: 900P02 – 0001.
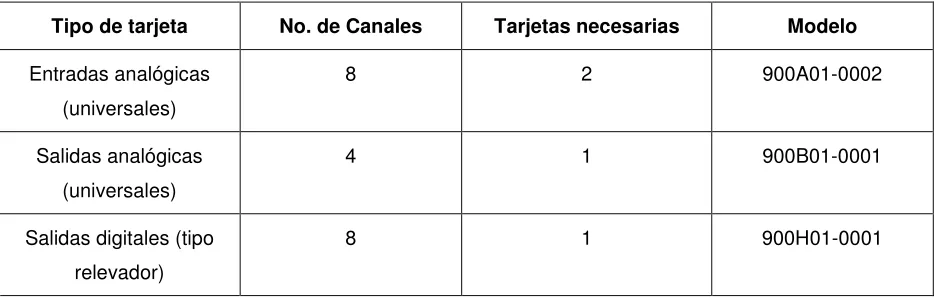
Ahora se especifica la CPU del sistema. El total de lazos de control PID que se van a configurar es de 9 lazos y además se requiere el software de programación del sistema el cual es el Hybrid Control Designer, por lo que de acuerdo al catálogo, el modelo de CPU que le corresponde a esta aplicación es el:
900C51-0020.
Tipo de tarjeta No. de Canales Tarjetas necesarias Modelo
Entradas analógicas (universales)
8 2 900A01-0002
Salidas analógicas (universales)
4 1 900B01-0001
Salidas digitales (tipo relevador)
[image:39.612.73.540.70.219.2]8 1 900H01-0001
Tabla No. 6 Modelos de las tarjetas del HC900
Ahora se especifican los tipos de bloques terminales para conectar las señales de entradas y salidas a las tarjetas. Existen dos tipos, el europeo y el tipo barrera. En la Fig. 5 se muestran ambos.
Figura 5. Tipos de bloques terminales
Se elige el tipo barrera ya que los técnicos instrumentistas del I.M.P. están acostumbrados a usar este tipo de bloque terminal ya que los sistemas de control de las plantas piloto cuentan con este tipo de bloques.
El modelo que le corresponde a este tipo de bloque terminal para las tarjetas de entradas y salidas analógicas es: 900TBK/0001 y el modelo para la tarjeta de salida digital tipo relevador es: 900TBR/0001.
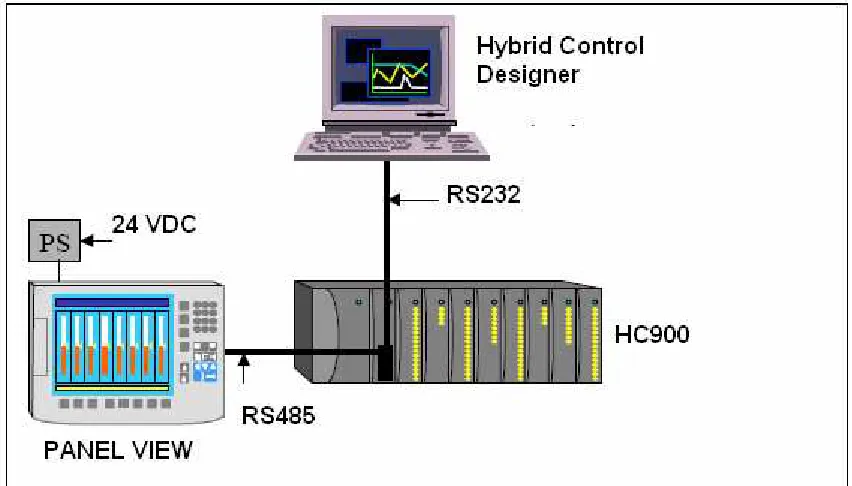
[image:39.612.92.530.315.501.2]sistema de control. Para ello el fabricante nos ofrece el cable de comunicación el cual tiene el siguiente modelo: 51404755-501. En la Fig. 6 se muestra un esquema de como se comunicarían la CPU del sistema de control con el programador.
Figura 6. Esquema de comunicación
Cabe destacar que el fabricante ofrece un panel view con la compra de un HC900. Este panel view no es más que una interfaz gráfica sencilla que se comunica con el sistema de control mediante una interfaz de comunicación RS485 y requiere de una fuente de alimentación externa de 24 VDC.
El panel view no ofrece gráficos dinámicos que uno pueda dibujar, en realidad lo que ofrece son diferentes pantallas preconfiguradas para visualizar tendencias, valores de las variables de proceso, monitorear lazos de control, modificar los parámetros de sintonía, entre otras funciones básicas. Una de sus desventajas es que el respaldo de algunas tendencias o información de la interfaz grafica se realiza mediante un disco de 3 y media el cual su uso es casi obsoleto.
Como se necesita esta interfaz grafica, se obtiene del catálogo el siguiente modelo para incluir el panel view en nuestro sistema de control distribuido:
51/51/16/77.
Figura 7. Arquitectura de control
Cantidad Descripción No. de especificación
1 Rack 900R04 – 0001
1 Fuente de alimentación 900P02 – 0001
1 CPU 900C51-0020
3 Bloque terminal 900TBK/0001
1 Bloque terminal 900TBR/0001
2 Tarjeta de entradas analógicas universales
900A01-0002
1 Tarjeta de salidas analógicas universales
900B01-0001
1 Tarjeta de salidas digitales tipo relevador
900H01-0001
1 Cable de comunicación 51404755-501
[image:42.612.81.532.71.388.2]1 Panel View 51/51/16/77
Tabla No. 7 Lista de materiales
2.6. Cableado del tablero de control
Para el control de temperatura, las siete señales de salida digital tipo relevador se conectan cada una a una fuente externa de 120 VCA en serie con un relevador, el cual al activarse cierra su contacto de salida (el cual se conecta a una fuente externa de 220 VCA en serie con la resistencia de calentamiento) permitiendo que se alimente la resistencia y, mediante su disipación de energía, calienta el sistema.
Las señales de termopar tanto para control como para indicación se conectan directamente a cada canal de la tarjeta. Tanto la señal de 0 – 20 mA como la de 0 a 5 V se conectan directamente al instrumento (brooks), es decir, del canal de la tarjeta al instrumento directamente sin tener que pasar por una fuente, ya que el instrumento se alimenta directamente con una fuente externa de ± 15 V.
Figura 8. Cableado de entradas/salidas
[image:43.612.165.446.423.635.2]PLANTA PILOTO "MEJORAMIENTO TERMICO DE CRUDOS PESADOS"
Partida TAG SERVICIO COMP UBIC ENT/SAL COMENTARIOS
TE LO TB01 AI-01 TIC PNB LOOP 1 TY BPNB DO-01 1
TIC-201
TEMPERATURA DE CARGA
TZ LO TIC-202 TE LO TB01 AI-02 TIC PNB LOOP 2
TY BPNB DO-02
2
TEMP EN BOMBA P-201
TZ LO TIC-203 TE LO TB01 AI-03 TIC PNB LOOP 3
TY BPNB DO-03
3
TEMP ENTRADA A REACTOR R-400
TZ LO TIC-401 TE LO TB01 AI-04 TIC PNB LOOP 4
TY BPNB DO-04
4
TEMP PARED SUPERIOR REACTOR R-400
TZ LO TIC-402 TE LO TB01 AI-05 TIC PNB LOOP 5
TY BPNB DO-05
5
TEMP PARED MEDIA REACTOR R-400
TZ LO TIC-403 TE LO TB01 AI-06 TIC PNB LOOP 6
TY BPNB DO-06
6
TEMP PARED INFERIOR REACTOR R-400
TZ LO TI-405 TE LO TB01 AI-07 7
TEMP AXIAL SUP REACTOR
R-400 TI PNB TI-406 TE LO TB01 AI-08 8
TEMP AXIAL MED REACTOR
R-400 TI PNB TI-407 TE LO TB02 AI-05 9
TEMP AXIAL INF REACTOR
R-400 TI PNB
TIC-601 TE LO TB02 AI-06 TIC PNB LOOP 7
TEMP SALIDA SEPARADOR V-41
TY BPNB DO-07 10
TZ LO
TIC-602 TE LO TB02 AI-07 TIC PNB LOOP 8
TEMP PRODUCTO LIQUIDO
TY BPNB DO-08 11
TZ LO
TI-603 TE LO TB02 AI-08 12
TEMP AMBIENTE
TI PNB PIC-701 PT LO TB02 AI-01 PIC PNB LOOP 9
PY LO AO-01
13
PRESION DEL SISTEMA
TAG SERVICIO COMP UBIC ENT/SAL COMENTARIOS
FIC-101 ALIMENTACION H2 FE/FT LO TB02 AI-02
FIC PNB AO-02 SET POINT 14
FV LO
LT LO TB02 AI-03 LIC PNB LOOP 10 LY LO AO-03 15
LIC-601
NIVEL EN V-41
LV PP
Sumario de señales
ENTRADAS
ANALOGICAS (15)
TB-01
AI-01 TE-201 TE210201
AI-02 TE-202 TE210202
AI-03 TE-203 TE210203
AI-04 TE-401 TE210401
AI-05 TE-402 TE210402
AI-06 TE-403 TE210403
AI-07 TE-405 TE210405
AI-08 TE-406 TE210406
TB-02
AI-01 PT-701 PT210701
AI-02 FT-101 FT210101
AI-03 LT-601 LT210601
AI-04
AI-05 TE-407 TE210407
AI-06 TE-601 TE210601
AI-07 TE-602 TE210602
AI-08 TE-603 TE210603
SALIDAS ANALOGICAS (2)
AO-01 PY-701 PY210701
AO-02 FY-101 FY210101
SALIDAS DIGITALES 120 VCA (8)
DO-01 TY-201 TY210201
DO-02 TY-202 TY210202
DO-03 TY-203 TY210203
DO-04 TY-401 TY210401
DO-05 TY-402 TY210402
DO-06 TY-403 TY210403
DO-07 TY-601 TY210601
CAPITULO III. CONFIGURACIÓN DEL SISTEMA DE
CONTROL DISTRIBUCIÓN
3.1. Comunicación entre el Control Distribuido HC900 y la PC
El primer paso es conectar el controlador a una computadora vía RS-232. El programa que se utiliza para programar es el Hybrid Control Designer (HDC), para poder comunicarnos con el controlador, dentro del programa HCD se selecciona la pestaña de Utilities, en la que existen varias opciones.
1. Ajustes de conexión.
2. Funciones de utilidad del controlador
3.2. Configuración de los Lazos de Control
Configuración de los cinco lazos que se tiene en el proceso para ello se selecciona la pestaña Funtions Blocks la cual tiene otra ventana que contiene los bloques de funciones siguientes:
-I/O Blocks: Bloques de entradas y salidas (Analógicas, Discretas) -Loop Blocks: Bloques de lazo (PID, On-Off, Auto-Manual Bias, etc.) -SP Program: Set Point Programable
-Logic: Compuertas lógicas AND, OR, NOT, X-OR
-Counters/Timers: Contador ascendente/ descendente, Off/On Delay -Math: Suma, Resta, División y Multiplicación
-Others Items: Variable analógica/digital, Texto, Tag, Conector, Unión Para la configuración de un lazo de temperatura se sigue lo siguiente:
1.- Se necesita una variable de entrada (físicamente es el termopar), del menú I/O blocks se arrastra el bloque Analog Input
2.- Se va a las propiedades de este bloque, en donde se introduce los siguientes valores:
-Block: Es el numero del bloque que asigna automáticamente el software al arrastrar el bloque
-Address: es la ubicación física donde se encuentra alambrada la entrada
Rack: 1 (solo se cuenta con un Rack)
Module: 1 (colocar el numero del modulo del control distribuido correspondiente a la entrada)
Channel: 1 (colocar el número del canal en donde esta la entrada) -Input Type and Range: T/C K -18 @982 °C (se selecciona el tipo de entrada y el rango de la entrada)
3.- Colocar un bloque PID el cual se encuentra en el menú Loop Blocks
4.- Este bloque tiene más propiedades y esta dividido por varias pestañas las cuales se configuran de la siguiente forma:
-General
Block: Contiene el numero del bloque, el Tag name, por ejemplo
TIC 201 y la descripción Control:
Algoritmo = PID
SP Tracking = Track PV (Significa que el SP seguirá a la Variable de proceso cuando esta en manual)
-Start/Restart
Habilitar los modos manual, automático, SP Local y SP Programable
Modo inicial, se selecciona Manual y SP Local -Rango/Limit
Ranging: Escribimos el Rango de la variable de proceso en este caso es de 0 a 200 (este rango también aparece en las tendencias e históricos en el panelview)
-Display:
Decimal places: 1 (numero de decimales que se desea visualizar) Units: °C (unidades de la variable de proceso)
-Limiting:
SP high limit: 500 (valor máximo de setpoint que se le puede dar) Out high limit: 100 (valor máximo de la salida)
5.- Por ultimo se necesita un bloque de salida proporcional a tiempos el cual se encuentra en el menú Loop Blocks
-Block: contiene el número del bloque
-Address: es la ubicación física donde se encuentra alambrada la salida Rack: 1 (solo se cuenta con un Rack)
Module: 5 (colocar el numero del modulo del control distribuido correspondiente a la salida)
Channel: 1 (colocar el número del canal en donde esta la salida) -Range:
Range Hi: 100 Range Lo: 0
-Failsafe: Off (indica el valor que tomara la salida cuando falle) -Cycle Settings (seconds)
Cycle Time: 5 (es el tiempo de ciclo en el cual se mandara la señal de salida)
7.- Teniendo estos tres bloques configurados, solo falta unirlos para poder tener un lazo de control de temperatura, para ellos se necesita la herramienta de unión que se encuentra en el menú other ítems, se une el bloque de la entrada analógica con el bloque PID, y se une el bloque de salida analógica y el bloque de PID.
8.- Como último paso se le coloca un Tag name, con la herramienta del mismo nombre que se encuentra en el menú other ítems, este Tag name se coloca entre el bloque de entrada analógica y el bloque de PID. Haciendo esto en la pestaña Controller aparece automáticamente la lista de entradas, y cada vez que se agrega un Tag name aparece en esta lista.
Bloque: Analog Input PID Time prop. Out Lazo de Control Modulo de entrada Canal de entrada Tag.
Name Descripción
Rango PV Modulo de salida Canal de salida
TIC-201 1 1 TIC-201 TEMP. CARGA 0-200 5 1
TIC-202 1 2 TIC-202 TEMP. BOMBA P-201 0-500 5 2
TIC-203 1 3 TIC-203 TEMP. ENT. REAC 0-500 5 3
TIC-601 2 6 TIC-601 T SAL. SEPARADOR 0-200 5 7
TIC-602 2 7 TIC-602 T PROD LIQUID 0-120 5 8
TIC-401 1 4 TIC-401 T PARED SUP REAC 0-150 5 4
TIC-402 1 5 TIC-402 T PARED MED REAC 0-420 5 5
Tabla No. 8 Valores de los lazos de control de temperatura
Configuración de cinco indicadores de temperatura
Esta configuración se hace del mismo modo que la configuración de los lazos de control de temperatura con la diferencia que debemos de emitir los pasos 5 y 6. Ya que como solo se necesita para indicar, no es necesario un bloque de salida, es por eso que omitimos estos pasos, de igual forma se necesitan cambiar ciertos valores en cada indicador como lo muestra la siguiente tabla:
Bloque: Analog Input PID
Indicador de Temp. Modulo de entrada Canal de Entrada Tag. Name
Descripción Rango PV
TE-403 1 6 TI-403 T MIRILLA 0-300
TE-405 1 7 TI-405 T AXIAL SUP 0-500
TE-406 1 8 TI-406 T AXIAL MED 0-500
TE-407 2 5 TI-407 T AXIAL INF 0-500
TE-603 2 8 TI-603 TEMP BOMBA 0-520
Configuración de un SetPoint programable
A solicitud del investigador es necesario un SP Programable en los lazos de control de temperatura del reactor (TIC-401, TIC-402), para lo cual es necesario configurarlo en la pestaña Funtions Blocks, y se realiza lo siguiente:
1.- Arrastrar un bloque de SP programable, que se encuentra en el menú
SP Program
2.- Configurar las propiedades de la siguiente forma:
-Block: contiene el número de bloque, tag name (SPTIC401) y descripción (SP TIC-401)
-Display:
Decimal places: 1 (numero de decimales que se desea visualizar) Units: °C (unidades de la variable de proceso)
3.- Teniendo el bloque configurado, el siguiente paso es tomar las entradas analógicas de los dos lazos de control (TIC-401 y TIC-402) y conectarlas a las entradas del bloque de SP programable
4.- Por ultimo la salida de nombre SP del bloque, se colocan a las entradas del bloque de PID con nombre RSP (SetPoint Remoto)
Configuración de los lazos de control de presión y nivel
En la configuración de los lazos de control de presión y nivel se siguen los pasos 1 al 4 de un lazo de control de temperatura con las siguientes configuraciones:
Bloque Analog Input PID
Lazo Tipo de
entrada y rango Rango
Modulo de Entrada
Canal de entrada
Tag
Name Descripción Rango
PIC-701 Linear mA 4-20 0-50 2 1 PIC-701 PRESION
SISTEMA 0-50Kg
LIC-701 Linear mA 4-20 0-20 2 3 LIC-601 NIVEL EN V-41 0-20pulg
El pasó 5 es el arrastrar el bloque de salida análoga del menú I/O Blocks y configurarlo con las siguientes características:
Bloque: Analog Output
Lazo Modulo de
salida Canal de salida Rango de salida (mA) Limites de salida (mA)
PIC-701 3 1 4-20 0-21
LIC-701 3 3 4-20 0-21
Tabla No. 11 Valores de los lazos de control de presión y nivel
Configuración del Controlador de Flujo en masa
Este controlador nos da una salida de 0-5 volts como señal de la variable de proceso y también necesita una señal de entrada de 0-5 volts. El controlador distribuido HC-900 acepta como entrada los 0-5 volts, pero no en su salida, solo nos envía corriente de 4-20 mA por lo tanto es necesario colocar una resistencia de 250 en paralelo para obtener los 0-5 volts en la salida.
Esta configuración es diferente a los anteriores ya que no es necesario un bloque PID.A solicitud del encargado de la planta se necesita desplegar el valor de la variable de proceso en el PanelView y también poder modificar el valor del SP desde la misma, para esto necesario hacer la siguiente configuración:
1.- Colocar un bloque de entrada analógica, se arratra del menú I/O Blocks
y se configura con las siguientes características:
Bloque Analog Input
Lazo Tipo de
entrada y rango Rango
Modulo de entrada
Canal de entrada
FIC-701 Linear V 4-20 0-120 2 2
Tabla No. 12 Valores del bloque de Entrada analógica para el controlador de flujo en masa
3.- Como es necesario cambiar el valor del setpoint del controlador de flujo en masa desde el PanelView, es necesario usar un bloque el cual nos permita escribir un valor directamente al bloque de salida analógica, sin la necesidad de que esta salida no las proporcione en bloque PID (ya que no se usa), y el bloque que funciona de esta forma es Analog Variable dentro del menú Others Items, este bloque es una Variable analógica, la cual podemos darle un valor directamente en el PanelView, y este valor va directamente al bloque de salida analógica la cual envía la salida al Controlador de Flujo que la toma como SetPoint, este bloque se configura con los siguientes valores:
Bloque: Analog Variable
Lazo Nombre de la
variable Descripción Unidades
No. de
decimales Valor Inicial
FIC-701 SPBROOKS SP Brooks L/H 0 0
Tabla No.13 Valores del bloque de variable analógica para el controlador de flujo en masa
4.- El último bloque que se necesita es el de Salida Analógica (menú I/O Blocks) y se configura con los siguientes valores:
Bloque: Analog Output
Lazo Modulo de
salida Canal de salida Rango de salida (mA) Limites de salida (mA)
PIC-701 3 2 0-20 0-21
Tabla No. 14 Valores del bloque de salida analógica para el controlador de flujo en masa
5.- El último paso es unir el bloque de Variable analógica con el bloque de Salida Analógica.
3.3. Configuración de las Teclas de Acceso Rápido del PanelView
Esta configuración se hace en base a que los operadores están acostumbrados a un tipo de pantalla, que usan en los demás procesos y también son a solicitud del encargado de la planta.
El PanelView cuenta con 8 teclas (enumeradas del 1 al 8) en la su parte frontal en la parte interior, también cuenta con un teclado alfanumérico, teclas F1 a F4, teclas para seleccionar pantalla, Enter, ESC, Menú, teclas de navegación y una pantalla.
La configuración de las teclas de acceso rápido se hace en la pestaña
Display y dando click en el Icono Display Bottoms Configation, nos despliega una pantalla con 8 pestañas (de la 1 a la 8), las cuales representan a las 8 teclas de acceso rápido que se tienen, además se cuenta con 7 diferentes formatos de display las cuales son:
• Loops: Muestra los lazos configurados dentro del programa, estos lazos pueden ser presentados individualmente y con tendencia, o pueden ser representados de 16 en 16, de 8 en 8 o de 4 en 4, esto en forma de lista, y desde el PanelView, se puede cambiar el SetPoint y cambiar de Auto/Manual.
• Profiles: Contiene SetPoints programables que se hayan configurado dentro del programa, y secuencias.
• PushBottons/Switches: Nos muestra los Switches o PushBottons si se configuraron en el programa.
se vera en la pantalla, unidades y pueden ser horizontales o verticales las tendencias.
• Bargraphs: Contiene graficas de barra, se pueden seleccionar 3 en una pantalla horizontal/vertical o 6 en una pantalla horizontal o vertical
• Panels/Overviews: Contiene paneles que pueden ser usados para mostrar los lazos con su respectivo nombre, estos son paneles rotacionales, es decir, aparece en el centro el TIC-401 después de 5 segundos Aproximadamente aparece el siguiente lazo TIC-402, son en letras grandes y de colores.
• Other: Contiene pantallas donde se puede escribir simplemente un texto.
En cada tecla podemos contar con diez pantallas diferentes, por ejemplo podemos tener en la pantalla de la tecla 1 tres tendencias de diferentes lazos, un mensaje, dos SetPoint programables y una grafica de barra, la cual se seleccionan con las flechas que se encuentran en el Panelview.
Configuración de la Tecla de Acceso Rápido 1 (fig. 11)
En esta pantalla, lo único que se puede configur es el orden en el que aparecerán los lazos de control, no se pueden eliminar lazos ni poner otras variables o valores diferentes. El orden en que se coloco los lazos fue el siguiente:
TIC-201 TEMP. CARGA TIC-202 TEMP. COMBA P-201 TIC-203 TEMP. ENT. REACT. TIC-401 T. PARED. SUP. REAC. TIC-402 T. PARED. MED. REAC. TIC-601 T. SAL SEPARADOR TIC-602 T. PROD LIQUIDO LIC-601 NIVEL EN V-41 PIC-701 PRESION SISTEMA
[image:81.612.176.434.151.401.2]TI-403 T. MIRILLA TI-405 T. AXIAL SUP. TI-406 T. AXIAL MED. TI-407 T. AXIAL INF TI-603 TEMP. BOMBA
Tabla No. 15 Lista de los lazos de control e indicadores.
Esta pantalla nos muestra el Tag, SP es local o Remoto, la variable de proceso, el setpoint, Auto/Manual y la salida. Permite cambiar el SP, SP Local/Remoto, Auto/Manual.
Figura 11. Pantalla de Acceso Rápido 1.
Esta pantalla permite arrancar/pausar/detener/reiniciar un SP Programable, cargar o configurar un SP programable, ver las variables de proceso, el setpoint, el tiempo, el segmento y perfil que se esta ejecutando.
Configuración de la Tecla de Acceso Rápido 2 (fig. 12).
Figura 12. Pantalla de Acceso Rápido 12.
Configuración de la Tecla de Acceso Rápido 3.
Para esta tecla se solicito una pantalla que muestre solamente lazos de control y en otra pantalla los indicadores, para ello seleccionar Loop->Multi-Loop Faceplate->8 Loop Faceplate (1-8), esta pantalla nos muestra una lista de 8 lazos de control, los cuales se re-ordenan al configurar esta pantalla, para mostrar los indicadores se selecciona Loop->Multi-Loop Faceplate->8 Loop Faceplate (9-16), esta pantalla es la continuación de los primeros 8 lazos mostrados en la primera pantalla de esta tecla, y muestra los indicadores.
Desde esta pantalla se puede hacer los mismos cambios que la primera pantalla de la tecla 1.
Configuración de la Tecla de Acceso Rápido 4
La cual muestra automáticamente todas la variables que contengan un Tag name, seleccionar el tag de la entrada analógica del controlador (FC-101) y el de la variable analógica (SPBrooks), una vez seleccionados fijar el valor mínimo y valor máximo que se pueden introducir y mostrar (0-2000 el rango del controlador). En esta pantalla se puede observar la variable de proceso, y modificar el valor del SetPoint.
Configuración de la Tecla de Acceso Rápido 5 (fig. 13)
En esta pantalla se requiere mostrar todas los lazos de control de temperatura e indicadores, es decir exclusivamente temperaturas, con opción de poder modificar el SP, Manual/Automático. El formato que nos sirve para desarrollar esta pantalla es Panels/Overview->Panel Meter.
Igual que el anterior podemos seleccionar cualquier bloque que contenga un tag name, seleccionar todos los tag´s que sean de temperatura para ello se auxilia de la tabla 15.
[image:84.612.171.441.463.669.2]Esta pantalla muestra el tag, el valor de la variable de proceso, el SP y la salida, lo distribuye en una tabla de tres columnas por 4 filas.
Figura 13. Pantalla de Acceso Rápido 5
En esta pantalla se requiere mostrar todos los lazos de control de restantes con opción de poder modificar el SP, Manual/Automático. El formato que nos sirve para desarrollar esta pantalla es Panels/Overview->Panel Meter.
Seleccionar todos los tag´s que correspondan a los lazos de control restantes para ello se auxilia de la tabla 15.
[image:85.612.171.441.256.461.2]Esta pantalla muestra el tag, el valor de la variable de proceso, el SP y la salida, lo distribuye en una tabla de tres columnas por 4 filas
Figura 14. Pantalla de Acceso Rápido 6
Configuración de la Tecla de Acceso Rápido 7
Por ultimo se requiere de 4 pantallas de tendencias, para lo cual se selecciona Trends->Horizontal Trend with Digitals
TIC-201 TEMP. CARGA
[image:86.612.162.444.142.397.2]TIC-202 TEMP. COMBA P-201 TIC-601 T. SAL SEPARADOR TIC-602 T. PROD LÍQUIDO TI-603 TEMP. BOMBA
Figura 15. Tendencias Temp. Entrada y líneas
Y fijar la escala que mostrara la tendencia (0-200) y escribimos el siguiente titulo para la tendencia “TEMP ENTRADA Y LINEAS”
La segunda pantalla contiene las tendencias de las temperaturas de la pared del reactor, por lo tanto se selecciona los siguientes lazos:
TIC-401 T. PARED. SUP. REAC. TIC-402 T. PARED. MED. REAC.
La tercera pantalla contiene las tendencias de las temperaturas axiales del reactor, por lo tanto se selecciona los siguientes lazos:
TI-405 T. AXIAL SUP. TI-406 T. AXIAL MED. TI-407 T. AXIAL INF
La escala de esta tendencia es de 0-1000 y el titulo es “TEMP AXIAL REACTOR”
La cuarta pantalla (fig. 16) contiene las tendencias de los lazos de control de presión y nivel, por lo que es necesario seleccionar los siguientes lazos:
[image:87.612.160.451.375.600.2]LIC-601 NIVEL EN V-41 PIC-701 PRESION SISTEMA
Figura 16. Tendencias Presión y Nivel
Descarga del programa al control distribuido HC-900
Si por alguna razón se perdió la comunicación o la programación se hizo sin estar en comunicación la PC y el HC900, se vuelve a hacer el proceso de comunicar el HC900 descrito con anterioridad, una vez establecida la comunicación y dando click en el botón Download, descargaremos el nuevo programa o modificaciones que se hicieron al HC900, antes de descargarlo nos pedirá guardar el programa.
Cuando se va a descargar las modificaciones hechas, nos da dos opciones:
Descargar en frio: al seleccionar esta opción, durante la descarga todas las salidas se van a 0, y se reinicia el HC900, hasta que se reinicia volverá a mandar señal en las salidas.
CAPITULO IV. PRUEBAS DE FUNCIONALIDAD
4.1. Pruebas de los Lazos de Control
Las pruebas se realizan por que tenemos que asegurar que todos los lazos de control funcionan adecuadamente y no haya retrasos de tiempo en el arranque de la planta. Si se encuentra una falla en un lazo hay que revisarla y resolverla lo más rápido posible.
Lazos de control de temperatura
Los lazos de control se prueban sin la necesidad de tener carga en el proceso, aunque la velocidad y cambio en la temperatura cambia cuando se cuenta con una carga, pero la finalidad de estas pruebas es verificar que todos estos lazos funcionen correctamente, es decir, que midan correctamente y den una salida razonable al error.
La prueba de un lazo de control de temperatura se realiza de la siguiente manera:
1.- Se suben los interruptores de potencia, estos interruptores alimentan a los relevadores los cuales envían las señales a las resistencias eléctricas.
2.- En el PanelView seleccionar la primera pantalla de la tecla 1
3.- En esta pantalla aparecen la lista de todos los lazo de control con los que cuenta el proceso, se posiciona con las teclas de desplazamiento en lazo de control al se desea realizar la prueba, en este caso es el primer lazo de control que es el TIC-201 (Temp. de carga).
5.- Fijar un valor de temperatura a la cual queremos llegar (50°C)
5.- Nos coloca en la columna de porcentaje de salida del lazo oprimiendo la tecla enter, en esta columna podemos modificar el valor de la salida. 6.- Colocar un valor de 5% con ayuda del teclado alfanumérico.
7.- Para verificar que en realidad la resistencia este recibiendo esta señal hay dos formas:
a) El relevador tiene un led indicador cuando esta enviando la señal b) Y la mas usada es usando un ampermetro de pinzas (fig. 17), en el
se coloca un extremo de la resistencia dentro de las pinzas del ampermetro, debe de medir una corriente según el periodo que se configuro en la salida analógica del programa (Ciclo de 5 seg.)
8.- Si la resistencia esta recibiendo la señal de la salida, dejar por un momento la salida en 5%, después subimos a un 10% hasta estar cercanos al valor fijado anteriormente.
9.- Cuando se logre alcanzar un valor de ±5 °C cambiar de manual a automático y colocar el setpoint de 50 °C
10.- Dejar que se estabilice la variable, por unos 5 o 10min.
[image:90.612.175.434.461.657.2]11.- Cambiar de automático a manual, y dar una salida de 0% y esperar que baje la temperatura a la temperatura ambiente.