México a de 20
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY
PRESENTE.-Por medio de la presente hago constar que soy autor y titular de la obra denominada"
, en los sucesivo LA OBRA, en virtud de lo cual autorizo a el Instituto Tecnológico y de Estudios Superiores de Monterrey (EL INSTITUTO) para que efectúe la divulgación, publicación, comunicación pública, distribución, distribución pública y reproducción, así como la digitalización de la misma, con fines académicos o propios al objeto de EL INSTITUTO, dentro del círculo de la comunidad del Tecnológico de Monterrey.
El Instituto se compromete a respetar en todo momento mi autoría y a otorgarme el crédito correspondiente en todas las actividades mencionadas anteriormente de la obra.
De la misma manera, manifiesto que el contenido académico, literario, la edición y en general cualquier parte de LA OBRA son de mi entera responsabilidad, por lo que deslindo a EL INSTITUTO por cualquier violación a los derechos de autor y/o propiedad intelectual y/o cualquier responsabilidad relacionada con la OBRA que cometa el suscrito frente a terceros.
Modelo Estratégico para el Desarrollo de un Sistema de
Programación de Producción Basado en Lean Six Sigma-Edición
Única
Title Modelo Estratégico para el Desarrollo de un Sistema de Programación de Producción Basado en Lean Six Sigma-Edición Única
Authors Gerardo Nárvik Sobrevilla Peña Affiliation Tecnológico de Monterrey, EGADE Issue Date 2010-07-01
Item type Tesis
Rights Open Access
Downloaded 18-Jan-2017 21:11:37
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY
CAMPUS MONTERREY
ESCUELA DE GRADUADOS EN ADMINISTRACIÓN Y DIRECCIÓN DE EMPRESAS
MODELO ESTRATÉGICO PARA EL DESARROLLO DE UN SISTEMA DE PROGRAMACIÓN DE PRODUCCIÓN BASADO EN LEAN SIX SIGMA
TESIS
PRESENTADA COMO REQUISITO PARCIAL PARA OBTENER EL GRADO ACADEMICO DE:
MAESTRÍA EN DIRECCIÓN PARA LA MANUFACTURA
POR
GERARDO NÁRVIK SOBREVILLA PEÑA
MODELO ESTRATÉGICO PARA EL DESARROLLO DE UN SISTEMA DE PROGRAMACIÓN DE
PRODUCCIÓN BASADO EN LEAN SIX SIGMA.
Aprobada por: Comité de Tesis
Dr. José Manuel Sánchez (Presidente del Comité)
Ing. Luis Cabeza (Sinodal)
lng. Moisés Rodríguez (Sinodal)
Dr. Federico Trigos Director del Programa de Maestría en Dirección para la Manufactura EGADE
ii
AGRADECIMIENTOS.
Gracias a todos los que me apoyaron y estuvieron conmigo para que mi máximo sueño académico se volviera una realidad.
A Dios, por darme siempre esa sabiduría, paciencia y perseverancia desde que nací.
A Dalhia de Sobrevilla , mi esposa, por darme la motivación cada día para que este sueño se convirtiera en una realidad. Eres la razón de mi existir, gracias por ser mi apoyo y mi gran amor. Te Amo, TATP.
A mi Mamá Perla Peña, porque gracias a ti me llevaste a estar donde me encuentro con mucha disciplina, siendo un excelente ejemplo a seguir.
A mi Papá Gerardo Sobrevilla, por esas palabras de apoyo y ánimo para culminar esta meta.
Papás, que han estado ahí en todo momento desde que llegué a este mundo apoyándome. No tengo palabras para agradecerlos todo lo que me han dado, esto es por ustedes. Los quiero muchísimo, por favor no lo olviden.
Al Dr. José Manuel Sánchez, por aceptar ser mi asesor y por todo el apoyo que me brindó, guiándome para cumplir este sueño.
iii
RESUMEN
MODELO ESTRATÉGICO DE UN SISTEMA DE PROGRAMACIÓN DE
PRODUCCIÓN BASADO EN LEAN SIX SIGMA
Gerardo Nárvik Sobrevilla Peña
Instituto Tecnológico y de Estudios Superiores de Monterrey, 2010
Asesor: Dr. José Manuel Sánchez García
Hoy en día, existen varias herramientas para llevar a cabo la programación de la producción, sin embargo, no existe un modelo estratégico en donde se implementen algunas herramientas con un enfoque basado en Lean Six Sigma, con la finalidad de reducir inventarios de materia prima, así como de producto terminado y variaciones en el proceso.
En esta tesis se propone una metodología que integra el concepto de un modelo de programación de producción basado en lean six sigma enfocado en los siguiente puntos.
Principales limitantes de los modelos analizados:
- Falta de una metodología para desarrollar un sistema lean de la programación de la producción desde que se recibe el pedido hasta que se embarca.
- Falta de una metodología que lleve al usuario del modelo a ejecutarlo siguiendo un orden de pasos lógicos para su implementación.
- Falta de integración de herramientas útiles en el proceso.
iv
CONTENIDO
CAPÍTULO 1. Introducción 1
1.1 Definición de problema 2
1.2 Objetivo de la tesis 3
1.3 Justificación 3
1.4 Alcances y limitaciones 4
1.5 Beneficios Esperados 5
CAPÍTULO 2. Revisión de Literatura 6
2.1 Lean Manufacturing 6
2.1.1 Definición, importancia y estructura 6
2.1.2 Operación y medidas de rendimiento 7
2.1.3 Elementos clave 9
2.2 Lean Logistics 13
2.2.1 Conceptos y beneficios 13
2.2.2 Análisis de un sistema logístico 15
2.2.3 Herramientas de modelación 16
2.3 Six Sigma 20
2.3.1 Definición, estructura y aplicación 21
2.3.2 Modelos y técnicas de aplicación 22
2.3.3 Herramientas de desarrollo 28
2.4 Modelos de producción con enfoque Lean 29
2.4.1 Características de los modelos 31
2.4.2 Análisis de proyectos 35
v
CAPÍTULO 3. Modelo Tecnológico 38
3.1 Modelo conceptual procedimiento 38
3.1.1 Características generales 40
3.1.2 Etapas del modelo 41
3.1.3 Condiciones de desarrollo 43
3.1.4 Proceso de alto nivel 47
3.1.5 Métricos propuestos 49
3.1.6 Alineación métricos 50
3.2 Medir 51
3.2.1 Analizar y mejorar sistema de medición 59
3.3 Mapear situación actual 65
3.3.1 Oportunidades de mejora 65
3.4 Analizar 66
3.4.1 Analizar-Mejorar 67
3.4.2 Tiempo de entrega 68
3.4.3 Cuellos de botella 68
3.5 Mejorar 77
3.5.1 Desarrollo del futuro 77
3.5.2 SMED y TPM 78
3.6 Ejecución de soluciones 78
3.6.1 Evaluar y seleccionar soluciones 78
3.6.2 Corrida pruebas piloto 79
vi
3.7 Control 80
3.7.1 Desarrollar plan de control 82
CAPÍTULO 4. Caso de estudio 84
4.1 El producto 85
4.2 Pensamiento estratégico 87
4.2.1 Visión y objetivos de la empresa 87
4.2.2 Prioridades estratégicas 88
4.2.3 Objetivos 88
4.2.4 Datos internos 88
4.2.5 Grupos de interés 89
4.3 Cadena de suministro 89
4.4 Lay out 91
4.5 Cultura 91
4.6 Clientes 92
4.7 Sistema de información 93
4.7.1 Pensamiento estratégico 94
4.7.2 Prioridades estratégicas 94
4.7.3 Objetivos de innovación 94
4.7.4 Datos internos 95
4.7.5 Enfoque al cliente 98
4.7.6 Enfoque al proceso 99
4.8 Análisis de recursos 101
vii
4.9 Fase de medición 103
4.10 Fase de análisis 105
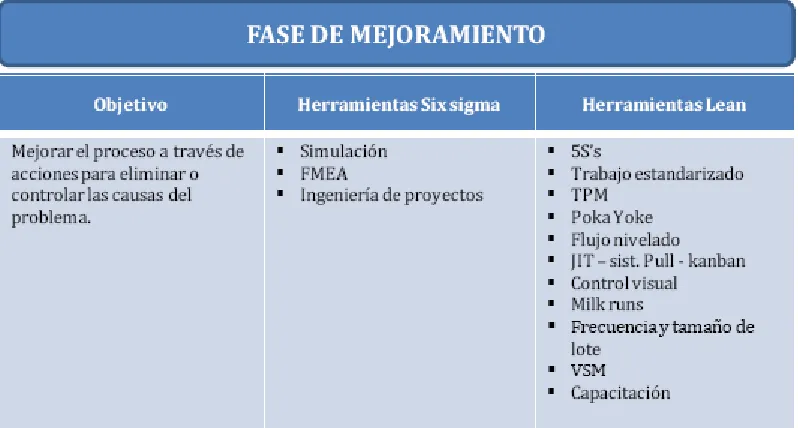
4.11 Fase de mejoramiento 106
4.11.1 Programación de producción 107
4.11.2 Reducción Lead Time 111
4.11.3 Variaciones Forecast 112
4.11.4 Estrategia inventario de seguridad 113
4.11 Fase de control 113
CAPÍTULO 5. Conclusiones, resultados y futuras investigaciones 115
5.1 El producto 115
5.1.1 Conclusiones sobre factores críticos para llevar a cabo
una programación de la producción basado en lean six sigma. 118
5.1.2 Conclusiones sobre generación un modelo de estudio que identifique los impactos financieros y operativos
en materia prima en las variaciones en el pronóstico. 116
5.1.3 Conclusiones sobre la implementación una metodología de estudio para mejorar los tiempos
de entrega a los clientes. 116
5.1.4 Conclusiones sobre la validación de resultados. 117
viii de las organizaciones: Administración, Manufactura
y Liderazgo.
5.2 Futuras investigaciones. 118
REFERENCIAS 120
ix
LISTA DE FIGURAS
Capítulo 2
Figura 2.1 Filosofía Lean . 19
Figura 2.2 Herramientas Lean 23
Figura 2.3 Cadena de suministro 30
Capítulo 3
Figura 3.1 Modelo Conceptual 38
Figura 3.2 Diagrama de Proyectos 41
Figura 3.3 Definir 42
Figura 3.4 Definición de oportunidades 43
Figura 3.5 Fase de Medición 51
Figura 3.6 Indicadores 53
Figura 3.7 Herramientas de enfoque 55
Figura 3.8 Detección de causas de variabilidad 59
Figura 3.9 Fase de Análisis 66
Figura 3.10 Fase de mejora 67
Figura 3.11 Balanceo de líneas 77
Figura 3.12 Fase de control 81
Capítulo 4
Figura 4.1 Pronóstico de venta por eficiencia 87
Figura 4.2 Confiabilidad de inventarios 90
Figura 4.3 VSM Actual 97
Figura 4.4 VSM Futuro 103
Figura 4.5 Ishikawa entregas a cliente 105
Figura 4.6 Ishikawa validación MRP 106
x
Figura 4.8 Componentes críticos 108
Figura 4.9 Requerimientos Semanales 109
Figura 4.10 Comparativo de set up 110
Figura 4.11 Balanceo de línea 111
Figura 4.12 Lógica de promesa 112
Anexo I
Figura 3.13 Herramienta Planning Template 123
Figura 3.14 Herramienta Suppliers On Line 123
Figura 3.15 Frozen Period Planning Tool 124
Figura 3.16 Visor de Producción 124
Figura 3.17 Calendario de Turnos 125
Figura 3.18 Visor cobertura planta 125
Figura 3.19 Niveles de inventario de MP 126
Figura 3.20 Vueltas de inventario de MP 126
Figura 3.21 Rendimiento tiempos de entrega de proveedores 127
xi
LISTA DE TABLAS
Capítulo 2
Tabla 2.1 Procesos de manufactura 7
Capítulo 3
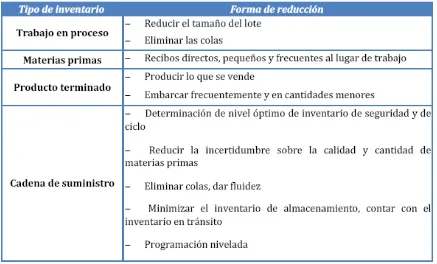
Tabla 3.1 Estrategias de eliminación de inventarios 75
Capítulo 4
Tabla 4.1 Lista de clientes 92
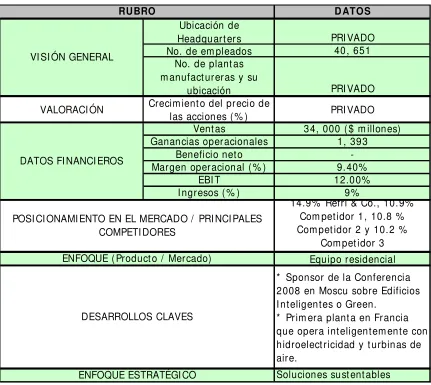
Tabla 4.2 Datos internos 95
Tabla 4.3 Métricos 96
Tabla 4.4 Diagrama SIPOC 99
Tabla 4.5 Matriz XY 101
Tabla 4.6 Estimaciones económicas 102
1
CAPÍTULO 1. INTRODUCCION
Desde la Revolución Industrial, el mundo ha sido testigo del continuo surgimiento de nuevas tecnologías y de diversas filosofías enfocadas en la calidad y productividad en los años 30’s la inspección era la base para el aseguramiento de las satisfacción del cliente. En los años posteriores a la Segunda Guerra Mundial se introdujeron algunos sistemas de Control de Calidad más elaborados como los Círculos de Calidad y Dinámicas de Grupo (Stamatis, 2002). Sin embargo, el enfoque continuaba siendo hacia incrementar volumen y reducir costos con un total “enfoque en la fábrica” (Basu, 2001).
En 1970 se inicia la implantación de sistemas como el Total Management Quality (TQM) donde se involucra a toda la organización y se incorpora a la calidad dentro de la cultura de trabajo. Las compañías japonesas resultan exitosas al aplicar los conceptos de Deming y Juran. Phil Crosby y otros líderes de TQM incorporan el enfoque al cliente y propagan dicha filosofía en los Estados Unidos. Para llenar algunos vacíos de la se introdujeron algunas prácticas con el JIT, MRP y TPM. Sin embargo, TQM no logra cumplir con las expectativas de las compañías en EUA (Basu, 2001), porque fue un concepto de calidad que prometió más de lo que podía entregar. Aquí es donde Seis Sigma se introduce como un modelo que promete lograr lo que ningún sistema anterior pudo cumplir. Aunque es considerado por muchos, como una versión sofisticada del TQM, donde los procesos de mejora continua cuentan con un detallado análisis estadístico para su medición (Breyfogle III, 2001). En términos prácticos Seis Sigma es una metodología que mejora la satisfacción del cliente, a través de la solución de problemas, maximizando el retorno a los accionistas al disminuir la variabilidad de cada aspecto del negocio.
2 necesidades del cliente, maximizando la interacción entre el personal, materiales, máquinas, procesos y flujo de información. Las actividades que no generan valor, conocidas como “muda” o desperdicio son identificadas y eliminadas (Shingo, 1990).
Manufactura Esbelta abarca desde el área productiva, con conceptos como reducción de desperdicio, y se extiende a toda la cadena de valor hasta lograr la satisfacción del cliente. Estas técnicas han probado que es posible alcanzar mejoras considerables en costo, calidad, tiempo, mediante el enfoque en los procesos. Mientras que Six Sigma se enfoca en reducir la variación y mejorar los procesos mediante la utilización de herramientas estadísticas, Lean se enfoca en eliminar el desperdicio y mejorar el flujo mediante la aplicación de sus principios.
Los resultados impresionantes que compañías como General Electric, AlliedSignal, Toyota, entre otras, han inspirado a que otros sigan su ejemplo. Como resultado, muchas compañías han implementado tienen Six Sigma o Lean. Sin embargo, utilizar uno u otro tiene sus limitaciones: Six Sigma por un lado no puede mejorar la velocidad del proceso y Lean por otro carece de las herramientas estadísticas para alcanzar las capacidades requeridas del proceso y ser verdaderamente “lean”. Por tal motivo, es importante desarrollar un Modelo que combine las fortalezas o ventajas de usar las herramientas de Lean y Six Sigma.
1.1Definición del problema.
3 1.2 Objetivos de la tesis.
- Investigar factores críticos para llevar a cabo una programación de la producción usando principios basados en lean six sigma.
- Generar un modelo de estudio que identifique los impactos financieros de materia prima en las variaciones en el pronóstico. Como resultado de este modelo se podrá mejorar las entregas a los clientes.
1.3Justificación
Para ser competitivas, las empresas deberán contar con una estrategia dinámica que contemple los constantes cambios en el mercado. Quienes tengan la visión y capacidad de ejecutar la estrategia para medir, adaptar y crear escenarios de la industria, será quienes sobresalgan o al menos sobrevivan al futuro cercano. Por lo tanto esta investigación se justifica tomando en cuenta los siguientes aspectos.
Uno de los factores primordiales del cliente es que su producto se entregue en tiempo y con la cantidad correcta, por lo tanto las empresas se ven obligadas a cumplir con este indicador, y al mismo tiempo, con una serie de métricos internos para que el negocio sea rentable.
Actualmente, las empresas reciben pronósticos de demanda poco confiables y muchas veces provoca que se coloquen pedidos a proveedores que no son lo que realmente se van a consumir en producción, por lo que a final de un período determinado se cuenta con inventarios en exceso o paros de línea por problemas de abasto. Las empresas de hoy tienen que implementar metodologías de programación de producción y de pronósticos de demanda confiables para que se logren aminorar los cambios drásticos de demanda y se puede lograr la entrega al cliente a tiempo.
4 proveedores y puedan estar preparados con la materia prima, bajo una previa negociación. Por lo tanto, algunas de las principales limitaciones de los modelos analizados incluyen:
Principales limitantes de los modelos analizados:
1. Falta de una metodología para desarrollar un sistema lean de la programación de la producción desde que se recibe el pedido hasta que se embarca.
2. Falta de una metodología que lleve al usuario del modelo a ejecutarlo siguiendo un orden de pasos lógicos.
3. Falta de integración de herramientas útiles en el proceso.
En esta investigación se documenta un modelo que propone una solución para restas limitaciones.
1.4Alcances y limitaciones
El estudio proporciona una metodología para llevar a cabo una programación de producción basado en lean six sigma con varios objetivos. El modelo propuesto es probado en un caso de estudio llevado a cabo en una empresa con operaciones en Monterrey, N.L. pero con
participación en el mercado mundial.
5
1.5Beneficios esperados.
A continuación se muestran los beneficios aplicados en la metodología.
- Facilitar al personal involucrado en la cadena de suministro llevar un monitoreo desde que llega el pedido del cliente hasta que se embarca al cliente.
- Reducir la variación de set ups en la línea de producción. - Aumentar el nivel confiabilidad en las entregas a los clientes. - Analizar la variabilidad del pronóstico de los pedidos de los cliente
- Integrar la información necesaria para programa la producción con un enfoque esbelto.
- Analizar la proyección de comportamiento de semanas de inventario para los modelos make to stock, así como los inventarios finales para los modelos make to order.
- Analizar el impacto de las existencias de materia prima debido a variaciones de pronóstico del cliente.
- Visualizar de cobertura de materiales on line.
Los beneficios esperados por parte del usuario son.
- Permitir automatizar procesos productivos para llevar a cabo una programación de la producción.
- Reducir la curva de aprendizaje del usuario para la realización del programa. - Estandarizar el proceso de cobertura de materiales.
- Mejorar la comunicación con proveedores respecto a órdenes de compra. (on line). - Conocer la importancia de los análisis del MRP (Material Requiring Planning) y sus
6
CAPITULO 2. Revisión de Literatura
Fue en la industria automotriz donde se creo el concepto de “lean” y Toyota puede ser
considerado el padre de Lean Manufacturing. Sin embargo, el camino no fue fácil y se puede
decir que le tomó más de una década el obtener los beneficios de su implantación.
2.1 Lean Manufacturing
Un productor “lean” es aquel que combina las ventajas de la producción manual y la
producción en masa, evitando los altos costos de la primera y la rigidez de la segunda (Womack,
1991). La idea es poseer una fuerza laboral con multi-habilidades, capaz de producir una
variedad extensa de productos con maquinaria automatizada. El término “lean” se refiere a la
idea de utilizar menos de los requerimientos de la producción en masa, es decir, menos fuerza
laboral, menos espacios, menos inversión, menos tiempo para desarrollar nuevos productos. La
diferencia básica con la producción en masa es que ésta se fija una meta como por ejemplo, el
número de defectos permitidos, el máximo nivel de inventarios, etc. Mientras que la producción
“lean” busca continuamente la perfección: cero defectos, cero inventarios, disminución de
costos.
2.1.1 Definición, importancia y estructura.
Lean fue introducido a las empresas como una serie de principio y técnicas de mejora
continua del Sistema de Producción de Toyota en los años 80’s. El enfoque era reducir el
desperdicio y crear el flujo de una pieza (one-piece flow). Aquí las compañías comenzaron a
7
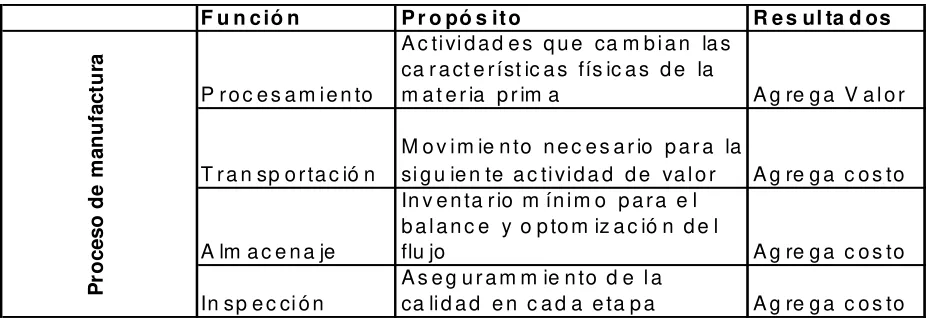
F u n c ió n P r o pó s it o R e s ul ta d os
P r o c e s a m ie n to
A c tivi d a d e s q u e ca m b i a n la s ca r a ct e r íst ic a s fís ic a s d e la
m a t e r ia p r im a A g re g a V a l o r
T r a n sp o r ta c ió n
M o v im ie n to n e c e s a r io p a r a la
si g u ie n te a c tivid a d d e va l o r A g re g a c o s to
A lm a c e n a je
In v e n ta r io m ín im o p a r a e l b a l a n c e y o p to m iz a c ió n d e l
flu jo A g re g a c o s to
In sp e c ci ó n
A s e g u r a m m ie n to d e l a
ca lid a d e n c a d a e ta p a A g re g a c o s to
[image:21.612.72.535.70.229.2]P ro ceso d e m an u fact u ra
Tabla 2.1 Procesos de Manufactura
2.1.2 Operación y medidas de rendimiento.
Durante el proceso de manufactura también se generan una serie de desperdicios. Estos
desperdicios o “mudas” son siete, de acuerdo al sistema de producción Toyota, y se clasifican en:
(Shingo, 1990):
1. Sobreproducción
2. Demoras
3. Transportación
4. Procesos inapropiados
5. Inventarios innecesarios
6. Movimientos innecesarios
7. Defectos
1. Sobreproducción: Se le llama a fabricar productos en exceso y su principal causa es el flujo
ineficiente de información en la organización, lo que provoca que se incremente el nivel de
inventarios.
2. Demoras: Períodos largos de inactividad ocasionan un flujo deficiente y se incrementa el
8 3. Transportación: La transportación es una parte esencial en el proceso pero no agrega ningún
valor al producto y por el contrario puede provocarle daños o deterioros.
4. Procesos inapropiados: Estos son actividades que no se utilizan los métodos adecuados, y por consecuencia, son actividades de nulo valor, ya sea por un mal diseño del proceso o por
tecnología no adecuada.
5. Inventarios innecesarios: El exceso de producto en proceso, terminado y/o materias primas
ocasionan un inventario innecesario, lo que se convierte, en costo para la planta, espacio
desaprovechado y deficiente servicio al cliente.
6. Movimientos innecesarios: Estos son provocados por un mal diseño del área productiva, lo
que provoca que se realicen movimientos innecesarios, con la consecuente pérdida de
productividad.
7. Defectos: Los errores cometidos en el proceso de producción ocasionan retrabajo y esto puede
ser mejorado utilizando sistemas de mejora continua como Kaizen.
Los dos pilares de la eliminación del desperdicio son JIT y Autonomatización (Ohno,
1998). Otros fundamentos importantes son Jidoka, Poka Yoke y Kaizen. De esta manera, Justo a
Tiempo (JIT) ayuda a que las áreas de trabajo sean organizadas para asegurarse que cada
operador obtiene los materiales que necesita para cumplir con su actividad en el tiempo
requerido. Justo a tiempo es una estrategia para crear el flujo de una pieza (one piece flow), el
cual eliminará el exceso de inventario que esconden los problemas de producción.
Jidoka es un sistema que responde a las anormalidades que JIT expone. Algunos
elementos de Jidoka son las técnicas de administración visual u otros métodos para detener las
líneas de producción cuando los problemas ocurren y dispositivos Poka Yoke.
Kaizen, que significa mejora continua en japonés, es un modelo intensivo que involucra
tanto a gerentes como trabajadores (Imai, 1989). En otras palabras, Kaizen se distribuye en toda
9 Todas y cada una de estas actividades son incluidas en el sistema de planeación que
suaviza las fluctuaciones de volumen y realiza un mejor uso de todos los recursos. Este sistema
se extiende del área productiva a las actividades no manufactureras, como las parte de servicio al
cliente y transacciones financieras. Además el sistema Lean comprende toda la cadena de valor,
incluyendo a los proveedores y distribuidores. Cada compañía se vuelve más rentable y es capaz
de acceder a las demandas de los mercados actuales.
2.1.3 Elementos clave de conformación estructural.
1- El sistema Lean utiliza una serie de herramientas, de las cuales identificar la cadena de
valor (Value Stream Map) es una de las más importantes. Esta herramienta permite mapear todos
los pasos del proceso, (incluyendo el re-trabajo) y ayuda a convertir las necesidades del cliente
en productos o servicios entregados, además de indicar cuanto valor le agrega al producto cada
etapa del proceso. Cualquier actividad que le de forma, características o funciones de valor a los
clientes será una actividad con valor agregado, el resto simplemente no dará ningún valor
agregado.
El mapa de la cadena de valor provee un claro entendimiento del proceso actual: • Se visualiza los niveles de procesos múltiples.
• Remarca el desperdicio y sus fuentes.
La información obtenida permitirá determinar cuales son las áreas de oportunidad y como se
realizará la implementación de Lean.
2- Justo a tiempo es un sistema de manufactura que produce lo que el cliente desea, en la
cantidad establecida y al tiempo que lo necesita, siempre utilizando la menor cantidad de
materias primas, equipo, mano de obra y espacio.
Por consiguiente, este mejora el servicio al cliente, reduce lead time, incrementa la utilización de
10 La forma de establecer Justo a Tiempo en una organización es a través de:
a)Producción en flujo. Flujo de una pieza es una de las características más retadoras y
completamente diferentes a los tradicionales sistemas de producción en etapas (batch) o métodos
de empujar (push). En este se deben alinear los procesos operativos al takt time (es el intervalo
de tiempo entre las salidas de un producto en proceso determinado).
b)Sistema Pull. Es un concepto enfocado en la reducción del inventario del producto en
proceso (WIP). Para que este sistema funcione es necesario que todos los componentes del
sistema en la producción en flujo respondan a una sola demanda. De esta manera, se integran
desde los requisitos del cliente, pasando por las operaciones de manufactura hasta al proveedor
de materias primas. Otro objetivo de este sistema es detener una operación tan pronto ocurran
anormalidades en la misma.
Estas anormalidades pueden ser causadas por falta de demanda, paro de equipo o
problemas de calidad. En este caso, el sistema atacará el problema con una acción correctiva
inmediata y análisis de causa-raíz para obtener una operación más robusta.
c) Manufactura Celular. Los operadores que trabajan en un ambiente celular permite que
su desempeño sea más efectivo. El proveer al operador de todas sus herramientas de trabajo en
un área predeterminada, permite que sus maniobras sean menos angustiantes y más rítmicas, de
tal forma, que se minimizan tiempos perdidos por movimientos del operador y las rutinas de
trabajo se vuelven más predecibles.
d) Jidoka. La traducción literal de Jidoka es “automatización con un toque humano”. La
autonomatización, como fue denominada por Taiichi Ohno de Toyota, no es más que el dar la
capacidad a las máquinas de detectar y responder inmediatamente a los problemas de
producción. De esta forma Jidoka busca cumplir simultáneamente con las necesidades de los
11 e) Poka Yoke. El ingeniero industrial Shigeo Shingo desarrolló el Poka Yoke (para evitar
(yokeru) errores inadvertidos (poka)) integrado con la inspección de la fuente que significa
lograr Control de Calidad Cero (Zero Quality Control). Shingo también desarrollo el SMED. Las
personas son seres humanos de los cuales no se pude esperar que actúen como de la misma
forma cada vez como las máquinas. Una ligera distracción puede ocasionar que parte del trabajo
realizado este equivocado, sin embargo también un proceso poco robusto, puede ocasionar que
una simple distracción genere severos problemas al produc to final. El principio de Poka Yoke es
diseñar herramientas, técnicas y procesos, de tal forma que sea imposible o muy difícil que la
gente cometa errores. Esto permite ahorros masivos. Además este principio puede ser utilizado
en situaciones donde los costos asociados a la falla sean muy grandes, por ejemplo en los
procesos de administración de proyectos, el uso de listas de trabajo permite revisar varias veces
las actividades que deben ser realizadas, de tal manera, que sea difícil olvidarlas.
f) 5´s. Los 5 S’s es una herramienta de vital importancia para implementar y mantener un
proceso robusto debido a que se requieren áreas de trabajo ordenadas para lograr procedimientos
estandarizados. La definición de 5S está en que seiri significa separar las herramientas
necesarias, partes e instrucciones de materiales innecesarios y eliminarlos después. Seiton significa un arreglo cuidadoso e identificar las partes y herramientas para facilitar su uso. Seiso
significa conducir una campaña de limpieza. Seiketsu significa conducir a seiri, seiton y sieso a
una frecuencia de intervalos para mantener a la fuerza de trabajo en perfectas condiciones.
Shitsuke significa formar el habito de siempre seguir las primeras 4S’s. Para cualquier
organización es vital implantar y mantener procedimientos robustos en áreas ordenadas, las
cuales son necesarias para estandarizar los procesos.
g) TPM. El Mantenimiento Productivo Total es una herramienta que permite maximizar
la disponibilidad del equipo y maquinaria productiva de manufactura, evitando fallas inesperadas
y los defectos generados, lo cual se logra al mantener actualizada y en condiciones óptimas el
equipo (Nakajama, 1988).El TPM es realizado en diferentes etapas: mantenimiento correctivo de
fallas sólo en casos muy raros, mantenimiento autónomo realizado por operadores haciendo
12 desgaste prematuro, mantenimiento predictivo para anticipar fallas mayores en los equipos y
mantenimiento proactivo enfocado a actualizar y hacer mejoras en los equipos.
h) SMED. Este método se utiliza para reducir los tiempos de cambio de modelo en las
máquinas o líneas de producción. El método fue desarrollado por Shingeo Shingo y lo denominó
“Cambio de dados en menos de diez minutos” o “Single Exchange of Die” (SMED), cuyo
objetivo es hacer efectivamente los cambios de herramentales en menos de 10 minutos. Los
beneficios del SMED se traducen en mayor flexibilidad, ya que las empresas pueden satisfacer
las demandas cambiantes de sus clientes sin necesidad de mantener grandes inventarios, y se
disminuyen los tiempos de entrega al cliente, por lo que la producción en pequeños lotes
significa plazos de fabricación más cortos y menos tiempos de espera para los clientes.
i) El Kanban significa en “Tarjeta de señal”, la cual permite implantar una forma de
administración visual a través de señales diversas tales como cuadros, tarjetas, luces de colores,
contenedores de colores, líneas de nivel en paredes, etc., fácilmente observables por los
operadores y movedores de materiales en la planta, que al mismo tiempo les indican las acciones
por tomar sin consultar un supervisor, con objeto de eliminar las transacciones, papeleo y reducir los inventarios en proceso.
j) El Takt time es la velocidad a las cual el fabricante debe producir un artículo o realizar
un servicio para satisfacer la demanda actual del cliente. El tiempo de ciclo, por otro lado, es el
tiempo que le lleva al operador completar un ciclo de operación. Graficando los tiempos de ciclo
y el takt time para todos los operadores, podremos observar las oportunidades que permitan
eliminar el desperdicio. Adicionalmente se pueden sumar todos los tiempos de ciclo y dividirlos
por la suma del takt time, y así determinar el número ideal de operadores requeridos por célula
de trabajo. Esta gráfica es una herramienta que permite guiar a los miembros del equipo para
enfocar sus energías y realizar las mejoras generales al proceso.
k) WIP. El trabajo estándar en proceso es la cantidad de trabajo mínimo (WIP) requerido
para completar la secuencia de trabajo en demanda y asegurar el flujo de una pieza en el takt
13 (componentes, materia prima, unidades sin terminar) que deberían ser mantenidas en la
operación durante todo el tiempo. Generalmente, hay una pieza del estándar WIP en cada
operación automática y una pieza en cada punto de manejo entre los operadores.
2.2 Lean Logistics.
El concepto de logística esbelta se deriva básicamente del sistema de producción Toyota.
Alrededor de 1930 Toyota Motors de Japón comenzó con la reducción de costos mediante la
mejora continua y la satisfacción del cliente final iniciando en sus oficinas a través de la línea de
producción y finalizando con la entrega de sus vehículos a los clientes. Para lograr esta visión, el
Sr. Taiichi Ohno, conceptualizó un sistema donde todos estos requerimientos del sistema de
Toyota Motors fueran conocidos por toda la organización. Actualmente este sistema de Toyota
es el ejemplo a seguir en producción para todas las industrias automotrices e incluso para otras
compañías que producen bienes en serie con altos volúmenes.
2.2.1 El concepto de Lean Logistics: definición, usos y beneficios.
Logística Esbelta es una estrategia mediante la cual las empresas buscan un flujo
continuo de material a través de una cadena de suministro basándose en embarques reducidos y
más frecuentes en soporte a uno de los objetivos centrales de la manufactura esbelta que es
mantener el menor inventario posible. Recordemos que el objetivo principal de la manufactura
esbelta es hacer únicamente lo que es consumido (Gilligan, 2004).
Robert O. Martichenko, vicepresidente de operaciones logísticas de TransFreight menciona que la logística esbelta obliga a las compañías a reestructurar sus cadenas de
suministro. El menciona que los tres conceptos principales de la logística esbelta son entregas
más frecuentes, lotes muy reducidos y flujo continuo del producto. Si estas tres condiciones se
cumplen automáticamente la empresa podrá contar con un sistema logístico esbelto, libre de
14 Con el fin de construir una definición más detallada de lo que se entiende por logística
esbelta analizaremos algunos conceptos y objetivos para comprender mejor la definición, usos y
beneficios de lean logistics.
1. Costo total: El costo total incluye abastecimiento, transportación interna, manejo de
inventarios, daños, obsolescencia, costos de capital, costos de oportunidad o costos aislados,
transportación externa, reacomodos y finalmente los costos de perder una orden.
2. Reducción de tiempos muertos: Reducir y eliminar todas aquellas actividades que no agregan
valor al producto ya que no son percibidas por el cliente final. La reducción de tiempos muertos
impacta directamente en los costos y el servicio al cliente.
3. Producción balanceada: La producción balanceada trae consigo una programación de la
producción más sencilla y balanceada, incremento en la productividad del personal, mejor
utilización de bienes y efectividad en la cadena de suministros.
4. Frecuencia de entrega: Si la empresa logra frecuencias de entrega altas, digamos unas 20 veces al día de cada proveedor, automáticamente estará eliminando casi por completo los inventarios
en todas las áreas de la cadena de suministros lo que resulta en una dramática reducción de
costos, incremento de la flexibilidad de producción y la calidad del producto.
5. Estandarización: Tener los procesos de trabajo estandarizados es la clave para entender las
operaciones actuales.
6. Trabajo en equipo: Trabajar en equipo incluye entender y aceptar una visión compartida,
trabajar para encontrar metas en común, y utilizar las fortalezas individuales de cada compañía
para crear una verdadera colaboración de la cadena de suministros.
7. Sistemas de medición: La medición ha sido utilizada por miles de años para definir y
cuantificar eventos. Un buen sistema de medición permite a la compañía a entender procesos
15 De los conceptos y definiciones anteriores podemos determinar que los principales
objetivos de la logística esbelta son la reducción de costos mediante la disminución de
inventarios y lotes, lo cual se logra elevando las frecuencias de embarques, flujo continuo de
productos y bienes a través de todos los eslabones de la cadena de suministro o cadena de valor,
reducción o eliminación de tiempos muertos, integración de todas las partes que conforman la
cadena de suministros, desde proveedores hasta cliente final e incremento de la satisfacción del
cliente mediante una entrega en tiempo y forma del producto que el cliente desea, con el menor
costo para la empresa.
2.2.2 Análisis y evaluación de un sistema logístico en su situación actual.
Los autores proponen un conjunto de herramientas compuestas por siete elementos
derivados de disciplinas funcionales y académicas. Jones, Hines y Rich intentan proveer una
estructura para una nueva forma de pensar sobre la cadena de suministros a la cual le denominan
Lean Logistics o Logística Esbelta. Los autores aplican sus conocimientos en un caso real,
utilizando algunas de las herramientas de manufactura esbelta, para diagnosticar y proponer
valiosas recomendaciones para mejorar el sistema bajo estudio (Chung, 1998).
1. Mapeo de procesos: El resultado de esta herramienta es un mapa de los procesos bajo estudio.
El propósito principal de este mapeo es la identificación de desperdicios y mejoras que se pueden
realizar a los procesos actuales.
2. Matriz de respuesta de la cadena de suministro: Esta herramienta mapea la respuesta de la
cadena de suministro a la demanda del cliente final. Es esencialmente un mapeo de los tiempos
de las actividades en un proceso en particular, en un diagrama simple se lleva el control de los
tiempos muertos, lo cual ayuda a eliminarlos.
3. Gráfica de variación de producción: Esta gráfica ayuda a entender como operan las compañías,
16 4. Mapeo de la calidad: Esta herramienta esta diseñada para identificar en que parte de la cadena
de suministros hay problemas de calidad (defectos, problemas, ineficiencias y desperdicios).
Mapea los tres tipos de problemas de calidad (defectos en el servicio, defectos internos y
defectos detectados por el consumidor final).
5. Mapeo de la amplificación de la demanda: El propósito principal de esta herramienta es
mostrar los cambios de la demanda a lo largo de la cadena de suministros en diferentes periodos
de tiempo.
6. Análisis del punto de decisión: Un punto de decisión en la cadena de suministros es aquel
donde la demanda actual en un sistema pull provee información para pronosticar demandas y
cambiar a un sistema push.
7. Estructura física: Esta herramienta es utilizada para entender como se ve una cadena de
suministros en un nivel industrial, como opera, y en particular enfoca su atención a las áreas que
requieren mayor atención y desarrollo.
Las herramientas mostradas por Jones, Hines y Rich son útiles ya que presentan una
forma sistemática para el análisis de la cadena de suministros y así dirigir esfuerzos
administrativos a la eliminación de problemas. El uso de estas herramientas llevará a las
compañías a la recolección de datos e información de varios aspectos del proceso, sin embargo,
la utilización de estas es solo el primer paso para resolver el verdadero problema de cómo
resolver los problemas en las cadenas de suministro (Chung, 1998).
2.2.3 Herramientas de modelación y mejoramiento de sistemas con un pensamiento esbelto.
Tapping (2003) presenta un libro con dos propósitos principales, el primero de ellos es
simplificar los conceptos de la filosofía lean que se pueden aplicar para la implementación de un
17 herramientas lean que pueden ayudar a acelerar, coordinar y más importante, sostener los logros
de las compañías.
El libro propone un proceso para planear y ligar iniciativas lean a través de la captura sistemática
y análisis de datos.
1. Comprometerse con lean: Todos lo niveles de la organización necesitan comprometerse con la filosofía lean, esto significa que deben confiar y hacer todo lo posible para que la
implementación de un sistema basado en la filosofía lean tenga éxito.
2. Elegir la cadena de valor: Para elegir la cadena de valor a ser mejorada primero hay que conocer perfectamente que es una cadena de valor, posteriormente hay aplicar ciertas
herramientas que aporten información confiable para la toma de decisiones. En condiciones
normales la cadena valor que se debe mejorar es aquella por la cual pasa mayor cantidad de
producto y por consecuencia genera mayores costos.
3. Aprender sobre lean: Este paso esta diseñado para cubrir algunos puntos clave de la filosofía lean, conocer y comprender perfectamente la filosofía ayuda a entrenar al personal encargado de
la implementación del proyecto.
4. Mapear el estado actual: El siguiente paso es mapear el estado actual de la cadena de valor elegida, el mapeo consiste en realizar una representación gráfica de la cadena de valor con el
objetivo de entender perfectamente el funcionamiento del sistema actual del trabajo, buscando
que la información sea lo mas apegada a la realidad.
5. Identificar métricas lean: La determinación de métricas de evaluación tiene el fin de evaluar el sistema actual, los avances y logros que se van teniendo y las metas a las cuales se desea
llegar. Las métricas es la mejor forma de darle a la gente una guía para entender el impacto de
18 6. Mapear el estado futuro: Al igual que el mapeo del estado actual, el mapeo del estado futuro consiste en realizar una representación gráfica del la cadena de valor mejorada. Parte de este
proceso consiste en identificar herramientas lean y donde es que estas serán aplicadas; el proceso
para mapear el estado futuro consta de tres etapas que son la demanda del cliente, flujo y
nivelación.
7. Crear planes Kaizen: Este paso consiste en crear planes detallados que guíen los esfuerzos para mejorar la cadena de valor ya que sin planes sólidos las posibilidades de éxito son pocas.
8. Implementar planes Kaizen: Este paso consiste en implementar todos los planes y que se hayan realizado, la implementación se debe realizar con entusiasmo y confianza. Hay que tomar
en cuenta que cualquier cambio que se realice debe tener un impacto positivo en el alcance de las
metas planteadas.
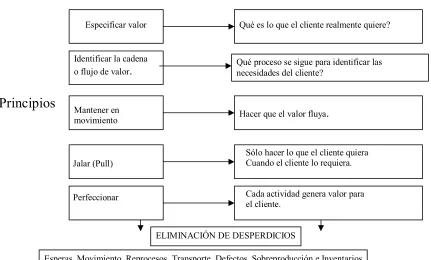
La figura siguiente muestra los cinco principios planteados por Womack y Jones para
lograr una empresa esbelta, posteriormente se da una explicación más profunda de cada uno de
19 FILOSOFÍA LEAN
Figura 2.1 Filosofía Lean Fuente: Womack 2005
Principio 1, especificar valor: Consiste en identificar qué es lo que el cliente quiere realmente. Este principio se basa en que ninguna persona sería feliz pagando por un producto
defectuoso. Al aplicar este principio las organizaciones deben de identificar lo que sus clientes
esperan realmente de ellos.
Principio 2, identificar la cadena o flujo de valor: Este principio busca identificar todos y cada uno de los procesos que ocurren dentro de un sistema, cada organización debe
conocer perfectamente cada eslabón de su cadena de valor antes de comenzar un sistema de
mejor.
Principios
Especificar valor Qué es lo que el cliente realmente quiere?
Identificar la cadena o flujo de valor.
Mantener en
movimiento Hacer que el valor fluya.
Jalar (Pull)
Sólo hacer lo que el cliente quiera Cuando el cliente lo requiera.
Perfeccionar Cada actividad genera valor para el cliente.
ELIMINACIÓN DE DESPERDICIOS
20 Principio 3, mantener en movimiento: La organización debe identificar tiempos muertos y procesos que eviten el flujo continuo de los productos, una vez identificadas hay que
eliminar estas barreras que impiden un flujo continuo.
Principio 4, jalar: La filosofía lean dice que solo se debe producir lo que el cliente quiere en el momento que lo requiere, se deben implementar sistemas que permitan conocer y
adelantarse a las necesidades del cliente con el fin de lograr el tiempo esperado en la entrega del
producto.
Principio 5, perfeccionar: Lograr la perfección es un proceso de mejora continua basado en la paciencia y el esfuerzo conjunto. Una organización ha alcanzado cierto nivel de perfección
cuando ha logrado eliminar por completo los desperdicios.
2.3 Six Sigma.
De acuerdo a Stamatis, Six Sigma “es una metodología para mejorar la satisfacción del
cliente a través de la solución de problemas, y de la reducción de la variabilidad de cada una de
las etapas del proceso, que a su vez permite maximizar el valor del accionista”.
Para otros Six Sigma no es otro programa de calidad, es más bien, de acuerdo a Dan
Burnham, CEO de Raytheon Corporation, “un cambio de cultura a un nivel profundo dentro de
la organización” que espera la participación activa de todos los miembros de la misma. Seis
Sigma ha sido definida de muchas formas. Algunos lo ven como una iniciativa estratégica de
negocio más que un programa de calidad, que promueve la creación de valor tanto del cliente
como del proveedor, en este caso la organización en cuestión. (Breyfogle, 2001).
Finalmente Six Sigma se convierte en una estrategia de negocio y una metodología
sistemática que espera logros significativos en la calidad del producto o servicio, en la
21 2.3.1 Definición, estructura y aplicación
El concepto de implantar Six Sigma en los procesos, fue establecido por primera vez por Motorola en los 80’s y el objetivo era reducir el número de defectos hasta 3.4 partes por millón
de oportunidades.
Para definir el concepto de Six Sigma empezamos por qué sigma es la letra del alfabeto
griego utilizada en estadística para describir la variabilidad (desviación estándar) de un proceso.
En Six Sigma, se asume que la media del proceso, a pesar del control tenido sobre él, se mueve
por 1.5 desviaciones estándares, por lo tanto un proceso con s= + 6 deberá contener 3.4 defectos
en un millón de oportunidades.
Six Sigma ha transformado la forma en que GE realiza negocios para convertirla en
unacompañía orientada totalmente al cliente. Desde su reporte anual de 1997, siempre ha
existido un apartado especial para Six Sigma, colocándola inclusive en el centro de las
aspiraciones de la compañía. Hoy esta herramienta está completamente inmersa en parte de la
vida diaria dentro de GE. Aún más significativo es que los resultados financieros se empezaron a
mostrar prácticamente desde el inicio, reflejándose sobre todo en los clientes, y ayudándolos a
ser más competitivos y productivos.
A medida que GE se enfrenta al quinto año desde la implantación de Six Sigma, no existe
la menor duda que el programa esta aquí, fortalecido y para quedarse. De acuerdo a una
descripción del propio Jack Welch “Six Sigma significa arreglar los procesos hasta casi dejarlos
perfectos…y mantenerlos controlados para que permanezcan en orden. El objetivo común es
todos los proyectos de Six Sigma es la eliminación de la variabilidad”.
Sin embargo no solo GE se ha beneficiado de dicha implantación. Los clientes han visto
el impacto en este proceso. DFCI (Design For Customer Impact) es un programa enfocado en ver
al cliente como el punto de partida de cada proceso. De esta forma, la visión desde “afuera”,
22 Además, Six Sigma se convirtió un sistema de mejora continua, no solo para los procesos
de manufactura, sino para los procesos de servicio y financieros. Con un proceso de selección de
proyectos como el DMAIC: Definir, Medir, Analizar, Mejorar y Controlar; y con la formación
de equipo de trabajo como los Master Black Belts, Black Belts y Green Belts, Six Sigma
evolucionó de un simple programa de calidad en manufactura a un sistema para reducir fallas en
el diseño de productos, escalamiento y comercialización.
Como se puede observar, para la efectiva implantación de Six Sigma en una
organización, se deben entender las herramientas, los factores críticos de éxito, las métricas y las
etapas en que debe consistir la implantación para así lograr el éxito
2.3.2 Modelos y técnicas de aplicación y desarrollo
Six Sigma deberá proveer un modelo que permita ser mejor y más rápido, a través de la
combinación de técnicas estadísticas, herramientas y metodologías que permitan a los
administradores definir claramente los problemas, medirlos y analizarlos, alcanzando una mejora
significativa y sustentable. Six Sigma reconoce que la variabilidad es su enemigo, y su objetivo
de reducir variación excesiva y desperdicio para lograr la meta final de reducir defectos,
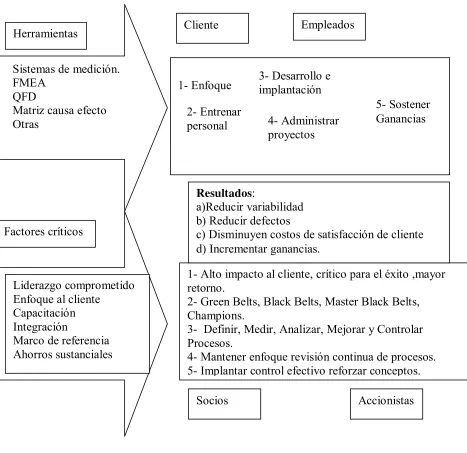
23
Figura 2.2 Herramientas Lean
Las herramientas permiten mejorar los procesos y la calidad, y básicamente en nuestro
modelo, éstas nos permitirán lograr la implantación de Six Sigma. Las más comunes son análisis de causa y efecto, análisis de Pareto y gráficas de control. Otras compañías utilizan herramientas
más poderosas como el análisis de modo y falla (FMEA), función de despliegue de calidad
(QFD), diseño de experimentos. A continuación se describen algunas de las múltiples
Herramientas Cliente Empleados
Factores críticos
Sistemas de medición. FMEA
QFD
Matriz causa efecto Otras
Liderazgo comprometido Enfoque al cliente
Capacitación Integración
Marco de referencia Ahorros sustanciales
1- Enfoque
2- Entrenar personal
3- Desarrollo e implantación
4- Administrar proyectos
1- Alto impacto al cliente, crítico para el éxito ,mayor retorno.
2- Green Belts, Black Belts, Master Black Belts, Champions.
3- Definir, Medir, Analizar, Mejorar y Controlar Procesos.
4- Mantener enfoque revisión continua de procesos. 5- Implantar control efectivo reforzar conceptos.
5- Sostener Ganancias
Socios Accionistas
Resultados:
a)Reducir variabilidad b) Reducir defectos
24 herramientas disponibles, sin embargo, en la organización deben implantarse aquellas que sean
adecuadas para la empresa.
Sistema de medición.
El análisis del sistema de medición (Gage R&R) permite considerar que las mediciones
pueden estar mal, ya sea por condiciones mismas del proceso o bien del operador, por lo que se
corre el riesgo de que partes malas sean aceptadas o viceversa.
El análisis del Sistema de Medición evalúa las propiedades estadísticas de la repetibilidad
(instrumento de medición), reproducibilidad (operador), linealidad, etc. Teniendo como
propósito entender mejor las fuentes de variación que puedan influenciar los resultados del sistema. Un buen estudio del Sistema de Medición arroja resultados en los cuales el sistema
influye en la variabilidad del producto de una manera no relevante, típicamente menos del 10%,
si bien, se pueden tomar aceptables los resultados que alcanzan un 20%.
FMEA.
El análisis de modo y fallas (FMEA) es una metodología que facilita el proceso de
mejora, mediante éste, se pueden identificar y eliminar algunos problemas encontrados en el
desarrollo del proceso o en el diseño del mismo. FMEA se divide en diseño FMEA y producción
FMEA. Durante estas dos etapas el sistema puede ser estudiado realizando los cambios
adecuados, de tal manera que los problemas latentes pueden ser analizados y los defectos
posibles puedan ser identificados antes de que lleguen al cliente final. Por lo tanto, debe evitarse
cualquier modificación que durante el proceso productivo pueda incrementar los costos (Juran,
1989).
Los beneficios obtenidos por utilizar FMEA son:
Mejora de la funcionalidad y robustez del producto
Reducir costos por garantías
Reducir los problemas diarios de manufactura
25 QFD
La función de despliegue de calidad (QFD) es una herramienta que traduce los
requerimientos del cliente en los requerimientos técnicos adecuados para cada etapa durante el
desarrollo del producto o la producción del mismo.
Una matriz típica de QFD tiene dos partes:
1. Una parte horizontal que contiene la información del cliente. Es una lista de las necesidades y
los deseos del cliente y su importancia relativa. También enlista la retroalimentación del cliente y
sus quejas.
2. La parte vertical contiene la información técnica que corresponde a las entradas del cliente.
Esta parte se traduce en las necesidades y los deseos en un lenguaje que puede ser medido,
examina la relación entre el cliente y sus reque rimientos técnicos, y contiene datos técnicos de la
competencia que permiten establecer metas y objetivos para lograr ser competitivos.
Los beneficios obtenidos por utilizar QFD son:
Mejora de los procesos, productos o servicios de la compañía
Producir resultados más rápidos que los otros métodos
Complementar el proceso de diseño
Ayudar al equipo a mantener el enfoque
Facilitar la administración y la revisión del diseño de actividades
Matriz de causa y efecto.
La matriz de causa y efecto es una herramienta que ayuda para priorizar en orden de
importancia de las variables clave que entran al proceso. Este análisis permite ayudar con la
selección de las variables que serán monitoreadas, y de esta manera determinar si existe una
26 SPC
La implantación de SPC (Control Estadístico de Procesos) permite entender la naturaleza
de la variación en el proceso, de tal manera, que al eliminar las causas de las variaciones en
dicho proceso, permite mejorar la organización y por consecuencia satisfacer al cliente. Además
SPC sirve como un indicador al evaluar al proceso antes y después de implantar Six Sigma
Regresión.
Al realizar un Análisis de Regresión simple existe una variable respuesta o dependiente
(y) que puede ser características particulares de calidad del producto o servicio en evaluación o
características de mercadotecnia como el precio, promociones, etc., mientras que por otro lado se
tiene una variable explicativa o independiente (x), que en este caso representa desde la calidad
del producto/ proceso hasta la rentabilidad del negocio. El propósito es obtener una función
sencilla de la variable explicativa, que sea capaz de describir lo más ajustadamente posible la
variación de la variable dependiente, y de esta forma determinar los cambios requeridos en el
proceso y/o producto o en los aspectos administrativos con el fin de mejorar el resultado final del
negocio.
Métricos Six Sigma.
Las métricas pueden ser beneficiosas dentro de la organización cuando son utilizadas
para dar dirección. Además representan un indicador de la situación interna del negocio. Algunos
otros indicadores se presentan durantes las etapas de implantación del modelo.
Las organizaciones deben considerar aquellas métricas que sean apropiadas para cada
situación particular. Las métricas más comunes incluyen los índices de capacidad de procesos
(Cp, Cpk), la tasa de defectos, costo de baja calidad (COPQ), porcentaje de desperdicio, TY,
FTY, RTY. A continuación se describen algunas de ellas.
27 La variable crítica de calidad (CTQ) fue desarrollada para asegurar que los proyectos
cumplieran con los requerimientos del cliente y las metas estratégicas del negocio
simultáneamente. Cada nuevo proyecto debe cumplir con alguna de las metas estratégicas del
negocio. Algunos ejemplos de CTQ son tiempo de entrega, tiempo de ciclo, precio y calidad del
proveedor.
Costo por baja calidad.
Esto es el costo por fallar en fabricar el 100% de la producción con calidad desde el
principio. El costo de baja calidad afecta los costos por inspección interna, el desperdicio y
retrabajo, además de garantías y reparaciones. El costo de baja calidad puede ser comparado con
las ganancias para determinar si es necesario implantar un proyecto Six Sigma.
Defectos por millón.
Estos, como su nombre lo indica, son el número de defectos por millón de oportunidades, incluyendo el número de oportunidades por falla. Lo más importante es cuantificar la
importancia de reducir la tasa de defectos a través de la conversión de la métrica en sus
resultados monetarios.
Al reducir la variación en el proceso productivo, podemos ver que posible lograr una
calidad six sigma. De tal forma, que al reducir la variabilidad, se reducen los defectos, se
disminuyen los costos y por consecuencia se incrementa la rentabilidad. Así al final se logra
crear productos de mayor calidad a un menor costo.
Capacidad del proceso (Cp, Cpk) y Desempeño del proceso (Pp y Ppk).
Los índices de capacidad de capacidad del proceso Cp y Cpk generalmente se enfocan en
la capacidad del proceso a “corto plazo”, mediante la utilización de un estimado de la desviación
28 típicamente se enfocan en la capacidad a “largo plazo” mediante la utilización del estimado de la
desviación estándar a “largo plazo.
2.3.2 Herramientas de desarrollo
Los proyectos pasan por cuatro fases: Medición, Análisis, Mejora y Control (MAIC).
Algunas veces se agrega un paso preeliminar de Definir. El significado de cada etapa en el
proceso DMAIC es el siguiente:
Definir: Selección adecuada de proyectos, definición de problema y definición de las métricas y su base de referencia. Aquí se define, junto con los clientes, el tipo de problemas que
estos tienen y se identifican las variables para el cliente, así como los procesos que afectan esas
variables. Por otro lado se identifican las condiciones de salida y los elementos del proceso.
Medición: Selecciona las variables de respuesta que buscan ser mejoradas. Basado en la información del cliente y en otras consideraciones, y asegurándose que éstas sean cuantificables
y que puedan ser medidas con precisión. Después de tomar los datos, se determina cuando el
desempeño es inaceptable o defectuoso.
Análisis: Consiste en analizar los datos preeliminares del desempeño actual y comenzar a identificar las causas raíz y su impacto.
Mejora: Determina como se debe intervenir en el proceso para reducen significativamente los defectos, además de reducir la variabilidad del proceso. Se desarrollan
soluciones y se realizan los cambios necesarios, además se determina si los cambios han sido
benéficos o si son necesarias nuevas modificaciones.
Control: Después de implementar las mejoras, se verifica que las mejoras implementadas, con efectivas y continuas. A pesar, de que la mayoría de los recursos ya no están
29 2.4 Modelos de Producción con Enfoque Lean
Que propuestas existen en la literatura y en el mercado.
Es importante realizar un estudio exhaustivo de la literatura existente respecto a todas las
filosofías utilizadas para el desarrollo de la metodología propuesta en este trabajo. Todo esto con
la finalidad de poder evaluar los diversos aspectos necesarios en la operación e implementación
de dichas filosofías en las empresas y poder llegar a la elaboración de una herramienta robusta
que pueda integrar sus elementos principales.
El siguiente paso en este proceso de investigación consiste en hacer una comparación
entre las filosofías de manera que se pueda hacer la integración de las mismas para el diseño y
desarrollo de la herramienta tomando en cuenta los puntos comunes entre las filosofías.
Un punto importante en el desarrollo de esta metodología de investigación es la
validación de la herramienta, esto se realizará aplicando la herramienta en una empresa que
presente problemas de eficiencia y competitividad y de esta manera nos permita probar la
funcionalidad de la herramienta.
Por metodología entendemos que no es un método o una técnica, no es una garantía de
solución; sino es, un alcance estructurado de guías que estimulan el proceso intelectual del
análisis. Una metodología contiene métodos y/o técnicas y consiste en las siguientes etapas:
1) Definición del problema.
2) Ensamble de técnicas apropiadas.
3) Uso de técnicas para derivar posibles soluciones.
4) Seleccionar el costo / efectividad de la solución.
30 El uso de una metodología facilita la toma de decisiones; generalmente en el desarrollo
de una metodología se incluyen una lista de opciones y proporcionan criterios para discriminar
entre ellas, además permiten visualizar un proyecto de manera sencilla. Esta metodología
presenta un panorama de cómo pueden hacerse los proyectos, incluyendo el factor tiempo, por lo
que el usuario podrá definir de una manera sencilla el tiempo que le llevará aplicarla
completamente. (Mentzer et al., 2001)
Otros autores (Turban et al., 2002) definen la cadena resuministro como un grupo de tres
o mas entidades (organizaciones o individuos) directamente envueltos en flujo ascendente y
descendente de productos, servicios, finanzas y/o información desde su origen (materias primas)
hasta un cliente (usuario final). Dentro de la cadena de suministro se incluyen muchas de las
funciones clave del negocio tales como compras, cuentas por pagar, manejo de materiales,
control y planeación de la producción, logística, control de inventarios en almacenes,
distribución y entrega.
Figura 2.3 Cadena de suministro Fuente: Turban et al, 2002
Flujo Superior Cadena de suministros interna Flujo Inferior
Proveedores 2da capa
Proveedores 2da capa
Proveedores 2da capa
Proveedores 1ª capa
Proveedores 1ª capa
Ensamblado Manufactura y Empacado
Distribuidores
Vendedores
Clientes Flujo de información
Flujo de materiales Flujo de dinero
31 2.4.1 Características de los Modelos y técnicas de aplicación y desarrollo.
Sistema Push
Las cadenas de suministro pushed-based establecen planeaciones con horizontes de
tiempo muy amplios y basan sus decisiones en estimaciones a largo término. Estas estrategias
para el manejo de la cadena de suministro son más adecuadas y ofrecen ventajas cuando la
oportunidad de reducir costos debido a la economía de escala en producción y logística es muy
alta y principalmente cuando la incertidumbre en la demanda del producto o servicio es
relativamente baja (Simchi-Levi et al., 2003).
A continuación se presentan las ventajas de utilizar este tipo de estrategias dentro de la
cadena de suministro:
1. Las cantidades a producir se basan en pronósticos en un horizonte de tiempo determinado.
2. Se debe de tener un nivel de inventario adecuado para esos pronósticos, para satisfacer las
órdenes generadas y aquellas que puedan surgir.
3. Es utilizado cuando la demanda es menos incierta, ya que no permite que se modifique con
cambios repentinos de la demanda.
4. Se basan en la premisa de oferta para eliminar los inventarios.
5. Los pronósticos utilizan la información de los inventarios de los vendedores
Algunas de las desventajas que presentan este tipo de métodos son:
1. Las órdenes de compra y facturas que son empleadas, en algunos casos, se realizan en forma
32 2. Las decisiones de orden, se basan en inventarios y pronósticos, lo que genera un largo tiempo
de reacción ante cambio intempestivo del mercado.
3. La obsolescencia del inventario en su cadena de abastecimiento.
4. Exceso de bienes inventariados.
5. Producción ineficiente y altos costos.
6. Bajos niveles de servicio como son: poca transparencia, baja utilización de recursos y altos
costos de transportación.
En general, las estrategias para el manejo de la cadena de suministro son más adecuadas y
ofrecen mayor número de ventajas cuando la oportunidad de reducir costos debido a la economía
de escala es mayor y cuando la incertidumbre en la demanda del producto o servicio es
relativamente baja. Un buen ejemplo de esta estrategia la representan los celulares, donde
compañías como Nokia producen grandes lotes de un modelo de celular en particular para
posteriormente tratar de venderlo a través de campañas de mercadotecnia y alianzas con las
compañías que proveen servicios de telefonía celular quienes se encargan de “empujar” los
celulares a través de promociones o contratos de servicio que incluyen equipos celulares
(Gilligan, 2004).
Sistema Pull
Una alternativa a las estrategias de empuje son las de jale o pull-based las cuales
permiten una respuesta más ágil de la empresa a los cambios que se presentan en la demanda, ya
que coordinan la producción y distribución con la demanda real de los clientes en lugar de
utilizar estimaciones. En este modelo el reabastecimiento espera hasta que una orden del cliente
es recibida antes de activar las siguientes etapas en el proceso de manufactura. El énfasis
33 lugar de los buffers de inventario para minimizar los tiempos de entrega, reaccionar a eventos
inesperados y alinear de la demanda de los clientes con el suministro (Simchi-Levi et al., 2003).
Dentro de las principales ventajas para éstas estrategias encontramos las siguientes:
1. Es posible reducir el impacto de un mal pronóstico, pues se tiene información directa de la demanda.
2. La producción de bienes o servicios se basa en la cantidad de órdenes que se puedan llegar a generar.
3. Al integrar al cliente en la demanda, se puede llegar a ganar eficiencia y crecimiento en el mercado.
4. Los sistemas pueden reaccionar de manera intuitiva, esto con el fin de mejorar el nivel de servicio y reducir el efecto bullwhip.
5. Toma gran ventaja de tiempos de entrega (lead times) pequeños dentro de la cadena de suministro.
Un ejemplo de cadenas de suministro pull-based lo representa la compañía Dell la cual
ensambla computadoras únicamente sobre pedido y debido a que sus ventas las realiza directamente a través de su portal de ventas en línea por lo que no necesita mantener inventario
de productos terminados, evitando la obsolescencia de sus productos, la cual dentro de ésta
industria es tan sólo un par de meses sin descuidar las economías de escala. (Simchi-Levi et al.,
2003).
Cuando son ejecutadas adecuadamente, éste tipo de estrategias permiten a las compañías
y a sus socios de negocio producir de una forma más precisa según la demanda real de los
clientes, responder más rápidamente a las ordenes y a los cambios además de hacer todo lo
anterior manteniendo niveles de inventario estrictamente controlados. Esto resulta en una mejora
de la agilidad de la cadena de suministro, incremento en los ingresos, reducción de costos,
disminución de los riesgos asociados con la cadena de suministro y finalmente en mejores