PROYECTO TERMINAL
DISEÑO
DE UNA
PLANTA PROCESADORA DE
TRIGO.
Que para obtener el ‘l’ítulo de
:Ingeniero Químico
presenta: Norma Haydeé Calderbn Martinez
Matrícula:
93219788
Asesor:
Dr. Mario Gonzalo Vizcarra Mendoza.
A
Jehová Dios
Por darme la Gportunidad de vivir, y lograr uno mas de mis sueños.
"When there was no land and no sky. when there was absolutely nothing. there was only you".
A mi madre:
Por todo el apoyo incondicional,
y el mejor ejemplo, tu trayectoria profesional. Gracias, ahora sé que todo es posible si se quiere.
A mis hermanas
Alma y Danivia, por su cariño y apoyo moral que siempre me han brindado.
A Hermilo
Por su amor, apoyo y compatiía.
Por ser parte importante en la realización de este proyecto.
A Eduardo Jiménez Pérez
*.
AI Dr. Mario Vizcarra Mendoza.
Por su constante apoyo, motivación, preocupación y dedicación, por la confianza y paciencia para la elaboración de este proyecto.
AI
Dr. Eduardo Pérez Cisneros y Dr. Juan
Manuel Zamora Mata.
Por sus valiosas sugerencias, consejos y comentarios.
AI M.C. Hermilo Robles López y M.C. César
Pérez Alonso
INDICE
I. RESUMEN
Pag.
2
I. 1 Descripción relacionada con el producto. 1.2 Descripción relacionada con el proceso.
11. EL PRODUCTO Y SUS CARACl'ERÍSTICAS.
11.1 Propiedades físicas y químicas.
11.2 Composición química.
III. PROCESOS DE O B T E N C I ~ N DE HARINA DE TRIGO.
111.1 Selección del proceso para la obtención de harina de trigo. 111.2 Diagrama de flujo del proceso seleccionado.
111.2.1 Esquema del proceso para la obtención de harina de trigo.
IV. ESTUDIO DE MERCADO.
IV.l Superficie cosechada en México. IV.2 Valor del trigo, produccicin anual. IV.3 Producción.
IV.4 Valor unitario del trigo.
IV.5 Precios correspondientes a junio del 2000.
IV.5.1 Precios en el mercado. paquete de 1 Kg dc harina. IV.6 Precios en el mercado, paquete de 1 Kg. de Hot Cakes. IV.6.1 Precios en el mercado de harina para pastas.
IV.7 Demanda "Consumo Nacional". IV.7.1 Consumo Nacional según destino. IV.7.2 Destino de la producci6n de trigo. IV.8 Capacidad de la planta y ubicación.
v . TRABAJO DE I N V E S T I G A C I ~ N (PARTE EXPERIMEYTAL).
V. 1 Metodología.
V.2 Dimensiones de los granos de trigo. V.3 Secado.
V.4 Humidificación.
V.4.1 Acondicionamiento en frío. V.4.2 Acondicionamiento templado. V.4.3 Acondicionamiento caliente.
V.5 Lecho fluidizado horizontal y aspersión. V.6 Molienda.
V.6.1 Tamizado.
V.6.2 Resultados del proceso de tamizado.
INDICE
I. RESUMEN Pag. 2
I. 1 Descripción relacionada con el producto. 1.2 Descripción relacionada con el proceso.
11. EL PRODUCTO Y
sus
CARACTER~STICAS.11.1 Propiedades físicas y químicas. 11.2 Composición quimica.
III. PROCESOS DE OBTENCI~N
DE:
HARINA
DE TRIGO.111.1 Seleccibn del proceso para la obtención de harina de trigo. 111.2 Diagratna de flujo del proceso seleccionado.
111.2.1 Esquema deí proceso para la obtención de harina de trigo.
IV. ESTUDIO DE MERCADO.
IV. 1 Superficie cosechada en Mkxico. IV.2 Valor del trigo, produccicin anual. IV.3 Producción.
IV.4 Valor unitario del trigo.
IV.5 Precios correspondientes a junio del 2000.
1V.5.1 Precios en el mercado. paquete de 1 Kg de harina. IV.6 Precios en el mercado, paquete de 1 Kg. de Hot Cakes. IV.6.1 Precios en el mercado de harina para pastas.
IV.7 Demanda “Consurno Nacional”. IV.7.1 Consumo Nacional scgún destino. IV.7.2 Destino de la produccibn de trigo. IV.8 Capacidad de la planta y ubicación.
V. TRABAJO DE INVESTIGACI6N (PARTE EXPERIMENTAL).
V. 1 Metodología.
V.2 Dimensiones de los granos de trigo. V.3 Secado.
V.4 Humidificación.
V.4.1 Acondicionamiento en fiío. V.4.2 Acondicionamiento templado. V.4.3 Acondicionamiento caliente.
V.5 Lecho fluidizado horizontal y aspersión. V.6 Molienda.
V.6.1 Tamizado.
V.6.2 Resultados del proceso de tamizado.
VI. DISEÑO DE LA PLANTA DE HARINA DE TRIGO. 24
VI. 1 Diagrama del proceso.
VI.2 Balances de materia para el proceso global. VI.2.1 Vía secado.
VI.2.2 Vía humidificación.
VI.3 Balances de energía en cada equipo. V1.3.1 Balance de energía en el secador.
VI.3. l . 1 Balance de energía en el intercambiador. VI.3.2 Balance de energía en el lecho fluidizado. VI.4 Diseño y dimensionamientos de equipos.
VI.4.1 Balance de materia para sistema neumático (lecho fluidizado). VI.4.2 Cribado.
VI.4.3 Diseño del separador de ciclón (colector de íinos). VI.4.4 Caída de presión.
VI.4.5 Diseño para el proceso de secado. VI.4.5.1 Lecho fluidizado.
V1.4.5.2 Cálculo de la delta d s presión para el lecho fluidizado. VI.4.6 Velocidad minima de iluidización.
VI.4.7 Diseño para el proceso de hunnidificacih.
V1.5 Resultados del diseño y dimensionamiento de los equipos. VI.5.1 Sistema neumlitico.
VI.5.2 Dimensiones del lecho tluidizado. VI.5.3 Cribado (limpieza).
VI.5.4 Dimensiones del ciclón para el proceso.
VI.5.5 Caida de presibn para el sistema neumático (colector de finos).
VI.5.6 Dimensiones del secador (lecho fluidizado). VI.5.7 Cálculo de la delta para el lecho fluidizado. V1.5.8 Proceso de humidificación alberca.
VI.5.9 Cámara de reposo.
VIL CARACTERIZACIóN DE LOS EQUIPOS.
V11.1 Caracterización del cribador. VIL2 Despedregadora de granos. VII.3 Cernidor plano "Herrrmeplan". VII.4 Envasadora de costales. VIIS Aspiradores centrífugos. VII.6 Limpiadora de costales. VII.7 Silos.
V11.8 Alternativas de equipo, materiales de construcción, posibilidades
VII.8.1 Tornillo dosificador, V11.8.2 Tolva.
VII.8.3 Criba o zaranda. de adquisición.
En este proyecto, se presenta ei trabajo realizado
en
los
tres trimestres de Laboratorio de Procesos yDisefio,
que integralos
conocimientos adquiridos durante el transcurso de la forrnacirjn académica.Las actividades realizadas
en
e?
desarrollo del proyecto, comprenden una investigación bibliográfica, investigación de campo,la
parte experimental en los labaratorios y el disefila y desarr’ot!o de un proceso innovador, factible y aplicable a corto plazo. Además de alcanzar et objetivo principal del proyecto, se obtienen otro tipo de beneficioscorno son
el tener una visión mas araplia de la función del Ingeniero Químico en la industria, el !,abajo en equipo, el cuaf reduce el tiempo de alguna tarea, además que SF: adqcrieren rusvos conocimientos ai interactuar bajo otros puntos de vista.A continuación se describe en fxma detallada, la
ir&graciin
delos
tres seminarios para este trabajofinal.
Laboratorio de Procesos y Diseño 111
1.- RESUMEN
1.1 DESCRIPCION RELACIONADO CON EL PRODUCTO
La importancia del trigo en Mé!xico se basa en tres aspect:os fundamentales: a) por la variedad de alimentos que se obtienen; a partir del molido del grano; b) por ser parte importante de
la
dieta alimentaría de la poblacidn y; c) por ser materia prima elemental de la industria harinera.La mayor cantidad de trigo se consume como harina,
la
que se utiliza principalmente para la elaboracibn de productos horneados como el pan, galletas, repostería y pasteles, predominando su uso en la producciSn del primero. Las características principales q ~ ~ e determinan la caiiciad de panificación d e la harina de trigo son:a) La cantidad de
proteirla
cue contiene el grano. b) La calidad d e la prokina de! grano.Los USOS principales del predcd~to en la industria de tr-ansformacicjrl, de acuerdo a sus características, se clasifican
en
los
siguientes grupos:Rojo duro de primavera
Rojo duro de invierno
Rojo blando de invierno.
Blanco
Duro blanco.
FUENTE: ACERCA; Claridades
"
-"
-. -
J extura dura
alto
Se emplea en laconier\ido
de proteirlas. pani.fmciónColor
hn.~Gar
y rojo, Se ernpica para harina de granos largos yen
punta, skrnoia,
con la cual se.".._.""
-."i, pastas y usos en
de proteína y son altos Droducción.
4gropecuarias; No 43, marzo d e 1997.
~~ ~
Laboratorio de Procesos y Diseño 111
En México, la producción de trigo se orienta de acuerdo a
las
características de la demanda del grano y al rendimiento en campo, de tal forma que las variedades delos
primeros grupos ( panificables) son más susceptib!es a las enfermedades y sus rendimientos son menores que los trigos cristalinos, porlo
que no son tan atractivos para los productores.Los consumidores principales están conformados por tres subsistemas agroindustriales.
a) Industria intermediaria dedicada a la molienda del trigo.
b) Industria final dedicada a ¡a elaboración de pan, galletas y pasteles. c) Industria final dedicada a
la
elaboración de pastas alimenticias.La producción del cereal
en
Mkxico se caracteriza por su mrarcada regionalización, aunque su cultivo se desarrollaen
m& de 20 estados; la mayor parte de la producción se localiza en lasregiones
Noroeste y Rajio.1.2 DESCRIPCION RELAC!ONADA CON EL PROCESO.
Cuando el trigo llega del campo, contiene impurezas adquiricias entre la cosecha y el almacenamiento. Debido a !as necesidades del proceso y a la ,presencia de impurezas en el trigo, es
necesacio
realizar unalimpieza,
por medio de la cual se separan, y el trigo unaver
iirnpio,
está listo parae!
~rcceso
de Obtención de harina.El proceso de obtención de harina de trigo, requiere de [irla serie de operaciones unitarias relacionadas con ei tratarniento de los
granos
de trigo, que van desde su cosecha hasta la molienda.La primera operación que es necesario realizar es la relacionada con el acondicionamiento del trigo, que consiste en la limpieza, caracterización física de los granos y la determinación del contenido de humedad de los mismos.
La segunda operación consistirá, dependiendo del contenido de humedad que contenga el trigo, de una operación de humidificación (X, < 16% bs.) o bien de
secado (Xo > 16% b s ) .
Finalmente una vez alcanzado el contenido de humedad necesario para la molienda ( 16% b.s. ) el trigo es enviado al molino, para la obtención de la harina para su posterior clasificación
por
tamaño de partícula.Laboratorio dc Procesos y Diseño 111
ti. EL PRODUCTO Y SUS
11.1 PROPIEDADES FiSiCA§ Y QUiMlCAS.
El trigo es el cereal más cultivado del mundo por delante del arroz y del maíz, este cereal pertenece a la familia de las gramineas como la avena y la cebada.
Un grano de trigo es de forma ovalada como
un
huevo, pero contrariamente a este último, posee dos caras bien distintas, una abombada y otra plana, separadas en el centro a la luz podemos distinguir algunos pelos; el germen ocupa al otro extremo, bajo la parte abombada.El grano es generalmente de co!or moreno claro, 1 grma peza entre 25 y 40 g Un grano de trigo se compone de tres partes esenciales:
I.
I I .
I l l .
Las envolturas ( del 12 ai 15% en peso del grano). Están formadas por tres membranas: epicarpio, mesocarpio y endocacpic, que juntas forma el pericarpio.
El germen (2.5 a 3OA1). Encargado de formar
la
futura
planta, si el grano no es sembrado, el germen no entra en accibn. Contiene muchas vitaminas y sales minerales, pero:iamhi&!
materia grasa (12.5% d e peso).La almendra harinosa (83 at 88%). Contiene
la
harina y está formada por pequeños alvéolos kegukresen
lcts que se ancuentran los dos componentes más impor-tantes dela
harina: el gl~lten y el almidón."
Epicarpio -F Células longitudinales =
Células transversales e,"
Epidermis del nilcieo "
Albumen arniláceo --"*
11.2 COMPOSICI~N QU~MICA
El grano maduro está formado por agua, proteínas, lipidos, almidón y otros azúcares como la maltosa , sacarosa, fibra, sales minerales y vitaminas.
El agua. El contenido de agua en el trigo varía según sea su procedencia; en climas húmedos su porcentaje de agua oscila entre 16 a un
l8%,
y en climas secos, un mínimo de un 8Oio.Prótidos. Los prótidos son e! contsnido proteínico del grano, un compuesto de nitrógeno, carbono, hidrogeno y oxígeno.
Sus valores medios oscilan entre un 9 a un 12%, el porcentaje de proteína total se divide en fracciones de globulins, pxiamina, giuten.
Estas dos fracciones proteinicas del
trigo
son insolubles en el agua y, mediante el proceso de panificación,forr?m5n
el
gluten ycon
el
amasado adquirirá una alta elasticidad. Esta característica se ia da al panla
glutenina yla
extensibilidad se la darán las gliadinas.Lípidos. Los lípidos son la materia grasa que provienen de los residuos del germen principalmente. L.os lipdos, debido a su ~ o m p ~ s i ~ i 6 n y al proceso de transformación panificadora, contribuyen a ía conservacibi.1 del producto final obtenido.
Glúcidos. El almidón es e? componente m& importantr-, d a la harina. El almidón no se disuelve en el agua fría, ni en
el
alcohol, por lo contrario calentándolos a una temperatura aproximada de 50 a 65 "C estailan y forman unos engrudos (espesan). Tres gramos de almidón absorben 1 gr. de agua aproximadamente. El grano de trigo recolectado bastante maduro, permite obtener un pan de mayor volumen que el obtenido con granos no maduros.Sales minerales. La mayor parte de cenizas ( o sustancias inorgánicas se encuentran en el salvado y se puede verificar mediante un análisis que estará en correlación con la tasa de extracción, en la molienda.
Los principales minerales son: fósfao, magnesio, azufre, calcio y hierro.
Vitaminas, El trigo contiene bastantes cantidades de vitaminas tales como: la tiamina, la riboflavina, la cianina, etc. Pero carece de otras corno las vitaminas C y D.
Laboratorio de Procesos y Diseño I11
La alfa-amilasa transforma el almidón en dextrina y maltosa, y la beta-amilosa casi
solo
produce maltosa.Las harinas producidas en climas secos tienen tendencias a ser pobres en alfa- amilasa, por
lo
que es necesario aAadir este tipo de amilasa.111. PROCESOS DE OBTENCl6jN
DE
HARINA DE TRIGO.El proceso tradicional para la obtencibn de harina refinada se lleva a cabo utilizando equipos de procesos muy rudimentarios en 10s cuales se ocupan mucho espacio y operan con poca eficiencia además de que la manera de controlar
los
equipos aún se controla manualmente.
Los molinos que se utilizan en el proceso tradicional comilnrnente SOR de piedra y martillo, debido al bajo rendimiento de harina P Q ~ pérdidas de producto. También es importante mencionar que este tipo de molino opera
en
circuito cerrado (con unas o más recirculaciones deharina).
El área de cribado genera mucho ruido dentro de la p!ani-a.
111.1 SELECCIóN DEL PROCESO PARA LA BBTEMCIdN DE HARINA DE TRIGO.
El proceso seleccionado se inicia de la siguiente manera:
0 Recepción. El trigo
llega
3 la fábrica de harina después de haber sido transportado o almacenado, durante el transpork oen
el campo adquiere diversas impurezas. La fibrica debe estar equipada con una zona de recepción, para recibir el trigo proveniente de los diferentes lugares donde se cosecha.AI llegar a la planta, el trigo puede contener impurezas adquiridas en el campo, durante el almacenamiento, el transporte o accidentalmente.
O Materias vegetales: semillas de malas hierbas, granos de otros
O Materias animaies: excrementos y pelos de roedores, insectos,
O Materias minerdes: Barro, polvo, piedras, objetos metálicos, clavos,
o Prelimpieza. Las impurezas formadas por partículas discretas que no se adhieren al grano de trigo, se separan con un cribador-clasificador, basado en la diferencia de características físicas como son tamaño (longitud y anchura), forma, densidad, propiedades electrostáticas entre otras. La eficacia de la operación de cribado depende del diseño de la maquinaria, de la velocidad de alimentación y de separacihn de impurezas, además de separar las impurezas más pequeñas por medio de una corriente de aire.
cereales, residuos de plantas, pajas, palos, etc. ácaros.
1-aboratorio de Procesos y Diseño 111
O Limpieza. Posteriormente el trigo se somete a otra prueba de limpieza; en
esta etapa se pule
el
grano con el fin de obtener una harina mas blanca, desprendiendo los residuos de impurezas que no se separaron durante la etapa del cribado.O Acondicionamiento. En esta fase el objetivo principai es mejorar el estado
físico del grano para su molturación y de esta manera mejorar la calidad de la harina fabricada. Este proceso implica el ajuste de! contenido medio de humedad, secándclo o humedeciéndolo dependiendo del contenido inicial de humedad. Puede ser necesario recurrir al calentamiento o enfriamiento con el fin de conseguir
la
humedad deseada y SI] distribución dentro del grano.O Molturación. El objetivo de la molienda es
separa(
el germen y el salvadodel endosperm0 para
la
producción de harinas refinadas.O Tamizado. El procesa de tamizado consiste en
la
separacih de partículasbasado exclusivamente err el tamaño de las n-lismas. En el tamizado industrial los sólidos se
s-itiran
sobrela
superficie del tamiz. Los de menor tamaño o finos, pasana
través del tamiz, mientras que las de mayor tamaño, o colas, no pasan. En esta parte se separanlos
diferentes tipos de harinas.3
3 3
o
o
1
LL
w
n
m
S
li
1,aboratorio de Procesos y Diseño 111
111.2.1 ESQUEMA DEL PROCESO PARA LA OBTENCE6N DE HARINA DE TRIGO3
Cosecha de trigo Transporte
Recepci6n en la f ' brica de los trigos
i
i
i
i
I
Limpieza en seco.
SeparaciCm
de piedrasgordas,
hierbasy semillas.
1
Almacenado
i
*
[Adición de agua hasta conseguir una humedad] Acond. del trigo Esencialmente
Humidificación). del 16-17%.
Reposo del trigo acondicionado
i
r
18-24 hrs.
J
Molienda del trigo. I
I
f
Salvado
f
Germen
Laboratorio cle Procesos y Diseño 111
IV ESTUDIO DE
IV.l Superficie cosechada et1 M6xico
De acuerdo a las condiciones climatológicas y geográficas que permiten el desarrollo del cultivo del trigo, las siembras de los principales estados productores del ciclo otoño-invierno inician en el mes de noviembre y terminan en febrero del siguiente año. Por su parte, las cosechas inician
en
el mes de abril y culminan en julio.A continuación se presenta una con-iparación de la superficie cosechada en el ámbito nacional con las zonas de mayor produccih.
Superficie cosechada (Ha) de trigo a nivel nacional
v) 1200000
3 1000000
r
800000
600000
400000
200000
O
m
al
L
o
al
i
1993 1934 955
DNACIONAL NOROESTE
U BAJlO
Fuente: para 1993-1998: SARH. Anuario Estadístico de 13 Producci6n Agrícola de los Estados
Unidos Mexicanos (varios años).
Fig. 1 Comparación de la cosecha nac80nal con las dos zonas más irnportantes que producen trigo en México.
Laboratorio afe Procesos y Diselio 111
IV.2 Valor del trigo producci6n total anual.17
u) u)
m
U W m
o 7000
n 6000
u) 5000
4000
5 3000
2000 1 O00 o
-
-
.-Valor (mdp) del trigo a nivel nacional
1993 1994 1995 1996 1997 1998
Ano
QNACIONAL BNOROESTE OBAJIO
Fuente: para 1993-1998: SARH. Anuario Estadístico de I3 Producciin Agrícola de los Estados Unidos Mexicanos (varios años).
Fig.2 Valor (mdpj del trigo en el Bmbito naci.?r,al
IV.3 Producción
La producción del cereal en Mtixico se caracteriza por su triarcada regionalización, aunque su cultivo se desarrolla en más de 20 estados; fa mayor parte de la producción se localiza en
las
re$or-les Noroeste y Bajío.Produccibn Nacional (ton) de trigo
U 0
4500000
f 4000000
E 3500000 3000000 2500000 2000000 1500000 1000000 500000 O C
El NACIONAL NOROESTE
O BAJlO
1993 1994 1935 1996 1997 1998
Año
Fuente: para 1993-1998: SARI-l. Anuario Estadístico de la Producción Agrícola de los Estados Unidos Mexicanos (varios años).
Fig.3 Comparación nacional de la producción de trigo con las dos zonas más importantes
Laboratorio de Procesos y Diseño 111
IV.4. Valor unitario del trigo
(pesos
I ton).Valor unitario (pesodton) de trigo a nivel nacional
CI
.
2500m
O
al
m 2000
a 1500 1 O00 500 O 1998 Ano ONACIONAL NOROESTE OBAJIO
Fuente: para 1993-1998: SARH. Anua:io Estadístico de la Producciim Ayricola de los Estados Unidos Mexicanos (varios aiios)
Fig. 4 Precio de trigo (pesos/ton) en el Amhito nacional.
La Fig.4 se hace una comparacitm entre el valor promedio nacional y las dos zonas de mayor produccibn del grano.
Estos valores se obtienen de dividir el precio de la I-,ro&.mión total entre la cantidad total que se cosechb
2.5 o 2 a 1.5 1 0.5 O
S
fnu) a
Precio del trigo (pesoslKgj.
1993 1994 1935 1996
1
!-.
!"
Aiio
Fuente: INEGI. X1 1 Censo Ejidal. Resultados Definitivos (1 993-1 998) Fig.5 Precio de trigo por kilogramo.
l3 noroeste
bajío
U nacional
IV.5 Precios correspondientes a junio de 2000.28
IV.5.1-Precios en el mercado presentación paquete de 3 kg de harina de trigo
8
10.-
PRECIOS EN EL MERCADO DE MARINA DE TRIGO pq I k g
4.15 4.1
7
4.55 d.? 5
6.3
5.25
-1
I.
10.5% 9.1
De todo Chedraui l i a n ~ u i s Careofour bl C M c M W!-ChI Bodega De todo
(MP) (MP)
Centros Comerciales
Fuente: Investigación de mercado 2000
Promedio de 1 Kg. de harina de .:rig0 en el mercado es: $6.44 Fig.6
IV.6 Precios en el mercado presentation paquete de 1 Kg de harina para Hot Cakes.
Precios en el mercado de harina de trigo para Hot Cakes (Paq. 1 kg)
Chedraui Bod Aurrera Carreofour Supe;. G
Centros comerciales
Fig.7
Precio promedio de 1 Kg de harina de trigo para Hot Cakes es $12.40
I_ahora-torio de Procesos y Diseño 111
IV.6.1 Precios en el Mercado de harina de trigo para sopa de pasta paquete de 200grs.
Precios
en
el
mercado de harina de trigo para sopa de pasta (Paq. 200 grs)Fig.8
Precio promedio de harina de trigo para sopa de pasta de 200 gr. 1 $ 2.40
IV.7 DEMANDA "CONSUMO NACZONAL"18
En el trigo el autoconsurno es poco significativo, debido a que
los
productores rurales no manejan los procesos industriales de transformación.El proceso de comercialización
si!
realiza en el mercado libre debido a que desde el año de 1991 la Compafiia Nacional de Subsistencias Populares (CONASUPO) se retiró de las comprasnaciona!es
del cereal; la comercialización de trigo en México se lleva a cabo bajo rmrnas de calidad establecidas en Norma Oficial Mexicana de trigo, en la que se estipulan las condiciones que debe tener un producto para los diversos :ISOS, así COMC sus características comerciales. En esta norma se establecen las límites máximos de humedad, granos dañados, impurezas, granos con defectos y otras caracteristicas.Año ~ o n s u r n o
Aparente
(pesos)
1992 471 5507
__
(A+B)-C
"
1993 3,583,806 I 741,488
~ __ 5325294-
1994 4,122,903 1413,743 88173 5448474""
"
Laboratorio de Procesos y Diseño I11
IV.7.1 Consumo Nacional de trigo segion destino,
11
~ _ _ -~ _ " -__.-__ ""
3.5
i
Mermas __
L
" 37
IV.7.2 Destino de la produccibin de trigo para consumo humano:
Pasteles, ~ proteínas y alrnidbn. 3% ___
Panadería industrial 25%
IV.8 CAPACIDAD DE LA PLANTA Y UBICACIQN.
Para ubicar la planta se consideraron dos aspectos
importantes,
la producción de la materia prima (trigo) y c o m u r n ~ del producto (harina); Ell lugar donde se ubicará la planta se encuentra enel
estado de Guanajuato ya QUE! es un punto intermedio, entre los mayores consumidores y el lugar donde se cosecha el trigo, lo cual también reduce los gastos de trwisporte.Laboratwio de Procesos y Diseño 111
V TRABAJO DE INVESTIGACDON
(PARTE EXPERIMENTAL,).
V.l METODOLOGíA
La parte experimental se orientó principalmente a la caracterización física e hidrodinámica del trigo, la
cual
involucra también la identificación y cuantificación de impurezas; luego se hizo bajo un estudio experimental de los procesos de humidificación y secado debido a que, independientemente del contenido de humedad inicial del trigo, &te debe alimentarseal
mdino, con un contenido de humedad del 16% en base seca.V.2 DIMENSIONES DE LOS GRAMOS DE TRIGO.
Con un vernier se miden las longitudes características según se muestra en el dibujo siguiente:
-
b
7
Fig. 9 Dimensiones de los granos de trigo
a) Longitud: 0.67
cm.
b) Ancho:0.30
cm.c) Volumen promedio (volunen desplazado) para
tin
grano: 0.38 cm3 y aplicando la fórmula siguiente, se obtiene el volumen del gramo.Este volumen, se iguala
al
volumen dela
esfera y de ahí se calcula el diámetro equivalente:El contenido de la humedad de los granos, puede reportarse en la base húmeda o en base seca. En ambos casos, la metodologia experirnental que se sigue es la misma y consiste en s e c a inicia!mente una muestra de granos se introduce en una estufa a 120°C durante 24 horas. AI cabo de &te tiempo se vuelve a pesar la muestra y entonces, se aplica cualquier de las siguientes ecuaciones.
Base Seca (5.3)
Considerando la estructwa de! trigo corno
partículas
esféricas, el volumen promedio se iguala al volumen de una esfera, y se encuentra el diámetro:d) Diámetro del gram: 0.427 cm. e) Densidad aparente: 1.367
gr
1 cm3.9
Densidad empacada: 0.847 gr I cm3El porcentaje de humedad se determinó por medio de
una
balanza de humedad, además de el uso de la estufa.g) Porcentaje de hunledad inicial: 5 % de hurnedad.
l.,aborrrtorio de Procesos y Diseño 111
V.3 SECADO.
En este proyecto el estudio relacionado con el secado de trigo se orientó a determinar los tiempos de secado necesario para disminuir el contenido de humedad en los granos, desde un 30% en base seca, hasta un 16% base seca, estableciendo además las mejores condiciones de operacihn para lograrlo.
La metodología consistió en humedecer artificialmente los granos de trigo agregando la cantidad de a g m necesaria, calculada con el balance de agua, representado por la ecuaci6n (1.5). Después se establecieron tiempos de reposo necesarios para lograr y w el trigo se humedeciera
los
más uniformemente posible.Una vez alcanzado el contenido de humedad deseado,
los
granos de trigo se introdujeron al secador de lecho fluidizado y se monitoreóla
evolución del contenido de humedad de los granos en del tiempo.Del balance de materia, en base seca, se concluye que:
a) Balance de agua necesaria para humedecer 500
gr
de trigo al 25% es de 93.8 ml. o m Q) u) Q) u) m P X GráficaC u r v a de s e e a d o en lecho fluidizado
0.32
0.18 I
0.16
0.14 A
0.12
0 . 1 ~
0.08
0.06 '
0.04 .
o
.o2o
*
o :
" " - .. .." " . . . . .
O 5 10 1 5 % G 2 5 30 35 40 45 5 0 5 5 60 65 70
Tiempo (rnin)
1. Curva de secado de trigo utiiizando lecho fluidizado a 60°C (experimento 3).
75
Laboratorio de Procesos y Diseño I11
V.4 Humidificación.
Comúnmente el contenido de humedad del trigo cosechado es menor al 16% en base seca, lo que es necesario hurnedecerlo antes de introducirlo al molino.
El balance de agua se establece en la ecuación ( I .5 ), también puede ser utilizada para calcular la cantidad de agua necesaria para llevar el trigo del contenido de humedad inicial al 16% esperado.
V.4.1 Acondicionamiento en fria
Otro procedimiento empleado fue el sumergir el trigo en una tina con H 2 0 en exceso, por un espacio de tiempo adecuado, para
asi
establecer la curva de humidificación representada por!a
gráfica 2. Es este procedimiento resulta muy importante los tiempos de reposo que se le deben dar a los granos, para así logran que todos se humedezcan uniformemente.Del balance de materia en
base
seca se obtiene:0 Cantidad de agua necesaria para humedecer 500
gr
de trigo al 16%: 51 m1 (por cada tonelada de trigo se utilizan 102 litros de agua).Tiempo de reposo para humectar: 24 h.
O
La gráfica 2, I:
Tiempo (min)
Gráfica 2. Curva de humidificacicin, 24 hr. de reposo,
nuestra que para un tiempo de 24 hr de humectación, se 16% de humedad en base seca.
logra un
Laboratorio de Procesos y Diseño I11
V.4.2 Acondicionamiento templado.
Para evitar el retraso de 1-3 días que produce el tiempo de reposo, con el acondicionamiento frío (para establecer el equilibrio be humedad), se puede realizar el acondicionamiento templado del trigo durante 1-1.5 hrs. A temperatura del agua de hasta 46°C. Se recomienda no obstante, que el trigo así acondicionado, quede en reposo durante algunas horas antes de moler.
El procedimiento experimental es
el
siguiente: 0 Calentar agua a 50°C.0 Sumergir el trigo en el agua a 50"C, durante 5 minutos.
0 Reposar 1 hora.
Si se emplea este procedimiento se alcanza el 16% humedad.
V.4.3 Acondicionamiento caliente.
El procedimiento para el acondicionamiento caliente, es una modificación del descrito anteriormente para el templado, de modo que
¡a
temperatura del agua se eleva a 60°C o más, pert! se mantiene así en el periodo de tiempo más corto. El acondicionamiento caliente se practica con menos frecuencia que el templado a causa del peligro de estropear !a calidad panadera del gluten por tratamiento excesivoEsta técnica , no es factible para la humectación del trigo, ya que causa daños en la calidad del trigo.
V.5 Lecho fluidizado horizonta! y aspersi6n.
En un lecho fluidizado de secci6n transversal rectangular (medidas) horizontal, se alimenta trigo, con un flujo de aire mínimo necesario para fluidizar el grano, posteriormente por medio de
la
aspersión se roció agua al trigo con el fin de incrementar su humedad.AI termino de éste experimento se midió la humedad que había alcanzado el trigo, se encontró que hLibo
u n
aumento de tansolo
el 3% de humedad, por tal motivo descartamos este rnktodo de humidificacih, ya que necesitamos grandes cantidades de agua y tiempos de residencias muy largos en el lecho para alcanzar la humedad óptima.I-.aboratc;rio de I'rocesos y Diseño 111
De los métodos descritos anteriormente se comprobb que el método que cumple con los requerimientos antes n-rencionados es el de acondicionamiento por
inmersión, debido a que ~ l n este experimento el tiempo de humectación es muy corto comparado con los rr16iodus realizados anteriormente.
Cabe mencionar que el rnktodo de acondicionamiento caliente también tiene tiempos de humectación muy cortos, sin embargo se desechó debido a que causa daños en la calidad del trigo.
V.6 Molienda.
El molino de rodillo es la rnaquina que generalmente se emplea para la molienda de trigo y centeno para coavertirios en harina de grano fino. Uno de los molinos usuales que se utilizan para esto fin tiene dos pares de rodillos capaces de efectuar dos reducciones por separado. Después de cada reducción, el producto se conduce a una maquina de cribado para separar la harina fina, en tanto que el producto grueso se devuelve para la reducción posterior. El material de alimentación se dosifica en
las
parte superior en dondeun
sacudidor vibratorio lo disemina y extiende hasta formar una capa delgadaen
todolo
ancho delos
rodillos.Los rodillos se fabrican en varios tipos de col-rugado. Hay dos tipos estándar que son los de mayor uso general: sin pulir y el pulido; el primero de ellos, se utiliza primordialmente para el trigo y et centeno, en tanto que
el
segundo se utiliza en maíz y otros productos alirrxwticios.En
condiciones c0mme5 se utiliza un rodillo afilado contra otro también afilado cuando se mueletrigo
muy resistente; un rodillo romo y rápido contra un r o d i hlei~to
y afilado para trigo ligeramente quebradizo y un rodillo contra otro r o d h romo para trigo muy quebradizo. La relación de velocidad es por lo común 2112 a 1 para rodillos corrugados y 1 '/J para rodillos lisos. AI examinar las marcas dejadas en los fragmentos de granos, se llegó a la conclusión de que la accibn diferencial de los rodil!os llega realmente a romper el grano y despojar el endospermocie
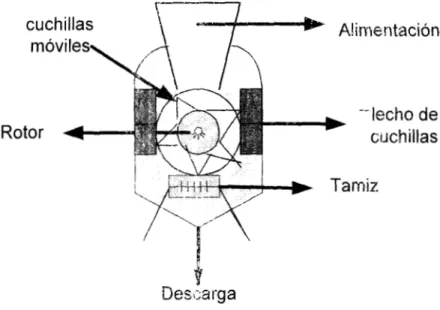
la cáscara o cubierts.Un molino de cuchillas rota!wias: consta de un rotor horizontal que gira a 200-900 rpm en el interior de una &mara cilindricas. Sobre
el
rotor van acopladas de 2-12 cuchillas con extremos deacere
que pasan muy prtqxirnas sobre 1-7 cuchillas estacionarias. Las partículas de alimentación entranen
la cámara por la parte superior, son cortadas varios centenares de veces por- minuto y salen a través de un tamiz situado en el fondo con aberttiras de 5-8mrn.
A veces las cuchillas móviles son paralelas alas
cwhillas fijas, otras veces, dependiendo de las propiedades de la alimentaci6n ambas cuchiilas se encuentran formando un ángulo. Las cortadas rotalerias y los granuladores tienen un diset7o similar. Un granulador produce partículas n?9s3 CE menos irregulares; una cortada puede dar cubos cuadrados delgados o grjrnulos.0 Molino de cuchillas giratorizc, 0 Capacidad: 17 Kg/h.
0 Potencia: 5 HP.
0 Abertura del tamiz: 'l.5 mm de di&metro.
cuchillas
\
Fig. 10 Molino de cuchillas que se utilizó para la realización del proyecto
Idahoratorio de Procesos y Diseño I11
V.6 Tamizado.
El tamizado2 es un método de separación de partículas basado exclusivamente en el tamaño de las mismas. En el tamizado industrial los sólidos se sitúan sobre la superficie del tamiz. Los de menor tamaño o finos pasan a través del tamiz, mientras que
los
de mayor tamaño, o colas, no pasan. Un solo tamiz puede realizar una separación en dos fracciones. 5ichas fracciones se dice que no están dimensionadas, ya que si bien se conocen los limites superior o inferior delos
tamaños de partículas de cada una delas fracciones! no se conocen los demás limites de tamaños. E! material se hace pasar a través de tarnices, es decir fracciones que se conocer? \os tamafios, es decir fracciones que se conocenlos
tamaños máximos y rnirrimos delas
particulas.Ocasionalmente el tamizado se realiza en húmedo si bien, lo más frecuente es operar en seco.
Las operaciones en el intervalo de tamaño de los tamices entre 4 y 4% mallas recibe el nombre de tarnizad(7 tinov para tamafios superiores a 4% mallas,
el
tamizado se considera ultrafino.El proceso de reducción de tarnatio, así como
el
propio producto, se define en términos de la distribuci6n del tamaño de las partículas. Un método muy cornún para graficar el tamaño de las partículas’ consiste en ccmstruir un histograma del diámetro de las partículas (abertura delos
tamices en el tamizado) en mm ó micrómetros, vs el porcentaje acumulado retenido para dicho tamaño.V.6.1 Resultados
del proceso
de kurhxxh 0 Rendimiento: 20%Por cada Kg. de trigo se obt.iene 200 gr. de harina refinada. (200 Kg harina / Ton de trigc)).
De la literatura, se sabe qua ut) buen rendimiento es del I 8 %, esto indica que un rendimiento del 20% es satisfac.toc-io.
0 Distribución y tamafici de particda.
Diámetro de partícula promedio (dp) : 48.7% micrhmetros 6 0.04% mm.
Esta producción esta basada ~ : f :
el
estudia d err~:ericadct por rnodio
del cual sedeterminó que
el
consumo de Isaclna en el ámbitrz nac;ionalsupera
a la producción de harina de trigo enel
psisj a; 1-1 caando st? registran TIAS de 104 rnolitms en México con capacidades sirrtilar5:s a la propuesta en esta pianta y en algunos casos son mucho mayores; UYI ej3?,?mplo de estoes
el
g!'upc, Bimbo que cuenta conA o
...e
J
-1"-
1
b
m
I
i\,m
D
z
o
mo
m
3
D
-I7J m
b
6
z
F
m r
A
O
o
mG)
m
D
r
o"
Q o
Q)
cn
o O
n L
L
a,
t .-
r-
L._
A -
-
m
m 'C
m F
Nomenclatura:
F : Flujo de alimentación A: Flujo de trigo semilimpio.
B: Flujo de impurezas, salida de trigo enano e impurezas. C: Flujo de impurezas, salida de trigo quebradizo e impurezas. D: Flujo de trigo limpio.
E: Flujo de agua que se evapora del lecho fluidizaddAgua que se alimenta a la alberca.
G: Flujo de trigo limpio, en
óptimas
condiciones para entrar al molino.V1.3 BALANCE DE ENERGIA EN CADA EQUIPO.
V1.3.1 BALANCE DE ENERGIA %N EL SECADOR.
Tz20'C
1 bOC
i
1
4
INTERCAMBIADOR b
BOMBA
Vl.3.1.1 Balance de Energia en el intercambiador.
Calor necesario para calentar el aire de 20-60°C;
Datos:
Donde:
Q',,,., = 100600
.'/
= i 00.6Ky:
.Y
Laboratorio de Procesos y Diseño 111
Se considera que la pérdida de calor es despreciable.
Qi"".L"le.Y
= o
e
/ o I', I =7 2 0
kJ/:
+
100.6
k c J / - + / S O(6.3)
Laborato! io de l'rocesos y Diseño 111
V1.4 DISEÑO Y DlMENSlONA IENTO DE EQUIPOS
V1.4.1 BALANCE DE MATERIA PARA SISTEMA NEUMATICO (LECHO FLUIDIZADO).
Estos lechos se han utilizado cada vez más en aAos recientes para la recuperación de vapores a partir de mezclas vapor-agua; en forma extensa, para la desorción (secado).
Se consideró un lecho fluidizado con trigo a través del cual fluye un gas; el gas presentó una buena uniformidad de distribución en la sección transversal del fondo del lecho. A flujos bajos del gas, el gas sufre una caída de presión. AI aumentar la velocidad del
gas,
la caída de presión iguala por fin al peso de los sólidos por unidad de área de lecho yla
fricción de los sólidos en las paredes del recipiente.Por lo tanto el flujo másico a la entrada del sistema neumático (lecho fluidizado acoplado con recolector de ciclcn) es:
Se realiza el cálculo para encontrar la cantidad de flujo másico
para
dimensionar el equipo.De las pruebas de laboratorio se encontró el tiempo de residencia ( T = 900 s. ),
considerando que las pruebas be laboratorio, son escalabies a una planta real.
O Cálculo del volumen del lecho fluidizado
La densidad empacada de
pruebas
de laboratorio es: 817' kg!rrj3Gempacada = MA/ despejardo L' tenernos: V= MIGemp. =: 1197.3 kg/817 kg/m3 =
1.46 m3
n
4 4(1.46)
1, = ____
1.46=-DD'L
no'
SISTEMA NEUMÁTICO.
Flujo alim.= 1.324 kgis trigo s,emilirnpio.
LECHO FLUIDIZADO
D
=
0.8m. L= 4.4m.Ast = 0.502 m2. velsup = 1 Sm/s
Qg (flujo gas) = 45.32 m3/min.=1597ft'/rnin.
t
Vel. Sup. = 1.5 mlseg
V1.4.2 CRIBADO (LIMPIEZA).
Dp= 0.42 cm. fcr~b&-,=l5 min.
Flujo alim.=83 kgimin trigo s~scio. Lp=0.67 cm.
Ap=0.3 cm.
Laboratorio de Procesos y Diseño 111
V1.4.3 DISEÑO DEL SEPARADOR DE CIChON (COLECTOR DE FINOS).
Hc
7 C
I
4
SALIDA 1315 FINOS
Hc = Dc/2 Hc=0.25m. Bc=Dc/4 Bc=O. 1 25m De=Dc/2 De=0.125m. Lc=2Dc Lc=l m. Sc=Dc/8 Sc=0.063m. Zc=2Dc Zc=lm.
Jc=Dc/4 Jc=0.125m. (puede ser arbitrario)
Laboratorio de Procesos y Diseño I11
V1.4.4 CAIDA DE PRESION
Cálculo para P/AP para el sistema neumático.
P=l atm.
I
Donde:
AP = Caída de presión del
leckc,.
L = Longitud del lecho. G = Espacios huecos. ps = Densidad del grano .
Pe = Densidad empacada. (820 kg/m3) P a = Densidad aparente = (1 340 kg/m3) Pg
-
-
Densidad del gas. (1.29 kghn')Donde :
Donde:
AJ:
=: 23208. I44 Pa (N/m' ).Patm=l atm. = 1 .O1 325 x 'I O5 Pa.
(6.8)
Laboratorio de Procesos y Diseco 111
V1.4.5 DISEÑO PARA EL PROCESO DE SECADO.
V1.4.5.1 (LECHO FLUIDIZADQ).
Diámetro = 1.5 m.
L
= 2.3 m.Ast = 1.77 m*. Vel,,, = 0.845 m/s.
Qg = Vel,,,*Ast = 1.81 m3/s. = 108.7 m3/rnin. = ( 3831 f?//rmira.) (Cap. Del ventilador para el lecho flcridizado.)
V1.4.5.2 CALCULO DE AP PARA EL LECHO F"kiSlDiZR!3C~
LECHO FLUIDIZADO
1,aboratorio de Procesos y Diseño 111
Donde:
Pq= 1 atm. = 1 .O1 325 x I O5 Pa. P3-P2= APDIST = 21 57.31 Pa.
P4-P3= APL=I 201 6 Pa.
Patm.=latm.= 1 .O1 325 x 40' Pa.
En el lecho fluidizado se requiere de una velocidad minima de fluidización, Umf,
la
cual deberá determinarse expe;it7l~~-italmente. Se determina utilizando
la
velocidad superficial del aire con la caida d e g.,resibn que sufre bstc: al atravesar el lecho. Determinación dela
Umf (vdocidad minima de fluidizaci4n)J Se hace pasar aire por el deybsito del lecho variardo
la
cantidad de flujo, recordando que:U = Velocidad.
A = Área de la sección transversal Q = Flujo volumétrico.
(6.1 O)
J Se toman lecturas de la m i d a de presión entre el distribuidor y la salida del aire del depósito, cor: ayuds de un manómetro en "LB" lleno de agua.
J Se grafican en escala logaritmica estos datos, se ubica la zona donde varía
la pendiente de la curva, ayudado de la obserwoibin visual del fenómeno, que deberá coincidir
can
cl peinti~ en que los valores converjan aún suspendidos por la corriente de aire.Laboratorio de Procesos y Diseño I11
J Para determinar la caida de presión en
el
lecho,
primero se obtiene la caídade presión del aire a
travh
del plato distribuidor, con el equipo vacío, y se aplica la siguiente ecuacijn para calcular el APL.AP = APl t M,,
Donde:
(6.1 1)
AP = Caída de presión total.
APd = Caída de presión en el distribución. APL = Caída de presión en el lecho.
Este experimento se llevo a cabo en un equipo de acrilico, equipado con manómetro en "U" que proporciona la caída de presión total en el sistema. La carga de trigo siempre fue de 500 grs.
Velocidal ininlma de fluidización (mues!ra 500 a)
1
a 0.8
Ln 0 6 3 0 4 0 2
O e
O 0.5 1 1.5 2 2.5 3
Log u
Sistema separador. pe = 81 7 kg/m3
Qs= flujo másico= 79.82 Kg/min.= 4.33 F;g!s O= tiempo de residencia = 15 (mini = 900 S
M= masa= O*Qs= 11 97 Kg. V= Volumen= Mlp,.= 1.46 tn3
Laboralorio de Procesos y Diseño 111
Lecho fluidizado.
p e = 81 7 kg/m3
Qs= flujo másico= 79.82 Kg/min. 2 1.33 kgls
O= tiempo de residencia = 30 (rniq) = 900 s .
M= masa= O*Qs= 2244.6 Kg. V= Volumen= M/pemp.= 2.75 m3
Le=L*1.5
Di!?!
(m) L(m) Le/D "_ - _1,3 _ ~2,33 1,55 1,5 1,91 2,68" 1,78
- 1,4
2,39 3,lO 2,07
1,62
o m
1,08
""
1,8
1 ,O7
1,82 1,21
" 1,7
1,28 2,05 1,37 1,6
1,55
- ~ _ _ _ _ ~ ~ ~
__ . -
V1.4.7 DISEÑO PARA EL PRBCES,O DE HUMlDlF1CACldN
ALBERCA (REPOSO 5 MIN. A 45 'C) Qs= flujo másico = 1.24 Kg/s.
Longitud = 4.6 m Altura = 0.5 m Ancho = I m Vel = 0.0153 mis.
Ast = 0.5 m2
o
5rnV= Volumen= M/pemp.= 0.46 m'
.-
1 inALBERCA (REPOSO 15 h/llN, ELlh4lNACI6N EXCESO DE AGUA +16% H )
Qs= flujo másico = 1.24 Kgis.
Longitud = 11.5 m Altura = 0.6 m Ancho = I m Vel = 0.0128 m/s. Ast = 0.6 m*
- ""
- " . . ._
V= Volumen= M/p,.= 0.46 m 3 O . G m
I m
t
-
.
"
"I".." --__1 I .!?m
i
V1.5 RESULTADOS DEL DISEfiIO Y DIMENSlONAMIENTOS DE LOS EQUIPOS.
V1.5.1 SISTEMA NEUMÁTICO.
Flujo alim.= 1.324 kg/s trigo sernilimpio.
V1.5.2 DIMENSIONES DEL LECHO FLUIDIZADO
D
=
0.8m. L= 4.4m.Ast = 0.502 m2. velsup = 1.5mls
Qg (flujo gas) = 45.32 m3/mit~.=15S7ft3/min. V1.5.3 CRIBADO (LIMPIEZA).
Dp= 0.42 cm. fcribado=l5 min.
Flujo alim.=83 kg/min trigo sucio. Lp=0.67 cm.
Ap=0.3 cm.
Dentcic16"= 0.25m.=Hc Hc = Dc/2 Hc=O.25m. Bc=Dc/4 Bc=0.125rn.
De=Dc/2 De=O.l25m. Lc=2Dc Lc=l m. Sc=Dc/8 Sc=O.O63m. Zc=2Dc Zc=lm.
Jc=Dc/4 Jc=0.125m. (puede ser arbitrario)
Laboratwio de Procesos y Diseño I11
V1.5.5 CAIDA DE PRESION PARA EL SISTEMA NEUMAliCO (COLECTOR DE FINOS).
APTOTAL = Caída de presi6n del ventilador = 228015.454 Pa.=228 Kpa.=(2.25atm.)
V1.5.6 DIMENSIONES DEL SECADOR (LECHO FI-UIUI%ADO). Diámetro = 1.5 m.
L = 2.3 m. Ast = 1.77 m*. Vel,,, = 0.845 m/s.
Qg = Vel,,,*Ast = 1.81 m3/s. = 108.7 m3!min. = ( 38311 fi3/min.) Cap. Del ventilador para el lecho fluidizado.
V1.5.7 CALCULO DE AP PARA El.. LECHO FLUIDIZADO.
APTOTAL = Caída de presion del ventilador = 216823.3'1 Pa
=
216.$KPa-I( 2.14atm)Velocidad mínima de fluidizacit~!~ = 1.5 mls
.
Sistema separador.
Qs= flujo másico= 79.82 Kg/rrrin.=
4 3 5
kglsO= tiempo de residencia T= 15 (rr;!n) = 960 s M= masa= O*Qs= 1197 Kg.
V= Volumen= M/pe.= 1.46 rn3 P e = 81 7 kg/m3
Diámetro = 0.8 m.
Longitud = 4.4 m.
Lecho fluidizado.
La construcción es de acrilico, y sus dimensiones son las siguientes: p e = 81 7 kg/m3
Qs= flujo másico= 79.82 Kg/rnin. = 1.33 kg/s O= tiempo de residencia = 30 (rninj = 900 s. M= masa= O*Qs= 2244.6 Kg.
V= Volumen= M/pemp.= 2.75
m3
Diámetro = 1.5 m.
Longitud = 2.3 m.
Laborriorio de Procesos p Diseño 111
V1.5.8 PROCESO DE HUMiDlFBCAC16N ALBERCA (tiempo de residencia 5 MIN. A 45
"C)
Qs= flujo másico = 1.24 Kgls.
Longitud = 4.6 m Altura = 0.5 m Ancho = I m Vel = 0.0153 mls. Ast
=
0.5 m*V= Volumen= M/pemp.= 0.46 m3
V1.5.9 CAMARA DE REPOSO.
( 15 MIN. ELIMINACION DE AGtiA: 76% HUMEDAD). Qs= flujo másico = 1.24 Kgls.
Longitud = 11.5 m Altura
=
0.6 m Ancho = I m Vel = 0.0128 mls. Ast = 0.6m*
Laboratorio de Procesos y Diseño I11
VII. CARACTERISTICAS DE LOS
VII.l CARACTERíSTICAS DEL. CRlBADOR
J J J J J J
Para cribar, clasificar, separar o Cernir los m&s variados productos, con adaptabilidad al uso específico de cada uno de
ellos.
Distribución transversal eliptIca del producto y avance rectilíneo regulable con ajuste de la velocidad.
Accionamiento libre oscilante totalmente exento de trepidaciones.
Bancada modular qife permite la superposicibri de dos o más maquinas, aumentado la capacidad o el nlkmero de clasificaciones.
Cribas fáciles de quitar que se mantienen limpias por medio de pelotas de hule.
Puede suministrarse con dispositivos de aspiración del polvo y demás impurezas livianas, adaptadas a la salida dei producto y además a la entrada si asi se desea.
largo
V11.2 DESPEDREGADORA BE
GRAMOS.
La despedregadora de granos, densimjtrica mode!o DS?, opera por el principio de separación por diferencia de densidad entre el
grano
y las impurezas más pesadas tales como: piedras,viJrlcs,
clavos, etc. Tarnbié?n puede emplearse para purificar otros productos d epartes
m5s pesadas que ccmtengan.El grano entra a la caja aiimentadora que lo distribuye a la zona preseieccionadora de la criba, en cantidad r~g.&&ie. Dicha criba en SLJ mrrespondiente bastidor inclinado y angostado hacia !z sa!ida de las impr.~rezas pesadas, es accionado mediante un vibrador que irj
imprime
un mcsvimientn sscilatorio. A través delas
mallas de la criba asciende m a coximte deaire
wifcrme que se le proporcionará ala
maquina, la cual debidmente !-egu!aba, f ' m - r m 5 cojit? encima dela
criba que lo sostendrá el grano rniefitras siguela
pendier:.i.e del grano inclinado, en cambio las impurez&s pesadas s mimpulsadas
p w el movimiento oscilatorio, hacia la parte más elevada del ~ ? a i s ~ - w .Una corriente de aire en sentido cowrario, jun!.o a i borde de salida de las piedras o zona de repaso, impide que alyim grano m8s pesarlo salga junto a
las
impurezas pesadas. El diseño de la maquina facilita la inspecci6n y limpieza.La construcción robusta, con rodamientos a bolas y su ,funcionamiento es seguro y extenso de vibraciones, siendo además el acabado y la presentación inmejorables. Todo lo cual unido a
!a
perfeccibrr del trabajo se separacisn que efectúa, la hacen altamente recomendable.V11.3 CERNIDOR PLANO ""HERMEPLAN". CARACTERíSTICAS: J J J J J J J J J J
Apriete hermético de
los
ramices mediante manivela. Cambio extra r&pido be tamices, sin quitarlos de encima. Variación del recorrido interior por simple cambio de tapones. Estratificación perfecta del producto a cernir.Optima capacidad por unidad de superficie de cernido. Desentranpe de los tamices, seguro y eficiente.
Armazón de acero y aiuminio, de alta resistencia. Movimiento libre oscilante, de circulo perfecto. Suspensión mediante cables de acero.
Máximo grado de sanidad y facilidad de limpieza.
La construcción del arrnazlirl es de acero especial m ~ i y robusta, con puertas y divisiones de aluminio, evitando peso inútil. El mando es libre oscilante auto equilibrado, desarrollando ur! ciscuio perfecto. 1-0s rodamientos de rodillos extradimensionados, y el dispositivo compensador de variaciones verticales, completan ¡a seguridad y buen funcionamiento del sistema. La suspensión mediante cables de acero ha sido probada y acreditada durante más de 20 años.
V11.4 ENVASADORA DE COSTALES.
CARA C TERíS TlCA S
J Construcción totalmente
rmthlica.
J Ensaca el producto con peso
aproximado.
J Embrague y desemkragix mediante motorreductor de freno magnético.
J Manipulación sencilia y rhpiaa.
La envasadora de costales rncrdelo BEM, es una m2yuina muy práctica para el envasado en costales de muy diversos productos, lo mismo si se trata de harina o productos parecidos.
queda lleno con el peso deseado. El peso es aproximado, pero puede dejarse algo sobrado o escaso y se afina en una báscula
adyaci3nte.
El embrague se efectOa c m EI pie, que arranca el motorreductor, y el desembrague es accionado por un interruptor activado per una leva regulable. La envasadora es de construccibn totalmente metálica, muy resistente, y sistema embrague y desembragm
por
motorreductor de ireno magnético, evita los engranes y otros mecanismos y de excelente presentaci6n.V11.5 ASPIRADORES CENTR~FUGCEB MODELO WAM.
Son especialmente diseñados pzra trabajar a media presión, empleándose principalmente para la aspiraciórl de polvo y en ocasiones como ventiladores para la impulsión de aire, por
io
que tienen mljitiples aplicaciones en la industria en general.El rotor en forma de turbina proporciona aireacidn
conlinua,
por el especial diseño de los alabes que producen !a corriente de aire sin intermitencias, lo cual en suma importancia en toda clase de aplicaciones.La salida de aire del aspirador p m d e inclinacse oriei-:t&nclose a cada 30" grados para lo cual basta con aflojar los tornillos que sujetan la voluta o csja de rodete y fijarla en la orientación deseada. Este diseno facilita la instaiaci6n de la tubería, evitando curvas innecesa,rias.
El modelo WAM está disefiado p a z motor acoplado cfkpuesto de base tensora manejada exteriormente. La
coulstrucción
robusta de acero de rodamientos a bolas y el hecho de que el rotor es balanceado din8rnicamente, aseguran un perfecto funcionamiento sin vibraciornes.V11.6 LIMPIADORA DE COSTALES.
CARACTERíSTICAS
J
4
J J
J
Limpia los costales rnediante fuerte aspii-acih que succiona y separa el prodmto adherido.
Tiene cámara de decantaci6n que recupera el producto succionado, el que es automáticamente erisacadc
Dispositivo de deserJtrarnpe as~l.om&tico de las margas filtradoras . Diseño transportable sobre ruedas y construcci6!a totalmente de acero. Alto rendimiento y r&pida amortización.
La limpiadora de costales es la miquina ideal para la limpieza de costales y para la recuperación del producto adherido a
los
mismos. Se ernplea para cualquier tipo de costales como algodón, henequkn o yute y para cualesquiera productos que hayan contenido.La limpieza la verifica un moto aspirador que succiona fuertemente el costal previamente colocado debajo de la boca aspirante, puesto en acción oprimiendo el pedal con el pie. El aire es filtrado con mangas de tejido apropiado y separado del producto transportado, en la cámara de decantacibn, siendo dicho producto automáticamente ensacado. Las mangas filtradoras
son
auto-limpiadas.El práctico diseño y alto rendimiento de la limpiadora, junto con su construcción y buen acabado, hacen de ella una rn5quina excelente, cuya inversión se recupera rápidamente por el producto beneficiado.
1
Costales /hora~
v11.7 SILOS.'*
J El silo la construccibrl es de I5mina de acero, laminada en frío, soldada eléctricamente.
J Atornillado tropicalizado, previene la contaminación del producto, es
V11.8 ALTERNATIVAS DE EQUIPO, DE MATERIAL-ES DE CONSTRUCCIóN Y POSIBILIDADES DE
AD^^^^^^^^^^^*
V11.8.1 TORNILLO DOSIFICADOR.
J La construcción es de acero, con
una
longitud d,.: 6 m, y una capacidad de alimentación de 5 kg/hr.V11.8.2 TOLVA.
J Construida de acero al carbón, reforzada con pintura epóxica especialmente para g r a m .
V11.8.3 CRIBA O ZARANDA,
J La construcción es de acero al carb6n con recubrimiento epoxico, en este equipo el producto cae par gravedad
separardo
¡as impurezas de mayor tamaño delgrano.
V11.8.4 CLASIFICADORES A DISCOS ALVEOLADOS,
CARACTERjSTlCAS:
J Clasifica el grano y semillas por el tarnafio y forma de alveolo. J Los discos son alveolados por ambas caras.
J En el sistema que occlpa n~enos espacio para la wisma capacidad. J Facilidad de superposicibrl
hssta
tres clasificadwes.J Construcción de hierro fum%?o y
acero
c m t-o&:njentos a bolas.V11.8.5 RECOLECTORES DE P l,VO “CICLONP’“
Se usan en la industria en
generd
parala
eficiente limpieza del aire cargado de polvo. Consisten en un cuerpo cilitldricos que tienela
entrada del aire en forma de espiral, dentro del cual tiene ut-( tubo central de salida del aire limpio; a continuación tiene atornilladoel
cuerpo c6nico, que recoge el polvo desprendido sacándolo por la parte inferior.El modelo SCC con disposifivo para circuito cerrado, se usa para lograr una mayor eficiencia requiriendo los ciclmes
err
serie; en este caso el aire entra primero al ciclón modero SC y la salida del aire de éste, se conecta con la entrada del modelo SCC; éste tiene además una salida de aire marginal, que recoge el aire polvoso que circula junto a la pared del cuerpo del cilindro, el cual en la cantidad deseada, controla por una válvula, se ccmduce de vuelta al tubo de entrada del primer ciclón, para una segunda operaci6r.t.La construcción es de !ámi!?ü de acero, laminada
en
f r h , soldada eléctricamente.V111.2 Costos de equipos alternos,
neumático para separar firm clclon acoplado con secador)
Laboratorio de Procesos y Diseño 111
V111.3 PERSONAL NECESARIO: Nrirnero, Posici6n, Sueldo.
V111.3.1 ORGANIGRAMA DE LA PLANTA.
i
1 Accionistas
V111.4 PERSONAL NECESARIO.
V111.4.1 Número, Posicirjn y Sueldo.
~ ~
Gerente General
j
15 600Contador
I
-
Lic. en Administración
- 1
(2) Ayudantes de ventas
(2) Secretaria Ejecutiva
"" "" ___
t
10 400t 3 000
"- ~
Secretaria
Personal - ~~ "" Sueldo Mensual ~ ($) (3 ) Supervisores de planta (!.U.) 48 O00
(30) Trabajadores /turns de alnaackn
1720
008(3) Operadores de humidificaeibc
-. ~ ~~ _ _
I
(30) Cargadores de almacén.
~ _.- ~ ""
(4) Choferes __- .. "_ -- - ~. " ~
(3Ó) Personal de limpieza -- "
(2) Embarques
(4) Control de calidad (i.Q)
- " ""__ "
~ 1 1 6 "_ O00
Número de trabajadores = 144
Sueldos/año = $ 8 344 008.00 'A 42 =: $ 1 0 0 128 000.00
Laboratorio de Procesos y Diseño 111
IX. E V A L U A C I ~ N ECONOMICA DEL PROYECTO.
IX.l METODOS DE COMPARAClhl DE PROYECTOS.
(Rentabilidad)
O Valor Actual Nets (VAN).
O Valor Presente Neto (VPM). Un valor equivalente del proyecto tal que éste
se diera en el presente.
O Tasa Interna de Retorno (Tia).
Tasa de interés (TREMA) = Tasa d e Rendinliento hlir-ilna Atractiva. = 18% +
20%
(por riesgos imprevistos).TIR = Tasa Interna de Retorno (rendimiento). Kepresenta la tasa de interés que se gana sobre el saldo no recuperado de la inversión.
Donde: O = Presente
I ,, , n = Periodo de tiempo
IX.2 ESTIMACIóN DE CBS'TOS.
IX.2.1 IINVERSIÓN TOTAL =
Gcss'ts
de capital fijo + capital de trabajo + capital de inicio (arranque).CAPITAL DE TRABAJO = O.I5*lnversión total
CAPITAL DE INICIO = O.l*Capita; fijo.
CAPITAL FiJO = Costos
directos
+ costos indirectos.COSTOS DIRECTOS = Compra de equipo y maquinaria ( en el sitio). COSTOS INDIRECTOS = gastos da instalación + contirrgencias.
CONTINGENCIAS = 0.20*csstos directos.
COSTO DE MANTENIMIENTO = 0.114 del capital fijo.
COSTO DE REFACCiONES r: 0.15 costos de mantenimiento. = 0.15*0.04*capital
fijo.
COSTO DE MANUFACTURA = Costo direcio de producción + cargos fijos + OVHD de la planta ( Over head ).
COSTOS DIRECTOS DE PRODIICCi6N = Costos de materia prima + costo por servicio + 0.046*capital fijo + 1.35*trabajo de mano de obra + 0.03 costo total de producción.
CARGOS FIJOS = Impuestos locales (predial) -t. seguros + rentas + Intereses
= 0.03*capital fijo
OVHD de planta = 0.6*( costo
por
sueldo + supervisi6ri + mantenimiento)= O.G(costo por sueldo + 0.2 costo por sueldo mano de obra + 0.04 capital fijo) = = 0.72(costo por sueldo rnano de
obra)
+ 0.024capital fijo.COSTO TOTAL DE PRODUCCS6)N = Costo manufactura + gastos generales. = 1.03(materia prima + servicios)
= 2.13(costo por sueldo,
mano
de abraj= O. 103Capital fijo + 0.025lngresos por verttas
1x.3 EVALUACI~N DEL
Inversión total =
$1 9574707.8
I
producción
Costos totales de
$23386371 1