r
i
I
!
U N I V E R S I D A D A U T O N O M A DE N U E V O LEON
ESCUELA DE GRADUADOS
"APLICACION DE LA PROGRAMACION LINEAL EN LA
INDUSTRIA DE PANIFICACION"
T E S I S
PRESENTADA COMO REQUISITO PARCIAL
PARA OPTAR AL GRADO ACADEMICO DE:
MAESTRO EN INGENIERIA INDUSTRIAL,
ESPECIALIDAD SISTEMAS
P O R
JESUS EDUARDO DE LA PEÑA M O N T E M A Y O R
Í 4 ]
ì ?
I N V E M t A R » A O ° a u d i t o r » *
UNIVERSIDAD AUTONOMA DE NUEVO LEON
ESCUELA DE GRADUADOS
"APLICACION DE LA PROGRAMACION LINEAL EN LA
INDUSTRIA DE PANIFICACION"
T E S I S
PRESENTADA COMO REQUISITO PARCIAL
PARA OPTAR AL GRADO ACADEMICO DE:
MAESTRO EN INGENIERIA INDUSTRIAL,
ESPECIALIDAD SISTEMAS
P O R
JESUS EDUARDO DE LA PENA M O N T E M A Y O R
U N I V E R S I D A D A U T O N O M A D E N U E V O L E O N
E N E R O 1975
S E Ñ O R DIRECTOR DE LA ESCUELA DE G R A D A D O S
LA TESIS ELABORADA POR EL SR:
JESUS E D U A R D O DE LA PEÑA M O N T E M A Y O R
I N T I T U L A D A
" A P L I C A C I O N DE LA P R O G R A M A C I O N L I N E A L E N LA I N D U S T R I A DE P A N I F I C A C I O N "
HA S I D O A C E P T A D A C O M O R E Q U I S I T O PARCIAL PARA O P T A R
A L G R A D O A C A D E M I C O DE:
M A E S T R O E N I N G E N I E R I A I N D U S T R I A L
ESPECIALIDAD SISTEMAS
S O L O SE P O D R A N PUBLICAR LOS D A T O S DE ESTA TESIS C O N A U T O R I Z A C I O N
DEL C O M I T E DE LA ESCUELA DE G R A D U A D O S .
C O M I T E S U P E R V I S O R D E T E S I S
S I N O D A L S I N O D A L
A G R A D E C I M I E N T O S
A M I S P A D R E S
A M I S H E R M A N O S
A M I N O V I A
Y
A T O D A S L A S P E R S O N A S Q U E H I C I E R O N P O S I B L E L A
C O N T E N I D O
R E S U M E N
C A P I T U L O 1 . I N T R O D U C C I O N A LOS PROCESOS DE P A N I F I C A C I O N .
1 . 1 Historia d e l pan
1 . 2 C l a s i f i c a c i ó n de los productos de p a n i f i c a c i ó n .
1 . 2 . 1 Grupo ' o productos d e f e r m e n t a c i ó n . 1 . 2 . 1 . 1 Fermentación.
1 . 2 . 1 . 2 Procesos de fabricación.
1 . 2 . 2 Grupo ' 2 , o productos d e pastelería, bizcochería
y g a l l e t e r í a .
1 . 2 . 1 Procesos de f a b r i c a c i ó n .
O R G A N I Z A C I O N Y D I S T R I B U C I O N DE U N A P L A N T A
-P A N I F I C A D O R A .
O r g a n i g r a m a d e una planta de p a n .
Organigramas de los Departamentos de Producción y V e n t a s .
A c t i v i d a d e s principales de los departamentos.
Distribución d e áreas en una planta de p a n i f i c a c i ó n .
Sistema de planeación y control de la producción.
F O R M U L A C I O N Y E S P E C I F I C A C I O N E S DE A R T I C U L O S Y
M A Q U I N A R I A D E LA I N D U S T R I A P A N I F I C A D O R A .
Sistema de c o d i f i c a c i ó n " A B S A C S " .
3 . 1 . 1 G e n e r a l i d a d e s
3 . 1 . 1 . 1 N e c e s i d a d del establecimiento d e un
sis-tema numérico para la i d e n t i f i c a c i ó n d e a r t í c u l o s .
3 . 1 . 1 . 2 Propiedades d e l sistema "ABSACS
3 . 1 . 1 . 3 Significado de las siglas " A B S A C S " . 3 . 1 . 2 Estructura y equivalencias usadas en e l sistema
3 . 2 Sistema para cálculos d e capacidad de maquinaria y equipo " B M C " .
3 . 2 . 1 O b j e t i v o s .
3 . 2 . 2 Significado d e las siglas " B M C " .
3 . 2 . 3 Estructura d e l sistema " B M C " .
3 . 3 Formulación d e productos y capacidades d e e q u i p o .
P d g .
1
3
C A P I T U L O 2 .
2 . 1
2.2
2 . 3
2 . 4
2 . 5
C A P I T U L O 3 .
3 . 1
12
P a g .
C A P I T U L O 4 . L I M I T A C I O N E S Y RECURSOS DE LA P L A N T A . 2 7
4 . 1 Flujo de producto en la p l a n t a .
4 . 2 Información t é c n i c a sobre productos y materia p r i m a .
4 . 3 Ventas
4 . 3 . 1 Sistema d e pronósticos de ventas 4 . 3 . 1 . 1 D e f i n i c i ó n .
4 . 3 . 1 . 2 A l c a n c e s y usos. 4 . 3 . 1 . 3 Indices de temporada.
4 . 3 . 1 . 3 . 1 D e f i n i c i ó n .
4 . 3 . 1 . 3 . 2 Procedimientos de c á l c u l o . 4 . 3 . 1 . 4 Descripción d e l sistema de pronósticos. 4 . 3 . 2 Sistema d e transportación de producto.
4 . 4 Despacho.
4 . 4 . 1 Capacidadades medias de a l m a c e n a m i e n t o .
4 . 4 . 2 Recepción de producto de producción a despacho.
4 . 4 . 3 C i c l o de vida d e l producto.
4 . 5 Producción.
4 . 5 . 1 C a p a c i d a d y costos operativos d e producción . 4 . 5 . 2 C a p a c i d a d máxima d e a l m a c e n a j e de producto en
-proceso.
4 . 5 . 3 C a p a c i d a d máxima de a l m a c e n a j e de materia prima en proceso.
4 . 5 . 4 Horas disponibles d e p r o d u c c i ó n . 4 . 6 A l m a c é n de materia p r i m a .
4 . 6 . 1 C a p a c i d a d d e a l m a c e n a m i e n t o y suministro de mate n a l e s .
4 . 6 . 2 Políticas y sistemas de inventaríe».
C A P I T U L O 5 . P L A N T E A M I E N T O DE E C U A C I O N E S DEL M O D E L O M A T E
M A T I C O . " 4 4
5 . 1 G e n e r a l i d a d e s sobre investigación d e operaciones.
5 . 1 . 1 D e f i n i c i ó n d e investigación de operaciones.
5 . 1 . 2 M e t o d o l o g í a .
5 . 1 . 3 Programación l i n e a l .
5 . 2 Formulación d e l modelo m a t e m á t i c o . 5 . 2 . 1 O b j e t i v o s d e l m o d e l o .
5 . 2 . 2 Ecuaciones para la sección d e despacho. 5 . 2 . 3 Ecuaciones d e la zona de producción.
5 . 2 . 4 Ecuaciones d e l almacén d e materia p r i m a .
P á g .
C A P I T U L O 6 . RESULTADOS 5 7
6 . 1 Flujo de i n f o r m a c i ó n .
6 . 2 Sistema de pronósticos d e ventas.
6 . 2 . 1 Descripción de la información d e e n t r a d a . 6 . 2 . 2 C á l c u l o s .
6 . 2 . 3 Descripción de la información d e s a l i d a . 6 . 2 . 4 Listado d e l programa de pronósticos. 6 . 3 M é t o d o Simplex
6 . 3 . 1 Listado de resultados d e l programa S i m p l e x . 6 . 3 . 2 Comentarios.
B I B L I O G R A F I A 6 0
R E S U M E N
En el presente trabajo se ha pretendido lograr e l desarrollo de un proyecto para o p t i
-mización de la producción con la a p l i c a c i ó n d e técnicas de investigación de opera —
ciones.
Los objetivos que se han definido están enfocados hacia la minimizacíón de los costos
de fabricación, considerando todos los factores que i n f l u y e n e n la capacidad i n s t a l a
-da de la p l a n t a .
La tesis se ha d i v i d i d o en seis capítulos tratando de dar un conocimiento general de la
industria en primer lugar y después de esto ahondar en e I modelo m a t e m á t i c o .
En el C a p í t u l o 1 se podrá encontrar un resumen de los orígenes, desarrollo y los proce
sos modernos de f a b r i c a c i ó n .
En el C a p í t u l o 2 se verá la o r g a n i z a c i ó n de la planta y las actividades desarrolladas
-por los principales departamentos que integran una fábrica de p a n .
El C a p í t u l o 3 trata de dar un panorama general de algunos sistemas d e control adminis_
trativo usados dentro d e l departamento d e Producción y algunas premisas de carácter
-general, esenciales para el desarrollo d e l p r o y e c t o .
Todas las limitaciones y recursos d e la planta que son la base para el desarrollo d e las
ecuaciones matemáticas d e l C a p í t u l o 5, se hace una presentación sistemática en el
En el C a p i t u l o 6 se esquematizan los resultados obtenidos, la descripción d e l programa
de generación d e pronósticos de ventas y los resultados generados con e i paquete de
C A P I T U L O \
I N T R O D U C C I O N A LOS PROCESOS DE P A N I F I C A C I O N
T . 1 Historia d e l Pan
El pan es tan antiguo como e l hombre mismo/ ya q u e en la Edad de Piedra
el pan se elaboraba mediante un procedimiento muy sencillo que consistía
en lo siguiente:
1 . Despedazar grano d e t r i g o o cebada con piedras.
2 . Hacer pasta agregando a g u a .
3 . Cocer la pasta d e j á n d o l a secar a l sol.
En los primeros años d e la humanidad, la molienda de grano y la e l a b o r a —
ción de pan eran oficios gemelos, pues en muchas casas d e culturas tan a n
tiguas como los Caldeos, Sirios, e t c . , se encontraban hornos para cocer
pan y piedras para moler g r a n o . Los que más perfeccionaron el o f i c i o de
-pan fueron los Egipcios, de quienes cuenta H e r o d o t o q u e tenían la costum—
bre de amasar el pan con los pies; mientras que la a r c i l l a era modelada con
la m a n o .
C o n el tiempo se fué perfeccionando más la t é c n i c a de elaboración de p a n ,
los egipcios usaban mezclas d e grano d e trigo y cebada para harina de pan,
también descubrieron la harina blanca a l separar la cáscara d e grano de t r i
g o , se les a t r i b u y e e l uso d e la levadura y el desarrollo d e la pastelería a l
D e este pueblo aprendieron los judíos la e l a b o r a c i ó n d e l pan e hicieron e x
-tensiva esta costumbre para ellos, y a que durante la é^oca d e pascua consu_
men pan á z i m o o sin levadura como sacrificio a J e h o v a ,
En Roma aparecieron los primeros panaderos públicos; y en las ruinas d e
-Pompeya se encontraron hogazas d e pan d e forma circular, con eJ sello d e l
f a b r i c a n t e , debido a que e l g o b i e r n o lo e x igra para controlar e l peso y la
-p u r e z a d e l -producto.
En Roma, en tiempos de ia r e p ú b l i c a , e l gobierno controlaba el grano que
-se almacenaba en graneros públicos para -ser distribuido posteriormente entre
los panaderos.
En ia Edad M e d r a , en Europa aparecen las primeras sociedodes artesano les
-como las sociedades de panaderos blancos y la d e tos cafés en I n g l a t e r r a .
El trigo vino a A m é r i c a con la llegada de los conquistadores, aunque era
-usado el maíz para a l i m e n t a c i ó n de los habitantes precolombinos d e conti**
n e n t e .
El pan de cafa tuvo su origen en las colonias existentes en los Estados U n i —
dos donde usaban (atas en lugar de los utensilios habituales, dando origen
-a l t r -a d i c i o n -a l p-an -a m e r i c -a n o .
En M é x i c o los primeros panaderos fueron franceses, por lo que e l pan predo
1 . 2 C l a s i f i c a c i ó n de los productos de p a n i f i c a c i ó n .
Los productos de panadería se pueden c l a s i f i c a r en dos grupos:
a ) Productos de f e r m e n t a c i ó n .
Se caracterizan por el uso d e levadura d e cerveza como a g e n t e produc
tor de C 0 2 por su acción sobre los a z ú c a r e s , haciendo que el producto
tome la forma d e esponja a l quedar atrapado el gas entre las c e l d i l l a s
-del p a n .
b) Productos de pastelería, bizcochería y g a l l e t e r í a .
En éstos e l gas carbónico es producido por agentes químicos que r e a c —
cionan en presencia d e c a l o r .
1 . 2 . 1 G r u p o * 1
1 . 2 . 1 . 1 Fermentación
Se le llama fermentación a l proceso microbiològico de p r o d u c c i ó n de - —
a l c o h o l y C O 2 acompañado d e efervescencia y producción d e espuma.
En el siglo X V I I I se descubrió la reacción de fermentación que consistía en
la descomposición d e l a z ú c a r en a l c o h o l y gas c a r b ó n i c o .
La reacción se puede describir como sigue:
C
Ó
H1 2 ° Ó
— • 2 C H g — C H - O H + 2 C O2
G l u c o s a — > A l c o h o l e t í l i c o -I- Bióxido d e Carbono
Se creía que la fermentación era producida por un "ente" existente en el
subs-tan cías y poniéndolas en contacto con a i r e c a l i e n t e , se hicieron observacío_
nes en microscopio y se encontró la reproducción d e ¡a levadura, por lo que
se dedujo que la fermentación se debía a organismos vivos, los cuáles fueron
bautizados con el nombre de "Hongos del a z ú c a r " .
Pasteur, con sus experimentos demostró que toda fermentación es producida
por un organismo v i v o específico y resumió sus conclusiones en esta frase:
-"no hay fermentación sin vida " .
En el pan se producen diferentes tipos d e f e r m e n t a c i ó n , siendo las p r i n c i p a
-les las siguientes:
a ) Fermentación a l c ó h o l i c a .
Es la más importante en la industria d e pan y es producida con la l e v a
-dura d e c e r v e z a (Sacharomyces c e r e v i s i a e ) , con un rendimiento d e 9 0 %
sobre e l a z ú c a r .
El 1 0 % de pérdida es debido a la producción d e otras substancias, tales
como g l i c e r i n a , a c e i t e d e fussel, á c i d o succínico y otras que c o n j u n t a
-mente contribuyen a i buen olor d e l p a n .
b) Fermentación a c é t i c a .
El a l c o h o l a l ponerse con contacto con e l a i r e subre una reacción que
produce á c i d o a c é t i c o , presentando una capa d e aspecto gelatinoso
mada por una gran cantidad de microorganismos d e l género a c e t o b a c
Es bueno pora e l g l u t e n (proteínas del pan), la presencia de ácido a c é
-tico en pequeñas escalas, pues tiene efecto suavizante y además mejora
el sabor del p a n .
c ) Fermentación b u t í r i c a .
Es indeseble en la fabricación d e pan y se efectúa en la manteca c u a n
-do la temperatura es mayor que 4 0 ° C por descomposición d e é s t a .
d) Fermentación l á c t i c a .
Esta se efectúa sobre la leche por efecto d e l e n v e j e c i m i e n t o d e ésta y
la producción d e á c i d o l á c t i c o que influye en el sabor d e l pan, por lo
que es deseable su presencia.
1 . 2 . 1 . 2 Procesos de f a b r i c a c i ó n .
Los procesos usados en la f a b r i c a c i ó n d e pan son los siguientes:
a ) Esponja y masa.
b) Masa d i r e c t a .
a ) Esponja y masa:
1 1 i
e s c o b o
\ i
Miót>e lA
I
T7eeMe>Aí>o
—
t
=
a
C i M Ü B A . "be
I
D€SM¿)LC>eCJ
I
I
V
Este proceso t i e n e ciertas ventajas sobre los otros dos y son las siguientes:
a ) M e j o r sabor, volumen y comestibilidad en e l producto
b) Ahorro en la materia p r i m a .
c ) F l e x i b i l i d a d en el proceso para absorber atrasos en la producción.
Pero t i e n e desventajas en e l tiempo de proceso y en e l espacio que ocupa
b) Proceso d e masa d i r e c t a .
El proceso dé masa d i r e c t a tiene la v e n t a j a d e l ahorro en espacio y tiempo,
Este proceso t i e n e las ventajs de requerir espacio de t r a b a f o muy reducido,
mejores condiciones sanitarias, mayor uniformidad er. e l producto y costos
-d e operación menores a una mismo escala -de operación.
Las desventabas son que sólo es costeable a una producción mayor d e
-5 0 0 , 0 0 0 kgs. de pan a la semana, en casos d e atrasos resulta muy d i f í c i l la
recuperación d e tiempo perdido y sólo se puede fabricar un tipo de producto.
1 . 2 . 2 G r u p o ^ 2 o productos de p a s t e l e r í a , biscochería y g a l l e t e r í a .
1 . 2 . 2 . 1 Proceso de fabricación.
El proceso de fabricación para el segundo grupo es muy simple y consiste
C A P I T U L O 2
O R G A N I Z A C I O N Y D I S T R I B U C I O N DE U N A PLANTA DE P A N
Organigrama de una planta de pan
Los departamentos que integran una planta de pan son los siguientes:
1 . G e r e n c i a G e n e r a l
2 . Contabilidad
3 . Ventas
4 . Servicios Administrativos
5 . Producción
6 . M e r c a d e o
7 . Vehículos
8 . Despacho
9 . Compras
1 0 . Personal
1 1 . Sistemas
La jerarquía d e los departamentos se puede apreciar en el siguiente organ
2 . 3 A c t i v i d a d e s principales de los deporfomentos:
G e r e n c i a G e n e r a l .
Planeación, organización y control d e las actividades que desarrolla
la p l a n t a .
C o n t a b i l i d a d .
Registro d e las operaciones contables de la empresa.
Elaboración de estados f i n a n c i e r o s .
Control d e percepciones en e f e c t i v o , fondos y recursos f i n a n c i e r o s .
Control d e cuentas por cobrar y p a g a r .
V e n t a s .
Distribución y venta d e los productos elaborados por la p l a n t a .
Elaboración de estadísticas de ventas.
Servicios Administrativos.
Per-son a l y Sistemas.
Producción.
Producir la cantidad r e q u e r i d a .
En el tiempo d e b i d o .
Dentro de las especificaciones de costo y c a l i d a d .
Dentro de un marco adecuado de relaciones humanas.
M e r c a d e o .
Identificación de nuevos mercados.
Pronósticos d e ventas.
Elaboración de encuestas de mercado.
Análisis d e ventas.
V ehfculos.
Adquisición de vehículos.
M a n t e n i m i e n t o de las f l o t i l l a s d e reparto y transporte.
Despacho
Recepción de la producción de la p l a n t a .
Entrega a ventas y a las agencias d e la ciudad sus pedidos.
Compras. ,
Adquisición de materia prima y artículos necesarios en la p l a n t a .
Control d e las existencias de los a l m a c e n e s .
Sistemas.
Procesamiento e l e c t r ó n i c o d e la información necesaria para el
2 . 2 O r g a n i g r a m a d e los Departamentos de Ventas y Producción.
Departamento de V e n t a s .
2 . 4 Distribución d e áreos en uno planta de p a n i f i c a c i ó n .
" U . L U R fce u e U t c u l ä S
a l m a c e si
pflODÜCClOW
C u M i l ù
pfZS
Ko e/UQ5
PfcoCxjctc) T e r j v u w A Ö O
D CV OI UC I OM
A I M - pnoDUcclôM / b l A .
A l M - í ^ e f c i & o * F l o T a l A
2 , 5 Sistema de planeación y control de la producción.
l a s funciones que desarrolla c a d a departamento se exponen en la siguiente
t a b l a :
D e p a r t a m e n t o
Ventas
D espacho
Sistemas
Producción
M e r c a d e o
Compras
F u n c i o n e s
Elaboración de pedidos.
Recibir pedido de v e n t a s .
Elaborar pedido a Producción.
Recepción de producto terminado.
Suministro a V e n t a s .
Pronóstico de ventas.
Explosición de materiales.
Suministro a líneas d e materia p r i m a .
Pedidos a proveedores.
A c t u a l i z a c i ó n de archivos: (inventarios,
clientes y estadísticas).
O r d e n de suministro de materia p r i m a .
Programación de la p r o d u c c i ó n .
Entrega a Despacho.
Análisis de Costos de Producción.
Análisis de pronósticos.
Análisis de estadísticas de ventas.
Adquisición de materia p r i m a .
A l m a c é n Entrega a Producción de materia prima.
Activación d e pedidos.
Recepción de materia p r i m a .
C o n t r o l de c a l i d a d .
i
C A P I T U L O 3
F O R M U L A C I O N Y E S P E C I F I C A C I O N E S DE A R T I C U L O S Y
M A Q U I N A R I A DE LA I N D U S T R I A P A N I F I C A D O R A
3 . 1 Sistema de codificación "ABSACS"
3 . 1 . 1 G e n e r a l i d a d e s
3 . 1 . 1 . 1 N e c e s i d a d del establecimiento de un sistema de i d e n t i f i c a c i ó n nüméríco.
Dentro de una empresa de tamaño medio, el número de artículos que se ma
n e j a n liega a sobrepasar los 1 0 0 , 0 0 0 y crea los siguientes tipos de p r o b l e
-mas:
1 . Existencia de varios nombres que i d e n t i f i c a n a un mismo a r t i c u l o .
2 . Errores en los controles administrativos, tales como registros contables
equivocados, pedidos duplicados, suministro de materiales a p r o d u c
-ción innecesarios, foliantes, e t c .
3 . Problemas para el personal nuevo relacionados con la i d e n t i f i c a c i ó n de
m a t e r i a l e s .
C o n el fin de evitar este tipo de problemas y f a c i l i t a r el manejo de la infor_
moción dentro de la industria se proyecta un sistema para estandarizar la
-i d e n t -i f -i c a c -i ó n de a r t í c u l o s .
3 . 1 . 1 . 2 Propiedades d e l sistema " A B S A C S " .
a ) Consistencia en su estructura, pues toda es numérica.
-c i ó n .
c) Exclusividad, un código i d e n t i f i c a a un solo a r t í c u l o .
d) El a p r e n d i z a j e y el manejo d e l sistema es m u y simple.
e ) Los procedimientos y normas de c l a s i f i c a c i ó n siguen una estructura
ló-g i c a acorde a las necesidades de la industria.
3 . 1 . 1 . 3 Significado de las siglas "ABSACS".
A M E R I C A N B A K I N G S O C I E T Y ARTICLE C O D I N G SYSTEM
A B S A C S
3 . 2 Estructura y equivalencias usadas en el sistema.
La representación general del código d e l a r t í c u l o es la siguiente:
X - X X X X X
T _
y > G r u p o mayor
N ú m e r o de serie del a r t í c u l o
Equivalencias para el grupo mayor:
X - X X X X X
T
- = > 0 . Productos terminados.1 . Productos y sub-productos.
2 . M a t e r i a prima
3 . M a q u i n a r i a y equipo d e p r o d u c c i ó n .
4 . Refacciones para maquinaria y equipo de
producción.
5 . Vehículos y equipo de transportación
ó . Refacciones para v e h í c u l o s .
7 . Artículos para h i g i e n e y seguridad
8 . M o b i l i a r i o y equipo d e o f i c i n a .
9 . Papelería
Los equivalencias d e l grupo mayor son fijas y las d e l número de serie v a r í a n
según las necesidades de la p l a n t a . Se mencionará como referencia la e s
-tructura usada en los grupos 0 , 1, 2 y 3 .
Grupos 0 y 1 .
X - X X X X X
• ^ F á b r i c a donde se elabora
Tipo de producto
N ú m e r o de secuencia
G r u p o 2 •
X - X X X X X
) > T i p o de materia prima
> T i p o de envase y número d e secuencia
G r u p o 3 .
X - X X X X X
• ^ M a q u i n a r i a o equipo
M a r c a de fabricante
Línea de fabricación
3 . 2 . 1 O b j e t i v o s .
a ) O b t e n c i ó n d e una medida de la capacidad d e un e q u i p o .
b) Estandarización en los criterios para estimación de ritmos d e producción.
3 . 2 . 2 Significado de las siglas " B M C " .
B A K I N G M A C H I N E C A P A C I T Y
B M C
3 . 2 . 3 Estructura d e l sistema " B M C " .
a ) Términos usados.
C a p a c i d a d
Es una r e l a c i ó n númenca referida a la m á x i m a cantidad de unidades de
producción ( M t s . , Lts., Kgs./ e t c . ) , en un tiempo dado, expresado en
minutos, segundos, e t c .
Tipos de capacidades:
1 . Capacidad T e ó r i c a .
Es a q u e l l a cantidad de unidades de producción que se podría obtener en
un tiempo dado, cuando no existen circunstancias o factores que
produ-cen atrasos y pérdidas en producción.
2 . C a p a c i d a d R e a l .
Es la producción máxima obtenible en un tiempo dado, considerando to
dos los factores y circunstancias que reducen e l tiempo disponible de
-prodvcci6nf
3 . C a p a c i d a d d e Reserva .
ra cubrir atrasos en las líneas d e producción, debidos a paros anormales
y cambios en las órdenes de producción.
Reductores
Factores que reducen el tiempo disponible d e producción .
Tipos d e reductores:
1) Tipo # 1
Tiempo pérdido por causas d e la materia p r i m a .
a ) Fermentación
Ca usas b) Eva po ra c i ón
c) M a t e r i a prima fuera d e especificaciones
2) Tipo * 2
Tiempo pérdido debido a i n e f i c i e n c í a de la m a q u i n a r i a .
a ) Envejecimiento
Causas b) M a n t e n i m i e n t o preventivo y correctivo
( f a 11 a s m e n o r e s )
c) Condiciones inadecuadas de o p e r a c i ó n .
3 ) Tipo * 3
Tiempo pérdido debido a la mano d e o b r a .
a ) habilidad y conocimiento d e l trabajo
Causas b) Ausentismo
c) Fatiga y necesidades personales
d) Condiciones del medio a m b i e n t e .
Tiempo pérdido por situaciones incontrolables.
a ) Fallas en las entrólas de materia prima
Causas b) Cambios d e última hora
c) Fallas en el suministro de energéticos.
d) Fallas mayores en e l e q u i p o .
Integración de la capacidad teórica de una m á q u i n a .
C a p a c i d a d teórica
Capacidad real
sv
Reductores de tiempo
%
3 . 3 Formulación d e productos y capacidades d e equipo Producto P . Grand e o o
• ^m
Û al e O) 4) 2 aJ o c 4)
Ï
U al Bollo Dulc e c <3 «
a. Cak
e Pasa s Cak e Nue z Cak e Chic o Cak e redond o Buñuel o Dona s Pa n Integra l Boll o
D e s c r i p c i ó n
P
. Grand
e
o o
• ^m
Û al e O) 4) 2 aJ o c 4)
Ï
U al Bollo Dulc e c <3 «
a. Cak
e Pasa s Cak e Nue z Cak e Chic o Cak e redond o Buñuel o Dona s Pa n Integra l Boll o
Harina 351 3 0 8 3 2 3 185 123 101 75 75 75 75 6 5 6 5 2 7 9 8 7
Harina integral - - - 1 1 6
-Harina centeno - - 8 0 4 6
Harina preparada - - - 140 -
-Fécu la - 4
Manteca
?
8 7 6 2 8 2 9 - - - - 3 5 4 12 3A c e i t e - - - 11 11 11 11 11 - -
-A z ú c a r refinada - - - - 5 0 - - - 7 5 - - - 5 0 8
A z ú c a r standard 3 0 2 6 2 5 2 5 - 3 7 5 2 5 2 75 75 2 5 3 2 -
-Azúcar invertida - - - 4 4 - -
-Huevo en polvo - - - 5 2 9 9 4 4 6 2 2 5 -
-Leche e n polvo
Levadura 9 8 1 0 ó 12 ó - - - 15 3
Polvo de hornear - - - 1 1 3 3 1 - -
-Color - - - - 0 . 4 0 . 3 0 . 1 0 . 1 0 . 1 0 . 1 0 . 1 0 . 1 -
-Color - - 5 . 1 - - -
-Color - - - 3 0 - - -
-Sabor - - - 0 . 9 - - -
-Sabor - - - 0 . 2 - - -
-Sabor - - - - 0 . 4 - - - 0 . 5 - - 0 . 2 -
-Sabor - - - 0 . 3 - - 0 . 2 -
-Nuez - - - 7 6 - - -
-Pasas - - - 2 1 12 - - -
-Agua purificada 1 9 7 1 7 9 2 3 1 5 4 0 114 6 4 7 6 7 6 8 0 8 0 1 4 0 5 6 2 3 9 5 2
Alimento levadura 1 . 8 1 . 5 4 1 . 5 1 . 1 1 . 2 1 . 0 - - - 0 . 5
En zimas 0 . 2 0 . 2 0 . 2 0 . 2 0 . 2 0 . 1 0 . 2 0 . 1
Sal 0 . 2 0 . 2 0 . 2 0 . 2 0 . 2 0 . 2
Alcaravea 0 . 8 0 . 8 0 . 8 0 , 8 0 . 8 0 . 8
Soda - - - 0 . 3 0 . 3 - - -
-Span A t m i z o - - - 0 . 7 0 . 7 0 . 7 1 . 0 - - -
-C . M . -C . 2 5 0 ase i - - - 0 . 2 0 . 2 0 . 2 0 . 2 - - -
-Tween W 5 0 - - - 0 . 1 0 . 1 0 . 1 0 . 1 - - -
-Antioxidante ' 4 4 5 -
-Bolsa pan grande 8 0 0
Bolsa pan chico - 1 5 0 0
Bolsa pan negro - - 1 5 0 0 - - -
-Bolsa pan centeno - - - 1500 - - -
-Bolsa pan i n t e g r a l 1 5 0 0
-Bolsa bollo - - - 3 5 0
-Capocidod d e l equipo de producción.
Número d e Equipo Descripción C a p a c i d a d
3 - 1 0 1 0 1 M e z c l a d o r a ' 1 4 pesadas/hora
3 - 1 0 1 0 2 M e z c l a d o r a ' 2 4 pesada y^hora
3 - 1 0 2 0 3 C a m . Fermentación 10 ¡au la^/hora
3 - 1 0 1 0 4 Divisora 90 p z a s . / m i n u t o
3 - 1 0 1 0 5 M o d e l a d o r a 90 pzay'minuto
3 - 1 0 3 0 6 Trenzad ora 90 p z a s . / minuto
3 - 1 0 4 0 7 Horno 2 , 0 0 0 kg . / h o r a
3 - 1 0 5 0 8 Freidor 2 , 0 0 0 pzas . / h o r a
3 - 1 0 2 0 9 C a m . enfriamiento 2 , 0 0 0 pzas . / h o r a
3 - 1 0 1 1 0 Embolsa dora 90 pzas . / m i n u t o
3 - 1 0 1 1 1 Batidoras 6 b a t i d o r / h o r a
3 - 1 0 7 1 3 Desmoldeador 1 2 , 0 0 0 pzas . / h o r a
3 - 1 0 9 1 5 En volvedora 1 2 0 pzas . / m i n u t o
C A P I T U L O 4
L I M I T A C I O N E S Y RECURSOS DE LA P L A N T A
Flujo de producto en la p l a n t a .
MxteR.» * P e « » *
I
A U A A e s W ^ f l l -Ts>
£
D6p05lTA,í>0KA
> /
i
C E N F R I A D
3
emvoWECX**
c
í^ecEpcvo'j
AcíewciAs
Pee tviTaec*.
fie
3 .
F f L E t b O R .
i
-7»
1
t > W ®
"7
U o f c N o
C E M ^ i A M i f V
4 . 2 información t é c n i c a sobre productos y m a t e r i a p r i m a .
a) Información sobre producto t e r m i n a d o »
P a l e t a , C h a r o l a de plástico que s i r v e p a r a e l acomodo y manejo
-de p r o d u c t o .
J a u l a , Estructura métálica montada sobre ruedas, cuya función es la
de servir como gabinete para e l a l m a c e n a m i e n t o y manejo de p a l e
-tas con producto terminado*
La c a p a c i d a d de almacenamiento de j a u l a s y p a l e t a s para los diferentes
productos se especifica' en la t a b l a s i g u i e n t e :
N ú m e r o Descripción Pza$/bolsa P z a s / p a q u e t e P z a s / p a l e t a P'zay'jaula
/
0 - 0 1 1 0 1 Pan G r a n d e 1
_
11 3 3 00 - 1 1 1 0 2 Pan C h i c o 1 vs 15 4 5 0
0 - 0 1 1 0 3 Pan N e g r o 1 - 15 4 5 0
0 - 0 1 1 0 4 Pan Centeno 1 — 15 4 5 0
0 - 0 1 1 0 5 Pan Integral 1 - 15 4 5 0
0 - 0 1 1 0 6 Bollo D u l c e - 1 2 4 7 2 0
0 - 0 1 1 0 7 B o l l o 8 — 4 8 1440
0 - 0 1 1 0 8 Pan Danés - 1 15 4 5 0
0 - 0 1 2 0 1 C a k e Pasas - 1 12 3 6 0
0 - 0 1 2 0 2 C a k e N u e z - 1 12 3 6 0
0 - 0 1 2 0 3 C a k e C h i c o
4
7 2 2 1 6 00 - 0 1 2 0 4 C a k e Redondo -
4
72 2 1 6 00 - 0 1 3 0 7 B u ñ u e l o -
4
100 3 0 0 00 - 0 1 3 0 2 D o n a s -
4
100 3 0 0 0U n a ¡aula tiene una capacidad de a l m a c e n a j e de 3 0 Paletas y ocupa
un area de 1 . 5 0 mt$2
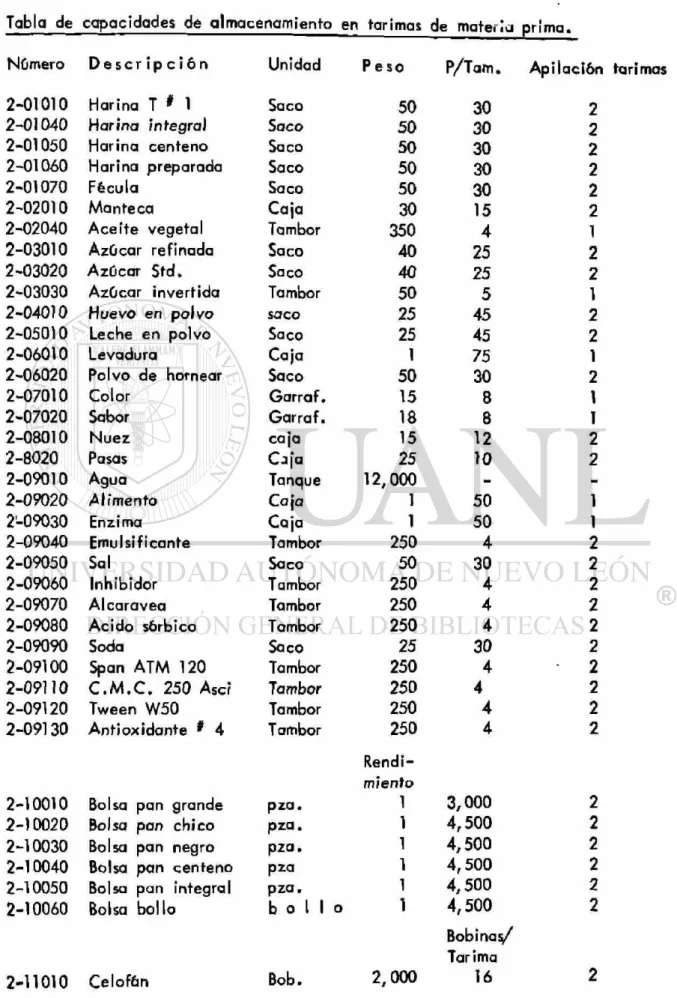
b) Información sobre M a t e r i a P r i m a .
•úrea de 1 . 2 5 mts. , y la capacidad de almacenaje es diferente para
-cada tipo de ingrediente y se especifica para cada tipo en la tabla s i
-guiente:
Tabla de capacidades de almacenamiento en tarimas de materia prima.
Número D e s c r i p c i ó n Unidad P e s o P / T a m . A p i l a c i ó r
2 - 0 1 0 1 0 Harina T * 1 Saco 5 0 30 2
2 - 0 1 0 4 0 Harina integral Saco 5 0 30 2
2 - 0 1 0 5 0 Harina centeno Saco 5 0 30 2
2 - 0 1 0 6 0 Harina preparada Saco 5 0 30 2
2 - 0 1 0 7 0 Fécula Saco 5 0 30 2
2 - 0 2 0 1 0 M a n t e c a C a j a 30 15 2
2 - 0 2 0 4 0 A c e i t e vegetal Tambor 350 4 1
2 - 0 3 0 1 0 Azúcar refinada Saco 4 0 25 2
2 - 0 3 0 2 0 Azúcar Std. Saco 4 0 25 2
2 - 0 3 0 3 0 Azúcar invertida Tambor 5 0 5 1
2 - 0 4 0 1 0 Huevo en polvo saco 25 45 2
2 - 0 5 0 1 0 Leche en polvo Saco 25 45 2
2 - 0 6 0 1 0 Levadura C a j a 1 75 1
2 - 0 6 0 2 0 Polvo de hornear Saco 5 0 30 2
2 - 0 7 0 1 0 Color G a r r a f . 15 8 1
2 - 0 7 0 2 0 Sabor G a r r a f . 18 8 1
2 - 0 8 0 1 0 N u e z caja 15 12 2
2 - 8 0 2 0 Pasas Ci¡a 25 10 2
2 - 0 9 0 1 0 Agua Tanque 1 2 , 0 0 0 -
-2 - 0 9 0 -2 0 Alimento C a j a 1 5 0 1
2 - 0 9 0 3 0 Enzima C a j a 1 5 0 1
2 - 0 9 0 4 0 Emulsificante Tambor 2 5 0 4 2
2 - 0 9 0 5 0 Sal Saco 50 30 2
2 - 0 9 0 6 0 Inhibidor Tambor 2 5 0 4 2
2 - 0 9 0 7 0 A l c a r a v e a Tambor 250 4 2
2 - 0 9 0 8 0 Acido sórbico Tambor 2 5 0 4 2
2 - 0 9 0 9 0 Soda Saco 25 3 0 2
2 - 0 9 1 0 0 Span A T M 120 Tambor 2 5 0 4 2
2 - 0 9 1 1 0 C . M . C . 2 5 0 Asci Tambor 2 5 0 4 2
2 - 0 9 1 2 0 Tween W 5 0 Tambor 250 4 2
2 - 0 9 1 3 0 A n t i o x i d a n t e * 4 Tambor 250 4 2
Rendi-miento
2 - 1 0 0 1 0 Bolsa pan grande p z a . 1 3 , 0 0 0 2
2 - 1 0 0 2 0 Bolsa pan chico p z a . 1 4 , 5 0 0 2
2 - 1 0 0 3 0 Bolsa pan negro p z a . 1 4 , 5 0 0 2
2 - 1 0 0 4 0 Bolsa pan centeno pza 1 4 , 5 0 0 2
2 - 1 0 0 5 0 Bolsa pan integral p z a . 1 4 , 5 0 0 2
2 - 1 0 0 6 0 Bolsa bollo b o l l o 1 4 , 5 0 0 2
Bobina Tarima
2 - 1 1 0 1 0 C e l o f á n Bob. 2 , 0 0 0 16 2
4 . 3 Ventas
4 . 3 . 1 Sistema de pronóstico de ventas.
4 . 3 . 1 . 1 D e f i n i c i ó n
, . < Es la r e a l i z a c i ó n de una estimación c u a l i t a t i v a o c u a n t i t a t i v a de lo que
posiblemente pasará en el futuro de una situación, dentro de ciertas cir
cunstancias establecidas.
4 . 3 . 1 . 2 A l c a n c e s y usos del pronóstico de ventas.
tos pronósticos de ventas son esenciales para una p l a n e a c i ó n e f e c t i v a
de las operaciones fabriles, vienen siendo la unión entre los m o v i m i e n
-tos externos e incontrolables de la economía y los asun-tos internos y
controlables de la compañía.
Para mayor claridad se muestra la figura siguiente:
U S O S DEL P R O N O S T I C O DE V E N T A S
Eliminación de
Productos Incosteables
Planeación a
largo p l a z o
Proni stico
Publicidad
R e q u e r í m ¡ e n t o s
de mano de obra
Presupuesto de fabricación
Estudio de
Pérdidas y ganancias
Planeación
Financiera
i
Pérdidas y ganancias
previstas
3 0
Distribución de ventas
Análisis de
mercadeo
Planeación de inventarios
C a p a c i d a d insta
4 . 3 . 1 * 3 Indices de temporada
Los pronósticos d e ventas se a p l i c a n en dos formas:
a) A nuevos productos.
Q u e se r e a l i z a n mediante encuestas, pruebas y estudios del m e r c a
-deo p o t e n c i a l que tiene el producto.
b) Productos ya existentes.
Se hacen por medio de sistemas matemáticos que a n a l i z a n el c o m
portamiento del producto y proyectan las ventas de acuerdo a la i n
-formación existente»
Las ventas a veces fluctúan según la época del año y para detectar
esas variaciones y que las cifras del pronóstico sean más realistas,
-se usan constantes numéricas para aumentar o disminuir la c i f r a pro
nosticada según sea la fluctuación que marque la época del a ñ o .
4 . 3 . 1 . 3 . 1 D e f i n i c i ó n de Í n d i c e s de temporada.
Es una constante numérica que se u t i l i z a para el ajuste de la c i f r a p r o
-nosticada cuando la v a r i a c i ó n de ésta no es debida al a z a r , sino a la
época del a ñ o .
4 . 3 . 1 . 3 . 2 P r o c e d i m i e n t o de cálculo
Dentro del sistema existen varios niveles:
a) N i v e l 1 . Indice de crecimiento anual
b) N i v e l 2 . Indices mensuales.
d) N i v e l 4 . Indice d i a r i o .
a) Para c á l c u l o de índices de crecimiento anual se u t i l i z a el siguiente
procedimiento:
1) Elaborar m a t r i z de venta z V j f k l
donde i r año
[ s mes
k = semana
I z días
2) C a l c u l a r
J t<- L
V - anual. = f X ^ V ^ , Y
V - anual.
V* Hl
O b t e n e r % de incremento - V anual. , . — V a n u a l .
- i 4- 1 i
V anual . i
b) Indices mensuales
1) C a l c u l a r V mensual • •
i i * - j men11
i z nOmero de años
¡ = número de mes
ij
V men acum ¡ - ^ Vm e n i j
V tot acum = V
Z
v
men acum f
V prom s V tot acum
Í 2
2) O b t e n e r factor de temporada como:
F Temp menj - Vmen a c u m j / V p r o m
e) I n d i c e semanai
Para un mes j determinado:
C a l c u l a r Vsem ¡¡^
H
Vsem acum, z V s e m . . .
k ,*«. t Mk
V t o t acum - Vsem acum.
^ i K
Vprom sem s V t o t acum/4
Ftem s e m » Vsem^ / V p r o m sem
d) I n d i c e d i a r i o para una semana K de un mes J .
N
C a l c u l a r V d ì a r i a acum¡| s J S . V j j ^ i
1-V t o t z 1-V d ì a r i a acum¡| > * i
Vprom ^ V t o t / 7
Ftem d i a r i o «• V d i a r i a a c u m j i / Vprom
4 , 3 , 1 . 4 Descripción sistema de pronósticos
ción exponencial con factores de temporada.
Este t i e n e la v e n t a j a de darle mayor importancia a los sucesos más r e
-cientes y menos alas antiguos, las formas empleadas son las siguientes;
Promedio nuevo de venta z o( (venta real) 4- ( l - o ( ) pronóstico anterior
factor de tem porada anterior
Tenencia nueva «©{(promedio - promedio) ^ ( l - o ( ) tendencia anterior nuevo anterior
Pronóstico nuevo = Factor temporada (Tendencia nueva + promedio nuevo) nuevo
En la sección 6,2 se podrá encontrar un programa para generación de p r o
-nósticos.
4 . 3 . 2 Sistema de transportación de producto.
V e h í c u l o s de transporte.
Existen dos tipos de vehículos pesados para el transporte <fe producto t e r m i
-n a d o .
El primer tipo es el D i n a 40S con capacidad de carga de 2 0 jaulas, usado
-para surtir a las agencias locales.
El segundo tipo es el Ramírez FT con capacidad de 30 jaulas y u t i l i z a d o p a
-ra las agencias foráneas.
Tiempos y costos operativos de tran^>ortación a las agencias»
Agencias foráneas $ 2 5 0 . 0 0
Tiempo máximo de trabajo por día = 14 horas*
A g e n c i a H o r a s Costo del V i a j e V i a j e s mäximo$/dta
1 0 . 7 5 $ 3 0 0 . 0 0 9
2 1 . 2 0 4 8 0 . 0 0 5
3 1 . 5 0 6 0 0 . 0 0 4
4 1 . 8 5 7 2 0 . 0 0 3
5 1 . 1 0 4 4 0 . 0 0 6
6 1 . 6 0 6 4 0 . 0 0 4
7 3 . 6 0 8 0 0 . 0 0 2
8 1 . 9 0 4 7 5 . 0 0 3
9 2 . 5 0 6 2 5 . 0 0 2
10 2 . 3 0 5 7 5 . 0 0 3
( ( 7 a 10)agencias f o r á n e a s . )
)
4 . 4 Despacho
4 . 4 . 1 C a p a c i d a d media de almacenamiento
El úrea de almacenamiento total es de 3 , 0 0 0 m t . 2 distribuidas como sigue:
C o n c e p t o % M t .2
Productos nuevos 55 1650
Pasillos 13 3 9 0
D e v o l u c i ó n 25 7 5 0
Almacenamiento de productos»
M t .2 M t .2 M t .2
Nùmero D e s c r i p c i ó n Nuevos productos Devolución Reserva
0-01101 Pan grande 4 3 7 205 5 6
0-01102 Pan chico 3 4 7 158 4 4
0 - 0 1 1 0 3 Pan negro 5 8 2 6 7
0 - 0 ) 1 0 4 Pan centeno 41 18 5
0-01105 Pan integral 148 6 7 19
0 - 0 1 1 0 6 Bollo dulce 9 9 45 13
0 - 0 1 1 0 7 B o l l o 3 4 6 156 4 4
0 - 0 1 1 0 8 Pan danés 2 9 13 3
0-01201 C a k e Pasas 20 9 3
0-01202 C a k e N u e z 11 7 2
0 - 0 1 2 0 3 C a k e C h i c o 25 7 2
0-01204 Cake redondo 5 0 22 ó
0 - 0 1 3 0 7 Buñuelo 30 15 4
0 - 0 1 3 0 2 Donas 6 4 2
T o t a l : 1 , 6 5 0 750 2 1 0
La distribución de úreas para cada producto se hace en función al volumen
de ventas de cada producto.
4 . 4 . 2 Recepción de producto de producción a despacho.
Se tiene un órea de 7 0 0 M t .2 para almacenamiento de jaulas<vac!as.
La zona de despacho puede recibir 60 paletas por minuto de la l i n e a de pan
y 9 7 paletas por minuto de las líneas de panquelerla como máximo.
Se suministra al departamento de Producción ¡aulas segün la necesidad
-que tenga el departamento de éstas.
Por lo general las jaulas que se entregan a despacho, en número deben
4 , 4 . 3 Tiempo de permanencia y almacenaje de productos.
C i c l o de vida del producto.
Tipo de producto Despacho Agencia
Pan 8 horas 12 horas
Pastelillos 8 horas 24 horas
El tiempo de permanencia en despacho se refiere a que la producción
-entregada en el t u m o tiene que ser embarcada durante el transcorso del
siguiente.
Turno»
Producción
A r t í c u l o A
Turno • 4- 1
Producción A r t í c u l o B
Embarque producción artículo A
4 . 5 Producción
4 , 5 . 1 Capacidad y costos operativos de producción
Debido a que en una sola máquina se pueden hacer varios productos, *
se pone en forma de tabla lo capacidad en p i e z a s / m i n u t o de « i d a
IA O a c o 0. tt "O c «o 'o o o -Q £
c
o o •a o N 3 O c • v3 O" 0 E •8
c
£ 'ü o "8 •8 TJ I u o R-U ü 3•o
O so|dnyng 12 5 400 0 13 0S D U O Q
10 0 240 0 13 0 opuopaj 120 0 120 0 80 0 13 0 90 0
0 3 ¡ t p 8>|D3 o o o o o o p o p o n o
zsnfsj o o O O o o io «o co o co fr
>o .—
SDSDJ 3>|D3 m o o o o o o r-» in in s o n »
co -o -o <¡K
SfUDp 0C¿ o o o i o p p o o o p O O i O N C K & f r O Q O»
— co ^ ^
o o i n o p p p o P P o o M n S S f o o ^ N N n N ^ ^
ao|np o | | o g o o i o « o p p p o p p
— co co ^
|DJ634U¡ UDJ O O O i O Q O p O o p O O i O N ^ ^ C h O p
r - i - M CO ^
OU3JU93 UCJ
^ o ^ r Q í o S S S ' S 8 S
CO CM ^
Oj6dU UDJ
O0|l]3 UOJ
8 8 £ £ S £ £ 8 8 £
•— CO CO Tt
apuoj6 u d j C O C O O O Q Q O Q p p
I 0 i / ) 0 0 5 5 5 0 Q
rsi <\i •»+•
o a c 3 cr o 5 4 £ o z CNCN^-p— COCOCOCNCNCVI^^CNOOCN o a c 3 cr o 5 Descripció n Mezclador a * 1 Mezclador a * 2 C . Fermentació n C . Vapo r Divisor a Modelador a Trenzador a Horn o B P Freido r C.Enfriamient o Embólsádor a Batidor a Desmoldeado r Env , FM C Depositado r o a c 3 cr o 5 Códig
o O O O O O O O O O O r — ,— — c N c o x * - « í - m * o r * s . c o o - 0 ' - - c o i n * o
Costos de producción
El costo de producción incluye: M a t e r i a prima, costo» horahombre, h o r a
máquina y gastos generales de fabricación, los costos de los productos se
dan a continuación en forma de t a b l a , donde aparece el articulo y el
-costo en forma g l o b a l *
C l a v e D e s c r i p c i ó n Costo unitario
de producción
0 - 0 1 1 0 1 Pan grande 3 . 1 0
0 - 0 1 1 0 2 Pan chico 2 . 5 0
0 K H 1 0 3 "Pan negro 3 . 2 0
0 - 0 1 1 0 4 Pan centeno 3 . 8 0
0 - 0 1 1 0 5 Pan integral 3 . 8 0
0 - 0 1 1 0 6 Bollo dulce 0 . 7 5
0 - 0 1 1 0 7 Bollo 1 . 2 5
0 - 0 1 1 0 8 Pan danés 3 . 0 0
0 - 0 1 2 0 2 C a k e nuez 4 . 0 0
0 - 0 1 2 0 3 C a k e chico 0 . 5 0
0 - 0 1 2 0 4 C a k e redondo 0 . 5 0
0 - 0 1 3 0 2 Donas 0 . 2 0
0 - 0 1 3 0 7 Buñuelos 0 . 2 5
Capacidad màxima de almacenamiento de producto en proceso.
acomodar ¡aulas y paletas situados por lo general al final de las líneas
de p r o d u c c i ó n .
H a y 6 5 0 M t .2 distribuidos en 2 5 0 M t .2 para productos de pan y 4 0 0 M t .2
para p a s t e l i l l o s .
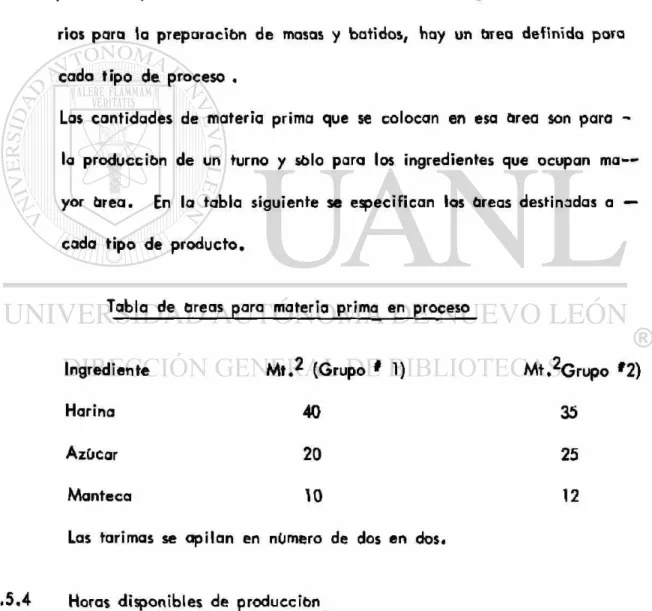
4 . 5 , 3 C a p a c i d a d máxima de almacenaje de materia prima en proceso.
Esta área se encuentra junto al almacén y al principio del proceso de
producción, ahf se encuentran las tarimas con los ingredientes n e c e s a
-rios para la preparación de masas y batidos, hay un brea definida para
cada tipo d e proceso .
Las cantidades de materia prima que se colocan en esa úrea son para
-la producción de un turno y sólo para los ingredientes que ocupan ma—*
yor b r e a . En la tabla siguiente se especifican las úreas destinadas a —
cada tipo de p r o d u c t o .
Tabla de Oreas para materia prima en proceso
Ingrediente M t .2 (Grupo # 1) M t .2G r u p o * 2 )
Harina 4 0 35
Azücar 2 0 25
M a n t e c a 1 0 12
Las tarimas se a p i l a n en nümero de dos en dos.
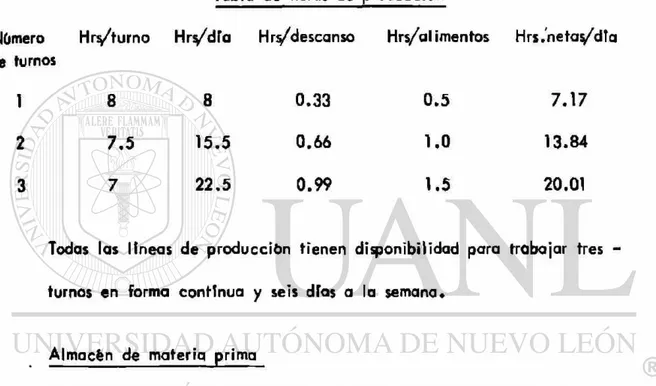
4 . 5 . 4 Horas disponibles de producción
conside-ror lo siguiente:
a) Horas por turno que marca la Ley Federal del Trabajo.
b) Turnos que son necesarios t r a b a j a r .
c) Tiempo concedido para descanso ( 2 0 minutos en el tumo = . 3 3 hrs.)
d) Tiempo requerido para ingerir alimentos ( 3 0 minutos por turno s 0 . 5 0 hrs.)
Tabla de horas de producción
Nümero
de turnos
Hry'turno H n / d í a Wts/descanso Hrs/alimentos Hrs.'ne t a r d í a
1 8 8 0 . 3 3 0 . 5 7 . 1 7
2 7 . 5 1 5 . 5 0 . 6 6 1 . 0 1 3 . 8 4
3 7 2 2 . 5 0 . 9 9 1 . 5 2 0 . 0 1
Todas las lineas de producción tienen disponibilidad para trabajar tres
-turnos en forma continua y seis días a la semana.
4.6 Almacén de materia prima
Es el lugar en donde se recibe y almacena la materia prima para poste**
nórmente suministrarla a producción para su procesamiento y
transforma-ción para la obtentransforma-ción de productos elaborados.
4 . 6 . 1 Capacidad de almacenamiento y suministro de materiales
La capacidad de almacenamiento para suministrar materia prima a p r o
-ducción es de dos tarimas cada cinco minutos y un tiempo total de 2 . 5
Todo lo que se va a entregar a producción se coloca en una zona de
-pre-almacenamiento que tiene una superficie de 4^0 M t ,2, repartidos
-en 370 M t .2 para harina y azúcar y 8 0 M t , pora reserva en caso
-de contingencias que puedan ocasionar paros en las líneas -de producción
tales como retrasos en la entrega de materia prima o aumentos de d e
-manda no planeados.
4 , 6 . 2 Políticas y sistemas de inventarios.
a) O b j e t i v o s :
1 . Regulación de los niveles de existencias de materia prima para:
a) Evitar paros y retrasos en las líneas de producción por falta
-de materia p r i m a .
b) F a c i l i t a r la e j e c u c i ó n del control administrativo de inventarios
en la p l a n t a .
c) Ayudar a la r e a l i z a c i ó n de estados contables mús realistas.
2 . O b t e n c i ó n de economías:
a) A l no tener grandes inversiones de capital en almacenes.
b) Reduciendo pérdidas por material obsoleto, robos, e t c .
b) Procedimientos y políticas de colocación de pedidos.
Todo sistema para pedir y controlar las existencias de materia p r i
-ma debe responder a cuatro preguntas bósicas:
1) Cuónto necesitamos.
3) Cuándo debemos p e d i r .
4) Cuánto tenemos que p e d i r .
Cuánto necesitamos ?
Para poder contestar esta pregunta es necesaria esta información:
a) Producción programada del d í a
b) Pronósticos de v e n t a .
c) Fórmulas y especificaciones de productos.
d) Necesidades totales de cada i n g r e d i e n t e .
C u á n t o tenemos. ? y Cuándo debemos pedir?
Se deben a n a l i z a r dos renglones:
1) Existencia disponible para p r o d u c c i ó n .
2) Pedidos por entregar dentro del tiempo de entrega f i j a d o por
el p r o v e e d o r .
Cuánto debemos pedir 2
Se sigue la teoría del lote económico para f i j a r la magnitud del
d i d o .
Considerando los tres costos que más influyen en los inventarios
( C o l o c a c i ó n de p e d i d o , costo de adquisición y mantenimiento de
i n v e n t a r i o ) . Se l l e g a a la fórmula de Wilson que es la que f i j a
la magnitud mós económica de un artículos y que es la base para
C A P I T U L O 5
P L A N T E A M I E N T O DE E C U A C I O N E S DEL M O D E L O M A T E M A T I C O
5,1 Generalidades sobre investigación de operaciones.
5 . J J D e f i n i c i ó n de Investigación de Operaciones.
La investigación de operaciones es un conjunto de métodos, técnicas y
herramientas c i e n t í f i c a s que se aplican a problemas inherentes a la o p e
-ración de sistemas hombre-maquina, de manera que proporcionen solucio
nes óptimas a quienes dirigen dichos sistemas.
Investigación de operaciones tiene dos términos muy especiales:
1) Investigación, que indica análisis y planeación de una secuencia
-de la e j e c u c i ó n -de un conjuntó -de activida-des.
2) O p e r a c i o n e s . Se r e f i e r e a l análisis de viabilidad de alternativas
-de e j e c u c i ó n para una a c t i v i d a d .
El término o p t i m i z a c i ó n es referido a la mejor solución posible dentro
de un cuadro de restricciones que se presentan en una situación en p a r
-ticular y que es en si el objetivo de investigación de operaciones.
5 , 1 , 2 Metodología de lo investigación de operaciones.
Dentro del campo de investigación de operaciones tiene aplicación el
método c i e n t í f i c o en función del concepto filosófico de ciencia« El
corregible, que combina la l&gica y la evidencia empírica.
Incluye ciertas etapas para obtener resultados óptimos, y son las siguien
tes:
1) Reconocimiento del problema, determinando todas las restricciones
-que encierra y plantea su comportamiento.
2) Observación y análisis de la situación que incluye la determinación
del modelo matemótico que describe y representa la situación en
-estudio.
3) Elaboración de soluciones preliminares.
4) Prueba de las soluciones propuestas.
5) Evaluación de resultados obtenidos y ajuste del sistema.
6) Decisión sobre la solución óptima al sistema
7) Implementación de la solución óptima.
8) Diseno de un sistema de evaluación y control que pueda mantener
-en un nivel óptimo la operación de la solución.
5 . 1 . 3 Programación lineal
Entre las técnicas de investigación de operaciones una de las más a p l i
-cables en el m e d i o industrial es la programación l i n e a l .
Se relaciona con el problema de planear un complejo conjunto de acti
vidades y recursos económicos interdependientes, con miras a lograr un
cierto resultado ¿ptímo.
que todas las variables están sujetas a un gran nümero de restricciones,
ocasionadas por las condiciones propias del problem.i en si; otra es el
-gran nümero de soluciones f a c t i b l e s que puede haber y que están en fun
ción d i r e c t a de los objetivos del p r o b l e m a . El estatuto matemático de
carácter general que describe un problema de programación lineal es el
siguiente:
M a x i m i z a r o minimizar la función o b j e t i v o :
son constantes numéricas y X j son v a r i a b l e s dependientes llamadas
" v a r i a b l e s d e d e c i s i ó n " .
En el presente problema la t é c n i c a que se usará para obtener la solución
óptima es el M é t o d o S i m p l e x .
Sujeto a las restricciones lineales 2 T a . X . ^ . b . donde a . , b. y c¡ I I
5 . 2 Formulación del modelo matemático
5 . 2 . 1 O b j e t i v o s del modelo matemático
a) Cumplir la demanda del mercado.
b) M í n i m i z a c i ó n de costos de p r o d u c c i ó n .
c) M a n t e n i m i e n t o de niveles óptimos de i n v e n t a r i o .
Función o b j e t i v o :
Q | z C a n t i d a d a producir del a r t i c u l o i .
CP¡ z Costo de producción del producto i .
Función o b j e t i v o = Z z ^ Q ¡ x C P .
donde Q ¡ 0 y
C P ¡ ^ 0
5 . 2 . 2 Ecuaciones de la sección de despacho
Esta sección necesita cubrir la demanda d e producto de las diferentes
-agencias de la c i u d a d .
y
La demanda t o t a l del producto i se integra d e dos partes:
1) Demanda real de cada producto - DR.
2 ) Demanda pronosticada para cada producto - DP.
Si N P s número de productos y N A = número total de agencias se - '
puede representar la demanda t o t a l ( D ) p a r a cada producto d e la siguien
t e forma:
(vía UA
D. S E D R . . + ^ D P . .• i * . 11
Para el transporte de mercancía se t i e n e n dos tipos de transportes M j y
M 2 con capacidades de carga de 2 0 y 3 0 [aulas respectivamente.
La c a p a c i d a d máxima de suministro de jaulas a cada a g e n c i a se . e s p e c i
-fica en la siguiente t a b l a :
N ú m . A g e n c i a V i a j e í / d í a Tipo d e unidad C a p a c i d a d
I 9 M I 180
2
5 M I 1003 4 M I 8 0
4 3 M I 6 0
5 6 M I 120
ó 4 M I 8 0
7 2 M 2 60
8 3 M 2 9 0
9
2 M 2 6 010 3 M 2 90