Optimización de los Parámetros de Corte en la Rugosidad en un Acero Aisi Sae 1045
72
0
0
Texto completo
(2) OPTIMIZACIÓN DE LOS PARÁMETROS DE CORTE EN LA RUGOSIDAD EN UN ACERO AISI SAE 1045. LÓPEZ CESPEDES LUIS CARLOS CASTRO AYALA HECTOR DUVIER Tecnología mecánica. Monografía para optar el título de tecnólogos mecánicos. ING. JONNY RICARDO DUEÑAS ROJAS Tutor. UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD DE TECNOLOGIA, MATERIALES Y PROCESOS DE MANUFACTURA BOGOTA JUNIO 27 de 2016.
(3) Nota de aceptación ____________________________________________ ____________________________________________ ____________________________________________. ____________________________ Ing. Jonny Ricardo Dueñas Rojas. ____________________________ Ing. Alexander Alvarado Moreno. Bogotá 27 de junio de 2016.
(4) ÍNDICE DE CONTENIDO RESUMEN…………………………………………………………………...7 ABSTRACT……………………………………………………………….....8 PALABRAS CLAVE………………………………………………………..9 1. INTRODUCCIÓN………………………………………………………..10 2. FORMULACIÓN DEL PROBLEMA…………………………………..12 2.1. PLANTEAMIENTO DEL PROBLEMA…………………………..12 2.2. JUSTIFICACIÓN DEL PROBLEMA……………………………..13 3. OBJETIVOS…………………………………………………………..…14 3.1. OBJETIVO GENERAL…………………………………………….14 3.2. OBJETIVOS ESPECIFICOS…………………………………...…14 4. MARCO TEÓRICO……………………………………………………..15 4.1. ACERO………………………………………………………………15 4.1.1. CLASIFICACIÓN……………………………………………....15 4.1.2. ACERO AISI SAE 1045……………………………………….16 4.2. PARÁMETROS DE CORTE……………………………………....17 4.3. HERRAMIENTAS DE CORTE……………………………………18 4.4. RUGOSIDAD………………………………………………………..18 4.4.1. RUGOSÍMETRO………………………………………….……21 4.5. INTERPOLACIÓN MULTIVARIADA…………………………….22 4.6. MULTIPLICADORES DE LAGRANGE………………………….24 4.6.1. MULTIPLICADORES DE LAGRANGE PARA FUNCIONES DE DOS VARIABLES…………………………….24.
(5) 4.6.2. MULTIPLICADORES DE LAGRANGE PARA FUNCIONES DE TRES VARIABLES DE SUPERFICIE……..25 4.6.3. MULTIPLICADORES DE LAGRANGE PARA FUNCIONES DE TRES VARIABLES EN UNA CURVA….…26 4.7. MÉTODO DEL GRADIENTE……………………………………...27 4.8. DISEÑO DE TAGUCHI…………………………………………….29 5. MATERIALES Y MÉTODOS…………………………………………..31 5.1. OBTENCIÓN DE LOS PARÁMETROS DE CORTE Y LAS VARIABLES A ANALIZAR………...…………………………….31 5.2. PROCEDIMIENTO EXPERIEMNTAL…………………………....32 5.3. ANÁLISIS MATEMÁTICO………………………………………...41 6. CONCLUSIONES……………………………………………………….65 7. GLOSARIO………………………………………………………………67 8. BIBLIOGRAFÍA…………………………………………………………69.
(6) ÍNDICE DE TABLAS TABLA 1. PROPIEDADES MECÁNICAS DEL ACERO AISI SAE 1045…………..16 TABLA 2. PROPIEDADES QUÍMICAS DEL ACERO AISI SAE 1045……………..17 TABLA. 3.. APLICACIONES. MÁS. USUALES. DE. LOS. ESTADOS. SUPERFICIALES………………………………………………………………………..21 TABLA 4. ARREGLO ORTOGONAL L9 (3)3………………………………………....29 TABLA 5. PARÁMETROS DE CORTE (VARIABLES CONTROLABLES)……….30 TABLA 6. PARÁMETROS DE CORTE (VARIABLES NO CONTROLABLES)…..31 TABLA 7: CARACTERÍSTICAS Y ESPECIFICACIONES DE LOS INSERTOS….33 TABLA 8: RESULTADOS OBTENIDOS EN LAS PRUEBAS………………………39 TABLA. 9:. RESULTADOS. PRUEBAS. DE. OPTIMIZACIÓN. EN. EL. LABORATORIO..................................................................................................... 63.
(7) ÍNDICE DE FIGURAS FIGURA 1. DESVIACIÓN MEDIA ARITMÉTICA DE LA RUGOSIDAD [Ra]....….20 FIGURA 2. CENTRO DE MECANIZADO LEADWELLV20-i...……………….…....31 FIGURA 3. HERRAMIENTA DE CORTE T2 DE 20 MM DE DIÁMETRO...………32 FIGURA 4. INSERTOS MITSUBISHI AOMT123608PEER-M VP15TF.…………..33 FIGURA 5. PROBETA DE ACERO AISI SAE 1045………………………………...34 FIGURA 6. RUGOSÍMETRO MARSURF PS1…………………….………………....35 FIGURA 7. ESTEREOSCOPIO ZEISS……………….……………………………….36 FIGURA 8. INSERTOS SIN DESGASTE (NUEVOS) A DIFERENTES NIVELES DE AUMENTO………………………………….........................................................37 FIGURA 9. FLANCOS DE LOS INSERTOS SIN DESGASTE (NUEVOS) A DIFERENTES NIVELES DE AUMENTO…………………………......……..………..37 FIGURA 10. INSERTOS DESPUÉS DE REALIZADAS LA MITAD DE LAS PRUEBAS (18) A DIFERENTES NIVELES DE AUMENTO……..…………………38 FIGURA 11. INSERTOS DESPUÉS DE REALIZADAS TODAS LAS PRUEBAS (36) A DIFERENTES NIVELES DE AUMENTO………………….....……..………..38.
(8) RESUMEN En este proyecto se realizaron varias operaciones de planeado al azar con diferentes parámetros de corte (velocidad de corte, avance y profundidad), además con variables no controlables (presión del refrigerante, insertos nuevos y con desgaste) sobre un acero AISI SAE 1045, en el centro de mecanizado de la universidad Distrital Francisco José de Caldas; donde se tomaron los resultados de rugosidad superficial a medida que se cambiaron los parámetros mencionados con un rugosímetro, el cual suministraba los datos de Ra y Rz, la obtención de estos datos se realizó según el método de Taguchi, en el cual se menciona el número de pruebas y la combinación para obtener los mejores resultados, de los cuales se obtuvo el promedio y de ahí los datos finales. Después de realizado esto, se implementó el método de polinomios por medio de la interpolación multivariada de Lagrange, con los cuales se pudieron realizar las respectiva pruebas para comprobar que los polinomios estaban planteados correctamente, y se pudieron optimizar por medio del método del gradiente, todo esto se logró bajo las medidas establecidas y aunque los procesos no funcionaron de la manera esperada estuvieron dentro del promedio obtenido.. 7.
(9) ABSTRACT In this project several operations planned random with different cutting parameters (cutting speed, feed and depth), along with uncontrollable variables (pressure of the refrigerant, inserts new and wear) on a AISI SAE 1045 steel were performed in the machining center of the District university Francisco José de Caldas; where the results of surface roughness were taken as parameters mentioned a profilometer, which supplied the data of Ra and Rz, obtaining this data was performed according to the method of Taguchi changed, in which the number mentioned and testing the combination for best results, of which the average and hence the final data was obtained. After this is done, the method of polynomials are implemented by means of multivariate Lagrange interpolation, with which could perform the respective tests to check polynomials were raised properly, and could be optimized by the gradient method, all this was achieved under the established measures and although the process did not work as expected were within the average obtained.. 8.
(10) PALABRAS CLAVE. CNC. Control numérico computarizado.. RA. Valor de rugosidad media.. RZ. Profundidad de la rugosidad media.. µm. Micrómetro. µin. Micro pulgada. µN. Micro Newton. s. Velocidad de husillo. Vc. Velocidad de corte. f. Velocidad de avance. P. Profundidad. k. Desgaste. r. Presión del refrigerante. L. Arreglo ortogonal. kW. kilovatio. H. Hessiano. 9.
(11) 1. INTRODUCCIÓN La optimización de los parámetros de corte es un tema muy importante para la industria, ya que del mecanizado dependen varios factores que pueden ser determinantes al momento de hacer uso de cualquier material, por ejemplo la rugosidad. Deben considerarse muchos factores al momento de mecanizar una pieza, por ejemplo saber en qué se utilizará y bajo qué condiciones, porque un deficiente mecanizado puede causar un aumento de los esfuerzos en la superficie del material y por ende su ruptura, ésta se puede evitar dándole un mejor manejo a los parámetros de corte usados en el mecanizado. Es por esto que hoy en día se busca aumentar la vida útil de las herramientas de corte y al hacer esto reducir costos y aumentar la eficiencia de la pieza que se esté utilizando, esto puede lograrse variando parámetros como la velocidad de alimentación, velocidad de avance, profundidad de corte o la geometría en el radio de la herramienta; no son solo las variables que se tienen en cuenta al mecanizar, son más que eso, son parámetros de corte que cada vez más se están investigando, modificando y combinando para lograr un perfecto acabado superficial. Para el desarrollo de este proyecto se pretende analizar un acero AISI SAE 1045, tomando parámetros como las mencionadas previamente las cuales pueden afectar la rugosidad de este material al momento de mecanizarlo, se examinaran los valores recomendados para mejorar el acabado superficial de la pieza y con éstos se pretende encontrar un conjunto de medidas que satisfagan las expectativas.. El pertinente análisis se pretende hacer por medio de una maquina CNC en varias pruebas y además con variables no controladas como la presión del refrigerante e insertos nuevos y unos que se desgastaron en su flanco por abrasión, ya que es la perdida de material de la herramienta más común y ocurre cuando materiales más. 10.
(12) duros que la herramienta toman contacto con ésta rayándola y desgastándola1; donde se evidencie la forma en que la variación de parámetros afecte el acabado superficial de la pieza, logrando una combinación óptima de dichos parámetros, lo anterior se pretende hacer utilizando un rugosímetro, instrumento de medida bastante preciso en la medición de pequeñas irregularidades e imperfecciones en la superficie de los materiales.. 1. http://webcache.googleusercontent.com/search?q=cache:dLywQlswWNEJ:campus.fi.uba.ar/pluginfile.php/43278/mod_fold er/content/0/Unidad%25203_A.pdf%3Fforcedownload%3D1+&cd=2&hl=es&ct=clnk&gl=co. 11.
(13) 2. FORMULACIÓN DEL PROBLEMA 2.1. PLANTEAMIENTO DEL PROBLEMA. Para mecanizar una pieza de metal (en este caso un acero AISI SAE 1045), se necesitan diferentes elementos y tomar en cuenta varias recomendaciones al momento de darle el acabado superficial que se desea, no solo del fabricante o del material, también la integridad de la herramienta con la que se van a realizar las pruebas; pero a su vez se deben considerar factores como los económicos, de tiempo y el problema de la rugosidad que termina siendo determinante al momento de llegar al acabado que se desea obtener. En este proyecto de grado se busca estimar la rugosidad final del acero AISI SAE 1045, dependiendo de los valores inicialmente tomados por medio de funciones polinómicas, todo esto para evitar un desgaste innecesario de la herramienta de corte y un acabado superficial no deseado en un procesos de planeado realizado en un centro de mecanizado.. 12.
(14) 2.2. JUSTIFICACIÓN DEL PROBLEMA. En la industria, se destina mucho dinero a los procesos de mecanizado, en los cuales se desperdicia gran cantidad de recursos por la mala distribución, los parámetros de corte erróneos, no se tiene en cuenta la vida útil de las herramientas o porque se desconocen varios factores que influyen en estos procesos; todo esto se encuentra principalmente en las empresas más pequeñas, donde no cuentan con modelos avanzados o conocimientos sobre las problemáticas mencionadas anteriormente; también porque no suele tenerse en cuenta además de los parámetros tecnológicos, la herramienta que se va a utilizar, la rugosidad que se desea obtener y el tiempo que se tiene. A menudo se realizan pruebas experimentales para saber los parámetros óptimos para lo que se desea o lo que se quiere de ese material pero éstas suelen llevar mucho tiempo y aumentan los gastos.. Para prevenir los inconvenientes descritos anteriormente debe realizarse un estudio riguroso, definir lo que se tiene para realizarlo y lo que se necesita para conseguir que el resultado final sea el esperado. Es por esto que en este proyecto se busca establecer unos modelos matemáticos de una sencilla comprensión para que sean utilizados en la estimación de la rugosidad, en un acero comúnmente usado en la industria como lo es el acero al carbono AISI SAE 1045, con la herramienta de corte que más adelante se mencionará para obtener el mejor acabado superficial que este acero puede ofrecer y para reconocer el comportamiento del material a diferentes cambios que se hagan en un proceso de manufactura.. 13.
(15) 3. OBJETIVOS 3.1. OBJETIVO GENERAL Determinar la influencia de los parámetros de corte en la rugosidad superficial en un acero AISI SAE 1045.. 3.2. OBJETIVOS ESPECÍFICOS . Definir los parámetros tecnológicos de avance, velocidad de corte y profundidad óptimos de acuerdo a las condiciones de mecanizado establecidas.. . Analizar la variación de rugosidad en un acero AISI SAE 1045 por medio de pruebas de mecanizado y expresiones matemáticas que nos lleven a la aplicación del método de interpolación multivariada de Lagrange.. . Minimizar la rugosidad en función de los parámetros tecnológicos utilizando formulaciones matemáticas por el método de multiplicadores de Lagrange que nos lleven a la optimización esperada.. 14.
(16) 4. MARCO TEÓRICO 4.1. ACERO El acero es una aleación de hierro principalmente y un porcentaje de carbono, en proporción inferior al 2%. Es dúctil, tenaz, conductor de electricidad, con magnetismo permanente, y maleable. Es además, duro, dependiendo su dureza de la cantidad de carbono que forme parte de su composición 2.. 4.1.1. Clasificación Según la norma AISI (American Iron and Steel Institute) utiliza un esquema general para realizar la especificación de los aceros mediante 4 números: AISI ZYXX Además de los números anteriores, las especificaciones AISI pueden incluir un prefijo mediante letras para indicar el proceso de manufactura. Decir que las especificaciones SAE emplean las mismas designaciones numéricas que las AISI, pero eliminando todos los prefijos literales. El significado de los anteriores campos de numeración es la siguiente: XX indica el tanto por ciento (%) en contenido de carbono (C) multiplicado por 100; Y indica, para el caso de aceros de aleación simple, el porcentaje aproximado del elemento predominante de aleación; Z indica el tipo de acero (o aleación)3. El acero AISI SAE 1045 es un acero corriente, no aleado y con un 0.45% de carbono.. 2. http://deconceptos.com/ciencias-naturales/acero. 3. http://ingemecanica.com/tutorialsemanal/tutorialn101.html#seccion35. 15.
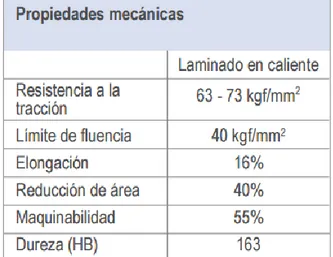
(17) 4.1.2. Acero AISI SAE 1045. Es un acero de medio carbono, posee baja soldabilidad y buena maquinabilidad, responde al tratamiento térmico y al endurecimiento por llama o inducción, pero no es recomendado para cementado y cianurado. Por su dureza y tenacidad es utilizado para la fabricación de componentes de maquinaria. Por sus características de temple, se tiene una amplia gama de aplicaciones automotrices y de maquinaria en general de resistencia media, tales como: ejes, semiejes, cigüeñales, engranajes, piñones, cuñas, tornillos, pernos, martillos, pasadores, remaches, partes mecánicas y herramientas agrícolas 4.. TABLA 1. PROPIEDADES MECÁNICAS DEL ACERO AISI SAE 1045 4. 4. http://www.acerosbravo.cl/imgmodulo/Imagen/112.pdf. 16.
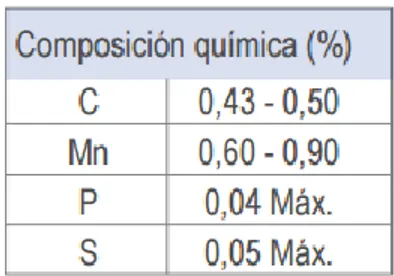
(18) TABLA 2. PROPIEDADES QUÍMICAS DEL ACERO AISI SAE 10454. 4.2. PARÁMETROS DE CORTE . Velocidad de corte: Esta se define como la velocidad tangencial de un punto situado específicamente en la superficie o cara externa de la herramienta, normalmente sus unidades de medida son m/min y se calcula mediante la ecuación: 𝑽𝒄 =. 𝑺. 𝑫. 𝝅 𝟏𝟎𝟎𝟎. S: velocidad de giro de la herramienta La velocidad de giro de la herramienta está dada normalmente en Rev. /min D: diámetro de la herramienta en mm . Velocidad de avance: es la velocidad lineal del centro de la herramienta, es decir es la velocidad con que el centro de giro de la herramienta se desplaza linealmente sobre la superficie del material; sus unidades de medida están dadas en unidades de velocidad lineal (mm/min).. . Profundidad: se puede definir como el punto más hondo al cual llega la herramienta de corte en el mecanizado.. 17.
(19) 4.3. HERRAMIENTAS DE CORTE Las herramientas de corte son aquellas que se encargan de la remoción de viruta en el mecanizado, dichas herramientas deben cumplir con ciertos requerimientos para su correcto funcionamiento y para que su vida útil sea óptima. Algunas de estas características son: •. Alta dureza y resistencia al desgaste a alta temperatura. •. Debe tener una adecuada rigidez y ductilidad. •. Adecuadas propiedades térmicas. •. Baja fricción con la pieza de trabajo. Algunos materiales que cumplen con estos requerimientos son los aceros de alto carbono, aceros aleados, aceros rápidos, carburos metálicos, materiales cerámicos, diamantes y materiales abrasivos5.. 4.4. RUGOSIDAD. La rugosidad consiste en una serie de pequeñas irregularidades presentes en las superficies físicas las cuales caracterizan el acabado y textura de esta, a su vez presenta un conjunto de patrones los cuales son dejados por distintas razones. Existen dos tipos de errores en las irregularidades superficiales los macrogeométricos y los micro-geométricos, los macro-geométricos son aquellos que pueden ser definidos por medios e instrumentos convencionales de medición como micrómetros, relojes comparadores, etc. Los micro-geométricos son aquellos que. 5. http://www.salacam.unal.edu.co/descargas/PM%20HC.pdf. 18.
(20) no se pueden determinar de este modo y por ende son los conocidos como rugosidad. Dentro de las irregularidades superficiales que son comúnmente causadas en el mecanizado se pueden encontrar distintos tipos como lo son: Rugosidades: Este tipo de irregularidades son dejadas por la herramienta en el momento de la fabricación de la pieza la forma en que se presentan varían según el tipo de mecanizado, máquina-herramienta o proceso realizado en la fabricación. Ondulaciones: Son causadas por los desajustes en las maquinas-herramientas utilizadas en el mecanizado, estos pueden ser vibraciones, falta de calibración, etc. Imperfecciones mixtas: En este tipo se presentan los dos tipos de imperfecciones mencionadas previamente de manera conjunta Dentro de los métodos utilizados para la medición de la rugosidad se encuentran aquellos que son de contacto y los que no. En los métodos de contacto se encuentran los que son hechos por instrumentos de medición como el rugosímetro, instrumento principal de medida en el desarrollo de este proyecto; en los métodos que no requieren contacto se utilizan herramientas mucho más especializadas tales como métodos ópticos y de visualización computarizada que a su vez usan distintos tipos de algoritmos o redes neuronales computarizadas para su correspondiente análisis y correcta visualización. En el momento de hablar de rugosidad se deben tener en cuenta varios componentes de la misma a pesar de que comúnmente en la medición de esta solo se tome en cuenta su valor promediado. Los principales son: . Altura máxima del perfil (Ry): esta es la distancia que hay entre el pico más alto y el valle más bajo en las irregularidades presentadas a lo largo de la superficie medida.. 19.
(21) . Altura de las irregularidades en diez puntos, Rz: es la media de los valores de las cinco crestas más altas (yp) y los cinco valles más bajos (yv) encontrados a lo largo de la superficie medida (l), además puede calcularse por medio de la siguiente ecuación: 𝑅𝑧 =. . ∑5𝑖=𝑙 |𝑦𝑝𝑖 | + ∑5𝑖=𝑙 |𝑦𝑣𝑖 | 5. Valor de la rugosidad media aritmética del perfil (Ra): es la media de los valores correspondientes a las irregularidades encontradas a lo largo de la superficie medida (l) 1 𝑙 𝑅𝑎 = ∫ |𝑦(𝑥)|𝑑𝑥 𝑙 0. Figura 1: Desviación media aritmética de la rugosidad [Ra]6. . Desviación media cuadrática del perfil (Rq): es el valor medio cuadrático de las irregularidades presentes en la superficie, está dado por6:. 1. 𝑙. 𝑅𝑞 = √ 𝑙 ∫0 𝑦 2 (𝑥 )𝑑𝑥. 6. http://ocw.upm.es/expresion-grafica-en-la-ingenieria/ingenieria-grafica-metodologias-de-diseno-paraproyectos/Teoria/PDFs/3_INFORMACION_TECNICA/3.2_ACABADOS_SUPERFICIALES_DE_PROTECCION_FUNCIONA LES_Y_DECORATIVOS/3-2-1_acabados_rugosidad.pdf. 20.
(22) 4.4.1. Rugosímetro. El rugosímetro es un instrumento de medida el cual se utiliza para medir la rugosidad superficial de una superficie, metálica en este caso, dicha medida es dada en micrómetros (µm), la rugosidad comúnmente entregada por el instrumento es el valor de la altura máxima del perfil (Ry), rugosidad media aritmética (Ra) o la altura de las irregularidades en diez puntos (Rz) dependiendo del rugosímetro, este instrumento posee un palpador el cual se desplaza a lo largo de la superficie del material y así detecta los valores de rugosidad y nos da su valor promediado como se mencionó previamente. Existen varios tipos de rugosímetro de acuerdo al tipo de palpador que poseen algunos de estos son el palpador inductivo, capacitivo, piezoeléctrico, rugosímetro de patín mecánico, rugosímetro laser con palpador y el rugosímetro con palpador laser. CONTROL DE LA RUGOSIDAD. Sin sobre medida para mecanizado y sin arranque de viruta. Con sobre medida para mecanizado y arranque de viruta. Clase de Rugosidad. Profundidad de Aspereza micras (µm). Estado Superficial. N 12 N 11. 50 25. Basto sin eliminación de rebabas Basto, pero sin rebabas. Forja, fundición. Forja, fundición oxicorte de calidad. N 10 N9. 12.5 6.3. Lima Torno Fresadora. N8 N7. 3.2 1.6. N6 N5. 0.8 0.4. Desbastado, marcas apreciables al tacto y visibles Marcas ligeramente perceptibles al tacto. Acabado muy fino, marcas no visibles ni perceptibles al tacto.. 21. Procedimiento. Aplicaciones. y. Lima, torno o fresadora con mayor precisión. Preparación previa en torno o fresadora para acabar con rasqueteado, escareado, etc. Bastidores de máquinas agrícolas. Maquinaria agrícola en general Agujeros Avellanados Superficies no funcionales. Ajustes duros Caras de piezas.. Ajustes deslizantes Correderas Aparataje medida y control.. de.
(23) N4 N3 N2 N1. Acabado finísimo, especular. Marcas totalmente visibles. 0.2 0.1 0.05 0.025. Acabado final mediante lapeado (acabado con abrasivo), bruñido o rectificado de calidad. Calibres y piezas especiales de precisión.. Tabla 3: Aplicaciones más usuales de los estados superficiales7.. 4.5. INTERPOLACIÓN MULTIVARIADA En general, el problema de interpolación polinómica podemos plantearlo de la siguiente forma: ̅ de puntos dato (𝑥1𝑖1 , 𝑥2𝑖2 ,…, 𝑥ℎ𝑖ℎ ), y sus valores dato Dado el conjunto cerrado 𝐷 𝑖. 𝑖. 𝑖. asociados 𝑓(𝑥11 , 𝑥22 , … , 𝑥ℎℎ ), con 𝑖1 , 1,…, 𝑛1 , 𝑖2 = 0,1,…, 𝑛2 ,…, 𝑖ℎ = 0,1,…, 𝑛ℎ , se quiere encontrar un polinomio 𝑝 ∈ 𝒫𝑛1 ,𝑛2 ,…,𝑛ℎ del espacio vectorial: 𝑐. 𝑐. 𝑐. 𝒫𝑛1 ,𝑛2 ,…,𝑛ℎ = {𝑝 ∶ 𝑝 (𝑥1 , 𝑥2 , … , 𝑥ℎ ) = ∑ 0≤𝑐1 ≤𝑛1 𝑎𝑐1 ,𝑐2 ,… ,𝑐ℎ 𝑥11 𝑥22 ⋯ 𝑥ℎℎ , 𝑎𝑐1 ,𝑐2,… ,𝑐ℎ 𝜖 ℝ} 0≤𝑐2 ≤𝑛2 ⋮ 0≤𝑐ℎ ≤𝑛ℎ. (11) de todos los polinomios de grado menor o igual que 𝑛1 en 𝑥1 , que 𝑛2 en 𝑥2 ,…, y que 𝑛ℎ en 𝑥ℎ tal que, 𝑖. 𝑖. 𝑖. 𝑖. 𝑖. 𝑖. 𝑝(𝑥11 , 𝑥22 , … , 𝑥ℎℎ ) = 𝑓 (𝑥11 , 𝑥22 , … , 𝑥ℎℎ ) ̅ , los valores 𝑐1 , 𝑐2 , … , 𝑐ℎ son exponentes, Para todo punto dato del conjunto 𝐷 mientras que 𝑖1 , 𝑖2 , … , 𝑖ℎ son índices que referencian a un elemento dentro de la ̅ . Además, se cumple que 𝒫𝑛 ,𝑛 ,…,𝑛 ⊂ 𝒫𝑚 con 0 ≤ 𝑐1 + malla de puntos dato 𝐷 1 2 ℎ. 7. http://www.monografias.com/trabajos70/diferentes-tipos-acabados/diferentes-tipos-acabados3.shtml. 22.
(24) 𝑐2 + ⋯ + 𝑐ℎ ≤ 𝑚, y si los puntos dato son distintos entre si, entonces el polinomio que cumple (11) es único. Para resolver este problema de interpolación podemos escoger el subespacio vectorial de los polinomios de Lagrange. Sea el espacio vectorial, ℒ𝑛1 ,𝑛2 ,…,𝑛ℎ = 𝑖. 𝑖. {𝑝 ∶ 𝑝 (𝑥1 , 𝑥2 , … , 𝑥ℎ ) = ∑ 0≤𝑖1≤𝑛1 𝑎𝑖1 ,𝑖2 ,… ,𝑖ℎ 𝑙𝑛11 (𝑥1 ) ⋯ 𝑙𝑛11 (𝑥ℎ ) , 𝑎𝑖1 ,𝑖2 ,… ,𝑖ℎ 𝜖 ℝ} 0≤𝑖2≤𝑛2 ⋮ 0≤𝑖ℎ ≤𝑛ℎ. formado por polinomios de grado menor o igual que 𝑛1 en 𝑥1 , …, de grado menor o igual que 𝑛ℎ en 𝑥ℎ , siendo, 𝑖 𝑙𝑛11. (𝑥1 ) =. 𝑗 1 ∏𝑛𝑗=0,𝑗≠𝑖 (𝑥1 − 𝑥1 ) 1 𝑖 1 ∏𝑛𝑗=0,𝑗≠𝑖 (𝑥11 − 𝑥1𝑗 ) 1. 𝑖 , … , 𝑙𝑛ℎℎ. (𝑥ℎ ) =. ℎ ∏𝑛𝑗=0,𝑗≠𝑖 (𝑥ℎ − 𝑥ℎ𝑗 ) ℎ. 𝑖 ℎ ∏𝑛𝑗=0,𝑗≠𝑖 (𝑥ℎℎ − 𝑥ℎ𝑗 ) ℎ. los polinomios de Lagrange correspondientes a cada una de las dimensiones del punto dato. Se puede demostrar, que, una solución al problema de interpolación planteado en (11) es 𝑖. 𝑖. 𝑖. 𝑖 ,…,𝑖. 𝑝 (𝑥1 , 𝑥2 , … , 𝑥ℎ ) = ∑ 0≤𝑖1≤𝑛1 𝑓(𝑥11 , 𝑥22 , … , 𝑥ℎℎ ), 𝑙𝑛11 ,…,𝑛ℎℎ (𝑥1 , 𝑥2 , … , 𝑥ℎ ) 0≤𝑖2≤𝑛2 ⋮ 0≤𝑖ℎ ≤𝑛ℎ. Con 𝑖 ,…,𝑖. 𝑖. 𝑖. 𝑙𝑛11 ,…,𝑛ℎℎ (𝑥1 , 𝑥2 , … , 𝑥ℎ ) = 𝑙𝑛11 (𝑥1 ) ⋯ 𝑙𝑛ℎℎ (𝑥ℎ ) 𝑖 ,…,𝑖 La base {𝑙𝑛11 ,…,𝑛ℎℎ (𝑥1 , 𝑥2 , … , 𝑥ℎ )}. , 𝑖1 =0 ,… ,𝑛1 ⋮ 𝑖ℎ =0 ,… ,𝑛ℎ. del espacio vectorial ℒ𝑛1 ,𝑛2 ,…,𝑛ℎ verifica. que la matriz generalizada de Gram es la matriz idéntica. Además, la solución es única por tener matriz de Gram regular8. 8. http://campus.usal.es/~3cm/sites/default/files/3CM-18.pdf. 23.
(25) 4.6. MULTIPLICADORES DE LAGRANGE 4.6.1. Multiplicadores de Lagrange para funciones de dos variables Sea. 𝑓: (𝑥, 𝑦) ∈ U ⊆ ℝ2 → 𝑓: (𝑥, 𝑦) ∈ ℝ una función y sea C ⊆ U una curva de. ecuación implícita 𝑔 (𝑥, 𝑦) = 0. Se dice que 𝑓 alcanza en 𝑥0 , 𝑦0 ∈ C un máximo relativo sujeto (condicionado) a la restricción 𝑔(𝑥, 𝑦) = 0, si existe un disco D centrado en (𝑥0 , 𝑦0 ) tal que 𝑓 (𝑥0 , 𝑦0 ) ≥ 𝑓 (𝑥, 𝑦) para todo (𝑥, 𝑦) ∈ D ∩ C ((𝑥, 𝑦) ∈ D y g(𝑥, 𝑦) = 0).. Se dice que 𝑓 alcanza en (𝑥0 , 𝑦0 ) ∈ C un mínimo relativo sujeto (condicionado) a la restricción g(𝑥, 𝑦) = 0, si existe un disco D centrado en (𝑥0 , 𝑦0 ) tal que 𝑓 (𝑥0 , 𝑦0 ) ≤ 𝑓 (𝑥, 𝑦) Para todo (𝑥, 𝑦) ∈ D ∩ C ((𝑥, 𝑦) ∈ D y g(𝑥, 𝑦) = 0).. En ambos casos decimos que 𝑓 alcanza en (𝑥0 , 𝑦0 ) ∈ C un extremo relativo sujeto (condicionado) a la restricción g(𝑥, 𝑦) = 0. En las condiciones anteriores, supongamos que 𝑓 alcanza un extremo relativo en el punto (𝑥0 , 𝑦0 ) sujeto a la restricción g(𝑥, 𝑦) = 0 y que las funciones 𝑓 y 𝑔 tienen derivadas parciales continuas en un disco D centrado en (𝑥0 , 𝑦0 ). Si 𝐷𝑔(𝑥0 , 𝑦0 ) ≠ 0, entonces existe un numero 𝜆 ∈ ℝ (llamado multiplicador de lagrange) tal que 𝑓𝑥 (𝑥0 , 𝑦0 ) = 𝜆 𝑔𝑥 (𝑥0 , 𝑦0 ), } 𝐷𝑓(𝑥0 , 𝑦0 ) = 𝜆 ∙ 𝐷𝑔(𝑥0 , 𝑦0 ) es decir, se verifica que { 𝑓𝑦 (𝑥0 , 𝑦0 ) = 𝜆 𝑔𝑦 (𝑥0 , 𝑦0 ).. 24.
(26) 4.6.2. Multiplicadores de Lagrange para funciones de tres variables en una superficie Sea 𝑓: (𝑥, 𝑦, 𝑧) ∈ U ⊆ ℝ3 → 𝑓: (𝑥, 𝑦, 𝑧) ∈ ℝ una función y sea S ⊆ U una curva de ecuación implícita 𝑔 (𝑥, 𝑦, 𝑧) = 0. Se dice que 𝑓 alcanza en 𝑥0 , 𝑦0 , 𝑧0 ∈ S un máximo relativo sujeto (condicionado) a la restricción 𝑔(𝑥, 𝑦, 𝑧) = 0, si existe una bola B centrado en(𝑥0 , 𝑦0 , 𝑧0 ) tal que 𝑓 (𝑥0 , 𝑦0 , 𝑧0 ) ≥ 𝑓 (𝑥, 𝑦, 𝑧) para todo (𝑥, 𝑦, 𝑧) ∈ B ∩ S (o sea, (x, y, z) ∈ B y g(x, y, z) = 0). Se dice que 𝑓 alcanza en (𝑥0 , 𝑦0 , 𝑧0 ) ∈ S un mínimo relativo sujeto (condicionado) a la restricción g(𝑥, 𝑦, 𝑧) = 0, si existe una bola B centrada en (𝑥0 , 𝑦0 , 𝑧0 ) tal que 𝑓 (𝑥0 , 𝑦0 , 𝑧0 ) ≤ 𝑓 (𝑥, 𝑦, 𝑧) para todo (x, y, z) ∈ B ∩ S (o sea, (x, y, z) ∈ B y g(x, y, z) = 0). En ambos casos decimos que 𝑓 alcanza en (𝑥0 , 𝑦0 , 𝑧0 ) ∈ S un extremo relativo sujeto (condicionado) a la restricción g(𝑥, 𝑦, 𝑧) = 0. En las condiciones anteriores, supongamos que 𝑓alcanza un extremo relativo en el punto (𝑥0 , 𝑦0 , 𝑧0 ) sujeto a la restricción g(𝑥, 𝑦, 𝑧) = 0 y que las funciones 𝑓 y 𝑔 tienen derivadas parciales continuas en una bola B centrada en (𝑥0 , 𝑦0 , 𝑧0 ). Si 𝐷𝑔(𝑥0 , 𝑦0 , 𝑧0 ) ≠ 0, entonces existe un numero 𝜆 ∈ 𝑅 (llamado multiplicador de lagrange) tal que 𝐷𝑓(𝑥0 , 𝑦0 , 𝑧0 ) = 𝜆 ∙ 𝐷𝑔(𝑥0 , 𝑦0 , 𝑧0 ) es decir, se verifica que 𝑓𝑥 (𝑥0 , 𝑦0 , 𝑧0 ): 𝜆𝑔𝑥 (𝑥0 , 𝑦0 , 𝑧0 ) {𝑓𝑦 (𝑥0 , 𝑦0 , 𝑧0 ): 𝜆𝑔𝑦 (𝑥0 , 𝑦0 , 𝑧0 )} 𝑓𝑧 (𝑥0 , 𝑦0 , 𝑧0 ): 𝜆𝑔𝑧 (𝑥0 , 𝑦0 , 𝑧0 ). 25.
(27) 4.6.3. Multiplicadores de Lagrange para funciones de tres variables en una curva Sea. 𝑓: (𝑥, 𝑦, 𝑧) ∈ U ⊆ ℝ3 → 𝑓: (𝑥, 𝑦, 𝑧) ∈ ℝ una función y sea 𝐶 ∶= S1 ∩ S2 ⊆ U. una curva intersección de dos superficies de ecuaciones implícitas 𝑔 (𝑥, 𝑦, 𝑧) = 0 y ℎ (𝑥, 𝑦, 𝑧) = 0 respectivamente. Se dice que 𝑓 alcanza en 𝑥0 , 𝑦0 , 𝑧0 ∈ C un máximo relativo sujeto (condicionado) a la restricción 𝑔 (𝑥, 𝑦, 𝑧) = 0 y ℎ (𝑥, 𝑦, 𝑧) = 0 , si existe una bola B centrada en (𝑥0 , 𝑦0 , 𝑧0 ) tal que 𝑓 (𝑥0 , 𝑦0 , 𝑧0 ) ≥ 𝑓 (𝑥, 𝑦, 𝑧) para. todo. (𝑥, 𝑦, 𝑧) ∈ B ∩ C ( (𝑥, 𝑦, 𝑧) ∈ B y g(𝑥, 𝑦, 𝑧) =. ℎ (𝑥, 𝑦, 𝑧) = 0). Se dice que 𝑓 alcanza en (𝑥0 , 𝑦0 , 𝑧0 ) ∈ C un mínimo relativo sujeto (condicionado) a la restricción g(𝑥, 𝑦, 𝑧) = 0 𝑦 ℎ (𝑥, 𝑦, 𝑧) = 0, si existe una bola B centrada en (𝑥0 , 𝑦0 , 𝑧0 ) tal que 𝑓 (𝑥0 , 𝑦0 , 𝑧0 ) ≤ 𝑓 (𝑥, 𝑦, 𝑧) para todo (x, y, z) ∈ B ∩ C (o sea, (x, y, z) ∈ B y g(x, y, z) = h (x, y, z) = 0). En ambos casos decimos que 𝑓 alcanza en (𝑥0 , 𝑦0 , 𝑧0 ) ∈ C un extremo relativo sujeto (condicionado) a la restricción g(𝑥, 𝑦, 𝑧) = 0 𝑦 ℎ (𝑥, 𝑦, 𝑧) = 0. En las condiciones anteriores, supongamos que 𝑓alcanza un extremo relativo en el punto (𝑥0 , 𝑦0 , 𝑧0 ) sujeto a la restricción g(𝑥, 𝑦, 𝑧) = 0 𝑦 ℎ (𝑥, 𝑦, 𝑧) = 0. y que las funciones 𝑓, 𝑔 𝑦 ℎ tienen derivadas parciales continuas en una bola B centrada en (𝑥0 , 𝑦0 , 𝑧0 ). Si 𝐷𝑔(𝑥0 , 𝑦0 , 𝑧0 ) 𝑦 𝐷ℎ(𝑥0 , 𝑦0 , 𝑧0 ),. son linealmente independientes. entonces existen dos números 𝜆, 𝜇 ∈ ℝ (llamado multiplicador de lagrange) tales que 𝐷𝑓(𝑥0 , 𝑦0 , 𝑧0 ) = 𝜆 ∙ 𝐷𝑔(𝑥0 , 𝑦0 , 𝑧0 ) + 𝜇 ∙ 𝐷ℎ(𝑥0 , 𝑦0 , 𝑧0 ) es decir9. 9. http://www.matematicaaplicada2.es/data/pdf/1328695759_1992907084.pdf. 26.
(28) 𝑓𝑥 (𝑥0 , 𝑦0 , 𝑧0 ): 𝜆𝑔𝑥 (𝑥0 , 𝑦0 , 𝑧0 )+ ) + 𝜇𝑔𝑥 (𝑥0 , 𝑦0 , 𝑧0 ), 𝑓 { 𝑦 (𝑥0 , 𝑦0 , 𝑧0 ): 𝜆𝑔𝑦 (𝑥0 , 𝑦0 , 𝑧0 )+ ) + 𝜇𝑔𝑦 (𝑥0 , 𝑦0 , 𝑧0 ),} 𝑓𝑧 (𝑥0 , 𝑦0 , 𝑧0 ): 𝜆𝑔𝑧 (𝑥0 , 𝑦0 , 𝑧0 )+ ) + 𝜇𝑔𝑧 (𝑥0 , 𝑦0 , 𝑧0 ). Este método no se utilizará para optimizar los resultados, ya que se debe plantear una restricción al problema inicial, la cual no se tiene y no fue planteada desde el inicio del proyecto.. 4.7. MÉTODO DEL GRADIENTE Este es otro método de optimización, el cual se incluye debido a que no se puede utilizar el método de multiplicadores de Lagrange por la razón expuesta anteriormente. Dado que el método del gradiente no necesita una restricción para su desarrollo, se utilizará para cumplir con lo propuesto. A continuación se describe:. Si f es una función en varias variables, por ejemplo n variables, con derivadas parciales de segundo orden en x0 ∈ ℝn (es decir, x0 tiene n componentes), se define el Hessiano de f en x0 como la función 𝑛. 1 𝜕2𝑓 𝐻𝑓(𝒙0 ) (h) = ∑ (𝒙 )ℎ ℎ 2 𝜕𝑥𝑖 𝜕𝑥𝑗 0 𝑖 𝑗 𝑖, 𝑗=1. donde 𝑥𝑖 son las componentes de x0 y ℎ𝑖 las de h. Forma matricial del hessiano: Dada una función real 𝑓 de n variables reales: 𝑓 ∶ ℝ𝑛 → ℝ 𝑥 → 𝑓(𝑥) Si todas las segundas derivadas parciales de 𝑓 existen, se define la matriz hessiana de 𝑓 como: 𝐻𝑓 (𝑥), donde. 27.
(29) 𝐻𝑓 (𝑥)𝑖,𝑗. 𝜕 2 𝑓(𝑥) = 𝜕𝑥𝑖 𝜕𝑥𝑗. tomando la siguiente forma. Además, se tiene que si:. , entonces la matriz hessiana está bien. definida, es una matriz simétrica 10.. El hessiano tiene la particularidad de ser una función cuadrática. En general, una función cuadrática se dice definitivamente positiva si al evaluarla en cualquier punto el resultado es positivo y ella es cero únicamente al evaluarla en cero. Y se dice definitivamente negativa si al evaluarla en cualquier punto el resultado es negativo y ella es cero únicamente al evaluarla en cero. Con el hessiano puede saberse si una función tiene máximo o mínimo, es decir, si es óptima en un punto dado.. Un punto crítico de una función es aquel que hace cero cada una de las primeras derivadas de la función (también donde las derivadas no existen, pero esa parte no nos interesa por continuidad).. Teorema. Si f en n variables es continua y derivable hasta 3 veces y x0 es un punto crítico, y 𝐻𝑓(𝒙0 ) (𝐡) es el hessiano de f en x0, entonces, 10. https://es.wikipedia.org/wiki/Matriz_hessiana#cite_ref-1. 28.
(30) 1. Si 𝐻𝑓(𝒙0 ) (𝐡) es definitivamente positivo, entonces en x0, f es mínima. 2. Si 𝐻𝑓(𝒙0 ) (𝐡) es definitivamente negativo, entonces en x0, f es máxima. En el caso de que el hessiano no es ni definitivamente positivo ni definitivamente negativo, tenemos un punto de silla en el punto crítico usado para calcular el hessiano.. 4.8. DISEÑO DE TAGUCHI También denominado arreglo ortogonal es un experimento diseñado que permite elegir un producto o proceso que funciona con mayor consistencia en el entorno operativo. Los diseños de Taguchi reconocen que no todos los factores que causan variabilidad pueden ser controlados. Estos factores que no se pueden controlar se denominan factores de ruido. Los diseños de Taguchi intentan identificar factores controlables (factores de control) que minimicen el efecto de los factores de ruido. Durante el experimento, usted manipula los factores de ruido para hacer que haya variabilidad y luego determina la configuración óptima de los factores de control para que el proceso o producto sea robusto o resistente ante la variación causada por los factores de ruido. Un proceso diseñado con esta meta producirá una salida más consistente. Un producto diseñado con esta meta tendrá un rendimiento más consistente, independientemente del entorno en el que se utilice. Los diseños de Taguchi utilizan arreglos ortogonales, que estiman los efectos de los factores en la media y la variación de la respuesta. Un arreglo ortogonal significa que el diseño es balanceado, así que los niveles de los factores se ponderan equitativamente. Por eso, cada factor puede evaluarse independientemente de todos los demás factores, de modo que el efecto de un factor no afecta la estimación de otro factor. Esto puede reducir el tiempo y el costo asociados con el experimento. 29.
(31) cuando se utilizan diseños fraccionados. Los diseños de arreglo ortogonal se concentran principalmente en los efectos principales 11.. Arreglos ortogonales. Los arreglos ortogonales son utilizados para determinar la matriz de diseño que proporciona las corridas a realizar para evaluar los factores controlables y los de ruido con sus niveles correspondientes. Existen diferentes arreglos ortogonales, por ejemplo el L8 tiene ocho corridas y se pueden estudiar de dos hasta siete factores con dos niveles cada uno, el L4 tiene cuatro corridas y se pueden estudiar dos y tres factores con dos niveles cada uno. Cuando no se estudian todos los factores posibles en el arreglo es necesario asignar las columnas según el número de factores, por ejemplo, si desean estudiar 3 factores con un L8 las columnas asignadas serán 1,2, 4 para cada factor. Para factores con dos niveles cada factor se utilizan L4, L8, L12 y L16 y para tres niveles cada factor se utilizan L9 y L1812.. De acuerdo a lo deseado en nuestro proyecto, utilizaremos el arreglo ortogonal L9 (3)3, donde en su respectivo orden L indica que es un arreglo ortogonal, 9 es el número de corridas, 3 el número de niveles (bajo 1, medio 2 y alto 3) y 3 el número de factores (velocidad de corte, avance y profundidad), se observa el arreglo en la tabla 4.. L 1 2 3 4 5 6. VC 1 1 1 2 2 2. ƒ 1 2 3 1 2 3. P 1 2 3 2 3 1. 11. http://support.minitab.com/es-mx/minitab/17/topic-library/modeling-statistics/doe/taguchi-designs/taguchi-designs/. 12. http://www.academia.edu/6887572/Diseno_de_Experimentos_Robusto_Metodo_de_Taguchi. 30.
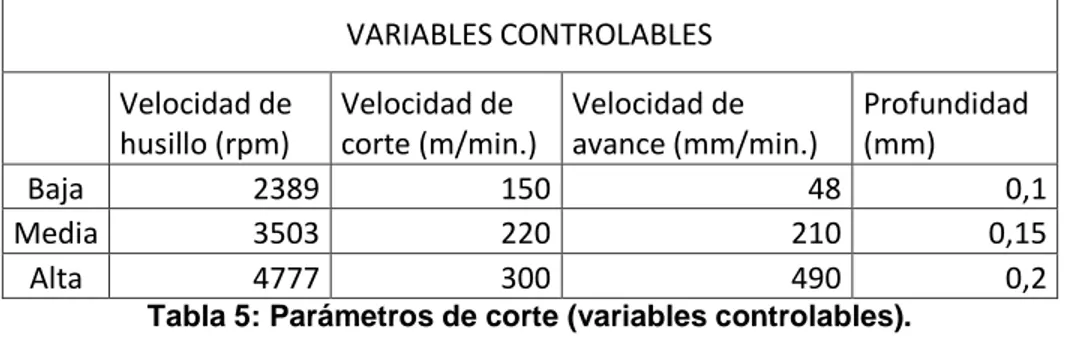
(32) 7 8 9. 3 3 3. 1 2 3. 3 1 2. Tabla 4: Arreglo ortogonal L9 (3)3.. 5. MATERIALES Y MÉTODOS Estos son los pasos hechos para la obtención de los resultados del proyecto: 5.1.. OBTENCIÓN DE LOS PARÁMETROS DE CORTE Y LAS VARIABLES A ANALIZAR.. Para las pruebas se tomó en cuenta la operación de corte a realizar según el “catálogo general Walter de capacidad concentrada para el arranque de viruta” 13, en este caso específico se escogió el planeado, ya que es la operación con mejores resultados en cuanto a acabado superficial y aquella en la que se facilitaría la toma de mediciones, además para la escogencia de los parámetros de corte se siguieron los pasos del catálogo, donde se indican unos parámetros de corte recomendados según el material y las condiciones de mecanizado. Los parámetros de corte seleccionados de acuerdo al material, a la herramienta de corte y a la operación a realizar los vemos en la tabla 5. VARIABLES CONTROLABLES Velocidad de Velocidad de Velocidad de Profundidad husillo (rpm) corte (m/min.) avance (mm/min.) (mm) Baja 2389 150 48 0,1 Media 3503 220 210 0,15 Alta 4777 300 490 0,2 Tabla 5: Parámetros de corte (variables controlables).. 13. http://www.walter-tools.com/SiteCollectionDocuments/downloads/global/catalogues/es-es/general-catalogue-2012-es.pdf. 31.
(33) También se tomaron variables no controlables en un proceso de esta magnitud mostrados en la tabla 6. VARIABLES NO CONTROLABLES Desgaste. Presión del refrigerante (ml/min) Nuevo 2500 Usado 7200. Tabla 6: Parámetros de corte (variables no controlables).. 5.2. PROCEDIMIENTO EXPERIMENTAL. Teniendo unos valores definidos para los parámetros de corte, se procedió a la realización de las pruebas para las cuales se tuvo en cuenta las herramientas del centro de mecanizado Leadwell V20-i de la Universidad Distrital Francisco José de Caldas mostrado en la figura 2, que cuenta con una capacidad de recorrido del eje (x, y, z) de 510, 350 y 400 (mm) respectivamente, un máximo peso de carga de 200 kilos, una velocidad máxima de husillo de 8000 (RPM), un máximo avance en corte de 10000 (mm/min), una capacidad máxima de 20 herramientas y con unos motores de husillo de 5.5 y de ejes de 1.2 kW 14.. Figura 2: Centro de mecanizado Leadwell V20-i13. 14. http://www.udistrital.edu.co:8080/web/laboratorio-mecanica/fresa-cnc-leadwell-v20. 32.
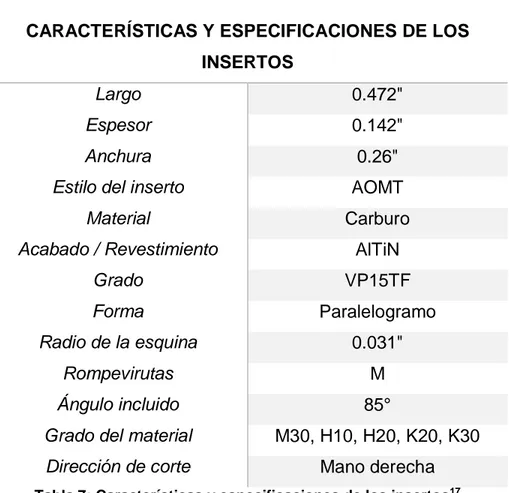
(34) La herramienta escogida fue la T2 de 20 mm de diámetro para tres insertos, la cual se acoplaba de buena manera con los planeados a realizar y con los insertos que se usarían, la cual observamos en la figura 3.. Figura 3: Herramienta de corte T2 de 20 mm de diámetro. Los insertos necesarios debían ser para la herramienta de 20 mm de diámetro y debían cortar el acero con el que se estaba trabajando sin ningún problema, los escogidos fueron los Mitsubishi AOMT123608PEER-M VP15TF, mostrado en la figura 4, de material carburo de tungsteno para alto rendimiento con una dureza de 92HRC y un tamaño de grano aproximado de 0.5-0.6 mm15, los cuales cumplieron a cabalidad con su objetivo y los requerimientos que se necesitaban, a continuación se presenta la tabla 5 con sus propiedades.. 15. http://www.alibaba.com/product-detail/Mitsubishi-Lathe-Cutter-AOMT123608PEER-M-VP15TF_60093383855.html. 33.
(35) Figura 4: Insertos Mitsubishi AOMT123608PEER-M VP15TF16. CARACTERÍSTICAS Y ESPECIFICACIONES DE LOS INSERTOS Largo. 0.472". Espesor. 0.142". Anchura. 0.26". Estilo del inserto. AOMT. Material. Carburo. Acabado / Revestimiento. AlTiN. Grado. VP15TF. Forma. Paralelogramo. Radio de la esquina. 0.031". Rompevirutas. M. Ángulo incluido. 85°. Grado del material. M30, H10, H20, K20, K30. Dirección de corte. Mano derecha. Tabla 7: Características y especificaciones de los insertos17. 16. http://www.mitsubishicarbide.net/mmus/enus/rotating_inserts/no_srs/20051655. 17. https://www.motionindustries.com/productDetail.jsp?sku=05566788. 34.
(36) Se tomó una probeta de acero AISI SAE 1045 mostrada en la figura 5 cuyas dimensiones son: 6.17 cm (2.43 in) de alto, 1.98 cm (0.78 in) de ancho y 11.76 cm (4.63 in) de largo, estas medidas son definidas en base a que era necesario que la probeta no tuviera ningún tipo de inconveniente al momento de sujetarla dentro de la máquina o al momento de realizar los planeados y además se acoplaba al diámetro de la herramienta de corte. Con el fin de que el rugosímetro pudiera medir sin necesidad de mover la probeta de la máquina, evitando errores o alteraciones en la toma de mediciones se adecuaron dos placas de aluminio de 4 mm de espesor a cada lado de un tamaño, peso y posición igual para evitar vibraciones inesperadas en la pieza que pudieran afectar el proceso de mecanizado o las mediciones de cualquier modo, el uso de estas era el de servir de bases fijas para posicionar el rugosímetro en el momento de la medición.. Figura 5: Probeta de acero AISI SAE 1045. Las mediciones se hicieron con un rugosímetro Mahr MarSurf PS1, el cual es un instrumento pequeño y ligero (400 g / 0.88 libras), con una precisión muy alta en un tiempo muy corto y de simple operación, con una punta de diamante que mide 2 µm. 35.
(37) (80 µin) de rugosidad y una fuerza de medición de 0.7 mN 18 mostrado en la figura 6.. Figura 6: Rugosímetro MarSurf PS1. Para el desgaste de la herramienta, se tomó como referencia el método de desgaste por abrasión, donde se desgastara el flanco de la herramienta ya que esta es la superficie de incidencia con la probeta y es la que infringe un daño significativo a nuestros insertos, la norma ASTM G40-92 define el desgaste abrasivo como la pérdida de masa resultante de la interacción entre partículas o asperezas duras que son forzadas contra una superficie y se mueven a lo largo de ella. La diferencia entre desgaste abrasivo y desgaste por deslizamiento es el “grado de desgaste” entre los cuerpos involucrados (mayor en el desgaste abrasivo), ya sea por la naturaleza, tipo de material, composición química, o por la configuración geométrica 19.. 18. http://datasheet.octopart.com/6910214-Mahr-Federal-datasheet-8616887.pdf. 19. http://www.utp.edu.co/~dhmesa/pdfs/desgaste.pdf. 36.
(38) Las imágenes de los insertos antes, durante y después de las pruebas fueron tomadas con el estereoscopio Zeiss de la Universidad Distrital Francisco José de Caldas, mostrado en la figura 7, el cual mostró las imágenes con un aumento desde 10x hasta 80x, por medio del cual se logró ver el grado de desgaste que tenían y la diferencia entre insertos nuevos y usados.. Figura 7: Estereoscopio Zeiss20.. Las figuras 8, 9, 10 y 11, muestran los insertos y su flanco a diferentes aumentos, además se sabe que la vida útil de la herramienta de corte ha sido definida como el tiempo de maquinado transcurrido antes de que falle. Como criterio para definir la vida útil de la herramienta recomendado por ANSI/ASME B94.55M, para herramientas de carburo y de cerámica es de 300 µm21, en este caso los insertos tienen un desgaste final de 194.44 µm.. 20. http://www.udistrital.edu.co:8080/web/laboratorio-mecanica/equipos-de-laboratorio3. 21. http://scielo.sld.cu/scielo.php?pid=S1815-59442012000100002&script=sci_arttext#t1. 37.
(39) 38.
(40) 39.
(41) Después de realizados los mecanizados, se hicieron dos mediciones por cada planeado realizado, según el método de Taguchi en total son 36 pruebas; se prefirió no hacerlas en orden y si cada una al azar para que fueran más precisos y no consecutivos los resultados. En la tabla 8 se relacionan todas las variables controlables y no controlables, además se dan los resultados obtenidos que son el promedio de dos mediciones hechas por cada planeado al material.. Tabla 8: Resultados obtenidos en las pruebas. 40.
(42) 5.3. ANÁLISIS MATEMÁTICO Realizados los mecanizados, para el análisis de los datos se utiliza el método de interpolación multivariada de Lagrange, con el cual se obtiene una función polinómica que satisface los puntos que componen el sistema. Con esos polinomios se busca estimar valores de la rugosidad para parámetros generales; pero que debido a la complejidad en las fracciones halladas, se tuvo la necesidad de utilizar Derive versión 6.10, el cual es un programa de cálculo matemático. Se plantean cuatro polinomios que corresponden a las condiciones no controlables planteadas al inicio, y se ven en las columnas de la tabla 8 en orden de izquierda a derecha, donde se intercambian las condiciones para obtener menores y mejores resultados según el método de Taguchi.. El desarrollo del primer polinomio fue el siguiente: Tenemos los puntos . Velocidad de corte 𝑥1 = x= (150, 220, 300); 𝑖 = 0, 1, 2; 𝑛1= 2. . Velocidad de avance 𝑥2 = y= (48, 210, 490); 𝑖 = 0, 1, 2; 𝑛2= 2. . Profundidad 𝑥3 = z= (0.1, 0.15, 0.2); 𝑖 = 0, 1, 2; 𝑛2= 2. 𝑙 (𝑥1 , 𝑥2, 𝑥3 )= 𝑙 (x, y, z)= ∑ f (xi1, yi2, zi3); “0≤ 𝑖 1≤ 𝑛1, 0≤ 𝑖 2≤ 𝑛2, 0≤ 𝑖 3≤ 𝑛3” donde 𝑗. 𝑖1 𝑙𝑛1. =. ∏𝑛1 𝑗=0, 𝑗≠𝑗1(𝑥1 −𝑥1 ) 𝑗. 𝑖1 ∏𝑛1 𝑗=0, 𝑗≠𝑗1(𝑥1 −𝑥1 ). 41.
(43) para (𝑥1 )= (x); 𝑥10 = 150, 𝑥11 = 220, 𝑥12 = 300. 𝑖 1= 0 𝑙20 (𝑥1 ). =. =. ∏2𝑗=0, ∏2𝑗=0,. 𝑗≠0(𝑥1. − 𝑥1𝑗 ). 0 𝑗≠0(𝑥1. 𝑥1𝑗 ). −. =. (𝑥1 − 220)(𝑥1 − 300) (150 − 220)(150 − 300). (𝑥12 ) 520𝑥1 66000 (𝑥12 ) 26 44 − + = − 𝑥1 + 10500 10500 10500 10500 525 7. 𝑖 2= 1 𝑙21 (𝑥1 ). =. 𝑗≠1(𝑥1. − 𝑥1𝑗 ). ∏2𝑗=0, 𝑗≠1(𝑥11. 𝑥1𝑗 ). ∏2𝑗=0,. −. =. (𝑥1 − 150)(𝑥1 − 300) (220 − 150)(220 − 300). (𝑥12 ) 450𝑥1 45000 (𝑥12 ) 9 225 =− + − =− + 𝑥1 − 5600 5600 5600 5600 112 28. 𝑖 3= 2 𝑙22 (𝑥1 ). =. =. ∏2𝑗=0,. 𝑗≠2(𝑥1. − 𝑥1𝑗 ). ∏2𝑗=0,. 2 𝑗≠2(𝑥1. − 𝑥1𝑗 ). =. (𝑥1 − 150)(𝑥1 − 220) (300 − 150)(300 − 220). (𝑥12 ) 370𝑥1 33000 (𝑥12 ) 37 11 − + = − 𝑥1 + 12000 12000 12000 12000 1200 4. 42.
(44) para (𝑥2 )= (y); 𝑥20 = 48, 𝑥21 = 210, 𝑥22 = 490. 𝑖 1= 0 𝑙20 (𝑥2 ). =. =. ∏2𝑗=0, ∏2𝑗=0,. 𝑗≠0(𝑥2. − 𝑥2𝑗 ). 0 𝑗≠0(𝑥2. 𝑥2𝑗 ). −. =. (𝑥2 − 210)(𝑥2 − 490) (48 − 210)(48 − 490). (𝑥22 ) 700𝑥2 102900 (𝑥22 ) 175 102900 − + = − 𝑥2 + 71604 71604 71604 71604 17901 71604. 𝑖 2= 1 𝑙21 (𝑥2 ). =. 𝑗≠1(𝑥2. − 𝑥2𝑗 ). ∏2𝑗=0, 𝑗≠1(𝑥21. 𝑥2𝑗 ). ∏2𝑗=0,. −. =. (𝑥2 − 48)(𝑥2 − 490) (210 − 48)(210 − 490). (𝑥22 ) 538𝑥2 23520 (𝑥22 ) 269 14 =− + − =− + 𝑥2 − 45360 45360 45360 45360 22680 27. 𝑖 3= 2 𝑙22 (𝑥2 ). =. =. ∏2𝑗=0,. 𝑗≠2(𝑥2. − 𝑥2𝑗 ). ∏2𝑗=0,. 2 𝑗≠2(𝑥2. − 𝑥2𝑗 ). =. (𝑥2 − 48)(𝑥2 − 210) (490 − 48)(490 − 210). (𝑥22 ) 258𝑥2 10080 (𝑥22 ) 129 18 − + = − 𝑥2 + 123760 123760 123760 123760 61880 221. 43.
(45) para (𝑥3 )= (z); 𝑥30 = 0.1, 𝑥31 = 0.15, 𝑥32 = 0.2. 𝑖 1= 0 𝑙20 (𝑥3 ). =. =. ∏2𝑗=0, ∏2𝑗=0,. 𝑗≠0(𝑥3. − 𝑥3𝑗 ). 0 𝑗≠0(𝑥3. 𝑥3𝑗 ). −. =. (𝑥3 − 0.15)(𝑥3 − 0.2) (0.1 − 0.15)(0.1 − 0.2). (𝑥32 ) 0.35𝑥3 0.03 − + = 200𝑥32 − 70𝑥3 + 6 1⁄ 1⁄ 1⁄ 200 200 200. 𝑖 2= 1 𝑙21 (𝑥3 ). =. =. ∏2𝑗=0,. 𝑗≠0(𝑥3. − 𝑥3𝑗 ). ∏2𝑗=0,. 1 𝑗≠0(𝑥3. − 𝑥3𝑗 ). =. (𝑥3 − 0.1)(𝑥3 − 0.2) (0.15 − 0.1)(0.15 − 0.2). (𝑥32 ) 0.35𝑥3 0.03 − + = −400𝑥32 + 120𝑥3 − 8 1 1 1 − ⁄400 − ⁄400 − ⁄400. 𝑖 3= 2 𝑙22 (𝑥3 ). =. ∏2𝑗=0, ∏2𝑗=0,. 𝑗≠0(𝑥3. − 𝑥3𝑗 ). 2 𝑗≠0(𝑥3. 𝑥3𝑗 ). −. =. (𝑥3 − 0.1)(𝑥3 − 0.15) (0.2 − 0.1)(0.2 − 0.15). (𝑥32 ) 0.25𝑥3 0.015 = − + = 200𝑥32 − 50𝑥3 + 3 1⁄ 1⁄ 1⁄ 200 200 200 Entonces 𝑖1 𝑖2 𝑖3 𝑙 (𝑥1 , 𝑥2, 𝑥3 )= ∑ (𝑖 1, 𝑖 2, 𝑖 3) f (𝑥1 , 𝑥2, 𝑥3 ) 𝑙𝑛1 (𝑥1 ) 𝑙𝑛2 (𝑥2 ) 𝑙𝑛3 (𝑥3 ). Los puntos donde k= 1 y r= 1 son constantes:. 44.
(46) f (𝑥10 , 𝑥20 , 𝑥30)= 0.802; f (𝑥10 , 𝑥21 , 𝑥31 )= 1.5535; f (𝑥10 , 𝑥22 , 𝑥32 )= 1.8455; f (𝑥11 , 𝑥20 , 𝑥31 )= 0.2965; f (𝑥11 , 𝑥21 , 𝑥32 )= 0.7035; f (𝑥11 , 𝑥22 , 𝑥30 )= 0.2685; f (𝑥12 , 𝑥20 , 𝑥32)= 0.085; f (𝑥12 , 𝑥21 , 𝑥30 )= 0.225; f (𝑥12 , 𝑥22 , 𝑥32)= 0.228 𝑙 (𝑥1 , 𝑥2, 𝑥3 )= 0.802 𝑙20 (𝑥1 ) 𝑙20 (𝑥2 ) 𝑙20 (𝑥3 )+ 1.5535 𝑙20 (𝑥1 ) 𝑙21 (𝑥2 ) 𝑙21 (𝑥3 )+ 1.8455 𝑙20 (𝑥1 ) 𝑙22 (𝑥2 ) 𝑙22 (𝑥3 )+ 0.2965 𝑙21 (𝑥1 ) 𝑙20 (𝑥2 ) 𝑙21 (𝑥3 )+ 0.7035 𝑙21 (𝑥1 ) 𝑙21 (𝑥2 ) 𝑙22 (𝑥3 )+ 0.2685 𝑙21 (𝑥1 ) 𝑙22 (𝑥2 ) 𝑙20 (𝑥3 )+ 0.085 𝑙22 (𝑥1 ) 𝑙20 (𝑥2 ) 𝑙22 (𝑥3 )+ 0.225 𝑙22 (𝑥1 ) 𝑙21 (𝑥2 ) 𝑙20 (𝑥3 )+ 0.228 𝑙22 (𝑥1 ) 𝑙22 (𝑥2 ) 𝑙21 (𝑥3 ) El procedimiento de obtención de los polinomios es el mismo en los cuatro, los resultados son los siguientes: P. 1: Condición (inserto nuevo - nivel de refrigerante bajo). 45.
(47) P. 2: condición (inserto nuevo - nivel de refrigerante alto). 46.
(48) P. 3: condición (inserto usado - nivel de refrigerante bajo). 47.
(49) P. 4: condición (inserto usado-nivel de refrigerante alto). Para aplicar el método del gradiente primero se deriva, luego se obtienen los puntos críticos igualando a cero esas derivadas; obtenemos las segundas derivadas y por último los hessianos de los polinomios. Este es el procedimiento realizado:. 48.
(50) P. 1:. ∂p 2x 26 2x 26 ) + 1.5535 ( ) = 0.802 ( − − ∂x 10500 525 10500 525 2x 26 2x 9 ) + 0.2965 (− ) + 1.8455 ( − + 10500 525 5600 112 2x 9 2x 9 ) + 0.2685 (− ) + 0.7035 (− + + 5600 112 5600 112 2x 37 2x 37 ) + 0.225 ( ) + 0.085 ( − − 12000 1200 12000 1200 2x 37 ) + 0.228 ( − 12000 1200. ∂p 2y 175 2y 269 ) + 1.5535 (− ) = 0.802 ( − + ∂y 71604 17901 45360 22680 2y 129 2y 175 ) + 0.2965 ( ) − − 123760 61880 71604 17901 2y 269 2y 129 ) + 0.2685 ( ) + 0.7035 (− + − 45360 22680 123760 61880 2y 175 2y 269 ) + 0.225 (− ) + 0.085 ( − + 71604 17901 45360 22680 2y 129 ) + 0.228 ( − 123760 61880 + 1.8455 (. 49.
(51) ∂p = 0.802 (400𝑧 − 70) + 1.5535 (−800𝑧 + 120) + 1.8455 (400𝑧 − 50) ∂z + 0.2965 (−800𝑧 + 120) + 0.7035 (400𝑧 − 50) + 0.2685 (400𝑧 − 70) + 0.085 (400𝑧 − 50) + 0.225 (400𝑧 − 70) + 0.228 (−800𝑧 + 120). Simplificando e igualando a cero se tiene: ∂p 3(4077x − 1145245) = =0 ∂x 28000000 𝑥 = 280.9. ∂p 929848 − 2759y = =0 ∂y 71604000 𝑦 = 337.02. ∂p 1079 − 3624z = =0 ∂z 40 𝑧 = 0.3. El punto crítico es (280.9, 337.02, 0.3), es un punto de silla ya que éste no corresponde a un valor mínimo ni un máximo al reemplazarlo en el polinomio, por lo cual es un punto que sirve poco en el desarrollo del proyecto, ya que da un valor de rugosidad de 3.2671 µm, siendo un valor muchísimo mayor a los de los resultados de las pruebas y no satisface el valor deseado (menor a 0.085 µm), se tuvo que hacer un ajuste en el valor de 280.9 e incrementarlo a 299.895, se decide tomar 50.
(52) este valor porque es el que más se aleja del rango manejado inicialmente, además en este valor la rugosidad es mínima cuando reemplazamos e igualamos a cero el polinomio 1. Entonces el punto al hacer este cambio quedó (299.895, 337.02, 0.3) y su rugosidad es 0.00015408074 µm. Cabe aclarar que al hacer la modificación dejo de ser un punto crítico, pues no es la solución de igualar a cero las primeras derivadas y se tomara como un valor de referencia, además que todas las consideraciones tomadas con este polinomio serán las mismas con los demás.. ∂p 2 2 2 ) + 1.5535 ( ) + 1.8455 ( ) = 0.802 ( ∂x ∂x 10500 10500 10500 2 2 2 ) + 0.7035 (− ) + 0.2685 (− ) + 0.2965 (− 5600 5600 5600 2 2 2 273 ) + 0.225 ( ) + 0.228 ( )= + 0.085 ( 12000 12000 12000 625000 ∂p = 0 ∂x ∂y ∂p = 0 ∂x ∂z ∂p = 0 ∂y ∂x ∂p 2 2 2 ) + 1.5535 (− ) + 1.8455 ( ) = 0.802 ( ∂y ∂y 71604 45360 123760 2 2 2 ) + 0.7035 (− ) + 0.2685 ( ) 71604 45360 123760 2 2 2 ) + 0.225 (− ) + 0.228 ( ) + 0.085 ( 71604 45360 123760 + 0.2965 (. = −3.8531 ∗ 10−5. 51.
(53) ∂p = 0 ∂y ∂z ∂p = 0 ∂z ∂x ∂p = 0 ∂z ∂y. ∂p = ∂z ∂z. 0.802 (400) + 1.5535 (−800) + 1.8455 (400) + 0.2965 (−800) + 0.7035 (400) + 0.2685 (400) + 0.085 (400) + 0.225 (400) + 0.228 (−800) = −. 453 5. Se aplica la fórmula para hallar el hessiano, 𝑛. 1 𝜕2𝑓 𝐻𝑓(𝒙0) (𝐡) = ∑ (𝒙 )ℎ ℎ 2 𝜕𝑥𝑖 𝜕𝑥𝑗 0 𝑖 𝑗 𝑖, 𝑗=1. Y se obtiene 𝐻1 =. 1 273 ( ℎ ℎ + 0ℎ1 ℎ2 + 0ℎ1 ℎ3 + 0ℎ2 ℎ1 − 3.8531 ∗ 10−5 ℎ2 ℎ2 2 625000 1 1 453 + 0ℎ3 ℎ1 + 0ℎ3 ℎ2 − ℎ ℎ ) 5 3 3. 𝐻1 =. 1 273 453 2 ( ℎ12 − 3.8531 ∗ 10−5 ℎ22 − ℎ ) 2 625000 5 3. 52.
(54) P. 2:. ∂p 2x 26 2x 26 ) + 1.233 ( ) = 0.193 ( − − ∂x 10500 525 10500 525 2x 26 2x 9 ) + 0.1095 (− ) + 1.484 ( − + 10500 525 5600 112 2x 9 2x 9 ) + 0.913 (− ) + 0.246 (− + + 5600 112 5600 112 2x 37 2x 37 ) + 0.166 ( ) + 0.1155 ( − − 12000 1200 12000 1200 2x 37 ) + 0.311 ( − 12000 1200. ∂p 2y 175 2y 269 ) + 1.233 (− ) = 0.193 ( − + ∂y 71604 17901 45360 22680 2y 129 2y 175 ) + 0.1095 ( ) − − 123760 61880 71604 17901 2y 269 2y 129 ) + 0.913 ( ) + 0.246 (− + − 45360 22680 123760 61880 2y 175 2y 269 ) + 0.166 (− ) + 0.1155 ( − + 71604 17901 45360 22680 2y 129 ) + 0.311 ( − 123760 61880 + 1.484 (. ∂p = 0.193 (400𝑧 − 70) + 1.233 (−800𝑧 + 120) ∂z + 1.484 (400𝑧 − 50) + 0.1095 (−800𝑧 + 120) + 0.246 (400𝑧 − 50) + 0.913 (400𝑧 − 70) + 0.1155 (400𝑧 − 50) + 0.166 (400𝑧 − 70) + 0.311 (−800𝑧 + 120). 53.
(55) Simplificando: ∂p 4x − 1209 = =0 ∂x 20000 𝑥 = 302.25. ∂p 16338571 − 28559y = =0 ∂y 1670760000 𝑦 = 572.09. ∂p 3421 − 15160z = =0 ∂z 200 𝑧 = 0.23. El punto crítico es (302.25, 572.09, 0.23) siendo otro punto de silla ya que éste no corresponde a un valor mínimo ni un máximo, por lo cual es un punto que sirve poco en el desarrollo del proyecto, lo que da un valor de rugosidad de -0.642 µm, siendo un valor negativo que no es posible medir y no satisface el valor deseado (menor a 0.1095 µm), se tuvo que realizar un ajuste en el valor de 572.09 y disminuirlo a 221.1, se decide tomar este valor porque es el que más se aleja del rango manejado inicialmente, ya que en este valor la rugosidad es mínima según el polinomio 2. Entonces el punto al hacer este cambio quedó (302.25, 221.1, 0.23) y su rugosidad correspondiente es 0.000031675 µm.. 54.
(56) ∂p 2 2 2 ) + 1.233 ( ) + 1.484 ( ) = 0.193 ( ∂x ∂x 10500 10500 10500 2 2 2 ) + 0.246 (− ) + 0.913 (− ) + 0.1095 (− 5600 5600 5600 2 2 2 1 ) + 0.166 ( ) + 0.311 ( )= + 0.1155 ( 12000 12000 12000 5000 ∂p = 0 ∂x ∂y ∂p = 0 ∂x ∂z ∂p = 0 ∂y ∂x ∂p 2 2 2 ) + 1.233 (− ) + 1.484 ( ) = 0.193 ( ∂y ∂y 71604 45360 123760 2 2 ) + 0.246 (− ) + 0.913 71604 45360 2 2 ) + 0.166 (− ) + 0.311 + 0.1155 ( 71604 45360 28559 =− 1670760000 + 0.1095 (. ∂p = 0 ∂y ∂z ∂p = 0 ∂z ∂x ∂p = 0 ∂z ∂y. 55. 2 ) 123760 2 ( ) 123760 (.
(57) ∂p = 0.193 (400) + 1.233 (−800) + 1.484 (400) + 0.1095 (−800) ∂z ∂z + 0.246 (400) + 0.913 (400) + 0.1155 (400) + 0.166 (400) + 0.311 (−800) = −. 379 5. Se aplica la fórmula para hallar el hessiano y se obtiene. 𝐻2 =. 1 1 28559 379 2 ( ℎ12 − ℎ22 − ℎ ) 2 5000 1670760000 5 3. P. 3:. ∂p 2x 26 2x 26 ) + 1.2795 ( ) = 1.6795 ( − − ∂x 10500 525 10500 525 2x 26 2x 9 ) + 1.079 (− ) + 1.6795 ( − + 10500 525 5600 112 2x 9 2x 9 ) + 1.1275 (− ) + 1.42 (− + + 5600 112 5600 112 2x 37 2x 37 ) + 1.084 ( ) + 0.8465 ( − − 12000 1200 12000 1200 2x 37 ) + 0.839 ( − 12000 1200. 56.
(58) ∂p 2y 175 2y 269 ) + 1.2795 (− ) = 1.6795 ( − + ∂y 71604 17901 45360 22680 2y 129 2y 175 ) + 1.079 ( ) − − 123760 61880 71604 17901 2y 269 2y 129 ) + 1.42 ( ) + 1.1275 (− + − 45360 22680 123760 61880 2y 175 2y 269 ) + 1.084 (− ) + 0.8465 ( − + 71604 17901 45360 22680 2y 129 ) + 0.839 ( − 123760 61880 + 1.6795 (. ∂p = 1.6795 (400𝑧 − 70) + 1.2795 (−800𝑧 + 120) ∂z + 1.6795 (400𝑧 − 50) + 0.1079 (−800𝑧 + 120) + 1.1275 (400𝑧 − 50) + 1.42 (400𝑧 − 70) + 0.8465 (400𝑧 − 50) + 1.084 (400𝑧 − 70) + 0.839 (−800𝑧 + 120). Simplificando: ∂p 8279x − 2307415 = =0 ∂x 42000000 𝑥 = 278.71. ∂p 6961y − 1368257 = =0 ∂y 668304000 𝑦 = 195.56. 57.
(59) ∂p 28840z − 4591 = =0 ∂z 50 𝑧 = 0.16. El punto crítico es (278.71, 195.56, 0.16), este es un punto mínimo y da un valor de rugosidad de -0.1014, pero como es un valor negativo que no es posible medir y no satisface el valor deseado (menor a 0.839 µm), se tuvo que hacer un nuevo ajuste en el valor de 278.71 y disminuirlo a 246.7, se decide tomar este valor porque es el que más se aleja del rango manejado inicialmente, ya que en este valor la rugosidad es mínima según el polinomio 3. Entonces el punto quedó (246.7, 195.56, 0.16) y su rugosidad es 0.00021924 µm.. ∂p 2 2 2 ) + 1.2795 ( ) + 1.6795 ( ) = 1.6795 ( ∂x ∂x 10500 10500 10500 2 2 2 ) + 1.42 (− ) + 1.1275 (− ) + 1.079 (− 5600 5600 5600 2 2 2 699 ) + 1.084 ( ) + 0.839 ( )= + 0.8465 ( 12000 12000 12000 14000000 ∂p = 0 ∂x ∂y ∂p = 0 ∂x ∂z ∂p = 0 ∂y ∂x. 58.
(60) ∂p 2 2 2 ) + 1.2795 (− ) + 1.6795 ( ) = 1.6795 ( ∂y ∂y 71604 45360 123760 2 2 2 ) + 1.1275 (− ) + 1.42 ( ) 71604 45360 123760 2 2 2 ) + 1.084 (− ) + 0.839 ( ) + 0.8465 ( 71604 45360 123760 6961 = 668304000 + 1.079 (. ∂p = 0 ∂y ∂z ∂p = 0 ∂z ∂x ∂p = 0 ∂z ∂y ∂p = 1.6795 (400) + 1.2795 (−800) + 1.6795 (400) + 1.079 (−800) ∂z ∂z + 1.1275 (400) + 1.42 (400) + 0.8465 (400) + 1.084 (400) + 0.839 (−800) =. 2884 5. Se aplica la fórmula para hallar el hessiano y se obtiene 𝐻3 =. 1 699 6961 2884 2 ( ℎ12 − ℎ22 − ℎ3 ) 2 14000000 668304000 5. 59.
(61) P. 4:. ∂p 2x 26 2x 26 ) + 0.9695 ( ) = 0.9765 ( − − ∂x 10500 525 10500 525 2x 26 2x 9 ) + 1.119 (− ) + 1.1155 ( − + 10500 525 5600 112 2x 9 2x 9 ) + 1.299 (− ) + 1.228 (− + + 5600 112 5600 112 2x 37 2x 37 ) + 1.113 ( ) + 0.9095 ( − − 12000 1200 12000 1200 2x 37 ) + 1.138 ( − 12000 1200. ∂p 2y 175 2y 269 ) + 0.9695 (− ) = 0.9765 ( − + ∂y 71604 17901 45360 22680 2y 129 2y 175 ) + 1.119 ( ) − − 123760 61880 71604 17901 2y 269 2y 129 ) + 1.299 ( ) + 1.228 (− + − 45360 22680 123760 61880 2y 175 2y 269 ) + 1.113 (− ) + 0.9095 ( − + 71604 17901 45360 22680 2y 129 ) + 1.138 ( − 123760 61880 + 1.1155 (. ∂p = 0.9765 (400𝑧 − 70) + 0.9695 (−800𝑧 + 120) ∂z + 1.1155 (400𝑧 − 50) + 1.119 (−800𝑧 + 120) + 1.228 (400𝑧 − 50) + 1.299 (400𝑧 − 70) + 0.9095 (400𝑧 − 50) + 1.113 (400𝑧 − 70) + 1.138 (−800𝑧 + 120). 60.
(62) Simplificando: ∂p 32816x − 4296345 = =0 ∂x 28000000 𝑥 = 228.4. ∂p 23168y − 75684267 = =0 ∂y 5012280000 𝑦 = 536.99. ∂p 15080z − 2533 = =0 ∂z 200 𝑧 = 0.17. El punto crítico es (228.4, 536.99, 0.17), este es un punto de silla y da un valor de rugosidad de -0.0978, pero como es un valor negativo que no es posible medir y no satisface el valor deseado (menor a 0.9095 µm), se tuvo que hacer un ajuste en el valor de 536.99 y disminuirlo a 328.6, se decide tomar este valor porque es el que más se aleja del rango manejado inicialmente, ya que en este valor la rugosidad es mínima según el polinomio 4. Entonces el punto quedó (228.4, 328.6, 0.17) y su rugosidad es 0.0000958243 µm.. 61.
(63) ∂p 2 2 2 ) + 0.9695 ( ) + 1.1155 ( ) = 0.9765 ( ∂x ∂x 10500 10500 10500 2 2 2 ) + 1.228 (− ) + 1.299 (− ) + 1.119 (− 5600 5600 5600 2 2 2 293 ) + 1.113 ( ) + 1.138 ( )= + 0.9095 ( 12000 12000 12000 250000 ∂p = 0 ∂x ∂y ∂p = 0 ∂x ∂z ∂p = 0 ∂y ∂x. ∂p 2 2 2 ) + 0.9695 (− ) + 1.1155 ( ) = 0.9765 ( ∂y ∂y 71604 45360 123760 2 2 2 ) + 1.228 (− ) + 1.299 ( ) 71604 45360 123760 2 2 2 ) + 1.113 (− ) + 1.138 ( ) + 0.9095 ( 71604 45360 123760 362 =− 78316875 + 1.119 (. ∂p = 0 ∂y ∂z ∂p = 0 ∂z ∂x ∂p = 0 ∂z ∂y. 62.
(64) ∂p = 0.9765 (400) + 0.9695 (−800) + 1.1155 (400) + 1.119 (−800) ∂z ∂z + 1.228 (400) + 1.299 (400) + 0.9095 (400) + 1.113 (400) + 1.138 (−800) =. 377 5. Se aplica la fórmula para hallar el hessiano y se obtiene 𝐻4 =. 1 293 362 377 2 ( ℎ12 − ℎ22 + ℎ ) 2 250000 78316875 5 3. Todo los cálculos y resultados anteriores se hicieron de acuerdo a los métodos matemáticos mencionados anteriormente y calculados con el programa derive. Ya con toda esta información se comprobó que la parte teórica y la práctica dieran resultados iguales o similares; se hicieron 4 planeados en el centro de mecanizado con los puntos obtenidos de los polinomios y arrojaron los resultados mostrados en la tabla 9.. POLINOMIO. RUGOSIDAD TEÓRICA. RUGOSIDAD MEDIDA EN. Ra (µm). EL LABORATORIO Ra (µm). 1. 0.00015408074. 0.229. 2. 0.000031675. 0.286. 3. 0.00021924. 1.215. 4. 0.0000958243. 1.268. Tabla 9: Resultados pruebas de optimización en el laboratorio.. Estos resultados, comparándolos con los teóricos no son los deseados, ya que se esperaba que fueran o estuvieran muy cerca de los valores obtenidos matemáticamente, por lo cual se observa que el método matemático utilizado no es 63.
(65) concluyente, pero si aporto cifras importantes y datos para el proyecto, pero cabe aclarar que estos resultados están dentro del promedio de medidas obtenidos al principio de las pruebas, los cuales no resultan siendo ni mínimos ni máximos, son solo valores a mitad del rango.. 64.
(66) 6. CONCLUSIONES. -. Se definieron los parámetros tecnológicos de avance, velocidad de corte y profundidad óptimos de acuerdo a las condiciones de mecanizado establecidas por medio de distintos parámetros preestablecidos.. -. Se logró analizar la variación de rugosidad en un acero AISI SAE 1045 por medio de pruebas de mecanizado y expresiones matemáticas que llevaron a la aplicación del método de interpolación multivariada de Lagrange y la obtención de cuatro polinomios, además no fue posible aplicar el método de multiplicadores de Lagrange ya que no se tenía una restricción que permitiera realizar la optimización, por esta razón se optó por utilizar el método del gradiente para realizar la optimización.. -. Se modificó de manera drástica los puntos críticos, ya que no se obtuvieron los resultados mínimos que se esperaban para así hallar el valor más bajo de rugosidad. Debe aclararse que debido a que la solución de la optimización no es igualar a cero las primeras derivadas, no son puntos críticos, por tanto se puede afirmar que no se pueden utilizar para optimizar la función analizada y se usaron como referencia para cumplir los objetivos, esto porque los distintos métodos desarrollados para su optimización no fueron satisfactorios o posibles de realizar, por ende se decidió igualar a cero los polinomios y hallar los valores de (x, y, z), obteniendo como resultado los valores teóricos con los que se trabajó en el proyecto.. 65.
(67) -. Aunque no se logró minimizar la rugosidad hasta su punto más bajo y óptimo, los resultados obtenidos se encuentran por debajo o en el promedio de la rugosidad que se logró en las distintas pruebas realizadas para la creación de los polinomios, esto pudo ser afectado por varios factores como por ejemplo las condiciones de la máquina, factores externos como la vibración en la toma de datos, el montaje de los insertos y/o los parámetros seleccionados, los cuales estaban en un rango muy amplio y eso afectó la parte matemática, pero que son los recomendados por el catálogo y el fabricante de la herramienta de corte, entre otros.. - De acuerdo a los resultados, se puede afirmar que los métodos matemáticos bajo las condiciones propuestas anteriormente de mecanizado nos suministraron información muy importante a pesar de no haber conseguido un resultado ideal, ya que pudo ser impreciso debido a los rangos tan amplios que tenían los valores de mecanizado en el momento de tomar las muestras, y de resultados de tan compleja medida, como por ejemplo la rugosidad.. 66.
Figure
![Figura 1: Desviación media aritmética de la rugosidad [Ra] 6](https://thumb-us.123doks.com/thumbv2/123dok_es/7318733.354513/21.918.251.800.511.739/figura-desviación-media-aritmética-rugosidad-ra.webp)

+7



Documento similar
Proporcione esta nota de seguridad y las copias de la versión para pacientes junto con el documento Preguntas frecuentes sobre contraindicaciones y
[r]
Contraindicaciones: El uso de la mascarilla está contraindicado para los pacientes y los miembros de sus familias, profesionales sanitarios y compañeros de
Por lo tanto, en base a su perfil de eficacia y seguridad, ofatumumab debe considerarse una alternativa de tratamiento para pacientes con EMRR o EMSP con enfermedad activa
The part I assessment is coordinated involving all MSCs and led by the RMS who prepares a draft assessment report, sends the request for information (RFI) with considerations,
o Si dispone en su establecimiento de alguna silla de ruedas Jazz S50 o 708D cuyo nº de serie figura en el anexo 1 de esta nota informativa, consulte la nota de aviso de la
La siguiente y última ampliación en la Sala de Millones fue a finales de los años sesenta cuando Carlos III habilitó la sexta plaza para las ciudades con voto en Cortes de
El fenómeno del cuidado, emerge como necesidad la simbiosis entre el proceso de enfermería y su transcendencia en la investigación científica a través de la enfermería basada
