TÉSIS:
EFECTO DEL TRATAMIENTO TÉRMICO EN LA
MICROESTRUCTURA DE LA UNIÓN SOLDADA
CON EL PROCESO DE SOLDADURA FUERTE
(BRAZING), DONDE EL MATERIAL DE BASE ES
TITANIO GRADO UNO Y DE APORTE NITINOL.
PARA OBTENER EL GRADO DE:
MAESTRO EN CIENCIAS EN INGENIERÍA MECÁNICA CON
OPCIÓN DISEÑO.
PRESENTA:
ING. JUAN JOSÉ BENÍTEZ BARRERA.
DIRECTORA:
M. EN C. ALLA KABATSKAIA IVANOVNA
MÉXICO D.F. 2006
I
NSTITUTO
P
OLITÉCNICO
N
ACIONAL
E
SCUELA
S
UPERIOR DE
I
NGENIERÍA
M
ECÁNICA Y
E
LÉCTRICA
DEDICATORIA
A mis padres:
A quienes me dieron dos grandes regalos: La vida y la libertad para vivirla,
A quienes me hicieron aprender que el amor, el trabajo y el conocimiento deben ser parte de mi existencia, Y decisión a quienes me mostraron que la consumación plena de mi existencia se logra
Con la fe puesta en lo que soy, puedo y hago.
A quienes me han enseñado con sus hechos y convicciones que existir es cambiar, Cambiar es madurar y madurar es crearse a sí mismo.
Con todo mi agradecimiento, respeto y amor. A mis hermanos:
Que aunque no les demuestro mi agradecimiento, siempre han confiado en mí, con sus pequeños y grandes detalles. Y que con una sola palabra me dan ánimo para seguir adelante.
A mis amigos:
Por tener confianza plena en lo que hago, por estar cerca y apoyarme, para ser mejor cada día. A la maestra Alla Kabatskaia Ivanovna:
Pues a través de sus consejos ha influido para que tenga el ímpetu de aprender, investigar y descubrir lo interesante de la ciencia y por integrar un equipo de investigadores en la búsqueda de conocimientos útiles al progreso de mi País.
Al Instituto Politécnico Nacional
Pues gracias a sus planes y programas de estudio, México puede ser un país con gran calidad Humana y Tecnológica, Pues de el emanan los mejores investigadores y catedráticos, siendo una institución
Con sus principios ideológicos adecuados a la sociedad actual. A la vida:
Por haber preparado un camino lleno de triunfos y fracasos por permitirme tener todo lo que anhelo Por conservar mis sueños de felicitas viviendo con la dulce esperanza de ser mejor a cada instante
AGRADECIMIENTOS
A la ESIQIE, en especial al departamento de metalurgia, donde realice la mayor parte experimental de la tesis, y por brindarme acceso a sus instalaciones y orientación en el manejo del equipo utilizado.
Al departamento de Metalurgia de la ESIME Ticomán, donde realice el complemento experimental.
A la SEPI ESIME-Zacatenco al permitirme ingresar a su programa de Maestría.
Al Consejo Nacional de Ciencia y Tecnología (CONACYT), por brindarme el apoyo económico, becándome, durante mi estancia en esta prestigiada institución.
A la profesora M. en C. Alla Kabatskaia Ivanovna, por ser mi directora de tesis y por su gran orientación.
Finalmente, agradezco a los siguientes profesores con gran admiración y respeto:
Dr. Gabriel Villa y Rabasa. Dr. Victor López Hirata.
Dr. José Federico Chavéz Alcala. Dr. Ignacio Carbajal Mariscal. Dr. José Martinez Trinidad
I
Contenido
Índice I
Índice de Figuras IV
Índice de Tablas VI
Resumen VII
Abstract VIII
Objetivo IX
Justificación X
Introducción XI
CAPITULO I. Generalidades sobre Soldadura Fuerte (Brazing). 1 1.1 Clasificación de los procesos de Soldadura.
1.2 Descripción del proceso de Soldadura Fuerte (Brazing). 1.2.1 Soldadura fuerte por inmersión.
1.2.2 Soldadura fuerte en Horno. 1.2.3 Soldadura fuerte por Inducción.
1.2.4 Soldadura fuerte por rayos Infrarrojos. 1.2.5 Soldadura fuerte por Resistencia. 1.2.6 Soldadura fuerte con Soplete. 1.2.7 Otros Métodos.
1.2.7.1 Soldadura fuerte con manto. 1.2.7.2 Soldadura fuerte exotérmica.
1.2.8 Ventajas, desventajas y aplicaciones de los procesos básicos de Soldadura Fuerte.
1.3 Principales variables de Soldadura Fuerte (Brazing). 1.3.1. Ángulo de contacto.
1.3.2. Tensión Superficial. 1.3.3. Presión Hidrostática. 1.3.4. Viscosidad. 2 5 6 7 8 8 8 9 9 9 9 10 12 12 12 13 13 CAPITULO II. Tipos de materiales base y de aporte para Soldar. 14
2.1 Materiales empleados en la unión.
2.1.1 Características del Titanio grado uno. 2.1.2 Clasificación del Titanio.
II 2.1.2.1 Titanio Grado 1. 2.1.2.2 Titanio Grado 2. 2.1.2.3 Titanio Grado 3. 2.1.2.4 Titanio Grado 4.
2.1.3 Clasificación de las Aleaciones de Titanio. 2.2 Aplicación del Titanio y sus Aleaciones.
2.3 Materiales con Memoria de Forma. 2.3.1 NITINOL
2.3.2 Efecto de Memoria de Forma. 2.3.3 Pseudoelasticidad.
2.3.4 Propiedades del Nitinol. 2.3.5 Diagrama de Fases Ni-Ti.
2.3.6 Aplicaciones de los materiales con memoria de forma.
17 17 17 17 18 19 21 21 21 24 24 25 26 CAPITULO III. Análisis Matemático del Proceso de Soldadura Fuerte (Brazing). 29
3.1 Definición de variables en el Proceso de Soldadura Fuerte. 3.2 Análisis matemático de la energía entrante.
3.2 Cálculo de la viscosidad.
3.3 Estimación de la separación raíz. 3.4 Determinación del ciclo térmico.
30 30 32 34 39
CAPITULO IV. Procedimiento experimental 47
4.1 Metodología experimental.
4.2 Preparación de los materiales para el experimento. 4.3 Aplicación de la Soldadura Fuerte (Brazing).
48 48 50 4.3.1 Equipo.
4.3.2 Método de aplicación.
50 51
4.4 Estudio Metalográfico. 52
4.4.1 Preparación de las probetas. 4.4.2 Equipo.
4.4.3 Observación de la microestructura.
52 54 55
4.5 Análisis mecánico. 56
4.5.1 Preparación de las probetas. 4.5.2 Equipo.
III
4.5.3 Medición. 58
4.6 Tratamiento Térmico. 59
4.6.1 Equipo. 4.6.2 Aplicación.
59 59 4.7 Análisis Posterior al tratamiento térmico. 60
4.7.1 Microestructural. 4.7.2 Dureza.
60 61
CAPITULO V. RESULTADOS Y DISCUSIONES 62
5.1 Resultados del análisis matemático 5.2 Resultados experimentales. 5.3 Resultados Metalográficos. 5.4 Dureza.
5.5 Análisis Mecánico-Metalográfico.
63
Conclusiones Recomendaciones Bibliografía
Anexos
IV
Índice de Figuras
Cap. Número Título Pág.
Figura 1.1. Clasificación de los procesos de soldadura de acuerdo a la AWS. 4 Figura 1.2. Cambios estructurales típicos de la unión soldada. 5 I
Figura 1. 3. Ángulos de Mojado de metales de aporte para soldadura fuerte. 11
Figura 2.1. Efecto de Memoria de forma. 21
Figura 2.2. Efecto de Memoria de forma de compresión en un resorte tensor. 22 Figura 2.3. Diagrama Carga-Temperatura del efecto de Pseudoelasticidad. 23 II
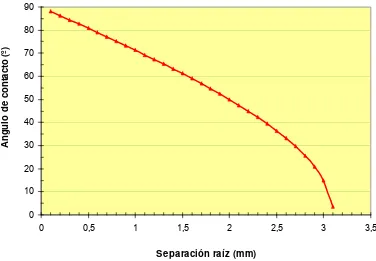
Figura 2.4. Diagrama de fases Níquel-Titanio. 25 Figura 3.1. Parámetros de la unión soldada. 32 Figura 3.2. Contacto entre la superficie sólida y una gota líquida. 33 Figura 3.3. Efecto de la separación de la raíz en el ángulo de contacto 36 Figura 3.4 Gráfica de la variación de la velocidad vs. separación raíz con T=1360ºC. 39
Figura 3.5. Gráfica de estimación del Ciclo Térmico vs. separación raíz con T=1360ºC. 39
Figura 3.6. Gráfica de la variación de la velocidad de llenado vs. separación raíz con T=1380ºC. 40
Figura 3.7 Gráfica de estimación del Ciclo Térmico vs. separación raíz con T=1380ºC. 41
Figura 3.8 Gráfica de la variación de la velocidad de llenado vs. separación raíz con T=1410ºC. 42 III
Figura 3.9 Gráfica de estimación del Ciclo Térmico vs. separación raíz con T=1410ºC 42
Figura 4.1 Fotografías de los cortes (del material base y de aporte), constituyentes de la soldadura 44
Figura 4.2. Cortadora de disco, a) características técnicas, b) Apariencia física vista frontal, c) interior. 44
Figura 4.4 Constitución física del horno para el proceso de soldadura Fuerte. 46 Figura 4.5. Molde para la realización de la soldadura Fuerte. 46 Figura 4.6. Campana de extracción de gases. 49 Figura 4.7. Tipos de desbastadoras, a) desbastadora eléctrica de banda plana, b) desbastadora manual, c) desbastadora plana. 49 Figura 4.8. Tipos de secadoras, a) manual, b) eléctrica. 50 Figura 4.9. Microscopio de campo claro con cámara digital acoplada e interfase al ordenador. 51
Figura 4.10.
Durómetro Vickers y sus partes principales, a) Vista lateral, b) Cabezal lente-indentador, c) panel de control, d) Ocular, e)
panel de medición. 52
IV
Figura 4.11. Mufla para tratamientos térmicos, a) Vista frontal, b) Vista lateral. 54 Figura 5.1 Curvas de velocidad de llenado a distintas temperaturas. 58 Figura 5.2. Curvas de Ciclo térmico para distintas temperaturas. 59 V
V
Cap. Número Título Pág.
Figura 5.4. Micrografías de Nitinol. a) 50X, b) 100X. 60 Figura 5.5. Unión soldada de Titanio y Nitinol. 61
Figura 5.6. Posterior a la soldadura sin tratamiento térmico a 100X. a) zona del cordón, b) zona afectada por el calor, c) zona del material
base. 62
Figura 5.7. Posterior a la soldadura con calentamiento a 1100ºC x 1hr. y enfriamiento brusco a 400X. a) zona del cordón, b) zona
afectada por el calor, c) zona del material base. 62
Figura 5.8.
Posterior a la soldadura con calentamiento a 1100ºC x 2 hrs. y enfriamiento brusco a 400X. a) zona del cordón, b) zona
afectada por el calor, c) zona del material base. 63
Figura 5.9. Posterior a la soldadura con calentamiento gradual hasta 1100ºC y enfriamiento lento a 400X. a) zona del cordón, b) zona afectada por el calor, c) zona del material base.
64
Figura 5.10. Gráfica de dureza Vickers de las probetas sin tratamiento térmico. 65
Figura 5.11. Gráfica de dureza Vickers de las probetas con Tratamiento Térmico a 1100ºC, 1hr y enfriadas bruscamente. 66
Figura 5.12. Gráfica de dureza Vickers de las probetas con Tratamiento Térmico a 1100ºC, 2hr y enfriamiento brusco. 67
Figura 5.13. Gráfica de dureza Vickers de las probetas con Recocido a 1100ºC, 1hr y enfriamiento lento. 68 V
[image:10.595.70.557.99.452.2]VI
Índice de Tablas
Cap. Número Título Pág.
I Tabla 1.1. Procesos básicos de aplicación de soldadura fuerte. 10 Tabla 2.1. Propiedades físico-mecánicas del Titanio. 14 Tabla 2.2. Contenido de impurezas del Titanio Comercialmente puro. 16 Tabla 2.3. Propiedades mecánicas de los diferentes grados de Titanio
comercialmente puro. 16
Tabla 2.4. Clasificación de las aleaciones del Titanio y el efecto de los
elementos aleantes en la temperatura de transición α'β. 17 Tabla 2.5 Propiedades generales del Nitinol 24 II
Tabla 2.6. Aplicaciones tecnológicas de las aleaciones con memoria de
forma. 26
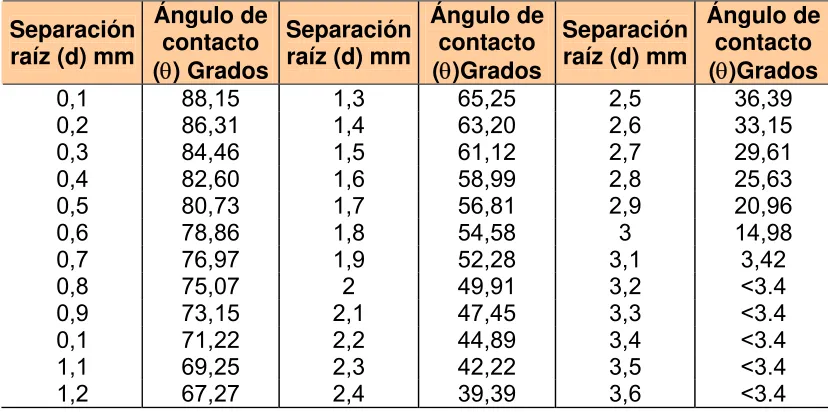
Tabla 3.1. Efecto de la variación de la distancia raíz en el ángulo de contacto. 35 Tabla 3.2 Efecto de la variación de la separación raíz la velocidad de llenado
y el Ciclo Térmico con T=1360ºC. 38
Tabla 3.3. Efecto de la variación de la separación raíz en la velocidad de llenado y el Ciclo Térmico con T=1380ºC. 40 III
Tabla 3.4 Efecto de la variación de la separación raíz la velocidad de llenado
y el Ciclo Térmico con T=1410ºC. 41
Tabla 5.1 Valores de Dureza Vickers correspondientes a las probetas sin
Tratamiento Térmico posterior a la soldadura. 65 Tabla 5.2 Valores de Dureza Vickers correspondientes a las probetas con
calentamiento a 1100ºC x 1hr. y enfriamiento brusco. 66 Tabla 5.3 Valores de Dureza Vickers correspondientes a las probetas con
calentamiento a 1100ºC x 2hrs. y enfriamiento brusco. 67 Tabla 5.4 Valores de Dureza Vickers correspondientes a las probetas con
calentamiento a 1100ºC x 1hr. y enfriamiento lento. 68 V
Tabla 5.5 Valores promedio de Dureza Vickers para distintos tratamientos
térmicos. 70
Tabla A-1 Comparación de Viscosidad de Materiales Puros. Tabla A-2 Valores de A, B en η=Aexp(B/RT).
A
VII Resumen.
En el presente trabajo se realizó una investigación sobre la transformación de fase, en los materiales Nitinol y Titanio grado uno, producida en el proceso de soldadura Fuerte y con tratamientos térmicos posteriores.
Se desarrollo un modelado matemático, con el propósito, de conocer las diversas variables a controlar. En primer lugar, se determinó la energía requerida para fundir el metal de aporte, de acuerdo, a las temperaturas seleccionadas (1360ºC, 1380ºC y 1410ºC). Además, se calcularon la viscosidad y la separación raíz, para asegurar un excelente mojado.
La última variable es el tiempo de llenado de la cavidad, denominada ciclo térmico.
Se analizó la unión soldada antes y después de la aplicación de los tratamientos térmicos. Los tratamientos térmicos se aplicaron a la temperatura de 1100ºC con tres procedimientos distintos y se observó la transformación de fase.
Se encontró que sin tratamiento térmico el cordón presenta dendritas, las cuales presentan fragilidad causada por la alta dureza alcanzada en las probetas.
Con el enfriamiento brusco se afinaron las dendritas, pero se elevó la dureza y disminuyó la ductibilidad. En el material base apareció la estructura Widmastätten y se visualizan los limites de grano.
Con el enfriamiento lento, disminuyó la dureza en el cordón, por ende, mejoró la ductibilidad. La estructura presente fue la combinación de la estructura Widmanstätten y granos equaxiales. La estructura Widmanstätten del material base, se transformo en una estructura lamelar.
VIII
Abstract.
In this work, the investigation was made about the phase transformation in the welded union
between Nitinol and Titanium grade one and its subsequent heat treatments.
In the first time, the mathematic methodology is guided to determinate the diverse variables
of the process. These comprise: energy input, viscosity, contact angle, thermal cycle and
gap between plates.
The choice temperatures to melting were: 1360, 1380 and 1410°C.
After joint, the heat treatments were applied with diverse techniques (same annealed at
1100°C, but different cooling) and the phase transformation was looked at later.
Before heat treatments:
The dendrites appeared in the cord zone, its mechanicals characteristics are high hardness
and fragile joint, the heat affected by the heat presents eutectic phase. Finally, the base
metal shows a martensitic structure.
With sudden cooling (water quenched):
The cord zone reveals a globular microstructure. In the zone affected by the heat, the
dendrites were refined, though it increased the hardness. What’s more, in the base metal,
the boundaries grain were delineated and reveal a basket structure formed by
Widmanstätten.
In the other hand, with slow cooling (aged at 20hr. into furnace):
The globular structure changes to mixture which consists of equiaxed grains and
Widmanstätten. In the affected zone by the heat, the eutectic phase was refined. To finish, in
the metal base appears the lamellar structure. The hardness decrease in general.
In conclusion, the method to heat application changes the microstructure and mechanical
IX Objetivo:
X Justificación:
XI
Introducción
La aparición de nuevos materiales con mejores propiedades y características ha contribuido
al desarrollo de las distintas industrias como son: la metal-mecánica, la aeronáutica,
aeroespacial, la médica, la construcción, la petrolera, instrumentación, entre otras, las
cuales, pretenden ser las líderes en su ramo.
La aplicación de dichos materiales trae como consecuencia, la necesidad de unirlos, un
método eficaz, eficiente y ampliamente utilizado es el uso de la soldadura.
Dentro de los métodos de soldadura se distingue el denominado soldadura fuerte, ya que
proporciona uniones estructuralmente excelentes, este método, es ampliamente utilizado en
el sector industrial.
En cuanto a los materiales con mejores propiedades se pueden citar, el Titanio y sus
aleaciones y los materiales con memoria de forma. El Titanio es más ligero que cualquier
acero con bajo contenido de carbono, debido, a su baja densidad, podría decirse, que en
cuanto a peso por volumen es intermedio al grupo de los aceros y el aluminio y sus
aleaciones. Además, posee excelentes propiedades mecánicas, tiene alta resistencia a la
corrosión provocada por el fenómeno de pasivación (capa de óxido), alta resistencia a
ácidos diluidos y aguas marinas y sobre todo, día a día es más utilizado.
Por su parte, los materiales con memoria de forman poseen la propiedad de recordar su
forma original, después, de haber sufrido una deformación, con la simple aplicación de calor.
Por ejemplo, un hilo de Nitinol con un diámetro de 1mm, puede ser deformado
mecánicamente (dentro de la zona plástica) y recuperar su forma original al sumergirlo en un
vaso con agua caliente a una temperatura de aproximada de 50ºC. Además, de poseer el
efecto de memoria de forma, el Nitinol se caracteriza por otras propiedades de suma
importancia como son: superelasticidad, cero magnetismo y la biocompatibilidad (no
reaccionan con el cuerpo humano).
La aplicación de los materiales antes mencionados es muy importante en estos tiempos, ya
que, se pueden lograr resultados antes no imaginados, algunos ejemplos son: instrumentos
de medición, válvulas, prótesis, stents, unión de articulaciones, estructuras de aviones,
vehículos terrestres, barcos y submarinos inteligentes (adopten cierta forma para distintas
velocidades), edificios con estructuras que puedan recuperarse de un sismo, en fin,
XII
Por desgracia, el sector industrial en México no cuenta con la información necesaria para
aplicar y unir estos materiales, en este trabajo se presenta un análisis de la unión soldada
con un eficiente método de soldadura (brazing), lamentablemente, las uniones no fueron
satisfactorias, no obstante, se procedió a realizar un estudio más a fondo, para ello se
analizó, el comportamiento de la microestructura, después de realizar post-tratamientos.
El análisis arrojo mejores resultados, ya que, la microestructura del material es la que rige el
comportamiento mecánico de los materiales y uniones, el tratamiento posterior a la
soldadura demostró la transformación estructural.
En el Capitulo I nombrado “Generalidades sobre Soldadura Fuerte (Brazing)”, se exhiben los
conceptos fundamentales de soldadura, se realiza una clasificación de los distintos procesos
de soldadura, se explica la definición de soldadura fuerte, su clasificación, sus ventajas,
desventajas y su aplicación, también, se describe el comportamiento microestructural de la
unión soldadas, por último, se definen las variables que intervienen en el proceso como son:
viscosidad, ángulo de contacto, fluidez, tensión superficial.
En el capítulo II llamado “Tipos de materiales base y de aporte para Soldar”, se exponen las
características de los materiales: base (Titanio) y de aporte (Nitinol), se anota la clasificación
de Titanio y sus aleaciones, se detallan las propiedades de los materiales con memoria de
forma, sus efectos, se precisan las principales características del diagrama de fases de
Níquel-Titanio y al final, se especifican las distintas aplicaciones actuales de las
superaleaciones.
En el capítulo III denominado “Cálculo Matemático del Proceso de Soldadura Fuerte
(Brazing)”, se detallan los modelos matemáticos correspondientes para determinar la
energía entrante o requerida, la estimación de la viscosidad, la influencia de la separación
raíz en el ángulo de contacto, en la velocidad de llenado y en el Ciclo Térmico.
El capítulo IV designado al “Procedimiento experimental”, se refiere a la metodología y
procedimiento experimental utilizados, se generalizan todos los equipos e instrumento
utilizados, se detallan los métodos de aplicación y la preparación de las probetas para cada
XIII
material de aporte, la aplicación de la unión soldada, el estudio metalográfico, la realización
de los distintos tratamientos térmicos, el análisis mecánico (dureza) antes y después de
cada tratamiento.
El capítulo V titulado “ Resultados y discusiones”, se interpretan los resultados obtenidos
después de la aplicación de los tratamientos térmicos, pasando por los resultados obtenidos
de la aplicación del proceso de soldadura a distintas temperaturas, del cálculo matemático,
se discuten el cambio de transformación de fase y de dureza, así como, su combinación,
para finalizar se realiza un análisis cuantitativo.
El último apartado fue destinado a las conclusiones y recomendaciones para trabajos
futuros, con el fin de continuar con el estudio de este trabajo.
Cabe mencionar que este trabajo se realizó dentro de los proyecto de investigación titulados
“Tratamiento térmico y análisis estructural de la unión soldada con procesos de arco
eléctrico de tungsteno de gas (GTAW) y fuerte (Brazing) Utilizando Nitinol como metal de
aporte y Titanio grado uno de base” y “Análisis estructural de material de memoria de forma
nitinol aplicado en la soldadura como metal de aporte y sometido a tratamiento térmico”
2
1.1. Clasificación de los procesos de Soldadura.
En casi todas las áreas industriales se requiere el ensamble y la unión de elementos, un método muy eficaz y eficiente es el empleo de la soldadura. Dicho método tiene las siguientes ventajas: se realiza a bajo costo, proporciona un peso ligero de la unión, debido, a la menor utilización de materiales. Es un proceso flexible, puesto que puede usarse con o sin el uso de instalaciones especiales en el área, donde, se requiera la soldadura, ya que, la mayoría de los equipos para soldadura, pueden ser portátiles. El proceso puede emplearse de manera manual u automático, además, la característica más importante es que mediante los procesos de soldadura se pueden obtener uniones soldadas con resistencias mecánicas iguales a las de los materiales a unir.
La definición de soldadura según la American Welding Society (AWS) es:
Soldar: es un proceso de unión de materiales que produce su coalescencia calentándolos a
temperatura de soldado, con o sin la aplicación de presión, o por medio de la aplicación de presión solamente y con o sin el uso de material de aporte, el cual se usa en trabajos de soldadura. Una soldadura es "una coalescencia localizada de metales o de no metales producida ya sea con calentamiento de los materiales a temperatura de soldado, con o sin la aplicación de presión y con o sin uso del metal de aporte".
Coalescencia significa adherirse uno a otro o adherir a un cuerpo los materiales que se sueldan. [1]
Algunos ejemplos de aplicaciones más comunes de los distintos procesos de soldadura de acuerdo al tipo de rama industrial son:
• Industria de la construcción (puentes, caminos, carreteras, edificios, puertas, ventanas, plomería).
• Industria petrolera (torres, bases, equipo de perforación, oleoductos, gasoductos).
• Industria metalmecánica (maquinas, equipos, herramientas).
• Industria aeroespacial (aviones, naves espaciales).
• Industria automovilística (automóviles, motocicletas, camiones).
3
• Industria ferroviaria (vías, ferrocarriles).
• Industria militar (armamento).
• Industria eléctrica – electrónica (tarjetas de circuitos, cables, uniones).
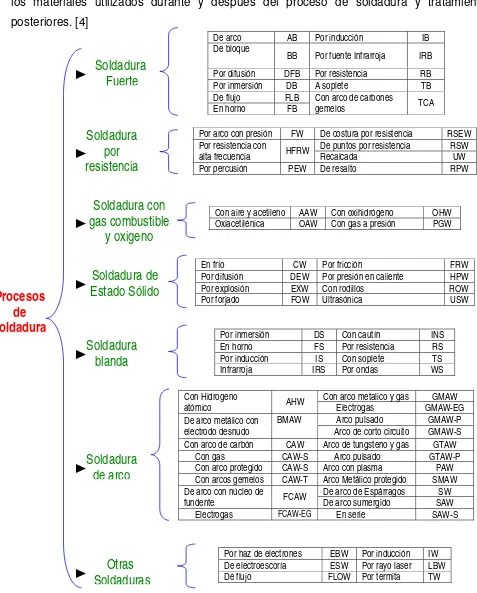
Existen una gran variedad de procesos de soldadura que se pueden clasificar de a cuerdo al modo de transferencia de energía empleado. En la figura 1.1 se muestra un diagrama de los tipos de procesos de soldadura más comunes. [2]
Puesto, que en el proceso de soldadura se aplica calor, la microestructura se ve afectada por los cambios físico-químicos, el resultado se manifiesta en el cambio de las propiedades mecánicas de las uniones.
Es importante considerar que el metal de la costura se funde y solidifica bajo condiciones similares a la de los procesos de fundición, donde los bordes de soldadura juegan un papel similar a los del molde. El metal adyacente a la zona de fusión no se funde, pero se encuentra a altas temperaturas las cuales disminuyen desde el centro de la fuente de calor hacia la zona no calentada. Esto ocasiona que esta parte de la pieza se encuentre sometida a un tratamiento térmico variable, de acuerdo con el punto considerado. Todos estos fenómenos ocurren en una zona relativamente pequeña. [3]
En la figura 1.2 se distinguen dos zonas importantes: la zona de influencia térmica y el cordón de soldadura.
En la zona fundida, donde el metal pasa del estado líquido al sólido, ocurre toda una serie de transformaciones físico-químicas o estructurales, que se agrupan de la siguiente forma:
1. Modificaciones químicas 2. Absorción de gases
3. Precipitación de compuestos de la solución sólida 4. Transformaciones eutécticas
5. Modificaciones estructurales
4
desbastes a los elementos a soldar. Además, se debe tener la precaución de no contaminar los materiales utilizados durante y después del proceso de soldadura y tratamientos posteriores. [4]
►
Soldadura
Fuerte
Soldadura
de arco
Soldadura de
Estado Sólido
Soldadura
por
resistencia
Soldadura
blanda
Soldadura con
gas combustible
y oxigeno
Otras
Soldaduras
Procesos
de
soldadura
De arco AB Por inducción IB
De bloque
BB Por fuente Infrarroja IRB Por difusión DFB Por resistencia RB
Por inmersión DB A soplete TB
De flujo FLB
En horno FB Con arco de carbones gemelos TCA
Por arco con presión FW De costura por resistencia RSEW De puntos por resistencia RSW Por resistencia con
alta frecuencia HFRW Recalcada UW
Por percusión PEW De resalto RPW
Con aire y acetileno AAW Con oxihidrógeno OHW Oxiacetilénica OAW Con gas a presión PGW
En frío CW Por fricción FRW
Por difusión DEW Por presión en caliente HPW
Por explosión EXW Con rodillos ROW
Por forjado FOW Ultrasónica USW
Por inmersión DS Con cautín INS
En horno FS Por resistencia RS
Por inducción IS Con soplete TS
Infrarroja IRS Por ondas WS
Con arco metalico y gas GMAW Con Hidrogeno
atómico AHW Electrogas GMAW-EG
Arco pulsado GMAW-P De arco metálico con
electrodo desnudo
BMAW
Arco de corto circuito GMAW-S Con arco de carbón CAW Arco de tungsteno y gas GTAW Con gas CAW-S Arco pulsado GTAW-P Con arco protegido CAW-S Arco con plasma PAW Con arcos gemelos CAW-T Arco Metálico protegido SMAW
De arco de Espárragos SW De arco con núcleo de
fundente FCAW De arco sumergido SAW Electrogas FCAW-EG En serie SAW-S
Por haz de electrones EBW Por inducción IW De electroescoría ESW Por rayo laser LBW
[image:22.595.59.536.113.706.2]De flujo FLOW Por termita TW
5
Figura 1.2. Cambios estructurales típicos de la unión soldada.
1.2. Descripción del proceso de Soldadura Fuerte (Brazing).
Uno de los procesos de soldadura con el cual se obtienen excelentes uniones, es el denominado soldadura Fuerte (Brazing en Ingles). Las aplicaciones comprenden muchas ramas industriales desde juguetes baratos hasta aviones y vehículos.
En el presente trabajo, fue aplicado el proceso de soldadura fuerte, por lo tanto, se describen sus características, métodos de aplicación, procedimientos, ventajas y desventajas.
A continuación se presenta la definición del proceso de soldadura fuerte de acuerdo a la AWS (American Welding Society):
“La soldadura fuerte une materiales calentándolos en presencia de un metal de aporte, que tiene un cambio a fase líquida (liquidus) por encima de los 450ºC pero por debajo del cambio a fase sólida (solidus) de los materiales base.” [5]
La soldadura fuerte debe satisfacer tres criterios:
1. Las piezas deben unirse sin fusión de los metales base.
6
3. El metal de aporte debe mojar las superficies del metal base y penetrar en la unión o mantenerse en ella por acción capillar.
Se entiende por acción capilar de la soldadura:
Al fenómeno que causa el ascenso del metal de aporte líquido a través de los poros y de la cavidad de los elementos a unir. El metal líquido asciende debido a las fuerzas de cohesión, que son las fuerzas que unen las moléculas entre sí. [6]
La soldadura fuerte se clasifica en función de los fundentes o de los métodos de calentamiento.
A continuación se clasifican los distintos procesos de soldadura fuerte en relación al medio de calentamiento [7]:
1. Soldadura fuerte por inmersión. 2. Soldadura fuerte en Horno. 3. Soldadura fuerte por Inducción.
4. Soldadura fuerte por rayos Infrarrojos 5. Soldadura fuerte por Resistencia. 6. Soldadura fuerte con Soplete. 7. Otros Métodos.
1.2.1 Soldadura fuerte por inmersión.
Existen dos variantes para este tipo de proceso: la soldadura fuerte por inmersión en baño de metal fundido y la soldadura fuerte por inmersión en baño químico (fundente líquido). En ambos casos las piezas a soldar son sumergidas o bañadas por el metal de aporte, que se encuentra, en estado líquido. La diferencia entre los dos procesos radica en el método de aplicación.
7
fluido. Una capa de fundente cubre el metal de aporte líquido. Posterior a la soldadura el fundente rodea la unión soldada en forma de escoria.
En el otro método, el de baño químico se requiere un recipiente metálico o de cerámica para el fundente con su mecanismo de calentamiento. El calor puede aplicarse por medio de un soplete o una resistencia eléctrica. [8, 9,10].
1.2.2 Soldadura fuerte en Horno.
Este tipo de proceso es muy utilizado en los siguientes casos:
1. Cuando las piezas que se van a unir pueden preensamblarse o sostenerse en la posición correcta por medio de guías.
2. El metal de aporte puede colocarse en contacto con la unión. 3. Se van a formar simultáneamente varias uniones.
4. Se van a unir muchos ensambles similares.
5. Hay necesidad de calentar de manera uniforme piezas complejas a fin de evitar la distorsión que resultaría de un calentamiento local del área de la unión.
Para este tipo de proceso es preciso incluir fundentes, vacío o atmósferas controladas. El metal de aporte puede aplicarse en forma de alambre, papel metálico, limaduras cilindros, polvo pasta o cinta.
El tiempo de soldadura depende hasta cierto punto del espesor de las piezas y de la masa de las fijaciones, que se necesiten para posicionarlas. El tiempo debe ser suficiente para lograr la fluidez del metal de aporte y evitar la interacción excesiva con el metal base.
Las bombas de vacío para los hornos pueden ser del tipo mecánico con sello de aceite para presiones de 1.3 a 1300Pa. Para la soldadura fuerte de materiales base que contienen proporciones apreciables de aluminio, titanio o zirconio, los cuales forman óxidos muy estables, se necesita un vacío de 0.13 Pa.
8
y posteriormente llenar la cavidad con el gas inerte. Los gases empleados son: Argón ó Helio. [11, 12, 13]
1.2.3 Soldadura fuerte por Inducción.
El calor se obtiene de una corriente eléctrica inducida en las piezas a unir. En este tipo de soldadura las piezas se colocan dentro o cerca de una bobina que transporta corriente alterna y es enfriada por agua. Las piezas por calentar no forman parte del circuito eléctrico, ya que actúan como secundario en cortocircuito de un transformador, en el cual, la bobina de trabajo es el primario. Tanto en las piezas magnéticas como en las no magnéticas, el calentamiento se debe a la resistencia eléctrica de las piezas a las corrientes, que la acción del transformador induce en ellas.
Las frecuencias para la soldadura fuerte por inducción, generalmente, varían entre 10 y 450 kHz. Las frecuencias más bajas se obtienen con generadores de estado sólido. Las frecuencias más altas se logran por medio de osciladores de tubos de vacío. [14, 15, 16]
1.2.4 Soldadura fuerte por rayos Infrarrojos.
Puede considerarse como una variación de soldadura fuerte en horno, en la cual, el calor se suministra por radiación luminosa de onda larga. El calentamiento se produce por la radiación invisible de lámparas de cuarzo de alta intensidad capaces de proporcionar hasta 5000 watts de energía. Si es preciso soldar al vacío o con protección de gas inerte, el ensamble y las lámparas se colocan en una campana de cristal o retorta, que puede evacuarse o llenarse de gas inerte. En seguida se calienta la unidad hasta una temperatura controlada, indicada por termopares. [17, 18, 19]
1.2.5 Soldadura fuerte por Resistencia.
9
rápido y uniforme de las piezas. Si hay sobrecalentamiento se corre el riesgo de oxidar o fundir los materiales a soldar y se deterioren los electrodos Si la corriente es muy baja, se prolongara el tiempo de soldadura. [20, 21, 22]
1.2.6 Soldadura fuerte con Soplete.
La fuente de energía utilizada la proporciona uno o más sopletes y la cantidad de calor requerida, depende del combustible seleccionado (acetileno, propano, gas natural, entre otros). El combustible se puede combinar con aire, aire comprimido, oxigeno para su combustión.
Los sopletes de aire-gas natural, son los que producen la temperatura de flama más baja, y también, el mínimo de calor. Principalmente, se usan para soldar piezas pequeñas de secciones delgadas.
Los sopletes, que usan oxígeno y gas natural u otros gases de cilindro (propano, butano), tienen temperaturas de flama más altas.
El uso de sopletes de oxihidrógeno ayuda a limpiar y proteger la unión soldada.
El metal de aporte puede colocarse, previamente, en la unión y cubrirse con fundente antes del calentamiento, o alimentarse en el punto de aplicación de la flama. [23, 24, 25]
1.2.7 Otros Métodos.
1.2.7.1 Soldadura fuerte con manto.
Se emplea un manto calentado por resistencia; el calor se transfiere a las piezas por conducción y radiación, pero principalmente por radiación.
1.2.7.2 Soldadura fuerte exotérmica.
10
acción capilar realiza la unión. El proceso solo esta limitado por el espesor del metal base y el efecto del calor de soldadura fuerte o de cualquier tratamiento térmico previo sobre las propiedades del metal. [26, 27, 28]
1.2.8 Ventajas, desventajas y aplicaciones de los procesos básicos de Soldadura Fuerte.
En la tabla 1, se visualiza una breve descripción de los distintos tipos de soldadura fuerte descritos anteriormente, así como, ventajas, desventajas y aplicaciones.
[image:28.595.65.557.403.736.2]La tabla fue tomada de la referencia [29] y se resaltó el método de soldadura fuerte en Horno, el cual es objeto de este trabajo.
Tabla 1.1. Procesos básicos de aplicación de soldadura fuerte.
Método y
descripción Ventajas Desventajas Aplicaciones
Manual con soplete: soplete para soldadura con gas para
combustión, de acetileno, hidrogeno o metano en conjunto con aire u oxigeno
1. Método flexible, aplicable a
muchísimos ensambles.
2. El equipo es de bajo costo.
3. El calor puede aplicarse en
forma localizada
1.La pieza de trabajo se
oxida.
2.Se requiere operador con
habilidad.
3.Relativamente lento.
4.Los metales de base son
limitados.
5.Las juntas múltiples o
inaccesibles no pueden soldarse.
6.El calentamiento localizado
ocasiona deformación.
1. En ensambles en los que
es impráctico el autoacomodo.
2. En ensambles que
requieran considerable emplantillado.
3. En pequeñas campañas
de producción, en las que el bajo costo del equipo compense las desventajas inherentes
De resistencia: El calor se suministra a la pieza de trabajo por
conducción desde los electrodos calientes de carbón o por resistencia de la pieza de trabajo al paso de la corriente
1. Periodo corto para el
adiestramiento del operador.
2. El equipo es de bajo costo,
y sencillo.
3. Calentamiento localizado
rápido.
4. Régimen de producción
moderado.
5. Efectivo para soldaduras
larga de costura.
1.es necesario el manejo
individual.
2.Es posible que ocurra
deformación.
3.El tamaño del ensamble es
limitado.
1. En donde se necesitan
combinaciones de calor y presión para asegurar una buena junta.
2. Partes pequeñas,
especialmente
11 Quemador de gas
radiante: Quemadores de ceramica que usan una mezcla de gas y aire a presión; los quemadores aplican calor concentrado a la pieza de trabajo, colocada sobre un transportador o una masa automática indicadora.
1. Pueden usarse operadores
no especializados.
2. Calentamiento localizado
rápido.
3. el calor controlado es ideal
para trabajo de producción másiva.
1. Equipo costoso.
2. Presenta deformación.
3. La pieza de trabajo se
oxida.
4. Es difícil un control exacto
de la temperatura
1. Partes en producción
masiva, cuando se necesita calentar partes grandes.
2. Soldadura fuerte con
plata y cobre fosforado, cuando las partes se fabrican con base en línea de producción.
De baño de sal: También se llama soldadura fuerte por inmersión. La pieza de trabajo se sumerge en un baño de sal fundida, para calentarla. El baño puede tener acción de fundente.
1. Control exacto de la
temperatura.
2. Calentamiento rápido.
3. Es posible hacer soldadura
fuerte con cobre.
4. No se necesita fundente
para algunas aplicaciones
1. Se requieren dispositivos.
2. Peligro de explosión con
partes húmedas.
3. Arrastre de sal.
4. Las partes deben lavarse.
5. Ocurre cierta oxidación
durante el periodo de enfriamiento.
1. Con ensambles que se
presten a suspensión en dispositivos.
2. para partes que
requieran de
calentamiento rápido.
En horno: La pieza de trabajo se calienta en un horno en presencia de atmósfera reductora. El material de aporte se coloca en forma de hoja con espesor de papel, pasta, trozos, polvo o rociado del metal del metal fundido
1. No se producen esfuerzos
residuales.
2. Bueno para la producción
masiva.
3. El calentamiento uniforme
reduce la deformación.
4. Control de la carburación y
descarburización.
5. Superficies brillantes.
6. Control exacto de la
temperatura.
1. Requiere de dispositivos, o
del autoposicionado de los componentes.
2. No es posible un
calentamiento localizado.
3. Equipo costoso para lotes
pequeños.
1.Muy usado para
soldadura fuerte con cobre.
2.Con juntas múltiples o
inaccesibles.
3.Producción masiva en la
que el ensamble permita el uso de dispositivos o el autoposicionado.
Por inducción: Con corrientes de alta frecuencia se inducen corrientes parásitas en la pieza de trabajo, y se produce calor.
1.Calentamiento rápido,
localizado.
2.Adaptado a la producción
masiva.
1.Posible deformación debido
al calentamiento local.
2.La soldadura fuerte con
cobre no es generalmente práctica.
3.Difícil de controlar la
temperatura.
1.Aplicaciones en las que
la junta no sea demasiado profunda y los componentes no sean demasiado pesados.
2.Soldadura fuerte con
plata para producción masiva.
De inmersión en metal fundido: Las partes se sumergen en un baño de aleación fundida para soldadura fuerte
1.Permite hacer la soldadura
fuerte de muchas juntas a la vez.
1.Aplicaciones
extremadamente limitadas.
2.Las partes deben estar
limpias y bien untadas de fundente.
3.el baño debe ser grande
para que sea bajo el descenso de temperatura al hacer la inmersión.
1.Canastos de alambre.
2.ensambles hechos de
12
1.3. Principales variables de Soldadura Fuerte (Brazing).
El proceso de soldadura fuerte en horno se realiza a la temperatura de fusión del material de aporte, esto, significa que el material se deposita por la acción de la gravedad, causa, de las fuerzas de cohesión y adherencia, a la acción capilar, presión hidrostática, efecto de la tensión superficial y la fluidez del material de aporte. [30]
1.3.1 Ángulo de contacto.
Es la distancia angular entre la superficie de contacto (sólido) y la gota de soldadura (liquido). La figura 1.3 idealiza el concepto de mojado.
Un ángulo menor de 90º indica un mojado positivo, por el contrario un ángulo mayor de 90º indica que no hay mojado. [31]
1.3.2 Tensión Superficial.
Es la intensidad de la atracción molecular por unidad de longitud a lo largo de cualquier línea de la superficie formada por las fuerzas moleculares en un líquido o gas. Se designa con la letra σ (sigma). Es una propiedad del líquido y depende de la temperatura. Sus unidades en el sistema internacional son N/m (Newton/metro). [32, 33]
θ
Solido Líquido
Vapor
θ
Solido Líquido
Vapor
a) Angulo de contacto mayor que 90º no hay mojado. b) Angulo de contacto menor que 90º hay mojado.
13 1.3.3 Presión Hidrostática.
Se refiere a una fuerza constante, que actúa perpendicularmente sobre una superficie plana. En los líquidos en equilibrio, las fuerzas asociadas a la presión son en cada punto perpendiculares a la superficie del recipiente. Por lo tanto, la presión es considerada como una magnitud escalar cociente de dos magnitudes vectoriales de igual dirección: la fuerza y el vector superficial. Dicho vector tiene por módulo el área y por dirección la perpendicular a la superficie. [34, 35]
Tensión normal de compresión, constante sobre cualquier plano, que actúa sobre un fluido en reposo.
1.3.4 Viscosidad.
CAPÍTULO II.
Características de los materiales
base y de aporte, utilizados en el
15 2.1 Materiales empleados en la unión soldada.
Los materiales utilizados en la presente investigación son el Titanio Grado Uno como material base, y el material de memoria de forma llamado Nitinol como material de aporte. El Titanio y sus aleaciones son materiales con excelentes propiedades mecánicas, físicas y químicas. Son ampliamente utilizados en las industrias de la aeronáutica, espacial, biomédica, nuclear, marina, construcción, entre otras. En Norteamérica se emplea el 70% del Titanio en aplicaciones aeroespaciales, es por ello que surge la necesidad de unir e incluso reparar elementos mecánicos hechos de este material. Uno de los métodos más confiables es el uso de la soldadura.
Con respecto a los materiales de memoria de forma, también, denominados materiales inteligentes, se encuentran las aleaciones con base Níquel y aleadas con Titanio, conocidas como Nitinol. Sus características más importantes son: sus propiedades mecánicas se comparan con las de los aceros inoxidables de la serie 300, su resistencia a la corrosión es muy alta, los materiales son biocompatibles, tienen efecto de memoria de forma y superelasticidad.
Además, del Nitinol se encuentran un grupo de aleaciones entre las cuales se mencionan: CuZn, AuCd, CuZn, CuZnAl, CuAuZn, MnCu. [37]
2.1.1 Características del Titanio.
El titanio es un elemento químico de número atómico 22 situado en el grupo IVB de la tabla periódica de los elementos y cuyo símbolo químico es Ti. [38]
El titanio se presenta en la naturaleza como ilmenita (FeTiO2), rutilo (TiO2 tetragonal),
anatasa (TiO2 tetragonal), brookita (Ti O2 rómbico), perowskita (CaTiO3), esfena (CaTiSiO5)
y geikielita (MgTiO3). [39]
16
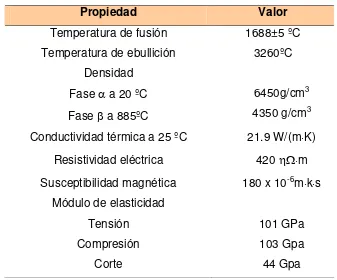
Tabla 2.1. Propiedades físico-mecánicas del Titanio.
Propiedad Valor
Temperatura de fusión 1688±5 ºC Temperatura de ebullición 3260ºC
Densidad Fase α a 20 ºC Fase β a 885ºC
6450g/cm3 4350 g/cm3 Conductividad térmica a 25 ºC 21.9 W/(m⋅K)
Resistividad eléctrica 420 ηΩ⋅m
Susceptibilidad magnética 180 x 10-6m⋅k⋅s Módulo de elasticidad
Tensión Compresión
Corte
101 GPa 103 Gpa 44 Gpa
A continuación se enlistan una serie características químicas más importantes del Titanio [41]:
• Es un elemento metálico, presenta una estructura hexagonal compacta, es duro, refractario y buen conductor del calor.
• Presenta alta resistencia a la corrosión debida al fenómeno de pasivación (se forma un óxido que lo recubre). Es resistente a temperatura ambiente al ácido sulfúrico (H2SO4) y
al ácido clorhídrico (HCl) diluidos, así como a otros ácidos orgánicos. Sin embargo se puede disolver en ácidos en caliente. Así mismo, se disuelve bien en ácido fluorhídrico (HF), o con fluoruros en ácidos. A temperaturas elevadas puede reaccionar fácilmente con el nitrógeno, el oxígeno, el hidrógeno, el boro, entre otros elementos no metálicos.
• Tiene una resistencia superior a la erosión y la cavitación, mucho mejor que las aleaciones cobre-níquel.
17 2.1.2 Clasificación del Titanio.
El titanio disponible en el mercado, se clasifica de acuerdo a las normas de la ASTM en 4 grados. Cada grado tiene diferentes contenidos de impurezas tales como: carbón, hidrógeno, hierro, nitrógeno y oxígeno, entre otros. [42]
2.1.2.1 Titanio Grado 1.
Es el de mayor pureza, menor resistencia mecánica y la mejor ductibilidad. Se utiliza cuando se requiere máxima conformabilidad y cuando es necesario bajar los contenidos de hierro y elementos intersticiales para aumentar la resistencia a la corrosión. En consecuencia, tiene un comportamiento excelente a ambientes altamente oxidantes y medianamente reductores, incluyendo los clorados.
2.1.2.2 Titanio Grado 2.
Es el más usado en la industria, tiene un límite elástico mínimo de 275 MPa, buena ductibilidad, conformabilidad, buenas propiedades al impacto a bajas temperaturas, excelente resistencia al desgaste y corrosión por aguas marinas.
2.1.2.3 Titanio Grado 3.
Posee una excelente resistencia a la corrosión en ambientes desde altamente oxidantes, hasta medianamente reductores. Este grado, tiene propiedades mecánicas intermedias entre el acero y el aluminio. Dichas propiedades han impulsado a los diseñadores mecánicos a elegir al Titanio grado 3, en lugar de algunos aceros y el aluminio.
2.1.2.4 Titanio Grado 4.
18
En la tabla 2.2 se resume la composición química (% de impurezas) y en la tabla 2.3 se presentas las propiedades mecánicas de los 4 grados de Titanio comercialmente puro.
Tabla 2.2. Contenido de impurezas del Titanio Comercialmente puro.
Elemento Grado 1 Grado 2 Grado 3 Grado 4 Nitrógeno 0.03 0.03 0.05 0.05
Carbono 0.1 0.1 0.1 0.1
Hidrógeno 0.015 0.015 0.015 0.015 Hierro 0.2 0.3 0.3 0.5 Oxígeno 0.18 0.25 0.35 0.4
Tabla 2.3. Propiedades mecánicas de los diferentes grados de Titanio comercialmente puro.
Propiedad Grado 1 Grado 2 Grado 3 Grado 4 Tensión a rotura (MPa) 240 345 450 550
Límite elástico (MPa) 170 275 380 485 Elongación (%) 24 20 18 15 Reducción de área (%) 30 30 30 25
2.1.3 Clasificación de las aleaciones del Titanio.
El titanio se puede combinar con otros elementos y formar aleaciones, dichos elementos se clasifican en dos grupos, estos son A y B.
El grupo A esta formado por todos los elementos, que se disuelven en el titanio sin límite o en gran cantidad. Por regla general son elementos, cuyos radios atómicos no difieren del radio atómico del titanio en 12-15%.
El grupo B en consecuencia, lo forman los elementos con solubilidad limitada, ya que con cantidades relativamente pequeñas forman titanuros.
Los elementos aleantes pueden hacer que se eleve o descienda la temperatura de transición α'β grupo I y II respectivamente.
19
A menudo suelen clasificarse, también, a las aleaciones por el tipo de elemento isomorfo del titanio, es decir, como aleaciones con estabilizadores α, aleaciones con estabilizadores β y
aleaciones α y β.
Algunos ejemplos de elementos estabilizadores α son: el Aluminio, Oxigeno, Nitrógeno, Carbono, Hidrogeno, y de estabilizadores β son: Vanadio, cromo; Hierro, Níquel, Cobre, Circonio, Niobio, Molibdeno, Estaño, entre otros. [43, 44]
Tabla 2.4. Clasificación de las aleaciones del Titanio y el efecto de los elementos aleantes en la temperatura de transición α'β.
Grupo Solubles totalmente en el titanioA Forman compuestos intermetálicos B
I Elevan la transformación
β'α
(Estabilización de l fase α)
O, N, % Ga, Ge, B, Al, C, La %
II Hacen que descienda la transformación
β'α
(Estabilización de l fase β)
V, Zr, Nb, Mo, Sn, Ta, Re % Cr, Mn, Fe, Ni, Cu, Si, Ag, W, Au, Pb %
2.1.4 Aplicación del Titanio y sus Aleaciones.
• Aproximadamente el 95% del titanio se consume como dióxido de titanio (TiO2), un
pigmento blanco permanente, que se emplea en pinturas, papel y plásticos. Estas
α
α
α
α α+β
α+β
α+β
β β
β β
β+TiX
β+TiX
α+TiX
α+TiX
t ºC t ºC
[image:37.595.71.520.278.623.2]20
pinturas se utilizan en reflectores, debido, a que reflejan muy bien la radiación infrarroja.
• Debido, a su resistencia mecánica, baja densidad y resistencia a temperaturas, relativamente, altas, las aleaciones de titanio se emplean en aviones y misiles. También, se encuentran en distintos productos de consumo, como palos de golf, bicicletas, entre otras. El titanio se alea generalmente con aluminio, hierro, manganeso, molibdeno y otros metales.
• Gracias, a su alta resistencia a la corrosión se aplica en casos en los que va a estar en contacto con el agua del mar, por ejemplo, en aparejos o hélices. También, se emplea en plantas desalinizadoras.
• Se emplea para obtener piedras preciosas artificiales.
• El tetracloruro de titanio (TiCl4) se usa para irisar el vidrio. Además, por su
característica de formar en contacto con aire mucho humo, se emplea para formar artificialmente pantallas de humo.
• Se considera, que es fisiológicamente inerte, es decir biocompatible, por lo que el metal se emplea en implantes de titanio en cuerpos humanos, consistentes en tornillos de titanio puro que han sido tratados superficialmente para mejorar su oseointegración. Por ejemplo, se utiliza en la cirugía maxilofacial, así mismo, la moda en la juventud, ha contribuido al uso de aretes y anillos (piercings) insertados en perforaciones de distintas partes del cuerpo (labios, ombligo, lengua, oídos).
• Se han empleado láminas delgadas de titanio para recubrir algunos edificios, como ejemplo, el Museo Guggenheim Bilbao.
• Algunos compuestos de titanio pueden tener aplicaciones en tratamientos contra el cáncer. Por ejemplo, el cloruro de titanoceno en el caso de tumores gastrointestinales y de mama.
• Es un metal, relativamente, nuevo por lo que es de esperar que en el futuro se incrementen sus aplicaciones, especialmente si se abaratan los procedimientos de obtención del metal, que hoy día requieren considerables cantidades de energía eléctrica (del orden de 1,7 veces la requerida por el aluminio). [45, 46]
21 2.3 Materiales con Memoria de Forma.
El efecto de memoria de forma es la capacidad de un material para recuperar su forma original, después, de sufrir una deformación física producida por un esfuerzo mecánico, debido a la aplicación de una energía externa. [47]
Bajo el término de materiales con memoria de forma existen cuatro clases diferentes, según la naturaleza del material en sí o del estímulo externo al que responden.
Las cuatro clases en las que se pueden dividir son:
• Aleaciones con Memoria de Forma (Shape Memory Alloys, SMAs).
• Cerámicas con Memoria de Forma (Shape Memory Ceramics, SMCs).
• Polímeros con Memoria de Forma (Shape Memory Polymers, SMPs).
• Aleaciones Ferromagnéticas con Memoria de Forma (Ferromagnetic Shape Memory Alloys, FSMAs). [48]
2.3.1 NITINOL.
El Nitinol es una aleación compuesta por Níquel y Titanio, su nombre proviene de dichos elementos aleantes Ni (Nickel), Ti (Titanium) y los laboratorios militares NOL (Naval Ordnance Laboratory), quienes dieron a conocer este material, bajo dicho nombre. [49] Las características más importantes del Nitinol, las cuales, hacen a la aleación especial son: el efecto de memoria de forma, la superelasticidad, la pseudoelasticidad y la biocompatibilidad.
2.3.2 Efecto de Memoria de Forma.
El principio del efecto de memoria de forma, se debe, a la recversibilidad de la red cristalográfica presente en algunas aleaciones.
22
decir, sin difusión atómica, por lo que, no se requiere movimiento atómico considerable. En consecuencia los átomos se redistribuyen de manera coordinada en una forma cristalina más estable y sin cambio en la composición química de la matriz. Además, este fenómeno depende exclusivamente de la temperatura (transformación atérmica). [50, 51]
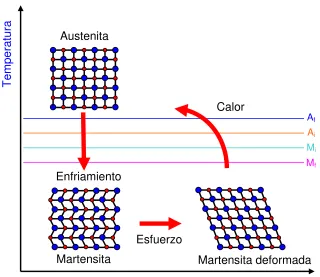
En la figura 2.1 se ejemplifica, como se realiza cambio de fase en relación con la temperatura. El material con efecto de memoria de forma tiene una microestructura martensítica a temperatura ambiente. Al aplicarle una carga mecánica el material sufre una deformación, siempre y cuando no rebase la zona plástica, de lo contrario aparece la fractura. La microestructura se ve afectada cambiando a una fase martensítica deformada. Pero a diferencia de los materiales convencionales se puede recuperar la forma inicial mediante la aplicación de calor. Con el calentamiento de material la temperatura llega a un valor, en el cual, inicia la formación de Austenita (Ai) al llegar a otro valor de temperatura aún
más alto termina dicha transformación Austenítica (Af), por lo que, después de este valor, ya
Austenita
Martensita Martensita deformada
Deformación
Temperatur
a
Esfuerzo
Calor
[image:40.595.134.454.201.478.2]Enfriamiento
Figura 2.1. Efecto de Memoria de forma
Af
Ai
Mi
23
no suceden cambios estructurales. Cabe mencionar, que el mecanismo de acomodación atómica se realiza por maclaje. El material absorbe energía calorífica, originando una caída de temperatura, y por consiguiente, el reacomodo atómico regresando la red cristalográfica a su estado inicial. La caída de temperatura es muy rápida, es decir, la separación entre el inicio de la transformación de Martensítica (Mi) y el final (Mf), es muy estrecha. [52, 53]
El efecto de memoria de forma se ilustra físicamente, en la figura 2.2. En 2.2a se muestra un resorte tensor a temperatura de 20ºC, con diámetro de los anillos de 6 mm, el diámetro del hilo es de 0.77mm, y la longitud de 32 mm. En 2.2b se le ha aplicado una deformación, como lo indica la regleta graduada hasta 175 mm. En 2.2c se sumerge el resorte deformado en agua a una temperatura de 88ºC, la recuperación se realiza de manera inmediata al contacto con el agua. Finalmente, ha recuperado con totalidad su forma original en 2.2d.
24
Cuando la aleación es capaz de recordar la estructura de baja temperatura se dice que tiene el efecto de memoria simple y cuando recuerda las estructuras de alta y baja temperatura presenta el efecto de memoria de forma doble. [54, 55]
2.3.3 Pseudoelasticidad.
El efecto de pseudoelasticidad (superelasticidad) ocurre cuando la estructura de la aleación esta compuesta de Austenita. En la figura 2.3 se ilustra este fenómeno. El material es calentado, por encima del final de la transformación Austenítica (punto a), si se le aplica una carga hasta llegar al punto b, se presenta una transformación de fase, es decir, la microestructura cambia a Martensita. Al liberar la carga el material recupera inmediatamente, su forma inicial con la correspondiente caída de temperatura punto c. Físicamente, el material puede sufrir grandes deformaciones, es decir, con la adición de calor la zona de elasticidad es muy amplia (similar a una cinta elástica). [56, 57]
2.3.4 Propiedades del Nitinol.
El Nitinol es una aleación ligera, con densidad intermedia (6450 kg/m3), entre, el aluminio (2702 kg/m3) y los aceros inoxidables de la serie 300 (7800 kg/m3). Su límite de elasticidad varía entre 28 y 75 GPa., este, depende de la temperatura del material, y por ende, de la
Carga
Temperatura Mf Mi Ai Af
Figura 2.3. Diagrama Carga-Temperatura del efecto de Pseudoelasticidad. a
b
25
microestructura (Austenítica o Martensítica). Comparando, el límite de elasticidad del Nitinol con el aluminio (6.7 GPa) y los aceros inoxidables (0.215-0.750 Gpa) es mucho mayor. En cuanto a la conductividad térmica, el Nitinol (10 W/mºK) es el peor conductor del calor, el aluminio tiene una conductividad de 237 W/mºK y los aceros de la serie 300 de 16 W/mºK. Estas son algunas propiedades físicas y mecánicas por las cuales, el Nitinol, representa una buena opción para reemplazar los materiales convencionales. [58, 59]
La tabla 2.5. muestra las propiedades físico-mecánicas del Nitinol. [60]
Tabla 2.5. Propiedades generales del Nitinol
Propiedad Valor
Densidad 6450 Kg/m3
Conductividad Térmica 10 W/mºK Calor Especifico 322 J/kgºK
Calor latente 24200J/kg
Esfuerzo último a tensión 750-960Mpa
Deformación máxima 15.5 %
Esfuerzo de cedencia (Austenita) 560Mpa Modulo de Young (Austenita) 75 GPa Esfuerzo de cedencia (Martensita) 100 MPa Modulo de Young (Martensita) 28GPa
2.3.5 Diagrama de fases Ni-Ti
En el diagrama de fases mostrado en la figura 2.4 esta formado de compuestos intermetálicos propios a la composición equiatómica. Dichos compuestos a temperaturas altas pueden existir como fase estable. Sin embargo, a temperatura ambiente el rango de NiTi estable es muy estrecho, por lo que se forman intermetálicos de segunda fase. [61] Con la ayuda de este diagrama de fases en equilibrio es posible conocer datos como: el punto de fusión del Ni, Ti, del NiTi equiatómico. El compuesto Ti2Ni se forma por una
reacción peritectica y el TiNi3 por una eutéctica. Además, es sencillo distinguir las fases de
equilibrio, que acompañan al NiTi (la única fase que sufre la transformación martensítica). En controversia, el diagrama no resulta suficiente para explicar detalladamente la aparición de dichas fases adicionales TiNi, Ti2Ni, TiNi3, cuando, se realiza un enfriamiento lento o
26
Figura 2.4. Diagrama de fases Níquel-Titanio.
2.3.6 Aplicaciones de los materiales con memoria de forma.
CAPÍTULO III.
Análisis Matemático del proceso
de
28
3.1 Definición de variables en el Proceso de Soldadura Fuerte.
Para realizar el análisis matemático del Proceso de Soldadura Fuerte, es de suma
importancia, definir las variables que intervienen en dicho proceso. Como el material de
aporte líquido se deposita en la cavidad o separación de los elementos a unir, es necesario
en primera instancia, calcular el valor de energía requerida para fundir el Nitinol. La energía
entrante o necesaria depende de la temperatura, por lo que es, preciso definir la
temperatura de fusión. A mayor temperatura de fusión disminuye la viscosidad. Por su
parte, la viscosidad permite o no un excelente mojado, de acuerdo, al ángulo de contacto y
a la separación de los elementos a unir, por lo tanto, otra variable crítica es la separación de
la raíz, ya que una separación adecuada concede un ángulo de contacto pequeño, que se
refleja en un buen mojado. Un ángulo de contacto mayor a 60º provoca un mojado pobre y
la falta de penetración. La viscosidad, también, influye en la velocidad de llenado de la
cavidad de los elementos a unir. La velocidad de llenado, es inversamente proporcional al
ciclo térmico, dicho en otras palabras, una velocidad pequeña conlleva a un ciclo térmico
grande, lo que se traduce como el consumo de energía de las probetas en el horno, durante
más tiempo.
3.2 Cálculo matemático de la energía entrante.
En el proceso de soldadura fuerte, el material de aporte Nitinol se calienta por encima del
punto de fusión (línea de liquidus). Por otra parte, el material base no se funde, debido a que
tiene su punto de fusión mayor. Para lograr la solidificación del Nitinol en el Titanio, la
probeta fue calentada en un horno con atmósfera controlada y/o al vacío. El Nitinol fue
colocado directamente dos placas de Titanio. Entonces, el proceso de soldadura fuerte es
similar al proceso de fundición, por lo que el cálculo se determina de la siguiente manera:
La energía calórica requerida es la suma del calor necesario para elevar la temperatura
hasta el punto de fusión del Nitinol, más el calor de fusión para convertir el metal sólido a
liquido, conjuntamente, con el calor necesario para elevar el metal fundido a la temperatura
de vaciado. [64]
29
H=ρV{Cs(T-To)+Hf+Ct(T-Tm)} ... (3.1)
Donde:
H- Calor requerido para elevar la temperatura del Nitinol a la temperatura de fusión, (J)
ρ- Densidad, (Kg/m3)
Cs- Calor especifico del Nitinol sólido, (J/kgºK)
T- Temperatura absoluta de la unión, (ºK)
Hf- Calor de fusión, (J/kg)
Ct- Calor especifico del Nitinol líquido, (J/kgºK)
Tp- Temperatura de vaciado, (ºK)
V- Volumen de Nitinol fundido, (m3).
Se realizó el cálculo del calor requerido para tres temperaturas de fusión seleccionadas.
Las temperaturas elegidas son 1360, 1380 y 1410 ºC. Con la elección de dichas
temperaturas se pretende asegurar una buena fluidez del metal líquido, a parte, de afectar lo
menos posible el material base.
Los valores de: ρ, Cs y Hf fueron obtenidos de la tabla 2.5 (propiedades del Nitinol).
Como el Nitinol se funde en la cavidad de las piezas a soldar, las cuales, se encuentran a la
misma temperatura de fusión (debido a que se encuentran dentro del horno), la temperatura
de vaciado y la fusión tienen el mismo valor.
ρ=6450Kg/m3
V= 2.31x10-6 m3
Cs=322/kgºK
T= variable.
To= 293ºK.
Hf= 24200J/Kg.
Tp=T
Sustituyendo valores:
30
H= (6450Kg/m3)( 2.31x10-6 m3){ 322/kgºK (1633ºK -293ºK)+ 24200J/Kg +Ct(Tp-Tm)}
H=6789.4J
b) para T2=1380ºC(1653ºK)
H= (6450Kg/m3)( 2.31x10-6 m3){ 322/kgºK (1653ºK -293ºK)+ 24200J/Kg +Ct(Tp-Tm)}
H=6885.35J
c) para T3=1410ºC(1683ºK)
H= (6450Kg/m3)( 2.31x10-6 m3){ 322/kgºK (1638ºK -293ºK)+ 24200J/Kg +Ct(Tp-Tm)}
H=7029.29J
3.3 Cálculo de la Viscosidad.
Una de las propiedades físicas más importantes de la aleación, es la viscosidad. Dicha
propiedad influye en la profundidad de la penetración (por capilaridad) del cordón de
soldadura.
Masazumi Hirai [65] en el articulo titulado “ Estimation of Viscosities of Liquid Alloys”
describe un modelo matemático para el cálculo de la viscosidad, el cual aplica para metales
puros o aleaciones binarias. El modelado matemático está constituido por las ecuaciones
3.2 a 3.4.
) / exp(B RT A
=
η …… (3.2)
) / exp( 10 7 .
1 7 23 12 16
M M RT B M T x A − −
= ρ …… (3.3)
25 . 1
65 . 2 TM
B= ……. (3.4)
Donde:
0
0
31
η- viscosidad de la aleación a temperatura de fusión seleccionada.
A y B- variables de las ecuaciones.
R- Constante de los gases ideales, su valor es de 8.3144 (J/mol).
T- Temperatura absoluta de la unión (ºK).
ρ- es la densidad de la aleación a temperatura ambiente (Kg/m3).
TM- temperatura de fusión (temperatura en la línea de liquidus) (ºK).
M- Peso atómico (Kg/mol).
Para resolver la ecuación 3.2 es necesario resolver primero las ecuaciones 3.3 y 3.4.
Si la temperatura de inicio de fusión del Nitinol es de 1310 ºC (1583ºK) y sustituyendo en 3.4
se obtiene: 25 . 1 65 . 2 TM
B= =2.65 (1583)1.27=30661.02 J/mol
B= 30.66KJ/mol.
Los datos necesarios para resolver la ecuación 3.3 son:
ρ= 6450 kg/m3 (ver tabla 2.5),
M = Peso atómico de Níquel + Peso atómico del Titanio. [66]
De la tabla periódica de los elementos, se tiene: la masa del Níquel es de 0.05869Kg/mol y
para el Titanio es 0.04788Kg/mol, por lo tanto, la masa total es igual a 0.10657Kg/mol.
La constante universal de los gases ideales es R=8.3144 J/mol
Sustituyendo en la ecuación 3.3 se obtiene:
(
)
(
) (
)
(
)(
)
[
J mol J mol K]
mol Kg K m kg x RT B M T x A M M º 1583 / 3144 . 8 / / 02 . 30661 exp / 10657 . 0 º 1583 / 6450 10 7 . 1 ) / exp( 10 7 .
1 −7 23 12 −16 −7 3 23 12 −16 =
= ρ
A=3.3142x10-4 Pa-s
Finalmente, se determinaron los distintos valores de viscosidad para cada una de las
32 a) para T1=1360ºC(1633ºK)
(
)
(
)(
)
⎟ ⎠ ⎞ ⎜ ⎝ ⎛ ⋅ = = − K mol J mol J s Pa x RT B A º 1633 / ´ 3144 . 8 / 02 . 30661 exp 10 3142 . 3 ) / exp( 4 ηη=3.17x10-3 Pa-s
b) para T2=1380ºC(1653ºK)
(
⋅)
⎜⎝⎛(
)(
)
⎟⎠⎞ = = − K mol J mol J s Pa x RT B A º 1653 / ´ 3144 . 8 / 02 . 30661 exp 10 3142 . 3 ) / exp( 4 ηη=3.08x10-3 Pa-s
c) para T3=1410ºC(1683ºK)
(
⋅)
⎜⎝⎛(
)(
)
⎟⎠⎞ = = − K mol J mol J s Pa x RT B A º 1683 / ´ 3144 . 8 / 02 . 30661 exp 10 3142 . 3 ) / exp( 4 ηη=2.96x10-3 Pa-s
En el anexo B, se presentan la tabla de valores de viscosidad con los parámetros A y B para
distintos metales puros y algunas aleaciones.
3.3 Estimación de la separación de la raíz.
El tipo de unión empleada en los experimentos realizados en este trabajo fue a tope. la
figura 3.1 se esquematiza las probetas con sus parámetros.
θ h p d b Donde:
d- raíz de la costura. b- ancho de la costura p- penetración. h- refuerzo
θ- ángulo de contacto.