Casa
ab’&
al
tiemw
I..-r
UNIVERSIDAD AUTONOMA METROPOLITANA
DMSlON DE CIENCIAS BlOLOOICAS Y DE LA SALUD SERVICIO SOCIAL
t.
i-
t L,...c
L.
c
L..
r
i
r
L.
-
ci
r-
F
Y
r
1
ii
r:
I:
A QUIEN CORRESPONDA:
Por medio de la presente se hace constar que el (la):
del
Departamento de: Biotecnologíade la División de Ciencias Biológicas y de la Salud asesoro el Siguiente Servicio Social:
TITULO:
ALUMNO: Karla Fabiola Guerrero Mill
MATRkULA: 91 234054
LICENCIATURA: Ingeniería de los Alimentos
PERIODO:
Se extiende la presente para los fines que al interesado convengan, en la Ciudad de México, D.F. a siete de Octubre de mil novecientos noventa y siete.
M. en C. Francisco J. Gallardo Escamilla
‘Estudio sobre la relación acidez sensorial-sinéresis en yoghurt’
Noviembre 8,1996 a Mayo 8, 1997
A T E N T A M E N T E
M. EN C. ARTURO PREClADd LÓPEZ SECRETARIO ACADÉMICO
UNIDAD IZTAPALAPA
Av. Michoacán y La Purisima lztapalapa 09340 México, D.F. A.P. 55-535 Fax: (5) 612-80-83 Tels. 724-46-81 y 85
.J
/Nombre: Matricula:
Unidad:
/Division:
,/Licenciatura:
Teléfono:
Trimestre lectivo:
/Titulo del proyecto:
Nombre de los asesores,
J
puesto y adscripcion:Lugar donde se realizó el servicio social:
Horas a la semana:
Fecha de inicio:
/Fecha de terminación:
Clave:
Firma del alumno:
Karla Fabiola Guerrero Mills 91234054
lztapalapa
Ciencias Biológicas y de la Salud Ingenieria de los Alimentos
532-17-09
97-P
Estudio sobre la relación acidez
sensorial
-
sinéresis en yoghurt.M.en C. Mariano Garcia Garibay. Prof. Titular C.
Departamento de Biotecnologia. Dra. Gabriela M. Rodriguez Serrano. Profra. Titular A.
Departamento de Biotecnologia.
M.en C. Francisco J. Gallardo Escamilla. Prof. Titular B.
Departamento de Biotecnologia.
Laboratorio de Analisis Sensorial. ( R - 0 1 0 )
20
8 de Noviembre de 1996
8 de Mayo de 1997
l.A.050.96
J
Karla Fabiola Guerrero Mills
Firma de los asesores:
M.enC.Mariano Garcia Garibay Dra.Gabriela M. Rodriguez Serrano
'7
^ A
c
1-
c
f
r
i.ESTUDIO SOBRE LA R E L A C I ~ N ACIDEZ
EN YOGHURT
La calidad de un producto est& en función de sus caracteristicas fisicas,
quimicas, microbiológicas, nutricionales y sensoriales que influyen en la aceptabilidad
de los consumidores. Para evaluar la calidad de los bienes a consumir, existen
diversas pruebas con diferente grado de objetividad, a fin de garantizar que éstos
sean aptos para el consumo humano durante un determinado tiempo en el cual, no deben alterarse las condiciones especificadas en una norma establecida legalmente.
En el caso de los yogures que se comercializan en México, su calidad se
regula a través de la Norma Oficial Mexicana ( NOM F-444-1983 ), que contiene
especificaciones fisicoquimicas, microbiologicas y sensoriales ( ver anexo 1).
Aunque la NOM considera las caracteristicas sensoriales, no se cuenta con
estudios que demuestren la interdependencia de las propiedades organolépticas del
producto con la vida de anaquel del mismo y su influencia directa sobre la aceptabilidad por el consumidor.
El presente proyecto tiene como tema central a estudiar, el comportamiento de
la vida de anaquel del yoghurt natural en relacion a la sinéresis o decuerado que
ocurre durante el almacenamiento, en virtud de que en anteriores investigaciones', se ha observado que la sinéresis que se genera en el yoghurt durante su
almacenamiento puede tener relacion con la aparición de sabores acidos y en menor
proporcion sabores amargos en el producto, que reducen la calidad y por consiguiente
la aceptabilidad y vida de anaquel del mismo.
P
...
r
i
r
L
c
c
I:
INTRODUCCION:
La leche es el insumo fundamental de los yogures; como producto agricola
perecedero es susceptible a contaminación microbiana y fácilmente fermentable por
bacterias acidificantes debido a su buen balance de nutrientes. De ahi, la importancia
de conservar la leche y sus subproductos en condiciones óptimas para su consumo. El
proceso de estos alimentos fermentados se ha desarrollado en forma natural, sin
embargo, con el desarrollo de la microbiologia y las técnicas de selección, algunas de
las bacterias pudieron ser aisladas, seleccionadas y utilizadas como cultivos
iniciadores para la obtención de estos productos fermentados con mejor calidad. Los
cultivos iniciadores altamente especificos han sido desarrollados comercialmente,
principalmente en productos lácteos, como el yoghurt'. En general las bacterias ácido
lacticas son seleccionadas en base a la rápida producción de ácido I a c t i ~ o ~ . ~ .
En los últimos años, el mercado del yoghurt creció en ventas un 26% como lo muestra la tabla 1
TABLA 1
¡NDlCE DE VENTAS DEL YOGHURT EN MÉXICO
I
19921
1993I
1994I
1995I
19961 O0 104 9 116.4 1154 126 3
Fuente Reforma, 2 de Junio 1997
El yoghurt resulta del desarrollo de determinados microorganismos que
modifican los componentes naturales de la leche. La lactosa se transforma
parcialmente en ácido láctico y las proteinas sufren una hidrólisis parcial que mejora
su digectibilidad5. Este producto tiene una gran aceptación y existe en el mercado en
su estado natural o bien adicionado con fruta, edulcorantes y/o saborizantes6.
La leche es acidificada por medio de un proceso de fermentación producida por
la mezcla de las bacterias Streptococcus thermoRhilus y Lactobacillus bulqaricus.
Ambas especies tienen requerimientos nutricionales muy complejos, siendo la leche
un producto que contiene los componentes necesarios para cubrirlos7.
El sabor, acidez y consistencia caracteristicos de yoghurt se logra por la
_I---
-
, . Iindices de aceptabilidad del consumidor hacia el yoghurt natural3. El yoghurt de
acuerdo a la concepción del mercado actual, debe ser un liquido suave o un gel
delicado, pero en ambos casos debe ser un producto uniforme, de textura firme en el
caso que sea un yoghurt "aflanado", con la minima sineresis y con un sabor
caracteri~tico~.
Para algunos autores el yoghurt es un producto que se obtiene a partir de leche de vaca, sembrada con
un
cultivo láctico y concentrada por evaporación o poradición de leche en polvo*. La Secretaria de Salud en Mexico lo define como el
producto obtenido de la mezcla de la leche entera, semi-descremada o descremada
con leche descremada deshidratada, sometida a un proceso de pasterización y
coagulada por la fermentación, mediante la inoculación de las especies bacterianas
citadas anteriormente. El producto final deberá de contener
los
microorganismossefialados vivos, con una acidez comprendida entre 0.8%-1.8%, expresada en ácido
láctico y no contendrá
conservado re^^'^.
La leche para la elaboración del yoghurt debe estar libre de antibióticos y la
adición de leche en polvo o leche evaporada se hace con el propósito de mejorar la
firmeza del producto y darle al gel una mayor resistencia a los daños mecánicos para
evitar el desuerado durante el manejo normal del yoghurt". La textura de dicho
producto va a variar dependiendo de los sólidos de la leche y el contenido de la grasa.
El grado de acidez dependerá de las cepas empleadas, la temperatura y el tiempo de
incubación".
Microbioloaia
v
bioauimica del voahurt:El
cultivo para el yoghurt debe constar de las especies de bacterias termófilas:Lactobacillus bulaaricus y Streptococcus thermoDhilus. Ambas bacterias viven en el
yoghurt en simbiosis. Esta simbiosis exige una determinada proporción entre cocos y
bacilos en el c ~ l t i v o ' ~ . El Lactobacillus bulaaricus, es un microorganismo altamente productor de ácido láctico que proporciona aminoácidos originados de la ruptura de las
proteinas de la leche, los cuales estimulan el desarrollo de Streptococcus
thermoDhilus. Este a su vez produce ácido fórmico, el cual estimula el crecimiento del Lactobacillus bulsaricus3. Como consecuencia de la acidificación las proteinas de la
En la tabla siguiente se muestran algunas de las características fisicoquimicas
de las cepas Iacticas para la elaboracion del y o g h ~ r t ' ~ .
- Gram Morfologia Atmósfera Temperatura de desarrollo
Sensibilidad al calor Sensibilidad al NaCl Rotación optica del
TABLA 2
CARACTERkTICAS BIOFISICOQUíMICAS DE LAS CEPAS EMPLEADAS EN LA ELABORACI~N DEL YOGHURT
+
+
Celulas esféricas y ovoides. en pares o cadenas largas
Anaerobio facultativo Anaerobio facultativo Optima: 40-45OC Optima: 45%
no se desarrollan a 55OC ni a menos de 20°C
Sobrevive a 65°C por 30 minutos No se desarrolla al 2%
Bastones a veces con formas largas individuales o en pares
no se desarrollan arriba de 52'C ni menos de 15OC
n.d n.d
U+)
W-)Caracteristicas
I
Streplococcus thermophilusI
Lactobacillus bulgancusCatalaka I
acido láctico
I
I
Sensibilidad al I Penincilina: 0.05 U.I. 10.5 U.I.
I
antibiótico Estreptomicina: 250 mcg (por ml de leche) Clorotetraciclina: 120 mcg
I
Cloranfenicol: 50 mcg uente .Gochi López (1997)Nota: N.d = no disponible.
El único carbohidrato que se presenta en la leche es la lactosa, mismo que
satisface los requerimientos nutricionales de las cepas lacticas. aunque tambien
contribuyen las proteinas, minerales y
vitamina^'^.
Ambas bacterias transforman la lactoca en ácido láctico, el cual es responsable
de la formacion del coagulo, dándole la firmeza y el sabor ácido caracteri~tico~.
La
formacion de acido lactic0 por ambas especies se obtiene a traves de la via Embden
Meyerhof. La lactosa no se usa directamente en el proceso fermentativo por las
bacterias acido Iacticas sino que primero es hidrolizada en glucosa y galactosa por la
enzima beta-galact~sidasa~.
Las vias degradativas del citrato y de la lactosa ilustradas más adelante,
involucran a un intermediario común, el piruvato, el cual puede ser transformado para
TABLA 3
UTILIZACIÓN DEL CITRATO Y LACTOSA POR CEPAS DE ESTREPTOCOCO PARA LA PRODUCCIÓN DE SABOR
~ ~~~ ~~~~~~
I
Piruvato1 i 1 1
.1
Etanol
I
Acido formic0I
Acido lacticoI
Acetil Co-A]
[
Acido acetic0I
-
Fuente: Kilara A. (1978) Lactic fermentation of dairy foods and their üioloaical siqnificance.
El acetaldehido es el principal componente del sabor en el yoghurt que normalmente resulta como un subproducto de la via Embden-Meyerhof. Se ha
observado que el acetaldehido también puede ser producido por el estreptococo a
partir de la timidina. La conversion de la timidina a acetaldehido se realiza por la
reacción envolvente secuencia1 de la enzima timidina fosforil-desoxiriboaldosa y la
enzima desoxiribomutasa'.
Otros metabolitos que contribuyen en sabor en el yoghurt son el diacetilo y la
acetoina, aunque estos tienden a desaparecer con rapidez ya que son compuestos
inestables altamente volátiles. por lo que el acetaldehido se encuentra en mayor proporción'.
Aspectos nutricionales del voahurt:
El yoghurt al igual que otros productos lacteos fermentados estimula las
secreciones del aparato digestivo, aumenta la digestion y la absorción de las
proteinas, disminuye el riesgo de acumulacion de colesterol en sangre, la presencia
de ácido láctico puede reducir moderadamente la lactosa, por lo que las personas con
intolerancia a la lactosa lo toleran mejor que a la l e ~ h e ' ~ .
c
L
r-
I.
C”.
L..
f
r:
[T
r-
1
* _
El ácido láctico puede ser benéfico porque:
Actúa como conservador del producto.
Contribuye con una moderada acidez y un sabor refrescante.
Influye en las propiedades fisicas de coagulado de la caseina y facilita la
digestibilidad.
Mejora la utilización del calcio y otros minerales2.
El valor energético del yoghurt es muy similar al de la leche de la cual fue
hecho15.
Algunos autores como Robinson y Tamime (1991) constataron que el cultivo
láctico interviene poco con la actividad lipásica. La pequeiia cantidad de ácidos
grasos liberados definitivamente contribuye al sabor del yoghurt más sin ningún efecto
nutricional ya que no ayuda a la digestión o absorción de las grasas. Por ello la
orientación en la producción del yoghurt en algunos paises es hacia el yoghurt bajo en
grasa.
TABLA 4
COMPOSICIÓN DEL YOGHURT NATURAL BAJO EN GRASA
( g I 1 0 0 g de producto )
Fuente: Garcia Garibay M.(1996)
Método de fabricación Y clasificación del yonhurt:
El yoghurt según su fabricación industrial se clasifica en tres tipos:
Yoghurt firme
Yoghurt batido
Yoghurt líquido
La mezcla básica de estos productos es esencialmente la misma.
A
continuación se describirá el proceso general de la elaboración del yoghurt y las
diferencias que existe para la elaboración de sus diferentes tipos.
Recepción de la leche: Se parte de un determinado volumen de leche fresca,
entera o parcialmente descremada, de buena calidad bacteriológica'.
Estandarizacion: La estandarización consiste en llevar a un valor dado fijo
algún componente de la leche. Se estandariza en grasa ya que es un compuesto muy
variable en la leche. Con la estandarización se puede ofrecer un producto constante
durante todo el año. El contenido de grasa que debe contener la leche debe de estar
en un rango de 0.1 a 3.5 y puede ser clasificada de acuerdo a los siguientes valores'.
Yoghurt alto en grasa: Contenido de grasa de 3%
Yoghurt bajo en grasa: Contenido de grasa sobre 1.5%
Yoghurt libre de grasa: Contenido de grasa sobre 0.1%
Incremento en extracto seco: Un incremento en el contenido total de sdidos,
particularmente en la proporción de caseína y proteína de suero, resulta en un yoghurt
con coágulo mas uniforme3.
La experiencia practica ha demostrado que el yoghurt será más viscoso y tendrá una consistencia más fina y una superficie más brillante. si el aumento de
sólidos secos es por adición de leche entera en polvo seguido por evaporación, más
que por la adición de sólidos de leche descremada, pero tiene el inconveniente de que
los cultivos Iacticos se desarrollen a veces con dificultad por el contenido de grasa que
p r e ~ e n t a ' ~ .
El contenido en extracto seco total debe de ajustarse entre 12% y 15% segun
la textura deseada
'.
Pacterizacion: Es fundamental que la leche destinada a la elaboración de
yoghurt sea pasterizada. Este proceso tiene como objetivo eliminar la flora patógena
de la leche, dejando asi un medio adecuado para el cultivo de las bacterias del
yoghurt
'.
Para la elaboración del yoghurt las condiciones de tratamiento son extremas:
85OC durante 30 min o 9OoC-95OC de 40 a 60 ~ e g ' ~ .
Homogenización: Esta operación puede efectuarse antes o después de la
pasterización y tiene las siguientes ventajas:
Evita la separación de la grasa y se obtiene una mezcla mas uniforme
Incrementa la consistencia, viscosidad y estabilidad del yoghurt.
Previene el desuerado o sinéresis.
Esta operación tiene como objetivo mezclar perfectamente la grasa para evitar
asi su posible ascenso a la superficie3.
Enfriamiento: La leche después de la pacterización y homogenización, se
enfria hasta 42OC-44OC para poder inocular. ya que mientras mayor sea la diferencia
de temperatura Óptima menor
sera
la cantidad de inóculo adicionado y mayor será el tiempo de fermentación. La cantidad de inóculo va a influir no sóloen
la acidez finalsino también en la relación de mutua cooperación entre las
bacteria^'^.
Cultivo y siembra: Un cultivo compuesto por Lactobacillus bulqaricus y StreDtococcus thermoDhilus se inocula en una proporción de 1 : 1. La cantidad que se
siembra varia de 2% al 5% (vlv)'.
1
Incubacion: La temperatura de incubación es de 42OC de 3 a 6 horas, hasta alcanzar una acidez de 0.8%-1 .2% reportado como ácido láctico o un pH cercano a
4.4 donde se llega al punto isoeléctrico de la caseinas.
r.
L.
P . -.
Lr
r-
c
p:
t
:
c:
c-:
En un yoghurt firme la incubación se lleva a cabo en el envase que lo
contendrá. En los yoghurt batido y liquido la inoculación. incubación y batido se lleva
a cabo en un tanque con chaqueta provisto de paletas'.
Batido: Sólo se lleva a cabo en los yogures batidos y líquidos. Este proceso
consiste en romper y agitar delicadamente al coagulo, con lo cual se consigrie una
masa homogénea, brillante y viscosa. El coagulo debe batirse antes de alcanzar un
pH de 4.7, porque se produciria mayor desuerado y por consiguiente una consistencia
muy débil o una gran perdida en rendimiento3.
La diferencia de un yoghurt batido de un liquido estriba en que éste despues
del batido, se somete a una baja homogenización de 40 kglcm' para evitar el menor
daño mecánico y obtener asi la consistencia deseada'.
Enfriamiento: Se realiza tan pronto como sea posible, disminuyendo la
temperatura hasta 16°C-170C para que la leche fermentada no se acidifique en
exceso'.
Envasado: Se contiene en envases de vidrio o plástico los cuales deben ser
adecuados con tapa de sello hermético.
Almacenamiento: Se conserva a una temperatura de refrigeración de 5OC .
Aqui la fermentación se detiene por completo. Despues de un almacenamiento de dos
horas aproximadamente se desarrolla el aroma y adquiere la textura y apariencia
deseados'6.
A continuación se muestran los diferentes procesos de elaboración de yoghurt
natural
DIAGRAMA PARA LA FABRICACION DEL YOGHURT NATURAL EN SUS
DIVERSOS TIPOS
incubacion (4244%)
I
Receocion de ia leche I 2(por adición de leche en polvo o por evaporacion)
Homogenización a 70 kgicm2 y 6 5 T
L
I
Enfriamiento a temperatura deI
de¡ cultivo
I
Yoghuri LiquidoIL
Yoghuri Firme
J I I
lncubacion de 3 a 6 horas
3 horas o hasta pH de 4 4
lncubacion de 3 a 6 horas Batido Batido
I
I
pH 4 7 (agitación) (agitacion)
I I 1
.1
Refrigeracion Enfriamiento rápido
5oc 29 a 22OC
Enfriamiento rapido 29 a 22°C
1.
Envasado
1-
Refrigeración 5%
Refrigeracion
50c
Fuente.
Garcia Garibay M.(1986).Yoshurt; AsDectos microbiolóqicos v de elaboración. Tecnologia Alimentaria. México
Ruiz A.(1996).Fabricación de voqhurt. Memorias del curso: Tecnoloqia de Lácteos. (PUAL)
Defectos del voahurt:
Sabor amargo o agrio
Sabor rancio
Viscosidad baja
.--
c
leche contarninación
-
Acidez elevada 3 Asegurar un pH de 4.4 Temperatura de almacenamiento 3 Asegurar una temperatura elevada de almacenamiento de 4OC-
Degradación de grasa 3 Eliminar la fuente decontaminada contaminación Sólidos totales bajos 3 Ajustar la formulación Tratamiento termico u 3 Aiustar los parámetros del L . . r- i homogenización insuficiente Temperatura de incubación muy baja
Tasa de crecimiento del cultivo
.
r
1..
proceso
3 Aumentar a 42°C
3 Inocular un 2%
r
Burbujas de aire en el coagulo
L-
muy baja
.
Agitación prolongada Ajustar los parámelros del Condiciones de almacenamiento 3 Verificar la temperatura delContaminación con levaduras 3 Eliminar la fuente de
Contaminación con coliformes
proceso
inadecuadas cuarto frio
contaminación
3 Mala higiene de la fábrica o contaminación del cultivo
c
Coagulo granuloso
c:
(Polvo)
polvo
Mal mezclado de la leche en
-
Agitación antes del enfriamiento.
Temperatura de incubación muy elevadaTasa de crecimiento del cultivo
fl-
,
Y-
Aunque el yoghurl es por si mismo una forma de conservación de la leche, por
ser un alimento tan complejo puede presentar defectos durante el proceso así como
en el producto terminado, motivo por el cual en su elaboración sean necesarias
estrictas medidas de control.
Los
defectos que podria presentar el yoghuri son:TABLA 5
DEFECTOS QUE PUEDE PRESENTAR EL YOGHURT
I
1.
Aireacion excesiva de la mezcla Presencia de particulas extrahasI
I
3 3 Controlar la agilacion Eliminar la fuente de Apariencia impropiacontaminación
=a Enfriamiento inadecuado
3 Reducir a 42OC
3 Inocular a un 2%
I
muy lentaFormación de colonias o
I
-
Crecimiento de levaduras uI
5 Eliminar la fuente deelicula microbiana contaminación
Fuente: Seminario Internacional de Lactologia-CANILAC (14-15 Mayo 1992)
c
c
-.
i..
,..
!
L-
r-*
i
c
r
i:
I:
L
n:
fl-
Y"
.-
a-
En el presente proyecto el defecto a estudiar es la sinéresis que se desarrolla en el yoghurt por lo que se detallaran sus causas más especificamente a
continuación:
A un yoghurt con un bajo contenido de grasa se le debe ajustar el contenido total de sólidos secos entre 12% y 15% para obtener un yoghurt con un coagulo más uniforme y con menos sinéresis8, asi las cepas empleadas
serán capaces de producir polisacaridos exocelulares, los cuales se unen a
la matriz de proteina del sistema y evitan la sinéresis o des~erado'~.
Un tratamiento térmico excesivo no es conveniente pues se desnaturaliza la
caseina y asi disminuye la capacidad aglutinante del gel ácido, aumentando
la sinéresis. La pasteurización debe de llevarse a cabo a 85% durante 30
min Ó 9OoC-95OC de 40 a 60 seg para asegurar un coágulo firme y reducir la separación del suero en el producto
Una temperatura de incubación demasiado alta puede aumentar el pH de
coagulación de las caseinas; de esta manera se logra que no haya una
desmineralización total de la micela formando un gel muy débil, permitiendo
un desuerado más rápido. Por esta razón se debe de mantener una
temperatura constante de 42OC de 3 a 6 horas hasta que se alcance una acidez de 0.8% a 1.2% reportado como ácido láctico o un pH de 4.4". De
esta manera se establece la debida relación entre cocos y bacilos logrando
una acidificación, consistencia y sabor deseados'.
Se debe de asegurar un pH de 4.4 en virtud de que a este pH se coagulan la mayor parte de las fracciones de caseína. por lo que una acidez muy
elevada o muy baja no favorecerá la formación de un gel adecuado pero si
la sinéresis'*.
Dado que la calidad del yoghurt. despues de su elaboración, dependerá de
muchos factores es aconsejable seguir las siguientes recomendaciones con el objeto
r-
i-
r
1-
r:
c
c
c
1..
!-
F'
Y _
1 .- Durante el almacenamiento en refrigeración:
Reducir al minim0 la manipulación de los envases.
Mantener la temperatura de refrigeración a 5OC y evitar fluctuaciones de
ésta.
Asegurar una adecuada circulación de aire en las cámaras de enfriamiento.
Evitar ,las perdidas de frio utilizando aislamientos adecuados en las
cámaras.
Proteger el producto con una iluminación especial para minimizar decoloraciones y oxidaciones.
Esperar un minim0 de 48 horas antes de proceder a la distribución, para
permitir que el coagulo alcance su estabilidad
2.- Durante el transporte:
Es necesario un transporte con refrigeración.
Durante
el
transporte la agitación del yoghurt puede dar lugar a ladisminución de la viscosidad y aumento de la sinéresis. Esto es dificil de
evitar durante largos viajes.
3.- En los establecimientos de venta y los hogares:
El yoghurt debe comercializarse y conservarse en cámaras frigorificas.
Debe consumirse inmediatamente despues de su adquisición o ser
conservado en refrigeradores a 48°C hasta su consumo.
El yoghurt debe consumirse a menos de 10°C ya que a temperaturas superiores el producto pierde la frescura y puede experimentar una
disminución de la viscosidad.
1
Análisis sensorial:
Los métodos de evaluación sensorial o pruebas sensoriales son indispensables
en el control de calidad de los alimentos.
Para el presente trabajo se utilizaron variantes de pruebas discriminativas, las
cuales se detallarán a continuación.
Las pruebas discriminativas son aquéllas en las que se desea establecer si hay
diferencia o no entre dos o más muestras y en algunos casos, la magnitud o
imDortancia de esta diferencia”
Estas pruebas son muy usadas por ejemplo en control de calidad para evaluar
si las muestras de un lote están siendo producidas con una calidad uniforme.
Asimismo, por medio de ellas se puede determinar el efecto de modificaciones en las
condiciones del proceso sobre la calidad sensorial del p r o d ~ c t o ’ ~ .
Dentro de las pruebas discriminativas más comúnmente empleadas están la
prueba triangular, la prueba de duo-trio y el índice-R (índice de diferenciación).
Para la evaluación de sabor es necesario conocer la habilidad de los jueces
para la percepción del gusto del alimento, asi como la concentración del umbral del
sabor de interés.
Como el sabor se ve influido por el color y la textura, cuando se hace una
evaluación del sabor en un alimento, es importante enmascarar a las otras
propiedades mencionadas para evitar la influencia de éstas en la respuesta de los
jueces2”.
Las pruebas de sabor deben efectuarse, de preferencia, cuando se trata de
pruebas de comparación. con muestras lo más diluidas que sea posible, para as¡
poder distinguir bien las diferencias, ya que cuando el sabor es muy fuerte, es dificil
diferenciar muestras porque el sabor deja saturados a los receptores gustativos y olfativos. En cambio si se trata de pruebas afectivas o de medición de intensidad, el
sabor debe ser presentado a los jueces en su intensidad natural”.
El sabor de los alimentos es dependiente del tiempo ya que hay sabores que se perciben mas rápidamente que otros. En el caso de la acidez existen diferencias de acidez, no solo en cuanto a intensidad, sino también a la prontitud con las que las
personas perciben ese gusto. Así, por ejemplo, el ácido citric0 es detectado muy
rápidamente por la lengua y causa una impresión fuerte, mientras que el tartárico, el
c
c
r
Antecedentes:c
E
E
L
Ii- Y .
En estudios realizados anteriormente en la UAM-I en el Laboratorio de
Biotecnologia de Productos Lácteos, se ha observado que al aumentar el porciento de
sinéresis en diferentes yogures, se incrementa considerablemente el sabor ácido y en
menor proporción el saboi. amargo. Se ha visto también que lo yogures batidos
presentan mayor sinéresis que
los
firmes y que los yogures que contienen azúcar yaditivos como gomas, presentan valores de acidez más bajos, as¡ como un porciento
de sinéresis también bajo, presumiblemente debido a que aditivos o ingredientes
enmascaran dichos fenómenos,
Se ha visto que los yogures elaborados con bajo contenido de grasa y alto
contenido de proteina, así como aquellos que son adicionados con fruta tienen gran
resistencia a la sinéresis, además de que este tipo de yogures tienen una textura y un
sabor más agradable al consumidor y su vida de anaquel es mayor22.
Otros experimentos han mostrado que al adicionar caseinatos al yoghurt, la
sinéresis disminuye y la firmeza aumenta, no afectando el pH y el tiempo de
coagulación del producto, lo que confirma una relación entre la sinéresis y firmeza del
yoghurtZ3.
De acuerdo a otros estudios z4,25que tratan sobre el efecto que tiene el
tratamiento térmico sobre el yoghurt, se ha visto que los yogures tratados por UHT
presentan en menor proporción el fenómeno de sinéresis en comparación con el
tratamiento térmico convencional, además este último tiene menor firmeza y
viscosidad.
As¡ mismo otros autores26 hacen enfasis en la relación tiempo-sinéresis, pues
conforme pasa el tiempo de almacén se nota un incremento importante en la
liberación de suero en yoghurt comercial. Por otro lado se ha visto que la acidez
titulable se incrementa conforme pasa el tiempo y la viscosidad disminuye.
*
I6
Obietivo general:
Determinar el grado de relación entre la variable sensorial de gusto ácido con
la sinéresis experimentada en yoghurt natural.
Objetivos específicos:
Determinar el grado de diferencia en intensidad de acidez sensorial en
yoghurt comercial de sabor natural firme y batido con respecto al tiempo,
evaluarlo mediante dos métodos sensoriales: prueba de duo-trío e índice de
diferenciacion (indice-R).
Determinar el porcentaje de sinéresis experimentado tanto en forma natural
como mecánica por centrifuga en yoghurt comercial de sabor natural firme y
batido.
+
Evaluar la variable sensorial de gusto ácido en diferentes marcas comerciales de yoghurt de sabor natural e interpretar los resultadosobtenidos mediante el método estadistico del indice-R en términos de la
sinéresis de los mismos yogures.
i L..
."
Actividades:
Este proyecto comprendió la realización de las siguientes actividades:
+
Selección de la materia prima y estudio sobre la escala sensorial a utilizarse.6 Pruebas de dilución de ácido láctico y cafeina para establecer escalas
sensoriales de gusto ácido y gusto amargo.
6 Selección y adiestramiento de un panel de evaluación sensocial.
6 Pruebas sensoriales para determinar el grado de diferencia en intensidad de
acidez sensorial en yogures comerciales de sabor natural firme y batido con
respecto al tiempo, mediante dos métodos sensoriales: prueba de duo-trio e
indice de diferenciación, además de determinar el porciento de sinéresis de
los mismos yogures experimentado tanto de forma natural como mecánica
por centrifuga.
6 Determinación del porciento de sinéresis experimentado en forma natural en yogures comerciales de sabor natural, además, con ayuda del panel
entrenado realizar la evaluación sensorial de gusto ácido en las diferentes
marcas de yoghutt interpretando los resultados mediante el método
-
c....
m-.
i
L
c
c
u>
w
O O
a
-
f
O
a
w
O
4.
a
0
O
z
O
U
O
Materiales
v
métodos:1.- Selección de diluciones de ácido láctico y cafeína en leche y en yogures
comerciales de sabor natural sin edulcorantes y sin gomas, estableciendo las escalas
sensoriales de acidez y amargor.
A continuación se describen las concentraciones de ácido láctico y cafeína que
se utilizaron para establecer las escalas sensoriales de acidez y amargor.
TABLA 6
CONCENTRACIONES DE ÁCIDO LÁCTICO
. , , Soluck5n~ , .
Leche 0.15%
I
0.25%I
0.40%I
0.50%I
0.60%Firme ( Danone) 0.10
I
0.20I
0.301
0.45I
0.50Batido ( Nestle) O
I
0.15%I
0.30% 0.40% 0.60%TABLA 7
CONCENTRACIONES DE CAFE~NA
2.- Selecciona de la población que participó en las evaluaciones, de acuerdo a
la sensibilidad que presenten en los atributos sensoriales de acidez y amargor (Véase
en el apéndice 2 el cuestionario que se aplicó).
3.- Prueba de clasificación tomando en cuenta a las personas seleccionadas
para ver cuales de éstas son aptas en las pruebas sensoriales que se llevarán a cabo.
(véase en el apéndice 3 los cuestionarios que se aplicaron).
4
-
Sesiones de farniliarización con las metodologías propuestas y descritasa
entrenen tanto en los método como en los estímulos (véase en el apéndice 4 el
cuestionarios que se aplicaron).
Métodos sensoriales:
Escala no estructurada: En lineas de 10 cm de largo donde se marcan sólo
los extremos ( minim0 y máximo ), las personas seleccionadas expresaron su
apreciación de la intensidad de los atributos sensoriales de acidez y amargor.
A cada panelista en cada sesión se les proporcionó seis muestras codificadas,
de las cuales tres serían para evaluar en cuanto a intensidad de sabor ácido y
tres para evaluar en cuanto a intensidad de sabor amargo. Tambien se les
proporcionaron estándares minim0 y máximo de gusto ácido y gusto amargo
para ubicar al panelista dentro de la escala. El panelista marcó con una cruz o
una pequeña raya vertical el punto donde el consideraba que correspondia a la
calificación otorgada al yoghurt en cada estimulo (Véase en el apéndice 4 el
cuestionario que se aplicó).
Prueba de duo-trio: En esta prueba se le presentaron a los jueces
previamente seleccionados dos muestras codificadas las cuales se
compararon con una tercera llamada referencia para ver si existía diferencia
sensorialmente perceptible entre las dos muestras codificadas contra la de
referencia dada (Véase en el apéndice 4 el cuestionario que se aplicó).
Indice-R: Tiene como objetivo determinar el grado de diferencia entre dos o
mas tratamientos. Este método indica la probabilidad de que un analista
sensorial pueda distinguir entre una condición experimental y otra. La prueba
estima el porcentaje del numero de comparaciones pareadas que el juez
o
panel reaiizaria correctamente; ei porcentaje se calcula observando las
respuestas correctas estimadas entre las respuestas dadasZ7(Véase en el
apéndice 4 el cuestionario que se aplicó).
A cada juez se le presentaron dos muestras de referencia, una que
técnicamente se considerarla el "ruido" (R) y otra la "señal" (S). Después se le
proporcionaron una serie de muestras dispuestas aleatoriamente (5 muestras
L-
r-
serían R y cuales S. Aquí el analista no seria forzado a dar una respuesta, si
no estaba seguro de ésta así lo podia expresar.
El Indice-R bajo el enfoque "clasificación de seguridad en la respuesta" (rating),
se calculó utilizando la siguiente fórmula:
indice de diferenciación
=
a(f+q+h) + b(q+h) + ch + '/2 (ae + bf + cq +dh)NSNR
a partir de la matriz de respuestas:
R
SR
S S7
*,
N,
=
a + b + c + d N,=
e+
f + g + hEl índice-R se puede utilizar para hacer un ordenamiento (ranking), modificandose la matriz anterior, quedando la siguiente matriz de respuesta que también fue utilizada.
Donde se utiliza la misma fórmula que para rating, calculando por sub-
matrices, es decir primero la matriz de S3 con
Si,
después S3 cons,
y así sucesivamente. Ns y N, se obtienen de la misma manera (Vease en elapéndice 5 el cuestionario que se aplicó).
5.- Pruebas definitivas:
Durante seis semanas se aplicaron dos métodos sensoriales sobre dos
yogures comerciales de sabor natural y sin aditivos ( uno firme y otro batido )
previamente seleccionados. Simultaneamente se determino la sineresis
experimentada de forma natural asi como mecánica por centrifugación a los mismos
yogures (ver el siguiente inciso).
En el siguiente cuadro se muestran las metodologias sensoriales que se
aplicaron durante las seis semanas en las cuales se almacenaron
los
yogures.TABLA 8
METODOLOGiAC APLICADAS
I Metodolaaia aolicada I
I
Semanas deI
Indice-RI
duo-trio1
DeterminaciónI
bien se efectuó una prueba sensorial en diferentes marcas comerciales de yoghurt de sabor natural previamente seleccionadas, donde se utiliza el Indice-R
haciendo un ordenamiento (ranking) en sucesión creciente de acidez. Paralelamente
se determino experimentalmente la sinéresis de manera natural de los mismos
yogures (ver el siguiente inciso).
6.- Determinación de la sineresis:
Sinéresis por centrifugación: Debe registrarse el peso del tubo de centrifuga
vacio y seco, después agregar yoghurt a los tubos y tararlos. Se centrifugó a
3700 RPM durante 10 minutos y se decanto el tubo, midiendo la cantidad de suero liberado. Se pesan los tubos y se observa la pérdida de peso.
Sinéresis por embudo: Se pone un embudo con capacidad de 100 ml en un
bote de plástico con tapa a la cual se le hace una pequeña perforación donde entra el pie del embudo. El embudo se sostiene de un aro que se encuentra en
un soporte universal. Se pesa el yoghurt que se vaciará con todo y bote y con
mucho cuidado sin causar demasiado daño mecánico se vacia el yoghurt al embudo, despues se pesa el bote del yoghurt ya vacio. Se forra el embudo con
plastic0 para evitar que se pierda agua y se dejan pasar 5 horas en
refrigeracion a 4°C. AI cabo de este tiempo se mide la cantidad de suero
liberado.
Materiales:
Yoghurt marca Nestle (industrias Alimenticias Club S.A de C.V) : Leche
estandarizada parcialmente descremada pasterizada. Cultivos Iacticos, Caseinatos.
Yoghurt marca Danone (Danone de Mexico S.A de C.V) : Leche entera
pasterizada, Leche descremada pasterizada, Cultivos Iácticos.
Yoghurt marca Lala (Lala Derivados Lácteos S.A de C.V) : Leche semidescremada
pasterizada, Cultivos Iacticos.
Yoghurt Alpura (Ganaderos Productores de Leche Pura S.A de C.V) : Leche entera
pasterizada, Cultivos Iácticos.
Estándares quimicos ( ácido láctico JT. Baker, cafeina Sigma ).
O Vidrieria de laboratorio ( embudos, espatulas, vasos de precipitados, probetas,
matraces, pipetas ).
Equipo analitico de laboratorio ( báscula ).
Refrigerador
Centrifuga Beckman J2-MI.
Tanto en
el
laboratorio de Biotecnologia de Productos Lácteos como en el deAnálisis Sensorial se contó con software & hardware.
r:
i-
r
r
c
n:
Resultados
v
discusiones:En base a los objetivos planteados y al desarrollo experimental, se obtuvieron
los siguientes resultados:
Pruebas d e
selección
y entrenamienton
Se escogieron yogures comerciales de sabor natural y presumiblemente sin gomas para que los defectos que se pudieran presentar en el yoghurt no se vieran
enmascarados6
Por un lado como lo importante era saber por su consistencia cual de
los
yogures desueraba mas y si esto tenia relación con la acidez que se presentabaconforme transcurria el tiempo, se escogió a "Danone" que es un yoghurt firme y a "Nestle" que es un yoghurt batido.
Por otro lado para ver si existia distinción tanto de acidez sensorial como de la
sinéresis entre diferentes yogures, as¡ como una posible relación entre estas variables en estudio, los yogures de sabor natural que se escogieron fueron: "Danone",
"Nestle", "Lala", "Alpura" y dos yogures formulados y elaborados en el laboratorio de
los cuales uno era de consistencia firme y otro batida,
los
cuales también sirvieron como patrones, ya que no contenian edulcorantes ni estabilizantes.Las personas interesadas en la realización de las pruebas fueron 32, de éstas se seleccionaron a 23 por su sensibilidad a los estimulos de acidez y amargor, las
A continuación se muestran los resultados de la prueba de selección:
Errores cometidos en la prueba (sensibilidad)
Numem-de personas:$,,,
.,,.& . ,
, . ,s
.r.
. .
1
I
127 d
I
3 o-
masI
5I
23 seleccionados
La clasificación de las personas que participaron en cada metodologia se
muestra en la tabla siguiente:
Soluabn No
TABLA 10
PRUEBA DE CLASIFICACIÓN
% de Bad0 IBCtiCO añadido % d8 CSf8hl8 8Aüdid8 en en leche agua
Metodologia
I
Numero de personasTI.<.
Cuantificacion con escala no-e-'" -*'.'-*-
Prue
1
2
3 4 5
6
a,, LAC,", a"a I < - I
ba de duo-trio 7
Nota * 1 persona mas como reserva
Indice de diferenciacion
I
7+1'"
0.03 0.20
0.05
0.06
0.08
n i n
I
Para que los panelistas participantes en las diferentes pruebas pudieran hacer
una estimación de la magnitud de los estimulos a evaluar, se obtuvieron escalas
sensoriales de acidez y amargor expuestas a continuación:
Para la prueba de selección se utilizaron las siguientes escalas sensoriales
TABLA I 1
ESCALAS SENSORIALES UTILIZADAS EN LA PRUEBA DE SELECCIÓN
En la tabla siguiente se ilustrarán las escalas sensoriales utilizadas para las pruebas de clasificación, entrenamiento y las pruebas definitivas.
TABLA 12
ESCALAS SENSORIALES UTILIZADAS EN LAS PRUEBAS
DE CLASIFICACIÓN Y EVALUACIÓN SENSORIAL
Como pudo deducirse de los resultados obtenidos mediante la prueba de cuantificación con escala no-estructurada hecha en la prueba de clasificacion, la
desviación de los jueces asi
como
la del panel es muy variada en todas las sesiones tanto para la evaluacion de acidez como para la de amargor, por lo quelos
resultados arrojados por esta no son validos ni confiables. por lo que no se utilizo estar-
/.
..
2
c
I:
c
5
14 9 5
I
1I
Consistente-
n:
Semana
1
nI
AciertosI
Errores Juez Consistencia"4 14 12 2 1 Consistente
2 Consistente
-
n:
Si hay diferencia significativa (x= 0.01
n:
3 Inconsistente
4 Consistente
5 Consistente
6 Inconsistente
-
7 Consistente
-
Pruebas definitivas
I
Posteriormente se presentan los resultados obtenidos en cada metodología realizada:
6
TABLA 13
PRUEBA DE DÚO-TRiO EN YOGHURT "DANONE"
14
I
12 2I
1I
inconsistente3 Consistente
Si hay diferencia significativa 4 Consistente
6 Consistente
7 Inconsistente
(I= 0.01 5 Consistente
-
-
No hay diferencia significativa
I
~ . _.
3
I
consistente InconsistenteConsistente Inconsistente
1
I
7I
inconsistentej
' Nota: La consistencia fue evaluada como Consistente: ningún error, Inconsistente: máximo un
error y Erroneo: más de un error.
3:
?'
a-
Semana
I
nI
Aciertos!wl Errores:<+',.14 10 4
2
No hay di'erencia significativa
Semana
I
nI
AciertosqI
Erroresu-I
' Juez,1
ConsistenUa$La4 I 14 I 5 I 9 I I I Frrhnen
": Jue.:!: .--Concistencial: 1 Consistente
2 Consistente 3 Consistente 4 Inconsistente
5 Inconsistente 6 Inconsistente
7 Inconsistente
Erróneo
No hay diferencia significativa
Semana
I
nI
Aciertos .is.1
Errores,:6 14 6 0
Juez .Consistencia"
1 Erróneo
2 Inconsistente
No hay diferencia significativa
Inconsistente Inconsistente Consistente
6
I
Erroneo7 I Cnncictente
Nota: Véase el apendice 6
En la prueba de dúo-trio, donde se evaluó el atributo sensorial de acidez sensorial, se
observo que para el yoghurt "Danone", se encuentra una diferencia entre el yoghurt
almacenado con el yoghurt fresco a la cuarta semana de almacenamiento, con una
confiabilidad del 99%. Dicha diferencia significativa
con
una seguridad de los juecesmás fidedigna, muestran resultados que se esperaban, ya que durante el
almacenamiento la variación de acidez en yoghurt comercial va en un rango de pH
inicial de 4.53 a un pH final de 3.27", tomando en cuenta que el tiempo de vida es de
tres a cuatro semanas, conservándolo en refrigeración a una temperatura de 4°C'4
' Nota: La consistencia fue evaluada como Consistente: ningun error, Inconsistente: máximo un error y Erroneo: mas de un error.
Para el yoghurt "Nestle", no se presentan los mismos resultados, observándose
que no existe diferencia significativa durante el transcurso de la prueba, posiblemente
por la acidez excesiva natural de este yoghurt los jueces o panelistas se saturaron
rápidamente, al grado que no pudieron distinguir entre las muestras dadas.
TABLA 15
¡NDlCE DE DIFERENCIACIÓN EN YOGHURT "DANONE"
Semana
I
indice-R1 I R A 5
56.1'
82.0
TABLA 16
iNDlCE DE DIFERENCIACION EN YOGHURT "NESTLE"
Semana ndice-R
4 68 9
5 55 4 J
6 64 8
'Confusion de esthndares
En cuanto al indice de diferenciación, donde también sólo se evaluó la acidez sensorial, se pudo apreciar que en "Danone", a las seis semanas de almacenamiento,
la probabilidad de distinguir entre el yoghurt almacenado y el fresco fue alta,
evidentemente, se distinguieron perfectamente.
Aunque en "Nestle" se observa que si existe una diferencia entre el yoghurt
almacenado y el yoghurt fresco, la probabilidad de distinción no es tan alta como la
que se obtuvo en yoghurt "Danone".
' Nota: Los panelistas tomaron R por S y S por R.
Se debe aclarar que no se vio en ninguno de los dos yogures en estudio un
aumento paulatino en la diferencia entre las condiciones experimentales que
se
evaluaron a traves del tiempo, pero si se encontro lo que se esperaba, es decir una
diferencia significativa al cabo de las seis semanas de almacenamiento de los
yogures. Esto se explica por el aumento de acidez que experimenta el yoghurt durante su periodo de vida en condiciones favorable~'~.
Con respecto a los resultados del porciento de suero liberado, se observo que
tanto por el "metodo del embudo" como por el de centrifugacion, el yoghurt "Nestle"
presento mas sinéresis que el yoghurt "Danone". Esto es obvio, ya que un yoghurt
muy ácido como el "Nestle" con menos fuerza en su constitucion por ser un yoghurt
batido, tiende a atrapar mas agua en su estructura y por lo tanto desuera más rápido,
al contrario de un yoghurt con una acidez menor y una estructura mas compacta como
es el yoghurt "Danone"'8.
El la prueba del indice-R haciendo un ordenamiento en orden creciente de
acidez el estándar máximo de acidez elegido para la evaluación sensorial fue el
yoghurt "Nestle" el cual tuvo el menor pH de todos los yogures que participaron. Se
contó con un panel entrenado de cuatro personas y los resultados obtenidos se
muestran a continuacion:
TABLA 17
INDICE-R HACIENDO UN ORDENAMIENTO EN VARIOS YOGURES
c
% de suero liberado por el 5 33 3 2 O método de embudo
II:
9 13 65 42 63 85
n:
5
n:
1 3 2 4 6n-
11
Y .
1ndi-R. ,,', ':i . ?
d .
I
6'n..
!I
L
1 3' 2' 4 5'
En la tabla anterior se muestran los resultados obtenidos del indice
-R,
en donde podemos ver que despues de "Nestle", el cual comparado con todos losyogures tuvo un indice-R de 1, le siguen en orden decreciente de acidez "Alpura" y
"Lala", luego el yoghurt ''Batido'' y en último lugar de acidez sensorial están "Danone" y
"Firme".
En este sentido se hizo una escala de acidez sensorial reportada en la tabla
siguiente, junto con los resultados del porciento de suero liberado determinado por los
dos metodos propuestos y los pH reportados para cada yoghurt.
TABLA 18
JERARQUIZACION DE LOS RESULTADOS DEL INDICE-R, PORCIENTO DE SUERO LIBERADO Y pH
La preparacion del yoghurt no esta libre de presentar defectos. La presencia de
suero puede disminuir la preferencia del consumidor hacia este tipo de producto y ésto
resulta de formulaciones o tratamientos inadecuados. Muchas formulaciones de
yoghurt incorporan estabilizantes. los cuales tienen la ventaja de conferir mayor fuerza
a la estructura del gel que la hace menos vulnerable a los cambios mecanicos, mejorando el cuerpo y la textura, disminuyendo la s i n e r e ~ i s ~ ~ .
T
d..
Por la razón descrita anteriormente podemos suponer que algunos yogures
comerciales utilizados en la evaluación contienen estabilizantes que disminuyen la
sineresic. por lo que una probable relación entre acidez sensorial y porciento de suero
liberado no se encuentra.
Como podemos ver, en los yogures tomados como patrones y elaborados en
laboratorio sin gomas ni edulcorantes. el batido desuera mas que el firme, lo que es
lógico, porque un yoghurt con una estructura débil tiende a soltar mas suero que un
yoghurt con una red proteica integra. Por esto, se sospecha que los yogures
comerciales utilizados en la prueba están formulados con algún estabilizante.
En cuanto al pH. podemos ver que existe una relación de esta variable con los
i:
c
r
Conclusiones:En base a los objetivos planteados y la metodologia estudiada en el presente trabajo se concluye lo siguiente:
Las evaluaciones sensoriales de dúo-trio e indice de diferenciación mostraron que conforme transcurre el periodo de vida del yoghurt, este se muestra mas ácido, como lo podemos constatar en la bibliografía consultada, la cual dice que durante el tiempo de vida de un yoghurt comercial el pH disminuye de 4.53 a 3.27, conservando al yoghurt en condiciones favorables de refrigeración a 4OC.
.
Por la cuantificación del suero liberado de sus dos maneras propuestas, sedetermina que los yogures comerciales de sabor natural utilizados en el presente estudio contienen algún estabilizante, ya que los resultados obtenidos nos mostraron que no importando la consistencia de los yogures estos tienen cierta resistencia mecánica al desuerado.
No se encontro ninguna relación entre las variables de acidez sensorial con la sinéresis experimentada en yoghurt.
ANEXO No. I
NORMA OFICIAL MEXICANA F-444-I983
La NOM
F-444-1983
establece lo siguiente para el yoghurt:o
INTRODUCCI~NLas especificaciones que se establecen en esta norma solo podrán satisfacerse cuando en la elaboracion del producto se utilicen materias primas e ingredientes de calidad sanitaria. se apliquen buenas técnicas de elaboración, se realicen en locales e instalaciones bajo condiciones higiénicas, que aseguren que el producto es apto para el consumo humano.
1 OBJETIVO Y CAMPO DE APLlCAClÓN
Esta NOM establece las especificaciones que debe cumplir el yoghurt o
leche búlgara.
2 DEFINICIONES
Para los efectos de esta norma se establecen las siguientes definiciones:
2.1
Yoghuri naturalo
leche búlgara: Producto lácteo preparado a partir de leche entera, parcial o totalmente descremada, enriquecida en extractos secos por medio de la concentraci6n de éstao
agregando leche en polvo, tratada térmicamente y coagulada biologicamente por la fermentación obtenida de la siembra en simbiosis de los fermentos lácteos Lactobacillus buloaricus yStreotococcus thermoDhilus.
2.2
Yoghurto
leche búlgara con fruta y aromatizado: Producto definido en2.1
que ha sido adicionado de frutas o preparados a base de frutas ysaborizantes permitidos por la Secretaria de Salubridad y Asistencia, debe de llevar un 7 5 % mínimo de yoghurt.
2.3
Yoghurto
leche búlgara aromatizado: Producto definido en2.1
al que se le ha adicionado saborizantes permitidos por la Secretaria de Salubridad y Asistencia.3 CLASIFICACIÓN Y DESIGNACIÓN DEL PRODUCTO
El producto objeto de esta norma se clasifica en tres tipos y cada uno comprende tres subtipos de acuerdo con su composición y un solo grado de calidad.
Tipo 1
Tipo
2
Tipo 3
Yoghurt o leche búlgara natural.
Yoghurt o leche búlgara con fruta y aromatizado Yoghurt o leche búlgara aromatizado.
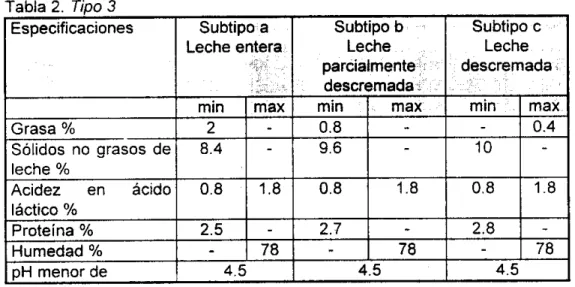
subtipo a: de leche entera.
subtipo b: de leche parcialmente descremada. subtipo c: de leche descremada
láctico %
Proteina %
Humedad % pH menor de
4 ESPECIFICACIONES
El yoghurt o leche bulgara en sus tres tipos, tres subtipos y único grado de calidad debe cumplir con las siguientes especificaciones:
4.1 Sensoriales
Color: Uniforme y caracteristico del producto.
Olor: Debe ser agradable y caracteristico del producto Sabor: Ácido, agradable y caracteristico del producto.
Consistencia: Debe ser firme o batido y con la viscosidad caracteristica del producto.
4.2 Fisicas y quimicas
El yoghurt o leche búlgara debe cumplir con las especificaciones físicas y quimicas anotadas en la tabla 1 para los tipos 1 y 2.
En la tabla 2 para el tipo 3.
3.2
-
3.4-
3.6-
-
87 87 874.5 4.5 4.5
-
leche %
Acidez en ácido1 0.8
I
1.8I
0.8I
1.8I
0.8I
1.8Tabla 2. Tipo 3
I
Esoecificaciones Subtipo bI
Subtipo c1
láctico %
Proteína % 2.5 2.7
-
2.8-
Humedad %
-
78 7a 78pH menor de 4.5 4.5 4.5
-
leche %
Acidez en ácido1 0.8
I
1.8I
0.8I
1.a
I
0.8I
1.8Collg
Bacterias Iácticas vivas min 2,000,000
-
Organismos coliformes max 10Hongos max 10
Levaduras min 10
4.3 Microbiológicas
4.3.1 El producto objeto de esta norma no debe contener microorganismos patógenos, toxinas microbianas e inhibidores microbianos ni otras sustancias tóxicas que puedan afectar la salud del consumidor o provocar deterioro del producto.
4.3.2 El yoghurt o leche búlgara en sus tres tipos. tres subtipos y único grado de calidad debe cumplir con las especificaciones microbiologicas anotadas en la tabla 3.
4.4 Materia extraña objetable
El producto objeto de esta norma debe estar libre de fragmento de insectos, pelos y excretas de roedores, así como de cualquier otra materia extraña.
4.5 Contaminantes químicos
El producto objeto de esta norma no debe contener ningún contaminante quimico en cantidades que puedan representar un riesgo para la salud. Los limites máximos para estos contaminantes quedan sujetos a lo que establezca la Secretaria de Salubridad y Asistencia.
4.6 Ingredientes basicos o materia prima
Leche entera, parcial o totalmente descremada Leche en polvo
Fermentos o cultivos Iácticos Frutas
Miel Azúcar
4.7 Aditivos para alimentos
Se permite el empleo de saborizantes, colorantes para los tipos 2 y 3 (véase en clasificación y designación del producto), aprobados y en las cantidades permitidas por la Secretaria de Salubridad y Asistencia y el uso de estabilizantes sólo en los casos especificos que ésta dictamine para el tipo 2; debiendo indicar en la etiqueta el tipo de estabilizador, su porcentaje y función y en caso de no contenerlo, se podra hacer mención a ésto.
5 MARCADO, ETIQUETADO, ENVASE Y EMBALAJE 5.1 Marcado y etiquetado
5.1.1 Marcado en el envase: Cada envase del producto debe llevar una etiqueta o impresión permanente, visible e indeleble con los siguientes datos:
Denominación del producto, conforme a la clasificación de esta norma, seguida del sabor correspondiente.
Norme o marca comercial registrada, pudiendo aparecer el simbolo del fabricante.
El "contenido neto" de acuerdo con las disposiciones vigentes de la Secretaria de Comercio y Fomento Industrial.
Lista completa de ingredientes en orden porcentual decreciente, mencionando los aditivos, porcentaje y función si es que los contiene.
Texto de las siglas Reg.S.S.A.No.
blanco en número de registro correspondiente.
Nombre o razón social y domicilio del fabricante
Fecha de vencimiento de caducidad
Las leyendas "Hecho en México" y " Consérvese en refrigeración".
Otros datos que exija el reglamento respectivo o disposiciones de la Secretaria de Salubridad y Asistencia.
" A . debiendo figurar en el espacio en
5.2 Envase
El producto objeto de esta norma se debe envasar en recipientes de un material resistente e inocuo, que garanticen la estabilidad del mismo, que eviten SL: contaminación, no alteren su calidad, ni sus especificaciones sensoriales.
5.3 Embalaje
Para el embalaje del producto objeto de esta norma, se deben usar cajas de cartón o envolturas de algun otro material apropiado que tengan la debida resistencia y que ofrezcan la protección adecuada a los envases para impedir su deterioro exterior, a la vez que faciliten su manejo en el almacenamiento y distribución de
los
mismos, sin exponer a las personas quelo manioulen.
6 ALMACENAMIENTO
El producto terminado debe almacenarse en locales que reúnan los requisitos sanitarios para que no alteren la calidad del mismo.
APÉNDICE 2 Prueba de selección
Nombre
Se le presentan tres muestras codificadas Dos de ellas son iguales en intensidad de gusto acido, una es diferente Por favor subraye o encierre en un circulo la clave de la muestra que usted percibe como diferente
740 961 177
=3 Para la siguiente serie, efectúe el mismo procedimiento: dos de las muestras son
iguales y una es diferente. Por favor subraye o encierre en un circulo la clave de la muestra que usted percibe como diferente.
202 81 7 029
a Para la siguiente serie, efectúe el mismo procedimiento: dos de las muestras son iguales y una es diferente. Por favor subraye o encierre en un circulo la clave de la muestra que usted percibe como diferente.
958 617 779
Ordene de mayor a menor intensidad de gusto ácido las siguientes cuatro muestras
931 463 095 348 La mAs &ida
La menos &ida-
¿distingue algún sabor (salado. ácido. dulce, amargo) en la muestra marcada con la clave 027?
No se distingue Se distingue pero
no puedo definirlo defino como Se distingue y lo
¿distingue algún sabor (salado, ácido, dulce, amargo) en la muestra marcada con la clave 921?
No se distingue Se distingue pero
no puedo definirlo defino como Se distingue y lo
Gracias por participar.
APÉNDICE
3Prueba de clasificación
Cuestionario No.1
índice de diferenciación en yoghurt natural
E
Nombre:Por favor, siga paso a paso las siguientes instrucciones:
1. Pruebe detenidamente los estándares de referencia marcados como:
"y"
" A
7-
1.
~CONSUMA APROXIMADAMENTE LA MITAD DE LA PORCIÓN SERVIDA, PARA
RECONOCER EL SABOR DE LO QUE
SERA
SUESTANDAR
DE COMPARAC16N.2. Enjuague su boca con agua y espere un momento, hasta que la sensacion residual sea poco intensa.
3. Para las siguientes muestras codificadas Ud. deberá marcar en el cuadro correspondiente con una X. alguna de las siguientes cuatro opciones:
SY
Y?
SA A?
Estoy seguro(a) que esta muestra es la misma que el std. Y
Creo que es la misma que el std. Y pero no estoy totalmente seguro(a) Estoy seguro(a) que esta muestra es la misma que el std. A
Creo que es la misma que el std. A pero no estoy totalmente seguro(a)
Por favor, piense qué cuadro va a marcar, antes de hacer su anotación. Si cree necesitarlo. enjuáguese para eliminar o reducir el sabor entre muestras.
Si cree necesitarlo, vuelva a probar un poco de los estándares de referencia para emjtjr un juicio seguro.
NO ES NECESARIO INGERIR TODA LA MUESTRA QUE SE LE PROPORCIONA.
Ejemplo: Si se le presenta una muestra "123 y ~ ~ U d . percibe que es idéntica a la referencia
" A
y estuviera seguro(a) de ello, marcaria:SY Y? SA A?
I
123I
I
1 x 1
I
Por favor, pruebe en el orden que se indica:
m - 762 337 723 767 527 172 323 807 813 200
SY Y? SA A?
T.
.I
Gracias por participar.
42