ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA
Y ELÉCTRICA
UNIDAD PROFESIONAL ADOLFO LÓPEZ MATEOS
“AUTOMATIZACIÓN DE UNA MÁQUINA ROMPEDORA”
REPORTE TÉCNICO
Que para obtener el titulo de:
INGENIERO ELÉCTRICO
Presenta:
PINEDA REGALADO ANTONIO
Asesores:
M. en C. Martín Enríquez Soberanes
M. en C. Francisco Javier Villanueva Magaña
! "! # " $ % &
' ( ) $ *!
% ! %
( ) #
! % + $ $ ) $
! %
' , ( # ' $
! +
) ( ! ) #
' ! ' , $ , !
! ! ) ( $ - . ( / $
% # ! % $
!
-" + " $ ! !
( !
ÍNDICE
ÍNDICE DE FIGURAS……….……..III ÍNDICE DE TABLAS……….….……V OBJETIVO………...………..VI OBJETIVOS PARTICULARES………..VII JUSTIFICACIÓN………..VIII INTRODUCCIÓN………X
CAPÍTULO I
MÁQUINAS ROMPEDORAS
1.1 CARDA………..2
1.2 COMPONENTES MÁQUINA ROMPEDORA………..5
CAPÍTULO II SENSORES Y ELEMENTOS DE GOBIERNO 2.1 SENSORES Y ELEMENTOS DE GOBIERNO……….12
2.2 CLASIFICACIÓN DE SENSORES Y ELEMENTOS DE GOBIERNO……...12
2.2.1 ELEMENTOS DE GOBIERNO……….13
2.2.2 SENSORES……….16
CAPÍTULO III EL CONTROLADOR LÓGICO PROGRAMABLE. 3.1 ¿QUÉ ES UN PLC?...23
3.2 ESTRUCTURA EXTERNA………23
3.3 ARQUITECTURA………...25
3.3.1 CPU………...26
3.3.2 MEMORIA………26
3.3.3 UNIDADES DE ENTRADA Y SALIDA……….27
3.3.4 INTERFACES………..27
3.3.6 PERIFÉRICOS………28
3.4 LENGUAJES DE PROGRAMACIÓN………..28
CAPÍTULO IV S7-200 CPU 224 4.1 CONSTITUCIÓN DEL PLC………..32
4.2 CONFIGURACIÓN DE LA COMUNICACIÓN (CABLE PC/PPI)………33
4.2.1 CONECTAR EL PC A LA CPU……….33
4.2.2 AJUSTAR EL INTERFACE………34
4.3 V3.1 STEP 7 MICROWIN……….38
4.3.1 ASPECTO GENERAL………38
4.3.2 INTRODUCCIÓN DE ÓRDENES………39
4.3.3 AYUDA………..40
4.3.4 INTRODUCCIÓN DE COMENTARIOS…..………41
4.3.5 DIRECCIONAMIENTO SIMBÓLICO………43
4.3.6 COMPILAR / EJECUTAR………..44
4.3.7 PROGRAMA LÓGICA DE ESCALERA………..…47
CAPÍTULO V ANÁLISIS COSTOS ESTUDIO COSTO/BENEFICIO ………...62
CONCLUSIONES………...67
GLOSARIO DE TÉRMINOS………...…………68
ÍNDICE DE FIGURAS
INTRODUCCIÓN
Figura 1.A Controlador Lógico Programable………..X
CAPÍTULO I
Figura 1.1 Maquina Rompedora………...3
Figura 1.2 Rodillos de Máquina………6
Figura 1.3 Vista Lateral Máquina Rompedora………7
Figura 1.4 Empacadora………..9
Figura 1.5 Máquina Empacadora Bandas……….10
CAPÍTULO II Figura 2.1 Tipo de Contactos………..13
Figura 2.2 Micro Interruptores……….14
Figura 2.3 Final de Carrera……….15
Figura 2.4 Tipos de Accionamiento Final de Carrera………..15
Figura 2.5 Sensores Fotoeléctricos………17
Figura 2.6 Sensores Fotoeléctricos Emisor-Captador de luz por reflexión…….18
Figura 2.7 Aplicación 1 Sensor Fotoeléctrico………...18
Figura 2.8 Aplicación 2 Sensor Fotoeléctrico………...19
Figura 2.9 Aplicación 3 sensor Fotoeléctrico……..……….19
Figura 2.10 Sensor de Presión………...20
CAPÍTULO III
Figura 3.1 PLC………..23
Figura 3.2 Estructura Compacta……….24
Figura 3.3 Estructura Modular……….24
Figura 3.4 Interfaces……….27
Figura 3.5 Lenguajes de Programación………...30
CAPÍTULO IV Figura 4.1 PLC Siemens S7-200………...32
Figura 4.2 Conexión PLC Siemens S7-200………33
Figura 4.3 Selección de CPU………..34
Figura 4.4 Actualizar Comunicación………..35
Figura 4.5 Selección de Cable PPI………36
Figura 4.6 Ajustes de Interface………...36
Figura 4.7 Selección de Puerto de Comunicación………..37
Figura 4.8 Aspecto Step 7-Microwin………..38
Figura 4.9 Introducción de Ordenes….……….40
Figura 4.10 Ayuda Step 7………41
Figura 4.11 Introducción de Comentarios…….………42
Figura 4.12 Imprimir Comentarios………..43
Figura 4.13 Direccionamiento Simbólico………...44
Figura 4.14 Cargar el Programa en CPU………..45
Figura 4.15 Cargar el Programa almacenado en el Autómata al Microwin…….45
Figura 4.16 Ejecutar el Programa………..45
ÍNDICE DE TABLAS
OBJETIVO
OBJETIVOS PARTICULARES
Implementación de un dosificador de materia prima para la máquina rompedora.
JUSTIFICACION
La empresa FAUSTO SUAREZ S.A. de C.V. ubicada en Montevideo (Calle
Poniente 140) # 485 cuenta con una máquina rompedora para la fabricación de
borra, la cual adquirió con un control eléctrico obsoleto y sin planos eléctricos. La máquina esta conformada por una cortadora, un cargador, rompedora y una empacadora.
La empresa no cuenta con personal calificado para realizar la instalación y puesta en marcha de la maquinaria. En base a que la empresa cuenta con otra máquina rompedora, se tiene conocimiento de que existen fallas al alimentar las máquinas rompedoras y que su control para la velocidad en la fabricación es muy complicado.
Debido a las necesidades actuales de la industria que se basan en la rapidez para realizar los procesos, al control y mejor aprovechamiento de los tiempos, operaciones y del personal en general, es necesario realizar el cambio del control electromagnético por un control mas efectivo, como lo es con los controladores lógicos programables, que a diferencia del control electromagnético la probabilidad de falla y mantenimiento es mínimo. Por lo que el desarrollo de este proyecto tiene la finalidad de garantizar una buena instalación eléctrica, además de un mejoramiento en tiempo, así como en el proceso de fabricación.
INTRODUCCIÓN
Un proceso industrial es una operación o secuencia de operaciones en las que las variables a controlar (temperaturas, desplazamientos, tiempos, etc.) están debidamente definidas.
[image:13.612.223.422.558.690.2]La gran mayoría de los procesos industriales requieren algún tipo de control. La necesaria automatización de estas funciones de control puede ser llevada a cabo de muy diferentes formas: a base de cuadros de reles, contactores, etc. Lamentablemente, cualquier modificación en este tipo de sistemas de control suponía gran esfuerzo técnico y económico, y más todavía si estos cambios eran frecuentes. Además debemos tener en cuenta que la mayoria de estos elementos son dispositivos mecánicos y poseen una vida limitada que requiere una estricta manutención. Por otra parte, estos sistemas suponen un conexionado complejo cuando existen gran cantidad de elementos, lo que implica un enorme esfuerzo de diseño, mantenimiento. Con el objetivo de solucionar, o al menos reducir, estos inconvenientes se elaboraron los autómatas, que permiten cambiar la funcionalidad del control del proceso industrial sin mas que cambiar el programa, ya que gran parte de los componentes necesarios como reles auxiliares, temporizadores, se encuentran implementados en la programación interna de el. Además, en los casos en que las modificaciones superen la capacidad del sistema, es posible agregar módulos de ampliación que permitan cumplir con las nuevas exigencias.
Este automatismo fácilmente programable para tareas de control, y concebido para ser utilizado en ambientes industriales, es lo que se conoce como “PLC” acrónimo de Programmable Logic Controller, es decir, Controlador Lógico Programable. A el se conectan los captadores (finales de carrera, pulsadores, etc.) por una parte, y los actuadores (bobinas de contactores, lámparas, pequeños receptores, etc.) por otra.
Los autómatas programables no solo tienen aplicación industrial, si no que también se emplean para automatizar procesos en el hogar (puerta de un garaje, luces de la casa, etc.), entre otros.
Entre las características de los PLC's destacan:
Fácilmente programables por la mayoría de los técnicos. Facilidad en la modificación de programas.
Comunicación con otros PLC's, pudiendo enviar y recibir señales. Tiempo de vida largo.
Pueden trabajar sin problemas en todo tipo de ambientes industriales.
Actualmente los PC's están comenzando a reemplazar al PLC en algunas aplicaciones. Por lo cual, no seria de extrañar que en un futuro no muy lejano el PLC desapareciera frente al cada vez mas potente PC, debido a las posibilidades que los ordenadores pueden proporcionar.
Una arquitectura de automatización es un conjunto de dispositivos, cuyo objetivo es el de coordinar las funciones de producción de una máquina. Las arquitecturas mas conocidas son:
Todo en un dispositivo. Todo en un panel. Distribución periférica. Entorno colaborativo.
Este trabajo se dividió en cinco capítulos, en el capítulo I se describe de manera general lo que es una máquina rompedora, sus componentes principales, su clasificación, los productos terminados que se pueden obtener.
El capítulo II se enfoca específicamente en la clasificación, así como en la aplicación de sensores y elementos de gobierno para el control de la máquina.
En el capítulo III se mencionan principalmente que es un Controlador lógico Programable, como es su estructura externa, las unidades de entrada y salida, las interfaces que pueden ser utilizadas, unidades de programación, dispositivos periféricos que pueden ser interconectados al controlador así como los lenguajes de programación.
Dentro del capítulo IV se presenta de forma específica características del controlador utilizado el S7-200 CPU 224, como configurar la comunicación, ajustar la interface, el software que se necesita además de una ayuda para utilizar el software.
CAPITULO I
Las abridoras de balas cargadoras son máquinas útiles cuando se inicia el proceso de apertura de las balas de fibra textil.
Las abridoras de balas y las cargadoras se utilizan para abrir las balas de las principales tipologías de fibras textiles como: lana, algodón, lino, poliéster, viscosa, polipropileno, fibra regenerada de residuos y todas las demás fibras textiles naturales y artificiales de todas las tipologías y longitudes. Estas abridoras de balas cargadoras de fibra textil, se pueden utilizar durante la alimentación de las máquinas para la apertura de la fibra textil o en los sistemas de mojadura y de aceitaje de la fibra textil. Las abridoras de balas cargadoras de fibra textil instaladas en serie pueden ser también un óptimo sistema de mezcla de la fibra textil.
1.1 CARDA.
Figura 1.1 Maquina Rompedora.
Un embudo condensador reduce el velo a forma de cinta, la cual va arrollándose dentro de un bote giratorio (centinela) en forma de circunferencias. Para la hilatura del estambre (lana peinada) se emplean cardas de cilindros. La hilatura de la lana cardada (lanas de fibra corta, residuos y lanas regeneradas), la habitual en la zona de Alcoi requiere un juego de tres cardas. El proceso empieza en la llamada carda emborradora, que consta de tres cilindros, y en el que la lana, al paso por los mismos y como consecuencia de las diferentes velocidades y sentido de rotación de estos órganos, destría y divide los mechones, convirtiéndolos en fibras sueltas que forman una mecha homogénea. Ésta pasa a la siguiente carda, la repasadora, que perfecciona la mecha y acentúa el paralelismo de las fibras, obteniéndose un bote de napa enrollada que alimenta la última carda, la mechera en Alcoi se la llamó en un principio emprimadora, que es la más complicada y delicada del juego de máquinas -ya que su función es la de hacer más fina la cinta mediante una ligera torsión: la mecha- y de la que salen finalmente los cilindros de bobinas o rollos de mechas que pasan directamente a las máquinas de hilar.
Los intentos de construcción de cardas mecánicas datan de mitad del siglo XVIII, cuando Lewis Paul patentó una máquina que fue la precursora de la carda de chapones. En 1760 James Hargreaves construyó un sistema de cardas que denominó tack-cards, con el que se obtenía un rendimiento doble del de la carda de chapones. Sin embargo, fue Richard Arkwright quien consiguió la forma de extraer el velo, patentando su máquina en 1776. Derivada de ésta se construyeron ya en 1800 las cardas que, con algunas modificaciones, constituyen las actuales mecheras.
La construcción de cardas fue una de las causas que dio origen a la industria metalúrgica alcoyana y muchas de las que hoy en día están funcionando proceden de los talleres de esa localidad.
1.2 COMPONENTES MÁQUINA ROMPEDORA.
CORTADORA
Una maquina cortadora, para nuestro caso; es un conjunto electromecánico compuesto por una banda alimentadora, unos rodillos que sujetan y dosifican el material a unas cuchillas que funcionan como guillotina, cuya misión es efectuar cortes al material con dimensiones bien definidos, con lo que se logra al final del proceso, una borra con hilillos o fibra de entre 5 y 8 cm de largo, característica muy importante para permitir su reutilización y además le confiere de una buena resiliencia.
En este caso y debido a que este equipo no formaba parte del conjunto de la maquinaria originalmente adquirida; se adquirió una maquina cortadora también usada, con banda alimentadora y rodillos dosificadores con transmisión hidráulica y control electromagnético; dado de este equipo se encontraba en buenas condiciones de funcionamiento mecánico, se considero pertinente solo modificar el control electromagnético mediante el controlador programable. A un control automatizado.
CARGADOR
La banda inclinada, cuenta con tiras de maderas con clavos, fijados transversalmente a la banda, con los que arrastra el material desde la banda horizontal y los voltea depositándolos sobre la banda alimentadora de la maquina rompedora.
[image:21.612.188.440.293.441.2]En la parte superior de la banda inclinada, cuenta con dos rodillos dotados de aletas con la finalidad de; por un lado eliminar el exceso de material que sube y por el otro, ayuda a descargar dicho material, evitando con ello que el material continué adherida a los clavos.
Figura 1.2 Rodillos de Máquina.
El cargador en su conjunto, no es suficiente para garantizar una dosificación regulada de material hacia la maquina rompedora, por lo que se sugiere la implementación de un dosificador adicional, el cual consiste básicamente en una tolva de 30 cm de ancho por 2.0 mts de ancho por 1.5 mts de alto; abierto en la parte superior para recibir el material desde el cargador y en la parte inferior cuenta con dos rodillos dentados que reciben movimientos a través de un moto-reductor controlado por un variador de frecuencia.
ROMPEDORA
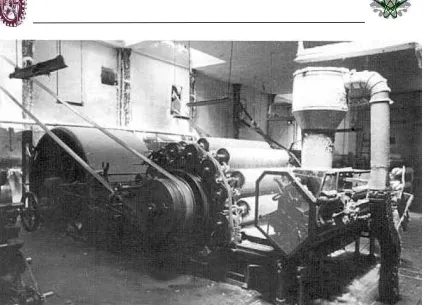
La maquina rompedora, se compone de varios tambores, en este caso de 6, llamándose de 6 cuerpos; estos tambores cuentan con un diámetro de 1 metro y un largo de 1.5 mts., en su superficie esta cubierto de duelas desmontables, mismo que contienen los clavos que habrán de efectuar el deshilado del textil, con auxilio de otros rodillos de menor diámetro, montados alrededor de este y con movimiento opuesto.
La población de clavos en cada tambor varia de 35, 000 a 50, 000 dependiendo de la posición del tambor en el tren deshilado, lo mismo sucede con la velocidad de rotación, siendo esta desde 850 hasta 1200 RPM.
[image:22.612.216.409.438.572.2]Los tambores son accionados por motores independientes y van del primero al último de 100 HP, 75HP y cuatro de 60HP. Los rodillos periféricos de cada tambor son accionados por un moto-variador de 5 HP c/u.
Figura 1.3 Vista Lateral Máquina Rompedora.
En este caso los motores de los tambores son controlados por un sistema de control electromagnético, con temporizador, reveladores y contactores que conforman un arrancador a tensión reducida tipo estrella-delta. Por lo que se propuso sustituirlos por arrancadores suaves o variadores de frecuencia, pero debido al alto costo inicial de esto equipos, fue desechada la proposición, y en su lugar solo se sustituyeron los elementos térmicos por amperímetros digitales, los cuales tienen la propiedad de selección de corriente y tiempo de respuesta.
Tomando en cuenta que en Europa las maquinas trabajan a 380 volts., 50 Hz. y en México a 440 volts, 60 Hz. se solicito disminuir en una 20% el diámetro de las poleas motrices en la transmisión de los tambores a efecto de mantener las mismas velocidades de estas y evitar mayor consumo de corriente de estos por trabajar a mayor velocidad.
Se propuso también la sustitución de los moto-variadores por moto reductores controlados estos por variadores de frecuencia y tanto esta maquina como el cargador fuera controlados por medio de un PLC.
EMPACADORA
La empacadora es un conjunto electromecánico, cuenta además con un sistema hidráulico, una bomba de 15 HP y un cilindro compactador, su funcionamiento es semiautomático y es el que recibe el material desde la maquina rompedora y su misión es compactarlos en paquetes de un metro cuadrado llamados pacas con un peso aproximado de 250 kg.
La segunda banda tiene la misión de descargar el material en el deposito de compactación; cuando termina el tiempo programado para la descarga del material deberá retroceder unos 30 a 40 cm. a efecto de retirar el material sobrante y no afectar el paso del pizón del cilindro compactador, y deberá permanecer inactivo hasta que el pistón compactador ha efectuado su recorrido de bajar y nuevamente estar en su posición inicial de arriba, entonces la banda nuevamente inicia su operación de descarga del material.
Figura 1.4 Empacadora.
Este ciclo se repite hasta que un presostato detecta que se ha llegado a la presión/ peso preajustado, en ese momento envía una señal para que: primero se eleve el pizón del cilindro compactador a efecto de quitar presión sobre el material y seguidamente sube al cajón que sirve como deposito de compactación, el cual es accionado por un moto reductor y a cierta altura acciona un interruptor de límite para ordenar al pistón compactador regrese a presionar el material compactado.
En este momento se posiciona un switch selector de tres posiciones en la posición de manual y se procede al amarre y retiro de la paca, en seguida se prepara con mantas y lazos, y de manera manual se operan los botones de comando para que suba el pistón-compactador y se baja el cajón-deposito de compactación y se pone nuevamente el switch selector en la posición automático, con lo que se inicia nuevamente el ciclo.
CAPITULO II
2.1 SENSORES Y ELEMENTOS DE GOBIERNO.
En la actualidad es imposible realizar maniobras dentro del mundo industrial, sin dos dispositivos ampliamente extendidos en nuestros días, por una parte los
autómatas programables (también llamados controladores lógicos
programables, por sus siglas en ingles PLC) y por otra los sensores, que permiten controlar las variables que afectarán al proceso industrial.
Los autómatas por precio, versatilidad y facilidad de programación se han convertido en los sustitutos de las maniobras en los entornos industriales, desplazando a los antiguos sistemas de control electromagnético y debido a las crecientes necesidades de los procesos industriales modernos, cada vez hay que controlar mas variables que afectan a estos procesos, por lo que los sensores han entrado de lleno en estas maniobras.
Hoy en día, seria difícil encontrar procesos automáticos que no estén conformados por elementos de gobierno, sensores y autómatas. Procesos como contadores, detectores de presencia, detectores de objetos, control de niveles, medidas de seguridad, chequeo de contenidos, inspecciones de calidad automáticos, posicionamiento y verificación y un largo etcétera serian impensables sin esta combinación de elementos.
2.2 CLASIFICACIÓN DE SENSORES Y ELEMENTOS DE
GOBIERNO.
Atendiendo a la forma y su función podemos clasificarlos como micro interruptores, interruptores y finales de carrera.
Otra forma de clasificación seria atendiendo a las características eléctricas de cada elemento, es decir, tensión máxima, intensidad máxima de ruptura etc.
Sensores: Son todos los elementos capaces de transformar señales físicas como temperatura, posición, longitud etc. en señales eléctricas.
Podemos clasificar los sensores según el parámetro físico que miden: temperatura, presión, posición, longitud, nivel etc.
También podemos clasificarlos atendiendo a el tipo de salida: Salida analógica (V ó I) y salida digital (I / 0).
2.2.1 ELEMENTOS DE GOBIERNO.
MICRO INTERRUPTORES.
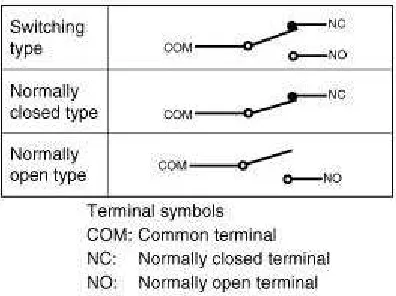
[image:28.612.215.413.551.699.2]Estos elementos que funcionan como un pulsador, cuya función consiste en determinar la posición o el estado de un proceso automático. Los tipos de contacto pueden ser NC (Normalmente cerrado) y NO (Normalmente abierto).
Generalmente son muy precisos, con una excelente respuesta de actuación y con diversos tipos de actuadores (émbolos de aguja, de palanca, compactos, flexibles, rígidos etc.).En nuestro caso el más utilizado es el de palanca.
Figura 2.2 Micro Interruptores.
Las características más importantes de estos dispositivos son: Fuerza de operación del actuador en gr
Poder de corte tanto en Volts y Ampers
Tipo de contacto generalmente construido de Au y Ag.
Aplicaciones:
En cualquier proceso automático en el que se deba detectar posiciones o estados de este proceso y donde la presión sobre el actuador sea mínima. Como por ejemplo en contadores de piezas, detectores de inicio y final del proceso, cortes de hilos, posicionamiento etc.
FINALES DE CARRERA.
Son los elementos más utilizados dentro de la máquina rompedora, generalmente provistos de palancas y rodillos para detectar la posición del pistón y del cajón de la máquina empacadora.
Algunas de las características más importantes son:
Se establece o se interrumpe un contacto eléctrico por medio de una fuerza externa. Vida útil 10 millones de ciclos.
Cuando se utilizan interruptores electromecánicos para operaciones de conteo, deben tenerse en cuenta los posibles rebotes de los contactos.
Figura 2.3 Final de Carrera.
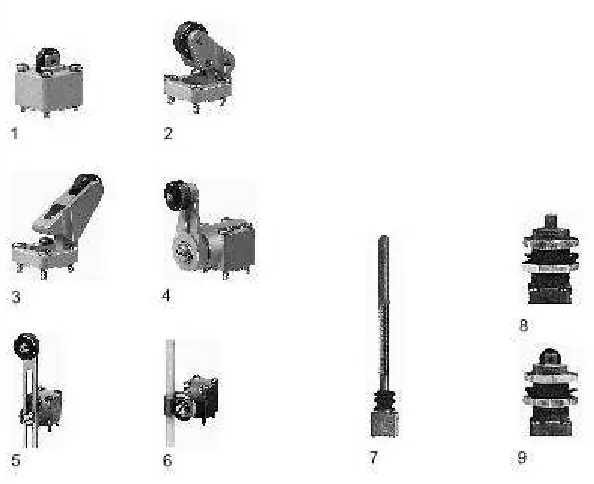
Existen diferentes tipos de accionamientos en los finales de carrera, como por ejemplo: Palanca, Rodillo, Varilla, Vástago, etc.
2.2.2 SENSORES.
SENSORES FOTOELECTRICOS.
Estos sensores están montados sobre la máquina rompedora en la parte de alimentación a la máquina rompedora, pero también se sugiere la colocación de algunos de ellos para detectar cuando se corta el material y con ello evitar el atascamiento de los motores.
Los elementos sensores formados por un emisor de luz y una fotocélula de detección se denominan sensores fotoeléctricos actúan por la reflexión del haz de luz sobre los objetos a detectar, también pueden actuar en forma de barrera y pueden detectar objetos a mayores distancias, con fuentes luminosas independientes del cabezal que sólo es receptor.
Los sensores suelen estar protegidos contra perturbaciones electromagnéticas externas (EMI), las distancias de detección pueden ser hasta de 500 m en modo barrera, la velocidad de respuesta de estos detectores es alta en modos de conmutación y pueden servir para detectar colores.
Para ambientes muy luminosos pueden estar polarizados los haces de luz, también existen de fibra óptica de forma que la detección puede llevarse a puntos inaccesibles por el propio sensor o bien detectar objetos muy pequeños (micras).
Figura 2.5 Sensores Fotoeléctricos.
Emisores-captadores de luz por reflexión:
La luz del emisor da en un objeto. Ésta se refleja de forma difusa y una parte de la luz alcanza la parte receptora del aparato. Si la intensidad de luz es suficiente, se conecta la salida.
La distancia de reflexión depende del tamaño y del color del objeto así como del acabado de la superficie.
La distancia de reflexión se puede modificar entre amplios límites mediante un potenciómetro incorporado.
El emisor-captador energético se puede utilizar para detectar diferencias de color.
Ventajas
El propio objeto sirve de reflector.
El objeto puede ser reflectante, especular o transparente y hasta traslúcido à refleje suficiente.
Permiten detectar en posición frontal (a diferencia de barrera lateral). Dependiendo del ajuste del sensor los objetos pueden detectarse
selectivamente frente a un fondo.
La respuesta del sensor no es lineal. Luego no son tan adecuados como los de barrera para una elevada precisión de respuesta lateral.
Notas
[image:33.612.101.529.347.611.2]El fondo en ausencia de objeto no se debe detectar.
Figura 2.6 Sensores Fotoeléctricos Emisor-Captador de luz por reflexión.
Aplicaciones
Verificación de la posición de una pieza
Figura 2.7 Aplicación 1 Sensor Fotoeléctrico.
Figura 2.8 Aplicación 2 Sensor Fotoeléctrico.
Rotura de una broca
Figura 2.9 Aplicación 3 sensor Fotoeléctrico.
SENSORES PRESIÓN Y TEMPERATURA.
Sensores de presión
[image:34.612.165.451.350.553.2]Los sensores suelen estar basados en la deformación de un elemento elástico cuyo movimiento es detectado por un transductor que convierte pequeños desplazamientos en señales eléctricas analógicas, mas tarde se pueden obtener salidas digitales acondicionando la señal.
Pueden efectuar medidas de presión absoluta (respecto a una referencia) y de presión relativa o diferencial (midiendo diferencia de presión entre dos puntos).
Generalmente vienen con visualizadores e indicadores de funcionamiento.
Otras Aplicaciones
Control de sujeción, Succión de elementos, succión de tornillos en atornilladores automáticos, apretado de tuercas automáticas, control de fuerza en pinzas prensoras , confirmación de presión a la soldadura .
Figura 2.10 Sensor de Presión.
Sensores de Temperatura
Transductores capaces de detectar temperaturas en amplios rangos. Podemos englobar los diferentes tipos de sensores en:
Termo resistencias cuya salida es analógica y su funcionamiento está basado en el cambio de resistencia del sensor dependiendo de la temperatura. Termopares de unión (Tipos J,K R,E de 0ºC a +1000ºC) Termo resistencias PT100 (-250º ... +850º). Termo resistencias NTC y PTC (Semiconductores que varían su valor resistivo con la temperatura).
Pirómetros. Estos sensores actúan por radiación, al tener que medir temperaturas que son superiores al punto de fusión de los propios sensores, en este caso se mide la radiación térmica emitida por el cuerpo a determinar su temperatura.(400ºC hasta 2000ºC).
El sensor utilizado dentro de la maquina rompedora es un termostato pero este elemento no está conectado directamente al PLC, pero detecta cuando el aceite hidráulico de la máquina empacadora se calienta y pone en funcionamiento un ventilador que enfría el aceite que pasa por un radiador.
Otras Aplicaciones
Controles de temperatura en procesos industriales.
CAPÍTULO III
3.1 ¿QUÉ ES UN PLC?
Por sus siglas en ingles Programmable Logic Controller (Controlador Lógico Programable), es un dispositivo electrónico muy utilizado en la industria. Un PLC esta diseñado para arreglos de múltiples entradas y salidas, rangos de temperatura elevados, inmunidad al ruido eléctrico y resistencia a la vibración y el impacto.
Hoy en día, los PLC's no solo controlan la lógica de funcionamiento de máquinas, plantas y procesos industriales, sino que también pueden realizar operaciones aritméticas, manejar señales análogas para realizar estrategias de control, tales como controladores PID (Proporcional Integral y Derivativo).
[image:38.612.205.417.432.603.2]Los PLC's actuales, pueden comunicarse con otros controladores y computadoras en redes de área local, y son una parte fundamental de los modernos sistemas de control distribuido.
Figura 3.1 PLC.
3.2 ESTRUCTURA EXTERNA.
Existen dos estructuras básicas para los autómatas programables:
Figura 3.2 Estructura Compacta.
[image:39.612.218.408.95.286.2]Modular: en los que la CPU, la fuente de alimentación, las entradas, las salidas, son cada una un modulo que se elige en función de la aplicación requerida.
Figura 3.3 Estructura Modular.
3.3 ARQUITECTURA.
Los elementos esenciales, que todo autómata programable posee como mínimo, son:
Sección de entradas: se trata de líneas de entrada, las cuales pueden ser digitales o analógicas.
A estas líneas conectaremos los sensores (captadores).
Sección de salidas: son una serie de líneas de salida, que también pueden ser de carácter digital o analógico.
A estas líneas conectaremos los actuadores.
Unidad central de proceso (CPU): se encarga de procesar el programa que el usuario ha introducido.
La CPU toma, una a una, las instrucciones programadas por el usuario y las va ejecutando, cuando llega al final de la secuencia de instrucciones programadas, la CPU vuelve al principio y sigue ejecutándolas de manera cíclica.
Para ello, dispone de diversas zonas de memoria, registros, e instrucciones de programa. Adicionalmente, en determinados modelos, podemos disponer de funciones ya integradas en la CPU; como reguladores PID, control de posición, etc.
Unidad de alimentación (algunas CPU's la llevan incluida).
Consola de programación: nos permitirá introducir, modificar y supervisar el programa de usuario. Tiende a desaparecer, debido a que la mayoría se programan a partir del PC mediante programas específicos facilitados por cada fabricante; o programados directamente desde el propio autómata.
Dispositivos periféricos: como nuevas unidades de E/S, mas memoria, unidades de comunicación en red, etc.
3.3.1 CPU.
Es el corazón del autómata programable. Sus funciones son: Ejecutar el programa de usuario.
Vigilar que el tiempo de ejecución del programa de usuario no excede un determinado tiempo máximo (tiempo de ciclo máximo). A esta función se
le suele denominar Watchdog (perro guardián).
Crear una imagen de las entradas, ya que el programa de usuario no accede directamente a dichas entradas.
Renovar el estado de las salidas, en función de la imagen de las mismas, obtenida al final del ciclo de ejecución del programa de usuario.
Checar el sistema.
3.3.2 MEMORIA.
Dentro de la CPU se dispone de un área de memoria, la cual se emplea para diversas funciones:
Memoria del programa de usuario: aquí se introduce el programa que el autómata va a ejecutar cíclicamente.
Memoria de la tabla de datos: se suele subdividir en zonas según el tipo de datos (como marcas de memoria, temporizadores, contadores, etc.).
Memoria del sistema: aquí se encuentra el programa en código máquina que monitoriza el sistema (programa del sistema o firmware). Este programa es ejecutado directamente por el microprocesador /microcontrolador que posea el autómata.
Memoria de almacenamiento: se trata de memoria externa que se emplea para almacenar el programa de usuario, y en ciertos casos parte de la memoria de la tabla de datos. Suele ser de uno de los siguientes tipos: EPROM, EEPROM, o FLASH.
3.3.3 UNIDADES DE ENTRADA Y SALIDA.
Podemos disponer de dos tipos de módulos de entrada y/o salida:
Digitales. Se basan en el principio de todo o nada, es decir o no conducen señal alguna o poseen un nivel mínimo de tensión. Estas E/S se manejan a nivel de bit dentro del programa de usuario.
Analógicas. Pueden poseer cualquier valor dentro de un rango determinado especificado por el fabricante. Estas señales se manejan a nivel de byte o palabra (8/16 bits) dentro del programa de usuario.
Las E/S son leídas y escritas dependiendo del modelo y del fabricante, es decir, pueden estar incluidas sus imágenes dentro del área de memoria o ser manejadas a través de instrucciones especificas de E/S.
3.3.4 INTERFACES.
Todo autómata, salvo casos excepcionales, posee la virtud de poder comunicarse con otros dispositivos (como un PC).
[image:42.612.144.482.485.700.2]Lo normal es que posea una E/S serie del tipo RS-232 (puerto serie). A través de esta línea se pueden manejar todas las características internas del autómata, incluida la programación del mismo, y suele emplearse para monitorizar el proceso.
3.3.5 UNIDADES DE PROGRAMACIÓN.
La programación del autómata puede realizarse, generalmente, empleando alguno de los siguientes elementos:
Consola de programación: suele tener la forma de calculadora.
PC: es el modo mas empleado en la actualidad. Permite programar desde un ordenador personal estándar, con todo lo que ello supone: herramientas más potentes, posibilidad de almacenamiento, impresión, transferencia de datos, monitorización mediante software SCADA, etc. Cada autómata, dependiendo del modelo y fabricante, posee una conexión a uno o a varios de los elementos anteriores.
3.3.6 PERIFÉRICOS.
El autómata programable, en la mayoría de los casos, puede ser ampliado. Las ampliaciones abarcan un gran abanico de posibilidades: módulos auxiliares de E/S (analógicas, digitales, etc.), memoria adicional, conexión con otros autómatas, etc.
Cada fabricante facilita las posibilidades de ampliación de sus modelos, los cuales pueden variar incluso entre modelos de la misma serie.
3.4 LENGUAJES DE PROGRAMACIÓN.
Los primeros autómatas programables surgieron debido a la necesidad de sustituir los enormes cuadros de maniobra construidos con contactores y reles. El lenguaje utilizado, debería ser interpretado, con facilidad, por los mismos técnicos electricistas que anteriormente estaban en contacto con la instalación.
complejidad de los procesos a automatizar, no hizo mas que complicar el uso de aquello que se creo con una finalidad distinta.
Con el fin de subsanar este problema la dirección del IEC (estándar internacional) ha elaborado el estándar IEC 1131-3 para la programación de PLC's, con la idea de desarrollar el estándar adecuado para un gran abanico de aplicaciones.
Los lenguajes gráficos y textuales definidos en el estándar son una fuerte base para entornos de programación potente en PLC's. Los lenguajes más significativos son:
Lenguaje de contactos (KOP): es el que más similitudes tiene con el utilizado por un electricista al elaborar cuadros de automatismos.
Lenguaje por lista de instrucciones (AWL): consiste en elaborar una lista de instrucciones.
Plano de funciones lógicas (FUP): resulta especialmente cómodo de utilizar cuando se esta habituado a trabajar con circuitos de puertas lógicas, ya que la simbología usada en ambos es equivalente.
(a) (b) (c) Figura 3.5 Lenguajes de Programación.
a) Lenguaje de Contactos. b) Lenguaje por Lista de Instrucciones. c) Lenguaje plano de funciones Lógicas.
4.1 CONSTITUCIÓN DEL PLC.
En la figura se puede observar la apariencia externa que presenta un autómata de la familia S7-200 como los que se encuentran instalados dentro de la máquina rompedora.
[image:47.612.112.523.241.635.2]Este modelo fue seleccionado debido a que la empresa ya contaba con un equipo de estas características, se tiene el software y cable para realizar el intercambio de datos entre la computadora y el autómata programable.
4.2 CONFIGURACIÓN DE LA COMUNICACIÓN (CABLE PC/PPI).
Para configurar la comunicación entre la CPU S7-224 y el PC, se utilizó el cable PC/PPI. La configuración se realizó con un solo maestro y sin ningún otro equipo de hardware instalado (como p. ej. un módem o una unidad de programación).
4.2.1 CONECTAR LA PC A LA CPU.
Para establecer la conexión correcta entre los dos componentes, se realizó mediante los siguientes pasos:
1. Se Ajustaron los interruptores DIP del cable PC/PPI a la velocidad de transferencia asistida por la PC. Se seleccionó también la posición “11 bits” y “DCE”.
2. Se conecto el extremo RS-232 del cable PC/PPI al puerto de comunicaciones de la PC(COM1 o COM2).
[image:48.612.130.499.429.676.2]3. Se conecto el extremo RS-485 del cable PC/PPI al puerto de comunicaciones de la CPU.
4.2.2 AJUSTAR LA INTERFACE.
1. Para ajustar el interface se hizo clic sobre el icono de comunicación en la barra de navegación. O en su lugar se selecciono la opción “Tipo” dentro del menú “CPU”. La CPU que debe aparecer es: CPU 224 Rel. 1.12
[image:49.612.106.522.241.650.2]En caso contrario, se debe comprobar los valores de configuración ajustados para la comunicación dentro de la ventana “Configurar la comunicación”.
2. se hizo doble clic en el campo destinado a actualizar la comunicación. Con ello, la CPU conectada se debe reconocer y registrar automáticamente.
Figura 4.4 Actualizar Comunicación.
3. Si la CPU no es reconocida o aparece una información relativa a que no es posible establecer la comunicación, se debe hacer doble clic en el campo Cable PPI.
Figura 4.5 Selección de Cable PPI.
5. En la carpeta PPI, se ajusta: Dirección de CPU 0. Timeout 1 s.
Velocidad de transferencia 9'6 kbits/s. Dirección de estación más alta 15.
[image:51.612.207.419.454.695.2]6. En la carpeta Conexión Local, se seleccionó el puerto (interface) en el que se haya conectado el cable PC/PPI.
[image:52.612.170.460.215.540.2]Se confirmaron los cambios realizados en cada ventana pulsando Aceptar. Finalmente, se volvió a realizar doble clic en el campo destinado a Actualizar la comunicación. Con ello la CPU se reconoció y registrasó automáticamente (esta operación puede durar algunos segundos).
4.3 V3.1 STEP 7 MICROWIN.
Opciones del software utilizado parta la programación del autómata.
4.3.1 ASPECTO GENERAL.
[image:53.612.100.530.236.633.2]Como se muestra en la figura, la pantalla se divide principalmente en 4 partes.
Figura 4.8 Aspecto Step 7-Microwin.
Árbol de operaciones: Es donde se sitúan todas las ordenes de programación aceptadas por el autómata.
Ventana de resultados: Esta ventana es en la que se visualiza el estado de la compilación del programa, los errores, etc.
Ventana de programación: Esta situada en la parte derecha y dividida por Networks (líneas de programación). En esta ventan se elabora el programa que ha de gobernar al PLC.
Su aspecto varia según el lenguaje elegido (KOP, AWL o FUP) y que se puede seleccionar a través de las teclas que llevan sus mismos nombres.
Se debe señalar que el programa es capaz de traducir a cualquiera de estos lenguajes, es decir: si por ejemplo se esta programando en AWL y se selecciona el lenguaje KOP, se realizara automáticamente una traducción del programa de AWL a KOP.
4.3.2 INTRODUCCIÓN DE ÓRDENES.
El lenguaje KOP es el que se utilizó, por tratarse del lenguaje más intuitivo debido a su carácter eléctrico.
El programa presenta varias maneras de introducir contactos, bobinas o cuadros:
Desde el Árbol de direcciones, abriendo las distintas carpetas existentes dentro de Operaciones.
A través de los iconos que aparecen marcados en el dibujo como:
• 1 (contactos) para insertar entradas.
• 2 (bobinas) para insertar salidas.
• 3 (cuadros) para insertar funciones ya programadas (contadores,
Figura 4.9 Introducción de Ordenes (Elementos de Entrada como Contactos, Elementos de Salida como Bobinas y Funciones ya Programadas como
Contadores y Temporizadores).
Una vez introducido el elemento seleccionado, se debe dar un nombre: para ello se coloca en los interrogantes situados en la parte superior del elemento y teclear la estructura indicada para entradas y salidas.
Para realizar combinaciones (serie, paralelo, mixto) de funciones/elementos se debe utilizar “las líneas”, que permiten realizar ramificaciones a partir de una única línea.
4.3.3 AYUDA.
Figura 4.10 Ayuda Step 7.
4.3.4 INTRODUCCIÓN DE COMENTARIOS.
Figura 4.11 Introducción de Comentarios.
El editor de comentarios se dividen en:
Título del segmento. Se visualiza en pantalla.
Comentario. No aparece en pantalla, para poderlo observar se debe: • Realizar doble clic sobre el segmento/Network correspondiente.
• O bien imprimir el programa, especificando que se impriman dichos comentarios.
Figura 4.12 Imprimir Comentarios.
4.3.5 DIRECCIONAMIENTO SIMBÓLICO.
Con un programa muy largo, al utilizar operandos idioma PLC (I 0.0, Q 0.0, etc.), este dificulta su lectura y comprensión. Es muy útil poder trabajar con las denominaciones de los interruptores o con un texto explicito, es decir, en lugar de I 0.0 utilizar “pulsador de marcha”.
Para ello, se debe recurrir al direccionamiento simbólico, al cual se accede a
través de la Barra de navegación o bien recurriendo a las opciones del menú
Ver, seleccionando en ambos casos la opción Tabla de símbolos. Con esto se obtiene una ventana para editar la tabla de símbolos:
“nombre” se introduce lo que luego se visualizara como texto explicito. “direcciones” se introducen los operandos que deben ser sustituidos
por los nombres simbólicos.
Para que tenga efecto, se debe guardar el trabajo realizado.
Figura 4.13 Direccionamiento Simbólico.
Finalmente, se debe activar el direccionamiento simbólico. Para ello, a través
del menú Verse selecciona la opción Direccionamiento simbólico.
4.3.6 COMPILAR / EJECUTAR.
1. En primer lugar se compila el programa, con la finalidad de depurar posibles “errores ortográficos”. El resultado de la compilación aparecerá en la Ventana de resultados.
Si existe algún error se debe corregir.
Figura 4.14 Cargar el Programa en CPU.
La opción Cargar en PG realiza el proceso contrario, es decir, carga el
[image:60.612.137.495.89.234.2]programa que tiene el autómata en memoria al MicroWin.
Figura 4.15 Cargar el Programa almacenado en el Autómata al Microwin.
3. Ejecutar el programa, mediante la opción RUN, y observar su funcionamiento real a través del PLC. El autómata debe tener su selector en posición TERM. Para detener la ejecución, es suficiente con presionar el icono STOP.
[image:60.612.139.491.321.471.2]
4. Existe la posibilidad de visualizar el desarrollo del programa a través del MicroWin, de este modo poder depurar y perfeccionar el código elaborado. Esto es posible mediante la opción Estado del programa, de este modo cuando se active un contacto su interior aparecerá de color azul.
[image:61.612.102.529.256.561.2]Se debe tener cuidado con esta opción, cuando se encuentra activada no permite realizar ninguna modificación al programa. Cualquier modificación realizada al programa, para que tenga efecto, se debe transferir de nuevo al autómata.
4.3.7 PROGRAMA ELABORADO PARA LA LÓGICA DE
ESCALERA DE LA MÁQUINA ROMPEDORA.
Mediante un botón de arranque y paro se pone en funcionamiento el motor porta cuchilla de la maquina cortadora (M1), este consta de un timer ya que es de un arranque tipo estrella-delta.
De igual forma se pone en
funcionamiento la bomba
hidráulica de la máquina
cortadora (M2).
Avanza o retrocede la banda de la
cortadora mediante las
electroválvulas EVBA y EVBR
Suben o bajan los rodillos de la máquina cortadora mediante las electroválvulas EVRS y EVRB
END RUNG1 TON Timer ON-Delay Timer T2:1 Time Base Preset Accum 1s 5 0 % B3/0 M1 % O1/0 M1 E % O1/1 M1 D % O1/2 % I1/1 % I1/2 % I1/0
% B3/0
% B3/0
T2:1.TT
T2:1.DN T2:1.EN
% I1/3 % I1/4 % I1/6
% O1/3 % I1/5
M2 % O1/3 % I1/7 % I1/0
Inicia funcionamiento motor despojador de entrada M4 mediante un pulsador.
Mediante otro botón
pulsador comienza a
funcionar motor despojador de salida M5
Un timer está colocado para tener un retardo y el sensor fotoeléctrico no se active al
paso momentáneo del
material, únicamente hasta que haya una acumulación de material.
% I1/6 % I1/7 % I1/0 % I1/1 % I1/2 % I1/3
% O1/3 M4 % O1/2 M5 % O1/3 M6 % O1/4 TON5.EN % I1/4 % O1/3 M7 % O1/5 % O1/6 TON Timer ON-Delay Timer T2:5 Time Base Preset Accum 1s 10 0 TON Timer ON-Delay Timer T2:6 Time Base Preset Accum 1s 10 0 TON Timer ON-Delay Timer T2:7 Time Base Preset Accum 1s 10 0 % O1/7 % O1/2 % I1/5 % O1/5 % O1/6 % O1/4 % O1/2 % I1/6
TON7.EN
TON6.EN
Mediante un botón pulsador inicia el arranque estrella-delta del motor principal
M1A de la máquina
rompedora y también los ventiladores V1 y V2.
Mediante un botón pulsador inicia el arranque estrella-delta del motor principal
M2B de la máquina
rompedora y también los ventiladores V3 y V4.
END RUNG3 TON Timer ON-Delay Timer T2:3 Time Base Preset Accum 1s 5 0 % B3/0 M1A % O1/0 M1A E % O1/1 IC4
% I1/1 % I1/3 % I1/0
% B3/0
T2:3.TT T2:3.EN
IC4 % I1/2 % I1/4 % I1/5
M1A D % O1/2 T2:3.DN % B3/0 V2 % O1/4 V1 % O1/3 % B3/0 M2B % O1/5 M2B E % O1/0 IC4
% I1/7 % I1/0 % I1/6
% B3/0
T2:4.TT T2:4.EN
IC4 % I1/2 % I1/1 % I1/2
Protección de los moto
-reductores por los
elementos térmicos.
Comienza el avance de los 4 moto - reductores de AV1 a AV4.
El timer evita que sean
arrancados en sentido
contrario los moto -
reductores de una forma inmediata.
Funcionamiento de reversa de los 4 moto - reductores.
END RUNG4
% I1/2 % I1/3 % O1/4
MRF % O1/5
% I1/5 % I1/3 % I1/4 % I1/6
% O1/7 % O1/3 % O1/4 % O1/2
SC AV % O1/7
% O1/3 % I1/5 % I1/4
Arranque estrella-delta de la bomba hidráulica de la máquina empacadora M1P,
mediante botones
pulsadores.
Selección de la forma de trabajo Manual o Automático para la empacadora.
Inicia banda del cargador hacia adelante.
Retrocede banda del
cargador para evitar que se atore el pistón con el material. END RUNG5 % B3/0 M1 P M1P E M1P D IC10 % I1/2 IC10 % I1/1 IC10 % I1/0 % B3/0 % B3/0 T2:8.TT T2:8.DN T2:8.EN TON Timer ON-Delay Timer T2:8 Time Base Preset Accum 1s 10 0 % B3/0
% B3/0 MAN
El cajón de la máquina
empacadora comienza a
bajar.
El cajón sube cuando se llego a la presión deseada de la paca de material.
El pistón hidráulico es
levantado para subir el cajón o para realizar otro apriete de material dentro de la paca.
El pistón hidráulico es bajado para sacar la paca del cajón o para realizar otro apriete de material dentro de la paca.
END RUNG6 OC09 % O1/6 IC11 % I1/7 IC10 % I1/7 OC9 % O1/4 MCF IC11 % I1/0 OC09 % O1/6 IC11 % I1/7 IC10 % I1/6 OC10 % O1/0 MCR IC11 % I1/1 OC09 % O1/5 IC12 % I1/4 OC09 % O1/6 IC12 % I1/0 IC11 % I1/3 OC10 % O1/2 VB IC11 % I1/4 OC09 % O1/5 IC11 T2:2.DN OC09
% O1/5 TON
Timer ON-Delay Timer T2:10 Time Base Preset Accum 1s 10 0 OC10 % O1/3 OC09 % O1/6 IC12 % I1/0 IC11 % I1/2 OC10 % O1/3 VS IC11 % I1/5 OC09 % O1/5 OC09
% O1/5 TON
TABLA 4.1 ESPECIFICACIÓN DIRECCIONAMIENTO ENTRADAS
/ SALIDAS DEL PLC.
MODULO ENTRADA ELEMENTO DECRIPCION
1-1IC1 IN0 BA Botón Arranque Cortadora
1-1IC1 IN1 BP Botón Paro Cortador
1-1IC1 IN2 SC Sobrecarga Cortadora
1-1IC1 IN3 SC Sobrecarga Bomba Hidráulica
Cortadora
1-1IC1 IN4 SC Vibrador Cortadora Sobrecarga
1-1IC1 IN5 BA Bomba Hidráulica Botón Arranque
Cortadora
1-1IC1 IN6 BP Botón Paro Bomba Hidráulica
Cortadora
1-1IC1 IN7 LS1
Interruptor de Limite Protección Banda
Cortadora
MODULO ENTRADA ELEMENTO DESCRIPCION
1-1IC2 IN0 LS2 Limite Protección Interruptor de
Banda Cortadora
1-1IC2 IN1 BSR Botón Subir Rodillos
1-1IC2 IN2 BBR Botón Bajar Rodillos
1-1IC2 IN3 BPR Botón Pulsos Rodillos
1-1IC2 IN4 LS3 Limite Protección Interruptor de
Subir Rodillos
1-1IC2 IN5 LS4 Limite Protección Interruptor de
Bajar Rodillos
1-1IC2 IN6 SC Sobrecarga Motor Despojador
Entrada
MODULO ENTRADA ELEMENTO DESCRIPCION
1-1IC3 IN0 SC Sobrecarga Motor Banda Inclinada
1-1IC3 IN1 SC Sobrecarga Motor Banda de
Alimentación
1-1IC3 IN2 BPM Botón Paro Motores
Despojador
1-1IC3 IN3 BM4 Motor Despojador Botón Arranque
Entrada
1-1IC3 IN4 BM5 Motor Despojador Botón Arranque
Salida
1-1IC3 IN5 BM7 Botón Arranque Motor Vibrador
Dosificador
1-1IC3 IN6 Man/Aut
Interruptor Seleccionador
Alimentación Automática/Manual
1-1IC3 IN7
MODULO ENTRADA ELEMENTO DESCRIPCION
1-1IC4 IN0 BAA Botón Arranque Motor 1 100HP
1-1IC4 IN1 BPA Botón Paro Motor 1 (100HP)
1-1IC4 IN2 BE Emergencia Botón Paro
1-1IC4 IN3 SC Sobrecarga Motor 1 (100HP)
1-1IC4 IN4 SC Ventilador 1 Sobrecarga
1-1IC4 IN5 SC Ventilador 2 Sobrecarga
1-1IC4 IN6 BAB Botón Arranque Motor 2 100HP
1-1IC4 IN7 BPB Botón Paro Motor 2 (100HP)
MODULO ENTRADA ELEMENTO DESCRIPCION
1-1IC5 IN0 SC Sobrecarga Motor 2 (100HP)
1-1IC5 IN1 SC Ventilador 3 Sobrecarga
1-1IC5 IN2 SC Ventilador 4 Sobrecarga
1-1IC5 IN3 MRF Interruptor Permiso Moto-Reductores
Adelante
1-1IC5 IN4 BAV Moto-Reductores Botón Arranque
Adelante
1-1IC5 IN5 BPV
Botón Paro Moto-Reductores
Adelante
1-1IC5 IN6 BAR1 Moto-Reductor 1 Botón Arranque
Reversa
1-1IC5 IN7 BAR2 Moto-Reductor 2 Botón Arranque
Reversa
1-1IC5 COM
MODULO ENTRADA ELEMENTO DESCRIPCION
1-1IC6 IN0 BAR3 Moto-Reductor 3 Botón Arranque
Reversa
1-1IC6 IN1 BAR4 Moto-Reductor 4 Botón Arranque
Reversa
1-1IC6 IN2 SC Sobrecarga Moto-Reductor AV11
1-1IC6 IN3 SC Sobrecarga Moto-Reductor 1
1-1IC6 IN4 SC Sobrecarga Moto-Reductor 2
1-1IC6 IN5 SC Sobrecarga Moto-Reductor 3
1-1IC6 IN6 SC Sobrecarga Moto-Reductor 4
1-1IC6 IN7
MODULO ENTRADA ELEMENTO DESCRIPCION
1-1IC10 IN0 BAP Bomba Hidráulica Botón Arranque
1-1IC10 IN1 BPP Botón Paro Bomba Hidráulica
1-1IC10 IN2 SC Sobrecarga Bomba Hidráulica
1-1IC10 IN3 MAN Selección Manual Interruptor
1-1IC10 IN4 AUT Interruptor Selección
Automática
1-1IC10 IN5 ACUM Interruptor Arranque
Acumulador
1-1IC10 IN6 BSC Botón Subir Cajón
1-1IC10 IN7 BBC Botón Bajar Cajón
COM
MODULO ENTRADA ELEMENTO DESCRIPCION
1-1IC11 IN0 LS9 Limite Cajón Arriba Interruptor de
1-1IC11 IN1 LS10 Limite Cajón Abajo Interruptor de
1-1IC11 IN2 BSP Botón Subir Pistón
1-1IC11 IN3 BBP Botón Bajar Pistón
1-1IC11 IN4 LS11 Limite Pistón Abajo Interruptor de
1-1IC11 IN5 LS12 Limite Pistón Arriba Interruptor de
1-1IC11 IN6 LS14 Limite Baja Pistón Interruptor de
Por Cajón
1-1IC11 IN7 BPC Botón Paro Cajón
MODULO ENTRADA ELEMENTO DESCRIPCION
1-1IC12 IN0 BPP Botón Paro Pistón
1-1IC12 IN1 BPCAR Botón Paro Cargador
1-1IC12 IN2 BCA Botón Cargador Adelante
1-1IC12 IN3 BCR Botón Cargador Reversa
1-1IC12 IN4 P Presostato Interruptor
1-1IC12 IN5
1-1IC12 IN6
1-1IC12 IN7
COM
MODULO SALIDA ELEMENTO DESCRIPCION
1-1OC1 OUT0 M1 Contactor Motor Porta Cuchilla
Máquina Cortadora
1-1OC1 OUT1 M1 E
Contactor Motor Porta Cuchilla (Estrella) Máquina
Cortadora
1-1OC1 OUT2 M1 D
Contactor Motor Porta Cuchilla (Delta) Máquina
Cortadora
1-1OC1 OUT3 M2 Hidráulica Máquina Contactor Bomba
Cortadora
1-1OC1 OUT4 EVBA Electro válvula Banda Avanza
Cortadora
1-1OC1 OUT5 M3 Contactor Motor Vibrador
1-1OC1 OUT6 EVBR Banda Retrocede Electro válvula
Cortadora
1-1OC1 OUT7
MODULO SALIDA ELEMENTO DESCRIPCION
1-10C2 OUT0 EVR S Rodillos Suben Electro válvula
1-10C2 OUT1 EVR B Electro válvula Rodillos Bajan
1-10C2 OUT2 M4 Contactor Motor Despojador de
Entrada
1-10C2 OUT3 M5 Contactor Motor Despojador de
Salida
1-10C2 OUT4 M6 Contactor Motor Banda Inclinada
1-10C2 OUT5 M7 Contactor Motor Vibrador
Dosificador
1-10C2 OUT6 FC Foto celda
1-10C2 OUT7 M8 Contactor Motor Banda
Alimentación COM
MODULO SALIDA ELEMENTO DESCRIPCION
1-10C3 OUT0 M1 A Contactor Motor N.-1 100HP
1-10C3 OUT1 M1 AE Contactor Motor N.-1 100HP (Estrella)
1-10C3 OUT2 M1 AD Contactor Motor N.-1 100HP (Delta)
1-10C3 OUT3 V1 Ventilador N.-1 Contactor
1-10C3 OUT4 V2 Ventilador N.-2 Contactor
1-10C3 OUT5 M2B Contactor Motor N.-2 100HP
1-10C3 OUT6
1-10C3 OUT7
MODULO SALIDA ELEMENTO DESCRIPCION
1-10C4 OUT0 M2 BE Contactor Motor N.-2 100HP (Estrella)
1-10C4 OUT1 M2 BD Contactor Motor N.-2 100HP (Delta)
1-10C4 OUT2 V3 Contactor Ventilador N.-3
1-10C4 OUT3 V4 Contactor Ventilador N.-4
1-10C4 OUT4 AVII Contactor Seguridad Moto-reductores Avance
1-10C4 OUT5 AV1
Contactor manda señal de control a un variador de frecuencia para el Avance
Moto-reductor 1
1-10C4 OUT6 AV2
Contactor manda señal de control a un variador de frecuencia para el Avance
Moto-reductor 2
1-10C4 OUT7 AV3
Contactor manda señal de control a un variador de frecuencia para el Avance
Moto-reductor 3 COM
MODULO SALIDA ELEMENTO DESCRIPCION
1-10C5 OUT0 AV4
Contactor manda señal de control a un variador de frecuencia para el Avance
Moto-reductor 4
1-10C5 OUT1 AR1
Contactor manda señal de control a un variador de frecuencia para la Reversa
Moto-reductor 1
1-10C5 OUT2 AR2
Contactor manda señal de control a un variador de frecuencia para la Reversa
Moto-reductor 2
1-10C5 OUT3 AR3
Contactor manda señal de control a un variador de frecuencia para la Reversa
Moto-reductor 3
1-10C5 OUT4 AR4
Contactor manda señal de control a un variador de frecuencia para la Reversa
Moto-reductor 4
1-10C5 OUT5
1-10C5 OUT6
1-10C5 OUT7
MODULO SALIDA ELEMENTO DESCRIPCION
1-10C9 OUT0 M 1P Contactor Bomba Hidráulica
1-10C9 OUT1 M1PE Hidráulica (Estrella) Contactor Bomba
1-10C9 OUT2 M1PD Contactor Bomba Hidráulica (Delta)
1-10C9 OUT3 MA Contactor Banda de Acumulador
1-10C9 OUT4 MCF Contactor Cajón (adelante)
1-10C9 OUT5
1-10C9 OUT6
1-10C9 OUT7
COM
MODULO SALIDA ELEMENTO DESCRIPCION
1-10C10 OUT0 MCR Contactor Cajón (reversa)
1-10C10 OUT1 VB Electro válvula Subir Pistón
1-10C10 OUT2 VS Electro válvula Bajar Pistón
1-10C10 OUT3 MCARF Contactor Banda de Cargador
(adelante)
1-10C10 OUT4 MCARR Contactor Banda de Cargador
(reversa)
1-10C10 OUT5
1-10C10 OUT6
1-10C10 OUT7
CAPÍTULO V
ESTUDIO COSTO/BENEFICIO.
En el presente estudio se expone la justificación para la actualización y automatización de la máquina rompedora y sus equipos auxiliares, así como el beneficio económico que con ello se obtiene; por lo que es necesario diferenciarlo de un gasto. La automatización de la máquina es una inversión de la empresa, en virtud que unos de los objetivos de la automatización es aprovechar las nuevas tecnologías para optimizar el proceso de producción de la máquina.
En las condiciones iníciales de operación de la máquina, se requerían de 4 operarios y la dosificación de materia prima de la máquina se hacia de manera manual; con lo que se obtenía una alimentación irregular, dando como resultado frecuentes atascamientos y siendo común también que los motores continuaran trabajando durante el proceso de desatascamiento y limpieza de la máquina, con las siguientes consecuencias.
Quema de motores. Incendios.
Fallas mecánicas debido a fatiga de los equipos. Baja productividad.
No había una correspondencia entre la productividad y el consumo de energía eléctrica.
Con la implementación de las mejoras mecánicas y la automatización del control eléctrico, se obtuvieron los siguientes resultados
Reducción hasta en un 50% en los costos de quema de motores, fallas mecánicas, fallas eléctricas e incendios.
Aumento en la productividad de 49 680 Kg. a 86 020 Kg. Mensuales. El consumo de energía eléctrica se mantuvo constante.
Para cumplir con el análisis económico, se hace una evaluación en términos monetarios del material requerido para este proyecto, las que se muestran en las tablas 5.2, 5.3 y 5.4.En la tabla 5.5 se muestran los costos para llevar a cabo el programa de actividades que generaron un costo para el proyecto y por lo tanto, el costo total de la inversión de adquisición para proyecto necesitara hacerse, se distribuye de la siguiente manera.
[image:78.612.94.556.387.617.2]En la siguiente tabla 5.1 se muestra un comparativo mensual de los costos que intervienen en la producción anterior y posterior al proyecto.
TABLA 5.1 COMPARATIVO MENSUAL.
CONCEPTO AUTOMATIZACIÓN ANTERIOR BENEFICIO
DIFERENCIA ECONOMICO Producción en
Kg.
Valor de la
producción.(1) 86 020 $705 364.00 49 680 $407 376.00 73% $297 988.00
Número de
operarios.
Costo de mano de obra.(2) 2 $1 526.00 4 $3 052.00 50% $1 526.00
Promedio de
reparaciones.
Costo de
reparaciones.(3) 0.5 $6 295.00 1 $12 590.00 50% $6 295.00 $305 809.00 (1) Valor de l producción a costo neto.
(2) Salario semanal $763.00 por operador.
RECUPERACIÓN DE LA INVERSIÓN $412 344.00/ $305 809.00= 1.3483 Por último y en conclusión al análisis Costo/Beneficio tenemos
A C B= Beneficio/Costo = $305 809.00/$412 344.00= 0.7416
Por lo tanto, la relación beneficio a costo es 0.7416 de retorno por peso gastado en la inversión, es decir que por cada peso que se gasto en el proyecto, la empresa obtuvo una ganancia de $0.7416 en la producción.
TABLA 5.2 MATERIAL REQUERIDO PARA LA ACTUALIZACION
DEL SISTEMA ELECTRICO DE LA MAQUINA
CARGADOR-ROMPEDORA.
No. DESCRIPCION DEL MATERIAL CANT UNID. MARCA COSTO NETO
1 VARIADOR DE FRECUENCIA
1HP,440V 1 PZA YASKAWUA $3650
2 VARIADOR DE FRECUENCIA
5HP,440V 6 PZA YASKAWUA $52200
3 PLC,CPU 57-200,CPU226 1 PZA SIEMENS $4785
4 DIGITAL EPM-4C AMPERIMETRO 6 PZA ENTES $12820
5 INTERRUPTOR DE LIMITE XCK-MI21 6 PZA TELEMECANI-QUE $4008
6 ENCAPSULADO RELEVADOR
C/BASE 28 PZA SCHRACK $4424
7 P/PUESTA EN BOTONERIA
MARCHA Y PARO 36 PZA
CUTLER
HAMER $8136
8 TERMOMAGNETICINTERRUPTOR
O 2 PZA SIEMENS $2670
9 VARILLA COOPER WELD 6 PZA SIEMENS $2850
TABLA 5.3 MATERIAL REQUERIDO PARA LA ACTUALIZACION
DEL SISTEMA ELECTRICO DE LA MAQUINA EMPACADORA
HIDRAULICA.
No. DESCRIPCION DEL MATERIAL CANT UNID. MARCA COSTO NETO
1 57.200,CPU 226 PLC,CPU 1 PZA SIEMENS $4785
2 COMUNICACIÓN CABLE DE 1 PZA SIEMENS $1948
3 SOFTWARE 1 PZA SIEMENS $1000
4 INTERRUPROT DE LIMITE CAT 1LS1-J 5 PZA HONEY WEL $4008
5 PRESOSTATO XML-A300 D2S11 1 PZA TELEMECANIQUE $2738
6 P/PUESTA EN BOTONERIA
MARCHA Y PARO 13 PZA CUTLER HAMER $4862
7 TERMOMAGNETICO INTERRUPTOR
3X 100 A 1 PZA SIEMENS $1800
8 TRANFORMADOR DE CONTROL 1 PZA TRANSFORMEX $3650
9 AMPERIMETRO DIGITAL 1 PZA ENTES $2136
TABLA 5.4 COSTOS DEL PROYECTO (NÓMINA).
CONCEPTO DURACION COSTO NETO
ADMINISTRACION DEL
PROYECTO 11 SEMANAS $76,966
DESARROLLO TECNICO 2 SEMANAS $54,500
MONTAJE DE EQUIPOS 4 DIAS $56,000
INSTALACION, ALABRADO Y
CONEXIONADO 4 DIAS $35,000
CONFIGURACION Y PROGRAMACION DE
EQUIPOS 4 DIAS $25,000
PRUEBAS 2 DIAS $15,000
CAPACITACION Y ADIESTRAMIENTO AL
PERSONAL 3 DIAS $12,000
TABLA 5.5 COSTOS TOTALES.
CONCEPTO COSTO
COSTO TOTAL DEL EQUIPO $137,878
COSTO TOTAL DE ACTUALIZACION $274,466