D
I
SEÑO Y
S
IMULACIÓN DE UNA
R
ED
N
EURONAL
A
PLICADA AL
P
ROBLEMA DE
D
ISTRIBUCIÓN
Ó
PTIMA DE
P
LANTA
T E S I S
QUE PARA OBTENER EL GRADO DE
M A E S T R O E N C I E N C I A S
CON ESPECIALIDAD EN
I N G E N I E R Í A D E S I S T E M A S
PRESENTA
ING. CLAUDIA LIZBETH MARTÍNEZ GONZÁLEZ
DIRECTOR DE TESIS:
DR. JORGE ARMANDO ROJAS RAMÍREZ
Mamá y Papá
Esto y todo lo que hago es por y para ustedes. Gracias por todo el apoyo que he recibido de ustedes toda mi vida,
sin él, nada de esto hubiera sido posible. Gracias porque me han entregado su vida, llevo en mí para siempre la esencia de los dos. Solamente Dios, pudo haber reunido en dos personas lo más hermoso que puede existir en un ser humano, y
nunca dejaré de agradecer el inmenso amor que ofreció a nuestra familia y las bendiciones con las que nos ha colmado. Cada uno de los momentos, buenos y malos, que han sido experiencias que nos han unido y engrandecido como familia y como personas. Pero más que otra cosa, agradezco la vida maravillosa que he vivido con ustedes, gracias por darme la oportunidad de conocerlos como son y amarlos aún más por ello.
Gracias mamá, por tener siempre una sonrisa y una oración para mí, amo tu risa y tu voz. Por la ternura que solamente un ser tan bondadoso como tú puede dar, por tu comprensión, tu amor y tu
apoyo. Porque has sido mi ejemplo, mi bendición. Gracias por la paz que me das...
Gracias papá, por guiar mis pasos tan amorosamente, amo la manera en que tus ojos sonríen. Porque me has dado siempre todo lo que hay en ti. Por ser mi papá, mi amigo, mi maestro, mi guía. Gracias por la infinita dulzura de tu corazón...
Siempre me faltarán las palabras para decirles lo que significan para mí, su huella está en mi alma toda la vida. El amor no tiene fin, siempre hemos estado y estaremos juntos.
Los amo.
“Soy un idealista, no sé a dónde voy, pero estoy en el camino...” Carl Sandburg
Índice
PáginaAGRADECIMIENTOS I
R
ESUMEN IIIABSTRACT IV
RELACIÓN DE FIGURAS Y TABLAS V
GLOSARIO VII
INTRODUCCIÓN IX
JUSTIFICACIÓN XI
OBJETIVO GENERAL XII
OBJETIVOS ESPECÍFICOS XII
CAPÍTULO I. EL PROBLEMA DE DISTRIBUCIÓN DE PLANTA 1
1.1 ANTECEDENTES 1
1.1.1 PRINCIPIOS PARA LA DISTRIBUCIÓN DE PLANTA 4
1.1.2 EL PROBLEMA DE DISTRIBUCIÓN DE PLANTA DESDE EL ENFOQUE DE
SISTEMAS
5
1.1.2.1 EL MODELO FORMAL 5
1.1.3 NECESIDAD DE UNA DISTRIBUCIÓN DE PLANTA 7
1.1.4 FACTORES QUE AFECTAN UNA DISTRIBUCIÓN DE PLANTA 8
1.1.5 LOCALIZACIÓN DE PLANTAS Y DISTRIBUCIÓN DE PLANTA 10
1.1.5.1 CLASIFICACIÓN DE LOS PROBLEMAS DE LOCALIZACIÓN Y DISTRIBUCIÓN DE
PLANTAS 11
1.1.6 LOS TIPOS DE PATRONES DE FLUJO 12
1.1.7 LOS TIPOS DE DISTRIBUCIÓN DE PLANTA 13
1.2 DEFINICIÓN DEL PROBLEMA DE DISTRIBUCIÓN DE PLANTA 14
CAPÍTULO II. ALTERNATIVAS DE SOLUCIÓN 17
2.1 LA METODOLOGÍA SYSTEMATIC LAYOUT PLANNING 18
2.1.1 ELEMENTOS BÁSICOS DE LA DISTRIBUCIÓN DE PLANTA EN LA
METODOLOGÍA SPL
18
2.2 APROXIMACIÓN CON TEORÍA DE GRÁFICAS 21 2.3 APROXIMACIÓN DEL PROBLEMA DE ASIGNACIÓN CUADRÁTICO 23
2.3.1 ALTERNATIVAS DE SOLUCIÓN PARA EL PROBLEMA DE ASIGNACIÓN
CUADRÁTICO
27
2.3.1.1 ALGUNOS RESULTADOS OBTENIDOS PARA EL PROBLEMA DE ASIGNACIÓN
CUADRÁTICO 28
2.4 ALTERNATIVAS DERIVADAS 29
2.4.1 CLASIFICACIÓN 29
2.4.2 LA FORMULACIÓN DE PROGRAMACIÓN MIXTA-ENTERA DE MONTREUIL 31
2.4.3 MODELO MATEMÁTICO DE DISTRIBUCIÓN DE MÁQUINAS 33
2.5 HEURÍSTICAS RECIENTES 34
2.5.1 ALGORITMOS BASADOS EN ADYACENCIA 34
2.5.2 ALGORITMOS BASADOS EN DISTANCIA 35
CAPÍTULO III. LA MÁQUINA DE BOLTZMANN EN LA SOLUCIÓN
DEL PROBLEMA DE ASIGNACIÓN CUADRÁTICO
37
3.1 ANTECEDENTES DE REDES NEURONALES 37
3.2 EL MODELO DE HOPFIELD 40
3.21.1 ANTECEDENTES 40
3.2.2 FUNCIÓN DE ACTIVACIÓN 41
3.2.2.1 MODELO DISCRETO DE HOPFIELD 41
3.2.2.2MODELO CONTINUO DE HOPFIELD 42
3.2.3 APRENDIZAJE 44
3.2.4 FUNCIONAMIENTO 45
3.2.5 LA FUNCIÓN DE ENERGÍA 46
3.2.5.1 MODELO DISCRETO DE HOPFIELD 46
3.2.5.2 MODELO CONTINUO DE HOPFIELD 47
3.3 LA MÁQUINA DE BOLTZMANN 48
3.3.1 ANTECEDENTES Y CARACTERÍSTICAS 48
3.3.2 LA FUNCIÓN DE ENERGÍA 51
3.3.3 FUNCIONAMIENTO 51
3.4 DISEÑO DE UNA MÁQUINA DE BOLZTMANN PARA LA SOLUCIÓN DEL PROBLEMA DE ASIGNACIÓN CUADRÁTICO QAP
52
3.4.1 RESOLVER PROBLEMAS DE OPTIMIZACIÓN MATEMÁTICA UTILIZANDO
REDES DE HOPFIELD O MÁQUINAS DE BOLTZMANN
52
3.4.2 LA REGLA K – DE – N 54
3.4.2.1 RESTRICCIONES Y FUNCIÓN OBJETIVO 55
3.4.3 DISEÑO DE LA RED 56
3.4.3.1 APLICACIÓN DE LA REGLA K – DE – N 56
3.4.3.2 CONSTRUCCIÓN DE LA FUNCIÓN DE ENERGÍA 58
CAPÍTULO IV. APLICACIÓN Y RESULTADOS 63
4.1 SIMULACIÓN DE LA MÁQUINA DE BOLTZMANN 63
4.1.1 PROGRAMACIÓN DEL SIMULADOR 63
4.2 APLICACIÓN 68
4.2.1 DESCRIPCIÓN DEL EJEMPLO 68
4.2.2 SIMULACIÓN 72
4.2.3 ANÁLISIS DE RESULTADOS 73
CONCLUSIONES Y RECOMENDACIONES 77
REFERENCIAS BIBLIOGRÁFICAS 81
ANEXOS
A. REDES NEURONALES A-1
A.1 REDES NEURONALES BIOLÓGICAS A-1
A.1.1 LA NEURONA BIOLÓGICA A-1
A.2 REDES NEURONALES A-3
A.2.1 ANTECEDENTES A-6
A.2.2 DEFINICIÓN A-7
A.2.3 CLASIFICACIÓN A-7
A.2.4 UNIDAD DE PROCESO: LA NEURONA ARTIFICIAL A-8
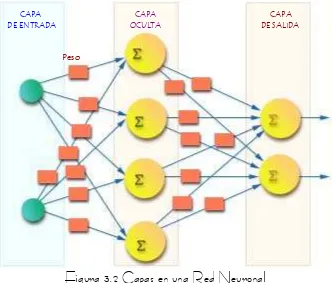
A.2.4.1 CAPAS O NIVELES A-9
A.2.5TOPOLOGÍA A-10
A.2.6 PESOS A-12
A.2.7 TIPOS DE APRENDIZAJE A-12
A.2.7.1 APRENDIZAJE HEBBIANO A-13
A.2.8 FASES DE OPERACIÓN A-14
A.2.9 REALIZACIÓN A-14
A.2.10 APLICACIONES A-15
B. EL MÉTODO DE FUNCIONES DE CASTIGO B-1
B.1 ANTECEDENTES B-1
B.2 MÉTODOS DE FUNCIONES DE PENALIZACIÓN Y BARRERA B-2
B.2.1 MÉTODOS DE FUNCIONES DE CASTIGO EXTERIOR B-3
B.2.1.1 ALGORITMO B-5
B.2.1.2 EJEMPLO B-6
Dios Porque en tus manos está mi destino, gracias por dar forma a mi mundo... me has dado más de lo que hubiera imaginado. Gracias por estar conmigo en cada paso que doy, por permitirme cumplir un sueño más, y más aún, por la felicidad de tener a mis padres conmigo, por la familia que me regalaste, sabes que es lo más importante en mi vida. Porque la sustancia de la que están hechos nuestros sueños, es tu amor.
Alfredo Sosa Por la paciencia, la comprensión, el apoyo y el amor incondicional que siempre me has dado. Por cada uno de los días que has compartido conmigo... Gracias por darme tanto de ti, por crecer conmigo, por confiar en mí. Gracias por ser tú y por estar aquí.
A mis Profesores: Profr. Efraín Martínez Ortíz Profr. Ignacio Peón Escalante Profr. Leopoldo Galindo Soria Profr. Vicente López Rodríguez Profr. Ernesto Mercado Ramírez Profr. Luis Manuel Hernández Profra. Esther Díaz Treviño Profr. Jorge Reyes Bonilla Porque me dieron una percepción distinta del mundo. Cada uno ha sido un elemento esencial en mi formación.
Karem y Efraín Ustedes son raíz de mi existencia, el mayor tesoro que poseo es nuestra familia. Me han enseñado tanto... El alma no tiene límites. Gracias por su fortaleza. Siempre estaré ahí...
Profr. Jorge Rojas Ramírez Con mucho respeto y afecto, gracias por todo su apoyo y ánimo porque culminara esta etapa, por su paciencia y voluntad. Yo creo que las casualidades no existen.
Profr. Leopoldo Galindo Soria Por todos los años en que no dudó en ofrecer a todos sus alumnos, incluyéndome a mí, no sólo su experiencia, también su consejo y su amistad, gracias.
Problema de Distribución Óptima de Planta
Resumen
El problema de distribución de planta, uno de los problemas más difíciles de la industria, ha sido resuelto por medio de diversos métodos, utilizando herramientas variadas. Sin embargo, aún se buscan opciones que permitan mejorar los resultados logrados hasta hoy.
En este trabajo se ofrece una alternativa para resolver este problema: la utilización de las redes neuronales. Para ello, es necesario modelar el problema por medio de la optimización matemática. Existen varios modelos, en los cuales se plantean restricciones de varios tipos, pero el problema de asignación cuadrática es el más general para representarlo. Este modelo propone la distribución de elementos en distintos sitios, y su propósito es minimizar el costo generado por la asignación total. Este es un problema combinatorio, por lo que el número de soluciones posibles se incrementa de acuerdo al tamaño del problema, es decir, al número de elementos a asignar.
Las redes neuronales son una herramienta que tiene la capacidad de obtener resultados que se consideran aceptables en su aplicación a problemas de optimización matemática. Debido a sus características, una red neuronal no necesariamente obtiene el resultado óptimo del problema que modela, sin embargo, en el caso de los problemas combinatorios de gran tamaño, esta herramienta es considerada como una opción aceptable, ya que para encontrar la totalidad de soluciones de un problema para conocer el óptimo, comúnmente es necesaria una gran inversión de tiempo, y una red de este tipo puede presentar varias de estas soluciones, cercanas a la óptima, en un lapso de tiempo corto, lo que en muchas ocasiones es preferible.
Design and Simulation of a Neural Network Applied
to the Optimal Facility Layout Problem
Abstract
The facility layout problem, one of the most challenge problems in the industry, has been solved by different methods, using various tools, but it still looks for options that lead to get better the results until these days.
In this work, we present the neural networks as a good alternative to solve this problem. To do this, it is necessary to model it as an optimization problem. There are various models, which have different kind of constraints, but the quadratic assignment problem is the most general model to represent it. This model proposes the layout of elements in different sites, and its purpose is to minimize the cost generated by the total assignation. This is a combinatorial problem, that is why the number of posible solutions grows in relation to the size of the problem, this is, the number of elements to be assigned.
Neural networks is a tool that has the capability to reach results that are considered acceptables on its application to optimization problems. Due to its characteristics, a neural network not necessarily finds the optimal answer for the problem that it models, in the case of big size combinatorial problems, this tool is considered as an acceptable option, because finding the total number of solutions of a problem to know the optimal, commonly it is necessary to invest too much time, and a neural network can present some of these solutions, near to optimal, in a short time, which in many cases is preferable.
La necesidad de una buena distribución de planta es clave para el desempeño adecuado de un área de trabajo. Representa ahorro en costos y disminuye tareas innecesarias.
El problema de distribución de planta se presenta muy comúnmente en los más variados sitios: hospitales, centros deportivos, unidades habitacionales, entre otros, pero principalmente en la industria, en donde ha sido planteado inicialmente y desarrollado a niveles detallados, como en la distribución de células de producción.
Este problema ha sido resuelto de muchas formas, pero aún se buscan opciones que permitan perfeccionar los resultados, optimizarlos, por lo que también se ha planteado como un problema de optimización matemática.
Muchos problemas de la vida cotidiana pueden modelarse por medio de un problema de optimización. Hay muchos métodos para resolverlos, sin embargo, existen problemas que presentan una gran complejidad, por lo que es necesaria la búsqueda de alternativas que permitan encontrar resultados lo más cercano a los óptimos.
Algunas de estas alternativas han surgido y evolucionado en el campo de la computación y entre ellas se encuentran los algoritmos genéticos, los algoritmos evolutivos y las redes neuronales.
El campo de las redes neuronales se encuentra en constante evolución. Día a día se evidencia que su aplicación puede realizarse en muy distintos ámbitos, por lo que la investigación orientada a este campo presenta aún un gran potencial por descubrir.
Este trabajo ofrece una alternativa de solución al problema de distribución de planta con la implementación de la simulación de una red neuronal. El problema es modelado por medio de un problema de optimización matemática, en el que se pretende minimizar el costo de la asignación de elementos a distribuir a cada sitio disponible. La implementación se realiza con un problema ejemplo, definiendo los resultados y la efectividad del método.
Asimismo, este trabajo plantea las expectativas y posibilidades de continuar en la búsqueda de soluciones de la problemática industrial con el uso de herramientas computacionales y matemáticas.
En el primer capítulo se exponen las características fundamentales sobre el problema de distribución de planta, planteado en el ámbito industrial. Se describen los factores que afectan una distribución y su clasificación. Se explica la necesidad de disponer de una distribución adecuada, mencionando los inconvenientes que se presentan si esto no sucede.
En el capítulo II se señalan las alternativas de solución que existen actualmente para el problema, desde la metodología más utilizada, hasta las heurísticas recientes en el área. Se describen las dos aproximaciones de las que derivan las mayor parte de las investigaciones: la aproximación con teoría de grafos y la aproximación del problema de asignación cuadrático. Particularmente sobre ésta última se expone el estado del arte en cuanto a sus alternativas de solución, debido a que es la representación matemática que se eligió para modelar el problema en este trabajo como un problema de optimización.
En el tercer capítulo se ofrece una descripción sobre la red de Hopfield y se presenta la máquina de Boltzmann –una derivación de esta red– como el tipo de red neuronal utilizada en el desarrollo de esta investigación. Se expone el procedimiento por medio del cual se realizó el diseño de la red para resolver el problema de optimización planteado.
Justificación
Actualmente, en el sector público y privado existen conflictos a los que se enfrentan los tomadores de decisiones, lo que hace necesaria la búsqueda continua de nuevas opciones que faciliten su tarea.
Entre estos problemas encontramos como una de las prioridades, la dificultad de establecer un buen diseño de distribución de planta, sea en menor o mayor escala y en cualquier área.
Una de las causas más comunes para verificar la distribución de planta es la construcción de una nueva planta. Sin embargo, cuando ya existe un diseño, surgen factores que ubican la atención en la posibilidad de mejorar la distribución actual. Algunas de las dificultades que se presentan son: baja productividad debida a costos excesivos, cambios en productos o en nivel de demanda, existencia de operaciones ineficientes, manifestación de condiciones de trabajo inadecuadas o incómodas, entre otras.
Los avances tecnológicos han permitido el desarrollo de diversas metodologías y herramientas que asisten al tomador de decisiones a analizar las alternativas de diseño, para obtener la mejor distribución de planta. Particularmente resulta fundamental la ayuda de la computadora; los paquetes de software comercial que determinan los costos totales en los que se refleja la importancia de un buen diseño.
Estas herramientas computacionales están en vías de convertirse en las opciones más requeridas, por lo que la investigación en esta área se encuentra en constante evolución.
Las redes neuronales como herramienta para aplicaciones de este tipo se encuentra en constante crecimiento, por lo que implica un área significativa en la que puede encontrarse material de investigación. Muchos de los resultados alcanzados con esta herramienta han demostrado tener soluciones notables que pueden representar otra opción al alcance del tomador de decisiones.
Objetivo General
Desarrollar una alternativa de solución al problema de distribución óptima de planta por medio del diseño de una red neuronal y su implementación en una simulación.
Objetivos Específicos
Identificar los principios y factores más relevantes de una distribución de planta.
Describir las alternativas de solución existentes.
Modelar el problema de distribución de planta como un problema de optimización matemática.
Presentar como una alternativa de solución para problemas de optimización matemática a las redes neuronales.
Diseñar una red neuronal, que resuelva (un modelo de optimización) el problema de distribución de planta.
Implementar la red neuronal por medio de simulación por computadora.
1.1
ANTECEDENTESEl problema de distribución de planta, también conocido por su nombre en inglés como facility layout problem, se presenta muy comúnmente en diversos ámbitos, y está considerado como uno de los problemas más complejos en la industria. Dentro de cualquier área, en la cual se requiera situar en alguna ubicación ideal un grupo de elementos, ya sea una máquina o un departamento, de manera que se produzca el mayor beneficio, en términos de algún tipo de costos o de utilidades, se requiere resolver este problema. Usualmente su resolución se produce de manera empírica, aún en ámbitos profesionales, como es el caso de muchas organizaciones públicas y privadas, lo que implica el surgimiento de algunos conflictos al paso del tiempo.
La búsqueda de una distribución óptima ha sido un problema atacado principalmente por ingenieros industriales e investigadores en investigación de
operaciones. Los primeros que estudiaron el problema fueron Armour y Buffa
(1963), y Francis et al. (1992), los primeros en recolectar y actualizar las primeras
investigaciones en esta área.
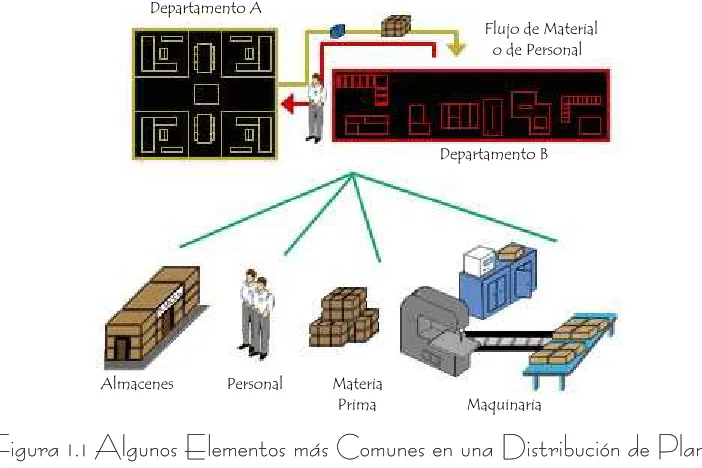
En general, el diseño de distribución de planta es una planeación de la ubicación
de elementos −sean éstos maquinaria, almacenes, áreas de trabajo, áreas de
entrada y salida, entre otros (figura 1.1)− con el fin de permitir que el
Departamento A
Flujo de Material o de Personal
Departamento B
Almacenes Personal Materia
[image:14.612.127.478.86.320.2]Prima Maquinaria
Figura 1.1 Algunos Elementos más Comunes en una Distribución de Planta
En el caso de instalaciones industriales, están involucrados factores como el tipo y la secuencia de las operaciones a realizar sobre el producto; el equipo o maquinaria existente; el flujo de material y de personal; la ubicación de los almacenes, que depende en gran medida de la capacidad necesaria de los mismos, y de la capacidad de traslado del producto o la materia prima; y las áreas de proveedores y de carga. Intervienen aspectos derivados de las condiciones de trabajo necesarias, tanto de seguridad como de comodidad e higiene.
Sin embargo, una distribución en planta, no necesariamente tiene relación con actividades industriales o de sistemas de producción o manufactura, aunque sea en el ámbito de la ingeniería industrial en donde se origina su planteamiento. Los métodos y técnicas de diseño de distribución de planta, pueden aplicarse exitosamente en instalaciones como hospitales, centros de recreación, unidades habitacionales, edificios administrativos, centros educativos, centros deportivos, aeropuertos, estaciones de policía, entre muchas otras.
menores entre otras. Es decir, existen necesidades de adyacencia, debidas a las interrelaciones, que no son las mismas entre todos los departamentos. Cuando se ha diseñado mal una distribución, estas interacciones presentarán dificultades o inconvenientes.
Nahmias (1997) asegura que una buena distribución es clave en el éxito en la
producción japonesa. Sostiene que, según algunos estudios, los Estados Unidos gasta más de $500 billones anualmente en la construcción y modificación de instalaciones de planta. Considera que una planeación efectiva de la distribución es capaz de reducir los costos entre un 10 y un 30% por año. Se considera también que los costos que genera el manejo de material, se encuentran entre un
30 y 70% del total del costo de manufactura (Caccetta y Kusumah, 1999). Desde
este punto de vista, el ahorro es de una importancia considerable, y si se repara en ello desde el diseño de la distribución, las ventajas serían mucho mayores.
Los conflictos ocasionados por distribuciones mal diseñadas, tienen que ver, por ejemplo, con manejo de material y distancias de recorrido de personal innecesarios entre departamentos que esencialmente debían encontrarse adyacentes, o al menos, cercanos. Estos factores influyen determinantemente en costos y por lo tanto, en la productividad, sea cual fuere la actividad que realice la organización.
Un ejemplo común es el sector público, al ver reducidos sus recursos, requieren
elementos que incrementen su eficiencia; Paparistohdolou asegura que los
servicios de hospital son un ejemplo típico donde médicos y enfermeras tienen tiempo insuficiente para satisfacer la demanda de sus pacientes. De acuerdo con algunos estudios, según las observaciones de enfermeras experimentadas de un hospital pequeño, algunas de las funciones localizadas en el mismo piso están colocadas en una posición incorrecta de acuerdo con las interacciones diarias entre cada par de funciones. Ello provoca largos viajes innecesarios por ambas partes: el equipo de médicos y enfermeras y los pacientes.
Interacción Mayor
Interacción Normal
Interacción Menor
Figura 1.2 Interacciones en una Distribución
1.1.1
PRINCIPIOS PARA LA DISTRIBUCIÓN DE PLANTARichard Muther (1981), catedrático e investigador del tema, del Instituto
Tecnológico de Massachusetts (MIT) ha formulado sseeiiss prpriinncciippiiooss ppaarraa llaa d
diissttrriibbuucciióónn enen plplaannttaa, que, aunque están orientados en mayor medida a las plantas industriales, presentan bases igualmente válidas para cualquier otro tipo de instalaciones. Estos seis principios son:
1) Integración conjunta de todos los factores que afectan la distribución
Este principio involucra íntegramente el concepto de eennffooqquuee ddee ssiisstteemmaass. Establece que la mejor distribución es la que logre una integración de los operarios, los materiales, las actividades y cualquier otro factor, de tal manera que la planta se convierte en una única máquina o ente, en otras palabras, es visto como un ssiisstteemma. Es notable que si cualquiera de sus elementos genera un a
conflicto, el funcionamiento general será degradado o inferior al deseado. Más adelante se presenta el problema de distribución desde el enfoque de sistemas.
2) Movimiento del material según distancias mínimas
3) Circulación del trabajo a través de la planta
Este principio establece que la mejor distribución es la que ordena las áreas de trabajo de tal manera que cada operación está en el mismo orden en que se tratan los materiales. De esta forma se evitan recorridos innecesarios, interrupciones o congestiones. Esto se puede ver más notoriamente en los centros de ensamblado, donde es necesario que se encuentren las piezas en el orden en que se van a utilizar.
4) Utilización efectiva de todo el espacio
Establece la necesidad de aprovechar el espacio horizontal y vertical (en dos y tres dimensiones), aconsejando la utilización de varios niveles en la distribución. Existen distribuciones de plantas industriales que se realizan en tres dimensiones, en donde la altura de la maquinaria desempeña un papel importante.
5) Satisfacción y seguridad de los trabajadores
La mejor distribución deberá propiciar que el trabajo sea seguro y cómodo para los trabajadores en interacción con los materiales y la maquinaria, lo que contribuirá a que sean más eficientes. Una buena distribución asegurará que no solamente los costos de interacción disminuyan, sino procurará que la ubicación de los departamentos o maquinaria proporcione seguridad y comodidad a sus usuarios.
6) Flexibilidad de distribución para facilitar reajustes
Una distribución flexible permitirá realizar cambios y ajustes a menor costo e inconveniencia. Dicha flexibilidad se hace necesaria conforme incrementan los avances tecnológicos, a los cuales cualquier organización siempre debe estar dispuesta a adaptarse. Tales avances pueden imponer como cambios como los siguientes: tipos de producto, volumen, maquinaria, mano de obra, procesos, nuevas instalaciones, remodelaciones, etc.
1.1.2
EL PROBLEMA DE DISTRIBUCIÓN DE PLANTA DESDE EL ENFOQUE DESISTEMAS
1.1.2.1
EL MODELO FORMALDesde el punto de vista del eennffooqquuee dede sisisstteemmaass, la distribución de planta es
claramente un ejemplo de ssiisstteemmaa. Existen interrelaciones entre sus elementos
subsistema técnico-económico y un subsistema socio-cultural. Existen asimismo, algunos sistemas, ya sea dentro del mismo suprasistema, o fuera de él, que tienen interacción con este sistema (iinntteerrrreellaacciioonneess exextteerrnnaass). El sistema está incluido dentro de un eennttoorrnnoo bien definido, y está rodeado de un mmeeddiioo aammbbiieennttee, el cual, a su vez, también ejerce influencia sobre él.
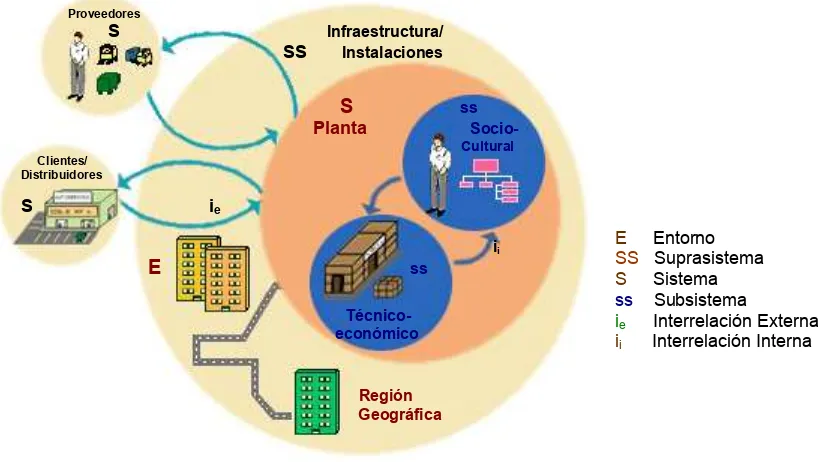
El momoddeelloo foforrmmaall de la distribución de planta, vista como un sistema, se muestra
en la figura, 1.3. En los siguientes párrafos se describe cada uno de los elementos de este modelo y la simbología utilizada.
Suprasistema (SS).El suprasistema es considerado como las instalaciones en
la que se encuentran la planta a distribuir, esto es, el edificio y área total al que pertenece la planta. Se considera también lo que rodea a esta infraestructura, por ejemplo la región geográfica.
Sistema (S). En este caso, el sistema bajo estudio es la planta, dentro de la
cual se encuentran otros subsistemas: el técnico-económico y el socio-cultural.
Subsistema Técnico-Económico (ss). Este subsistema abarca todo lo que se
refiere a la infraestructura, que puede ser los recursos materiales, maquinaria o instalaciones (almacenes, áreas de trabajo, etc.). Dentro de él, surgen problemas como la falta de recursos para ampliar la planta.
Subsistema Socio-Cultural (ss). Este sistema considera todo lo que implica a
los recursos humanos. Aquí surge la problemática de la resistencia al cambio, en el caso de una redistribución de planta.
Interrelaciones Internas (ii). Se refieren al flujo de información y actividades
que surge entre ambos subsistemas: el técnico-económico y el socio-cultural, es decir, la interacción ocasionada entre ambos. Puede verse como las actividades realizadas por medio de la maquinaria y el uso de las instalaciones.
Interrelaciones Externas (ie). Se llevan a cabo entre los dos sistemas
Proveedores
S Infraestructura/
SS Instalaciones
S ss
Planta Socio- Cultural
Clientes/ Distribuidores
S ie
ii
E ss
económico
Región
Geográfica
E Entorno
SS Suprasistema
S Sistema ss Subsistema
ie Interrelación Externa
[image:19.612.96.505.84.315.2]ii Interrelación Interna
Figura 1.3 Modelo Formal del Problema de Distribución de Planta
1.1.3
NECESIDAD DE UNA DISTRIBUCIÓN DE PLANTAExisten diversos motivos para realizar un rediseño de la distribución de planta, esto es, cuando ya existe una distribución, pero se detectan conflictos o surgen nuevas condiciones por las que debe considerarse una nueva distribución. Algunos de estos motivos pueden ser los siguientes: cambios en las actividades de la empresa o en los productos; introducción de nuevas actividades o productos; cambios en la demanda; cambios en la maquinaria, equipo o infraestructura; fallas en la seguridad; malas condiciones de trabajo; necesidad de reducción de costos; baja productividad; un traslado; una reubicación o algunos ajustes mínimos.
Pero, ¿cuál es la razón por la que conviene realizar un rediseño de la distribución? Siendo una organización en la que todo funciona de la mejor manera, aparentemente, ¿porqué interesaría cambiar? ¿cuál es la necesidad de invertir en una distribución de planta nueva?
inconformidades entre los empleados, ocasionadas por incongruencias en la secuencia de sus labores. Por ejemplo, deben desplazarse de un departamento a otro o de un área a otra numerosas veces en el día, y dichas áreas no se encuentran siquiera cercanas, por lo que se utiliza tiempo indispensable y se realiza esfuerzo innecesario; no se consideraron costos de desplazamiento de material, materia prima o producto terminado; a pesar de que el espacio es suficiente, no se consigue distribuirlo adecuadamente, y mientras que algunas áreas se encuentran semivacías, otras soportan una sobrecarga; en resumen, conflictos a los que no se les ve una solución inmediata, o que se les atribuyen distintas causas, pero ninguna a un costo conveniente y a un plazo relativamente corto.
Los resultados de una distribución favorable o de un buen rediseño, siempre son apreciables, debido a que es sencillo presentar la comparación entre las ventajas de la nueva distribución y la anterior, en términos de costos, primordialmente.
A
A))
B
B))
1.1.4
FACTORES QUE AFECTAN LA DISTRIBUCIÓN DE PLANTAEn cualquier distribución existen factores que influyen en el tipo de distribución que puede diseñarse. Entre estos factores, pueden encontrarse: los materiales; la maquinaria, equipo y herramientas; el factor humano; el movimiento y manejo de materiales y personal; la espera (tiempos y espacios); el servicio y el edificio
(Santamarina, 1985).
Los materiales. Se incluyen la materia prima, el material en proceso,
el producto terminado, el producto empacado, el material indirecto, el material defectuoso y en mantenimiento. Los aspectos importantes del material son sus características físico-químicas (si requiere cuidados o condiciones especiales, como cierta temperatura o sustancias químicas que lo mantengan en el mejor estado), el volumen y el orden en que debe procesarse.
De manera análoga, en el ejemplo de los centros de salud, el material puede representarse como los pacientes o usuarios del servicio de salud: pacientes nuevos, pacientes de urgencias, pacientes con cirugía, pacientes en internamiento, pacientes de revisión, pacientes de alta.
Maquinaria, equipo y herramientas. Incluye las máquinas y el
C
C)) Factor Humano.
D
D))
E
E))
F
F))
Involucra la mano de obra directa, los niveles jerárquicos medios y altos; y la mano de obra indirecta, el personal de mantenimiento, el personal de almacén, entre otros.
Son de vital importancia las condiciones de trabajo: deben ser seguras, higiénicas y confortables. Deben evitarse ambientes que propicien pérdidas de tiempo en desplazamientos innecesarios. En el ejemplo del centro de salud, al factor humano lo representa el personal médico, el técnico, el administrativo y el de mantenimiento.
Es importante indicar que el factor humano, en una distribución de planta representa uno de los factores más importantes, que no siempre es considerado adecuadamente. Aspectos como la motivación para lograr mejor productividad, son asuntos trascendentales que reflejan la necesidad de tomar en cuenta el bienestar de los trabajadores, por lo que se requiere un estudio profundo, para determinar el tipo de distribución que lo permita, sin embargo, no es tema de este trabajo de tesis.
Movimiento y manejo. El manejo del material debe disminuirse lo
más posible, ya que no solamente no agrega valor al producto, ni al servicio, ni a ningún proceso, sino que incluso puede llegar a producir excedentes de costos. Éste suele ser uno de los objetivos principales cuando se realiza una distribución de planta.
Espera. Usualmente el material, ya sea materia prima o material ya
procesado o convertido en producto final, debe esperar un periodo de tiempo para pasar a su siguiente fase. Comúnmente se dispone de espacios adecuados dispuestos para almacenar este material, por lo que debe considerarse cuál será su mejor distribución, y sus condiciones de capacidad y seguridad.
En el centro de salud pueden identificarse claramente estos espacios: no solamente las salas de espera, también las salas de ingreso, áreas de recuperación, de cuidado intensivo, y las habitaciones. Esto es, los lugares donde los pacientes y usuarios deben permanecer un determinado intervalo de tiempo, antes de continuar con los procesos siguientes.
Servicio. Así se denomina a los medios auxiliares de la producción
G
G)) Edificio. Puede representar una restricción importante, cuando la
distribución se va a realizar en un edificio ya construido, ya que no pueden hacerse las adaptaciones y modificaciones libremente. Lo ideal es que el edificio sea construido de acuerdo a la distribución elegida, y aún de esta manera, debe construirse con la idea de que en un futuro tenga la posibilidad de utilizarse para otros fines, por lo que debe mantener una cierta flexibilidad.
1.1.5
LOCALIZACIÓN DE PLANTA Y DISTRIBUCIÓN DE PLANTASegún Lockyer (1995), una distribución involucra tanto la colocación de equipo en
cada departamento como la disposición de éstos en las instalaciones de la planta. Por lo que la distribución afecta a la organización de la planta, a la tecnología existente en la misma y a su flujo de trabajo.
No obstante, frecuentemente se confunden los conceptos de localización de planta o ubicación de planta y distribución de planta.
Simon (1975) considera que el problema de localización y el problema de
distribución de planta usualmente son distintos tipos de problema. El problema de distribución de planta o instalaciones lo considera como un problema de diseño, mientras que el problema de localización de planta lo considera como un problema
de optimización.
Los problemas de diseño no tienen soluciones únicas. Francis et. al. (1992)
consideran que en lugar de buscar un diseño de distribución óptimo, se interesa por obtener un diseño satisfactorio; en el caso del pprroobblleemmaa ddee ddiissttrriibbuucciióónn, se busca el mejor diseño de distribución; en el caso del pprroobblleemmaa dede loloccaalliizzaacciióónn de planta, se busca obtener la mejor ubicación para las instalaciones.
Para comprender mejor esta diferencia, exponemos lo que concierne a cada uno de los problemas. La localización de planta comprende desde la ubicación de la infraestructura -el edificio- en un lugar, éste es determinado por factores como las condiciones geográficas y climáticas, la demanda en la zona (si es un aspecto determinante), la población. Una vez decidida la localización exacta del edificio, debe definirse la extensión del terreno, el número de edificios y pisos, el número de departamentos por piso y sus divisiones, entre otros.
emergencia; las zonas de servicios sanitarios y las áreas de trabajo, de manera general, sin llegar a grandes detalles. Una vez concluida esta tarea, debe proceder la búsqueda del diseño óptimo de la distribución, ya sea de maquinaria, o de departamentos, de carácter general y más particularmente, hasta llegar a una distribución detallada dentro de cada uno de los departamentos.
1.1.5.1
CLASIFICACIÓN DE LOS PROBLEMAS DE LOCALIZACIÓNY DE DISTRIBUCIÓN DE PLANTA
Al clasificar los problemas de localización y ubicación de planta, deben
considerarse seis elementos importantes definidos por Francis et al.(1992):
Las características de las nuevas instalaciones
1
1.. 2
2.. 3
3.. 4
4..
5
5.. 6
6..
Las instalaciones existentes
Las interacciones de planta nuevas y las existentes Las características del espacio
La medida de la distancia El objetivo
En el caso a tratar, nos interesan estas dos últimas: la medida de la distancia y el objetivo. La figura 1.4, presenta estas clasificaciones.
Otro
Minimizar el costo máximo Minimizar el
costo total
Cuantitativo Cualitativo
OBJETIVO
Otra Euclidiana
Rectilínea
[image:23.612.117.513.423.654.2]MEDIDA DE DISTANCIA
Figura 1.4 Algunas Clasificaciones de los Problemas
de Localización y Distribución de Planta
F
La medida de distancia de la que se trata puede ser medida de varias formas. Las más utilizadas son las que aquí se presentan.
Distancias entre puntos de Entrada/Salida (E/S): Esta distancia es medida
entre los puntos de E/S de dos departamentos y en algunos casos es medida entre los pasillos cuando se traslada entre dos departamentos. El mayor inconveniente de esta medición es que no se conoce la localización de estos puntos de entrada/salida (o de los pasillos) hasta que se ha determinado la distribución detallada, dando paso a la aproximación centroide-centroide, utilizada ampliamente.
Centroide a Centroide: (CTC, por sus siglas en inglés) Cuando los puntos de
entrada y salida de los departamentos no son conocidos, se emplea el centroide para representar el punto de Entrada/Salida. Un algoritmo basado en CTC tiende a alinear los centroides de los departamentos tan cerca como sea
posible, lo que puede originar departamentos muy largos y angostos (Meller y
Gau, 1996).
Para cada una de las distancias, existen dos métricas que se emplean frecuentemente para medir la distancia entre dos puntos: la más utilizada es la d
diissttaanncciiaa rereccttiillíínneeaa. La ddiissttaanncciiaa eueucclliiddiiaannaa es la raíz cuadrada de la suma de las diferencias al cuadrado entre los valores de dos casos para cada variable.
1.1.6
LOS TIPOS DE PATRONES DE FLUJOEn el problema de distribución de plantas industriales, un elemento primordial es el flujo de material entre departamentos y/o estaciones de trabajo, ya sean máquinas o grupos de máquinas. Se prefiere que sea un conjunto reducido de grupos de máquinas y que cada grupo tenga una secuencia similar, lo que derivaría en un arreglo lineal. El único problema sería colocar estas máquinas en el espacio reservado.
Existen varios tipos de patrones de flujo: el patrón en forma de U, en forma de L, en forma de O y el flujo en serpentina.
El papattrróónn enen ffoorrmmaa dede U se utiliza cuando se desea conservar los inicios y U términos de la línea, lo cual puede tener su razón en las consideraciones del manejo de material o a consideraciones externas. En este tipo de patrón, los trabajadores se colocan en el centro de la U.
Los otros patrones dependen de restricciones, según el tipo de producto, o el
manejo de material. Entre estos, están el de forma de OO, en forma de LL, o flfluujjoo eenn
s
Patrón de Línea Recta Patrón Forma L Patrón Forma U
[image:25.612.100.512.89.351.2]
Patrón Forma O Patrón Flujo en Serpentina
Figura 1.5 Patrones Típicos de Flujo de Material en Distribuciones de Planta
[15]1.1.7
LOS TIPOS DE DISTRIBUCIÓN DE PLANTADependiendo del tipo de producto y del tipo de manufactura (volumen bajo o alto, producto mixto), el tipo de distribución puede clasificarse de la siguiente manera:
Producto Estático. Se utiliza cuando el producto a fabricarse es grande. El
producto es fabricado o ensamblado en un lugar fijo y la maquinaria es la que se mueve de lugar alrededor del producto conforme se necesita. Un ejemplo de este tipo de producto, es un avión.
Distribución de Producto o Producción en Línea. Se utiliza cuando un grupo de productos semejantes se van a fabricar en volúmenes grandes. Las máquinas se disponen en una línea de ensamble o de manufactura. El orden de las máquinas sigue el orden en el que el procesamiento será realizado. Un ejemplo es el ensamble de un automóvil.
Distribución de Proceso. Las máquinas realizan actividades similares y se agrupan en departamentos de procesamiento. En este tipo de distribución existe un manejo de material muy extenso, ya que las partes se movilizan entre los departamentos para varias operaciones.
1.2
DEFINICIÓN DEL PROBLEMA DE DISTRIBUCIÓN DE PLANTAUna vez planteados los antecedentes respecto al problema de distribución, es ocasión de proporcionar una definición formal del problema de distribución de planta. Sus antecedentes y marco teórico se planteará dentro del ámbito de la ingeniería industrial, de donde el problema es extraído, para subsecuentemente generalizar sus bases y que se aprecie que su aplicación puede ser interdisciplinaria.
Según Meller y Gau (1996) el problema de distribución de planta debe encontrar
el arreglo más eficiente de m departamentos indivisibles con requerimientos de
área desigual, dentro de una planta (o instalaciones).
En términos de ingeniería industrial, en la distribución de plantas industriales, el
o
obbjjeettiivvoo del problema es optimizar el arreglo de máquinas, hombres, materiales y
servicios auxiliares. Pueden existir diversos tipos de objetivos como minimizar los costos de mano de obra, costos de máquina, distancia que los materiales recorren por la planta, el tiempo ocioso de las máquinas; o maximizar las utilidades o el uso de espacio disponible.
Un objetivo general es el siguiente: minimizar el costo de manejo de material
dentro de la planta sujeto a dos tipos de restricciones: 1) requerimientos de departamento y área de piso y 2) restricciones de localización de departamento. Los departamentos no pueden traslaparse, deben colocarse dentro de las instalaciones, y algunos deben ajustarse a un sitio y otros tal vez no deben
colocarse en regiones específicas (Meller y Gau,1996).
La ssaalliiddaa del problema de distribución de planta es una distribución de bloque,
Figura 1.6 Distribución de Bloque Figura 1.7 Distribución Detallada
El problema de distribución detallada incluye problemas de distribución de líneas de flujo, problemas de distribución de máquinas, y problemas de diseño de células de manufactura, en donde se asume que las máquinas tienen área igual o
dimensiones fijas (Meller y Gau,1996).
El PPrroobblleemmaa ddee DDiissttrriibbuucciióónn ddee PPllaannttaa ha sido resuelto por medio de diversas metodologías y utilizando herramientas muy variadas.
Las metodologías desarrolladas para resolver el problema de distribución
comenzaron a utilizarse en los años cincuenta. Algunas conocidas son "Sequence Analysis" o Análisis Secuencial y "Systematic Layout Planning" o Planeación de Distribución Sistemática, desarrollada por Richard Muther. Ésta última es la más utilizada actualmente, ya que puede aplicarse no solamente en plantas industriales, sino en tipos de instalaciones tan variados como centros de salud, edificios administrativos, centros comerciales, viviendas, entre otros.
Visto desde su representación matemática, el problema de distribución también se ha desarrollado con distintos modelos matemáticos, utilizando múltiples métodos, técnicas y herramientas para resolverlos. Esencialmente se han desarrollado algunos tipos de aproximaciones, de las cuales se derivan en su mayoría los resultados alcanzados por las investigaciones, aunque, sin embargo, su gran desventaja ha sido que ninguna de estas aproximaciones garantizan obtener la optimalidad. En general, el problema de distribución de planta se ha modelado como un problema de asignación cuadrático, como un problema de programación lineal entera, como un problema de programación mixta-entera, y como un problema de teoría de gráficas. Las dos básicas son la de teoría de gráficas y la del problema de asignación cuadrático, las cuales se explican más adelante.
herramienta derivada de la inteligencia artificial que es utilizada para una amplia variedad de aplicaciones, en la cual se pretende representar el comportamiento de las redes neuronales biológicas por medio de circuitos eléctricos o por medio de una simulación de ellas en una computadora.
Al utilizar estos métodos y herramientas, y debido a que este tipo de problemas tienen una alta complejidad que se incrementa exponencialmente, tampoco se garantiza la optimalidad. Sin embargo, como el tiempo de cálculo requerido para la mayoría de las herramientas que se utilizan (computadoras, neurocomputadoras, o circuitos electrónicos) es mayor, según la complejidad del problema, siempre es preferible encontrar una solución aceptable, encontrada más rápidamente, que la solución óptima, que podrían encontrarse en un plazo de tiempo posiblemente demasiado largo, haciendo de esta solución, inútil en el lapso de tiempo considerado.
En este capítulo, se describen algunos de los métodos mayormente utilizados; entre ellos, la metodología más conocida, así como algunas de las técnicas y herramientas más comunes para la resolución del problema de distribución, a fin de presentar las alternativas existentes y definir el método y la herramienta que se ha seleccionado para el propósito de este trabajo.
2.1
LA METODOLOGÍAP
LANEACIÓN DED
ISTRIBUCIÓNS
ISTEMÁTICALa metodología Planeación de Distribución Sistemática (SLP, Systematic Layout
Planning) fue desarrollada por Richard Muther (1981). Consiste en una serie de
fases que incluyen el desarrollo de diagramas en los que se representa toda la información relacionada con los elementos a distribuir, sus relaciones, la distancia requerida entre ellos, las condiciones necesarias y todos los procedimientos implicados.
2.1.1
ELEMENTOS BÁSICOS DE LA DISTRIBUCIÓNEN PLANTA EN LA METODOLOGÍA SLP
Para esta metodología existen cinco elementos básicos que forman la base de toda distribución, y su conocimiento es necesario para resolver el problema adecuadamente.
Producto. Desde la materia prima, las partes compradas que se integran al proceso, los productos intermedios en el proceso de producción, hasta el producto terminado y el desperdicio, entre otros.
1
2
2..
3
3..
4
4..
5
5..
1
1)) 2
2)) 3
3)) 4
4)) 5
5)) 6
6))
Cantidad. Es referente al producto o material utilizado. La unidad de medida depende de la naturaleza del producto; es decir, por número de piezas, por peso, por volumen, etc.
Recorrido. Está formado por el proceso y el orden de las operaciones. Usualmente es definido por medio de las llamadas hojas de operaciones y por métodos gráficos.
Servicios. Se refiere a aquellos servicios que permiten que los procesos de
producción se lleven a cabo. Estos son: los almacenes, las plataformas de recepción y expedición de mercancías y las instalaciones en general.
Tiempo. Es necesario determinar cuándo y en qué cantidad debe fabricarse el
producto. El tiempo influye en el proceso a través de las operaciones que se realizan y en la maquinaria necesaria para obtener la cantidad de producto en el tiempo requerido.
2.1.2
FASES DE LA METODOLOGÍALa metodología SLP consta de seis etapas, mismas que se muestran en la figura 2.1.
Definición del problema. Análisis del problema
Síntesis o generación de alternativas Evaluación de las alternativas
x y z Generación de
Alternativas
Instalación Selección Evaluación
Limitaciones prácticas Factores
Influyentes
Diagrama Relacional de Espacio
Espacio Disponible Necesidad de
Espacio
Diagrama Relacional de Recorridos y Actividades
Relación entre Actividades Recorrido de
[image:31.612.171.426.86.527.2]Productos Análisis Producto-Cantidad
Figura 2.1 Diagrama de Flujo de la Metodología SLP
Fuente: Santamarina, 1995
En cada una de estas etapas existen varias actividades, entre las cuales sobresale la elaboración de histogramas de frecuencias de cantidades de los productos, diagramas de recorrido del producto, tablas matriciales entre actividades y productos, diagramas relacionales de recorridos y actividades, en estos últimos se determina la proximidad entre actividades según su interrelación.
Operación
Transporte
Control (Inspección)
Espera
Almacenamiento
Figura 2.2 Simbología Estandarizada de las Cinco
Acciones Básicas sobre un Producto o Material
El resultado de esta metodología es la obtención de varias distribuciones
detalladas, de las cuales una es elegida. La distribución ideal se selecciona de
acuerdo a criterios como las ventajas y desventajas, asignación de valores ponderados, según se cumplan los objetivos planteados para la distribución. La puntuación mayor significará, por tanto, la distribución que mejor cumpla con dichos objetivos.
Uno de los principales inconvenientes de esta metodología es la complejidad de los diagramas, cuando las actividades y los productos incrementan en cantidad.
2.2
APROXIMACIÓN CON TEORÍA DE GRÁFICASLa aproximación con teoría de gráficas es una de las dos aproximaciones en las que se basan un gran número de investigaciones recientes.
Al utilizar una aproximación con teoría de gráficas para resolver problemas de distribución de planta, hay dos subproblemas involucrados:
Encontrar una subgráfica de adyacencia óptima sujeto a ciertas restricciones
1
1..
2
2.. Derivar una distribución de bloque para esta gráfica de adyacencias
(Cimikowski y Mooney).
Para desarrollar una distribución por medio de esta aproximación se deben seguir
tres pasos (Hassan y Hogg, 1993):
Desarrollar una gráfica de adyacencias basada en las relaciones entre departamentos
1
1))
2
2))
3
3))
Construir la gráfica dual de la gráfica de adyacencias (representar departamentos como regiones adyacentes con límites específicos)
Convertir la gráfica dual a una distribución de bloque, determinando los departamentos con formas regulares y áreas específicas
Generalmente se utilizan métodos heurísticos para construir estas gráficas de adyacencia.
El problema se expresa de la siguiente forma:
Dado un grafo G con pesos wij, el problema de distribución de planta trata de
encontrar un subgrafo G' de G que sea plano, con peso máximo B(G)(Caccetta y
Kusumah, 1999). Esto es:
Maximizar B(G) = Σwij xij (i,j) ∈ E
sujeto a:
xij = 0,1 para todo i,j G' = (V,E')
donde E' = {(i,j): xij = 1} es un grafo plano
La distribución se modela como un grafo plano en el cual los vértices representan las instalaciones, plantas o departamentos, y los extremos representan las adyacencias. El peso en el extremo representa el costo o beneficio de tener dos instalaciones adyacentes. El modelo que se trata de resolver es un arreglo que minimice o maximice el costo o beneficio total.
B
A
C
E D
Externo
B
A
C
[image:34.612.140.493.90.292.2]E D
Figura 2.3 Ejemplo de un Grafo Plano, con su respectivas
Gráfica Plana, y Distribución de Bloque
Fuente: Caccetta y Kusumah, 1999
2.3
APROXIMACIÓN DEL PROBLEMA DE ASIGNACIÓN CUADRÁTICOLa aproximación del Problema de Asignación Cuadrático (QAP: Quadratic Assignment Problem), es la segunda de las aproximaciones de las cuales se derivan gran parte de las investigaciones realizadas en el campo del problema de distribución.
Los problemas de optimización se representan como una maximización o minimización de una función sujeta a un grupo de restricciones. Si se minimiza, usualmente se conoce el problema como "minimización de costos", aunque la entidad a minimizar no sea medida en unidades de dinero.
En general, los problemas de optimización cuadráticos son problemas de optimización no lineal en los cuales una función cuadrática debe minimizarse o maximizarse, sujeta a restricciones lineales y usualmente a restricciones no
negativas en las variables de diseño (Cichocki y Unbehauen, 1993).
El problema de optimización cuadrático puede formularse de la siguiente manera:
minimizar f(x) = cTx + ½ xTGx
sujeto a las restricciones
Ax≥b, x ≥ 0
donde G es una matriz m x n simétrica definida positiva, b ∈ ℜm, c ∈ ℜn, y A es
Una extensión del problema cuadrático estándar es el que incluye restricciones de igualdad:
minimizar f (x) = cTx + ½ xTGx
sujeto a las restricciones
aiTx = bi, (i = 1, 2, ..., p), aiTx≥bi, (i = p+1, ..., m),
x ≥ 0 donde ai = [ai1, ai2, ... ain]T
Este problema puede expresarse enforma equivalente como:
minimizar f (x) = ∑ + ∑ ∑
= = =
n
1 j
n
1 i
n
1
j ij i j
j
j g x x
2 1 x c
sujeto a:
∑ = (i = 1, 2, ..., p)
= n
1
j ij j i
b x a
∑ ≥ (i = p + 1, ..., m)
= n
1
j ij j i
b x a
xj ≥ 0 (j = 1, 2, ..., n)
Por lo tanto, un problema cuadrático es un problema de minimización restringido en el cual las restricciones de igualdad y desigualdad son permitidas. No obstante, las restricciones de desigualdad pueden reemplazarse introduciendo variables de
holgura xn+1, tal que xn+1 ≥ 0 y
∑ − =
= +
n
1
j ij j n 1 i
b x
x
a (i = 1, 2, ..., p)
Por lo tanto, puede tomar la forma siguiente:
minimizar f (x) = cTx + ½ xTGx
sujeto a
Ax = b, x ≥ 0
En el caso especial cuando G = 0 el problema anterior se simplifica a un problema
Respecto al problema de asignación cuadrático, Koopman y Beckmann fueron los primeros que modelaron este problema tal como ahora se conoce como el P
Prroobblleemmaa ddee AAssiiggnnaacciióónn CCuuaaddrrááttiiccoo. Éste es una de las alternativas utilizadas para resolver el problema de distribución de planta, planteado como un problema de optimización matemática.
Este tipo de problemas combinatorios pertenecen a la programación entera y en este caso en particular, son los más difíciles de resolver, según el tiempo de cálculo que requieren; su complejidad es NP completa (Nondeterministic Polynomial Time), es decir, es un problema de decisión que tiene un algoritmo de solución no-determinístico en tiempo polinomial. Sus posibles soluciones se encuentran en el orden de n!.
Por esta razón, se hace necesaria la utilización de alternativas que permitan encontrar una solución satisfactoria (aunque no sea la óptima) en un tiempo aceptable. Por lo general, debido a la cantidad de posibilidades de combinaciones existentes, no se recomienda resolver este tipo de problemas manualmente. No resulta una tarea sencilla, ya que al incrementar, en el caso del QAP, un solo departamento, el número de posibilidades aumenta considerablemente.
La complejidad del QAP puede vislumbrarse si se compara con el total de cálculos computacionales necesarios para resolverlo. El Problema del Agente Viajero en su máximo número de ciudades hasta hoy resuelto óptimamente es el usa13590; se considera que para resolver el QAP únicamente con 30 departamentos, se
requeriría el doble del utilizado en el usa13509[16].
La resolución del QAP es considerada como uno de los mayores retos en optimización combinatoria, incluso con un pequeño número de departamentos (n=25).
Muchos problemas como distribuciones de hospitales, diseño de redes de acceso local, programación de operaciones, alambrado de tableros, diseño de teclados de escritura, partición equitativa, diseño de circuitos VLSI y enrutamiento, entre otros, pueden representarse como problemas de asignación cuadráticos.
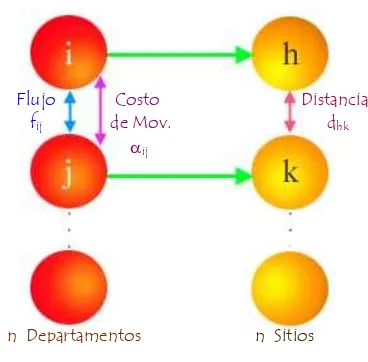
Flujo Costo Distancia
fij de Mov. dhk αij
[image:37.612.217.401.86.267.2]n Departamentos n Sitios
Figura 2.4 Representación del Problema de Asignación Cuadrático
Existe un flujo de materiales, información y/o personas entre los pares de departamentos. Entre los sitios hay una distancia determinada (ver figura 2.4): en el problema de distribución óptima de planta, usualmente se utiliza la distancia rectilínea entre los centroides de los departamentos (figura 2.5).
Existe un costo de movimiento, para cada elemento que se requiera mover entre los departamentos (material, maquinaria o personal).
Figura 2.5 Distancia Rectilínea entre Centroides de Dos Departamentos
El objetivo del problema es minimizar el costo total de la distribución. Dicho costo puede calcularse de la siguiente manera, para cada distribución posible se multiplica el costo de movimiento entre el par de departamentos, por el flujo entre ellos, por la distancia entre los sitios asignados, y se suma cada uno de estos costos.
∑∑ ∑ ∑
= ≠ = = ≠ = = N 1 i N i j 1j ih jk
N 1 h N h k 1 k ihjk
x
x
c
2 1 Z Minimizar sujeto a:∑
= = N 1i ih
1
x para toda h
∑
= = N 1 h ih 1x para toda i
x
ih ∈ { 0, 1 }donde: c
cihjk==ααij ffij ddhk = costo de asignar los departamentos i y j a los
sitios h y k respectivamente
f
fij = flujo de material entre los departamentos i y j
d
dhk = distancia entre los sitios h y k
α
αij = costo de mover una unidad de material una
unidad de distancia entre los departamentos i y j
x xikik =
manera otra De 0 sitio al asignado es to departamen el Si
1 i k
ihjk ij ij hk
ij hk ij
Es importante aclarar que existen otros modelos matemáticos para este mismo problema, sin embargo, el que se plantea aquí es representativo.
El problema de asignación cuadrático es un problema complejo de resolver, y esta complejidad aumenta en relación al número de departamentos. Lo que ha originado la búsqueda de técnicas alternas que, aplicando la heurística, pretendan encontrar una solución aceptable a este problema.
2.3.1
ALTERNATIVAS DE SOLUCIÓN DEL PROBLEMA DE ASIGNACIÓNCUADRÁTICO
El QAP se ha resuelto generalmente por métodos heurísticos, con herramientas muy variadas.
Existen reuniones en los que se han presentado los últimos avances en la investigación en el tema, uno de ellos es el Taller Internacional sobre el Problema de Asignación Cuadrático y su extensión, realizado en Bangkok, Tailandia en el 2000.
Existen también grupos dedicados a la difusión de estos avances, por ejemplo, la biblioteca virtual qaplib, que tiene a disposición en internet un compendio de los problemas ya resueltos óptimamente, con sus respectivos autores y resultados, presenta también diferentes artículos con recientes investigaciones en este problema y sus variaciones, una lista de personas dedicadas a estudiarlo y software que resuelve algunas variaciones del QAP, aunque no todos resuelven el
problema óptimamente. Algunos de los programas disponibles son[16]:
Qapbbb.f. Realizado en FORTRAN, utiliza el método de bifurcación y
acotamiento, y resuelve óptimamente el problema hasta n=15. Ejecutarlo para n>15, puede resultar en tiempos de cómputo impredecibles.
Qapsim.f. Realizado en FORTRAN, utiliza el temple simulado y produce
soluciones heurísticas para el problema con dimensión n≤256.
Ro.Ts. Realizado en Pascal, utiliza la búsqueda Tabú y produce soluciones
heurísticas para el problema con dimensión n≤256.
2.3.1.1
ALGUNOS RESULTADOS OBTENIDOS PARA EL PROBLEMA DEASUGNACIÓN CUADRÁTICO
En 1968, Nugent, Vollman y Ruml propusieron un grupo de instancias del problema de asignación cuadrático, de tamaño 5,6,7,8,12,15,20 y 30, llamados nug5, nug6, nug7, nug8, nug12, nug15, nug20 y nug30. Su planteamiento apareció en el artículo llamado “An experimental comparison of techniques for the assignment of facilities to locations”, en la revista Operations Research. Actualmente ya se ha encontrado una solución óptima para el nug30, pero se considera aún la instancia más compleja para este problema. Hay que considerar que si se debieran evaluar todas las posibilidades de solución para encontrar la
óptima, una por segundo, tardaría alrededor de 140 veces la edad del universo [19].
arquitectura y sistema operativo variados (Intel, Sun, Linux, Solaris, entre otros). El promedio de personas involucradas en su realización fue 652.7, alcanzando un máximo de 1009 trabajadores simultáneos, el total de tiempo de ejecución fue de 597,872 segundos y el total de tiempo de cpu fue de 346,640,860 segundos,
equivalente a 218,823,577 segundos en una workstation HP-C3000 [19].
Algunas otras propuestas y alcances conseguidos por investigadores en el área son los siguientes:
Elshafei (1977) resolvió el QAP para n=19, para la distribución de un hospital,
utilizando la distancia entre departamentos y flujo de pacientes entre ellos.
Krarup y Pruzan (1978) utilizaron datos reales para la planeación del Klinikum
Regensburg, en Alemania, con n=30.
El nug27 y el nug28 fueron resueltos por Anstreicher y Brixius. El nug27 fue resuelto en aproximadamente 24 horas en un sistema de procesamiento distribuido en el Laboratorio Nacional de Argonne, con un promedio de 136 máquinas. El nug28 fue resuelto en 4 días, 8 horas, con un promedio de 200 máquinas. El tiempo de ejecución equivalente en una workstation HP-C3000 es de
435 días [19].
Percy y Yip (1994), presentaron una técnica para resolver el QAP llamada GGEESSAA::
G
Guuiiddeedd EvEvoolluuttiioonnaarryy SiSimmuullaatteedd AnAnnneeaalliinngg o Temple o Recocido Simulado Guiado Evolutivo. Dicha técnica utiliza un algoritmo paralelo, donde se combinan la evolución simulada y el temple simulado.
Nissen (1994), desarrolló un método basado en una clase de algoritmos de
búsqueda y optimización, conocidos como estrategias de evolución (eevvoolluuttiioonn
s
sttrraatteeggiieess ESES). Dichas estrategias están inspiradas en los mecanismos de la evolución biológica, por lo que imitan la selección natural.
2.4
ALTERNATIVAS DERIVADAS2.4.1
CLASIFICACIÓNMeller y Gau (1996), presentan un esquema de clasificación de las
A
A..MMOODDEELLOOSSYYHHEEUURRÍÍSSTTIICCAASSDDEE D
DIISSTTRRIIBBUUCCIIÓÓNNDDEEPPLLAANNTTAAPPAARRAA D
DIISSTTRRIIBBUUCCIIÓÓNNDDEEBBLLOOQQUUEE
B
B..EEXXTTEENNSSIIOONNEESSAAMMOODDEELLOOSS
D
DEEDDIISSTTRRIIBBUUCCIIÓÓNNDDEEPPLLAANNTTAA
C
C..CCAASSOOSSEESSPPEECCIIAALLEESS
1
1..MMooddeelloo
a. Basado en el Problema de Asignación Cuadrático (QAP)
b. Teoría de Gráficas
c. Programación entera-mixta
2
2..HHeeuurrííssttiiccaa
a. Basado en el Problema de Asignación Cuadrático (QAP)
b. Teoría de Gráficas
c. Programación entera-mixta d. Sólo Problema de Asignación Cuadrático (QAP)
(departamentos de área igual)
1
1..DDiissttrriibbuucciióónnDDiinnáámmiiccaa a. Modelo
b. Heurística
2
2..DDiissttrriibbuucciióónnEEssttooccáássttiiccaa
a. Modelo b. Heurística
3
3.. DDiissttrriibbuucciióónn MMuullttii- -C
Crriitteerriioo,, RRoobbuussttaa yy
F
Flleexxiibbllee a. Modelo b. Heurística
1
1.. DDiissttrriibbuucciióónn ddee L
LíínneeaassddeeFFlluujjoo,,ddeeFFiillaass y
yddeeCCiiccllooss a. Modelo b. Heurística
2
2.. DDiissttrriibbuucciióónn ddee M
Mááqquuiinnaass
a. Modelo b. Heurística
3
3..DDiissttrriibbuucciióónnCCeelluullaarr a. Modelo
[image:41.612.82.533.87.442.2]b. Heurística
Tabla 2.1 Esquema de Clasificación en Investigación en Distribución de Planta
Fuente: Meller y Gau, 1996.
Algunos de los investigadores cuyos resultados se ubican dentro de estas categorías son los siguientes: en la categoría B.3.b, Harmonosky y Tothero en 1992, realizaron una heurística para el Problema de Asignación Cuadrático multiobjetivo; en la categoría A.2.a, Tam en 1992, presentó una heurística del temple simulado y algoritmos genéticos; en la categoría C.1.b, Heragu y Alfa en 1992, presentaron el temple simulado para distribución en línea; en la A.2.d, Skorin-Kapov en 1994, desarrollaron una búsqueda tabú para el Problema de Asignación Cuadrático (QAP); dentro de la categoría A.2.d, Evans en 1987, mostró una distribución basada en lógica difusa; en la A.2.d, Huntley y Brown en 1991, desarrollaron una investigación sobre computación paralela para el Problema de Asignación Cuadrático; en la categoría B.3.a, Malatooki y Hsurushima en 1989, presentaron un sistema experto para seleccionar la distribución; en la categoría A.1.c, Montreuil en 1990, explicó una aproximación basada en la Formulación de Programación Entera-Mixta (MIP); en la A.1.b, Goldschmidt en 1996, realizó una representación gráfica. Estos son algunos de los investigadores que utilizaron distintos métodos y herramientas para buscar una alternativa de solución al
2.4.2
LA FORMULACIÓN DE PROGRAMACIÓN MIXTA-ENTERA DEMONTREUIL
Montreuil (1990), presentó una formulación de programación mixta-entera para el
problema de distribución en planta. Su modelo utiliza un objetivo que está basado en la distancia, es decir, no es exactamente el esquema tradicional del problema de asignación cuadrático. Utiliza una representación continua de una planta o instalaciones.
La Formulación de Montreuil es la siguiente:
Minimizar Z = ∑
(
+)
m
y m x m
m d d
f
sujeto a:
(
l w)
P i (14)4 p (13) j i, z W w y w y (12) j i, z W w y w y (11) j i, Lz l x l x (10) j i, z L l x l x (9) j i j; i, 3 z z z z 2 (8) i ub 2w lb (7) i ub 2l lb (6) i w W y w (5) i l L x l (4) m (m) x (m) y d (3) m (m) y (m) y d (2) m (m) x (m) x d (1) m (m) x (m) x d i i i i y ij i j j j y ij i j i i x ji j j i i x ij j j i i y ji y ij x ji x ij i i i i i i i i i i i i i j x m j i y m i j x m j i x m ∀ ≤ + ≤ ∀ + − ≤ + ∀ + − ≤ + ∀ + − ≤ + ∀ + − ≤ + < ∀ ≤ + + + ≤ ∀ ≤ ≤ ∀ ≤ ≤ ∀ − ≤ ≤ ∀ − ≤ ≤ ∀ − ≥ ∀ − ≥ ∀ − ≥ ∀ − ≥
Los primeros seis elementos de la notación son parámetros, mientras que los últimos cuatro son variables de decisión

![Figura 1.5 Patrones Típicos de Flujo de Material en Distribuciones de Planta [15]](https://thumb-us.123doks.com/thumbv2/123dok_es/4970757.75691/25.612.100.512.89.351/figura-patrones-tipicos-flujo-material-distribuciones-planta.webp)