Propuesta de implementación de plan de mantenimiento preventivo orientado para Mobliformas S A S
66
0
0
Texto completo
(2) PROPUESTA DE IMPLEMENTACIÓN DE PLAN DE MANTENIMIENTO PREVENTIVO ORIENTADO PARA MOBLIFORMAS S.A.S.. JUAN SEBASTIAN ANGARITA NIÑO 20151377017. PRESENTADO A: PROYECTO CURRICULAR DE TECNOLOGÍA INDUSTRIAL E INGENIERÍA DE PRODUCCIÓN. UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA INGENIERÌA DE PRODUCCIÒN BOGOTÁ 2016.
(3) INFORMACIÓN PERSONAL NOMBRE: Juan Sebastian Angarita CODIGO: 20151377017 CELULAR: 3214599564 E-MAIL: [email protected]. INFORMACION DEL PROYECTO TÍTULO DEL PROYECTO: PROPUESTA DE IMPLEMENTACIÓN DE PLAN DE MANTENIMIENTO PREVENTIVO ORIENTADO PARA MOBLIFORMAS S.A.S.. TIPO DE PROYECTO: Pasantía Empresarial. LINEA Y TEMA DE INVESTIGACIÓN EN LA FACULTAD TECNOLOGICA: 220 mantenimiento industrial (MPT) ÁREAS DEL CONOCIMIENTO QUE SE INVOLUCRAN: Mantenimiento Industrial, Costos y presupuestos, Mejora continua.. NOMBRE DEL DIRECTOR: Ing. Victor Hugo Riveros Gómez.
(4) DEDICATORIA A Dios. Por habérsenos permitido llegar hasta este punto y gozar de la salud para lograr nuestros objetivos, además de su infinita bondad y amor. A mi madre Por haberme apoyado en todo momento, por sus consejos, sus valores, por la motivación constante que nos permitió ser una persona de bien, pero más que nada, por su amor. A mi padre Por los ejemplos de perseverancia y constancia que lo caracterizan y que me han infundado siempre, por el valor mostrado para salir adelante y por su amor. A mis familiares. A todos aquellos que participaron directa o indirectamente en la elaboración de este proyecto. ¡Muchas gracias a ustedes! A mis amigos. Por el apoyo mutuo en nuestra formación profesional y que hasta ahora, seguimos siendo amigos.. Juan Sebastián Angarita Niño.
(5) AGRADECIMIENTOS. Agradezco a todas las personas que han hecho posible el desarrollo de este proyecto permitiéndonos dar un paso más como profesionales. Agradezco a los todos los miembros de la empresa Mobliformas S.A.S por permitirnos ser partícipes del proceso que tienen y de la colaboración brindada por el mismo para nuestros fines. Con la mayor gratitud a la Universidad Distrital Francisco José de Caldas y en especial a la Facultad de Tecnológica por permitirme ser parte de una generación de triunfadores y gente productiva para el país.. A todos mis amigos y familiares cuyos aportes han sido indispensables para la elaboración de este proyecto, por su incondicional apoyo y colaboración.. Juan Sebastián Angarita Niño.
(6) RESUMEN. La competitividad empresarial en el mundo es más agresiva día tras día, coexistiendo con globalización que trae consigo importantes cambios tanto en su parte administrativa como productiva, logrando consigo que los mercados se hagan más profesionales, forzando a emprender el camino a la estandarización de la calidad en las industrias, con el fin de equilibrar la competencia frente a las demás. Es por ello que se desarrolla este proyecto, con el fin de mitigar el impacto negativo de no fomentar una mejora continua, surge la necesidad de incrementar la eficacia y la eficiencia del mantenimiento para cumplir y hasta superar los objetivos de la compañía, tomando la dirección estratégica de crear un plan de mejora continua capaz de optimizar el desempeño todos los equipos de la planta, y los requerimientos necesarios de un entorno más productivo y a la vez más competitivo, por ende es necesario emplear de algunos métodos adecuados para gestionar los recursos existentes para responder a las insuficiencias de producción. De esta forma aplicare mis conocimientos adquiridos durante el desarrollo académico en la puesta en práctica de este proyecto. Esta iniciativa surge a raíz de que la empresa MOBLIFORMAS S.A.S., desea llegar a un mejoramiento constante tanto en sus procesos como en sus procedimientos en cuanto al mantenimiento correctivo y preventivo, es por ello por lo que este análisis debe de hacerse pronto para identificar sus condiciones y evitar futuras condiciones negativas. A continuación se encontrará el desarrollo de la investigación y ejecución del proyecto, iniciando con la metodología, en un primer paso se realizó el reconocimiento general de la compañía y la filtración de información del mantenimiento correctivo para la detección del estado actual con el fin de realizar el respectivo análisis bajo gráficas e indicadores de la información por medio de excel; el paso a seguir fue el análisis de la información procesada junto a los responsables del área, para realizar los ajustes y correcciones pertinentes, posteriormente desarrollar el proceso del mantenimiento preventivo y finalmente realizar la validación de la información para la presentación final del proyecto..
(7) INTRODUCCIÓN. El siguiente proyecto de grado tuvo como objetivo aplicar la metodología del plan de mantenimiento de quipos en la compañía Mobliformas S.A.S, abordando indicadores que garanticen que la empresa se dirija en la dirección correcta, por estos motivos fue necesario monitorear el desempeño de los equipos, los procesos internos, la innovación y la tecnología. De esta manera los resultados financieros serán obra de la sumatoria de acciones generadas por las personas vinculadas a las mejores prácticas y al plan de mantenimiento de la organización todo en conformidad con la propuesta que se les ofreció respecto a los controles de los mantenimientos preventivos.. JUSTIFICACIÓN. Este proyecto tiene el fin de mejorar el estado del parque de máquinas y equipos relacionado con la fabricación de mobiliario para el hogar, específicamente de Mobliformas S.A.S; empresa que sirvió como punto de partida y como eje principal del proyecto para el cual es de suma importancia abordar de forma exhaustiva todo lo relacionado con el tema de mantenimiento, de esta forma es posible identificar problemáticas que puedan estar afectando negativamente a la empresa y así proporcionar una visión más clara, enfocada a encontrar soluciones óptimas para la proyección de un trayecto que llevará a Mobliformas S.A.S por el camino de la competitividad..
(8) 1. 1.1.. GENERALIDADES PROBLEMA. 1.1.1. Descripción del problema: Al mismo tiempo que avanza la tecnología también lo hacen las necesidades tanto del mercado como de las empresas, donde las complejidades de estas se encuentran directamente relacionado con el compromiso de atender las necesidades del cliente en pro de una calidad mejor y exclusiva, por tanto, es preciso reducir el espacio de fallas a nada o lo más mínimo posible, para convertirse en una operación de cero errores. Mobliformas SAS. se encarga de la fabricación, comercialización y distribución de mobiliario para el hogar, en los que se encuentran productos como alcobas, comedores, salas y accesorios, entre otros; su proceso productivo tiene dos fases, producción del mueble en ebanistería y acabado y terminación del mueble, la primera consiste en la elaboración del mueble en blanco, es decir cuando el ebanista entrega el mueble en crudo, en esta área se manejan varias máquinas de corte como lo son la sierra sin fin, la planeadora, el cepillo, la sierra de mesa y la escuadradora donde por falta de mantenimiento se tienen que haces paros inesperados en medio de la operación afectando el tiempo de entrega del mueble, es decir que allí no existe un mantenimiento predictivo, si no, solo correctivo es por ello que es necesario un plan de mantenimiento predictivo y por lo tanto correctivo para lograr reducir los retrasos en la producción, paradas de los equipamientos, y de esta forma llevar un control del ciclo de vida y el adecuado funcionamiento de los mismos, ya que el no llevar dichos controles implica falta de información para tomar las medidas correspondientes. 1.1.2. Formulación ¿Cómo mantener la vida útil del parque de equipos y su buen funcionamiento, reduciendo costos en reparaciones e implementando un plan de mantenimiento preventivo, con el fin de mejorar la disponibilidad de la maquinaria con el objeto de reducir las paradas?.
(9) 2. OBJETIVOS 1.2.1. General Elaborar una propuesta de implementación de un plan de mantenimiento preventivo para el parque de equipos del área de ebanistería en la planta de fabricación de Mobliformas SAS. 1.2.2. Específicos • • • • 3.. Elaborar un diagnóstico general de mantenimiento de las máquinas del área de ebanistería. Realizar la identificación y documentación de las maquinas Elaborar un plan de mejora del mantenimiento preventivo. Establecer un estimado en cuanto a costos, tiempos, repuestos y fallas. DELIMITACIÓN Y ALCANCE.. El alcance del presente proyecto es proponer de manera metodológica la implementación de un plan de mantenimiento preventivo, aplicado al área de ebanistería en la planta de producción de Mobliformas SAS, para hacer evidentes los beneficios que traería la implementación de las mismas, evaluando las implicaciones a nivel económico, organizacional y productivo, de igual forma se realizará la evaluación de los costos de implementación y la comparación de las características favorables. 4.. JUSTIFICACIÓN. En la actualidad el mundo está pasando por un momento de globalización logrando que cada vez los mercados se hagan más competitivos, forzando a las industrias a elevar los estándares de calidad que permitan competir, en igualdad de condiciones, con las demás organizaciones. Este trabajo de grado surge a raíz de la necesidad de Mobliformas SAS de mejorar continuamente e incrementar la eficacia y eficiencia del mantenimiento para lograr cumplir los objetivos de la compañía, y la decisión estratégica de la empresa de crear un plan de mantenimiento capaz de optimizar el desempeño de los equipos, y los requerimientos de un entorno cada día más competitivo, se.
(10) percibe entonces que es necesario disponer de algunos métodos apropiados para la gestión de los recursos existentes para responder así a los requisitos de producción. Además, contribuye con la puesta en práctica de los conocimientos adquiridos durante el desarrollo académico, el cual se constituye en un proceso invaluable para el aprendizaje. Esta iniciativa de mejorar sus procesos y procedimientos en cuanto al mantenimiento correctivo y preventivo mediante un análisis debe ser realizado antes de que las reparaciones se hagan cada vez más constantes y repercutan cada vez más en la producción siendo estas negativas para la empresa con la finalidad del de conservar los equipos y las instalaciones funcionando adecuadamente y reparar los equipos a las condiciones de funcionamiento predeterminado; de manera eficiente y eficaz logrando obtener la máxima productividad. De ahí la importancia de mejorar la planeación del mantenimiento preventivo y por lo tanto correctivo. La elaboración del plan de mantenimiento beneficia en cuanto a: • • • •. Mantener la vida útil de los equipos y su buen funcionamiento. Reducir los costos, puesto que es posible reducir el costo de reparaciones si se refuerza el mantenimiento preventivo. Mejorar la disponibilidad de la maquinaria reduciendo los paros Como un documento guía en futuras actualizaciones por parte del departamento.. Por estos motivos la compañía decidió analizar y realizar las actualizaciones correspondientes y poder mejorar con ello el manejo de la planta y mantener el continuo mejoramiento del mantenimiento. 5.. METODOLOGÍA. A continuación, se encontrará el desarrollo de la investigación y ejecución del proyecto, iniciando con la metodología, en un primer paso se realizó el reconocimiento general de la compañía; Diagnóstico y filtro de información, costos, tiempos,. En esta etapa se pretende conocer el proceso, recopilar datos, establecer parámetros y variables involucradas y posteriormente se inicia la filtración de datos, historial de.
(11) repuestos y fallas del área de ebanistería. Análisis e interpretación de la información. Diseño del formato del plan de mantenimiento Actualizar los procedimientos del mantenimiento preventivo. fallas, el costo de reparaciones, y el tiempo estimado en que se demora Con la información recopilada y analizada de manera parcial, será graficada y procesada para concretar la frecuencia con la que se presentan las fallas, mayores tiempos y mayor rotación de repuestos en el mantenimiento correctivo. Identificando las necesidades que el plan debe cumplir se diseña un formato que supla las necesidades de la compañía, incorporando las partes de manuales ya existentes consultados pertinentes para la eficiencia, practicidad y facilidad en el manejo de dicho plan Actualizar los procedimientos efectuados al mantenimiento preventivo y correctivo con base en los resultados obtenidos en el análisis, para posteriormente ponerlos en práctica y verificar la eficiencia esperada. 2. MARCO REFERENCIAL 2.1.. Marco Teórico. 2.1.1. Funciones del mantenimiento La necesidad de la industria competitiva actual se enfoca en asegurar el correcto funcionamiento de los equipos de producción, así como de obtener de ellos la máxima disponibilidad, esto ha originado una significativa evolución del mantenimiento industrial en las últimas décadas, pasando de métodos puramente estáticos (a la espera de la avería) a métodos dinámicos (seguimiento funcional y control multiparamétrico) con la finalidad de predecir las averías en una etapa incipiente e incluso llegar a determinar la causa del problema y, por tanto, procurar erradicarla.1 La concreción de esta definición tan amplia dependerá de diversos factores entre los que puede mencionarse el tipo de industria, así como su tamaño, la política de la empresa, las características de la producción, e incluso su emplazamiento. Aun así, las tareas encomendadas al departamento encargado del mantenimiento pueden diferir entre distintas empresas, atendiendo a la estructura organizativa de. 1. ROSSANA DE LOS ANGELES CHAN YAH, EL MUNDO DE LA INGENIERÍA INDUSTRIAL, mantenimiento industrial. Recuperado el 06 de Noviembre de 2016, de: http://rochichan.blogspot.com.co/2013/01/mantenimiento-industrial.html.
(12) las mismas, con lo que las funciones del mantenimiento, en cada una de ellas no serán obviamente las mismas. Por tanto, el campo de acción de las actividades de un departamento de mantenimiento puede incluir las siguientes responsabilidades:. 2. •. Mantener los equipos e instalaciones en condiciones operativas eficaces y seguras.. •. Efectuar un control del estado de los equipos, así como de su disponibilidad.. •. Realizar los estudios necesarios para reducir el número de averías imprevistas.. •. En función de los datos históricos disponibles, efectuar una previsión de los repuestos de almacén necesarios.. •. Intervenir en los proyectos de modificación del diseño de equipos e instalaciones.. •. Llevar a cabo aquellas tareas que implican la modificación o reparación de los equipos o instalaciones.. •. Instalación de nuevo equipo.. •. Asesorar a los mandos de producción.. •. Velar por el correcto suministro y distribución de energía.. •. Realizar el seguimiento de los costes de mantenimiento.. •. Preservación de locales, incluyendo la protección contra incendios.. •. Gestión de almacenes.. •. Proveer el adecuado equipamiento al personal de la instalación.2. GÓMEZ DE LEÓN, FÉLIX CESÁREO (1998), TECNOLOGÍA DEL MANTENIMIENTO INDUSTRIAL, Recuperado el 06 de noviembre de 2016,: http://books.google.es/books?hl=es&lr=&id=OzwXOAKv_QAC&oi=fnd&pg=PA4&dq=mantenimiento+industr ial&ots=8Vl9JsL4dp&sig=1Qbx0lcxr1VKhBRs2SB3MvZ0Tr4#v=onepage&q&f=false.
(13) 2.2.. Importancia del mantenimiento para la industria. La importancia cada vez mayor que los costes de mantenimiento tienen dentro de los presupuestos de explotación de las instalaciones industriales, así como la influencia de una adecuada política en este sentido, ha hecho que este aspecto haya adquirido una gran relevancia dentro de la organización de la empresa. Seleccionar la técnica adecuada a cada caso, y la correcta combinación de las diferentes filosofías de mantenimiento, con un mínimo coste global, no es una tarea simple. La cantidad de máquinas y equipos implicados en un plan de mantenimiento, así como el método que debe utilizarse con cada uno, puede ir desde las más elementales tareas de entretenimiento hasta el mantenimiento productivo total (MTP) de la institución, sus beneficios, se pueden resumirse en: Reducción de costos: ahorro de primas de seguro, coaseguro y deducibles; compras oportunas de refacciones y materiales; asignación adecuada de recursos para mantenimiento; menor inversión en equipos de reserva (dobles o triples); detección del punto de origen de los gastos (causas); incremento del control de partes y reducción del inventario (pérdidas); reducción del costo unitario de las tareas de mantenimiento. Reducción de fallas en los equipos: menos tiempos muertos de producción; reducción de escala y número de reparaciones; incremento en la vida útil de los equipos; reducción de la probabilidad de exposición a una falla mayor; garantía de utilización adecuada de las partes; mejoría de la información disponible de especificaciones para cada equipo. Mejor personal en el mantenimiento: reducción de tiempos extras; cargas de trabajo más uniformes y predeterminadas; más tiempo disponible para capacitación y especialización. Mejor calidad en la producción: incremento de la calidad y la consistencia; mayor continuidad y confiabilidad; planeación y programación más fáciles y mejores; mejoría de la identificación de áreas de oportunidad para su perfeccionamiento. Mayor seguridad en los equipos: incremento de la seguridad del personal y los equipos; reducción de fallas mayores..
(14) 2.3.. Las filosofías y los sistemas de mantenimiento. Es importante que filosofía y sistemas sean congruentes, porque el mantenimiento no funciona de manera adecuada si no están alineados, por modernos, asertivos y eficientes que sea. Filosofía del mantenimiento. Sistemas de mantenimiento. Pregunta básica ¿Qué debe hacer?. ¿Cómo, cuándo y quién debe hacer y otras preguntas? La congruencia que existe entre sistemas y filosofía: Mantenimiento. Tipos. Filosofía. Correctivo. Correctivo, mayor y reactivo. Reparación. Preventivo. Preventivo y predictivo. Recambio. Total. Total, basado en confiabilidad Mejora continua y proactivo. 1. Reparación: es la actividad de cambiar las partes de un equipo o el equipo mismo, después de una falla, para que siga funcionando dentro de un sistema de producción. 2. Recambio: se refiere a la actividad de cambiar las partes desgastadas o a punto de romperse, antes de que falle el equipo. 3. Mejora continua: es la actividad de estar mejorando: a) El equipo, su desempeño y su eficiencia. b) El sistema operativo de mantenimiento. c) La organización. d) Las capacidades y habilidades del personal de mantenimiento. En su evolución, los sistemas de mantenimiento se han ido sofisticando, agregando más conceptos y más alternativas, que buscan ampliar o mejorar: • Cómo hacerlo (manual, automático, instrumentado, etcétera).
(15) • Cuándo hacerlo (en paralelo, en línea, antes, durante, después, nunca) • Dónde hacerlo (en el taller, fuera, dentro, pero por otros) • Con qué hacerlo (metodologías, procedimientos, normas, herramientas, otros). • Con cuánto hacerlo (monto fijo, presupuesto variable y otros recursos). • Quién de hacerlo (interno, operación o propio, externo o outsourcing). 2.4. •. TIPOS DE MANTENIMIENTO Mantenimiento Predictivo o Basado en la Condición:. Consiste en inspeccionar los equipos a intervalos regulares y tomar acción para prevenir las fallas o evitar las consecuencias de las mismas según condición. Incluye tanto las inspecciones objetivas (con instrumentos) y subjetivas (con los sentidos), como la reparación del defecto (falla potencial) •. Mantenimiento Preventivo o Basado en el Tiempo:. Consiste en reacondicionar o sustituir a intervalos regulares un equipo o sus componentes, independientemente de su estado en ese momento. •. Mantenimiento Detectivo o Búsqueda de Fallas:. Consiste en la inspección de las funciones ocultas, a intervalos regulares, para ver si han fallado y reacondicionarlas en caso de falla (falla funcional). •. Mantenimiento Correctivo o A la Rotura:. Consiste en el reacondicionamiento o sustitución de partes en un equipo una vez que han fallado, es la reparación de la falla (falla funcional), ocurre de urgencia o emergencia. •. Mantenimiento Mejorativo o Rediseños:.
(16) Consiste en la modificación o cambio de las condiciones originales del equipo o instalación. No es tarea de mantenimiento propiamente dicho, aunque lo hace mantenimiento.3 2.5.. CLASIFICACION DE LAS FALLAS. Atendiendo al modo de aparición y desarrollo, el fallo puede ser: •. Progresivo: este tipo de falla es consecuencia, generalmente, del deterioro o de la pérdida progresiva de las características propias de algún componente, o conjunto de componentes, del sistema. La consecuencia inmediata de la aparición de este tipo de falla es la modificación en el estado o valor de ciertos parámetros. Si dichos parámetros son susceptibles de ser observados o medidos, esto constituirá la manifestación fehaciente de la existencia de la falla. Generalmente la aparición de una falla de este tipo no se traduce, de forma inmediata, en la pérdida de las características funcionales del sistema afectado, si bien, puede desembocar en ello, en el caso de no ser corregido. En tanto no se haya provocado aún el colapso del equipo, lo más frecuente es referirse a este tipo de falla con el término de defecto. Algunos ejemplos de defectos son: la desalineación entre ejes de máquinas acopladas, el desequilibrio rotórico, el desgaste en las pistas de un rodamiento, etc.. •. 3. Repentino: cuando la evolución hacia la falla no puede ser detectada de ninguna forma, por lo que cuando este se presenta, lo hace generalmente de forma inesperada. Las causas de este tipo de fallas pueden ser de distinta índole, pero muchas tienen un carácter aleatorio (descargas eléctricas, efectos indirectos de otra falla, errores humanos, etc.). Una parte importante de estas fallas suelen deberse al desgaste o a la fatiga de elementos no visibles y generalmente estáticos (grietas en la carcasa, rotura de muelles, etc.). En otros casos, la causa puede ser un defecto inicial del elemento, ya sea por error de fabricación o por un montaje incorrecto (impurezas en el material, fractura no visible, debilidad estructural, tratamiento térmico incorrecto, etc.). Aunque algunos de estas fallas podrían ser evitadas, bien mediante una previsión de la vida útil de los componentes, o bien mediante un examen riguroso del sistema, lo cierto es que, o no se dispone de los medios. INGENIERÍA DE MANTENIMIENTO, ¿Qué es mantenimiento?, Recuperado el 06 de noviembre de 2016,: http://ingenierademantenimiento.blogspot.com.co/p/mantenimiento_6394.html.
(17) necesarios para ello, o la complejidad y costo de los exámenes a realizar a los equipos no resulta viable. Atendiendo a la dimensión de la falla o a su efecto sobre el proceso: •. Parcial: en aquellos casos en los que la aparición de la falla no supone la parada del equipo o del proceso afectado, aunque si afecta a las características funcionales del proceso, condiciona su régimen funcional, disminuye la seguridad operativa o merma su capacidad productiva.. •. Total: Una falla de ese tipo provoca la parada inmediata del sistema afectado. Es sin lugar a dudas, el tipo de falla que debe evitarse. Las consecuencias de una falla total pueden ser diversas, desde la sustitución del elemento causante, sin otro daño adicional para el equipo ni para el sistema productivo (salvo el tiempo necesario para la reparación y puesta en funcionamiento), hasta la destrucción del equipo, haciéndolo inservible y, por tanto, siendo inútil pretender su reparación. En este último caso a la falla también se le denomina catastrófica. Si la falla total fuese repentina se le denomina catastrófica. En ese caso, dependiendo de las características del proceso, las pérdidas producidas pueden también ser consecuencia de la parada en sí misma, y no de la rotura del equipo. Conviene destacar que cualquier defecto en un sistema, si no es subsanado, puede concluir finalmente a una falla total, ya sea directamente, como consecuencia de la evolución del defecto, o indirectamente, debido a la sucesión de efectos derivados.. Atendiendo al momento en el que se produce la falla, puede ser: •. Infantil: también llamado fallo en periodo de prueba. Suele ser debido a imperfecciones constructivas en algún elemento, a un ensamble defectuoso de los componentes del equipo, a un montaje incorrecto del equipo o a un uso inapropiado del mismo, generalmente por sobrepasar las especificaciones funcionales de diseño.. •. Por envejecimiento: también denominado por desgaste o por final de vida útil. Es el tipo de falla que no debe producirse de forma inesperada, puesto que es consecuencia del deterioro progresivo y natural de los distintos componentes del sistema. Según el régimen funcional del equipo y sus características de diseño, para cada componente deberá estimarse su periodo de vida útil, transcurrido esté el elemento en cuestión deberá ser reemplazado o, cuando menos, deberá estrecharse su vigilancia, con el fin de evitar una evolución rápida.
(18) hacia estados degenerativos peligrosos para la seguridad o para la operatividad del sistema. Dentro de este tipo cabria incluir otro grupo de defectos que, aunque rigurosamente no se producen como consecuencia del envejecimiento o desgaste, provocan el deterioro funcional progresivo del equipo, de la misma forma que si de un final de periodo de vida útil se tratase. Entre estos se puede citar principalmente aquellos defectos debidos a la acumulación de suciedad en elementos móviles, a la pérdida paulatina de lubricante, a las fugas producidas en el fluido refrigerante o al desajuste o soltura gradual en elementos de fijación, entre otros. La solución en estos casos no pasa por sustituir ningún componente, sino por restablecer las condiciones operativas del elemento afectado. •. Aleatorio: es aquella falla que no es consecuencia directa del desgaste o envejecimiento natural de los materiales, ni puede achacarse a otras causas previsibles, sino que se produce por azar. Su aparición, por tanto, solo puede preverse mediante modelos estadísticos.. Atendiendo al origen de la falla: •. Directo o dependiente: cuando el origen de la falla del equipo está en la falla de un elemento del propio equipo o en la misma circunstancia que provocó la anomalía. En estos casos, la degradación progresiva del equipo es consecuencia directa del efecto inicial que llegado el caso, provocará el colapso del sistema.. •. Indirecto o independiente: cuando la falla del equipo se produce como efecto derivado de la acción o la falla de otros componentes del sistema. Tal es el caso de las fallas producidas por una vibración excesiva inducida por otras máquinas próximas; la utilización de algún componente fuera de su rango funcional, como consecuencia de la influencia de circunstancias imprevistas; la pérdida de las condiciones nominales operativas de algún elemento, debido a la falta de servicio de algún componente del sistema, etc.. Atendiendo a la información que se tenga de la falla: •. Manifiesto: en aquellos casos en los que se tiene información acerca del origen del mismo, ya sea por disponer de información previa (generalmente por experiencia), ya sea por haberse detectado mediante la observación o medida de algún parámetro.. •. Oculto: cuando no existen métodos de detección de la falla, o estos no se han puesto en práctica..
(19) 2.6.. CONTROL DE COSTES Y SITUACION PRESUPUESTARIA. De aquellas empresas que tienen implementadas ordenes de trabajo, es relevante subrayar que el 52% tienen controles de gastos por naturaleza de los mismos (materiales, personal propio y actividades contratadas) y un 43% lo tienen por equipos o máquinas. El 5% restante tienen controles de gastos heterogéneos sin lugar a duda, estos porcentajes deben hacernos reflexionar sobre la conveniencia de controlar conceptos de gasto o de controlar gastos invertidos por equipos. Ambos enfoques tienen sus ventajas e inconvenientes. Desde el punto de vista contable, la naturaleza de los gastos nos da una información muy adecuada (evolución de consumos de materiales, rotación de los mismos, costes propios de mano de obra directa e indirecta, etc.); sin embargo, el control económico solo por naturaleza de gasto nos aleja de la conflictividad real de cada equipo y máquina, pues podemos tener estadísticas de sus fiabilidades y disponibilidades, pero sin el coste de su mantenimiento difícilmente podemos analizar políticas económicas de renovación, viabilidad y rentabilidad económica de reformas tendentes a la reducción de fallos y aumento de disponibilidades, etc.4 2.7.. COSTOS EN EL DEPARTAMENTO DE MANTENIMIENTO. Desde el punto de vista de la administración del mantenimiento, uno de los factores más importante es el costo. El ingeniero, quien es el encargado de esto, no tiene por lo regular suficiente preparación en esta área, sino en la de aspectos técnicos. Por eso el ingeniero tiene que analizar y profundizar respecto a los costos de mantenimiento a fin de conocer su manejo y control, evitando así el crecimiento de estos. Los costos de mantenimiento tienen una gran importancia cuando se trata de medir la eficiencia del mismo. Con la ayuda de la contabilidad de costos se puede estudiar el cumplimiento de los presupuestos tanto de operación como de obra. Lo anterior permitirá comparar la labor del departamento de mantenimiento con la de los demás departamentos de la empresa. 2.8.. CLASES DE COSTOS. Los costos totales de mantenimiento están compuestos por dos clases: Costos directos de mantenimiento (C.D.M.) y costos por parada de equipo (C.P.E.). COSTOS TOTALES DE MANTENIMIENTO: • 4. COSTOS DIRECTOS DE MANTENIMIENTO (C.D.M.) :. Extraído de World Wide Web, Recuperado el 06 de noviembre de 2016 http://books.google.es/books?hl=es&lr=&id=OzwXOAKv_QAC&oi=fnd&pg=PA4&dq=mantenimiento+industr ial&ots=8Vl9JsL4dp&sig=1Qbx0lcxr1VKhBRs2SB3MvZ0Tr4#v=onepage&q&f=false.
(20) 1. SUMINISTROS: ✓Contratación externa ✓Repuestos ✓Materia Prima ✓Insumos 2. COSTOS DE MANO DE OBRA (C.M.O.) : ✓Salarios ✓Prestaciones ✓Costos de operación •. COSTOS DE PARADA DE EQUIPO (C.P.E.). 2.8.1. Costos directos del mantenimiento Los costos directos de mantenimiento se definen como el valor del conjunto de bienes y servicios que se consumen para adelantar una tarea de mantenimiento. Se encuentran conformados por los costos de suministros y los costos de mano de obra que incluyen los costos de operación. 2.8.2. Costos de suministros Son todos aquellos costos de los elementos físicos que son imprescindibles durante una tarea de mantenimiento. Resulta conveniente aclarar que todos los suministros no son repuestos ya que suministro es una palabra genérica que incluye tanto a los repuestos específicos como a los repuestos genéricos tales como: láminas de acero, perfiles, rodamientos, tornillos, bujes, etc., que pudiendo ser catalogados como repuestos tienen una aplicación mucho más general que los repuestos específicos. Estimar el costo REAL de un repuesto determinado es una labor difícil, debido a un sin número de factores tales como inflación, devaluación, depreciación y los costos por inventario excesivo. Es una política muy común en el manejo de los costos el incluir dentro de los suministros, los contratos externos que tengan como fin una tarea de mantenimiento, ya que éstos generalmente requieren de equipo y material para ser adelantados, emitiéndose entonces una factura que se carga como un suministro. Estos contratos por lo regular son: mano de obra, servicios, asesorías, montajes, etc. 2.8.3. Costos de mano de obra (c.m.o.) Se refiere al salario más las prestaciones sociales devengados por los técnicos del departamento asignados a una labor de mantenimiento. Además, se incluyen como C.M.O., los costos de operación, que son aquellos que no pueden ser.
(21) clasificados ni como suministros ni como mano de obra y cuya cuantificación atribuida a una determinada labor de mantenimiento, es casi imposible. Por lo tanto, la valorización de estos costos se hace en un período particular de tiempo. Son ejemplos de estos costos: la renta o alquiler, energía, acueducto, impuesto sobre inmuebles, salarios del jefe de mantenimiento y personal administrativo. Se incluyen también en este ítem los elementos solicitados por el taller de máquinas y herramientas, tales como: aceites, refrigerantes, buriles, brocas, fresas, etc., que una vez comprados se consideran consumidos y que constituyen parte de los gastos del mantenimiento que, como se verá más adelante, pasarán a formar parte de la tarifa.. 2.8.4. COSTOS DE PARADA DEL EQUIPO Al hallarse una máquina o equipo en estado improductivo se incurrirá en unos costos debido a la tarifa horaria que tenga la máquina. En ocasiones la obsolescencia de equipos hace imposible conseguir repuestos y es necesario practicar modificaciones a la máquina; esto puede ocasionar que la máquina disminuya su capacidad productiva y a esta pérdida se le denomina costo por falla. Debido a que algunos de los costos a los que hemos hecho mención se basan en el tiempo de duración de una tarea de mantenimiento y en la estimación del costo actual de un repuesto, es muy difícil dar valores exactos. Deben cuestionarse permanentemente los costos del departamento de mantenimiento, sin descuidar los costos que, por una buena o deficiente atención, se estén generando en el sector de producción..
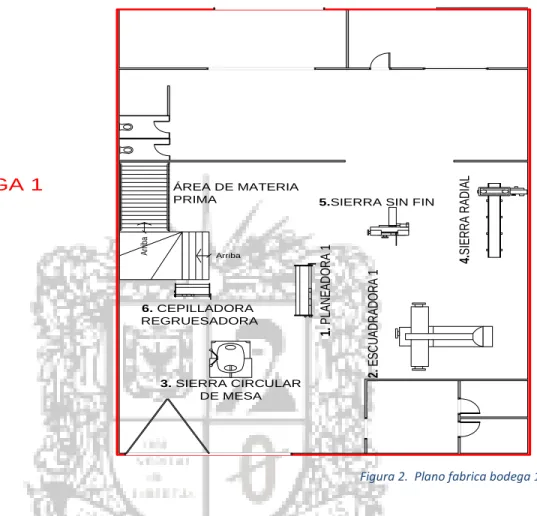
(22) 3. DIAGNOSTICO ACTUAL 3.1.. Identificación y ubicación del parque de maquinaria y equipos al interior de las instalaciones de MOBLIFORMAS S.A.S. Se realiza un recorrido por el área de ebanistería con el fin de conocer la locación y los procesos que allí se realizan, se debe tener en cuenta que el ebanista es una persona que fabrica muebles y paneles, en madera5; la empresa posee 3 bodegas conectadas entre sí por medio de aperturas o rompimientos de paredes, esto se dio a causa de que a medida que fue creciendo la empresa, fue necesario adquirir más espacio, resolviendo por medio de la compra de casas aledañas, actualmente se reconocen 3 bodegas, pero solo en la bodega 1 y 2 (PISO 1) se encuentra el parque de equipos y maquinarias usados por el personal de ebanistería (ver figura 1.), el resto de la fábrica corresponde a almacenamiento y alistamiento de producto terminado. La bodega 1 (ver figura 2.), posee una adecuación para la recepción de la materia prima (madera, láminas de MDF, insumos de pintura, etc.); junto a este material encontramos seis (6) máquinas, las cuales se inspeccionan para identificar las operaciones que allí se realizan, podemos distinguir las siguientes: • • • • • •. Selección de madera: selección del material específico Corte en bruto y preciso a lo largo y a lo ancho: corte a medida de la madera Planear canto y cara: pulido fino de las aristas de la madera Rodear: Realizar un corte en la madera sobre una guía hecha sobre la misma Corte grueso y ancho en bruto y preciso: corte a medida de la madera Regruesar: dar a la madera el grosor exacto deseado y una escuadra entre las caras perfecta.. Estas operaciones que se realizan en la bodega 1 se realizan en las siguientes maquinas: 1. 2. 3. 4. 5. 6.. 5. Planeadora Escuadradora Sierra circular de mesa Sierra radial Sierra sin fin Cepilladora - regruesadora. Extraído de lexicoon, Recuperado el 26 de agosto de 2016 http://lexicoon.org/es/ebanista.
(23) ÁREA DE ALMACENAMIENTO MATERIAL ARMADO SIN PINTURA. Bancos ebanistería. BANCOS DE EBANISTERÍA. CEPILLO - PLANEADORA. TROMPO LIJADORA DE BANDA. SIERRA RADIAL. SIERRA SIN FIN. BODEGA 2. CEPILLO. ESCUADRADORA 1. Arriba. PLANEADORA 1. Arriba. ÁREA DE ALMACENAMIENTO MATERIA PRIMA. PLANEADORA 2. LIJADO DE BANDA. ESCUADRADORA 2. COMPRESOR. BODEGA 1. ESCUADRADORA 3. SIERRA SIN FIN. BARRENADORA. Oficina Jefe de Ebanistería. Arriba. Área de Terminado. Almacén. Arriba. ACOLILLADORA 1. OFICINAS Y DESPACHO. SIERRA DE MESA. Figura 1. Plano general fabrica..
(24) 6. CEPILLADORA REGRUESADORA. 4.SIERRA RADIAL. Arriba. 5.SIERRA SIN FIN. 2. ESCUADRADORA 1. Arriba. ÁREA DE MATERIA PRIMA. 1. PLANEADORA 1. BODEGA 1. 3. SIERRA CIRCULAR DE MESA. Figura 2. Plano fabrica bodega 1. La bodega 2 (ver figura 3.), es netamente de ebanistería, es decir, no descargan ningún material allí, es solamente fabricación de muebles, es por ello que allí se encuentran los bancos de trabajo y otras máquinas que en la anterior bodega, encontramos 11 máquinas ubicadas allí de las cuales algunas realizan los mismos procesos que se vieron en la bodega anterior, esto pasa por que es necesario tener maquinaria de apoyo para todos los ebanistas que hay, ya que si no estuvieran se generaría un cuello de botella; la identificación de operaciones muestra las siguientes: • • • • • • • •. Cortar largo en bruto: corte a medida de la madera Cortar ancho en bruto: corte a medida de la madera Planear canto y cara: pulido fino de las aristas de la madera Ensamblar: Armado final Regruesar: dar a la madera el grosor exacto deseado y una escuadra entre las caras perfecta. Rodear: Realizar un corte en la madera sobre una guía hecha sobre la misma Lijar: Pulir caras Cortar grueso y ancho preciso: Corte a medida de la madera.
(25) •. Barrenar: Realizar agujeros o pozos cilíndricos extrayendo el material sólido perforado Acolillar: Realizar cortes transversales e inclinados.. •. Estas operaciones que se realizan en la bodega 1 se realizan en las siguientes maquinas:. COMPRESOR. 8. ESCUADRADORA 3. 2. BARRENADORA. 1. ESCUADRADORA 2. BANCOS DE EBANISTERÍA. 4. SIERRA SIN FIN. 7. PLANEADORA 2. 6. CEPILLO - PLANEADORA. 3.ACOLILLADORA 1. 1. Escuadradora 2. Barrenadora 3. Acolilladora 4. Sierra sin fin 5. Cepilladora regruesadora 6. Cepillo planeadora 7. Planeadora 8. Escuadradora 9. Lijadora de banda 10. Trompo 11. Lijadora de banda. BODEGA 2. 9. LIJADO DE BANDA. 10. TROMPO. 11. LIJADORA DE BANDA. Figura 3. Plano fabrica bodega 2. 3.2.. Recolección De Información. Para la elaboración del plan de mejora de mantenimiento fue necesario observar en qué estado se encontraban los procesos actuales de mantenimiento y cómo se realizaba este al final de cada operación, fue importante tener conocimiento de quién era el encargado de realizar cada actividad y qué medios o métodos utilizaba para el desarrollo de la misma..
(26) Para la recolección de dicha información se utilizó la entrevista, se realizó a través de una serie de preguntas al personal encargado, para el desarrollo de esta, se tomó como referencia base una encuesta desarrollada para un proyecto de mantenimiento6, las preguntas se modificaron a necesidad del área de enfoque de este proyecto que es el sector manufacturero (madera); fue necesario contar con la participación de los técnicos operativos del área de nuestro interés (ebanistería). La recolección de información del área de ebanistería, tardo alrededor de 2 semanas donde se realizaron las entrevistas con una duración promedio de 15 minutos cada una, con los diferentes técnicos y administrativos del área que en total son 12. Posteriormente, se realizó la recolección de datos en el archivo físico realizando la filtración por órdenes de servicio de mantenimiento que tardó un aproximado de 2 semanas. A continuación, se describen los pasos en el desarrollo de la entrevista: Se plantearon las preguntas, (ver anexo A.) con el fin de consignar la información que fuera recolectada de la manera más organizada posible con preguntas que respondieran:( ¿Qué se hace?, ¿cómo lo hace?, ¿que necesita para hacerlo?, ¿cuándo lo hace?). 3.3.. Análisis De Funcionamiento general y documentación. Al realizar este análisis, se encontró que MOBLIFORMAS SAS, no cuentan con una distribución organizacional definida ni con un proceso organizacional estructurado. El plan de mantenimiento preventivo y correctivo no está documentado e implementado, no se tienen registros de las ordenes de servicio de todas las máquinas, no hay registro de tiempos de paradas de producción por causas de mantenimiento. En el análisis realizado con el registro de las órdenes de mantenimiento correctivo se observó (ver figura 4), que las máquinas que más presenta fallas es el compresor de tornillo seguido de la escuadradora #3, estos dos equipos se encuentran en la bodega 2, información basada en los archivos consignados en la 6. Monroy Méndez Lizeth Nathaly; diseño de un plan de mejora del mantenimiento correctivo y actualización del mantenimiento preventivo en multidimensionales s.a. Recuperado el 12 de Mayo de 2017, de: http: //www.udistrital.edu.co:8080 /documents/1385 88/3099636/final.pdf..
(27) 2. BARRENADORA. COMPRESOR. 1. ESCUADRADORA 2. BANCOS DE EBANISTERÍA. 8. ESCUADRADORA 3. 4. SIERRA SIN FIN. 7. PLANEADORA 2. 6. CEPILLO - PLANEADORA. 3.ACOLILLADORA 1. carpeta de mantenimiento en el periodo de 2015 a 2017. Igualmente, las máquinas que presentan fallas más frecuentemente lo hacen tanto en la parte eléctrica como mecánica.. BODEGA 2. 9. LIJADO DE BANDA. 10. TROMPO. 11. LIJADORA DE BANDA. Figura 4. Fallos frecuentes. El análisis que le dimos a la encuesta consta de la evaluación promedio de cada una de las preguntas, con este análisis evaluamos cual es la causa raíz de los mantenimientos en el área de ebanistería. En la pregunta 1, identificamos cual es la labor diaria que se realiza con más frecuencia en el parque de maquinarias y equipos, donde nos damos cuenta (ver Gráfico 1), que las actividades que más realizan los ebanistas son corte y pulido ya que los doce (12) ebanistas realizan estas dos actividades constantemente; es decir, que en la maquinaría en las que se utiliza para realizar esta actividad se debe de llevar un control de mantenimiento rutinario. Labores diarias que realizan en el parque de maquinas y equipos ACOLILLAR. 9. BARRENAR. 3. PULIR. 12. RODEAR. 3. REGRUESAR. 9. PLANEADO. 10. CORTE. 12 0. 2. 4. 6. 8. 10. 12. 14 Gráfico 1. Labores diarias.
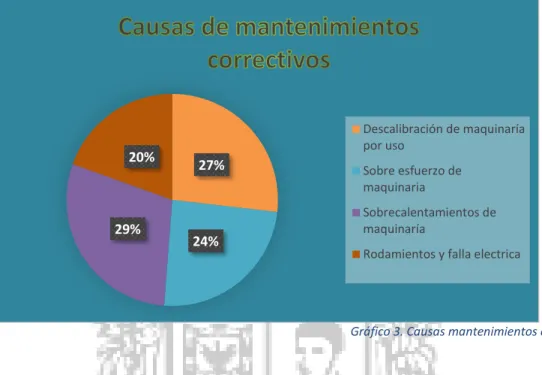
(28) En la pregunta 2, se evidencia que una de las máquinas que tiene más desgaste, es decir, se usa con más frecuencia es la escuadradora y la lijadora de banda, ya que de los doce (12) encuestados (ver Gráfico 2), el 100% coincidió estar usando con bastante frecuencia estas máquinas.. FRECUENCIA DE USO 100%. 100% 75%. 75% 50% 25%. 33%. 25%. Gráfico 2. Frecuencia de uso. En las preguntas 3, 4 y 5 se indago sobre los mantenimientos que se realizan, su frecuencia y los implementos con los que lo ejecutan; de los doce (12) encuestados todos coincidieron en que realizan aseo general diario, soplando con aire comprimido que sale del compresor y/o asea con una escoba, siendo este necesario para la puesta en marcha de los equipos; solo siete (7) realizan un mantenimiento rutinario, es decir, cuando inician y cuando finalizan su labor en la respectiva máquina. Además de los doce (12) encuestados, solo 1 aseguro estar a cargo de los mantenimientos de cada máquina, realizando actividades de lubricación de partes quincenalmente, y cambio de repuestos cuando se requiriera. En la pregunta 6 se investigó si se conocía la(s) causa(s) más frecuente(s) de los mantenimientos correctivos que se efectúan, donde la respuesta que más encontramos (ver Gráfico 3), fue la de sobrecalentamiento, esto podemos evidenciarlo por el mal uso, o sobre uso de la maquinaría, ya que no conocen el sistema operativo del parque de máquinas y equipos..
(29) 20%. 29%. Descalibración de maquinaría por uso. 27%. 24%. Sobre esfuerzo de maquinaria Sobrecalentamientos de maquinaría Rodamientos y falla electrica. Gráfico 3. Causas mantenimientos correctivos. En la pregunta 7, se consultó los repuestos que usan para el parque de máquinas y equipos, a lo que todos respondieron correas y rodamientos. En la pregunta 8 se conoció que dependiendo el daño la maquina se tardan 1 día en realizar el respectivo mantenimiento correctivo. Se indago en la pregunta 9, si tenían alguna sugerencia para mitigar los mantenimientos correctivos del parque de máquinas y equipos, a lo que se todos coincidieron en la concientización y capacitación de los compañeros de trabajo Para hallar la causa raíz de los fallos en el parque de maquinarias y quipos se analizaron cada una de las respuestas obtenidas en la encuesta, en la que se evidencia que muy pocos conocen el sistema operativo del parque y su respectivo mantenimiento preventivo, presentan varios causas de daños correctivos, sobre la que prima el sobre calentamientos por causa del mal uso o el desconocimiento del correcto funcionamiento o puesta en marcha de la maquinaría; también se identificó que muy pocos tienen claridad de los mantenimientos que requiere el parque de equipos. Los resultados adquiridos en las entrevistas y encuestas nos dan un claro panorama de todo lo que falta por hacer en cuanto al mantenimiento mismo, haciendo aclaración en algunos detalles y novedades que dieron a lugar durante la entrevista. Es de tener en cuenta que muchos de los mantenimientos correctivos que se realizan en las áreas de ebanistería son cambio de rodamientos y cambio de.
(30) correas, esto refleja un claro desaseo de parte de todos los operarios ya que al trabajar con materias primas como la madera se maneja mucho material particulado, que afecta estos repuestos directamente y al faltar el ajuste uniones y lubricación de rodamientos, se presenta un deterioro más pronto incurriendo en gastos que posiblemente se pueden mitigar a un plazo más largo. A continuación (ver Figura 5), se representa a través de un diagrama Ishikawa el problema causa raíz de los fallos que evitan el adecuado funcionamiento del parque de máquinas y equipos en MOBLIFORMAS SAS..
(31) NO HAY PROGRAMACIÓN DE MANTENIMIENTOS PARA EL PARQUE DE EQUIPOS. SE REALIZAN PARADAS INESPERADAS DE MAQUINARÍAS PARA REPARACIONES CORRECTIVAS. MATERIAL PARTICULADO AFECTA DIRECTAMENTE RODAMIENTOS E INSTALACIÓN ELECTRICA. NO HAY COMUNICACIÓN DEL JEFE DE ÁREA Y EL PERSONAL SOBRE LOS MANTENIMIENTOS PREVIOS Y POSTERIORES NO HAY COMPROMISO CON EL CUIDADO DE LAS MAQUINARÍAS POR NINGUNA PERSONA. EXISTE POCO EQUIPO DE CAPTURA DE PARTICULAS. DISPERSIÓN MATERIAL PARTICULADO EN EL ENTORNO DE TRABAJO. MAQUINARÍA DESCALIBRADA POR CAMBIO Y AJUSTES DE PIEZAS. CAMBIO DE LINEA DE PRODUCCIÓN, GENERA ADAPTACIÓN Y AJUSTE DE PIEZAS A LA MAQUINARÍA. FALTA DE ASEO PREVIO Y POSTERIOR AL MOMENTO DE USAR. FALTA DE CONCIENCIA EN EL CUIDADO DE LA MAQUINARÍA. NO EXISTE INCONVENIENTE AL MOMENTO DE SOLVENTAR LAS OBLIGACIONES POR REPARACIONES CORRECTIVAS A MAQUINARÍAS. FALTA DE INTERES DE PARTE DEL PERSONAL POR COLABORACIÓN DE AHORRO FINANCIERO AL REALIZAR UN MANTENIMIENTO PREVENTIVO AL PARQUE DE EQUIPOS. LAS PARTICULAS AFECTAN TANTO MECANISMOS MECÁNICOS COMO ELÉCTRICOS. NO EXISTE UNA FINANCIACIÓN PARA UN DEPARTAMENTO DE MANTENIMIENTO O ALGUIEN QUE SE RESPONSABILICE DE ESE CARGO. MAYOR ESFUERZO DE LA MAQUINARIA Y TIEMPO DE TRABAJO GENERANDO SOBRE CALENTAMIENTOS Y DESGASTE CONTINUO. MAYOR ESFUERZO DE EQUIPOS AL CORTAR MATERIAL DE UN CALIBRE GRUESO Y COMPACTO(BLOQUES DE MADERA). MATERIAL DE CALIBRE BAJO (AGLOMERADOS) PRESENTAN MATERIAL PARTICULADO. MAQUINARÍA PROPENSA A DAÑOS POR USO, ANTIGÜEDAD Y FALTA DE MANTENIMIENTOS PREVENTIVOS.. GRAN PORCENTAJE DEL PARQUE DE MAQUINARÍA ESOBSOLETA PERO FUNCIONAL. FALLAS EN LOS EQUIPOS DEL ÁREA DE EBANISTERÍA. NO ESTA CALIFICADA PARA MANEJAR TODO EL PARQUE DE EQUIPOS CORRECTAMENTE. NO HAY REGISTROS DE CAPACITACIÓN DEL PERSONAL ANTIGUO NI NUEVO SOBRE EL PARQUE DE EQUIPOS. Figura 5. Aplicación diagrama Causa – Efecto, Situación actual mantenimiento..
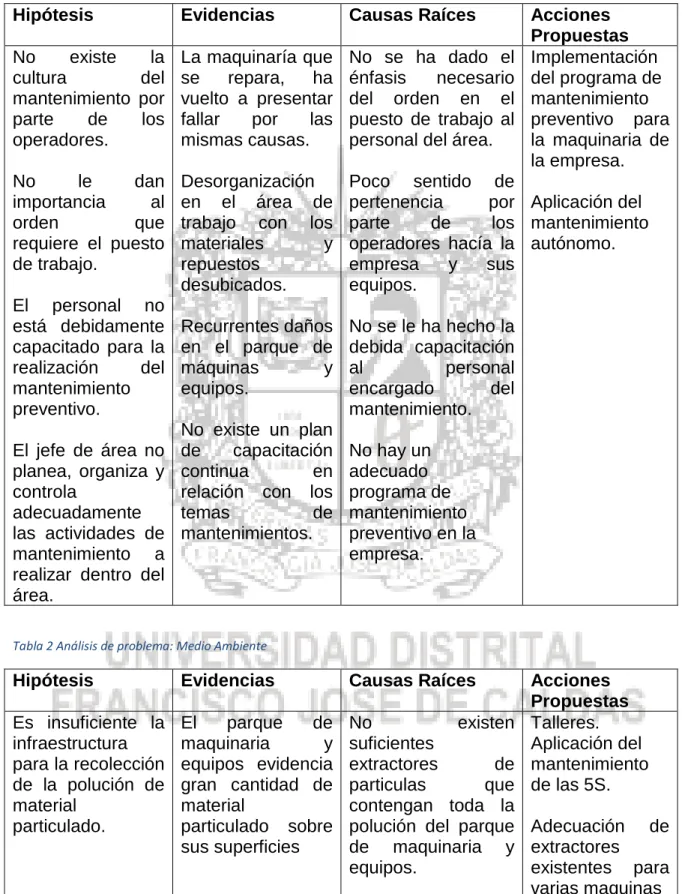
(32) Tabla 1. Análisis de problema: Mano de Obra. Hipótesis. Evidencias. Causas Raíces. Acciones Propuestas Implementación del programa de mantenimiento preventivo para la maquinaria de la empresa.. No existe la La maquinaría que cultura del se repara, ha mantenimiento por vuelto a presentar parte de los fallar por las operadores. mismas causas.. No se ha dado el énfasis necesario del orden en el puesto de trabajo al personal del área.. No le dan importancia al orden que requiere el puesto de trabajo.. Desorganización en el área de trabajo con los materiales y repuestos desubicados.. Poco sentido de pertenencia por Aplicación del parte de los mantenimiento operadores hacía la autónomo. empresa y sus equipos.. Recurrentes daños en el parque de máquinas y equipos.. No se le ha hecho la debida capacitación al personal encargado del mantenimiento.. El personal no está debidamente capacitado para la realización del mantenimiento preventivo.. No existe un plan El jefe de área no de capacitación planea, organiza y continua en controla relación con los adecuadamente temas de las actividades de mantenimientos. mantenimiento a realizar dentro del área.. No hay un adecuado programa de mantenimiento preventivo en la empresa.. Tabla 2 Análisis de problema: Medio Ambiente. Hipótesis. Evidencias. Es insuficiente la infraestructura para la recolección de la polución de material particulado.. El parque de maquinaria y equipos evidencia gran cantidad de material particulado sobre sus superficies. Causas Raíces. Acciones Propuestas No existen Talleres. suficientes Aplicación del extractores de mantenimiento particulas que de las 5S. contengan toda la polución del parque Adecuación de de maquinaria y extractores equipos. existentes para varias maquinas.
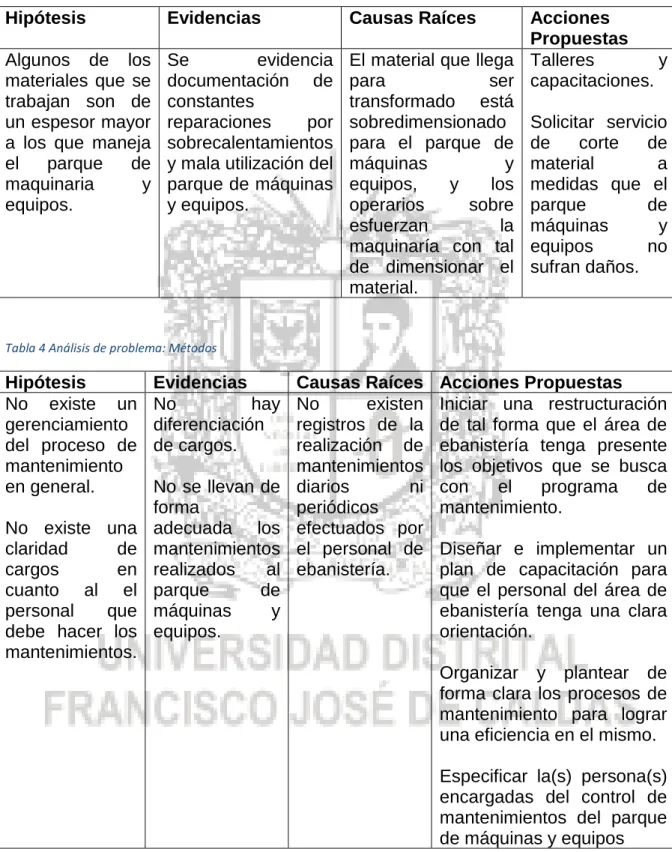
(33) Tabla 3 Análisis de problema: Material. Hipótesis. Evidencias. Causas Raíces. Algunos de los materiales que se trabajan son de un espesor mayor a los que maneja el parque de maquinaria y equipos.. Se evidencia documentación de constantes reparaciones por sobrecalentamientos y mala utilización del parque de máquinas y equipos.. Acciones Propuestas El material que llega Talleres y para ser capacitaciones. transformado está sobredimensionado Solicitar servicio para el parque de de corte de máquinas y material a equipos, y los medidas que el operarios sobre parque de esfuerzan la máquinas y maquinaría con tal equipos no de dimensionar el sufran daños. material.. Tabla 4 Análisis de problema: Métodos. Hipótesis No existe un gerenciamiento del proceso de mantenimiento en general. No existe una claridad de cargos en cuanto al el personal que debe hacer los mantenimientos.. Evidencias No hay diferenciación de cargos. No se llevan de forma adecuada los mantenimientos realizados al parque de máquinas y equipos.. Causas Raíces No existen registros de la realización de mantenimientos diarios ni periódicos efectuados por el personal de ebanistería.. Acciones Propuestas Iniciar una restructuración de tal forma que el área de ebanistería tenga presente los objetivos que se busca con el programa de mantenimiento. Diseñar e implementar un plan de capacitación para que el personal del área de ebanistería tenga una clara orientación. Organizar y plantear de forma clara los procesos de mantenimiento para lograr una eficiencia en el mismo. Especificar la(s) persona(s) encargadas del control de mantenimientos del parque de máquinas y equipos.
(34) Tabla 5 Análisis del problema: Financiero. Hipótesis. Evidencias. La gerencia no No existe un invierte en un departamento de departamento de mantenimiento. mantenimiento. No existe No tiene noción documentación de de un ahorro mantenimientos monetario al preventivos practicar solamente mantenimientos correctivos preventivos.. Causas Raíces. Acciones Propuestas La empresa no se Adecuación e encuentra instauración del familiarizada con un departamento de programa de mantenimiento mantenimiento para la empresa. preventivo.. Tabla 6 Análisis del problema: Máquinas y equipos. Hipótesis. Evidencias. Maquinaría Existe varios obsoleta que no servicios de terceros permite la por des calibración variabilidad en de maquinaria y procesos. equipos Cambio de línea de producción des calibra maquinaria y equipos. Causas Raíces. La empresa no tiene una debida planeación del mantenimiento de las maquinas que son afectadas por la Adaptación hechiza des calibración de maquinaría constantemente. obsoleta para trabajos del área de ebanistería.. Acciones Propuestas Planear un debido programa de mantenimiento preventivo con tal de solventar las labores de calibración del parque de máquinas y equipos. La perspectiva que la empresa nos brinda carece de un programa de mantenimiento; no existe un debido proceso para su parque de máquinas y equipos, ni para el personal a cargo del mismo. Se puede evidenciar en los resultados como cada miembro de la compañía no tiene definido, una razón de ser con respecto a los mantenimientos que se le debe realizar con cada una de las máquinas que utilizan para su labor diaria, una estrategia para mantener la durabilidad de la maquinaría, unos objetivos y unas tácticas dentro de la organización que prolonguen la vida de las máquinas. La mayoría del personal tiene experiencia empírica de muchos años, por eso no tienen definido una trazabilidad en el mantenimiento de las maquinarías, pocos.
(35) son los que realizan aseo antes y después de usar la maquinaría que es lo ideal ya que este tipo de empresas maneja mucha polución de partícula dañina para las mismas. Según los registros de servicios de mantenimientos muchos de los paros que le pasan a las maquinas es por falta de limpieza y de lubricación de partes; el parque de equipos presenta un desgaste notorio especialmente en piezas tales como ejes, rodamientos, correas, rodillos, y piezas que se encuentran en movimiento constante o en rose continuo, el mantenimiento preventivo propuesto actualmente, se realiza bimestral (se sabe que no existen registros de estos mantenimientos programados), en el cual se ejecutan revisiones, ajustes, lubricaciones y limpiezas de articulaciones, ejes, rodillos, correas, etc., en cuanto a la parte mecánica y eléctrica se realiza revisión y ajustes de tableros, conexiones. A pesar de que llevan años de experiencia en la labor, muchos de ellos no poseen el conocimiento técnico práctico de la utilización correcta de cada máquina, por lo que muchas veces suelen averiarse las máquinas y el personal no tienen esa conciencia de cuidar los equipos. El mal manejo de la maquinaria se presenta en varias ocasiones por no seguir las indicaciones del jefe de área, por la sobre utilización de la capacidad de la maquinaría, el accionamiento de la maquinaria sin un previo aseo; de esta forma afectan el flujo de la operación que se manifiesta en tiempo y a corto plazo en dinero. Al trabajar con un material como la madera, esta al ser cortada genera material particulado que puede adsorber los lubricantes de las maquinarias, y también llegar a lugares sensibles de los mismos si no se realiza un aseo constante. 4. Fichas técnicas del parque de máquinas y equipos Un programa de mantenimiento debe mantener y almacenar un registro con toda la información de las máquinas. La ficha técnica es una hoja, que contiene la información general del equipo tal como el código, el fabricante, el modelo, la marca, el color, potencia, entre otros., tratando de describirlo completamente presentando la información necesaria para el mantenimiento y operación de éste. Mobliformas S.A.S., contaba con un formato de ficha técnica que se consideró se debía mejorar, con el fin de que tuviera la información precisa que éste debe tener; se propuso una ficha técnica (Ver Anexo B) que contuviera la información necesaria. A continuación, se muestra la ficha técnica de cada una de las máquinas mostradas en el inventario de la empresa..
(36) Cuadro 1. Ficha técnica Sierra Circular de Mesa #1 GESTION DE PRODUCCIÓN DE MUEBLES. Empresa HOJA N° AÑO. Ficha Tecnica de Equipos MAQUINA/EQUIPO MODELO UBICACIÓN. SIERRA CIRCULAR DE MESA #1 MARCA NO REGISTRA. FABRICANTE. NO REGISTRA NO REGISTRA. FECHA DE COMPRA. 1990. VERDE. POTENCIA. 3 HP. No. DE INVENTARIO. EBA001. GARANTIA. VENCIDA. PERSONA A CARGO. JEFE DE ÁREA. VIDA UTIL. 5 AÑOS. COLOR. BODEGA 2. MOBLIFORMAS 1 2017. Foto. DESCRIPCION Es una máquina para aserrar longitudinal o transversalmente madera. Se compone de una bancada y una mesa fija con una ranura en el tablero que permite el paso del disco de sierra, un motor y una regla guía para cortes longitudinales. El motor eléctrico que hace girar a gran velocidad una hoja circular cuya operación exclusiva es la de cortar o aserrar piezas de madera. La altura del disco sobre el tablero es regulable a voluntad por medio de un volante ubicado en la zona frontal de la máquina. PARTES PRINCIPALES 1- Tablero 2. Guía horizontal 3- Volante para graduar altura del disco 4. Disco 5. Pulsador de encendido/ apagado. PRECAUCIONES DE SEGURIDAD. MANTENIMIENTO DIARIO Y ADVERTENCIAS. ESPECIFICACIONES ATENCIÓN: Antes de realizar las operaciones de limpieza, mantenimiento, regulación y/o sustitución de cualquier parte, es obligatorio que la máquina esté parada. El constante mantenimiento y correcta utilización del disco influye directamente en la calidad y velocidad de trabajo. •Efectuar constantemente la afiladura de los dientes en cuanto el disco pierda el filo cortante o empiece a forzar durante el corte. • La operación de afiladura debe ser llevada a cabo por el personal cualificado. • Comprobar la posible presencia de dientes dañados o agrietados. • Tras cada ciclo de trabajo, limpiar bien la máquina y todas sus partes aspirando las virutas y el polvo. • Limpiar semanalmente todos los acoplamientos móviles de la máquina y lubricarlos con una fina película de aceite y grasa. • La sustitución de componentes requiere preparación y competencia técnica específicas; es por ello que dichas operaciones deben ser realizados por personal cualificado, con el fin de evitar daños a la máquina y riesgos para las personas. • El operador de la máquina deberá poseer todos los requisitos prescritos para la utilización de una máquina compleja. • Se prohíbe manejar la máquina bajo influencia de bebidas alcohólicas, drogas o medicinas. • Es obligatorio que todos los operadores estén preparados apropiadamente para el uso, la regulación y el funcionamiento de la máquina. • Los operadores deben leer el manual detenidamente, prestando suma atención a las notas y advertencias de seguridad; además deben estar informados acerca de los peligros asociados al uso de la máquina y de las precauciones que han de observarse y estar formados para efectuar exámenes periódicos de las protecciones y los dispositivos de seguridad. • Mantener siempre libre y limpia la zona de trabajo alrededor de la máquina con el fin de facilitar un control visual durante la operación. • No se introduzca en la máquina material diferente del que está previsto para su utilización. • El material a elaborar no debe contener componentes metálicos. • No trabajar nunca piezas demasiado pequeñas o demasiado gruesas para la capacidad de la máquina. • No elaborar maderas que presenten defectos muy evidentes (rajaduras, nudos, partes metálicas, etc.) • No poner las manos en proximidad del disco; realizar el avance de las piezas pequeñas con el auxilio de un dispositivo de empuje. • Iniciar el trabajo con la máquina sólo cuando las herramientas hayan alcanzado su velocidad de trabajo. • Antes de empezar a trabajar, quitarse la pulsera, el reloj y el anillo. • Utilizar siempre calzado resistente para el trabajo. • Llevar gafas de protección. • Usar apropiados sistemas de protección para el oído (auriculares, tapones, etc.) y contra el polvo (mascarilla). • Solo personas autorizadas podrán reparar o efectuar manutenciones. • El operador no debe descuidar por ningún motivo la máquina en funcionamiento. • En caso de paradas prolongadas activar el pulsador de apagado..
(37) Cuadro 2. Ficha técnica Planeadora #1 GESTION DE PRODUCCIÓN DE MUEBLES. Empresa HOJA N° AÑO. Ficha Tecnica de Equipos MAQUINA/EQUIPO MODELO. PLANEADORA #1 NO REGISTRA. UBICACIÓN COLOR. BODEGA 1. MARCA FABRICANTE FECHA DE COMPRA. MOBLIFORMAS 1 2017. NO REGISTRA HURTADO HNOS 1990. VERDE. POTENCIA. 1,119 W / 1 1/2 HP. No. DE INVENTARIO. EBA 002. GARANTIA. VENCIDA. PERSONA A CARGO. JEFE DE ÁREA. VIDA UTIL. 5 AÑOS. DESCRIPCION La función principal de una máquina canteadora, también conocida como planeadora es la de alisar e igualar, el borde de dos piezas, para que se puedan unir y formar una superficie mayor. Se usa sobre material abombado o cuarteado para dejarlo plano. Se compone normalmente de una estructura fija, con una amplia mesa de trabajo o plancha, entre la cual está situado el árbol porta cuchillas. El árbol porta cuchillas debe ser cilíndrico, en acero duro, cuidadosamente equilibrado dinámicamente; posee de dos a cuatro ranuras para el alojamiento de las cuchillas de corte fijadas mediante tornillos de anclaje.. Foto. PARTES PRINCIPALES 1. Mesa de colocación, entrada y salida. 2. Árbol porta cuchillas 3. Ajuste de la mesa en longitud y altura 4. Regla de tope o guía. PRECAUCIONES DE SEGURIDAD. MANTENIMIENTO DIARIO Y ADVERTENCIAS. ESPECIFICACIONES ATENCIÓN: Antes de realizar las operaciones de limpieza, mantenimiento, regulación y/o sustitución de cualquier parte, es obligatorio que la máquina esté parada. • El constante mantenimiento y correcta utilización de las cuchillas influye directamente en la calidad y velocidad. • Efectuar constantemente la afiladura de las cuchillas en cuanto pierdan el filo cortante o empiece a forzar durante el corte. • La operación de afiladura debe ser llevada a cabo por el personal cualificado. • Comprobar si los labios de las mesas se encuentran dentados o astillados. • Tras cada ciclo de trabajo, limpiar bien la máquina y todas sus partes aspirando las virutas y el polvo. • Limpiar semanalmente todos los acoplamientos móviles de la máquina y lubricarlos con una fina película de aceite y grasa. • La sustitución de componentes requiere preparación y competencia técnica específicas; es por ello que dichas operaciones deben ser realizados por personal cualificado, con el fin de evitar daños a la máquina y riesgos para las personas. • El operador de la máquina deberá poseer todos los requisitos prescritos para su utilización. • Se prohíbe manejar la máquina bajo influencia de bebidas alcohólicas, drogas o medicinas. • Es obligatorio que todos los operadores estén formados apropiadamente para el uso, la regulación y el funcionamiento de la máquina. • Los operadores deben leer el manual detenidamente, prestando suma atención a las notas y advertencias de seguridad; además deben estar informados acerca de los peligros asociados al uso de la máquina y de las precauciones que han de observarse y estar formados para efectuar exámenes periódicos de las protecciones y los dispositivos de seguridad. • Mantener siempre libre y limpia la zona de trabajo alrededor de la máquina con el fin de facilitar un control visual durante la operación. • No se introduzca en la máquina material diferente del que está previsto para su utilización. • El material a trabajar no debe contener componentes metálicos. • No trabajar maderas que presenten defectos muy evidentes (rajaduras, nudos, partes metálicas, etc.) • No cepille piezas de madera cuya longitud sea menor a 50 cm y mayor a 3 m. • No poner las manos en proximidad de la herramienta; realizar el avance de las piezas grandes con el auxilio de una pieza de empuje. • Guardar las herramientas de manera ordenada y lejos de personas no autorizadas. • Antes de empezar a trabajar, quitarse la pulsera, el reloj y el anillo. • Llevar gafas de protección. • Usar apropiados sistemas de protección para el oído (auriculares, tapones, etc.) y contra el polvo (mascarilla). • No permitir a personas no autorizadas, reparar o efectuar manutenciones, ni cualquier tipo de operaciones. • El operador no debe descuidar por ningún motivo la máquina en funcionamiento..
(38) Cuadro 3. Ficha técnica Planeadora #2 GESTION DE PRODUCCIÓN DE MUEBLES Ficha Tecnica de Equipos MAQUINA/EQUIPO MODELO. PLANEADORA #2 MARCA NO REGISTRA. UBICACIÓN COLOR. BODEGA 2. Empresa HOJA N°. MOBLIFORMAS 1. AÑO. 2017. NO REGISTRA. FABRICANTE. HURTADO HNOS. FECHA DE COMPRA. 1990. VERDE. POTENCIA. 1,119 W / 1 1/2 HP. No. DE INVENTARIO. EBA 003. GARANTIA. VENCIDA. PERSONA A CARGO. JEFE DE ÁREA. VIDA UTIL. 5 AÑOS. DESCRIPCION La función principal de una máquina canteadora, también conocida como planeadora es la de alisar e igualar, el borde de dos piezas, para que se puedan unir y formar una superficie mayor. Se usa sobre material abombado o cuarteado para dejarlo plano. Se compone normalmente de una estructura fija, con una amplia mesa de trabajo o plancha, entre la cual está situado el árbol porta cuchillas. El árbol porta cuchillas debe ser cilíndrico, en acero duro, cuidadosamente equilibrado dinámicamente; posee de dos a cuatro ranuras para el alojamiento de las cuchillas de corte fijadas mediante tornillos de anclaje.. Foto. PARTES PRINCIPALES Mesa de colocación, entrada y salida. Árbol porta cuchillas Ajuste de la mesa en longitud y altura Regla de tope o guía. MANTENIMIENTO DIARIO Y ADVERTENCIAS. ESPECIFICACIONES ATENCIÓN: Antes de realizar las operaciones de limpieza, mantenimiento, regulación y/o sustitución de cualquier parte, es obligatorio que la máquina esté parada. • El constante mantenimiento y correcta utilización de las cuchillas influye directamente en la calidad y velocidad. • Efectuar constantemente la afiladura de las cuchillas en cuanto pierdan el filo cortante o empiece a forzar durante el corte. • La operación de afiladura debe ser llevada a cabo por el personal cualificado. • Comprobar si los labios de las mesas se encuentran dentados o astillados. • Tras cada ciclo de trabajo, limpiar bien la máquina y todas sus partes aspirando las virutas y el polvo. • Limpiar semanalmente todos los acoplamientos móviles de la máquina y lubricarlos con una fina película de aceite y grasa. • La sustitución de componentes requiere preparación y competencia técnica específicas; es por ello que dichas operaciones deben ser realizados por personal cualificado, con el fin de evitar daños a la máquina y riesgos para las personas.. PRECAUCIONES DE SEGURIDAD. 1. 2. 3. 4.. • El operador de la máquina deberá poseer todos los requisitos prescritos para su utilización. • Se prohíbe manejar la máquina bajo influencia de bebidas alcohólicas, drogas o medicinas. • Es obligatorio que todos los operadores estén formados apropiadamente para el uso, la regulación y el funcionamiento de la máquina. • Los operadores deben leer el manual detenidamente, prestando suma atención a las notas y advertencias de seguridad; además deben estar informados acerca de los peligros asociados al uso de la máquina y de las precauciones que han de observarse y estar formados para efectuar exámenes periódicos de las protecciones y los dispositivos de seguridad. • Mantener siempre libre y limpia la zona de trabajo alrededor de la máquina con el fin de facilitar un control visual durante la operación. • No se introduzca en la máquina material diferente del que está previsto para su utilización. • El material a trabajar no debe contener componentes metálicos. • No trabajar maderas que presenten defectos muy evidentes (rajaduras, nudos, partes metálicas, etc.) • No cepille piezas de madera cuya longitud sea menor a 50 cm y mayor a 3 m. • No poner las manos en proximidad de la herramienta; realizar el avance de las piezas grandes con el auxilio de una pieza de empuje. • Guardar las herramientas de manera ordenada y lejos de personas no autorizadas. • Antes de empezar a trabajar, quitarse la pulsera, el reloj y el anillo. • Llevar gafas de protección. • Usar apropiados sistemas de protección para el oído (auriculares, tapones, etc.) y contra el polvo (mascarilla). • No permitir a personas no autorizadas, reparar o efectuar manutenciones, ni cualquier tipo de operaciones. • El operador no debe descuidar por ningún motivo la máquina en funcionamiento..
Figure


+7


Documento similar
SVP, EXECUTIVE CREATIVE DIRECTOR JACK MORTON
Social Media, Email Marketing, Workflows, Smart CTA’s, Video Marketing. Blog, Social Media, SEO, SEM, Mobile Marketing,
Habiendo organizado un movimiento revolucionario en Valencia a principios de 1929 y persistido en las reuniones conspirativo-constitucionalistas desde entonces —cierto que a aquellas
diabetes, chronic respiratory disease and cancer) targeted in the Global Action Plan on NCDs as well as other noncommunicable conditions of particular concern in the European
The part I assessment is coordinated involving all MSCs and led by the RMS who prepares a draft assessment report, sends the request for information (RFI) with considerations,
En febrero de 2022 se efectuó el último mantenimiento preventivo de la Planta N° 03 – UltraControlo 260 (Mantenimiento 4000 horas de compresores, mantenimientos.. Esta obra
Concluido el trabajo de investigación y proyecto se pudo concluir y cumplir con todos los objetivos que se tenían planeados, se obtuvo un presupuesto y costeo total de todos los
Las manifestaciones musicales y su organización institucional a lo largo de los siglos XVI al XVIII son aspectos poco conocidos de la cultura alicantina. Analizar el alcance y
