S
SEECCCCIIÓÓNNDDEEEESSTTUUDDIIOOSSDDEEPPOOSSGGRRAADDOOEEIINNVVEESSTTIIGGAACCIIÓÓNN
UNIDAD ZACATENCO
“ANÁLISIS DE TRANSFERENCIA DE CALOR DE LA
UNIÓN SOLDADA DE UN MATERIAL 304 CON
MATERIAL DE MEMORIA DE FORMA NiTiNOL EN EL
PROCESO DE SOLDADURA TIG POR MEDIO DE
ELEMENTO FINITO”
TESIS QUE PARA OBTENER EL GRADO DE MAESTRO EN
CIENCIAS EN INGENIERÍA MECÁNICA OPCIÓN DISEÑO,
PRESENTA:
ING. JESÚS ANDRÉS ROMERO GARCÍA
CARTA DE CESIÓN DE DERECHOS
En la ciudad de México, D. F., el día 14 del mes de Mayo del año 2008 el (la) que suscribe JESÙS ANDRÈS ROMERO GARCÌA alumno(a) del Programa de MAESTRIA EN CIENCIAS CON ESPECIALIDAD EN INGENIERÍA MECÁNICA con número de registro A060383 adscrito a la Sección de Estudios de Posgrado e Investigación de la E. S. I. M. E. Unidad Zacatenco, manifiesta que es autor(a) intelectual del presente trabajo de tesis bajo la dirección del: M. en C. ALLA KABATSKAIA IVANOVNA y cede los derechos del trabajo intitulado: “ANALISIS DEL COMPORTAMIENTO DE NiTiNOL COMO MATERIAL DE APORTE EN EÑ PROCESO DE SOLDADURA TIG DEL ACERO 304 POR TRANSFERENCIA DE CALOR APLICANDOLE METODO DE ELEMENTO FINITO” , al Instituto Politécnico Nacional para su difusión, con fines Académicos y de Investigación.
Los usuarios de la información no deben reproducir el contenido textual, graficas o datos del trabajo sin el permiso expreso del autor y/o director del trabajo. Este puede ser obtenido a la siguiente dirección:
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
UNIDAD PROFESIONAL ADOLFO LOPEZ MATEOS, EDIF. 5 2do. PISO COL LINDAVISTA, 07738 MEXICO D F. TEL 5729 6000 EXT. 54740
Sin el permiso se otorga, el usuario deberá dar el agradecimiento correspondiente y citar la fuente del mismo.
Resumen
El presente proyecto de investigación esta enfocado a la aplicación de nuevos materiales en la industria nacional y, en particular, utilización de material de memoria de forma NITINOL (Ni Ti) en la soldadura.
Se realizó en análisis numérico por transferencia de calor de la unión de materiales acero inoxidable 304 como base y material de aporte de memoria de forma NiTiNOL, del proceso de soldadura TIG.
Se seleccionó el proceso de soldadura TIG, debido a que es un método de soldadura por fusión, en donde existe una mejor adherencia entre materiales y se puede observar y definir las temperaturas para realizar un análisis de transferencia de calor que permita definir el modo de transferencia y analizar la zona afectada por el calor.
Para esta investigación se tomaron las temperaturas de fusión de cada uno de los materiales a unir de la literatura y a partir del proceso real se midió con un calorímetro la temperatura inicial y final del proceso de soldadura en la unión de materiales.
Después se determinaron los parámetros y variables del proceso, con la finalidad de realizar un modelo matemático, mismo que da la pauta para el desarrollo de un análisis numérico a
partir de la geometría de la unión a soldar.
Se trata de un elemento NO LINEAL, teniendo como únicas condiciones de frontera las variaciones de temperatura en distintos puntos de la unión.
El acero inoxidable sirvió como material base y como material de aporte se utilizó NITINOL,
se escogió el proceso GTAW (TIG), como un proceso con más amplia utilización sobre todo en el área de la construcción y la industria aeronáutica.
Abstract
This research project is focused on the application of new materials in the domestic industry and in particular use of material shape memory nitinol (Ni Ti) in welding.
In numerical analysis was conducted by heat transfer from the union of 304 stainless steel
materials as the basis and material contribution of shape memory nitinol, TIG welding process.
Was selected TIG welding process, because it is a method of welding fusion, where there is a better adhesion between material and can be observed and set temperatures to conduct an analysis of heat transfer to define the mode of transfer and analyze the area affected by the heat.
For this investigation were taken melting temperatures of each of the materials to unite the literature and from real process was measured with a calorimeter temperature starting and ending the process of welding materials in the union.
After identified the parameters and variables in the process, with the aim of carrying out a mathematical model, which gives the same pattern for the development of a numerical analysis from the geometry of the union to be soldered.
This is a non-linear element, with the unique conditions of the border constant K and temperature variations at different points of the union.
The stainless steel served as a base material and material input was used nitinol, was chosen the process GTAW (TIG), as a process with wider use especially in the area of construction and aviation industry.
Índice I
Índice de Figuras iv
Índice de Tablas vii
Resumen viii
Abstract x
Justificación xii
Objetivo xiii
Objetivos particulares xiii
Introducción xiv
Capítulo I
Estado del Arte 1
I.1.- Introducción 2
I.2.- Principios del Proceso de Soldadura 3
I.2.1.- Descripción del proceso de soldadura TIG 4 I.2.2.- Corriente continua (polaridad directa) 6
I.2.3.- Corriente continua (polaridad inversa) 8
I.2.4.- Corriente alterna 9
I.3.- Curva característica de un equipo de soldadura TIG 9
I.3.1.- Características generales 10
I.3.2.- Tensión de cebado y arco 11
I.4.- Tipos de gas o mezcla de gases 12
I.4.1.- Características 12
1.5.- Electrodos de tungsteno 14
I.5.1.-Codificación de los electrodos 15
I.5.2.-Condiciones de utilización 16
I.5.3.- Forma de los electrodos 17
I.6.- Secuencia de un equipo de soldadura TIG 19
I.7.- Modo operatorio de la soldadura TIG 23
I.7.1.- Disipación térmica 24
I.7.2.- Método de soldadura 25
I.7.3.- Modo operatorio 25
I.7.4.- Soldadura de metales diferentes 27
Capítulo II
Generalidades 30
II.1.- Introducción 31
II.2.- Materiales con memoria de forma 31
II.2.1.- Origen de los materiales de Memoria de forma 33
II.2.2.- Origen del NiTiNOL 34
II.3.- Características del NiTiNOL 35
II.3.1.- Propiedades mecánicas del NiTiNOL 35 II.3.2.- Propiedades fisicoquímicas del NiTiNOL 36 II.3.3.- Comportamiento superelástico-memoria de forma 37
II.4.- Aplicación del NiTiNOL en la soldadura 40 II.4.1.- Ventajas del NiTiNOL en la soldadura 41 II.4.2.- Características de los aceros inoxidables 41 II.4.3.- Clasificación de los aceros inoxidables según AISI 41 II.4.4.- Soldadura bajo gas protector con electrodo no consumible Tungsteno. 43
II.5.- Unión de Metales 44
II.5.1.-Transformaciones sin difusión 45
Capítulo III
Condiciones de trabajo 48
III.1.- Introducción 49
III.5.1.- Elaboración del modelo en la transferencia de calor 52
III.6.- Modelado matemático para el desarrollo del proceso 53 III.6.1.- Desarrollo matemático para el NiTiNOL 56 III.6.2.-Desarrollo matemático del acero inoxidable austenítico, AISI 304 58
Capítulo IV
Modelado del material 64
IV.1.- Introducción. 65
IV.2.- Mecanismos de transferencia de calor 65
IV.2.1.- Conducción 65
IV.2.2.- Radiación 65
IV.3.- Aspectos fundamentales del método del elemento finito MFE 66
IV.3.1.- Programa computacional ANSYS 68
IV.3.2.- Características del programa computacional ANSYS 68 IV.3.3.- Ventajas del programa computacional ANSYS 69 IV.3.4.- Desventajas de programa computacional ANSYS 69
IV.4.- Geometría del elemento a modelar 70
IV.5.- Elementos a considerar para el análisis numérico. 72
IV.5.1.- Tipos de elementos 76
IV.5.2.- Descripción del elemento PLANE35 y PLANE 77 77 IV.5.3.- Descripción del elemento PLANE55 79
Capitulo V
Resultados y discusiones 82
V.1.- Introducción 83
V.2.- Interpretación de resultados 84
V.3.- Comparación de resultados 89
V.4.- Discusiones 95
Conclusiones generales y recomendaciones 106
Índice de figuras
Figura I.1.-Descripción del proceso TIG 5
Figura I.2.-Longitud media del arco 6
Figura I.3.-Curva característica del arco 7
Figura I.4.-Etapas en el aumento de la intensidad 8
Figura I.5.-Soldadura en corriente continua 9
Figura I.6.-Curva característica del proceso TIG voltaje-intensidad 10
Figura I.7.- Curva característica del proceso TIG (con variación
voltaje-intensidad) 11
Figura I.8.-Tipos de punta de los electrodos 18
Figura I.9.-Diagrama SECUENCIA 2t. 21
Figura I.10.-Diagrama SECUENCIA 4t. 22
Figura I.11.-Proceso de soldadura TIG 24
Figura I.12.-Secuencia del proceso 25
Figura II.1.-Efecto de memoria de forma de un “sentido” 33
Figura II.2.-Titanio con un metalα-estabilizante 37
Figura II.2a.-Titanio con un metal neutro 38
Figura II.2b.-Titanio con un metalβ-estabilizante 38
Figura II.2c.-Titanio con un metalβ-estabilizante eutéctico 39
Figura II.3.-Clasificación de los aceros inoxidables según AISI 42
Figura III.1.- Influencia mutua entre los campos involucrados en el proceso de
soldadura 51
Figura III.2.-Modelado matemático del problema físico 53
Figura IV.1:-Ranura “V” para unión por soldadura manual de arco protegido 70
Figura IV.2.Geometría de la unión para analizar (Acot:mm) 72
Figura IV.3.-Ejemplos de elementos finitos unidimensionales
Figura IV.4.Ejemplos de elementos finitos bidimensionales. a) Lineal triangular.
b) Lineal Cuadrilátero. c) Superior triangular. d) Superior Cuadrilátero 75
Figura IV.5.-Ejemplos de elementos finitos tridimensionales. a) Lineal. b)
Superior. c) Superior cilíndrico 76
Figura IV.6.-"PLANE 77 Geometría" 77
Figura IV.7.-"PLANE 35 Geometría" 78
Figura IV.8.-"PLANE 55 Geometría" 80
Figura V.1.-Distribución de temperaturas entre la unión soldada 85
Figura V.2.-Diagrama meta-estable del NiTiNOL 86
Figura V.3.-Gráfica de temperatura de enfriamiento del NiTiNOL 87
Figura V.4-Gráfica de temperatura de enfriamiento del Acero 304. 88
Figura V.5.-Curva de enfriamiento para un material puro 89
Figura V.6.-Dstribución de calor en la unión soldada 90
Figura V.7.-Muestra de Temperaturas en tres diferentes puntos de la unión
soldada 92
Figura V.8.-Gráfica del Calor específico del NiTiNOL 93
Figura V.9.-Gráfica del Calor específico del Acero 304 94
Figura V.10.-Puntos nodales y elementos de volumen para la formulación en
diferentes en diferencias finitas de la conducción unidimensional (balance de
energía) 95
Figura V.11.-Sentido de elementos en X 96
Figura V.12.-Sentido de elementos en Y 96
Figura V.13.-Volumen del Elemento 97
Figura V.14.-Flujo térmico sumatoria 98
Figura V.15.-Flujo térmico sumatoria detalle. 99
Figura V.16.-Flujo vector 100
Figura V.17.-Gradiente térmico sumatoria 101
Índice de tablas
Tabla I.1.-Tipos de electrodos 16
Tabla I.2.-Unión de distintos metales. 28
Tabla II.1.-Propiedades mecánicas del NiTiNOL 36
Tabla II.2.-Características de metales aleados 42
Justificación
En la actualidad, el proceso de soldadura TIG es uno de los más empleados, debido a la versatilidad, la resistencia a respuestas mecánicas y su sencillez de ejecución, permite a la soldadura imponerse a otro tipo de uniones.
La tecnología moderna utiliza nuevos materiales, entre los que se encuentran los materiales con memoria de forma. El sector productivo esta entusiasmado con nuevos materiales, pero la tecnología esta importada y en realidad, no tienen suficiente conocimiento como se comporta y que propiedades tienen estos materiales.
Cabe señalar, que en Japón se utiliza este tipo de material en la industria de la construcción de edificios los cuales pueden soportar terremotos y maremotos.
Los italianos utilizan Materiales de Forma en la industria Textil. Existen muchos ejemplos de aplicación en este tipo de materiales en otros países, pero ellos están trabajando en esta dirección mucho más tiempo que en México.
Este trabajo de investigación, parte de trabajos anteriores donde se llevó a cabo el experimento físico de la unión del acero inoxidable 304 de base y aporte NiTinol, en el proceso TIG, y donde los resultados de las microestructuras se grabaron y se estudiaron para ver los cambios
que pasaron en el cordón, zona afectada por el calor, el material base y de aporte.
Objetivo
Calcular por medio de convección, conducción y radiación, el modelo analítico y numérico en el proceso de soldadura TIG, de la unión de un acero inoxidable 304 de base y uno de memoria de forma Nitinol (NiTi), determinado por la transferencia de calor.
Objetivos particulares
Observar el comportamiento del NiTiNOL en unión con el acero 304
Determinar por medio de elemento finito, cuál de las transferencias de calor conocidas, es la mejor opción, para el análisis de la unión de materiales.
Aplicar el Método del Elemento Finito (MEF) para establecer las condiciones de frontera del elemento para analizar dentro de los parámetros de soldadura.
De a cuerdo a las propiedades de los materiales a unir, establecer el cambio de temperaturas en una zona específica del elemento al ser soldado, representando el proceso de temperatura TIG, en el programa de ANSYS.
Introducción
Para el constante avance tecnológico en el mundo se requiere la utilización de nuevos materiales y México no es la excepción, para esto requiere llevar acabo una investigación sobre aplicaciones de materiales con memoria de forma, en la industria nacional. Por esta razón se inició la investigación sobre la aplicación de éstos materiales llamados también
“Inteligentes”, para ofrecer tecnología a las empresas nacionales, lo que permite al país estar al mismo nivel industrial con los tecnológicamente avanzados.
El material de Memoria de Forma, hoy en día, es de gran importancia, porque tiene una amplia aplicación en la industria metal – mecánica.
Las compañías transnacionales utilizan este material bajo su propia tecnología y utilizan a los especialistas nacionales, como ejecutores sin permitir entrar a profundidad en el tema.
Para la fabricación de diferentes componentes industriales que con frecuencia se complementan de algún proceso de soldadura. En la actualidad el proceso de soldadura TIG (tungsteno gas inerte), resulta uno de los más eficientes y económicos.
Para incorporar las propiedades mecánicas del material de memoria de forma en la soldadura, se ha realizado un estudio donde se utiliza NITINOL como material de aporte en la unión soldada del acero inoxidable 304. Las propiedades mecánicas del Nitinol son comparables a las de los aceros inoxidables austeníticos de la serie 300. El propósito de la investigación es realizar un calculo número a través del método de elemento finito y simulado en el programa ANSYS® versión 11.0, para conocer la transferencia de temperaturas por medio de los tres principales procesos de transmisión de calor, convección, conducción y radiación, para posteriormente determinar mediante el análisis numérico, la propagación de calor a partir de la unión soldada y determinar el flujo térmico en los puntos de enfriamiento, de la llamada Zona afectada por el calor (ZAC).
de dichos problemas tiene un interés elevado en ingeniería, ya que dichas soluciones son el
punto de partida para el diseño y modelado de los sistemas físicos que representan aquellas ecuaciones.
En general, la resolución de las ecuaciones diferenciales que formulan un problema físico es de gran complejidad. Solamente en los casos en que se hacen simplificaciones sobre las dimensiones en que se estudia el problema para las distribuciones de campo, y sobre las geometrías en que se resuelven estas ecuaciones, es posible obtener una solución analítica del problema. En dichos casos, tales simplificaciones conducen a ecuaciones diferenciales fácilmente resolubles. El método de separación de variables también proporciona solución a multitud de problemas físicos. Por otro lado la semejanza y la analogía permiten la obtención de la solución de un problema físico cuando se conoce la solución a otro problema físico (análogo) que tiene la misma forma desde un punto de vista matemático. Tal es el caso de la analogía entre la transmisión de calor en régimen permanente y la electrostática, y el caso de la analogía entre la transmisión de calor unidimensional transitoria y las ecuaciones de las líneas de transmisión.
Capítulo I
Estado del Arte
I.1.- Introducción
En nuestros días las exigencias tecnológicas en cuanto a calidad y confianza de uniones soldadas, obligan a adoptar nuevos sistemas, destacando entre ellos la soldadura de tungsteno con protección gaseosa (TIG).
El sistema de soldadura TIG es un sistema de soldadura al arco eléctrico con protección gaseosa de calor del arco eléctrico, generado entre un electrodo de tungsteno no consumible donde puede utilizarse o no metal de aporte.
Se utiliza un gas de protección cuyo objetivo es desplazar el aire, para evitar la contaminación de la soldadura por el oxígeno y nitrógeno presentes en la atmósfera.
Desde sus comienzos allá por 1940 se han experimentado constantes avances hasta convertirse
en una técnica que puede aplicarse a la unión de todos los metales y aleaciones con distintos espesores [1]. La secuencia para soldar metales uniformes definen a estas uniones en las que se consiguen juntas con las mismas características que el metal base, siendo algunas aplicaciones las más típicas las siguientes:
Soldar de la primera pasada de tuberías de aceros aleados, aceros inoxidables y aleaciones de níquel.
Soldar equipos de aluminio, titanio y aleaciones de níquel.
Soldar en tubos de la placa de los intercambiadores de calor.
La calidad y facilidad de adaptación a trabajos delicados y de precisión hacen que el soldeo
TIG tenga cada día mayor aplicación en metales aunque su complejidad técnica requiera de profesionales especializados.
I.2.- PRINCIPIOS DEL PROCESO.
En el año de 1900 se otorgó un a patente relacionada con electrodos rodeado por un gas inerte. Los experimentos con este tipo de soldadura continuaron durante las décadas de 1920 y 1930, sin embargo hasta 1940 se dio gran atención al proceso GTAW. Hasta antes de comenzar la segunda guerra mundial se habían hecho pocos experimentos por que los gases inertes eran muy costosos, pero durante la guerra, la industria de la aviación necesita con urgencia un método más rápido y fácil para soldar aluminio y magnesio para acelerar la producción [2].
Debido a los beneficios logrados en la producción, se justificó el costo adicional del empleo del gas inerte en gran escala. Aunque la producción de este gas es mucho más rápida y económica, todavía representa un gasto adicional pero justificable.
En la década de 1940 se otorgó una patente de un proceso para eliminar un electrodo de alambre en forma continua a través de un arco protegido con gas, Este fue un principio del proceso MIG (metal y gas inerte), que ahora tiene la denominación oficial de AWS y de CSA como soldadura con gas y arco de metal (GMAW). Este tipo de soldadura con arco se ha perfeccionado y agilizado desde sus primeros días, además se han creado procesos relacionados. En alguno de ellos se emplea un electrodo, de alambre desnudo, protegido con gas inerte, en otro se emplea un electrodo recubierto con fundente similar a los convencionales para soldadura con arco. En algunos otros se utiliza también un electrodo hueco o tubular que
También par transferir el metal fundido a través del arco, se utilizan diferentes métodos que pueden ser manuales semiautomáticos ó automáticos. La GMAW es ahora uno de los procesos más importantes en la industria de la soldadura.
Inicialmente la soldadura con protección gaseosa se utiliza únicamente en el soldeo de aceros inoxidables y otros metales de difícil soldadura. En la actualidad, las distintas variantes del
procedimiento se aplican a la unión de todo tipo de metales. Por razones de calidad, velocidad de soldeo y facilidad operatoria, la soldadura por arco con protección gaseosa sustituye a la soldadura oxiacetilénica y la soldadura con arco con electrodos revestidos. El procedimiento puede aplicarse tanto manual como automático, y en cualquier caso, su campo de aplicación alcanza desde los espesores más finos hasta los más gruesos, tanto en metales ferrosos como no férreos.
I.2.1.-DESCRIPCIÓN DEL PROCESO DE SOLDADURA TIG.
El procedimiento de soldadura por arco bajo gas protector con electrodo no consumible, también llamado TIG (Tungsten Inert Gas), utiliza como fuente de energía el arco eléctrico que salta entre un electrodo no consumible y la pieza a soldar, mientras un gas inerte protege el baño de fusión. El material de aportación, cuando es necesario, se aplica a través de varillas como en la soldadura oxiacetilénica.
En la siguiente figura I.1 se muestran los elementos más importantes que intervienen en el
FiguraI.1 Descripción del proceso TIG [4].
Algunas de sus principales características son:
- Se puede automatizar el proceso para algunas fabricaciones en serie.
- Su aplicación manual exige una gran habilidad por parte del soldador.
- Puede emplearse en todo tipo de uniones o posiciones y en los materiales más diversos: aceros al carbono, inoxidables, metales no férreos.
- Todos los metales ligeros: aluminio, magnesio y sus aleaciones.
- Todos los aceros inoxidables (cromo, níquel y sus aleaciones). - Cobre y sus aleaciones.
- Plata y oro.
- Materiales raros (titanio, hastelloy). - Fundiciones.
- Aceros al carbono.
- Metales diferentes entre si.
I.2.2. - CORRIENTE CONTINUA. POLARIDAD DIRECTA.
Cuando el electrodo de tungsteno tiene polaridad negativa y la pieza positiva (polaridad directa), los electrones dejan el electrodo y chocan contra el metal base, proporcionando con ello dos terceras partes de la energía total (tensión X intensidad) en forma de calor en el metal base. El arco formado bajo el gas protector tiene forma de campana, proporcionando una
penetración estrecha y profunda:
A continuación se representa la característica de arco cuando se utiliza tensión continua para el proceso de soldadura TIG:
Con intensidades bajas (hasta unos 25 A), la tensión cae rápidamente al aumentar la intensidad. A partir de este valor, la tensión crece paulatinamente con la intensidad, ya que, al aumentar ésta, el punto de ignición del extremo del electrodo se desplaza hacia arriba, con lo que aumenta la longitud media del arco, o, lo que es lo mismo, aumenta la tensión:
Además, como puede observarse en el dibujo precedente, el arco no solo aumenta su longitud, sino que aumenta la base del arco en la pieza, con lo que varía algo la distribución de la energía en la pieza (disminución de la energía por unidad de superficie). FiguraI.2
A continuación se representa la característica de arco cuando se utiliza tensión continua para el proceso de soldadura TIG:
FiguraI.3.-Curva característica del arco [6].
Figura I.4.- Etapas en el aumento de la intensidad [7].
Además, como puede observarse en el dibujo precedente, el arco no solo aumenta su longitud, sino que aumenta la base del arco en la pieza, con lo que varía algo la distribución de la energía en la pieza (disminución de la energía por unidad de superficie).
En soldadura TIG manual, normalmente se amuela la punta del electrodo un ángulo de aproximadamente 40°; sin embargo, en soldadura automática es recomendable un ángulo de
90°.
I.2.3. CORRIENTE CONTINUA. POLARIDAD INVERSA.
En la polaridad inversa, el electrodo se encuentra con potencial positivo respecto a la pieza, conectada ésta al polo negativo.
En este método, deben destacarse dos consecuencias importantes:
- La penetración es poca y ancha:
FiguraI.5.- Soldadura en corriente continua
Se produce un efecto de descontaminación, ya que los electrones que salen de la pieza rompen la película de óxidos y arrinconan las impurezas a un lado.
En la práctica, el método de la polaridad inversa no tiene apenas aplicación; solo en casos
excepcionales como chapas muy finas de magnesio, es donde el proceso adquiere una cierta utilización.
I.2.4.- CORRIENTE ALTERNA.
La corriente alterna tiene como ventaja las dos las dos polaridades:
- El buen comportamiento durante el semiciclo de polaridad directa (gran penetración). - El efecto decapante del baño durante el semiciclo de polaridad inversa.
El sistema de corriente alterna se utiliza principalmente para la soldadura de metales ligeros. Como principales inconvenientes, presenta dificultades de formación y estabilidad del arco, que obliga a incorporar al equipo un generador de alta frecuencia.
I.3. CURVA CARACTERÍSTICA DE UN EQUIPO DE SOLDADURA TIG.
FiguraI.6.- Curva característica del proceso TIG voltaje-intensidad [8]
Se establece un punto de trabajo M en la intersección de la característica de arco y la característica del generador. En este punto, existen unos valores definidos de tensión U1 e
intensidad II.
I.3.1.- Características generales
Se representa en la misma gráfica otro generador en el que su característica 2 tiene menor pendiente pero que en un determinado momento está trabajando en el mismo punto M.
FiguraI.7.-Curva característica del proceso TIG (con variación voltaje-intensidad)
Sin embargo, la variación de intensidad que se produce en el caso del generador 1, es menor que en el generador 2. Dicho de otro modo, cuanto mayor pendiente tiene la característica del generador, menor variación de intensidad frente a movimientos de la antorcha de soldadura, esto es, mayor estabilidad del arco. En el límite, puede decirse que para la soldadura TIG, la característica óptima seria completamente vertical.
En equipos de regulación por shunt magnético, esta última condición no se podrá cumplir con total exactitud; solo los equipos con regulación electrónica serán capaces de ofrecer una característica absolutamente vertical.
I.3.2. TENSIÓN DE CEBADO Y DE ARCO.
Los factores que definen la tensión de arco son prácticamente los mismos que para los otros
procedimientos de soldadura al arco, en particular la longitud de arco, la naturaleza del gas y la intensidad de corriente.
Para la soldadura TIG, la norma internacional ISO 700 define la tensión por la siguiente fórmula:
U = 10 + 0,04 I (Válido hasta intensidades del orden de 600 A y tensión de 34 V)
I.4. TIPOS DE GAS O MEZCLA DE GASES.
Los gases protectores en soldadura TIG son inertes.
En un principio se empleó helio como gas de protección, ya que Estados Unidos tiene yacimientos naturales de este gas.
Pronto se observó que el argón ofrece mayores ventajas: en efecto, la densidad del helio es diez veces inferior que la del argón, por lo que, asegura una protección inferior, ya que el
argón tendrá tendencia a descender sobre el baño de fusión.
Para obtener una misma protección hace falta doblar o triplicar el caudal de helio respecto el de argón. Esto supone un inconveniente de tipo económico, habida cuenta de que el helio es algo más caro que el argón. De todas maneras, esta diferencia puede ser anulada, teniendo en cuenta que la velocidad de soldadura varía sensiblemente en función del gas.
I.4.1.-Características.
se hace interesante en particular para la soldadura de metales que son buenos conductores del
calor, como el cobre o el aluminio.
En contrapartida, el helio está caracterizado por un arco menos estable y un cebado (etapa de limpieza) más difícil, debido precisamente a su poder ionizante bajo.
Mezclas de argón y helio aseguran un compromiso entre las ventajas e inconvenientes.
Igualmente, para conseguir mayores rendimientos en soldaduras manuales o automáticas, existen en el mercado mezclas a base de argón con un 10% de hidrógeno, que le confieren dos efectos favorables:
Aumenta la temperatura, por lo que permite mayor penetración o mayor velocidad. Sucede un efecto de limpieza, ya que el hidrógeno es reductor y por tanto, tiene la capacidad de eliminar óxidos.
El nitrógeno no puede emplearse como gas inerte, ya que, aunque lo es a temperatura normal,
a la del arco eléctrico se disocia, por ser un gas diatómico, y se combina con el metal de soldadura, produciendo nitruros. Como salvedad está el cobre, donde el nitrógeno no forma nitruros. En este tipo de soldadura, se utiliza nitrógeno solo o combinado con argón al 50%.
Sobre aceros inoxidables, aceros aleados y metales nobles como por ejemplo el titanio, es muy aconsejable asegurar una protección por debajo de la zona de soldadura a través de un gas, generalmente de la misma naturaleza que el de protección. Su caudal será función del recinto que deba protegerse.
I.5.- ELECTRODOS DE TUNGSTENO.
Por definición, los electrodos utilizados en soldadura al arco con electrodo refractario son infusibles. Se impone pues, la utilización de un metal con un punto de fusión muy elevado, capaz de soportar temperaturas del orden de los 4000° C son las que aparecen en el arco. Por otra parte, la naturaleza, el diámetro y la limpieza del electrodo así como la naturaleza de la corriente utilizada, tienen una gran influencia sobre la calidad del trabajo y la estabilidad del arco.
El tungsteno responde perfectamente a la exigencia de soportar temperaturas elevadas, a la vez que tiene la ventaja de poseer una emisión termoiónica importante. Por este motivo, todos los electrodos que se utilizan son de tungsteno. Se puede incluso reforzar la emisión electrónica de los electrodos, añadiendo al tungsteno óxidos de torio, de circonio, de lantano, en cantidades que van del 0,15 al 4,2%, según los electrodos y el elemento a adicionar. Estos
activantes de emisión facilitan el cebado del arco, mejoran la estabilidad, aumentan la duración de vida de los electrodos y reducen los riesgos de contaminación de la soldadura, por inclusiones de tungsteno. Por otra parte, a diámetro igual, los electrodos conteniendo óxidos permiten soportar una intensidad de corriente más elevada que la del tungsteno puro.
La adición de óxidos es generalmente dispersada finamente en la matriz de tungsteno. Del mismo modo, existen electrodos refractarios en tungsteno, denominados "compuestos", que están constituidos por un núcleo de tungsteno puro y con un revestimiento exterior de óxido.
Las varillas de tungsteno puro funden a 3400° C, y es necesario que el extremo del electrodo
sea redondeado. Se utilizan fundamentalmente con corriente alterna en la soldadura del aluminio y sus aleaciones.
El tungsteno aleado con torio tiene un punto de fusión de 4000°C, y es necesario que el extremo de la varilla esté afilado. Se utiliza en la soldadura con corriente continua de aceros al carbono, baja aleación, inoxidables, cobre, titanio. Su precio es un 15% superior a los de tungsteno puro.
El tungsteno aleado con circonio funde a 3800 °C, y es válido para la soldadura tanto en corriente continua como alterna. Se utiliza para soldar metales ligeros como aluminio y magnesio, en donde es necesario evitar la contaminación del metal de aporte.
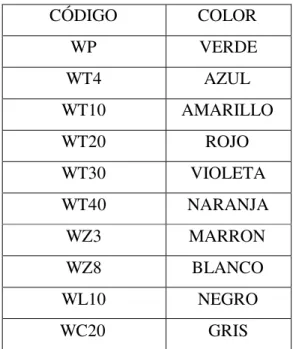
I.5.1.- CODIFICACIÓN DE LOS ELECTRODOS
La norma internacional ISO 6848 dispone una codificación alfanumérica en la que: - La primera letra caracteriza el componente principal.
- La segunda letra caracteriza la adición del óxido: * P —> Tungsteno puro
* T —> Torio * Z —> Circonio * L —> Lantano * C —> Cerio
Cada tipo de electrodo definido por la norma, viene indicado por un anillo de color según se
indica a continuación:
CÓDIGO COLOR
WP VERDE
WT4 AZUL
WT10 AMARILLO
WT20 ROJO
WT30 VIOLETA
WT40 NARANJA
WZ3 MARRON
WZ8 BLANCO
WL10 NEGRO
WC20 GRIS
TablaI.1.- Tipos de electrodos
NOTA: Los electrodos compuestos tienen indicado un segundo anillo de color rosa.
I.5.2.- CONDICIONES DE UTILIZACIÓN
El valor de la intensidad de corriente de soldadura está limitado por las condiciones de
utilización y el ángulo de afilado del electrodo, a una influencia sobre la corriente límite. Para un diámetro dado, un ángulo de afilado más obtuso es recomendado para fuertes intensidades.
El tungsteno es un material caro. Un prematuro desgaste del electrodo no es solamente costoso, sino que además afecta la calidad del cordón. Aunque parezca que no se produce ninguna combinación electroquímica entre electrodo y baño, puede ocurrir que se produzcan inclusiones de tungsteno en el baño, lo que sería causa de múltiples problemas. Por supuesto, debe tenerse en cuenta que el electrodo nunca debe tocar el baño, sobretodo en materiales que se combinan fácilmente con el tungsteno, como es el caso de todos los metales ligeros. El cobre y el acero son, en este sentido, menos sensibles, y puede cebarse el arco tocando con el electrodo a la pieza, teniendo siempre presente que tampoco aquí el electrodo puede tocar el baño.
I.5.3.- FORMA DE LOS ELECTRODOS.
La punta del electrodo juega un papel importante sobre la estabilidad del arco y la penetración de la soldadura.
En corriente alterna, el extremo de un electrodo debe ser hemisférico; en el caso de que se forme una gota, es porque la densidad de corriente límite ha sido sobrepasada. Empleando tungsteno toriado, raramente se llega a obtener una forma hemisférica, y si la densidad de corriente es excesiva, el extremo se convierte en irregular.
darse el caso de que la superficie del cono de un electrodo en tungsteno toriado esté
insuficientemente pulida, lo que provoca inestabilidad de arco; en ese caso, basta con aumentar la intensidad de la corriente durante un corto instante, para obtener una superficie perfectamente lisa.
Se indican a continuación diversos casos de funcionamiento. Las flechas continuas indican la dirección general de la corriente y las flechas discontinuas indican la tendencia a arcos parásitos:
FiguraI.8.-Tipos de punta de los electrodos [9].
En la figura B, la punta del electrodo se ha fundido bajo la acción de una intensidad demasiado
elevada. La punta se ha deformado y el arco está vagabundo y mal dirigido, ya que la bola de metal oscila durante la soldadura, que se convierte en difícil o imposible.
En la figura C, el electrodo se ha utilizado sin protección gaseosa, pudiera ser por corte del caudal demasiado pronto. El electrodo se ha contaminado, por lo que se impone restablecer su estado o cambiarlo.
En la figura D, se han soldado aleaciones ligeras con un electrodo toriado y una intensidad demasiado baja, de manera que la bola en el extremo del electrodo no se ha formado. Es preciso aumentar la intensidad, o el arco será errático.
En la figura E, el electrodo se ha afilado con demasiada punta; sucederá un desgaste rápido, puesto que la punta debe soportar intensidades de corriente demasiado elevadas, con lo que se fundirá y habrá inclusiones de tungsteno en la soldadura.
I.6.- SECUENCIA DE UN EQUIPO DE SOLDADURA TIG.
La secuencia de un equipo de soldadura TIG es controlada por un circuito electrónico que activa secuencialmente los elementos de la máquina salida de gas, corriente de soldadura, velocidad de hilo.
En todo diagrama de secuencia se pueden distinguir los siguientes tiempos:
b) TIEMPO DE DESCENSO DE LA INTENSIDAD DE CORRIENTE (SLOPE UP): una vez
iniciado el arco, durante este tiempo la intensidad crece paulatinamente hasta alcanzar el nivel final de intensidad soldadura predefinido.
c) TIEMPO DE LA INTENSIDAD (SLOPE DOWN): para evitar la formación de un cráter al final del cordón de soldadura, cráter que puede ser el origen de fisuras en el caso de materiales de baja ductilidad, son lo que se hace necesario evitar la ruptura brutal del arco y reducir progresivamente la intensidad de corriente de soldadura durante un tiempo determinado.
d) TIEMPO DE POST-GAS: es el tiempo que transcurre desde que se ha extinguido el arco hasta que deja de fluir gas, esto es recomendable para proteger la zona de soldadura hasta que su temperatura descienda por debajo de valores peligrosos.
NOTA: No todos los equipos disponen de estos ajustes; además, muchos de ellos, aunque se hallen disponibles en el equipo, no son regulables por el usuario, sino que vienen
preprogramados por el fabricante.
En equipos algo más sofisticados, se ha ido incorporando últimamente, un mando que permite seleccionar al usuario, lo que se conoce con el nombre de "DOS TIEMPOS/CUATRO TIEMPOS", es decir, 2t/4t. En los apartados siguientes, se muestra el diagrama de secuencia de cada uno de los modos indicados.
I.6.1- SECUENCIA 2t.
FiguraI.9.-Diagrama SECUENCIA 2t.
t1: Pre-gas
t2: Tiempo desde que entra en funcionamiento el sistema de cebado y se produce realmente éste.
t3: Tiempo de SLOPE UP t4: Tiempo de SLOPE DOWN t5: Tiempo de post-gas
INTENSIDAD t2
t3
t1
A.F.
GAS
ORDEN DE MARCHA
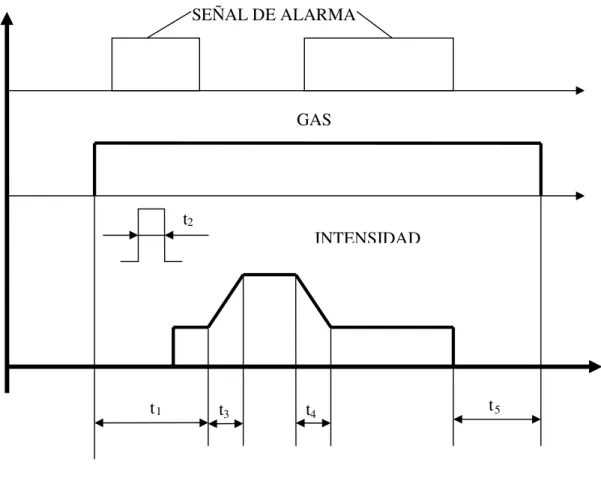
I.6.2- SECUENCIA 4t.
En modo de secuencia 4t, el soldador controla en todo momento los tiempos de pre-gas y post-gas.
El diagrama se representa en la siguiente figura:
FiguraI.10.-Diagrama SECUENCIA 4t.
INTENSIDAD
t3
t1 t4 t5
GAS SEÑAL DE ALARMA
I.7.- MÉTODO OPERATORIO DE LA SOLDADURA TIG.
Para que una soldadura TIG sea regular y compacta, es necesario que los bordes hayan sido preparados con estricto apego. Si por ejemplo, están oxidados, es preciso mediante algún método mecánico eliminar este óxido. Las piezas deben estar perfectamente exentas de partículas grasas: para ello, será preciso proceder a un desengrasado y posteriormente a un decapado mecánico. En este caso, los bordes se presentan en la posición que deben ocupar en soldadura debiendo ser inmovilizados bien por puenteo o por otros métodos. El puenteo se efectúa bajo argón a una intensidad relativamente baja, teniendo la precaución de dejar siempre enfriar el punto de soldadura con flujo de gas protector después de la extinción del arco y poniendo en acción la protección.
La separación entre piezas debe ser muy regular, lo que se obtiene utilizando dispositivos de posicionamiento.
La forma de los chaflanes y la separación entre piezas varía según la naturaleza del metal a ensamblar y de su espesor.
FiguraI.11.-Proceso de soldadura TIG [10].
I.7.1.- DISIPACIÓN TÉRMICA.
La energía calorífica se distribuye por la antorcha de manera uniforme a lo largo de toda la junta y por tanto, es necesario que se disipe de manera no menos uniforme; es indispensable antes de empezar a soldar, preocuparse de cómo se hará esta evacuación de calor. En general es preferible canalizar el calor en direcciones perpendiculares a la junta soldada.
I.7.2.- MÉTODO DE SOLDADURA.
Las soldaduras deben realizarse al abrigo del viento. Debe ser un trabajo preciso y la longitud del arco debe mantenerse constante. Es muy importante que el extremo de la varilla de aporte no se salga en ningún momento de la protección del flujo de gas; en caso contrario, este extremo se oxidaría y se producirían inevitablemente inclusiones de óxido en el baño.
Después de la ejecución de la soldadura, la junta debe limpiarse. Un martilleo en caliente es susceptible de mejorar ligeramente la resistencia mecánica de la junta.
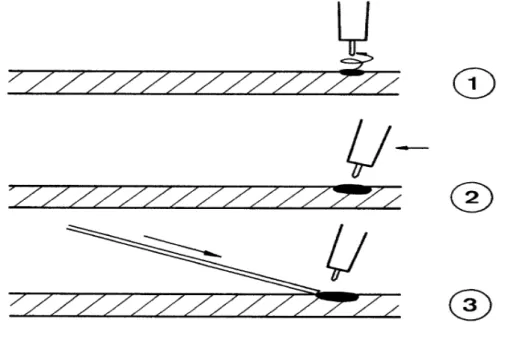
I.7.3.- MODO OPERATORIO.
El arco después del cebado, se mantiene sobre la junta hasta la aparición de un punto brillante lo cual indica que el metal de la pieza ha llegado a su punto de fusión. El soldador aumenta de tamaño este punto brillante, describiendo pequeños círculos con la antorcha. Entonces empieza el desplazamiento de derecha a izquierda a la velocidad de avance conveniente:
Si por causa de una longitud de arco demasiado grande o por una corriente de aire, el oxígeno
del aire llega a tener contacto con el electrodo, éste se llena de una capa blanquecina de óxido de tungsteno. En este caso, es imprescindible interrumpir la soldadura (con post-gas) y reponer el electrodo.
Varios factores esenciales en la soldadura TIG, dependen de la apreciación del soldador:
1) El ajuste de la intensidad de la corriente de soldadura: este parámetro, para un espesor y un diámetro de electrodo determinados, está estrechamente ligado a la velocidad de avance. Un compromiso entre estos dos parámetros depende de la habilidad del soldador. Soldando en canal, no hay inconveniente en que el baño de soldadura sea relativamente abundante, mientras que, en otras posiciones, es preferible que no haya una gran masa fluida difícil de controlar. Del mismo modo, la reducción de la intensidad, según la posición de soldadura, es función del espesor de la pieza: para una soldadura montante, será de un 5 a 10 %, sobre chapa de 3 a 4mm, pero de un 20 % con piezas de hasta 8mm. De todas las maneras, en ningún caso,
la corriente de soldadura debe pasar del valor máximo admisible por el electrodo, valor que dependerá del diámetro y su composición.
2) La longitud del arco: debe ser pequeña y constante. Se trata de una de las dificultades del proceso y sin duda, la que exige más entrenamiento.
3) La velocidad de avance: en soldadura manual, se escogerá de manera que se halle entre un máximo, que dará un cordón no-penetrado y un mínimo, que proporcionará un gran cordón y una gran cantidad de calor a la pieza (deformaciones más elevadas).
antorcha, regular a voluntad el volumen del baño. Debe esforzarse en mantener una soldadura
brillante y regular, sin sobre-espesor notable.
Para dosificar la cantidad de metal de aporte, el soldador se guía del aspecto del cordón, que debe tener un volumen suficiente y presentar una superficie regular sin regueros, y sin sobre-espesor excesivo.
En la soldadura con ángulo interior en posición cornisa, la antorcha se dirigirá un poco más hacia la pieza superior que hacia la inferior, con el fin de facilitar el mantenimiento del baño de fusión.
Las soldaduras de puenteo, ejecutadas sobre metal frío, quedan exentas de defectos, de ahí la necesidad de refundirlas por entero. En este caso, el soldador reducirá ligeramente la velocidad de avance y espaciará, en consecuencia, los aportes de metal.
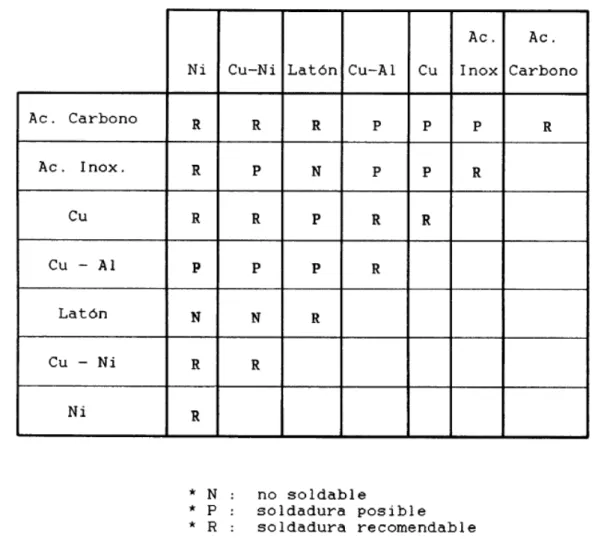
I.7.3.- SOLDADURA DE METALES DIFERENTES.
A menudo, en una construcción, se da el caso de tener que soldar dos metales o aleaciones de naturaleza diferente. Esto no es siempre posible, ya que pueden formarse, en la zona de unión, compuestos intermedios frágiles.
TablaI.2.-Unión de distintos metales.
Conclusiones
Después de conocer a detalle el origen y desarrollo del proceso de soldadura TIG, podemos decir ampliamente, que este método para unir metales, resulta práctico y sencillo, no solo para la industria, sino para realizar investigaciones que conlleven a determinar los diferentes fenómenos físicos y químicos que ocurren en la unión de materiales con características similares.
Capítulo II
Generalidades
II.1.- Introducción
Es importante señalar el origen de los materiales con memoria de forma, no obstante describir sus características, así como su comportamiento al momento de ser empleados, particularmente indicando el porque, la necesidad de unir un material inteligente con un material común y corriente como el acero inoxidable 304, e indicar la decisión del unir dichos materiales por medio del proceso de soldadura TIG.
En esta parte analizaremos cada una de las características de los materiales a unir y como se lleva a cabo la unión de éstos materiales, indicando cada parte del desarrollo del proceso en la realidad.
II.2.- Materiales con memoria de forma.
A inicios del siglo XX, el desarrollo de materiales con nuevas y mejores propiedades, dio origen a nuevas aleaciones, de entre las cuales hay una que sobresale a las propiedades comunes, la llamada “memoria de forma” [12].
Los materiales con memoria de forma, presentan un comportamiento mecánico distinto a los metales convencionales utilizados en la industria y corresponden a una clase de aleaciones metálicas que ante la acción de cambios de temperatura o cargas aplicadas pueden experimentar deformaciones más allá del rango lineal y después recuperar su forma original.
• Nuevo paradigma en la ingeniería: los materiales estructurales serán reemplazados por
materiales funcionales.
Un material puede ser inteligente en el sentido de que puede dar la misma respuesta ante un particular cambio; sin embargo, hay otros con capacidad de aprendizaje.
A nivel simple, un material inteligente es aquel que responde a su medio.
Se desea que un material inteligente tenga respuestas abruptas y pronunciadas.
La inteligencia tiende a ser una cuestión de grados.
Estos materiales son generalmente deformados a temperaturas bajas, retomando su forma original de manera espontánea una vez que son calentados. Estas aleaciones presentan el efecto de memoria de forma debido a la transición entre fases “padre” y “producto”.
Este fenómeno presenta dos casos bien definidos, memoria en un “sentido” o en dos
“sentidos”, siendo el primer caso el más utilizado. Una forma simple de visualizar este fenómeno, se muestra en la siguiente figuraII.1
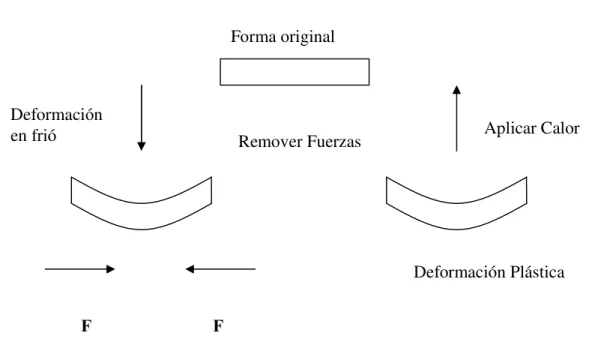
Figura II.1.-Efecto de memoria de forma de un “sentido”
En esta figura se muestra el efecto de memoria de forma en un sentido, de cómo parte el material de su forma original y al aplicarle una fuerza para deformarlo, éste cambia su forma pero conserva sus propiedades y al aplicarle calor por cualquier medio, se observa como el material regresa a su forma original, sin que rebase su zona plástica.
II.2.1.- Origen de los materiales con memoria de forma.
La primera observación de la que se tenga conocimiento, fue la de Chang y Read en 1932. Estos investigadores notaron cierta reversibilidad de la aleación de Au-Cd. En 1938 la transformación Cu-Zn, fue observada por los mismos investigadores, notando el mismo efecto que la aleación anterior.
Forma original
Deformación
en frió Remover Fuerzas Aplicar Calor
Deformación Plástica
En el año de 1964 en la aleación Cu-Al-Ni, se encontró la relación entre el fenómeno de
memoria de forma y la transformación martensítica, lo cual es la base para comprender el fenómeno al momento de realizar un estudio metalográfico.
De 1969 a 1973, diversos investigadores en todo el mundo, descubren los efectos en las aleaciones: Cu-Sn, Cu-Zn, Cu-Au-Zn, Cu-Zn-Al, Ni-Al y Mn-Cu.
A partir de 1975 se encontró un grupo importante de aleaciones de memoria de forma, las ferrosas, como la de Fe-Mn (Fierro-Magnesio) y Fe-Mn-Si (Fierro-Magnesio-Silicio). Estas aleaciones presentan una mejor maquinado y menores costos de manufactura que las anteriores, aunque la capacidad de deformación en frío es menor [13].
II.2.2.-Origen del NiTiNOL.
En 1962 mientras buscaban una aleación no corrosiva en el Naval Odinance Laboratory
(NOL) en Estados Unidos, un equipo encabezado por el científico norteamericano Buehler, observó los efectos en el NiTi y lo llamo NiTiNOL [14].
El estudio de las aleaciones de NiTiNOL, tiene su apego hasta principios de los años 80´s, ya
Los grandes avances en este campo, se han dado básicamente en el Japón, Rusia, Reino Unido
y los Estados Unidos. Rusia es el gran productor de aleaciones de NiTi, como materia prima procesada.
II.3.- Características del NiTiNOL.
Las aleaciones con memoria de forma más conocidas son las aleaciones de niquel-titanio, cuyo nombre comercial es NITINOL, y que responden ante campos térmicos. Si a un alambre de SMA (Shape Memory Alloy), se hace pasar una corriente eléctrica hasta calentarlo a una temperatura determinada, se encogerá hasta un 6% de su longitud, si se enfría por debajo de la temperatura de transición recupera su longitud inicial. Sus aplicaciones están extendidas en medicina como cánulas intravenosas, sistemas de unión y separadores, alambres dentales en ortodoncia, etc. En robótica, se emplean los alambres de Nitinol como músculos artificiales, resortes, tiradores y como válvulas de control de temperatura son aplicables en duchas, cafeteras, sistemas de unión y separación controlados, etc.
II.3.1- Propiedades mecánicas del NiTiNOL.
El NiTiNOL tiene propiedades mecánicas poco convencionales, ya que es una aleación
Propiedad NiTiNOL
Recuperación de la elongación 8%
Biocompatibilidad Excelente
Módulo efectivo Aproximadamente 48 Gpa
Torqueabilidad Excelente
Densidad 6.45 g/cm3
Magnetismo No
Esfuerzo último a la tracción Aproximadamente 1240 Mpa Coeficiente de dilatación térmica 6,6 a 11,0 cm/cm/°C
Resistividad 80 a 100 micro-ohm cm
TABLA II.1.-Propiedades mecánicas del NiTiNOL [15].
II.3.2-Propiedades fisicoquímicas del NiTiNOL.
El NiTiNOL es un material intermetálico de color blanco brillante, ligero de alta resistencia mecánica, el cual esta constituido en peso por 55% de Níquel y 45% de Titanio, y en ocasiones se le agregan otros elementos que modifiquen las propiedades del material.
Es considerado también como una aleación con mayor aplicación de todos los que poseen la característica del efecto de memoria de forma, lo cual se debe a que tienen una mayor capacidad de memoria (hasta un 8%), son más estables térmicamente, excelente resistencia a la corrosión, buena resistividad eléctrica, y se pueden alear y extruir con facilidad y además tienen un rango mayor de posibles temperaturas de transformación.
II.3.3- Comportamiento superelástico-memoria de forma.
Las SMA tienen dos tipos de comportamientos especiales, que en realidad son dos expresiones del mismo fenómeno [16]: La memoria de forma y la súper elasticidad. En ambos casos, el comportamiento es el producto de una transformación de fases sin difusión, de tipo martensítica, en el que el orden a primeros vecinos no se pierde. Estrictamente hablando el orden sí se pierde, lo que no se pierden son los átomos vecinos. Si en un estado, un átomo tiene un grupo de primeros vecinos, su posición en el segundo estado es diferente, pero los vecinos no cambian.
Una forma de ver este efecto de memoria de forma es: el material en principio se encuentra en su fase de alta temperatura. Al descender la temperatura se produce la transformación a martensita. Si el material ahora es deformado dicha deformación se produce por maclado, es decir, nuevamente el orden a corto alcance no se pierde y los primeros vecinos siguen siendo los mismos como se observa en las siguientesFiguras[17]
Efecto de los elementos de aleación sobre el diagrama de equilibrio del titanio.
Figura II.2.a.- Titanio con un metal neutro.
Figura II.2c.- Titanio con un metalβ-estabilizante eutéctico.
Cuando la temperatura del material aumenta nuevamente, el material retoma la fase de alta temperatura con la forma que tenía antes de la deformación. Si este mismo proceso se mira en un gráfico de tensión contra deformación, luego del enfriamiento, en una primera etapa, el comportamiento es lineal que da cuenta de un comportamiento elástico. Alcanzada una tensión crítica, la deformación continúa sin aumento de tensión o con un aumento de tensión muy suave.
En una tercera etapa, luego de alcanzada una deformación crítica, la tensión comienza nuevamente a aumentar de forma lineal con una pendiente similar a la que mostraba en un principio.
Si antes de alcanzar la deformación crítica, la tensión se relaja la probeta conserva una
depende de la aleación y los tratamientos térmicos, encontramos que ya no queda deformación
y la probeta se encuentra en sus dimensiones originales. A este comportamiento se lo conoce como “Memoria de Forma”.
En el mismo tipo de aleación pero con tratamientos termo mecánicos diferentes o, con el agregado de muy pequeñas cantidades de aleantes, puede suceder que en el ensayo de tracción, a temperatura ambiente, el comportamiento de la probeta sea como se ve en la figura. Al igual que en el caso del comportamiento de memoria de forma, también aquí vemos como a partir de alcanzado una cierta tensión, la deformación continua sin aumento significativo de la tensión. Solo que en este caso, al relajar la tensión, vemos un lazo de histéresis que concluye con una deformación permanente casi nula. A este comportamiento de deformación aparentemente plástica que luego se recupera por completo se la llama “Súper Elasticidad” o “Pseudo plasticidad”[18].
II.4- Aplicación del NiTiNOL en la soldadura.
El soldar puede ser una técnica eficaz para ensamblar NiTi, al acero inoxidable y a otros materiales. Sin embargo, un flujo apropiado debe ser seleccionado, para que inhiba la formación de los óxidos superficiales durante el proceso de la unión.
Con el procedimiento adecuado y materiales de alta calidad, la soldadura con NiTiNOL ha llegado a ser un proceso de rutina, sin embargo la unión soldada entre NiTiNOL y otros metales, incluyendo el acero inoxidable, presentan mayor dificultad. Esto es consecuencia del Titanio, el cual forma fases intermetálicas frágiles con la mayoría de los metales. En el caso de los metales férreos, se forman fases intermetálicas Tt-Fe y TiFe2.La unión entre NiTiNOL y
II.4.1- Ventajas del NiTiNOL en la soldadura
La versatilidad, la resistencia a pruebas mecánicas y su sencillez de ejecución, permite a la soldadura imponerse a otro tipo de uniones. Sólo cuando se hay necesidad de desmontaje o ligereza, son preferibles por este orden las uniones atornilladas y adhesivas.
Las técnicas comúnmente conocidas deSoldadura mediante Gas CombustibleoArco eléctrico han sido desplazadas en algunas aplicaciones en detrimento de otras técnicas más avanzadas.
II.4.2-Características de los aceros inoxidables
Los aceros inoxidables son inoxidables son resistentes a un gran número de medios corrosivos. El elemento de aleación absolutamente indispensable para que un acero sea inoxidable es el cromo en cantidades superiores al 12%. Los aceros inoxidables son; básicamente, aleaciones
Fe-Cr o Fe-Cr-Ni, con cantidades de carbono entre 0.02 y 1% y algunos elementos que se en menores cantidades, como molibdeno, cobre, silicio y titanio. La presencia del cromo permite la formación superficial de una película pasiva o inerte que confiere a la aleación su carácter de inoxidable. [19]
II.4.3- Clasificación de los aceros inoxidables según AISI
Figura II.3.- Clasificación de los aceros inoxidables según AISI
SERIES MAYORES ELEMENTOS ALEADOS CARACTERÍSTICAS
2XX Cr, Ni, Mn Austenítico. No endurece
3XX Cr,Ni Austenítico. No endurece
4XX Cr Martensítico. Sí se endurece
Ferretítico. No se endurece 5XX Cr (4 a 6 %) Martensítico. Se endurece
Tabla II.2.-Características de metales aleados
Aceros
Inoxidables
Aceros Inoxidables
Martensíticos
Aceros Inoxidables
Ferríticos
II.4.4-Soldadura bajo gas protector con electrodo no consumible de tungsteno. TIG
El método denominado TIG, (descrito en el capítulo anterior) es conocido en inglés como
GTAW (Gas Tugsten Arc Welding), este procedimiento utiliza como fuente de calor un arco eléctrico que salta entre el electrodo de tungsteno y la pieza a soldar mientras una atmósfera protectora de gas inerte protege al baño de fusión.
La alta densidad de corriente eléctrica producida por este proceso hace posible soldar a mayores velocidades que con otros métodos.
El resultado final es excepcional con este método pero la calidad de la soldadura depende del control de diferentesparámetrosyajuste del equipo:
1. Intensidad de corriente.
2. Elección del tipo de tensión: alterna o continúa. 3. Control de la temperatura.
4. Aportación del metal base apropiado.
5. Punta del electrodo en perfecto estado. 6. Limpieza absoluta.
Comparando diferentes procesos de soldadura TIG con atmósfera de argón o de helio podemos establecer diferencias, que citaremos a continuación:
- El uso de fundentes en combinación con argón o H2 mejora la penetración del cordón de soldadura.
- El uso de una atmósfera de helio puro permite incrementar la velocidad de avance en mas de
un 30 % en comparación con una atmósfera pura de argón. Teniendo en cuenta estas apreciaciones hay que evitar el uso de fundentes con una atmósfera en la que existe una proporción de H2, la combinación de fundentes e H2 provoca porosidades en el cordón de soldadura.
Se utiliza con metales activos, aleaciones ligeras y ultraligeras, además para unir aceros inoxidables y materiales no-ferrosos, y fue desarrollado inicialmente con el propósito de soldar metales anticorrosivos y difíciles de soldar.
Para optimizar el proceso “GTW”, es de gran importancia conocer la intensidad de calor entrante y la temperatura de gradientes en la pieza de trabajo. Además, el cociente entre calor eficaz al objeto y la energía eléctrica consumida, siendo de gran utilidad el dato, para aportar los parámetros suficientes de la corrida del programa.
II.5.-Unión de Materiales.
Con frecuencia, para armar o construir máquinas-herramienta, edificios u otras piezas metálicas, se requiere unir elementos individuales que conforman un total, para ello se emplean dos tipos de unión: una temporal, donde se utilizan se utilizan tornillos, pernos y pijas principalmente y la otra es permanente, como lo es la soldadora, la unión por productos adhesivos y remachados [20].
Cada uno de los diferentes procesos de soldadura tiene características particulares, la Sociedad
Americana de Soldadura, “American Welding Society”, (AWS), define al proceso como “una acción o serie de acciones progresivas e individuales, implícitas en el curso de producir un tipo básico de resultado”.
Ésta sociedad, ha agrupado a los procesos de acuerdo al “modo de transferencia de energía”, como primera consideración. Un segundo factor es la “influencia de distribución de calor, al efectuarse sobre el material de aporte”[21].
La influencia de distribución de calor, distingue a los procesos de soldadura, agrupándolos bajo soldadura blanda, soldadura fuerte, soldadura por arco, soldadura con gas, soldadura por resistencia, soldadura en estado sólido y otros procesos de soldadura.
II.5.1.- Transformaciones sin difusión.
Es conocido en materiales más comunes como el acero, que las transformaciones sin difusión de tipo martensíticas tienen un grado de avance que depende solamente de la temperatura. Esto es, superada cierta velocidad de enfriamiento necesaria para que no nucleen y crezcan las fases de equilibrio, la fase de alta temperatura (austenita en el acero) transforma sin difusión a
(ya no en el caso del acero, sino en general), cuando calentamos la aleación, y se supera una
Conclusiones
Capítulo III
Modelo matemático del ZAC
en la soldadura TIG
III.1.- Introducción.
La termodinámica trata de la cantidad de transferencia de calor a medida que un sistema pasa por un proceso de un estado de equilibrio a otro no hace referencia a cuánto durará este proceso.
Se inicia este capítulo con un repaso de los conceptos fundamentales de la termodinámica, mismos que forman el armazón para entender la transferencia de calor. En primer lugar, se presenta la relación entre el calor y otras formas de energía y se repasa el balance de energía, a continuación, se presentan los tres mecanismos básicos de la transferencia de calor: la conducción, la convección y la radiación, y se discute la conductividad térmica. La conducción es la transferencia de energía de las partículas más energéticas de una sustancia hacia las adyacentes, menos energéticas, como resultado de la interacción entre ellas. La convección, es el modo de transferencia de calor entre una superficie sólida y el líquido o gas adyacentes que están en movimiento y comprende los efectos combinados de la conducción y
del movimiento del fluido. La radiación es la energía emitida por la materia en forma de ondas electromagnéticas (o fotones), como resultado de los cambios de las configuraciones electrónicas de los átomos o moléculas.
III.2.- Termodinámica y transferencia de calor
La termodinámica trata de los estados de los estados de equilibrio y de los cambios desde un
estado de equilibrio hacia otro. Por otra parte, la transferencia de calor se ocupa de los sistemas en los que el equilibrio termodinámico y, por tanto, existe un fenómeno de no equilibrio. Por lo tanto, el estudio de la transferencia de calor no puede basarse sólo en los principios de la termodinámica. Sin embargo, las leyes de termodinámica ponen la estructura para la ciencia de la transferencia de calor.En la primera leyse requiere que la razón de la transferencia de energía hacia un sistema sea igual a la razón de incremento de la energía de ese sistema. En la segunda ley requiere que el calor se transfiera en la dirección de la temperatura decreciente, lo cual se asemeja a la unión de dos materiales con similares características, con influencia entre los campos involucrados en el proceso de soldadura.
III.3-Condiciones de trabajo
El requisito básico para la transferencia de calor es la presencia de una diferencia de temperatura. No puede haber transferencia neta de calor entre dos medios que están a la misma temperatura. La diferencia de temperatura es la fuerza impulsora para la transferencia de calor, precisamente como la diferencia de tensión es la fuerza impulsora para el flujo de corriente eléctrica y ladiferencia de presiónes la fuerza impulsora para el flujo de los fluidos. La velocidad de la transferencia de calor en cierta dirección depende de la magnitud del
gradiente de temperatura (la diferencia de temperatura por unidad de longitud o la razón de cambio de la temperatura en esa dirección). A mayor gradiente de temperatura, mayor es la razón de la transferencia de calor.
III.4- Influencia térmica en el proceso de soldadura
influencia mutua entre ellos representada por las líneas continuas y discontinuas, tal y como se
observa en la figuraIII.1
Figura III.1.-Influencia mutua entre los campos involucrados en el proceso de soldadura[23].
fase y generan cambios morfológicos en la microestructura. Sin embargo, ambas influencias
no son significativas (línea discontinua), por lo que pueden ser obvias en el análisis.
III.5- Transferencia de calor en el proceso de soldadura
En la actualidad se ha desarrollado, el estudio de la unión de dos materiales por medio del proceso de soldadura. El procedimiento analítico (que incluye el procedimiento numérico) tiene la ventaja de que es rápido y barato, pero los resultados obtenidos están sujetos a la exactitud de las suposiciones, de las aproximaciones y de las idealizaciones establecidas en el análisis.
III.5.1- Elaboración del modelo en la transferencia de calor
Comúnmente, entre menor es el incremento elegido en las variables cambiantes, más exacta es la descripción. En el caso límite de los cambios infinitesimales o diferenciales en las variables,
Figura III.2.-Modelado matemático del problema físico
III.6-Modelado matemático para el desarrollo del proceso
Para el desarrollo del modelo matemático, se partió del las siguientes fórmulas, ya que para lo que se pretende analizar es necesario calcular las variables requeridas, para el análisis numérico.
Problema físico
Una ecuación diferencial
Solución del problema
Identificar las variables importantes
Aplicación de las leyes físicas
pertinentes
Establecer una hipótesis y hacer
una aproximación razonable Aplicar la técnica de resolución apropiada Aplicar las condiciones de frontera e
El calor y el tiempo, son factores determinantes en la formación de la microestructura de los
materiales, dichos parámetros están presentes durante el proceso de soldadura, con lo cual la relación matemática con otros parámetros, permiten conocer sus valores.
Para poder calcular la longitud del charco de soldadura se utiliza la fórmula propuesta en el artículo “Modelo matemático para la optimización de la energía calorífica en el proceso de soldadura TIG”[24].
Todos los términos anteriores son fáciles de conocer en la práctica pero hay alguno que hay que calcular como la Energía Específica Entrante.
La ecuación (1) para calcular la energía entrante.
Q= ql…….(1)
Donde:
Q=Energía entrante (W)
q= Energía por calor en joules por medida lineal de soldadura (j /m)
l =longitud total de la unión
Y este a su vez arroja la variable de Energía calorífica por unidad de longitud. Se sabe que el
electrodo no fluye directamente por su diámetro, sino por la energía calorífica en la unidad de longitud, la cual se expresa en parámetros del arco.
La ecuación 2 se usa para calcularel calorque se genera en un arco movible.
q=
IV
Donde:
q= Energía calorífica por unidad de longitud a medida lineal de soldadura (J /m)
I=Intensidad de corriente (Amperes) V=Diferencia de potencial (Volts)
υ=Velocidad de soldadura (m/s)
η=Eficiencia del proceso TIG (%)
Otra variable muy importante para el análisis de la unión soldada es la longitud del charco de soldadura, ecuación (3), la cual está en función de la energía entrante.
L= ) ( 2 Q 0 f ……..(3) Donde:
L=Longitud del charco de soldadura (m)
Q=Energía Específica Entrante (W)
λ= Conductividad (W/mm°K)
Tf=Temperatura de fusión (°K)
T0=Temperatura inicial (°K)
Las características térmicas del metal base se evalúan a partir del concepto de difusividad
térmica, que es más que la razón entre la conductividad térmica del material y el producto de la densidad por el calor específico, tal como se muestra en la ecuación (4)
Dt =
pC
Donde:
Dt =Difusividad Térmica (cm2/s)
λ= Conductividad (W/mm°K)
P=Densidad (g/cm3)
C=Calor específico (J/g/°C)
III.6.1-Desarrollo matemático del NiTiNOL
Basados en las propiedades del NiTiNOL, encontrados en la literatura se procedió a realizar el modelo matemático, con los parámetros requeridos, y con ayuda del programa Maple Soft® versión 10, tanto para el NiTiNOL, como para el acero inoxidable austenítico, AISI 304
NiTiNOL
1 W=1 A V/s;
19 100 L M ;
120 Y A
(1) 220 V V
(2) 231 V V
0.6
0.00833 /m s
(2) (1)
.( )
. y v v
q
![Figura I.1 Descripción del proceso TIG [4]. Algunas de sus principales características son:](https://thumb-us.123doks.com/thumbv2/123dok_es/4938734.74113/23.892.170.817.113.500/figura-i-descripcion-proceso-tig-principales-caracteristicas.webp)
![Figura I.6.- Curva característica del proceso TIG voltaje-intensidad [8]](https://thumb-us.123doks.com/thumbv2/123dok_es/4938734.74113/28.892.271.703.224.539/figura-i-curva-caracteristica-proceso-tig-voltaje-intensidad.webp)
![Figura I.11.- Proceso de soldadura TIG [10].](https://thumb-us.123doks.com/thumbv2/123dok_es/4938734.74113/42.892.281.664.231.624/figura-i-proceso-de-soldadura-tig.webp)
![TABLA II.1.- Propiedades mecánicas del NiTiNOL [15]. II.3.2-Propiedades fisicoquímicas del NiTiNOL.](https://thumb-us.123doks.com/thumbv2/123dok_es/4938734.74113/54.892.142.812.229.544/tabla-ii-propiedades-mecanicas-nitinol-propiedades-fisicoquimicas-nitinol.webp)

