12º CONGRESO IBEROAMERICANO DE INGENIERÍA MECÁNICA
Guayaquil, 10 a 13 de Noviembre de 2015
CONTROL DE UN MOTOR LINEAL CON APLICACIÓN A MÁQUINAS
HERRAMIENTA
Rogelio Heckerº*, Fernando Villegasº y Gustavo Floresº
ºFacultad de Ingeniería, UNLPam, Argentina *CONICET
*e-mail: [email protected]
RESUMEN
La continua demanda tanto en el aumento de la productividad como en la mejora de la precisión de productos maquinados impulsa el desarrollo de las máquinas herramienta. En particular, los motores lineales se presentan como una alternativa para lograr dichos objetivos, ya que pueden alcanzar mayores velocidades y aceleraciones de accionamiento que los sistemas tradicionales. Sin embargo, los motores lineales son propensos a errores inducidos por perturbaciones externas, como es el caso de la fricción en las guías lineales del sistema.
Por lo tanto, en este trabajo se presenta la implementación de un control por variable de estado y de un control de modos deslizantes. Además, a ambos controladores se le adiciona una prealimentación para compensar la fuerza de retención del motor lineal y la fricción, donde esta última está representada por el modelo GMS (Generalizad Maxwell Slip) que incluye la fuerza de predeslizamiento en las guías lineales. Ambos esquemas de control son probados en un sistema experimental, tanto para el seguimiento de trayectorias a velocidad constante como para una trayectoria típica para el rectificado de levas. Se concluye que el control por modos deslizantes más la acción por prealimentación de la fricción presenta un mejor desempeño que el control por variables de estado.
INTRODUCCIÓN
Entre las mejoras deseables en las máquinas herramienta se encuentra la disminución del tiempo de fabricación y el aumento de la calidad de las piezas producidas. Esto impone requerimientos específicos sobre el control de sus sistemas de posicionamiento, en particular en lo referente a su capacidad de efectuar posicionamientos de precisión bajo diferentes tipos de perturbaciones externas y sobre un amplio rango de velocidades [1,2].
Los motores lineales, los cuales no poseen transmisiones mecánicas, se han convertido en una alternativa cada vez más importante para estos sistemas de posicionamiento. Esto se debe entre otras cosas a una serie de posibles ventajas respecto de los sistemas de tornillo [3], tales como mayor ancho de banda y mayor capacidad de aceleración. En un motor lineal, el acoplamiento entre la parte fija y la parte móvil es a través del campo magnético, lo que agrega las ventajas de ausencia de límites de longitud de desplazamiento, ausencia de una velocidad crítica, menor fricción total, mayor durabilidad y menor mantenimiento.
Sin embargo, la ausencia de una transmisión mecánica hace que las fuerzas de perturbación actúen directamente sobre el motor, teniendo una mayor influencia sobre el error de seguimiento de trayectorias. Esto hace que incluso la fricción, si bien menor que en sistemas de tornillo, tenga un impacto importante en el error, especialmente cerca de la inversión de marcha donde el fenómeno de la fricción se hace especialmente importante [4]. Por lo tanto, para compensar el efecto de la fricción se debe contar con un modelo preciso. En tal sentido, el modelo GMS (Generalized Maxwell-Slip) contempla los principales fenómenos relativos a la fricción tanto en régimen predeslizamiento como en el deslizamiento [5].
Por otro lado existen otros fenómenos en los motores lineales de potencia, que se reflejan en la variación de la fuerza motriz desarrollada a lo largo de su recorrido, lo que se conoce como ripple de fuerza, y la aparición de una fuerza de carácter fuertemente periódico, denominada fuerza de retención. Estos fenómenos también influyen en el error de seguimiento obtenido.
Por lo tanto, en este trabajo se presentan dos esquemas de control que tienen en común una acción de prealimentación compuesta por el modelo de la fricción, ripple de fuerza y fuerza de retención. Uno de los controles es el correspondiente a un desarrollo tradicional en variable de estado mientras que el segundo corresponde a un control por modos deslizantes. Ambos esquemas de control fueron estudiados en sistemas tradicionales con tornillos de bolas recirculantes [6,7] y más recientemente el control por modos deslizantes fue estudiado en [8] para un motor lineal, pero en ninguno de estos casos se contaba con un modelo tan detallado de la fricción para su compensación por prealimentación.
DESCRIPCIÓN DEL SISTEMA
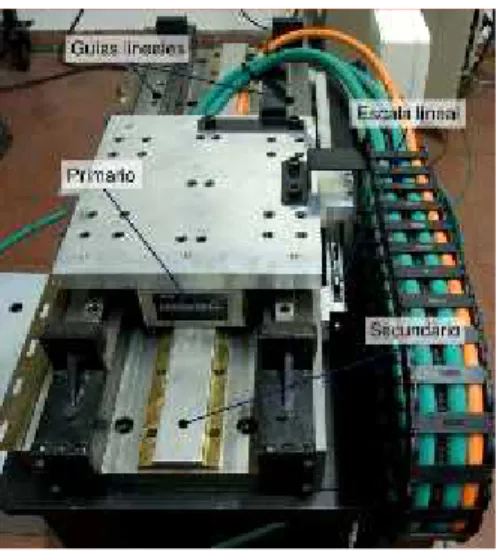
Se cuenta con un sistema de posicionamiento, mostrado en Fig. 1, que consiste en una base horizontal con guías lineales a la que está fijado el secundario del motor de imanes permanentes. Deslizándose sobre las guías lineales, mediante cuatro rodamientos lineales de bolas recirculantes, se encuentra el plato al que está fijado el primario del motor, que contiene el bobinado trifásico con núcleo ferromagnético. Los rodamientos lineales son Bosch-Rexroth tamaño 25, clase H, con una precarga del 8%. Este sistema completo posee las siguientes características: fuerza máxima de 1150 N, fuerza nominal de 370 N, velocidad máxima de 2 m/s, aceleración máxima de 2 g, recorrido de 400 mm y capacidad de carga útil de 20 kg. La posición es medida con una escala lineal que posee una resolución de 100 nm y precisión de ±5 µm. Esta resolución de 100 nm es lo que permite estudiar el fenómeno de predeslizamiento de la fricción en las guías.
Para la implementación de las técnicas de control se cuenta con un sistema de adquisición y control en tiempo real. Su velocidad máxima de muestreo es de 800 kHz y cuenta con 16 entradas analógicas de 14 bits de resolución y 2 salidas analógicas con una resolución de 12 bits. Además se cuenta con placas de expansión de para encoders en cuadratura, capaz de leer hasta 4 pares de señales TTL con frecuencias de hasta 1 MHz.
Fig. 1: Sistema experimental
MODELADO DEL SISTEMA PARA USO EN CONTROL POR REALIMENTACIÓN
Fuerza de fricción en las guías lineales
Como ya se ha mencionado, la fricción en las guías es un fenómeno complejo que degrada los posicionamientos de precisión. Por lo tanto, un modelo que describa con detalle suficiente el comportamiento de la fuerza de fricción, especialmente en los cambios de marcha, puede resultar en mejoras significativas en el desempeño del control para estos sistemas [9]. En tal sentido, el modelo GMS representa una alternativa interesante, el cual es brevemente presentado en esta sección. Para mayores detalles sobre la identificación de parámetros de este modelo para el sistema descripto referirse a [9].
El modelo GMS [10], en particular el desarrollado en [5], puede considerarse compuesto por un arreglo paralelo de N elementos de fricción de un único estado, cuya entrada común está dada por la velocidad de deslizamiento v=dz/dt, siendo z la posición y donde cada elemento aporta una fuerza elemental Fia la fuerza
total de fricción. La fuerza aportada por el total de los elementos se suma a la fricción viscosa. Así, para un modelo GMS de N elementos la fuerza de fricción está dada por:
2 1
( )
( )
( )
N
f i
i
F t
F t
t
(1)dondeσ2representa el aporte de la fricción viscosa y donde el primer término representa el aporte del total de los
elementos a la fuerza de fricción.
Cada elemento tendrá un estado lógico que indica si el elemento está en deslizamiento (estado slip) o adherido (estado stick), y la dinámica de cada elemento del modelo dependerá de este estado.
Si el elemento se encuentra en adherencia, su dinámica está dada por
i i
dF
k
dt
(2)siendo kila constante del resorte para este elemento. Este elemento a su vez se mantendrá en adherencia hasta
que Fi=vis(v). Cuando la fuerza de ese elemento supere este valor, el mismo comenzará a deslizarse, pasando al
estado slip. El parámetro vies una constante adimensional entre 0 y 1 que representa el aporte del elemento a la
fuerza total, y la suma de los vide todos los elementos será 1.
y velocidad estacionaria, está dada pors(v)+σ2v, es decir, la función mencionada más el aporte de la fricción
viscosa. En cuanto a su parametrización, puede haber diferentes elecciones para s(v), siendo una de las mas típicas la siguiente:
( )
sgn
v V
c s c
Vs
s
s v
v
F
F
F e
(3)
donde Fces la fricción de Coulomb, Fsel nivel de fricción estática, Vsla velocidad de Stribeck yδVsel factor de
forma de Stribeck.
El elemento en estado slip se caracteriza por una dinámica dada por
sgn
1
( )
i i
i
i
dF
F
v v C
dt
v s v
(4)y el elemento se mantiene en deslizamiento hasta que la velocidad pasa por cero.
Este modelo es capaz de representar los principales fenómenos observados en la fricción. Uno de ellos es la histéresis con memoria no local del predeslizamiento descripta por la fuerza de fricción en función de la posición, previo al deslizamiento pleno. Además el GMS presenta mejoras en la representación de la histéresis en velocidad, un comportamiento de histéresis que exhibe la fuerza de fricción en función de la velocidad cuando ésta no se mantiene constante. Este último comportamiento está determinado por la Ec. (4), donde se verifica que para velocidad estacionaria la fuerza total aportada por los elementos tiende a s(v) [5], con lo cual el modelo también representa adecuadamente la curva de Stribeck para velocidades estacionarias.
Ripple de fuerza y fuerza de retención
El ripple de fuerza es un efecto electromagnético debido al cual la constante de fuerza del motor varía a lo largo del recorrido. Se encuentra asociado principalmente a la variación de la autoinductancia de los bobinados con la posición [11]. Por otro lado, la fuerza de retención es una fuerza que aparece en motores lineales con núcleo ferromagnético debido a la interacción del riel de imanes permanentes con el núcleo del primario. Esta fuerza existe aún cuando el motor no está energizado. Ambas curvas se relevaron para el sistema considerado [9], y si bien presentan una fuerte componente periódica, también presentan comportamiento ligeramente aperiódico. La parte periódica fue modelada por un polinomio de Fourier de grado 3 donde la longitud de onda de la componente fundamental coincide con la distancia entre imanes del motor. Por otro lado el comportamiento aperiódico para ripple y fuerza de retención se representa mediante polinomios de segundo y tercer grado respectivamente, resultando ambos modelos linealmente parametrizables.
CONTROL
En esta sección se muestra la implementación de dos esquemas de control por realimentación. El primero es el tradicional controlador lineal en variable de estado con un prefiltro. El segundo presenta la implementación de una realimentación basada en control por modos deslizantes, el cual promete mejores resultados en los sistemas de posicionamiento por su capacidad de compensar los efectos de las desviaciones de los modelos identificados. A ambos esquemas de realimentación se le adiciona una señal de prealimentación para mitigar los efectos de la fricción usando el modelo GMS y los efectos de las variaciones de la fuerza de retención y de la fuerza motriz. La prealimentación utilizada en ambos controladores es la misma de manera de poder comparar los resultados.
Control en variable de estado con prefiltro
Para el planteo del controlador se define la fuerza efectiva Fe=Fm−Fnl, donde Fmes la fuerza del motor y Fnl
agrupa las no linealidades del sistema mecánico. Entonces se considera que la fuerza efectiva actúa sobre un sistema lineal determinado por FeMxBx y que se puede representar en variable de estado, donde la posición
es representada por x1x y la velocidad por x2x.
A partir de esta representación se puede obtener el modelo discreto de la planta, suponiendo que la entrada de referencia a la planta viene de una retención de orden cero, y que la variación de fuerza que introducen las no linealidades mecánicas a lo largo de un intervalo de muestreo es suficientemente pequeña para poder aproximar esta fuerza por una secuencia constante entre intervalos de muestreo. En base al modelo anterior se implementó un control integral en variable de estado con estimador de orden total. Teniendo en cuenta la dinámica de lazo cerrado entre Fe y x se plantea el ZPETC para mejorar el seguimiento. Luego, la referencia de fuerza Fm se
obtiene sumando a la referencia de fuerza efectiva un término de prealimentación para la compensación de Fnl
basada en los modelos descriptos.
Fig. 2: Esquema de control por variable de estado y prealimentación
Control por modos deslizantes (SMC)
Una técnica importante en el diseño de control para sistemas con incertidumbre es la del control por modos deslizantes. En esta técnica se fuerzan los estados del sistema a alcanzar una superficie de deslizamiento en un tiempo finito y mantenerse en esta durante el resto de la evolución del sistema [13]. En la literatura se han presentado diversos controladores basados en esta técnica, tal como el controlador presentado en [7] para mecanismos de tornillo, similar al aplicado por [8] para motores lineales. Este controlador conjuga simplicidad con buenos resultados. La capacidad de adaptación de este esquema de control viene dado por asumir que existe una perturbación adicional d que se encuentra en el intervalo [d-, d+]. Por lo tanto, la acción de control
implementada toma la forma
1
ˆ ˆ
d d s f
m
u x x x K s F d
k k
(5)
donde m es la masa, k una constante relacionando la referencia del controlador de corriente con la fuerza del
motor, Ksun parámetro del controlador y dˆs
, siendoρla ganancia de adaptación, sxd x
xd x
, yκuna cantidad dada porˆ
0 si y 0
ˆ
0 si y 0
1 c.c
d d s
d d s
Tal como se menciona al comienzo de esta sección, el término de prealimentación Fˆf , cuyo objetivo es
compensar la fuerza de fricción, se calculó en este trabajo a partir del modelo GMS. Además se agregó en este mismo término la compensación de la variación de la fuerza de retención y de la fuerza motriz. Por lo tanto, el esquema general es equivalente al mostrado en la Fig. 2 para variable de estado, pero sin el prefiltro ZPETC.
RESULTADOS
Ambos esquemas de control se implementaron en el sistema descripto y se sintonizaron para obtener el menor error de seguimiento posible. Se probó el desempeño de ambos controladores para diferentes trayectorias, describiéndose los resultados a continuación.
Trayectorias de velocidad constante
El desempeño de ambos esquemas de control se verificó para una trayectoria de posicionamiento donde los valores máximos de velocidad, aceleración y jerk están dados por vmax=80 mm/s, amax=2 m/s2 y jmax=50m/s3.
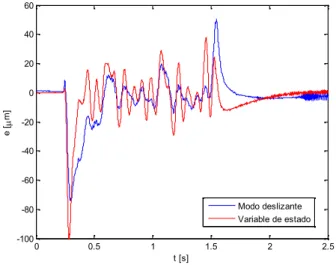
Cabe aclarar que este tipo de trayectorias, comúnmente usadas en máquinas herramienta, están caracterizadas por un perfil trapezoidal en la aceleración con limitación del máximo jerk. Se puede apreciar en la Fig. 3 que el error obtenido con el control por variables de estados es notoriamente mayor que el obtenido con el SMC. De
hecho, los errores máximos ascienden a 101μm para el control lineal y 74 μm para el SMC. Por otro lado, la
mejora del desempeño que exhibe el SMC, con una estructura relativamente simple respecto del control lineal, sugiere cierta conveniencia de la aplicación de este tipo de controles. Si bien los errores son relativamente elevados, cabe aclarar que esta trayectoria es relativamente exigente en cuanto a la velocidad a alcanzar.
0 0.5 1 1.5 2 2.5
-100 -80 -60 -40 -20 0 20 40 60
t [s]
e
[
m
]
Modo deslizante Variable de estado
Fig. 3: Error de trayectoria para 80 mm/s
Luego de visualizar que el control por modos deslizantes presenta mejor desempeño que el de variable de estado, se siguió probando al primero de ellos en otro tipo de trayectorias, siempre conservando la característica de perfil de aceleración trapezoidal. Por ejemplo, la Fig. 4 muestra el error de seguimiento de una trayectoria caracterizada por vmax=40 mm/s, amax=0,5 m/s2y jmax=6m/s3. Seguidamente, en la Fig. 5 se muestra el error para
una trayectoria para lograr posicionamientos reducidos a velocidades bajas, caracterizada en este caso por vmax=1
0 1 2 3 4 5 6 7 8 9 -100 -80 -60 -40 -20 0 20 40 60 t [s] e [ m ]
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 -100 -80 -60 -40 -20 0 20 40 60 t [s] e [ m ]
Fig. 4: Error de trayectoria para SMC y a 40 mm/s Fig. 5: Error de trayectoria para SMC y a 1 mm/s
Como se puede observar, el error que se obtuvo utilizando SMC fue reducido de 74μmpara una trayectoria
exigente (80 mm/s), a 54μmpara trayectoria moderada (40 mm/s) y a 24μmpara trayectoria suave (1 mm/s).
Estos resultados denotan también la importancia de la planificación de la trayectoria para lograr reducir el error en posicionamientos de precisión.
Trayectorias para el rectificado de leva
En este caso, la referencia de posición corresponde a la trayectoria que debería seguir el motor lineal durante un proceso de rectificado de levas. Esta trayectoria se calculó a partir de las dimensiones de la leva propuesta en [14], donde los parámetros principales son r0=50 mm y h=15 mm; además, se consideró una velocidad de
rotación durante el rectificado de 30 rpm. La trayectoria calculada para varias pasadas de rectificado, incluyendo la velocidad y la aceleración requerida, se muestran en la Fig. 6, donde se puede observar que la aceleración requerida para poder seguir la trayectoria presenta un perfil con cierto grado de exigencia.
Ambos controladores fueron probados para dicha trayectoria, donde la Fig. 7 muestra el error de seguimiento de trayectoria. Nuevamente, se puede observar que el SMC presenta mejor desempeño que el control por
variable de estado. Específicamente, se observa que el error máximo para el SMC es de 40μmrespecto a los 75
μmque presenta el control por variable de estado.
3 4 5 6 7 8 9
100 105 110 115 t [s] xd [m m ]
3 4 5 6 7 8 9
-50 0 50 t [s] vd [m m /s ]
3 4 5 6 7 8 9
0 0.5 1 t [s] ad [m /s 2]
0 0.5 1 1.5
-40 -20 0 20 40 60 80 t [s] e [ m ] Modo deslizante Variable de estado
Fig. 6: Trayectoria para el rectificado de levas Fig. 7: Error de trayectoria para rectificado de levas
El error logrado con el control por modos deslizantes más la prealimentación para este tipo de trayectoria se encuentra dentro de los valores recomendados para la industria de levas, donde se especifican valores de desviación en el perfilentre 25 μm y 70 μm[15], si bien en algunos casos particulares se puede requerir que los
nuevamente bajar las exigencias de la trayectoria que, en este caso, estaría dado por la reducción de la velocidad de rotación de la leva durante el rectificado.
CONCLUSIONES
El control compuesto por modos deslizantes arroja mejores resultados que el control por variable de estado, tanto en trayectorias a velocidad constante como en trayectorias para rectificado de levas. Donde a ambos esquemas se los complementó con un lazo de prealimentación para compensar la fricción, con un modelo detallado de la misma, y además para compensar el ripple y la variación de la fuerza de retención del motor lineal.
De acuerdo a los errores obtenidos, el sistema presenta potencial aplicación en máquinas herramienta para producir piezas de tamaños medianos a grandes con calidad de tolerancias intermedias. También es importante mencionar que la planificación de las trayectorias juega un rol importante en la reducción del error.
Para reducir aún más el error se debe trabajar con un drive de mayor ancho de banda o bien estudiar técnicas de control para compensar las limitaciones de su dinámica eléctrica
REFERENCIAS
1. Y. Koren, Control of Machine Tool, Journal of Manufacturing Science and Engineering, vol. 119, pp.
749-755,1997.
2. R. Hecker y G. Flores, A review of machine-tools servocontrol level, Latin American Applied Research
--An International Journal, vol. 38, pp. 85-94,2008.
3. G. Pritschow, A Comparison of Linear and Conventional Electromechanical Dives, Annals of the CIRP, vol.
47, pp. 541-548,1998.
4. T. Prajogo, Experimental Study of Pre-rolling Friction for Motion-reversal Error Compensation on Machine
Tool Drive Systems, Ph.D. thesis, Katholieke Universiteit Leuven, Lovaina, Bélgica, 1999.
5. V. Lampaert, Modelling and control of dry sliding friction in mechanical systems, Ph.D. thesis, Katholieke
Universiteit Leuven, Lovaina, Bélgica, 2003.
6. K. Erkorkmaz y Y. Altintas, High speed CNC system design. Part III: high speed tracking and contouring
control of feed drives, International Journal of Machine Tools and Manufacture, vol. 41, pp. 1637-1658,2001.
7. Y. Altintas, K. Erkorkmaz y W.-H. Zhu, Sliding mode Controller Design for High Speed Feed Drives,
Annals of the CIRP, vol. 49, pp. 265-270,2000.
8. Q. Xie, Modeling and Control of Linear Motor Feed Drives for Grinding Machines, Ph.D. thesis, Georgia
Institute of Technology, Atlanta, Georgia, 2008.
9. F. Villegas, R. Hecker, M. Peña, D. Vicente y M. Flores, Modeling of a linear motor feed drive including
pre-rolling friction and aperiodic cogging and ripple, International Journal of Advanced Manufacturing
Technology, vol. 73, pp. 267-277,2014.
10. F. Al-Bender, V. Lampaert y J. Swevers, The Generalized Maxwell-Slip Model: A Novel Model for Friction Simulation and Compensation, IEEE Transactions On Automatic Control, vol. 50, pp. 1883-1887,2005.
11. L. Bascetta, P. Rocco y G. Magnani, Force Ripple Compensation in Linear Motors Based on Closed-Loop Position-Dependent Identification, IEEE/ASME Transactions on Mechatronics, vol. 15, pp. 349-359,2010. 12. M. Tomizuka, Zero Phase Error Tracking Algorithm for Digital Control, Journal of Dynamic Systems,
Measurement, and Control, vol. 109, pp. 65-68,1987.
13. H. Khalil, Nonlinear Systems, Prentice-Hall, New Jersey, 2002.
14. T. Fujiwara y S. Tsukamoto, Analysis of the Cam Grinding Mechanism with a CNC Cam Grinder, Key
Engineering Materials, vol. 257, pp. 81-88,2004.
15. T. Tsao, Z. Sun, R. Hanson y A. Babinski, Design, Modeling and Motion Control of the Noncircular Turning Process for Camshaft Machining, Journal of Dynamic Systems, Measurement, and Control, vol. 130, pp. 031005-1 - 031005-7,2008.