México, DF. Enero, 2014. ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
ESTUDIO EXPERIMENTAL DE LAS PROPIEDADES
MECÁNICAS TRIBOLÓGICA DEL ACERO AL
CARBONO ELECTRODEPOSITADO CON NÍQUEL EN
UNA CELDA ELECTROLÍTICA
T E S I S
QUE PARA OBTENER EL TITULO DE: MAESTRO EN CIENCIAS CON ESPECIALIDAD
EN INGENIERÍA MECÁNICA
P r e s e n t a:
Ing. Jesús Eliseo Reyes Astivia.
D i r e c t o r e s:
Dr. Manuel Vite Torres. (IPN)
SECRETARiA DE INVESTIGA~16N Y POSGRADO
ACTA DE REVISION DE TESIS
En la Ciudad de Mexico, D. F. siendo las 14:30 horas del dia 07 del mes de
Agosto del 2013 se reunieron los miembros de la Comisi6n Revisora de laTesis, designada por el Colegio de Profesores de Estudios de Posgrado e Investigaci6n de E.S.I.M.E.
para examinar latesis titulada:
"ESTUDIO EXPERIMENTAL DE LAS PROPIEDADES MECANICAS TRIBOLOGICA DEL ACERO
AL CARBONO ELECTRODEPOSITADO CON NiQUEL EN UNA CELDA ELECTROLiTICA". Presentada por el alum no:
REYES
Apellido paterno
ASTIVIA
Apellido materna
JESUS ELISEO
Nombre(s)
MAESTRO EN CIENCIAS EN INGENIERiA MECANICA
Despues de intercambiar opiniones los miembros de la Comisi6n manifestaron SU APROBAC/ON DE
LA rES/S, en virtud de que satisface los requisitos selialados por las disposiciones reglamentarias
vigentes. .
-
--
-
--_
.
_-
---_
..~~ \
~
~ \
:
(G
"
.
~"
(<S$ DR. JAIME VITE TORRES....•...•...•...
~
.
~~
.
~:
~
.
_-
-
-
-~\~
\jA;;\~
DR. JAIME VITE TORRES
~c:;;
z
~
E n l a c i u d a d d e M e x i c o D.F. e l d i a ~ d e l m e s d e A b r i l d e l a n o 2 0 1 3, e l q u e s u s c r i b e , I n g . J e s u s E l i s e o
R e y e s A s t i v i a, a l u m n o d e l P r o g r a m a d e M a e s t r i a e n C i e n c i a e n I n g e n i e r i a M e c a n i c a c o n n u m e r o d e r e g i s t r o A 0 9 0 4 2 3 , a d s c r i t o e n l a s e c c i 6 n d e E s t u d i o s d e P o s g r a d o e I n v e s t i g a c i 6 n d e l a S E P I E S I M E U n i d a d Z a c a t e n c o, m a n i f i e s t a q u e e s a u t o r i n t e l e c t u a l d e l p r e s e n t e t r a b a j o d e T e s i s b a j o l a d i r e c c i 6 n d e l D r . M a n u e l V i t e T o r r e s y e l D r . J a i m e V i t e T o r r e s y c e d e l o s d e r e c h o s d e l t r a b a j o i n t i t u l a d o E s t u d i o E x p e r i m e n t a l D e L a s P r o p i e d a d e s M e c a n i c a s T r i b o l 6 g i c a D e l A c e r o A l C a r b o n o
. ..,. -.
E l e c t r o d e p o s i t a d o C o n N i g u e l En U n a C e l d a E l e c t r o l i t i c a, a l I n s t i t u t o P o l i t e c n i c o N a c i o n a l p a r a s u d i f u s i 6 n, c o n f i n e s a c a d e m i c o s y d e i n v e s t i g a c i 6 n.
A Dios YHWH: Por lo mucho que me ha dado y permitirme llagar hasta aquí, todo lo que he logrado es porque me lo ha permitido para hacerlo.
A mi familia: Especialmente A mi madre Fernanda que siempre estuvo en cada momento conmigo, a mis hermanos Rocio, Fernando y Maria Isabel, por el apoyo y confianza que me han dado durante este tiempo, a mi padre que aunque ya no está aquí conmigo aun lo recuerdo con mucho cariño. Muchas gracias.
A México: Por preparar y confiar en su gente para el desarrollo tecnológico del país.
A la sección de estudios de posgrado de la ESIME-IPN, por la formación académica que me dió durante este tiempo.
Al CONACyT: Por el apoyo otorgado para la realización de mis estudios de maestría.
Al Sindicato Único de Trabajadores de la Industria Nuclear: Por su apoyo en los eventos donde se presentó este trabajo.
Al COMECyT: Por el apoyo que otorga a los estudiantes del estado.
A mis asesores: Manuel y Jaime Vite Torres: Por las herramientas educativas y sus consejos y apoyo para la realización de este trabajo de tesis.
i
ÍNDICE
ÍNDICE i
SIMBOLOGÍA ii
ÍNDICE DE FIGURAS iv
ÍNDICE DE TABLAS vii
RESUMEN viii
ABSTRACT ix
INTRODUCCIÓN x
ANTECEDENTES xi
JUSTIFICACIÓN xii
OBJETIVOS xiii
GLOSARIO xiv
1. Antecedentes Históricos de la Tribología 2
1.1. Historia de la tribología 2
1.2. Importancia de la tribología 5
1.3. Impacto de la tribología 6
2. Marco Teórico 8
2.1. Fricción y desgaste 8
2.1.1. Tipos de desgaste 19
2.2. Máquinas tribológicas 27
2.3. Acero al carbón 30
2.4. Níquel 34
2.5. Recubrimientos de níquel 36
3. Electrodepósitos de Níquel utilizando la Celda Electrolítica con Baño de
Watts, Baño de Sulfamato 42
3.1. Sistema de la celda electrolítica 46
3.2. Electrodepósito con la celda electrolítica 47
3.3. Baño de Watts 50
3.4. Baño de sulfamato de níquel 51
4. Características Mecánicas y Tribológicas de los Dos Métodos de
Recubrimientos del Acero al Carbón 54
4.1. Rayos X 54
4.2. Microscopía óptica 54
4.3. Microscopía electrónica de barrido 55
4.4. Rugosidad 56
4.5. Microdureza 56
4.6. Adherencia 57
4.7. Electroquímicas 57
4.8. Caracterización tribológica 58
Resultados 61
Resultados y análisis de los ensayos experimentales 61
CONCLUSIONES 70
TRABAJOS FUTUROS 72
REFERENCIAS 73
ii
SIMBOLOGÍA
µ, µa Coeficiente de fricción F Fuerza aplicada W Carga normal, peso
Fs Fuerza de fricción estática N Fuerza normal
θ Ángulo
α Ángulo entre la fuerza normal y la resultante, constante, fracción de área no lubricada
µe Coeficiente de fricción estático P Resultante de fuerzas
µα Valor inicial del coeficiente de fricción estático µ0 Valor final del coeficiente de fricción estático
te Tiempo de permanencia del contacto β Constante
fe Fuerza de rozamiento estático
fe máx Fuerza de rozamiento estático máxima fd Fuerza de rozamiento cinética
µd Coeficiente de rozamiento Fadh Fuerza de adhesión
Fdef Fuerza de deformación Ar Área de contacto
Aa Área nominal de contacto
a Promedio de la resistencia de corte en el contacto seco
1 Promedio de la resistencia de corte en el contacto con película de lubricante
1 Viscosidad dinámica (absoluta) del lubricante V Velocidad de deslizamiento relativo
h Espesor de la película líquida pr Presión real edad media E* Módulo de elasticidad
a y Rp Componentes de la desviación estandarizadas
Desviación estandarizada de la altura de las superficies β* Correlación de composición de longitud
µa Función de las superficies rugosas en contacto elástico H Dureza
pm Presión de contacto p Presión normal (Ar)0 Área real de contacto
V Pérdida de material K Coeficiente de desgaste W Carga aplicada
L Distancia de deslizamiento Q Tasa de desgaste
Ni Número de hojas de desgaste
iii
hi Espesor de la hoja de desgaste
s0i Distancia de deslizamiento para generar hojas s Distancia de deslizamiento
iv
ÍNDICE DE FIGURAS
Pág.
Figura 1.1. Transporte de un coloso de piedra egipcio, c. 1880 BC. Tal vez un tribólogo estuvo frente al trineo aplicando un lubricante para reducir la fricción con el suelo
2
Figura 1.2. Máquinas diseñadas por Leonardo Da Vinci 3
Figura 1.3. Tribómetro diseñado por Coulomb 1779 4
Figura 2.1. Deslizamiento de un bloque de material sobre un plano inclinado con ángulo θ, el objeto que está en reposo, comienza a deslizarse, a partir de aquí, puede ser determinado el coeficiente de fricción estático.
9
Figura 2.2. Coeficiente de fricción estático sin contacto adhesivo. 10 Figura 2.3. Incremento del coeficiente de fricción estático por contacto
puro y rugosidad superficial. 10
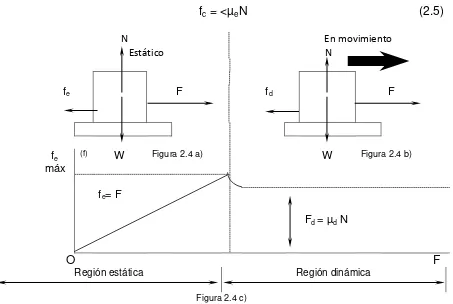
Figura 2.4. La fuerza de rozamiento, f, entre un bloque y una superficie áspera es opuesta a la fuerza aplicada, F. a) la fuerza de rozamiento estática es igual a la fuerza aplicada. b) cuando la fuerza aplicada es mayor que la de rozamiento cinético, el bloque se acelera hacia la derecha. c) gráfica de la fuerza aplicada contra la magnitud de la de rozamiento. Nótese que fe>fd.
11
Figura 2.5. Ilustración de algunos aspectos de las leyes de Amontons: a) se requiere de una fuerza tangencial para pensar el bloque de peso W, b) con un peso doble en el bloque, la fuerza de fricción será doblemente mayor que en el primer caso, c) el valor de F sigue siendo el mismo siempre que el área aparente o nominal de contacto cambie.
13
Figura 2.6. Esquema que ilustra la fricción de deslizamiento. El modelo fue elaborado por Coulomb. En esta prueba se asume que la rugosidad de la superficie tiene geometría parecida a dientes de sierra. Como el deslizamiento ocurre desde la posición 1 a la presión 2, el trabajo es realizado en contra de la carga normal W. La carga normal entonces no es igual a la cantidad de trabajo, como ocurre en el movimiento superficial de 2 a 3.
13
Figura 2.7. a) dos superficies rugosas en contacto de deslizamiento y b)
diagrama de cuerpo libre de las fuerzas involucradas. 16 Figura 2.8. Coeficientes de fricción en función de la rugosidad
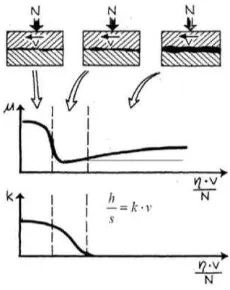
superficial. La figura (a) representar el contacto elástico, en un disco en deslizamiento cerámico, como se observa, µ de crecer con un incremento en la rugosidad. En la figura (b) en contacto plástico de cobre contra cobre, para rangos moderados de rugosidades, µ, es independiente de las rugosidades.
v
Figura 2.9. Esquema de las zonas que conforman la superficie de los
metales. 22
Figura 2.10. Influencia de carga y la velocidad sobre el desgaste de deslizamiento. [Fuente: Department of Trade and Industry, Wear Resistant Surfaces in Engineering, A Guide to their Production, Properties and Selection, HMSO, UK, 1978].
23
Figura 2.11. Se muestra en esta micrografía el típico desgaste adhesivo severo, obtenido en un microscopio electrónico de barrido. Las probetas de los materiales son de acero AISI D1, la prueba se realizó en una máquina de prueba de perno sobre disco, el deslizamiento entre los materiales fue de derecha a izquierda. [Fuente: ASM Handbook, Friction, Lubrication and Wear Technology, Vol. 18, ASM International, USA, 1998]
23
Figura 2.12. Mapa de desgaste. 24
Figura 2.13. Fricción y desgaste de contacto de deslizamiento en función
del tipo de lubricante. 25
Figura 2.14. a) Partícula abrasiva generando una huella de desgaste, b) Acción de una partícula abrasiva sobre una superficie metálica.
27
Figura 2.15. Configuraciones más comunes para pruebas de desgaste
adhesivo. 29
Figura 2.16. Sistema de designación de los aceros. 30 Figura 2.17. Evolución del desarrollo de las técnicas de procesamiento
superficial. 37
Figura 2.18. Ejemplo de algunos recubrimientos. 40
Figura 3.1. Metodología utilizada para la caracterización mecánica y tribológica de dos baños de recubrimientos de níquel sobre acero.
43
Figura 3.2. Preparación de los electrolitos para el baño de Watts y sulfamato de níquel, a) mezcla de reactivos b) filtrado de la solución c) solución aforada a 250 ml.
44
Figura 3.3. Probetas de acero al carbono a) pruebas mecánicas b)
pruebas tribológicas. 45
Figura 3.4. Figura 3.4. Probetas con tratamiento mecánico y sin impurezas, a) Probetas Pin on Disk b) Probeta para estudios mecánicos.
45
Figura 3.5. Sistema electrolítico. 46
Figura 3.6. Celda electrolítica. 47
Figura 3.7. Diagrama del proceso óxido reducción. 48
Figura 3.8. Ejemplo de algunos defectos superficiales en los
recubrimientos. 49
vi
Figura 4.1. Imagen tomada con microscopia óptica de un acabado a
espejo del acero 4140. 54
Figura 4.2. Esquema del funcionamiento del microscopio electrónico de
barrido MEB JEOL JSM-6610LV. 55
Figura 4.3. RugosÍmetro Mitutoyo surftest 402. 56
Figura 4.4. Microdurometro marca BUEHLER LAKE BLUFF, ILLINOIS
USA. 56
Figura 4.5. Posibles Fallas obtenidas por la mala calidad del
recubrimiento. 57
Figura 4.6. Equipo para pruebas de corrosión ACM Instruments. 58 Figura 4.7. Máquina perno sobre disco (pin-on-disk) (1) contador de
revoluciones (2) variador de revoluciones (3) Sujetador de disco (4) Brazo (5) Carga (6) Celda de carga (7) Contrapeso (8) Computadora (9) interfaz.
59
Figura 4.8. Izquierda huella de desgaste circular, derecha ensayo de
perno sobre disco para el desgaste por fricción. 59 Figura R.I. Porcentaje de níquel en las muestras recubiertas con baño
de Watts, MEB; 1000x 61
Figura R.II. Porcentaje de níquel en las muestras recubiertas con baño
de sulfamato de níquel, MEB; 1000x 61
Figura R.III. Espesores de los recubrimientos obtenidos del baño de
Watts. 62
Figura R.IV. Espesores de los recubrimientos obtenidos del baño de
sulfamato de níquel. 62
Figura R.V. Muestras recubiertas con baño de Watts con un acabado a
espejo inicial. 63
Figura R.VI. Muestras recubiertas con baño de sulfamato de níquel con
un acabado a espejo inicial. 63
Figura R.VII. Improntas de microdureza en material base, recubierto con
baño de Watts y baño de sulfamato de níquel. 64 Figura R.VIII. Características de la adherencia obtenidas de los a) baños
de Watts y b) baño de sulfamato de níquel. 65 Figura R.IX. Fuerza de fricción generada entre el Acero 4140 contra
Acero Inoxidable 304. 66
Figura R.X. Fuerza de fricción generada entre el Acero 4140 recubierto
con Sulfamato de Níquel contra Acero Inoxidable 304. 66 Figura R.XI. Fuerza de fricción generada entre el Acero 4140 recubierto
vii
ÍNDICE DE TABLAS
Pág.
Tabla 2.1. Coeficientes de rozamiento. 12
Tabla 2.2. Coeficiente de fricción (µ), de metales que se deslizan sobre
metales, en presencia de aire y a temperatura ambiente. 14
Tabla 2.3. Clasificación del desgaste. 20
Tabla 2.4. Clasificación de las divisiones del desgaste. 21 Tabla 2.5. Grupos de aleaciones en el sistema de numeración AISI. 31
Tabla 2.6. Propiedades del acero. 32
Tabla 2.7. Características específicas de los aleantes utilizados en los
aceros. 33
Tabla 2.8. Composición química del acero 4140. 34
Tabla 2.9. Composición química de algunas aleaciones de nickel %
peso. 35
Tabla 2.10. Principales campos de aplicación de los recubrimientos
electrolíticos y químicos en función del tipo de revestimiento. 38
Tabla 3.1. Componentes para el baño de Watts. 44
Tabla 3.2. Componentes para el baño de sulfamato de níquel. 44 Tabla 3.3. Condiciones iniciales para los baños de níquel. 48
Tabla 3.4 Valores para le eficiencia catódica. 49
Tabla R.I. Cargas aplicadas a los baños de Watts y de sulfamato de
níquel. 65
Tabla R.II. Condiciones para las pruebas de deslizamiento adhesivo. 66 Tabla R.III. Valores obtenidos de la tasa de desgaste Q y el coeficiente
viii
RESUMEN
Los materiales sufren un deterioro a consecuencia de un ataque químico o electroquímico por el entorno llamándosele a este fenómeno corrosión. La velocidad del ataque será con respecto a la temperatura, a la salinidad y a las propiedades de los materiales en cuestión. El desgaste ocasionado por corrosión o fricción es uno de los problemas que se tiene frecuentemente entre un elemento metálico que está en contacto con otro, ya sea con otro sólido, un líquido o gaseoso, enfocándonos en el primer punto metal-sólido y en específico en elementos que están hechos de acero al carbono, por ejemplo en la industria manufacturera se presenta en elementos que se encuentran en contacto mecánico, en estructuras, por corrosión con el medio ambiente y algunos otros casos donde se tenga como material principal el acero al carbono. Esto ocasiona que se produzcan pérdidas económicas muy elevadas, tiempos de mantenimiento altos, e incluso accidentes por causa del desgaste y la corrosión, en el caso de las estructuras que se encuentran inmersas en el medio ambiente sin ninguna protección.
En esta Investigación se elaboraron recubrimientos metálicos de níquel utilizando diferentes reactivos químicos obteniéndose electrodepósitos homogéneos, adherentes y sin poros utilizando como sustrato metálico acero al carbono. Se analizaron las propiedades mecánicas, tribológicas y químicas.
Para lograr este objetivo se utilizó la metodología aplicada por el Dr. Jaime Vite, donde se analizó la composición óptima de los electrolitos para realizar electrodepósitos de níquel sobre la superficie metálica del acero al carbono. Con esta información se elaboraron probetas para estudiar las propiedades de los recubrimientos acorde a la normativa internacional del Analytical Standard Test Methods (ASTM), y finalmente se compararon con las pruebas del material base. Obteniendo resultados que mostraron que el recubrimiento ayuda al acero al carbono para obtener una mayor resistencia al desgaste, y a la corrosión así como también una dureza superficial mayor. Este estudio de caracterización sobre las propiedades físicas y químicas de los recubrimientos es una de las principales contribuciones de nuestro trabajo de investigación, ya que anteriormente no se habían practicado un estudio integral sobre estos electrodepósitos utilizando los electrolitos mencionados anteriormente.
ix
ABSTRACT
Materials suffer damage as a result of a chemical or electrochemical attack by environment. This phenomenon is called him corrosion. The speed of the attack will be with respect to temperature, salinity and properties of the materials. The corrosion and wear caused by friction is one of the problems in a metallic element which is in contact with another, either with another solid, liquid or gaseous. This phenomenon is present mainly in solid metal, such as; carbon steel. For instance in manufacture, corrosion occurs in elements that are in mechanical contact and structures and in some other cases where the material has as carbon steel. This causes economic losses, high time of maintenance; also accidents due to wear and corrosion, in the case of structures are immersed in the environment without any protection.
In this research, niquel coatings were developed using different chemical reagents obtaining homogeneous electrodeposits, adherent and non-porous metal using carbon steel as substrate. Also, mechanical, chemical and tribological properties were analyzed.
To achieve this goal, the methodology applied by Dr. Jaime Vite, where was analyzed the optimal composition of the electrolyte for nickel electrodeposits on the metal surface of carbon steel. With this method, specimens were prepared to study the properties of the coatings according to the international standards of Analytical Standard Test Methods (ASTM), and finally the tests were compared with the base material. The results showed that the coatings on carbon steel offered high wear and corrosion resistance as well as an increase of surface hardness. This characterization study on physical and chemical properties of the coatings is the main contributions of this research work. There is not a previous work related to the study on these electrodeposits using electrolytes mentioned above.
x
INTRODUCCIÓN
La palabra tribología, se deriva del griego tribos (tribos) cuyo significado es rozamiento o fricción y logos (logos) estudio o tratado. Por ello, desde el punto de vista etimológico, se define como el estudio o tratado de los fenómenos de la frotación o fricción. El Prof. Peter Jost, en 1966, la definió como: “La ciencia y tecnología que estudia los sólidos que se encuentran en contacto y movimiento relativo, así como los fenómenos que de ello se derivan”. En consecuencia, la fricción, el desgaste, y la lubricación son áreas importantes para la tribología la cual se apoya en ciencias como son: Ciencia de materiales (Incluye la metalurgia), Física, química e Ingeniería Mecánica.
El acero 4140 en condición base y con recubrimiento de níquel fue expuesto a una serie ensayos para obtener su respuesta como resistencia a la corrosión, dureza adherencia y su resistencia al desgaste entre otros. El presente trabajo está dividido en los siguientes temas.
El capítulo uno se habla sobre la historia de la tribología desde nuestros antepasados cuando elaboraban sus herramientas de caza con piedras y huesos de animales hasta su aplicación en la actualidad.
El capítulo dos se abordan temas como es fricción, desgaste, maquinas tribológicas, características del acero al carbono, níquel y recubrimientos superficiales más comunes.
El capítulo tres trata sobre los recubrimientos utilizados para el acero al carbono bajo dos métodos que son el Baño de Watts y El Baño de Sulfamato de níquel, así como también el sistema utilizado para los electrodepósitos y sus resultados de cada uno de ellos.
En el capítulo cuatro se tiene las características mecánicas, físicas, químicas y electroquímicas de los recubrimientos elaborados por los dos métodos utilizados, los estudios efectuados fueron: microscopia óptica, microscopia electrónica de barrido, rugosidad, microdureza, adherencia, pruebas electroquímicas y tribológicas.
Finalmente se muestran los resultados obtenidos en los dos baños empleados en la investigación de este trabajo comparándolos con los mimos estudios realizados al material base.
xi
ANTECEDENTES
El desarrollo importante en los recubrimientos inició en el siglo XIX con el apego de la revolución industrial. Así, la técnica de electrodeposición aparece en 1840 con los depósitos de plata, oro y Zinc, la cual posteriormente se amplió para incluir al platino, cobre, níquel, estaño y plomo. Aproximadamente en 1880 se definen las ideas básicas y se producen las primeras aplicaciones utilizando técnicas de deposición química de vapor térmico, conocido usualmente como CVD (Chemical Vapor Deposition). En la misma época se originaron las técnicas de deposición física en fase vapor, también conocidas como PVD (Physical Vapor Deposition), en 1887, mediante la producción de películas delgadas metálicas por evaporación en vacío.
Los desarrollos de técnicas de recubrimientos por deposición y tratamientos superficiales para modificar las características superficiales, están los procesos clásicos desde 1910 hasta los procesos de plasma que se desarrollaron en 1986, así como procesos combinados para modificar la superficie metálicas, actualmente se han realizados electrodepósitos de cobalto níquel, hierro níquel, fosforo níquel, cobre níquel y en cerámicos, etc., a estos recubrimientos se les han realizaron pruebas de dureza las cuales mejoraron la superficie metálica del substrato.
xii
JUSTIFICACIÓN
En la actualidad, la exigencia mecánica de los equipos y máquinas modernas es cada día más notoria. Los elementos mecánicos son sometidos a cargar mayores, en condiciones drásticas, al igual que la velocidad de trabajo es mayor. Esto hace necesario la realización de la investigación y el desarrollo tecnológico de buscar nuevas alternativas en el diseño de estos elementos, que incluye la selección de materiales diferentes para su construcción.
Actualmente existen diferentes tipos de materiales utilizados para fabricar elementos mecánicos sometidos a desgaste por deslizamiento. En el caso de recubrimientos metálicos éstos tienen muchas aplicaciones en herramientas de corte, estampado y formado, inyección de plásticos y forja. Para el caso de este trabajo se elaboraron recubrimientos de níquel sobre acero 4140 utilizando una celda electrolítica para los baños de Watts y sulfamato de níquel.
xiii
OBJETIVO GENERAL
Desarrollar una metodología experimental novedosa para electrodepositar una película de níquel sobre acero al carbón, a fin de mejorar sus propiedades mecánicas, tribológicas y anticorrosivas.
Objetivos específicos:
1. Realizar sobre acero al carbón el recubrimiento electrolítico de níquel. 2. Caracterizar la adherencia del recubrimiento electrolítico por la técnica de
jalón comúnmente conocida como adhesión.
3. Caracterización microscópica, óptica y electrónica del recubrimiento electrolítico.
xiv
GLOSARIO
µm - micrómetro.
µA - microamperio.
A - ampere.
Ad hoc - hecho para un objetivo específico.
AISI - American Iron and Steel Institute
Aleación - Sustancia de características metálicas obtenida por la incorporación de uno o varios elementos a un metal.
Amalgama - Unión o mezcla de cosas de naturaleza contraria o distinta.
ANSI - American National Standards Institute, "Instituto Nacional de Normas Americanas".
Ánodo - Electrodo positivo.
Arandela - Pieza generalmente circular, fina y perforada.
Área aparente de contacto - Es el área que se aprecia a simple vista.
Área real de contacto - Es la superficie de las protuberancias o crestas que están en contacto
Aspereza - Calidad de áspero.
ASTM - American Society for Testing Materials. Sociedad Americana para Pruebas de Materiales.
B.S. - Baño de sulfamato.
B.W. - Baño de Watts.
Ba - Pendiente Tafel Anódica
Bc - Pendiente Tafel Catódica
Bulto - Volumen o tamaño de un objeto. Cuerpo que se percibe de forma confusa.
Cinemática - Parte de la mecánica que estudia los movimientos de los cuerpos, con independencia de las fuerzas que los producen.
C.A. - Corriente alterna.
Cationes - Iones con carga positiva.
Cátodo - Electrodo negativo.
xv
Coeficiente de rozamiento - Coeficiente adimensional que expresa la oposición que muestran dos cuerpos en contacto a deslizar uno respecto del otro. Usualmente se representa con la letra griega μ (mu).
Coeficiente de desgaste - Propiedad mecánica que representa la probabilidad de formar un fragmento debido al desgaste adhesivo.
Cohesión - Unión entre las moléculas de un cuerpo o Fuerza de atracción que las mantiene unidas.
Cohesivo - Que produce cohesión.
Cofragazione - Nombre con el que denomino Leonardo a los coeficientes de fricción.
Configuración - Disposición de las partes que componen una cosa y le dan su peculiar forma.
Corindón - Piedra preciosa, la más dura después del diamante. Es alúmina cristalizada, y hay variedades de diversos colores y formas.
CVD - Deposición química fase vapor.
Desgaste abrasivo - Cuando partículas o asperezas duras penetran en una de las superficies de la interface de deslizamiento; ocasionan deformación plástica severa y/o arrancan virutas o cortan la superficie, provocando daño superficial y/o desgaste severo.
Desgaste adhesivo - Es el tipo de desgaste generado por deslizamiento de una superficie sólida a lo largo de otra.
Desgaste corrosivo - Es la degradación de materiales en los cuales están involucrados los mecanismos de corrosión y desgaste.
Desgaste por cavitación - Es la repetida formación, crecimiento y colapso violento de cavidades o burbujas de aire en un líquido.
Desgaste por erosión - Es la pérdida de material que resulta de impactos repetidos de pequeñas partículas sólidas.
Desgaste por fractura - Cuando un metal se somete a ciclos de esfuerzos o de deformación repetitivas, ellos ocasionan que se colapse y finalmente se fracture.
Des-ionizada - Que no contiene iones.
Dilucidación - Declarar y explicar un asunto, una proposición o una obra de ingenio.
DIN - Dustsche Industrie Norme. Norma Alemana para la Industria.
Disco - Elemento que sirve en algunos casos para ocasionar el desgaste o para ser desgastado.
Disolución - Acción y efecto de disolver.
DNA - Dustsche Norme Ausstchuss.
DRX - Difracción de rayos X.
xvi
Dureza - Resistencia de un material a la penetración.
Ecorr - Potencial de corrosión.
ECS - Electrodo calomel saturado.
Electrodo - Extremo de un conductor en contacto con un medio, al que lleva o del que recibe una corriente eléctrica.
Electrólisis - Descomposición de una sustancia en disolución mediante la corriente eléctrica.
Electrolítico, ca - Perteneciente o relativo a la electrólisis.
Electrolito - Sustancia que contiene iones libres.
Electroquímico, ca - Parte de la fisicoquímica que trata de las leyes referentes a la producción de la electricidad por combinaciones químicas, y de su influencia en la composición de los cuerpos.
Empírico - Perteneciente a la experiencia.
Emulsión - Dispersión de un líquido en otro no mezclable con él
Energía cinética - Es la energía asociada a un cuerpo en movimiento.
Enlace iónico - Enlace químico primario, en el que interviene la transferencia de electrones entre átomos.
Espurreo magnetrón - Técnica por la que se deposita, una capa metálica o cerámica sobre un material que sirve como substrato, por medio de un plasma frio. Todo ello, se realiza en un sistema de alto vacío.
F - Constante de Faraday.
Fe - Hierro.
Fricción - Cuando dos cuerpos se encuentran en contacto y movimiento relativo, sus asperezas superficiales tienden a interactuar y a soldarse en frio. Al deslizarse estos se genera lo que se conoce como fricción.
Fuerza de fricción - Fuerza tangencial que resulta del contacto de dos cuerpos, al tratar de ser desplazados uno con relación al otro.
Fuerza interatómica -Fuerza de atracción entre los átomos.
Galvanoplastia - Recubrimiento, por depósito electrolítico, de un cuerpo sólido con una capa metálica.
Gubiado - Abrasión severa, que genera canales o gubias en la superficie abarrida.
H2 - Hidrógeno.
H3PO4 - Ácido fosfórico.
Hormigón - Mezcla compuesta de piedras menudas y mortero de cemento y arena
xvii
I - Densidad de corriente.
Ia - Densidad de corriente de activación
Icorr - Corriente de corrosión
Ic - Densidad de corriente catódica
Ir - Corriente de reactivación
Incipiente - Que empieza.
Interface - Conexión física y funcional entre dos aparatos o sistemas independientes.
ISO - International Organization for Standardization. "Organización Internacional de Estándares".
Isotopo o isótopo - Cada uno de los elementos químicos que poseen el mismo número de protones y distinto número de neutrones
ININ - Instituto Nacional de Investigaciones Nucleares.
Locomoción - Traslación de un lugar a otro.
Lubricación - Sistema que permite reducir la fricción entre cuerpos en contacto y en movimiento relativo.
Lubricante - Cualquier sustancia entre la superficie que reduzca la fricción.
NIST - National Institute Standards Technology. "Instituto Nacional de Estándares y Tecnología".
MEB - Microscopía Electrónica de Barrido.
mmpy - Milímetro por año
mV - Milivolts
Ní - Níquel
Normalización - Es establecer un conjunto de orientaciones con el fin de unificar criterios.
O - Oxígeno.
Perno - Elemento que sirve en algunos casos como material desgastante para ser desgastado.
pH - Potencial hidrógeno.
Probeta - Elemento utilizado para pruebas en laboratorio.
PVD - Physical Vapor Deposition. "Deposición Física de Vapor".
R - Constante de los gases.
Recubrimientos - Capa superficial implantada en un material.
xviii
Rugosidad - Es la altura de las asperezas de una superficie.
Rugosímetro - Aparato empleado para medir la rugosidad.
Sustrato - Material utilizado como probeta o espécimen.
Tasa de desgaste - Volumen pérdido generado por la distancia recorrida.
Tribología - Ciencia que estudia los fenómenos de fricción desgaste y lubricación.
Tribómetro - Instrumento capaz de estimar la fricción deslizante entre superficies.
Tribosistema - Es la relación existente entre la física, mecánica y la química, para solucionar problemas de tipo tribológico.
Zona Belby - Capa de óxido que se crea por debajo de una región del metal "madre".
[1]
[2]
CAPÍTULO I
1. Antecedentes Históricos de la Tribología
La tribología existe desde antes que la historia de la humanidad se escribiera, se sabe que en el paleolítico, una etapa de la prehistoria, se caracterizó por el uso de utensilios y herramientas de piedra, hueso, madera, cuero, por mencionar algunos materiales utilizados por el ser humano para la caza y pesca.
Las primeras herramientas de piedra fueron hechas con cantos rodados, uno de cuyos extremos se cincelaba hasta obtener un borde afilado. Por ejemplo el hacha de sílex (del cuarzo), fue mucho más sofisticada, puesto que fue totalmente labrada en forma de punta. El sílex es especialmente apropiado para la fabricación de utensilios porque es duro y se fragmenta limpiamente, originando cantos afilados, los miembros de una sociedad tradicional de cazadores-recolectores, que garantizaban que el grupo tenga suficientes plantas y frutas silvestres para alimentarse utilizaban ligeros arcos y flechas envenenadas para cazar. Bolsas que eran confeccionadas con piel de gacela, ciervo y otros animales. Las correas se hacían con la piel de las patas de los animales.
1.1. Historia de la tribología
Según registros encontrados en el año 3500 A.C., se tienen datos históricos que nuestros antepasados idearon la rueda como elemento para reducir la fricción en movimientos de traslación. En el caso de los egipcios, se tenía ya el conocimiento de los lubricantes y el rozamiento para transportar grandes bloques para la construcción de monumentos y pirámides, lo primero que utilizaron como lubricante fue grasa de animal y el agua (ver Figura 1.1). Un ejemplo se tiene al utilizar 172 esclavos para arrastrar un estatua con peso de 600 kN aproximadamente a lo largo de una pista de madera.
[3]
Puede afirmarse que hasta el renacimiento, en el siglo XV, Leonardo da Vinci (Leonardo di ser Piero da Vinci 15/04/1452-02/05/1519) postula un acercamiento a la fricción, deduciendo las leyes que gobiernan el movimiento de un bloque rectangular deslizándose sobre una superficie plana. Así mismo introduce el concepto del coeficiente de fricción (Figura 1.2). También aparecen las primeras máquinas desarrolladas Ad hoc, para desarrollar los fenómenos tribológicos. Comprendió la importancia de la resistencia pasiva en las máquinas, por lo que empezó a investigar las causas de la fricción, los resultados y estudios obtenidos de la fricción se encuentran en varios de sus apuntes, que datan entre 1487 y 1505. Las anotaciones realizadas son mencionadas en sus manuscritos de Atlanticus, el de Forster, del instituto de Francia y del Arundel.
a)
b)
Algunos estudios de Leonardo muestra sus experimentos de fricción para investigar éste fenómeno: (a) la influencia del área de contacto con la fuerza de fricción; y (b) la constante fricción del torque a la mitad del cilindro (From the Codex Atlanticus and Codex Arundel).
Figura 1.2. Máquinas diseñadas por Leonardo Da Vinci.
Estudió la fricción en sólidos, que fue clasificada en rodantes y frotamiento o corrediza. Una nota de su manuscrito Atlanticus, de particular importancia, describe claramente a dicho fenómeno que se presenta entre “líquido y sólido” donde se concluye que existe una resistencia al movimiento en los fluidos cuando se encuentra en contacto con un sólido.
Así mismo, a partir de sus mediciones y las evidencias obtenidas, de sus experimentos pudo concluir los siguientes principios:
La resistencia a la fricción depende de la naturaleza de los materiales en contacto.
La resistencia a la fricción depende del grado de acabado de la superficie en contacto.
La resistencia a la fricción depende de la posible presencia de un fluido u otro material interpuesta entre las superficies.
La resistencia a la fricción aumenta con la presencia que ejerce un cuerpo contra el otro.
[4]
Pero está bastante claro, que solo adopta estos principios, solo en el caso de que las superficies sean lisas “la evidencia le mostró que un objeto pulido deslizado sobre una superficie de igual acabado se resiste a moverse con una fuerza igual a la cuarta parte de su peso”.
Resolvió problemas de equilibrio, ya sea en superficies pulidas y en poleas, considerando la resistencia a la fricción. Los problemas de locomoción, particularmente, llamaron su atención del científico, como lo indica el gran número de dibujos y bocetos de vehículos encontrados por todas partes en sus manuscritos.
Puede decirse, que su interés estaba enfocado a los carros de guerra y de transporte, por lo que significaba mover cargas pesadas. Propuso nuevos sistemas de propulsión y maneras de reducir la resistencia pasiva. En varias ocasiones, anotó en sus diseños de vehículos, “fácil movimiento,” o “el carro fácil”. Mostrando una preocupación constante por reducir la fuerza de arrastre, para la cual aplicó rodillos (bilichi) a los alfileres de las ruedas.
En 1699, el francés Guillaume Amontons, casi tres centurias después, publicó en diciembre de ese año, su trabajo referente al fenómeno de fricción, titulado “de la resistence causee dans les machines” siendo la primera investigación científica sobre el tema de resistencia a la fricción, desde el trabajo de Leonardo Da Vinci.
Asimismo, John Theophilus Desaguliers, en su trabajo titulado “Some experiments concerning the question of lead”, publicado en 1725, reconoció el posible papel de la cohesión o adherencia en el proceso de fricción.
El trabajo de Desagulier, fue retomado, por Coulomb en el año de 1779. Esto sucedió cuando éste personaje viajaba en el carruaje, que lo condujo a Rochefort y le surge la idea de analizar el problema del rozamiento de las ruedas del vehículo, construyendo un aparato para evaluar la fricción. A quien a éste le dio el nombre de Tribómetro. Éste consiste en una especie de mesa en la que se coloca una caja, atada a un hilo. En su otro extremo lleva un platillo el cual pasa por una polea, colocada en el borde de la mesa, como lo muestra la (Figura 1.3). Las superficies de rose son la mesa y la caja, la presión se hace variar, a través de las pesas en la caja y las variaciones de la carga, que debe ser colocada en el platillo, para provocar el movimiento de la caja.
[image:27.612.237.378.601.685.2]
[5]
De esta forma en 1785 el físico francés Coulomb distingue entre la fricción estática y la fracción cinética, proponiendo las siguientes tres leyes del frotamiento o fricción.
El frotamiento es proporcional a la presión
El frotamiento es independiente de la superficie
El frotamiento es independiente de la velocidad de deslizamiento
Posteriormente el conocimiento de las áreas de la tribología se expandió rápidamente en los inicios del siglo diecinueve, cuando surgió la Revolución Industrial.
Otros científicos como Bowden y Tabor 1950 son considerados los pioneros modernos de la investigación tribológica.
El 9 de marzo de 1966 se establece la tribología (palabra del griego “tribos” frotamiento o rozamiento y “logo” tratado) la cual se dio a conocer como ciencia y tecnología de los cuerpos que están en contacto y movimiento relativo. Por lo que, fenómenos de fricción, desgaste y lubricación son conocimientos fundamentales de la misma, esto se debió aún importante informe del Departamento de Educación y Ciencia de Inglaterra por el profesor Peter Jost, donde señalaba las pérdidas millonarias por el desconocimiento de controlar el fenómeno de fricción.
En esta década Tabor introdujo la tribología a la física seguido por Suh en 1986, Hähner y Spencer en 1998.
1.2. Importancia de la tribología
La fricción y el desgaste son las principales causas por lo que las industrias hoy en día, se ven obligadas a desarrollar programas de prevención y mantenimiento, ya que, comparado con otros problemas, como es la corrosión y la fatiga; ocasionan reemplazo de máquinas y/o componentes de la misma. Éste tipo de fenómeno, ha sido el menos estudiado, e inclusive, al que menos atención se le ha prestado en el sector industrial, aun cuando no se puede desestimar el hecho de que algunos sectores de la economía del país depende de la reposición de componentes desgastado.
La fricción y el desgaste, es una falla inevitable, que se presenta en cualquier mecanismo que se encuentra en contacto y movimiento relativo. Normalmente, el desgaste no ocasiona fallas violentas, pero si trae como consecuencias:
Producción de la eficiencia de operación
Pérdidas de potencia por fricción
El incremento del consumo de lubricantes
[6]
Desde el punto de vista de la investigación científico-tecnológica, se ha producido un creciente interés sobre los fenómenos de fricción, desgaste y lubricación.
En 1975 Peter da una conferencia sobre Impacto económico de la tribología. En las últimas décadas se incrementaron las cátedras de tribología en universidades de países desarrollados como son: Gran Bretaña, Estados Unidos de Norteamérica, Japón, Alemania y la Ex Unión Soviética. Según expertos consideran que en 1978, en Norteamérica, sólo por efecto de la fricción y el desgaste, se gastó en energía una cantidad equivalente a la necesaria para mantener la ciudad de Nueva York durante un año. Dichas pérdidas alcanzaron un valor de 20 mm USD, considerando el precio de un barril de petróleo en 30 USD.
En la industria de la construcción de maquinaria, se estima que, entre el desgaste y la fatiga, se produce el 95% de las causas de salida de servicio de los elementos de máquina, sin considerar aquellos que están desgastados y que continúan trabajando y son causa de pérdidas de eficiencia en mecanismos y máquinas.
La prolongación de la vida útil de los componentes mecánicos por medio del control del desgaste se ha convertido durante la última década, en una importantísima herramienta para la reducción de los costos de producción en las industrias pesadas y medianas. El monitoreo del control del desgaste constituye ahora uno de los principales objetivos, tanto en el diseño mecánico como en las operaciones de mantenimiento. Siguiendo las necesidades prácticas, la investigación en ingeniería mecánica se ha dirigido hacia nuevas áreas de acción.
Así, además del análisis cinemático de las piezas en movimiento que ha sido el primer objetivo del diseño mecánico y del cálculo de resistencia de las piezas surgido con la evolución de los equipos de alta potencia. Algunos ejemplos donde se aplica el estudio de la tribología se pudo ver en el diseño de cojinetes, prótesis artificiales, implantes de cadera e incluso su aplicación abarca en áreas como acondicionadores de pelo y cosméticos como son lápiz labial, polvos entre otros, donde repercute el fenómeno del desgaste en los materiales.
1.3. Impacto de la tribología
[7]
[8]
CAPÍTULO II
2. Marco Teórico
Se presenta un análisis detallado de los fenómenos de fricción y desgaste de los cuerpos que se encuentran en interacción y sometidos a carga, así como la definición de los materiales utilizados en los ensayos experimentales de este trabajo, las configuraciones más comunes de máquinas tribológicas y los recubrimientos utilizados actualmente.
2.1. Fricción y desgaste
Cuando dos cuerpos aislados que entran en contacto y movimiento relativo, se tocan sólo en partes, es decir, sólo en algunos puntos de contacto denominados, área real de contacto. Si sobre estos puntos se aplica una fuerza normal, ésta es la responsable de la generación de la fricción. Ésta, se explica como la pérdida gradual de energía cinética en diversas situaciones, donde los cuerpos o sustancias se desplazan, relativamente el uno con respecto al otro. En consecuencia, la fricción se puede definir como la resistencia al movimiento de un cuerpo, que se desliza tangencialmente, sobre otro con el que se encuentra en contacto. Se describe términos de un coeficiente específico para cada par de materiales.
Hay que considerar que el coeficiente de fricción no es una propiedad intrínseca de un material o de la combinación de varios. Los cambios de humedad, presión de gas, velocidad de desplazamiento, temperatura y presión de contacto, son causas para que éste varíe.
En la vida cotidiana, existen innumerables ejemplos de los que se puede ver la aplicación de la fricción y su importancia. Por ejemplo se sabe, el buen desempeño mecánico entre una tuerca y un tornillo depende en gran medida de una adecuada fricción entre ambos. Otro ejemplo es que si ésta fuerza fuera muy pequeña, entre la suela y el pavimento, sería imposible caminar. Por otra parte aproximadamente, entre 15 y el 20% de la potencia producida por una máquina de combustión interna se pierde en forma de fricción en varios de sus componentes internos. En las turbinas de gas ocurre lo mismo pero en menor medida. Todo ello, se traduce en mayor consumo de combustible. A medida que aumenta la fuerza de fricción, se incrementa también los rangos de temperatura, y por lo tanto, el desgaste de todos los componentes en contacto se vuelve más severo.
Entre la fuerza de fricción y la carga normal existe una relación constante de proporcionalidad conocida como coeficiente de fricción, denotada por:
µ = F/W (2.1)
donde:
[9]
Es muy común que el coeficiente estático de fricción, se puede medir colocando un bloque de material sobre un plano, el cual posteriormente se inclina justamente hasta que se inicia el movimiento relativo, ver (Figura 2.1a).
En la (Figura 2.1b), se ilustra el arreglo donde el peso del bloque es W. Al peso se opone otra fuerza; N, que es perpendicular al plano, cuando existe un equilibrio estático, y el valor del ángulo = 0.
a)
b) F α N
W . P
Figura 2.1. Deslizamiento de un bloque de material sobre un plano inclinado con ángulo θ, el objeto que está en
reposo, comienza a deslizarse, a partir de aquí, puede ser determinado el coeficiente de fricción estático.
Si el plano sufre una inclinación, a valores de >0, se desarrolla entonces un sistema de fuerzas. Donde N>W y es N = W cos . La componente de W, a lo largo de la superficie inclinada es: P = W sen . Antes de iniciarse el movimiento relativo, la fuerza de fricción estática Fs = (µeN)≥P, se tiene que α es el ángulo, entre la fuerza normal y la resultante de la fuerza normal y la fuerza de fricción estática. Cuando hay movimiento entonces α > 0, pero si Fs = P, el movimiento no puede presentarse. Esto se conoce como coeficiente de fricción estático, definido de la siguiente manera:
µe = Fs/N; µe = W sen /W cos ; µe= tan (2.2)
Características de la fricción estática
La fricción estática depende del tiempo de permanencia (duración de contacto) de los sólidos que están sometidos a un contacto adhesivo, y consecuentemente por
[image:32.612.152.436.201.467.2][10]
el coeficiente de fricción estático. Este puede decrecer o incrementarse con el tiempo de la permanencia del empalme. Se presenta un pequeño esfuerzo de corte, dicho coeficiente tiende a decrecer como se muestra en la (Figura 2.2). Por otro lado, si el contacto desarrollado es limpio y con rugosidad en las uniones interfaciales, el coeficiente de fricción estático, tiende a incrementarse en forma lineal como lo muestra la (Figura 2.3).
Coulomb, en 1785, reportó que después de cuatro días de permanencia de un contacto, el coeficiente de fricción estático en superficies de madera (roble) deslizándose sobre una cama de hierro, se desarrollan coeficientes con valor cercano a 2.4.
La fricción estática de superficies secas sometidas a carga, se empieza a incrementar, debido al flujo plástico, arrastre de interfaces y a la degradación de la interacción de los átomos. Por lo anterior, se observa que depende del tiempo de permanencia, por lo tanto se tiene que:
µe(t) = µα– (µα– µ0) exp (-α te) (2.3)
En la ecuación 2.3, donde µe(t) es el valor límite del coeficiente estático de fricción durante un tiempo determinado, µ0 es el valor inicial del coeficiente de fricción, µα es valor final del coeficiente de fricción estático, te es el tiempo de permanencia del contacto y α es una constante. Este modelo sugiere la búsqueda de un valor máximo de la fricción estática después de un tiempo prudente. El segundo modelo es con base en una fuerza de baja intensidad. Por lo tanto, se tiene que:
µe(t) = µ0+ α teβ. (2.4)
Donde α y β son constantes.
El incremento de la fricción estática con el tiempo de permanencia no es deseable en muchas aplicaciones industriales, donde se requiere la operación intermitente de mecanismos remotamente controlados, como antenas y otras partes en movimiento como son los satélites o telescopios.
Figura 2.2. Coeficiente de fricción estático sin
[11]
Coeficiente dinámico de fricción
Cuando un cuerpo está en movimiento sobre una superficie áspera, o cuando un cuerpo se mueve a través de un medio viscoso, como el aire o el agua, existe una resistencia al movimiento debido a la interacción del objeto con el medio que lo rodea. A la fuerza de resistencia de esa naturaleza, se le conoce como fuerza de rozamiento o fricción.
Considérese un bloque sobre una mesa horizontal (Figura 2.4). Si se aplica una fuerza externa horizontal F al bloque, tanto sobre la derecha y f, es la fuerza de rozamiento, mientras el bloque este en equilibrio, f = F. Como el bloque permanece estacionario, a ésta fuerza se le conoce como fuerza de rozamiento estático fe.
La fuerza de rozamiento estático entre dos superficies cualesquiera que están en contacto es opuesta a la fuerza aplicada y puede tener valores dados por:
fc = <µeN (2.5)
N En movimiento
Estático N
fe F fd F
fe máx
(f) W Figura 2.4 a) W Figura 2.4 b)
fe= F
Fd = µd N
O F
[image:34.612.83.536.302.606.2]Región estática Región dinámica
Figura 2.4 c)
Figura 2.4. La fuerza de rozamiento, f, entre un bloque y una superficie áspera es opuesta a la fuerza aplicada, F. a) la fuerza de rozamiento estática es igual a la fuerza aplicada. b) cuando la fuerza aplicada es mayor que la de rozamiento cinético, el bloque se acelera hacia la derecha. c) gráfica de la fuerza aplicada contra la magnitud de la
de rozamiento. Nótese que fe>fd.
[12]
rozamiento retardadora es menor que fe máx, como muestra la Fig 2.4c. En este caso a la fuerza que se opone al movimiento se le conoce como; fuerza de rozamiento cinética, fd. La fuerza no equilibrada en la dirección x, F-fd, produce una aceleración hacia la derecha, si F = fd, el bloque se mueve a la derecha con rapidez constante. Si deja de actuar la fuerza aplicada, entonces la fuerza de fricción que actúa del lado izquierdo des-aceleraría el bloque y finalmente, lo llevaría al reposo.
Experimentalmente, se encuentra que tanto fe máx, como fd, son proporcionales a la fuerza normal que actúa sobre el bloque.
La fuerza de rozamiento cinética es opuesta a la dirección del movimiento y está dada por:
fd = µdN (2.6)
En donde µd es el coeficiente de rozamiento cinético.
Los valores de µe y µd dependen de la naturaleza de las superficies, pero µd es por lo general menor que µe, los valores comunes de µ varían de 0.05 aproximadamente para superficies lisas, hasta 1.5 para superficies ásperas. En la Tabla 2.1 se ilustran algunos valores.
Tabla 2.1. Coeficientes de rozamiento.
µe µd
Aceros sobre acero 0.74 0.57
Aluminio sobre acero 0.61 0.47
Cobre sobre acero 0.53 0.36
Caucho sobre concreto 1.0 0.8
Madera sobre madera 0.25-0.5 0.2
Vidrios sobre vidrio 0.94 0.4
Madera encerada sobre nieve húmeda 0.14 0.1
Madera encerada sobre nieve seca - 0.04
Metal sobre metal lubricado 0.15 0.06
Hielo sobre hielo 0.1 0.03
Teflón sobre teflón 0.04 0.04
Articulaciones sinoviales en humanos 0.01 0.003
Leyes de fricción
En 1699, Amontons reformuló, mucho después de Leonardo da Vinci, dos leyes empíricas sobre la fricción de deslizamiento. La formulación la realizó en base a que la fricción sólo se debe presentar en ciertas condiciones: en un par de materiales y en condiciones de lubricación constante en caso de que exista.
Las leyes establecen:
- La fuerza de fricción es proporcional a la carga normal.
[13]
La segunda ley de la fricción se ha atestiguado en la mayoría de los materiales, con excepción de los polímeros. En la (Figura 2.5), se ilustra de manera gráfica dichas leyes.
W 2W W
F 2F
F
a) b) c)
Figura 2.5. Ilustración de algunos aspectos de las leyes de Amontons: a) se requiere de una fuerza tangencial para mover el bloque de peso W, b) con un peso doble en el bloque, la fuerza de fricción será doblemente mayor que en el primer caso, c) el valor de F sigue siendo el mismo siempre que el área aparente o nominal de contacto cambie.
En cuanto a la tercera ley estipulada por Coulomb, en 1781 establece que; la fuerza de fricción es independiente de la velocidad de deslizamiento.
Es común observar que la fuerza requerida para iniciar el desplazamiento debe ser mucho mayor que la fuerza requerida para mantenerlo. De ahí que el coeficiente de fricción estático (µe), sea frecuentemente mayor que el coeficiente de fricción dinámico (µd).
Las fuerzas de fricción surgen de interacciones mecánicas de la deformación de asperezas rígidas o elásticas.
El modelo de Coulomb, que se ilustra en la (Figura 2.6), el cual explica el fenómeno de fricción. En él, se presentan las asperezas en forma de cuña mismas que se mueven separadamente provocando una fuerza de fricción desde la posición 1 a la posición 2.
W W W
1 2 3
Figura 2.6. Esquema que ilustra la fricción de deslizamiento. El modelo fue elaborado por Coulomb. En ésta prueba se asume que la rugosidad de la superficie tiene geometría parecida a dientes de sierra. Como el deslizamiento ocurre desde la posición 1 a la presión 2, el trabajo es realizado en contra de la carga normal W. La carga normal
[14]
Esto, se presenta como el trabajo realizado por la fuerza de fricción que realiza en contra de la carga normal, donde µ = tan . Considerando el siguiente movimiento, desde la posición 2 hasta la 3, aparentemente existe un defecto en este modelo, ya que el trabajo realizado por la carga normal sobre el sistema, durante el primer movimiento, se recupera en el segundo, liberando toda la energía potencial almacenada. El trabajo que se realiza para contrarrestar la fricción es redundante, o sea su contribución no es útil durante el proceso de los cuerpos que toman parte en él, de modo que finalmente debe disiparse en forma de calor. No existe disipación neta de energía en el ciclo completo, concluyéndose que la fuerza de fricción no puede ser vista a escala macroscópica.
Modelos de fricción satisfactorios son claros mecanismos de disipación de energía en materiales mecánicos y cerámicos. En estos casos, se presenta una deformación plástica, mientras que en los polímeros el comportamiento es viscoelástico.
La intensión generalizada en los diseños mecánicos desde el punto de vista de la tribología, es reducir al máximo, las fuerzas de fricción.
[image:37.612.79.529.455.711.2]La calidad de la superficie y la forma en la región de contacto son parámetros, para que difiera la fricción. Existen tablas generadas en laboratorios, que pueden servir como guías, como se indicará en la Tabla 2.2. En la obtención de los valores que allí se indican, solo se consideran geometrías simples y como máximo tres o cuatro variables.
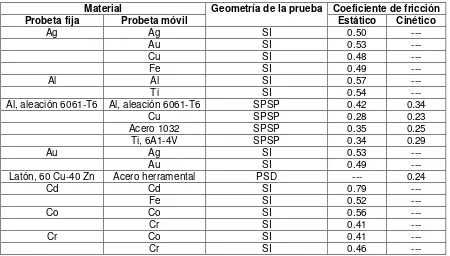
Tabla 2.2. Coeficiente de fricción (µ), de metales que se deslizan sobre metales, en presencia de aire y a temperatura ambiente.
Material Geometría de la prueba Coeficiente de fricción Probeta fija Probeta móvil Estático Cinético
Ag Ag SI 0.50 ---
Au SI 0.53 ---
Cu SI 0.48 ---
Fe SI 0.49 ---
Al Al SI 0.57 ---
Ti SI 0.54 ---
Al, aleación 6061-T6 Al, aleación 6061-T6 SPSP 0.42 0.34
Cu SPSP 0.28 0.23
Acero 1032 SPSP 0.35 0.25
Ti, 6A1-4V SPSP 0.34 0.29
Au Ag SI 0.53 ---
Au SI 0.49 ---
Latón, 60 Cu-40 Zn Acero herramental PSD --- 0.24
Cd Cd SI 0.79 ---
Fe SI 0.52 ---
Co Co SI 0.56 ---
Cr SI 0.41 ---
Cr Co SI 0.41 ---
[15]
Cu Co SI 0.44 ---
Cr SI 0.46 ---
Cu SI 0.55 ---
Fe SI 0.50 ---
Ni SI 0.49 ---
Zn SI 0.56 ---
Configuración: SI: superficie inclinada; SPSP: superficie plana sobre superficie plana; PSD: perno sobre disco.
Cuando en un diseño se requiere necesariamente el cálculo de la fricción, deberá hacerse reproduciendo lo mejor posible las condiciones en que ésta se presenta.
Existen asociaciones científicas y de ingeniería, como la Sociedad Americana de Pruebas en Materiales, con siglas en inglés ASTM, en donde, por medio de ensayo se obtiene los coeficientes de fricción. Los valores que se obtienen en ellos, aun cuando estos, se realicen a las mismas condiciones como: métodos idénticos, misma preparación de probetas, mismos materiales y lubricantes, mismos equipos, el resultado puede llegar a diferir hasta en un 25% o más.
Bowden y Tabor desarrollaron un modelo para representar la fricción de deslizamiento. En él se especifica que la fuerza de fricción surge de dos fuentes: una desarrollada en las áreas de contacto real entre las uniones de las asperezas, denominada fuerza de adhesión (Fadh), y la otra que necesita rayar con las asperezas de la superficie dura a la superficie suave, llamada fuerza de deformación (Fdef).
Fricción adhesiva
[16]
Aspereza en w Dirección del movimiento contacto F
(a)
Ruptura
w F
F
w
w F
[image:39.612.178.454.68.327.2](b)
Figura 2.7. a) dos superficies rugosas en contacto de deslizamiento y b) diagrama de cuerpo libre de las fuerzas involucradas.
La ruptura de las asperezas; ocurre en las regiones débiles de cada interface de los cuerpos en contacto. Después de separarse los contactos existentes, nuevos contactos se forman, es decir se adhieren por fuerzas moleculares entre las superficies. Por ello, las fuerzas de adhesión, serán de la misma naturaleza así como las fuerzas existentes entre las mismas moléculas.
Se ha desarrollado una teoría clásica para la fuerza de fricción adhesiva, para diferentes rugosidades. Para un contacto seco los científicos ingleses Bowden y Tabor, la definieron como:
(Fa) = Ar a (2.7)
Y para un contacto con una película de lubricante
(Fa) = Ar[α a+(1-α) 1] (2.8)
Y
1= 1V/h (2.9)
[17]
líquido ocasiona la formación de puentes adhesivos y de minúsculos efectos de viscosidad, el coeficiente de fricción adhesiva µa, para un contacto de este tipo es:
µa = Ar a/W (2.10)
µa= a/pr (2.11)
donde: pr, es la presión real edad media.
Si el corte ocurre en uno de los dos cuerpos que se desplazan, entonces los esfuerzos de corte son requeridos para producir el deslizamiento por encima del plano de deslizamiento en la ausencia de dislocación es del orden de G/30, donde G es el módulo de corte del material. Si presentan dislocaciones, los esfuerzos de corte son del orden de menos de mil veces los esfuerzos para generar el desplazamiento. En la interfase los esfuerzos de corte son usados para calcular la fricción. Según el Profesor Bhusan, debe asumirse que la profundidad de la zona de corte (la distancia de transición entre una superficie en movimiento y la superficie en donde la ruptura ocurre), es igual para las dimensiones lineales de una partícula desgastada. Si el diámetro de ésta, es el promedio de 1 µm para una velocidad de deslizamiento de 1 m/s, el valor de la fuerza de corte debe ser 1 x 106s-1.
La fuerza de adhesión de las interfaces depende de las propiedades mecánicas de los materiales y de la interacción física y química de los cuerpos en contacto. Así mismo, la presencia de contaminantes o la aplicación deliberada de una película de fluido (aire, agua o lubricante) tienden a reducir dicha fuerza. Generalmente, en interfaces en vacío con contacto sólido-sólido, dando origen a valores altos de adhesión y consecuentemente a un coeficiente de fricción grande. Películas gruesas de lubricantes de varias micras reducen la fricción, esto para disminuir el esfuerzo de corte en la película del fluido así como en el contacto sólido-sólido.
Los contactos entre un esfuerzo elástico o plástico, depende primeramente, de la rugosidad en las superficies y de las propiedades mecánicas y/o de las características de cada elemento. Sustituyendo Ar, de la expresión para coeficiente de fricción µa, en la ecuación 2.10. Se obtiene para contacto elástico:
( )
(2.12)
o
(2.13)
[18]
superficies y β, es la correlación de composición de longitud. La µa, es en función de las superficies rugosas en el régimen de contacto elástico.
Por otra parte, para una sola aspereza en contacto o en donde el número de contactos permanentes, Ar, es proporcional a (W)-1/3. Para ésta situación se tiene que:
µaαW-1/3 (2.14)
µa≈ τa/H (2.15)
Donde H es la dureza o ductilidad del material en contacto. La µa, es independiente de las superficies rugosas no semejantes en los contactos elásticos. Comúnmente los datos por el efecto de la rugosidad en el coeficiente µa, en contactos elásticos o plásticos se expresan en la (Figura 2.8).
En un contacto elástico o de una película delgada en un disco en deslizamiento cerámico, como se observa en la (Figura 2.8a). µ, decrece con un incremento en la rugosidad. En un contacto plástico de cobre contra cobre en la (Figura 2.8b), para rango moderados de rugosidades, µ, es independiente de las rugosidades. Ésta, tiende a ser grande hasta muy pequeñas rugosidades, debido al área real que está en contacto.
a) b)
Figura 2.8. Coeficientes de fricción en función de la rugosidad superficial. La figura (a) representa el contacto elástico, en un disco en deslizamiento cerámico, como se observa, µ decrece con un incremento en la rugosidad.
En la figura (b) en contacto plástico de cobre contra cobre, para rangos moderados de rugosidades, µ, es independiente de las rugosidades.
Para el cálculo de µa se requiere del conocimiento de a. Aplicando un análisis límite se puede obtener la fuerza interfacial de corte a, que no podrá ser substancialmente excedida el bulto (bulk), k (la producción de esfuerzo de corte), para un contacto dúctil de materiales en contactos plásticos. Si esto no sucede, en cada contacto ocurrirá un corte debido al material blando en metales dúctiles, para estos se tiene que:
H=5k (2.16)
Donde:
[19]
El máximo valor de un coeficiente de fricción, es independiente del par cinemático, comúnmente se encuentran un rango de 0.3, hasta algunas veces más grande que 1. En este análisis, también se incluye efectos adicionales de otros factores semejantes en el área de contacto en una sola rugosa y no comprende otro surgimiento de fricción en la cual exista deformación.
En otros casos, como sucedió con los investigadores MacFarlane y Tabor, en 1950, propusieron un modelo matemático, y en el que pm, es la presión de contacto para toda la zona plásticamente deformada en compresión normal, igual a la dureza H en toda la plasticidad, hasta un lugar i, para un área de contacto (Ar)i = Wi/H. Otra aplicación de las causas de esfuerzos de corte, es tener un valor crítico a la presión normal p, es decir un flujo plástico donde se presenta la disminución del valor, debido únicamente a una carga normal aplicada. Si ésta permanece constante, entonces la plasticidad permanente disminuye y el área real de contacto crece. En una primera aproximación se tienen que:
[ ]
(2.18)
Donde (Ar)0 es el área real de contacto sin la intervención de ningún esfuerzo de corte. Otro efecto importante es la influencia en el área de contacto, por el aumento de la temperatura que sucede en la interfase, debido al calor generado por la fricción. En caso de que se aplique en grandes cargas y ciertas condiciones de velocidad. Se ocasiona un efecto substancial sobre el área de contacto y consecuentemente en la fricción según lo establecido por Bhusan, en 1996.
2.1.1. Desgaste
Definición de desgaste
Como un fenómeno tribológico que se presenta regularmente, cuando el material es desprendido o retirado de la superficie de los sólidos sometidos a la acción de una carga, encontrándose en contacto y en movimiento relativo. Éste último, puede ser en una sola dirección o de balanceo ya sea deslizándose o de manera rodante. Existiendo además la posibilidad que se presente la combinación de los dos movimientos relativos.